Способ и установка для подготовки линий сгиба
Формула / Реферат
1. Способ подготовки линий сгиба на ламинированных материалах на основе картонажа для изготовления емкостей, отличающийся тем, что по меньшей мере одну предусмотренную для получения линии сгиба область термически нагружают таким образом, что происходит, по меньшей мере, частичное локальное уменьшение напряжений разрушения при сдвиге в материале в этой области, что способствует локальному деламинированию в этой области.
2. Способ по п.1, отличающийся тем, что локальное уменьшение напряжений разрушения при сдвиге способствует образованию фальцевого шарнира (8).
3. Способ по п.1 или 2, отличающийся тем, что образуют фальцевый шарнир (8) с полостью (7).
4. Способ по одному из пп.1-3, отличающийся тем, что за счет термического нагружения создают локальное обратимое уменьшение жесткости и прочности.
5. Способ по одному из пп.1-4, отличающийся тем, что осуществляют динамическое температурное нагружение.
6. Способ по одному из пп.1-5, отличающийся тем, что ламинированный материал (1) в области (6) нагрева нагревают до температуры не выше 100°С.
7. Способ по одному из пп.1-5, отличающийся тем, что ламинированный материал в области (6) нагрева нагревают до температуры от 110 до 120°С.
8. Способ по одному из пп.1-5, отличающийся тем, что ламинированный материал в области (6) нагрева нагревают до температуры свыше 120°С.
9. Способ по одному из пп.1-8, отличающийся тем, что за счет температурного нагружения остаточная влага в ламинированном материале (1), по меньшей мере, частично испаряется.
10. Способ по одному из пп.1-9, отличающийся тем, что волокна в ламинированном материале (1) разъединяются.
11. Способ по одному из пп.1-10, отличающийся тем, что за счет деламинирования слои (3) ламинированного материала (1), по меньшей мере, частично разъединяются.
12. Способ по одному из пп.1-11, отличающийся тем, что термическое нагружение осуществляют с применением сопла для горячего воздуха.
13. Способ по одному из пп.1-12, отличающийся тем, что дополнительно к термическому нагружению осуществляют механическое бигование в области линии сгиба.
14. Установка для осуществления способа по п.1, содержащая направляющее устройство для выполнения линии сгиба в ламинированном материале (1) и нагревательное устройство (5), выполненное с возможностью термического нагружения области линии сгиба, способствующего локальному деламинированию этой области.
15. Установка по п.14, отличающаяся тем, что нагревательное устройство (5) предназначено для создания в области (6) нагрева ламинированного материала (1) температуры не выше 110°С.
16. Установка по п.14, отличающаяся тем, что нагревательное устройство (5) предназначено для создания в области (6) нагрева ламинированного материала (1) температуры от 110 до 120°С.
17. Установка по п.14, отличающаяся тем, что нагревательное устройство (5) предназначено для создания в области (6) нагрева ламинированного материала (1) температуры свыше 120°С.
18. Установка по одному из пп.14-17, отличающаяся тем, что нагревательное устройство (5) выполнено в виде сопла для горячего воздуха.
19. Установка по одному из пп.14-17, отличающаяся тем, что нагревательное устройство (5) выполнено в виде микроволнового генератора.
20. Установка по одному из пп.14-17, отличающаяся тем, что нагревательное устройство (5) выполнено в виде конструктивного элемента из группы: лазер, нагреватель с тепловым контактом, инфракрасный излучатель.

