Компонент футеровки мельницы и способ изготовления компонента
Формула / Реферат
1. Способ изготовления компонента футеровки, являющегося лифтером, для защиты внутренних поверхностей мельницы, включающий этапы, на которых
разрезают плиту из твердого материала, имеющего ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую от 10 до 45 Дж, при температуре испытания -40°С с формированием множества вставок, выполненных из металла и образующих часть внешней поверхности лифтера, причем, по меньшей мере, некоторые из вставок содержат элемент для механического сцепления с основой из упругого материала для сопротивления отделению вставки от основы;
размещают вставки в форме,
вводят эластомерный материал в форму с последующим формованием вокруг вставок упругой основы с целью получения компонента футеровки; и
нагревают содержимое формы под давлением для вулканизации эластомерного материала, чтобы сформовать упругую основу; при этом вставки выполнены плоскими,
имеют толщину в диапазоне от 10 до 100 мм и ориентированы поперек длины основы.
2. Способ по п.1, при котором этап разрезки плиты может проводиться с применением любой из операций: лазерной, плазменной или кислородной резки.
3. Способ по п.1 или 2, в котором плита сформирована из стали.
4. Способ по любому из пп.1-3, в котором элемент вставки имеет крючкообразную форму.
5. Элемент футеровки, являющийся лифтером, для защиты внутренних поверхностей мельницы, причем элемент включает
удлиненную упругую основу;
множество вставок, тесно связанных с основой, при этом вставки распределены по длине основы; и,
по меньшей мере, некоторые из вставок содержат элемент, который механически сцеплен с основой;
причем вставки выполнены из твердого материала, имеющего ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую 10 Дж и более, при температуре испытания 40°С;
при этом вставки имеют плоскую форму, толщину в диапазоне от 10 до 100 мм и ориентированы поперек длины основы.
6. Элемент футеровки по п.5, в котором вставки распределены по длине компонента с регулярным шагом.
7. Элемент футеровки по п.6, в котором шаг вставок составляет менее 120 мм.
8. Элемент футеровки по п.5, в котором вставки имеют толщину около 65 мм.
9. Элемент футеровки по п.5, в котором вставки выполнены из твердого материала, имеющего ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую от 10 до 45 Дж, при температуре испытания -40°С.

Текст
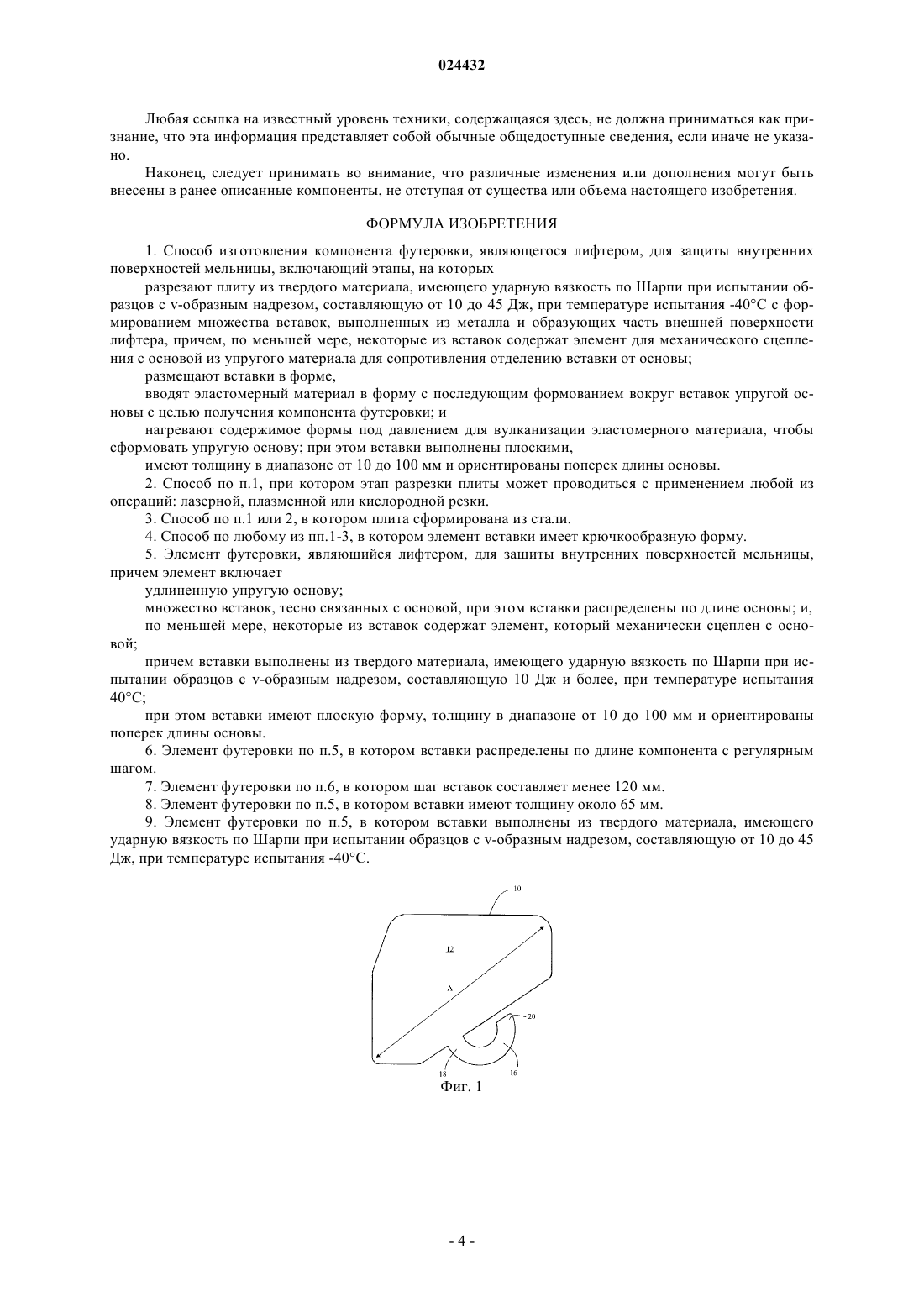
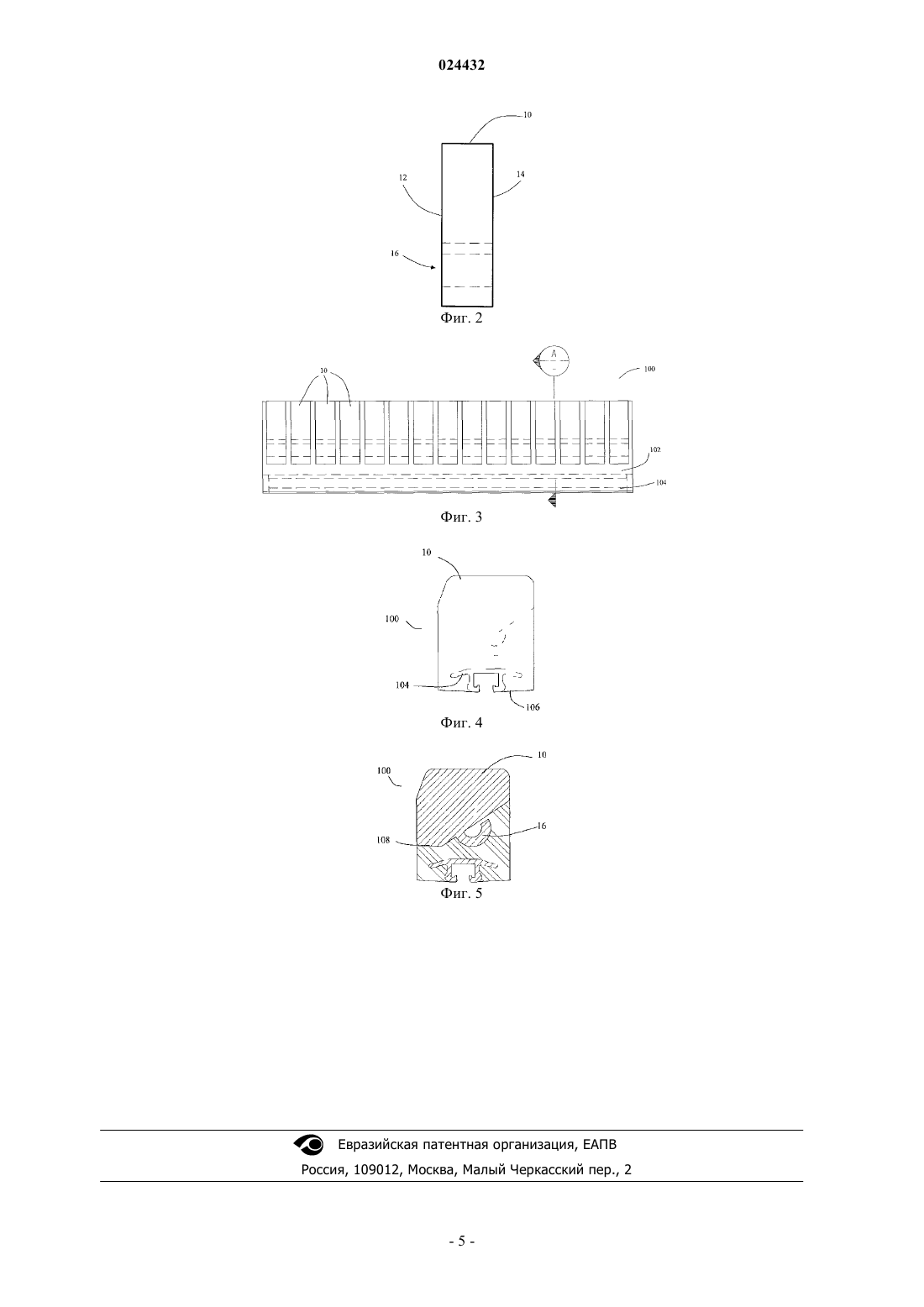
КОМПОНЕНТ ФУТЕРОВКИ МЕЛЬНИЦЫ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА В изобретении представлен способ изготовления компонента футеровки мельницы, причем способ включает этапы: обеспечение плитой из твердого материала; разрезка плиты с формированием множества вставок, причем, по меньшей мере, некоторые из вставок содержат элемент для механического сцепления с основой из упругого материала; размещение вставок в форме и введение вязкого материала в форму для формирования основы из упругого материала вокруг вставок с целью получения компонента футеровки.