Способ соединения соединительных элементов с полипропиленовой трубой pp-r
Номер патента: 20723
Опубликовано: 30.01.2015
Авторы: Бояджиян Кеворк, Топалйан Аксел, Йылмаз Хюсейин
Формула / Реферат
Способ соединения соединительной детали с полипропиленовой трубой (5) (PP-R), содержащей промежуточный слой (2) алюминиевой фольги, между внутренним слоем (1) и наружным слоем (3), заключающийся в том, что
отрезают трубу (5) перпендикулярно ее оси;
помещают плашку (12), предназначенную для расплавления внутреннего слоя (1) и наружного слоя (3) PP-R трубы, и плашку для расплавления соединительной детали в сварочную машину и ожидают нагрева сварочной машины до 260°С;
делают разметку длины сварки на полипропиленовой трубе и
после нагрева сварочной машины до 260°С вдвигают полипропиленовую трубу (5) (PP-R), содержащую промежуточный слой фольги, на отмеченную длину сварки в плашку (12) в то же время и с тем же усилием, что и соединительную деталь, которую медленно вдвигают в плашку для расплавления соединительной детали до указанной разметки,
отличающийся тем, что
плавят наружный слой (3) PP-R путем его контакта с закругленной поверхностью (9) плавления наружного слоя на конце направляющего отверстия (7) плашки (12), которая направляет указанный наружный слой (3) трубы, при вдвигании PP-R трубы (5) в нагретую плашку (12);
плавят внутренний слой (1) PP-R путем его контакта с закругленной поверхностью (10) плавления внутреннего слоя на конце направляющего отверстия (7) плашки (12), которая направляет указанный внутренний слой (1) трубы, при вдвигании PP-R трубы (5) в нагретую плашку (12),
при этом, когда трубу (5) приближают к концу направляющей лопасти (7) плашки (12), расплавленные части наружного слоя (3) PP-R трубы и внутреннего слоя (1) PP-R трубы текут по направлению к поверхности сечения трубы (5), после чего закрывают указанный слой (2) фольги путем соединения наружного и внутреннего слоев (1, 3) PP-R друг с другом и соединяют конец PP-R трубы с расплавленной соединительной деталью.

Текст
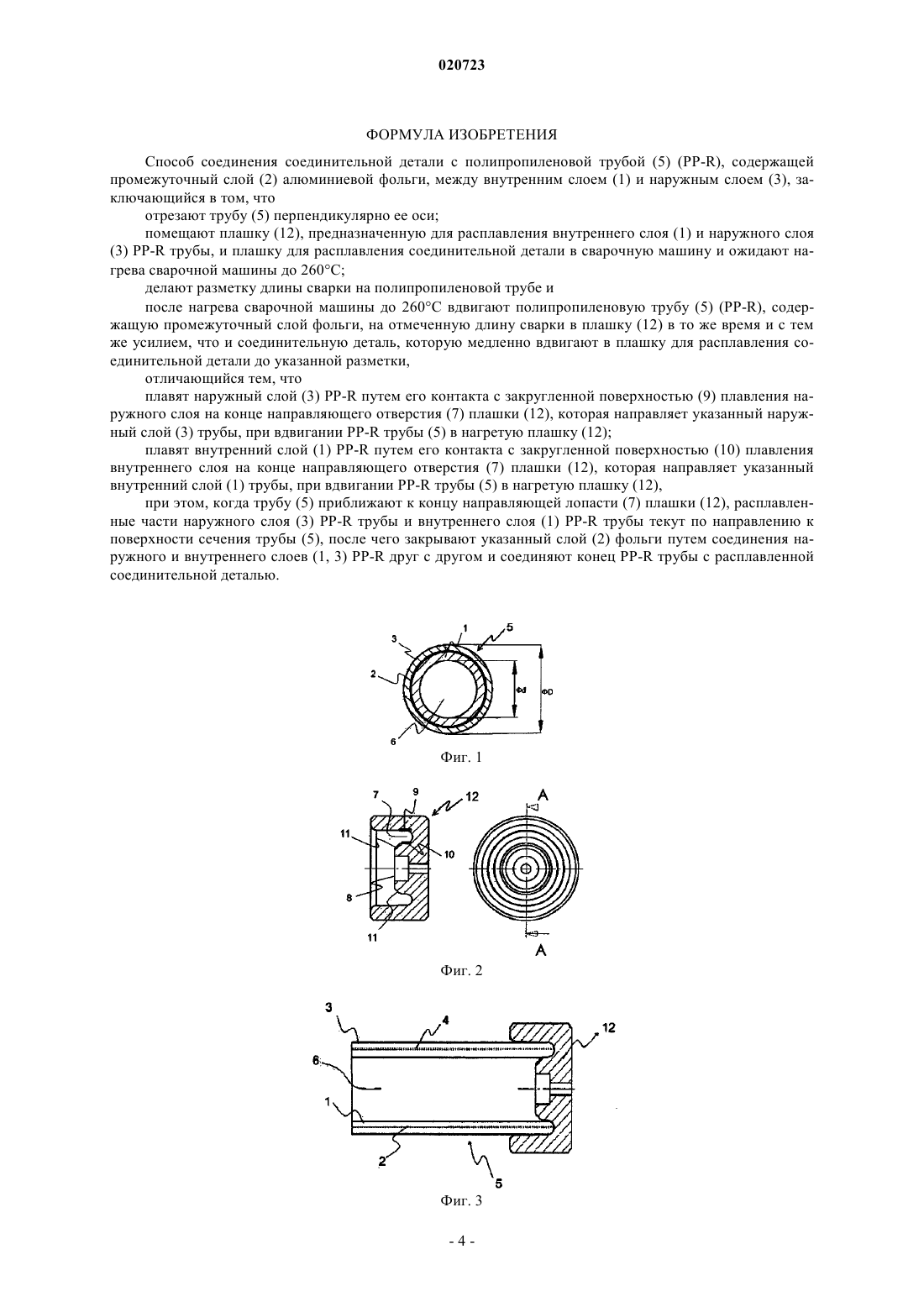
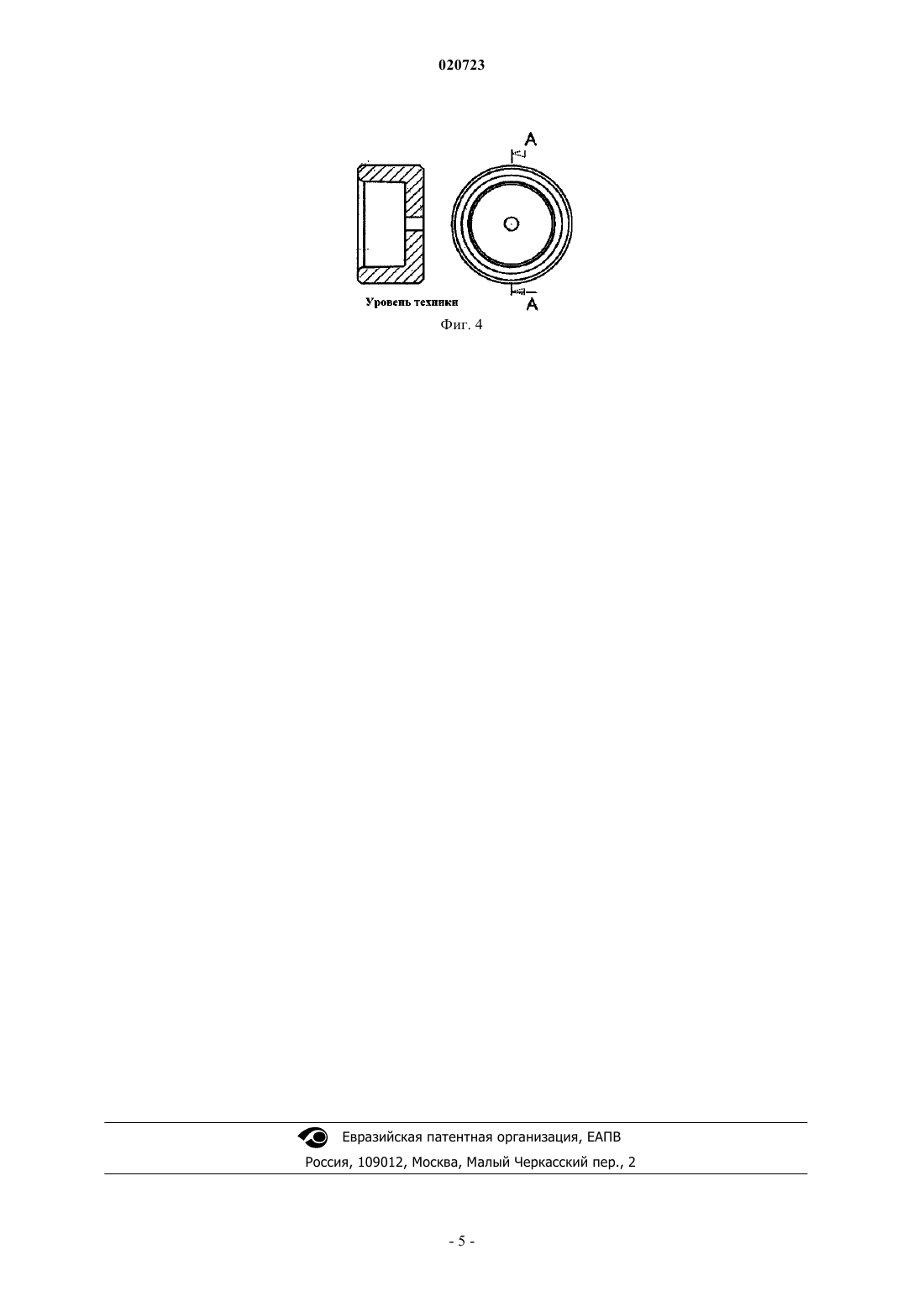
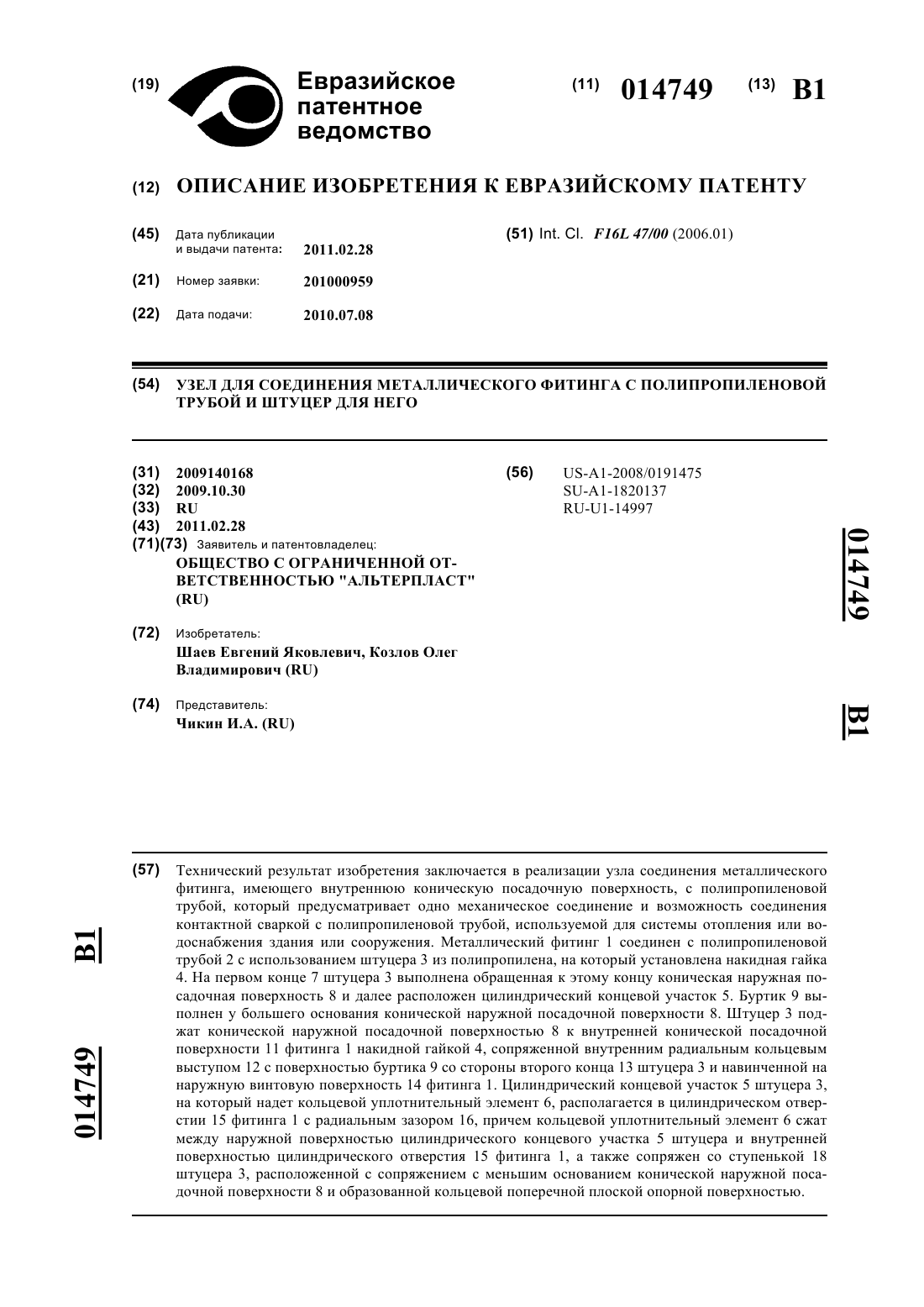
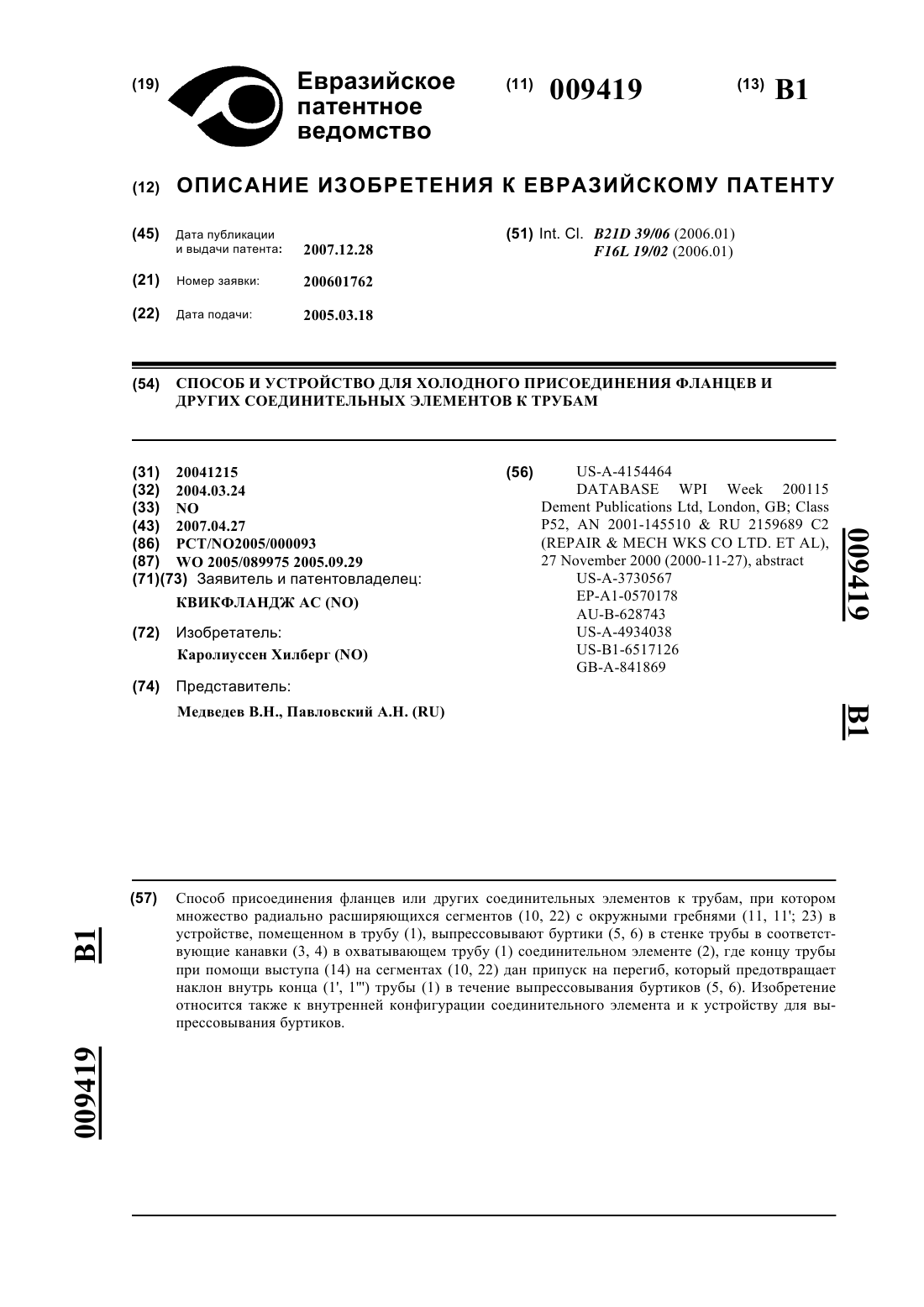
СПОСОБ СОЕДИНЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ С ПОЛИПРОПИЛЕНОВОЙ ТРУБОЙ PP-R Изобретение относится к способу соединения соединительных элементов с полипропиленовой трубой (5) PP-R, содержащей промежуточный слой (2) алюминиевой фольги, подразумевающий рабочие этапы: отрезание трубы (5) перпендикулярно ее оси; помещение плашки (12) и плашки соединительной детали в сварочную машину и ожидание нагрева сварочной машины до 260 С; разметка длины сварки и после нагрева сварочной машины до 260 С вдвигание