Текст
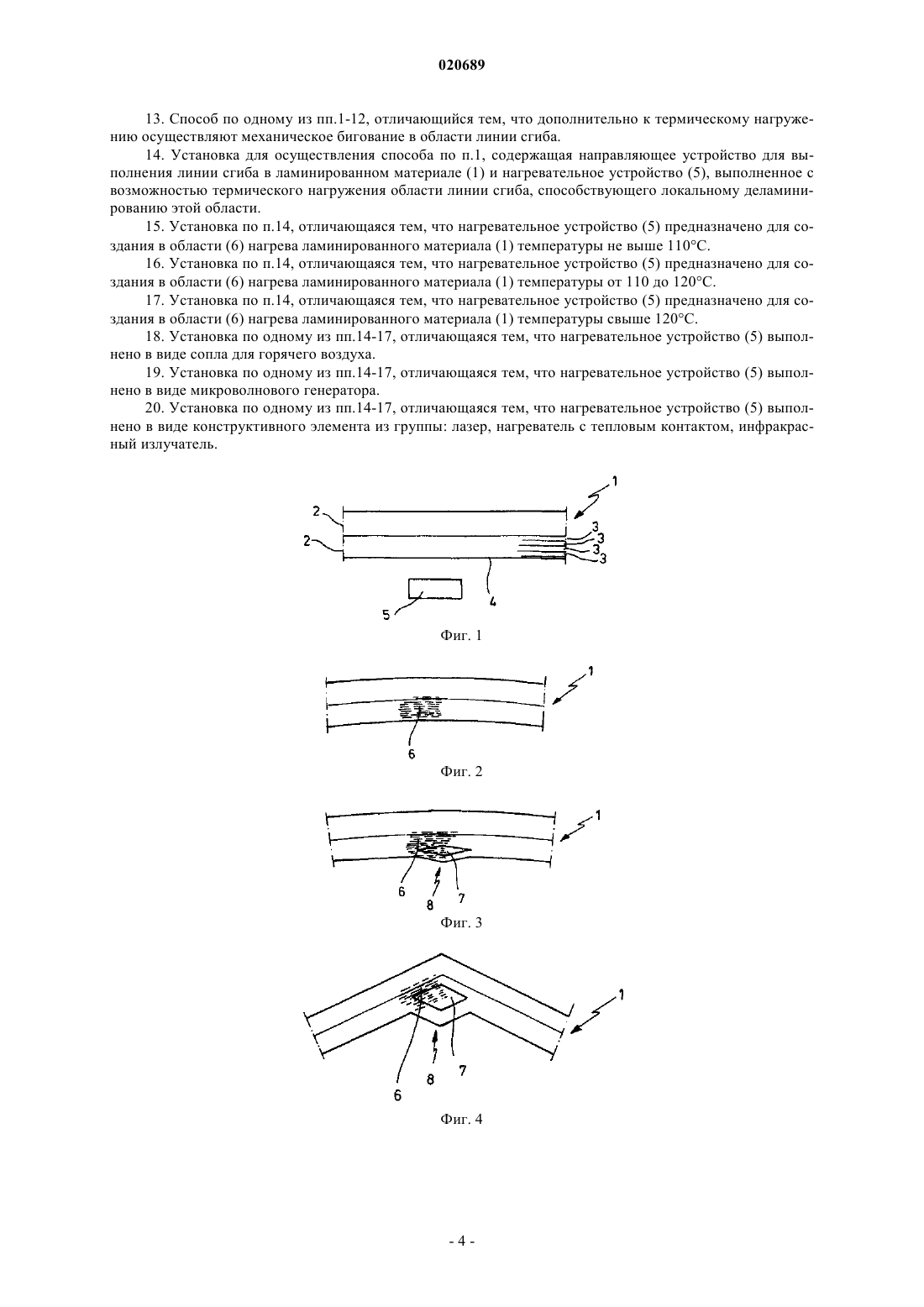
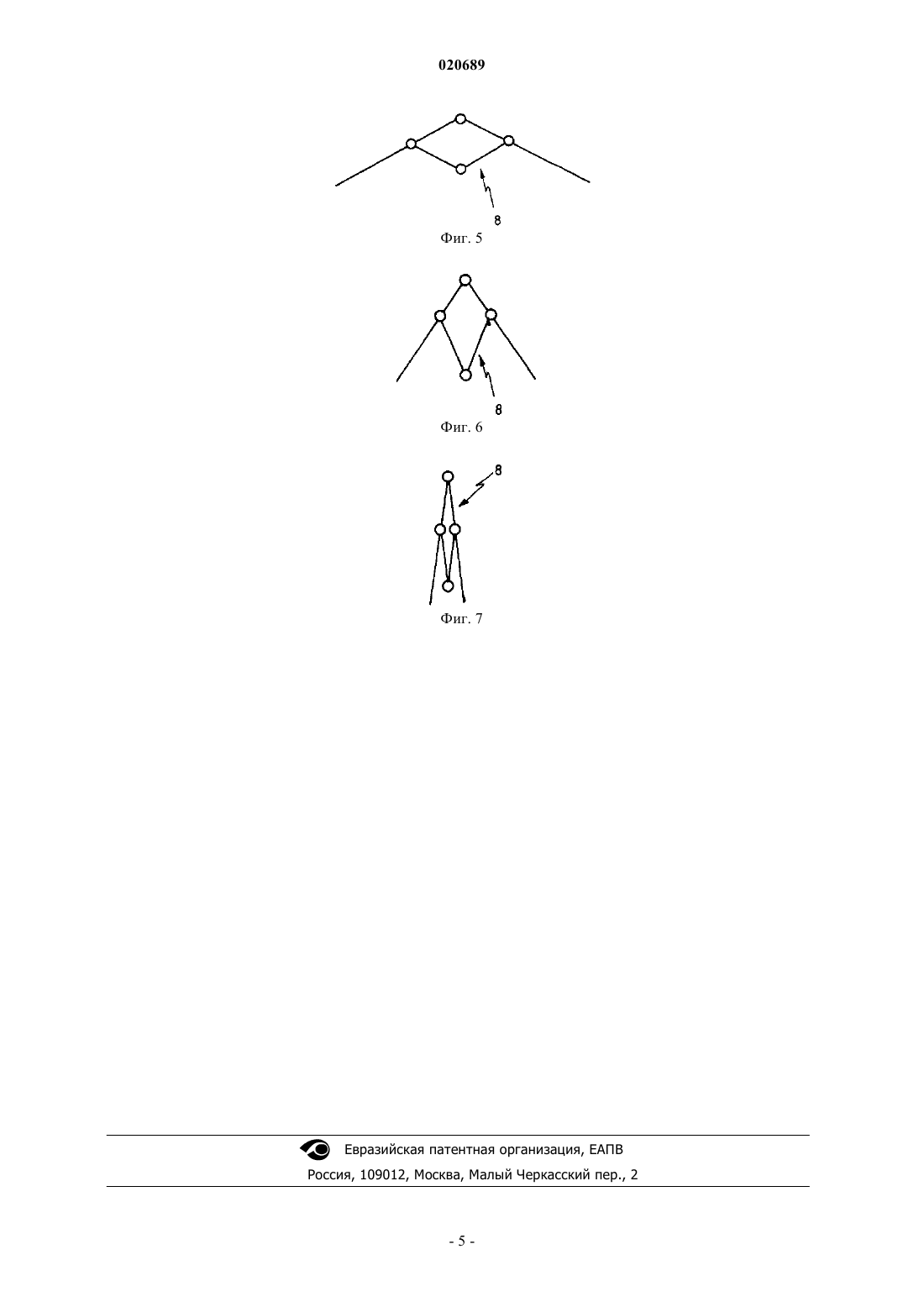
СПОСОБ И УСТАНОВКА ДЛЯ ПОДГОТОВКИ ЛИНИЙ СГИБА Способ и устройство служат для подготовки линий сгиба на ламинированных материалах на основе картонажа. Из ламинированных материалов после осуществления складывания изготавливаются емкости. По меньшей мере одну предусмотренную для получения линии сгиба область термически нагружают таким образом, что происходит, по меньшей мере, частичное локальное уменьшение напряжений разрушения при сдвиге в материале в этой области. Термическое нагружение осуществляют с применением нагревательного устройства, которое расположено рядом с направляющим устройством для ламинированного материала. Локальное уменьшение напряжений разрушения при сдвиге способствует локальному деламинированию, что обеспечивает возможность образования фальцевого шарнира.(71)(73) Заявитель и патентовладелец: ЗИГ ТЕКНОЛОДЖИ АГ (CH) Изобретение касается способа подготовки линий сгиба на ламинированных материалах на основе картонажа для изготовления емкостей. Изобретение касается, кроме того, устройства для подготовки линий сгиба на ламинированных материалах на основе картонажа для изготовления емкостей. Изобретение касается, в частности, волокнистых композитных материалов с термически активируемыми растворителями в комбинации с паровым барьером для защиты от выхода растворителя. При изготовлении упаковок из картонажа в рамках первого производственного этапа изготавливаются заготовки из ленточного материала, которые обычно снабжаются фальцами для осуществления складывания картонного композита с целью образования изготавливаемой емкости. При складывании картонного композита, выполненного в виде ламинированного материала, в области сгиба возникают как упругие продольные деформации, так и пластичные продольные деформации. Пластичные продольные деформации могут привести к смещению материала в области фальцевого шарнира. Смещения материала создают до зависящего от материала предельного значения напряжения сдвига между отдельными слоями волокон картона. При превышении предельного значения, так называемого напряжения разрушения от сдвига, происходит деламинирование слоев материала. Задачей настоящего изобретения является улучшить вышеуказанный способ так, чтобы локально задаваемое уменьшение напряжения разрушения от сдвига обеспечивало возможность локального деламинирования внутри этой зоны и тем самым способствовало образованию фальцевого шарнира. Эта задача в соответствии с изобретением решается путем того, что по меньшей мере одну предусмотренную для получения линии сгиба область термически нагружают таким образом, что связи внутри ламинированного материала частично и временно ослабляются, и это обеспечивает возможность по меньшей мере частичного деламинирования материала в этой области. Другая задача настоящего изобретения