(71)(73) Заявитель и патентовладелец: УИЭР МИНЕРАЛЗ ОСТРЕЙЛИА ЛТД. (AU) Область техники, к которой относится изобретение Настоящее изобретение относится, в общем, к дроблению, помолу или способам измельчения обрабатываемых материалов, например минеральных руд, скальных пород и прочих материалов, и, в частности, к изготовлению устройств, применяемых для указанной обработки. Уровень техники Мельницы представляют собой один из видов устройств, применяемых для описанной выше обработки материалов. Типичные мельницы, как правило, содержат оболочку в виде барабана, смонтированного с возможностью вращения вокруг своей центральной оси. Ось оболочки, как правило, расположена горизонтально или имеет небольшой наклон к одному концу. Внутри оболочки сформирована камера для обработки, в которую подается подлежащий обработке материал. При использовании одного из видов дробления, известного как SAG (полусамоизмельчение), абразивный материал, такой как шары или стержни, подается в камеру для обработки одновременно с материалом, подлежащим обработке, и оболочка приводится во вращение. Во время вращения оболочки абразивный материал воздействует на обрабатываемый материал, вызывая его дробление или помол. Абразивный материал и материал, подлежащий обработке, в результате вращения оболочки поднимаются вверх по боковой стороне оболочки, после чего под действием силы тяжести падают вниз оболочки. Обычно защиту внутренних поверхностей мельницы обеспечивают посредством размещения футеровочных компонентов, которые в совокупности составляют футеровку мельницы. Футеровка мельницы обычно содержит лифтеры, расположенные с промежутками по внутренней периферии мельницы. При вращении оболочки лифтеры помогают поднимать загрузку мельницы вверх по боковой стороне оболочки. Кроме того, футеровка мельницы зачастую включает футеровочные плиты, которые предусмотрены между лифтерами. Лифтер или футеровочная плита может представлять собой упругий элемент с множеством износостойких вставок, внедренных в упругий материал. Вставки изготавливают, заливая расплавленный металл в форму. Со временем компоненты футеровки мельницы изнашиваются и требуют замены. Для замены этих компонентов работу мельницы необходимо останавливать на определенный период времени, что приводит к прекращению дробления материала и также может вызвать перерыв в работе другого оборудования завода, на котором после мельницы производится дальнейшая обработка материала. С целью сокращения времени простоя мельницы сохраняется необходимость в усовершенствованных компонентах футеровки мельницы, имеющих увеличенный срок службы. Сущность изобретения Согласно первому аспекту изобретения предлагается способ изготовления компонента футеровки мельницы, причем способ включает этапы обеспечение плитой из твердого материала; разрезка плиты с формированием множества вставок, причем, по