полипропиленовой трубы (5) PP-R на отмеченную длину сварки, содержащую промежуточный слой фольги (2), в плашку (12) в то же время и с тем же усилием, что и соединительную деталь, которую медленно вдвигают в плашку соединительной детали до определенной отметки; который отличается тем, что он содержит рабочие этапы: плавление наружного слоя PP-R (3) путем его контакта с поверхностью(9) плавления наружного слоя, которая направляет указанный наружный слой (3), при вдвиганииPP-R трубы (5) в нагретую плашку (12); плавление внутреннего слоя (1) PP-R путем его контакта с поверхностью (10) плавления внутреннего слоя, которая направляет указанный внутренний слой(1), при вдвигании PP-R трубы (5) в нагретую плашку (12), когда трубу (5) приближают к концу,расплавленные части наружного слоя (3) PP-R и внутреннего слоя (1) PP-R текут по направлению к поверхности сечения трубы (5) благодаря плашке (12), содержащей направляющую полость (7); закрытие указанного слоя (2) фольги путем соединения наружного и внутреннего слоев (1, 3) PP-R друг с другом.(71)(73) Заявитель и патентовладелец: КАЛДЕ КЛИМА ОРТА БАСИНДЖ ФИТТИНГС ВЕ ВАЛФ САНАЙИ АНОНИМ СИРКЕТИ (TR) Родственный уровень техники Изобретение относится к плашкам, которые применяются для соединения труб и соединительных элементов. Изобретение, в частности, относится к плашке, которая предотвращает любые повреждения, которые могут возникнуть после операции соединения, которая применяется для соединения PP-R (полипропиленовой) трубы (5) с промежуточным слоем алюминиевой фольги и соединительных элементов. Известный уровень техники В настоящее время плашки, как известно, применяют при термическом соединении труб и соединительных деталей. Особенно часто в установочных операциях используют соединение коленчатых, крестовых, штуцерных и др. соединительных элементов с трубами, которые будут использованы в установочных операциях. Соединение пропиленовой трубы и удлинительных (соединительных) деталей выполняют путем размещения полипропиленовой трубы и удлинительной детали в обоих концах плашки и путем нагрева до 260 С в сварочной машине. Плашка, использующаяся в соединительных системах известного уровня техники, подготавливает полипропиленовую трубу к соединению путем простого плавления ее верхнего слоя. Таким образом, в соединениях, выполненных с помощью трубных плашек, которые использовались в технологиях известного уровня техники, вода со временем просачивается между наружным слоем и слоем фольги PP-R (полипропиленовых) труб с промежуточным слоем алюминиевой фольги и растворяет связующее вещество, и в наружном слое трубы возникают разрывы и трещины. В операциях по соединению труб, которые выполняются с помощью плашек, используемых