заключается в том, чтобы сконструировать вышеназванное устройство таким образом, чтобы способствовать задаваемому образованию фальцевого шарнира. Эта задача в соответствии с изобретением решается за счет того, что рядом с направляющим устройством для ламинированного материала, на котором должна быть выполнена линия сгиба, расположено нагревательное устройство, которое обладает достаточной мощностью нагрева для задаваемого, по меньшей мере, в отдельных областях ослабления связей внутри ламинированного материала в области линии сгиба. В частности, идея заключается в том, чтобы локально задаваемое уменьшение напряжения разрушения от сгиба обеспечивало возможность локального деламинирования внутри соответствующей зоны,и это способствовало образованию фальцевого шарнира. В частности, идея также заключается в том, чтобы термически обработать соответствующую область таким образом, чтобы связи внутри ламинированного материала частично и временно ослабились,и это способствовало образованию фальцевого шарнира. Под деламинированием, в частности, понимается разделение отдельных слоев внутри ламинированного материала. Предлагаемое изобретением, по меньшей мере, в отдельных областях ослабление связей внутри материала в области предусмотренной линии сгиба способствует желательному образованию фальцевого шарнира. Происходит как обратимое уменьшение жесткости, так и уменьшение прочности, что способствует локальному деламинированию при наружных механических нагрузках. В частности, идея заключается в том, чтобы осуществлять термическую обработку ламинированного материала динамически по принципу термошока, так как при этом могут быть учтены процессы тепловой компенсации в картонном композите. Благодаря складыванию ламинированного материала с термической поддержкой может быть достигнут ряд преимуществ. С одной стороны, обеспечивается повышенная плотность упаковки, так как по сравнению с обычным процессом бигования для подготовки линий сгиба предварительные повреждения материала могут быть значительно сокращены. По сравнению с изготовлением линий сгиба путем одного только процесса бигования предотвращаются также геометрические ограничения в отношении области возможного бигования. Кроме того, может быть достигнута улучшенная стабильность упаковки, так как при пластификации и повторной эластификации ламинированного материала имеющиеся напряжения материала в покрытии снижаются. Кроме того, может быть достигнута повышенная жесткость кромок упаковок. Уже упомянутые в связи с плотностью упаковки уменьшенные предварительные повреждения материала способствуют, кроме того, также повышению стабильности упаковки. Термическая подготовка линии сгиба позволяет получать увеличенные технологические окна на последующих этапах обработки. В принципе, наблюдается, что время восстановления материала увеличивается и что восстанавливающий момент