меньшей мере, некоторые из вставок содержат элемент для механического сцепления с основой из упругого материала; размещение вставок в форме и введение вязкого материала в форму для формирования основы из упругого материала вокруг вставок с целью получения компонента футеровки. Формирование вставок вырезкой из плиты дает возможность получить вставки с более мелкой микроструктурой по сравнению со вставками, сформированными литьем и имеющими более грубую микроструктуру. Металлические плиты, которые во время формирования подвергались прокатке, могут иметь мелкую микроструктуру. По сравнению с вставкой с более грубой микроструктурой вставка с мелкой микроструктурой имеет улучшенную ударную вязкость, благодаря чему повышается стойкость к ударным нагрузкам. Это приводит к увеличению срока службы компонентов футеровки мельницы и соответственно сокращается простой мельницы, связанный с заменой изношенных компонентов футеровки. Таким образом, улучшаются экономические показатели мельницы и тесно связанного с ней оборудования по обработке полезных ископаемых. Согласно одному из вариантов осуществления изобретения способ может дополнительно включать этап, при котором содержимое формы нагревают под давлением для вулканизации вязкого материала,чтобы сформировать основу из упругого материала. Согласно одному из вариантов осуществления изобретения этап разрезки плиты может проводиться с применением любой из операций: лазерной, плазменной или кислородной резки. Согласно одному из вариантов осуществления изобретения плита может быть сформирована из стали. Согласно одному из вариантов осуществления изобретения элемент вставки может иметь крючкообразную форму. Согласно второму аспекту изобретения предлагается компонент футеровки мельницы, который сформирован способом в соответствии с первым аспектом изобретения. В одном из вариантов компонента футеровки согласно изобретению вставки могут быть распределены по длине компонента с регулярным шагом. В одном из вариантов компонента футеровки согласно изобретению шаг вставок может составлять менее 120 мм. В одном из вариантов компонента футеровки согласно изобретению вставки могут иметь толщину в диапазоне от 10 до 100 мм. В одном из вариантов компонента футеровки согласно изобретению вставки могут иметь толщину около 65 мм. В одном из вариантов компонента футеровки согласно изобретению упругий материал может являться эластомерным материалом. Согласно третьему аспекту изобретения предлагается компонент футеровки для мельницы, причем компонент включает как правило, удлиненную основу; множество вставок, тесно связанных с основой, при этом вставки распределены по длине основы; и,по меньшей мере, некоторые из вставок содержат элемент, который механически сцепляется с основой; причем вставки имеют ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую более 10 Дж. Компоненты футеровки мельницы, которые включают упрочненные вставки, имеющие величину ударной вязкости по Шарпи