в известном уровне техники, со временем в местах соединения наблюдаются протечки. Известны патенты,разработанные в результате улучшений, внесенных в известный уровень техники, относящийся к плашкам. Например, европейский патент ЕР 0485651 В 1 раскрывает плашку для соединения PP-R (полипропиленовых) труб, содержащих промежуточный слой алюминиевой фольги, с удлинительными деталями и описывает цилиндрическое (постепенное) уменьшение внутреннего объема указанной плашки. Во всех вариантах применения плашек, известных в настоящее время, наружные слои полипропиленовых труб,которые необходимо соединить, расплавляют при помощи операции нагревания (260 С). Некоторые из патентных документов, присутствующих в известном уровне техники, имеют следующие номера: WO 2006/121418 Al, DE 202008001101 U1, DE 102008006068 В 3, JP 7301374 A,JP 55055823 A, US 4278424 A, US 2004/007279. В реферате патентной заявки WO 2006/121418 говорится следующее: "Изобретение представляет собой многослойную композитную трубу, устойчивую к давлению и коррозии, которая может использоваться в санитарных системах, содержащая по меньшей мере одну внутреннюю трубу (1) с низкой проницаемостью для кислорода и по меньшей мере один слой (3) алюминиевой фольги, покрывающий указанную внутреннюю трубу (1) и обладающий коэффициентом расширения в зависимости от изменения давления или температуры, который ниже коэффициента расширения указанной внутренней трубы (1),где для обеспечения защиты алюминиевого покрытия (3), а также внутренней трубы (1) внутри удлинительной детали без снятия указанного покрытия предоставлен по меньшей мере один заполняющий желоб (3.1) в форме канала, который предоставляет возможность зачистить поверхность указанного алюминиевого покрытия (3), видимую в торцевой части композитной трубы, и оставить его внутри пластика и заключить внутри него, и закрыть зачищенный объем путем заполнения пластичным материалом". В реферате патентной заявки 102008006068 содержится следующее: "Система содержит нагревательное устройство для нагрева торцов трубы и коническую радиальную выемку (1 с) фитинга (1) и снабжена кольцевыми нагревательными элементами. Фитинг выполнен таким образом, что он соединяет торцы труб с внутренней и наружной стенками фитинга путем их охватывания после нагрева радиальной выемки и композитной трубы (2) с двумя слоями (2 а, 2 с) пластика и слоем (2b) металла. Фитинг содержит внутреннюю оболочку (1b), изготовленную из жаропрочного материала или металла для стабилизации внутренней стенки фитинга, где оболочка вставлена в фитинг". После анализа всех вариантов применения, относящихся к известному уровню техники, было обнаружено, что операция нагревания, которую проводят только через