снижается. Например, при последующей сварке время выдержки под давлением может быть сокращено. Если полностью обходиться без выполнения дополнительного механического процесса бигования,то можно интегрировать подготовку линии сгиба в уже существующие технологические этапы и благо-1 020689 даря этому сократить количество необходимых технологических этапов. Например, можно также применять для подготовки линии сгиба приводимую в действие горячим воздухом активирующую головку,которая применяется для образования дна. Термическая подготовка линии сгиба позволяет, кроме этого, придавать изготавливаемой упаковке множество дополнительных форм. В частности, могут быть реализованы очень разнообразные геометрии рисунка сгиба. Бережное по отношению к материалу складывание достигается за счет того, что обеспечение возможности локального деламинирования способствует образованию фальцевого шарнира. Высокой стабильности благоприятствует то, что образуется фальцевый шарнир с полостью. По одному из вариантов осуществления предусмотрено, что при термическом нагружении происходит обратимое уменьшение жесткости. Для создания температурного профиля в основной плоскости распространения плоскопечатного материала с высоким градиентом температуры нагрев происходит динамически по принципу термошока. При этом термодинамические процессы тепловой компенсации сокращаются до минимума. При этом возможно также создание температурного профиля в направлении толщины упаковочного материала. Чисто обратимое уменьшение жесткости достигается за счет того, что ламинированный материал в области нагрева нагревают до температуры не выше 100 С. Испарение остаточной влаги картона становится возможным благодаря тому, что ламинированный материал в области нагрева нагревают до температуры от 110 до 120 С. Для способствования ослаблению связей между отдельными слоями волокон предлагается, чтобы ламинированный материал в области нагрева нагревался до температуры свыше 120 С. Уменьшение прочности в области линии сгиба достигается за счет того, что за счет температурного нагружения остаточная влага в ламинированном материале, по меньшей мере, частично испаряется. В частности, образующийся водяной пар может использоваться для того, чтобы волокна в ламинированном материале разъединялись. Идея подготовки фальцевого шарнира заключается, в частности, в том, чтобы при деламинировании слои ламинированного материала, по меньшей мере, частично отделялись друг от друга. В отношении аппаратных средств реализация может происходить путем осуществления термического нагружения с применением сопла для горячего воздуха. По одному из вариантов способа предусмотрено, что дополнительно к термическому нагружению осуществляется механическое бигование в области линии сгиба. Испарение остаточной влаги становится возможным также благодаря тому, что нагревательное устройство выполнено в виде