при испытании образцов с v-образным надрезом, составляющую 10 Дж или выше, обладают повышенной ударной вязкостью по сравнению с компонентами футеровки мельницы,которые включают вставки, сформированные литьем и имеющие величину ударной вязкости по Шарпи при испытании образцов с v-образным надрезом, составляющую примерно от 2 до 3 Дж. В связи с этим существенно повышается стойкость футеровки мельницы к ударным нагрузкам и, как следствие, увеличивается срок службы футеровки, что позволяет сократить простой мельницы. В одном из вариантов компонента футеровки согласно изобретению вставки могут иметь величину ударной вязкости по Шарпи при испытании образцов с v-образным надрезом, составляющую от 10 до 45 Дж. Краткое описание чертежей Вариант осуществления настоящего изобретения далее будет описываться исключительно в качестве примера со ссылкой на прилагаемые чертежи. Фиг. 1 - вид сбоку вставки, входящей в компонент футеровки мельницы согласно одному из вариантов осуществления изобретения. Фиг. 2 - вид спереди вставки, представленной на фиг. 1. Фиг. 3 - вид спереди лифтера согласно одному из вариантов осуществления изобретения. Фиг. 4 - вид сбоку лифтера, представленного на фиг. 3. Фиг. 5 - вид в разрезе по линии А лифтера, представленного на фиг. 3. Сведения, подтверждающие возможность осуществления изобретения. На фиг. 1 и 2 показана вставка 10, входящая в компонент футеровки мельницы. Вставка 10 с основным размером, обозначенным стрелкой А, имеет противоположные основные поверхности, являющиеся ее плоскими боковыми сторонами 12, 14. Между плоскими боковыми сторонами 12, 14 на торцевой поверхности вставки предусмотрен элемент для механического сцепления с основой из упругого материала. Указанный элемент имеет крючкообразный участок 16, свободный конец 20 и хвостовой участок 18,который соединяется с остальной частью вставки. Вставку 10, показанную на фиг. 1, формируют из плиты, изготовленной из упрочненной стали, вырезая по контуру основных поверхностей 12, 14, крючкообразного участка 16 и хвостовика 18. Например, указанная стальная плита может быть изготовлена из стали Bisalloy450, которая представлена на рынке фирмой Bisalloy Steels Pty Ltd, Unanderra, Новый Южный Уэльс, Австралия(www.bissalloy.com.au). Плиту разрезают различными доступными способами, включая лазерную, плазменную или кислородную резку. Другие аналогичные способы резки также являются возможной альтернативой. Как видно на фиг. 1, контур вставки 10 является непрерывным контуром без изолированных участков, таких как сквозные отверстия. Это позволяет выполнять операцию лазерной резки непрерывно одним резом, при этом нет необходимости останавливать и возобновлять работу лазера или повторно позиционировать заготовку между операциями резки. В иллюстративном варианте осуществления изобретения вставка 10 вырезана из плиты, изготовленной из стали Bisalloy , толщина которой составляет 65 мм. Таким образом, толщина вставки, т.