наружный слой, обладает недостатками. Тем не менее, соединение могло бы и не вызывать проблем, если бы существовала возможность выполнения операции нагревания как через внутренний, так и через наружный слои. Наиболее значимой причиной появления продукта изобретения является решение данной проблемы. В заключение, потребность в ранее не существовавшей плашке, которая расплавляет внутренний слой и наружный слой трубы, закрывает слой алюминиевой фольги и, таким образом, обеспечивает их соединение друг с другом, а также несоответствие решений известного уровня техники привели к необходимости в улучшении соответствующей области техники. Краткое описание изобретения Настоящее изобретение относится к плашке для соединения PP-R (полипропиленовой) трубы, содержащей промежуточный слой алюминиевой фольги, с соединительными элементами, что отвечает вышеупомянутым требованиям, устраняет все недостатки и обеспечивает некоторые дополнительные преимущества. Исходя из известного состояния уровня техники, цель изобретения заключается в предоставлении ранее не существовавшей плашки, которая расплавляет внутренний слой и наружный слой трубы, закрывает слой алюминиевой фольги и, таким образом, обеспечивает их соединение друг с другом. В частности, цель изобретения заключается в том, чтобы позволить трубе выступать в качестве единого слоя после соединения внутреннего слоя и наружного слоя трубы, поскольку они изготовлены из одного и того же материала (полипропилена). Другая цель изобретения заключается в предотвращении возникновения повреждений, вызванных соединениями, выполненными с помощью трубных плашек известного уровня техники. Для достижения вышеуказанных целей изобретение представляет собой способ соединения соединительных компонентов с полипропиленовой трубой (PP-R), содержащей промежуточный слой алюминиевой фольги, подразумевающий рабочие этапы: отрезание трубы перпендикулярно ее оси, размещение плашки и плашки соединительной детали в сварочной машине и ожидание нагрева сварочной машины до 260 С, разметка длины сварки после отрезания трубы перпендикулярно ее оси и после нагрева сварочной машины до 260 С вдвигание полипропиленовой трубы (PP-R), содержащей промежуточный слой фольги, на отмеченную длину сварки в плашку в то же время и с тем же усилием, что и соединительную деталь, которую медленно вдвигают в плашку соединительной детали до определенной отметки, который отличается тем, что он содержит рабочие этапы: плавление наружного слоя PP-R путем его контакта с закругленной поверхностью плавления наружного слоя, которая направляет указанный наружный слой,при вдвигании PP-R трубы в нагретую плашку, плавление внутреннего слоя PP-R путем его контакта с закругленной