микроволнового генератора. По другому варианту возможно также, чтобы нагревательное устройство было выполнено в виде инфракрасного излучателя, лазера или нагревателя с тепловым контактом. На чертежах схематично изображены примеры осуществления изобретения. Показано: фиг. 1 - фрагментарное изображение поперечного сечения ламинированного материала с соответствующим нагревательным устройством,фиг. 2 - ламинированный материал, показанный на фиг. 1, с отмеченной нагретой областью после начала процесса складывания,фиг. 3 - ламинированный материал, показанный на фиг. 1 и 2 после продолжения процесса складывания и с начинающимся в отдельных областях деламинированием,фиг. 4 - ламинированный материал, показанный на фиг. 1-3, по окончании процесса складывания с образованным фальцевым шарниром,фиг. 5 - схематичное изображение образования фальцевого шарнира,фиг. 6 - фальцевый шарнир, показанный на фиг. 5, после продолжения процесса складывания и фиг. 7 - фальцевый шарнир, показанный на фиг. 5 и 6, в состоянии максимального сгиба. По варианту осуществления, показанному на фиг. 1, ламинированный материал (1) состоит из слоев(2), которые, в свою очередь, могут быть выполнены из одного или нескольких слоев (3). Рядом с поверхностью (4) ламинированного материала (1) расположено нагревательное устройство (5). Нагревательное устройство (5) выполнено для того, чтобы сообщать термическую энергию ламинированному материалу (1). Для этого нагревательное устройство (5) может, например, представлять собой сопло для горячего воздуха, микроволновой источник или инфракрасный излучатель, лазер или нагреватель с тепловым контактом. В частности, идея заключается в том, чтобы во время осуществления процесса нагрева перемещать ламинированный материал (1) относительно нагревательного устройства (5). В соответствии с изображением на фиг. 2 ламинированный материал (1) уже приведен в состояние легкого изгиба. На чертеже изображена область (6) нагрева. На фиг. 3 показан ламинированный материал(1) после продолжения процесса изгиба. В пределах области (6) нагрева или, соответственно, вокруг области (6) нагрева происходит частичное деламинирование, которое приводит в образованию полости (7). На фиг. 4 показан ламинированный материал (1) после последующего продолжения процесса скла-2 020689 дывания. При этом образовался фальцевый шарнир (8), который ограничивает полость (7). Путем осуществляемого нагревательным устройством (5) нагрева ламинированного материала (1) можно целенаправленно воздействовать на образование фальцевого шарнира (8). Если ламинированный материал (1), который представляет собой картонный композит, нагревается до температуры ниже 110 С, то происходит обратимое уменьшение жесткости. При температуре от 110 до 120 С остаточная влага картона начинает кипеть без выравнивания давления пара с окружающей средой. Ламинированный материал (1), как правило, снабжен покрытием из полиэтилена, и это покрытие,по меньшей мере, частично расплавляется. Вследствие этого происходит уменьшение жесткости ламинированного материала (1). Кроме того, ослабляются также некоторые соединения волокон картона, благодаря чему жесткость еще более снижается в некоторой степени. Расплавление покрытия из полиэтилена приводит, кроме того, к уменьшению эффективной толщины материала и вместе с тем к уменьшению образующегося в результате поперечного сечения полосы изгиба. Вследствие этого понижается статический момент сопротивления изгибу, так что изгибная прочность еще более уменьшается. Реэластификация полиэтилена в деформированном стоянии противодействует усилиям восстановления картона. Изготовленная путем сгиба упаковка благодаря этому стабилизируется. Если происходит нагрев ламинированного материала (1) до температуры выше 120 С, то происходит термическое способствование деламинированию. Остаточная влага картона при такой температуре преобразуется в водяной пар, так что давление водяного пара способствует расщеплению соединений волокон картона. При изготовлении слоев (2) картонного материала из отдельных слоев (3) между отдельными слоями (3) имеется меньше связей между отдельными волокнами материала, чем внутри одного слоя (3). При воздействии свободного водяного пара имеющиеся связи ослабляются, и за счет этого уменьшается напряжение разрушения при сдвиге и при растяжении. Необходимый для образования фальцевого шарнира (8) изгибающий момент при этом уменьшается. После охлаждения и конденсации водяного пара, как правило, возникают новые соединения волокон. Если с применением термического складывания изготавливается упаковка с формами дна и/или верхней части по типу двускатной крыши, то может быть достигнуто симметричное складывание узких сторон. Для дополнительной наглядности принципа фальцевого шарнира (8) он схематично изображен на фиг. 5 в одном из заданных состояний сгиба. На фиг. 6 изображен фальцевый шарнир (8), показанный на фиг. 5, с более сильным сгибом, а на фиг. 7 можно видеть почти максимальный сгиб фальцевого шарнира(8). Длины четырех изображенных на чертеже сторон фальцевого шарнира (8) остаются при этом практически равными, варьируется только угловое положение отдельных сторон друг относительно друга. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ подготовки линий сгиба на ламинированных материалах на основе картонажа для изготовления емкостей, отличающийся тем, что по меньшей мере одну предусмотренную для получения линии сгиба область термически нагружают таким образом, что происходит, по меньшей мере, частичное локальное уменьшение напряжений разрушения при сдвиге в материале в этой области, что способствует локальному деламинированию в этой области. 2. Способ по п.1, отличающийся тем, что локальное уменьшение напряжений разрушения при сдвиге способствует образованию фальцевого шарнира (8). 