е. расстояние между ее основными поверхностями 12, 14, составляет 65 мм. Возможно использование стальных плит разнообразной толщины. Вставки, сформированные из упрочненной стали, имеют величину ударной вязкости по Шарпи при испытании образцов с v-образным надрезом, составляющую от 10 до 45 Дж, причем испытания проводились при температуре -40 С. Напротив, вставки согласно известному уровню техники, изготовленные литьем, имеют величину ударной вязкости по Шарпи при испытании образцов с v-образным надрезом,составляющую около 2 Дж. Более высокая ударная вязкость обеспечивает повышенное сопротивление износу под действием ударных нагрузок. Вставка 10 и способ ее формирования находят применение при изготовлении компонентов футеровки мельницы, как будет описано далее. На фиг. 3-5 показан компонент футеровки мельницы, который является лифтером 100. Лифтер включает основу 102, сформированную из эластомерного материала, и в общей сложности пятнадцать вставок 10, которые равномерно распределены по длине лифтера 100 и тесно связаны с лифтером, будучи внедренными в эластомерную основу 102 для создания композитной структуры. Вставки распределены по длине лифтера с шагом около 82 мм, причем каждая вставка имеет толщину 65 мм и отделена от смежной вставки эластомерным материалом толщиной около 17 мм. В основу 102 из упругого материала вставлен профиль 104, который используется для крепления собранного лифтера 100 к внутренней поверхности оболочки мельницы известным способом болтами с Т-образной головкой. Таким образом, при установке монтируемая поверхность 106 лифтера обращена к внутренней поверхности оболочки мельницы. Лифтер 100 формируют, помещая пятнадцать вставок 10 на дно формы. Вязкий материал вводят в форму, причем профиль 104 удерживается в верхней части формы. В одном примере указанный материал может быть эластомерным материалом, например, на основе комбинации натурального и синтетического каучуков. До введения в форму профиль 104 очищают и грунтуют. После того как в форму были помещены стальные вставки и был введен эластомерный материал, содержимое формы в течение определенного времени нагревают под давлением, чтобы обеспечить вулканизацию эластомерного материала. Лифтеры 100 в горячем состоянии извлекают из формы и затем дают им охладиться. Впоследствии лифтеры подвергает ультразвуковому контролю для выявления пустот, и излишки эластомерного материала обрезают. В результате процесса формования создается химическая связь на границе 108 между частями компонента, а именно между вставками 10 и эластомерным материалом. К тому же крюк 16 механически сцепляется с эластомерным материалом. Вставку 10 нельзя отделить от эластомерной основы 102 без механического разрушения лифтера 100. Это механическое сцепление с основой обеспечивает дополнительное сопротивление отделению вставок 10 от основы 102 под действием больших усилий, которые прикладываются к лифтеру 100 во время его использования. Крюк 16 присоединяется к остальной