поверхностью плавления внутреннего слоя, которая направляет указанный внутренний слой, при вдвигании PP-R трубы в нагретую плашку, при приближении трубы к концу расплавленные части наружного слоя PP-R и внутреннего слоя PP-R текут по направлению к поверхности сечения трубы благодаря плашке, содержащей направляющую полость, закрытие указанного слоя фольги путем соединения наружного и внутреннего слоев PP-R друг с другом. Для достижения вышеуказанных преимуществ, которые станут более понятными из нижеприведенного подробного описания, настоящее изобретение благодаря своим характеристикам обеспечивает много преимуществ. Структурные и характерные признаки изобретения и все преимущества будут более понятны из подробных описаний с приведенными ниже фигурами и ссылками на фигуры, и, следовательно, при оценке изобретения необходимо учитывать указанные фигуры и подробные пояснения. Описание графических материалов Для лучшего понимания варианта осуществления настоящего изобретения и его преимуществ, которые привносят дополнительные элементы изобретения, его необходимо оценивать в сочетании с фигурами, описанными ниже. На фиг. 1 представлен вид в разрезе PP-R (полипропиленовой) трубы (5), содержащей промежуточный слой алюминиевой фольги. На фиг. 2 представлен вид в разрезе плашки, которая является предметом изобретения. На фиг. 3 представлен вид в разрезе варианта применения плашки, которая является предметом изобретения. На фиг. 4 представлен вид в разрезе плашки известного уровня техники. Номера ссылок: 1 - внутренний слой PP-R; 2 - слой алюминиевой фольги; 3 - наружный слой PP-R; 4 - слой связующего вещества; 5 - PP-R труба с промежуточным слоем алюминиевой фольги; 6 - внутренняя полость PP-R трубы; 7 - направляющая полость; 8 - направляющий сердечник; 9 - закругленная поверхность плавления наружного слоя; 10 - закругленная поверхность плавления внутреннего слоя; 11 - поверхность излома; 12 - плашка. Подробное описание изобретения В данном подробном описании предпочтительные варианты осуществления плашки (12), которая используется для соединения соединительных элементов с PP-R (полипропиленовой) трубой (5), содержащей промежуточный слой алюминиевой фольги, раскрыты лишь для лучшего понимания предмета и не подразумевают никаких ограничений. На фиг. 1 представлен вид в разрезе PP-R (полипропиленовой) трубы (5), содержащей промежуточный слой алюминиевой фольги. Указанная полипропиленовая труба (5) содержит наружный слой (3)PP-R, определяющий наружное сечение и номинальный размер трубы (5), слой (2) алюминиевой фольги,повышающий прочность на сжатие, сокращающий линейное удлинение трубы (5) и позволяющий приваривать трубу (5) к соединительным элементам без обрезания кромки