Способ электрохимической обработки заготовки и устройство для его осуществления
Номер патента: 1993
Опубликовано: 22.10.2001
Авторы: Крамер Фоппе, Борсма Антон М., Алтена Херманус С.Й., Брюссе Мартен
Формула / Реферат
1.Способ электрохимической обработки заготовки (2) с помощью электрода (3), содержащий следующие этапы:
- введения заготовки и электрода в контакт с друг другом,
- установки рабочего зазора (dw) между электродом и заготовкой, при этом промежуток (4) между заготовкой и электродом поддерживается заполненным электролитом (5), и
- пропускания рабочего тока (I) через электролит в зазоре через электрод и заготовку для обработки заготовки,
отличающийся тем, что рабочий зазор (dw) устанавливается путем
увеличения расстояния (d) между электродом и заготовкой на первое расстояние (d1), достаточное для прерывания механического контакта, начиная от положения контакта между электродом (3) и заготовкой (2), затем
определения прерван ли контакт между электродом и заготовкой, и
увеличения расстояния между заготовкой и электродом на второе расстояние (d2), предотвращая от короткого замыкания или формирования пробоя в процессе электрохимической обработки, если определение показало, что контакт между электродом и заготовкой прерван.
2. Способ по п.1, отличающийся тем, что первое расстояние (d1) является предварительно определенным расстоянием и что первое расстояние сравнительно мало относительно второго расстояния (d2).
3. Способ по п.2, отличающийся тем, что если при обнаружении того, что контакт между электродом и заготовкой не был прерван после установления предварительно определенного расстояния (d1), расстояние (d) между заготовкой (2) и электродом (3) увеличивают на третье расстояние (d3), достаточное для смены электролита в зазоре, после осуществления замены электролита (5) в зазоре быстрым притоком, после чего заготовку и электрод вновь вводят в контакт друг с другом.
4. Способ по п.1, отличающийся тем, что этап введения заготовки (2) и электрода (3) в контакт друг с другом и установки рабочего зазора (dw)между электродом и заготовкой периодически повторяются.
5. Способ по п.1, отличающийся тем, что
- под действием рабочего тока (I) материал заготовки (2) растворяется, и
- при пропускании рабочего тока через электролит (5) электрод (3) и заготовка перемещаются в направлении друг друга (FF) в соответствии с установкой скорости (Vf), при которой материал растворяется.
6. Способ по одному из пп.4 или 5, отличающийся тем, что скорость (Vf) растворения устанавливают на основе относительного смещения (d4) между электродом (3) и заготовкой (2) между двумя этапами введения в контакт.
7. Способ по п.1, отличающийся тем, что контакт между электродом (3) и заготовкой (2) обнаруживают подключением источника (21) напряжения с ограничением тока между электродом и заготовкой и слежением за разностью напряжений между электродом и заготовкой.
8. Способ по п.7, отличающийся тем, что источник (21) напряжения подает напряжение (Um) от 1 до 3 В.
9. Способ по п.1, отличающийся тем, что электролит содержит NaNO3.
10. Способ по п.1, отличающийся тем, что устанавливают рабочий зазор (dw), который является меньше 50 мкм.
11. Способ по п.10, отличающийся тем, что первое расстояние (d1) лежит между 2 и 10 мкм и второе расстояние (d2) лежит между 5 и 30 мкм.
12. Устройство (1) для реализации способа по п.1 для электрохимической обработки заготовки (2) с помощью электрода (3), в котором рабочий зазор (dw) устанавливают между электродом и заготовкой, при этом промежуток (4) между заготовкой и электродом заполнен электролитом (5), и в котором заготовку обрабатывают пропусканием рабочего тока (I) через электролит в зазоре через электрод и заготовку, при этом указанное устройство содержит:
- основание (6) для размещения заготовки,
- держатель (7) для размещения электрода,
- привод (8) для перемещения держателя и основания относительно друг друга,
- регистрирующее устройство (20) для обнаружения контакта между электродом и заготовкой, и
- блок (30) управления для управления приводом,
отличающееся тем, что блок (30) управления приспособлен для:
- установки первого расстояния (d1) между электродом и заготовкой,
- определения прерван ли контакт между электродом и заготовкой, и
- увеличения расстояния (d) между заготовкой и электродом на второе расстояние (d2).
13. Блок (30) управления, предназначенный для использования в устройстве по п.12 и приспособленный для управления приводом в устройстве (1) для электрохимической обработки заготовки (2) при помощи электрода (3), отличающийся тем, что блок (30) управления приспособлен для:
- установки первого расстояния (d1) между электродом и заготовкой,
- определения, прерван ли контакт между электродом и заготовкой, и
увеличения расстояния (d) между заготовкой и электродом на второе расстояние (d2).