части вставки 10 посредством хвостового участка 18, и крюк 16 также имеет свободный конец 20. Можно видеть, что хвостовой участок 18 расположен ближе к монтажной поверхности 106, чем свободный конец 20. Это объясняется тем, что, поскольку лифтер изнашивается во время использования, в процессе постепенного износа материал вставок 10 утрачивается. Поскольку хвостовик 18 размещен в нижней части лифтера 100, хвостовик 18 является одной из последних частей вставки 10, которая изнашивается, таким образом, при износе вставки поддерживается определенная степень механического сцепления между вставкой 10 и эластомерной основой 102, благодаря чему увеличивается срок службы лифтера 100. При работе мельницы абразивный материал, состоящий из стальных шаров, приводится в движение вместе с обрабатываемым материалом. Размер стальных шаров подбирают согласно решаемой задаче, но обычно диаметр шаров составляет от около 50 до 140 мм. Таким образом, при использовании вставок с толщиной 65 мм исключаются множественные одновременные ударные воздействия шаров, поперечно направленные к наружной стороне вставки, и в результате продлевается срок службы этих компонентов. Также для получения узких вставок более удобно и экономически целесообразно использовать технологию резки, вместо того чтобы пытаться использовать традиционный процесс литья для изготовления достаточно узких вставок, которые в этом случае имеют склонность к поломке или разрушению при ударном воздействии стальных шаров. В варианте осуществления изобретения, описанном выше, компонентом футеровки мельницы является лифтер 100. Также изобретение может быть применено к другому компоненту футеровки мельницы,например к плоской футеровочной плите бронезащиты оболочки мельницы. В варианте осуществления изобретения, описанном выше, вставки были сформированы из плиты,изготовленной из упрочненной стали, толщина которой составляла 65 мм. Согласно другим вариантам осуществления изобретения вставки могут иметь другую толщину, которая может составлять от 10 до 100 мм. В варианте осуществления изобретения, описанном выше, элемент вставки, который механически сцепляется с основой, имеет крючкообразный профиль. Аналогично, для обеспечения механического сцепления могут использоваться элементы других видов, например элементы с "L-образным профилем,"Т"-образным профилем, с несколькими острыми шипами, и т.п. Обычно элемент имеет такую форму,что вместе со вставкой он образует непрерывный контур, и операция резки может быть выполнена непрерывно без необходимости остановки и возобновления работы режущего инструмента, и обеспечивается улучшенное механическое сцепление вставки с материалом основы, благодаря чему вставка не может быть отделена от основы без существенного разрушения материала, формирующего основу. В варианте осуществления изобретения, описанном выше, из упругого материала была сформирована эластомерная основа 102 компонента, которая содержит смесь натурального и