благодаря его размещению в промежуточной части, и внутренний слой (1) PP-R, определяющий внутреннее сечение трубы (5), и слой (4) связующего вещества, расположенный между указанным наружным слоем (3) PP-R и слоем (2) алюминиевой фольги и обеспечивающий приклеивание слоя (2) фольги к наружному слою (3) PP-R. Внутренняя часть указанной трубы (5) содержит полость (6) для обеспечения прохождения жидкости, подлежащей перемещению согласно предполагаемой цели использования. Согласно изобретению плашка (12) предназначена для расплавления внутреннего слоя (1) PP-R и наружного слоя (3) PP-R трубы (5) и соединении двух данных слоев (1, 3) друг с другом таким образом,чтобы они покрыли слой (2) алюминиевой фольги. Наружный слой (3) PP-R трубы (5), размещенный в плашке (12) с помощью направляющей полости (7), расплавляют с помощью закругленной поверхности(9) плавления наружного слоя, которая находится в контакте с указанным наружным слоем (3) PP-R, в то время как внутренний слой (1) PP-R трубы (5) расплавлен с помощью закругленной поверхности (10) плавления внутреннего слоя. Таким образом, поскольку как внутренний, так и наружный слои (1, 3) изготовлены из одного и того же материала (полипропилена), труба (5) будет выступать в качестве единого слоя после соединения данных слоев. Ниже приведены рабочие этапы способа для соединения соединительных деталей пропиленовой трубы (5) (PP-R) и соединительных деталей. Плашку (12) согласно изобретению и плашку соединительной детали помещают в сварочную машину и ждут, пока сварочная машина нагреется до 260 С. Привариваемую PP-R (полипропиленовую) трубу (5), содержащую промежуточный слой фольги, вдвигают на отмеченную длину в плашку (12) согласно изобретению в то же время и с тем же усилием, что и соединительную деталь, которую медленно вдвигают в плашку соединительной детали до определенной отметки. Трубу (5) направляют в плашку (12) с помощью направляющей полости (7). Направляющий сердечник (8) вставляют в полость трубы. Поверхности (11) излома выполнены между верхней и нижней направляющей полостью (7) и направляющим сердечником (8) для обеспечения легкого прохождения(направления) трубы (5) в плашке (12). Поверхность наружного слоя (3) PP-R указанной трубы (5), которая находится в контакте с трубной плашкой (12), плавится под воздействием закругленной поверхности(9) плавления наружного слоя; в то время как поверхность внутреннего слоя (1) PP-R указанной трубы(5), которая находится в контакте с трубной плашкой (12), плавится под воздействием закругленной поверхности (10) плавления внутреннего слоя. Когда труба (5) достигает конца, расплавленные части на наружном слое (3) PP-R и внутреннем слое (1) PP-R текут по направлению к поверхности