3. Способ по п.1 или 2, отличающийся тем, что образуют фальцевый шарнир (8) с полостью (7). 4. Способ по одному из пп.1-3, отличающийся тем, что за счет термического нагружения создают локальное обратимое уменьшение жесткости и прочности. 5. Способ по одному из пп.1-4, отличающийся тем, что осуществляют динамическое температурное нагружение. 6. Способ по одному из пп.1-5, отличающийся тем, что ламинированный материал (1) в области (6) нагрева нагревают до температуры не выше 100 С. 7. Способ по одному из пп.1-5, отличающийся тем, что ламинированный материал в области (6) нагрева нагревают до температуры от 110 до 120 С. 8. Способ по одному из пп.1-5, отличающийся тем, что ламинированный материал в области (6) нагрева нагревают до температуры свыше 120 С. 9. Способ по одному из пп.1-8, отличающийся тем, что за счет температурного нагружения остаточная влага в ламинированном материале (1), по меньшей мере, частично испаряется. 10. Способ по одному из пп.1-9, отличающийся тем, что волокна в ламинированном материале (1) разъединяются. 11. Способ по одному из пп.1-10, отличающийся тем, что за счет деламинирования слои (3) ламинированного материала (1), по меньшей мере, частично разъединяются. 12. Способ по одному из пп.1-11, отличающийся тем, что термическое нагружение осуществляют с применением сопла для горячего воздуха. 13. Способ по одному из пп.1-12, отличающийся тем, что дополнительно к термическому нагружению осуществляют механическое бигование в области линии сгиба. 14. Установка для осуществления способа по п.1, содержащая направляющее устройство для выполнения линии сгиба в ламинированном материале (1) и нагревательное устройство (5), выполненное с возможностью термического нагружения области линии сгиба, способствующего локальному деламинированию этой области. 15. Установка по п.14, отличающаяся тем, что нагревательное устройство (5) предназначено для создания в области (6) нагрева ламинированного материала (1) температуры не выше 110 С. 16. Установка по п.14, отличающаяся тем, что нагревательное устройство (5) предназначено для создания в области (6) нагрева ламинированного материала (1) температуры от 110 до 120 С. 17. Установка по п.14, отличающаяся тем, что нагревательное устройство (5) предназначено для создания в области (6) нагрева ламинированного материала (1) температуры свыше 120 С. 18. Установка по одному из пп.14-17, отличающаяся тем, что нагревательное устройство (5) выполнено в виде сопла для горячего воздуха. 19. Установка по одному из пп.14-17, отличающаяся тем, что нагревательное устройство (5) выполнено в виде микроволнового генератора. 20. Установка по одному из пп.14-17, отличающаяся тем, что нагревательное устройство (5) выполнено в виде конструктивного элемента из группы: лазер, нагреватель с тепловым контактом, инфракрасный излучатель.