синтетического каучуков. Согласно другим вариантам осуществления изобретения основа компонента может быть сформирована из другого упругого материала, такого как полиуретан или полиуретан в комбинации с другими материалами. Любая ссылка на известный уровень техники, содержащаяся здесь, не должна приниматься как признание, что эта информация представляет собой обычные общедоступные сведения, если иначе не указано. Наконец, следует принимать во внимание, что различные изменения или дополнения могут быть внесены в ранее описанные компоненты, не отступая от существа или объема настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления компонента футеровки, являющегося лифтером, для защиты внутренних поверхностей мельницы, включающий этапы, на которых разрезают плиту из твердого материала, имеющего ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую от 10 до 45 Дж, при температуре испытания -40 С с формированием множества вставок, выполненных из металла и образующих часть внешней поверхности лифтера, причем, по меньшей мере, некоторые из вставок содержат элемент для механического сцепления с основой из упругого материала для сопротивления отделению вставки от основы; размещают вставки в форме,вводят эластомерный материал в форму с последующим формованием вокруг вставок упругой основы с целью получения компонента футеровки; и нагревают содержимое формы под давлением для вулканизации эластомерного материала, чтобы сформовать упругую основу; при этом вставки выполнены плоскими,имеют толщину в диапазоне от 10 до 100 мм и ориентированы поперек длины основы. 2. Способ по п.1, при котором этап разрезки плиты может проводиться с применением любой из операций: лазерной, плазменной или кислородной резки. 3. Способ по п.1 или 2, в котором плита сформирована из стали. 4. Способ по любому из пп.1-3, в котором элемент вставки имеет крючкообразную форму. 5. Элемент футеровки, являющийся лифтером, для защиты внутренних поверхностей мельницы,причем элемент включает удлиненную упругую основу; множество вставок, тесно связанных с основой, при этом вставки распределены по длине основы; и,по меньшей мере, некоторые из вставок содержат элемент, который механически сцеплен с основой; причем вставки выполнены из твердого материала, имеющего ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую 10 Дж и более, при температуре испытания 40 С; при этом вставки имеют плоскую форму, толщину в диапазоне от 10 до 100 мм и ориентированы поперек длины основы. 6. Элемент футеровки по п.5, в котором вставки распределены по длине компонента с регулярным шагом. 7. Элемент футеровки по п.6, в котором шаг вставок составляет менее 120 мм. 8. Элемент футеровки по п.5, в котором вставки имеют толщину около 65 мм. 9. Элемент футеровки по п.5, в котором вставки выполнены из твердого материала, имеющего ударную вязкость по Шарпи при испытании образцов с v-образным надрезом, составляющую от 10 до 45 Дж, при температуре испытания -40 С.