сечения трубы(5) благодаря форме поверхности ранее не существовавшей трубной плашки (12), закрывают указанный слой фольги (2) и, таким образом, обеспечивают соединение слоев (1, 3) друг с другом и обеспечивают то, что труба (5) выступает в качестве единого слоя перед соединением с соединительной деталью. Объем защиты данного изобретения указан в формуле изобретения, приведенной ниже, и не ограничивается вышеупомянутыми описаниями, которые приведены лишь в качестве примеров. Очевидно,что специалист в данной области может применять новшество, раскрытое в данном изобретении, в других подобных сферах применения путем частичного изменения формы и использования подобных конструкций. Следовательно, также очевидно, что подобные варианты осуществления не содержат новизны и, в особенности, не выходят за пределы известного уровня техники. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ соединения соединительной детали с полипропиленовой трубой (5) (PP-R), содержащей промежуточный слой (2) алюминиевой фольги, между внутренним слоем (1) и наружным слоем (3), заключающийся в том, что отрезают трубу (5) перпендикулярно ее оси; помещают плашку (12), предназначенную для расплавления внутреннего слоя (1) и наружного слоя(3) PP-R трубы, и плашку для расплавления соединительной детали в сварочную машину и ожидают нагрева сварочной машины до 260 С; делают разметку длины сварки на полипропиленовой трубе и после нагрева сварочной машины до 260 С вдвигают полипропиленовую трубу (5) (PP-R), содержащую промежуточный слой фольги, на отмеченную длину сварки в плашку (12) в то же время и с тем же усилием, что и соединительную деталь, которую медленно вдвигают в плашку для расплавления соединительной детали до указанной разметки,отличающийся тем, что плавят наружный слой (3) PP-R путем его контакта с закругленной поверхностью (9) плавления наружного слоя на конце направляющего отверстия (7) плашки (12), которая направляет указанный наружный слой (3) трубы, при вдвигании PP-R трубы (5) в нагретую плашку (12); плавят внутренний слой (1) PP-R путем его контакта с закругленной поверхностью (10) плавления внутреннего слоя на конце направляющего отверстия (7) плашки (12), которая направляет указанный внутренний слой (1) трубы, при вдвигании PP-R трубы (5) в нагретую плашку (12),при этом, когда трубу (5) приближают к концу направляющей лопасти (7) плашки (12), расплавленные части наружного слоя (3) PP-R трубы и внутреннего слоя (1) PP-R трубы текут по направлению к поверхности сечения трубы (5), после чего закрывают указанный слой (2) фольги путем соединения наружного и внутреннего слоев (1, 3) PP-R друг с другом и соединяют конец PP-R трубы с расплавленной соединительной деталью.