МПК / Метки
Метки: подготовки, линий, установка, сгиба, способ
Код ссылки
<a href="https://eas.patents.su/6-20689-sposob-i-ustanovka-dlya-podgotovki-linijj-sgiba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и установка для подготовки линий сгиба</a>
Способ электростабилизационной противонакипной подготовки воды, система и установка для его реализации
Номер патента: 12633
Опубликовано: 30.12.2009
Авторы: Николаев Николай Николаевич, Мальцев Вадим Александрович
Метки: установка, электростабилизационной, способ, противонакипной, подготовки, система, воды, реализации
Формула / Реферат:
1. Способ электростабилизационной противонакипной подготовки воды, в котором обрабатываемый поток воды подвергают коаксиальному электродиализу стабилизационными электрическими токами, отличающийся тем, что поток подают в первый электролизер, где его закручивают в межэлектродных щелях и направляют вниз, затем через соединение в зоне межэлектродных отверстий поток подают во второй электролизер, где его закручивают в межэлектродных щелях и...
Скважинная струйная установка для испытания пластов и способ подготовки ее к работе
Номер патента: 4565
Опубликовано: 24.06.2004
Автор: Хоминец Зиновий Дмитриевич
МПК: F04F 5/02
Метки: пластов, испытания, работе, подготовки, струйная, скважинная, установка, способ
Формула / Реферат:
1. Скважинная струйная установка, содержащая пакер, колонну насосно-компрессорных труб с опорой, в которой выполнены перепускные окна и на которой установлен в корпусе струйный насос, при этом в корпусе выполнены сообщенный с перепускными окнами канал отвода смеси сред из струйного насоса в затрубное пространство скважины, канал подвода в струйный насос откачиваемой из скважины среды и канал подвода эжектирующей среды в сопло струйного насоса, а...
Способ и установка для подготовки пластины-матрицы нерасходуемого катода для электролитического процесса
Номер патента: 20505
Опубликовано: 28.11.2014
Авторы: Андрэн Хенрик, Арпи Мартин
Метки: процесса, электролитического, способ, нерасходуемого, катода, подготовки, пластины-матрицы, установка
Формула / Реферат:
1. Способ подготовки пластины-матрицы (1) нерасходуемого катода (2), используемого в процессе электролитического извлечения металлов, таком как электрорафинирование металлов или электрохимическое выделение металлов, включающий следующие этапы:обеспечение разъемного крепления нерасходуемого катода (2);измерение формы пластины-матрицы (1) с помощью измерительного средства (4) с получением данных измерений;расчет геометрического отклонения...
Коробка с линиями сгиба, а также способ и устройство для ее изготовления
Номер патента: 5839
Опубликовано: 30.06.2005
Автор: Грабхер Вернер
МПК: B65D 5/12, B31B 17/00
Метки: линиями, сгиба, также, устройство, коробка, изготовления, способ
Формула / Реферат:
1. Коробка с двумя образующими поверхность дна и соответственно крышки концевыми элементами (4, 5) и боковой поверхностью с ребрами (1), образованными линиями сгиба (14), причем боковая поверхность (2) коробки имеет круглое поперечное сечение с обоих концов и многоугольное поперечное сечение в своей центральной области, отличающаяся тем, что многоугольное поперечное сечение в центральной области выполнено максимально десятиугольным,...
Способы модулирования киназных белков множественных линий и скрининга соединений, которые модулируют киназные белки множественных линий
Номер патента: 6648
Опубликовано: 24.02.2006
Авторы: Уолтон Кевин М., Нефф Никола, Мэрони Анна, Дайонн Крэйг А., Найт Эрнест Мл., Гликсман Марси А.
МПК: A61K 31/535, A61K 31/40, A61K 31/55...
Метки: киназных, модулируют, киназные, которые, соединений, скрининга, способы, белков, белки, линий, множественных, модулирования
Формула / Реферат:
1. Способ идентификации соединения, которое модулирует активность киназного белка множественных линий и повышает выживаемость клеток, включающий в себя следующие этапы: (a) контактирование указанной клетки, содержащей указанный киназный белок множественных линий, с указанным соединением; (b) определение того, снижает ли указанное соединение активность указанного киназного белка множественных линий; и (c) определение того, повышает ли указанное...
Предыдущий патент: Гидротаран в гидротаране
Следующий патент: Пиридазиноновые соединения
Случайный патент: Обернутая упаковка и способ ее изготовления