МПК / Метки
МПК: B02C 17/22
Метки: способ, мельницы, изготовления, компонент, компонента, футеровки
Код ссылки
<a href="https://eas.patents.su/6-24432-komponent-futerovki-melnicy-i-sposob-izgotovleniya-komponenta.html" rel="bookmark" title="База патентов Евразийского Союза">Компонент футеровки мельницы и способ изготовления компонента</a>
Классифицирующая броневая плита для футеровки барабана трубной мельницы
Номер патента: 9144
Опубликовано: 26.10.2007
Авторы: Гринин Михаил Сергеевич, Ефимов Сергей Андреевич
МПК: B02C 17/22
Метки: мельницы, трубной, броневая, классифицирующая, барабана, плита, футеровки
Формула / Реферат:
Классифицирующая броневая плита для футеровки барабана трубной мельницы с шаровой мелющей загрузкой, имеющая опорное основание и криволинейную рабочую поверхность с продольно расположенными вдоль оси мельницы передним и задним подъемными выступами, считая по направлению вращения барабана, отличающаяся тем, что передний и задний выступы между собой выполнены разновеликими по высоте, из которых высота переднего выступа составляет 0,1 высоты...
Броневая плита для футеровки барабана трубной мельницы
Номер патента: 9145
Опубликовано: 26.10.2007
Авторы: Гринин Михаил Сергеевич, Ефимов Сергей Андреевич
МПК: B02C 17/22
Метки: трубной, мельницы, футеровки, броневая, плита, барабана
Формула / Реферат:
Броневая плита для футеровки барабана трубной мельницы с мелющей загрузкой, имеющая опорное основание с выборкой и криволинейную рабочую поверхность с поперечно расположенными передним и задним подъемными выступами, считая по направлению вращения барабана, отличающаяся тем, что передний и задний выступы и рабочая поверхность между ними выполнены с последовательно сопряженными поверхностями второго порядка в виде соответственно параболической,...
Мельница с составной футеровкой и способ изготовления составной футеровки
Номер патента: 17518
Опубликовано: 30.01.2013
Авторы: Сенгупта Коушик, Гхош Соменат
МПК: B02C 17/22
Метки: мельница, футеровки, способ, составной, футеровкой, изготовления
Формула / Реферат:
1. Мельница, содержащая оболочку и по меньшей мере одну составную футеровку (3), прикрепленную к внутренней стенке оболочки, отличающаяся тем, что по меньшей мере одна составная футеровка (3) содержит верхний слой (6) из легированной литой стали, приклеенный на нижний слой (2) резины, симметрично распределенной по меньшей мере в одной композитной футеровке, причем верхний слой (6) является предварительно отлитым, при этом на верхней поверхности...
Способ производства базового компонента дизельного топлива и его базовый компонент
Номер патента: 17519
Опубликовано: 30.01.2013
Авторы: Сато Казухито, Танака Юити
МПК: C10G 2/00, C10G 45/58, C10G 47/00...
Метки: компонент, дизельного, базового, компонента, способ, топлива, базовый, производства
Формула / Реферат:
1. Способ получения базового компонента дизельного топлива, улучшенного по текучести при низких температурах, включающийфракционирование в первом аппарате для дробной перегонки синтетического масла, полученного синтезом Фишера-Тропша по меньшей мере на две фракции:первую среднюю фракцию, содержащую компонент, имеющий интервал кипения, соответствующий дизельному топливу, и парафиновую фракцию, содержащую парафиновый компонент более тяжелый, чем...
Способ изготовления огнеупорных изделий и огнеупорное изделие для футеровки металлургических тепловых агрегатов
Номер патента: 12989
Опубликовано: 26.02.2010
Автор: Руотанен Кийости
МПК: C04B 35/66, B22D 41/02, B22C 1/00...
Метки: агрегатов, способ, изготовления, изделие, металлургических, огнеупорное, тепловых, изделий, огнеупорных, футеровки
Формула / Реферат:
1. Способ изготовления огнеупорных изделий для футеровки металлургических тепловых агрегатов, содержащий литье и сушку изделия, при котором в литьевую массу включают частицы огнеупорного материала, отличающийся тем, чтоиспользуют литьевую массу, в которой по меньшей мере 10 об.% частиц являются крупными частицами с размерами от 50 мм до 1/3-1/2 толщины изделия, аостальные частицы, по меньшей мере, частицы с размерами до 6 мм, распределяют так,...