МПК / Метки
МПК: B29B 13/02, B29L 23/00, B29K 705/00, B29C 65/20, F16L 9/147, B29C 57/00, B29K 23/00
Метки: соединительных, способ, соединения, трубой, элементов, полипропиленовой
Код ссылки
<a href="https://eas.patents.su/6-20723-sposob-soedineniya-soedinitelnyh-elementov-s-polipropilenovojj-trubojj-pp-r.html" rel="bookmark" title="База патентов Евразийского Союза">Способ соединения соединительных элементов с полипропиленовой трубой pp-r</a>
Узел для соединения металлического фитинга с полипропиленовой трубой и штуцер для него
Номер патента: 14749
Опубликовано: 28.02.2011
Авторы: Козлов Олег Владимирович, Шаев Евгений Яковлевич
МПК: F16L 47/00
Метки: соединения, металлического, штуцер, трубой, фитинга, полипропиленовой, него, узел
Формула / Реферат:
1. Узел для соединения металлического фитинга с полипропиленовой трубой, содержащий металлический фитинг, имеющий отверстие с внутренней конической посадочной поверхностью, обращенной к торцевой поверхности фитинга; штуцер, изготовленный из полипропилена; накидную гайку и кольцевой уплотнительный элемент, изготовленный из упругого материала, штуцер выполнен с расположенными на одном из его концов обращенной к этому концу конической наружной...
Способ и устройство для холодного присоединения фланцев и других соединительных элементов к трубам
Номер патента: 9419
Опубликовано: 28.12.2007
Автор: Каролиуссен Хилберг
МПК: B21D 39/06, F16L 19/02
Метки: фланцев, других, элементов, трубам, соединительных, устройство, присоединения, холодного, способ
Формула / Реферат:
1. Способ присоединения соединительного элемента, например соединительного фланца, к трубе, причем соединительный элемент (2) охватывает трубу (1) после установки на нее и имеет канавки (3, 4), обращенные к трубе (1) и предназначенные для размещения соответствующего множества кольцевых буртиков (5, 6), выполняемых на трубе (1), характеризующийся тем, что включает установку соединительного элемента (2) на концевом участке трубы (1), первое...
Структура из соединительных элементов для нетекстильного полотна
Номер патента: 4561
Опубликовано: 24.06.2004
Авторы: Кинг Уилльям Л., Торнтон Беркли Б.Мл., О'коннор Грегори У.
МПК: B32B 27/04
Метки: полотна, элементов, соединительных, нетекстильного, структура
Формула / Реферат:
1. Нетекстильное полотно, содержащее a) по меньшей мере первый элемент, имеющий по меньшей мере три стороны, при этом каждая сторона образует соединительную структуру; b) по меньшей мере второй элемент, имеющий по меньшей мере три стороны, при этом каждая из сторон образует соединительную структуру; c) в котором по меньшей мере первый и по меньшей мере второй соединительные элементы крепятся друг к другу повторяемым образом, чтобы сформировать...
Устройство и способ для соединения трубного фитинга с трубой
Номер патента: 17202
Опубликовано: 30.10.2012
Автор: Авнон Моти
МПК: F16L 21/00, B25B 27/14, B23P 19/04...
Метки: соединения, устройство, фитинга, трубой, трубного, способ
Формула / Реферат:
1. Устройство (21, 31, 40, 100) для соединения трубы (1) и трубного фитинга (2), содержащеетрубодержатель (20) для захвата указанной трубы с возможностью освобождения;удерживающее устройство (16, 24, 34, 46) для фитинга для удержания с возможностью освобождения указанного трубного фитинга, по существу, коаксиально с указанной трубой (1) в упомянутом трубодержателе (20);приводной механизм (17) для приведения в действие вместе упомянутого...
Модульная система из усиленных строительных балок и соединительных элементов
Номер патента: 14454
Опубликовано: 30.12.2010
Автор: Навон Рам
МПК: E04C 3/07, E04C 3/40, E04B 7/02...
Метки: элементов, усиленных, система, балок, строительных, соединительных, модульная
Формула / Реферат:
1. Модульная система из усиленных строительных балок и соединительных элементов, содержащая:а) по меньшей мере одну составную балку, имеющую две противоположно ориентированные треугольные замкнутые головки и идущую в поперечном направлении стенку, которая в продольном направлении расположена между указанными двумя замкнутыми головками; при этом каждая указанная балка состоит из двух вставленных друг в друга отдельных элементов, выполненных таким...
Предыдущий патент: Способ и устройство для фотодинамической профилактики и терапии заболеваний животных и птиц
Следующий патент: Гетероциклическое соединение, лекарственное средство, включающее его, и способы его применения
Случайный патент: Устройство для анальгезирующей иммобилизации сломанных рёбер