Текст
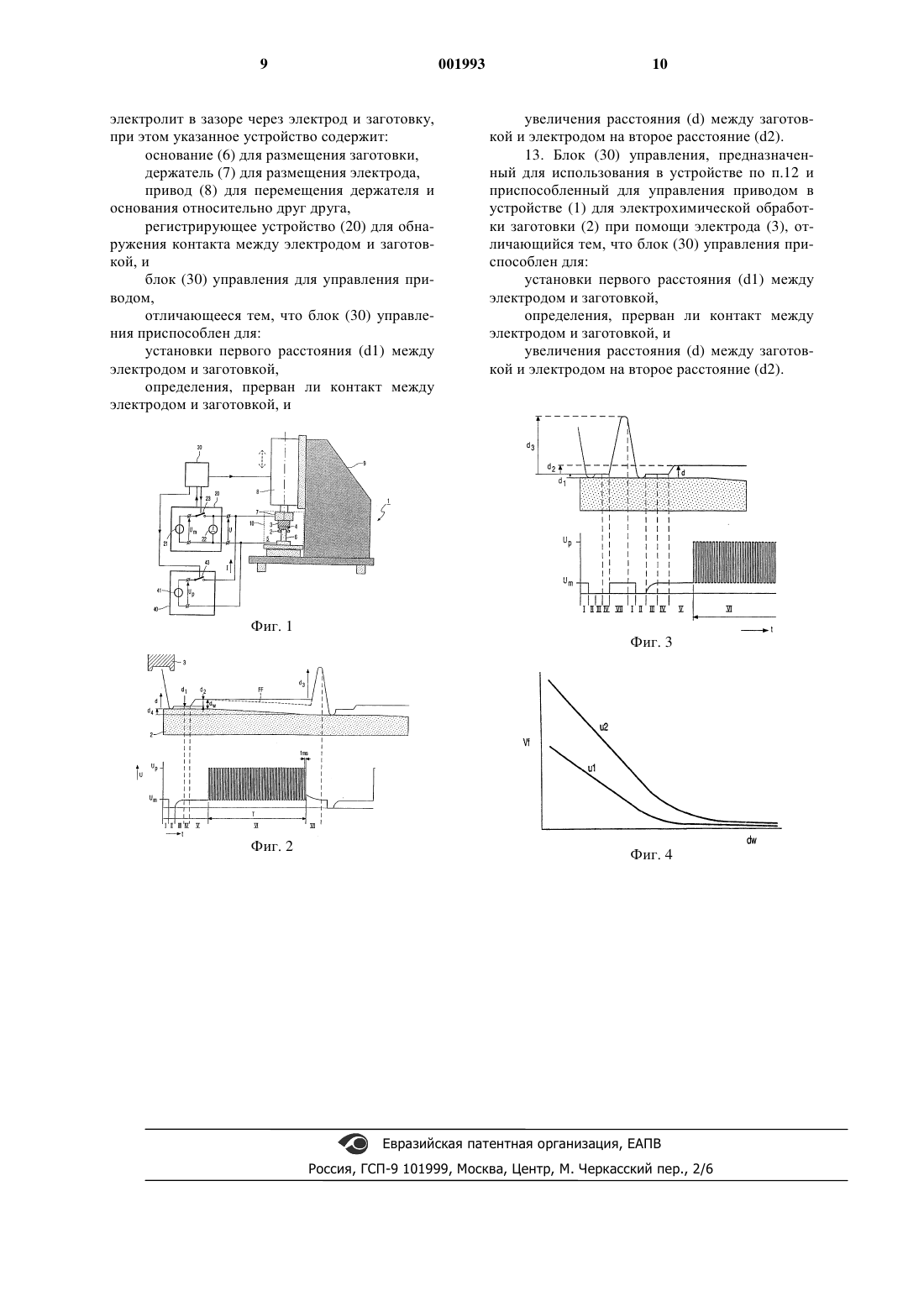
1 Изобретение относится к способу электрохимической обработки заготовки при помощи электрода, при этом способ содержит следующие операции: введения заготовки и электрода в контакт друг с другом,установки рабочего зазора между электродом и заготовкой, поддерживая зазор между заготовкой и электродом, заполненным электролитом, и пропускания рабочего тока через электролит в зазоре через электрод и заготовку для обработки заготовки. Изобретение также относится к устройству для электрохимической обработки заготовки при помощи электрода, в котором рабочий зазор установлен между электродом и заготовкой, при этом зазор между заготовкой и электродом заполнен электролитом, и в котором заготовка обрабатывается пропусканием рабочего тока через электролит в зазоре через электрод и заготовку, причем указанное устройство включает: основание для размещения заготовки,держатель для установки электрода,привод для перемещения держателя и основания относительно друг друга,регистрирующее устройство для обнаружения контакта между электродом и заготовкой,и блок управления для управления силовым приводом. Кроме того, устройство относится к блоку управления для управления силовым приводом в устройстве для электрохимической обработки заготовки при помощи электрода. Такой способ известен из публикацииPulse Electrochemical Machining" в издании Annals of the CIRP т.44/1/1995. Согласно известному способу, заготовку обрабатывают при помощи электрода в электролите, состоящем из 15%ного водного раствора NaCl. В указанной публикации отмечено, что точность обработки выше, когда между электродом и заготовкой применяют малый рабочий зазор. В испытательном режиме устанавливают рабочий зазор, составляющий, по меньшей мере, 0,1 мм, после чего рабочий ток пропускают через электролит в зазоре между заготовкой и электродом. Согласно публикации, этот рабочий зазор обычно устанавливают путем введения электрода и заготовки в контакт друг с другом и последующего размещения электрода на нужном расстоянии от заготовки. Недостаток этого способа состоит в том, что в случае, если будет установлен малый рабочий зазор, не является маловероятным получение пробоя или короткого замыкания между электродом и заготовкой, при подключении рабочего тока, в результате чего электрод и/или заготовка повреждаются теплом от рабочего тока в месте пробоя или короткого замыкания. 2 Целью изобретения является уменьшение вероятности получения пробоя или короткого замыкания. Для этого способ, соответствующий изобретению, отличается тем, что рабочий зазор устанавливают путем увеличения расстояния между электродом и заготовкой на первое расстояние, начиная от положения контакта между электродом и заготовкой, после чего определения того, прерван ли контакт между электродов и заготовкой, и увеличения расстояния между заготовкой и электродом на второе расстояние, если определено, что контакт между электродом и заготовкой прерван. Изобретение основано на установлении того факта, что перемещение электрода и заготовки друг от друга на нужное расстояние после того, как они были введены в контакт, не всегда приводит к установке необходимого рабочего зазора. Благодаря упругому элементу, полученный рабочий зазор может быть меньше, чем необходимый рабочий зазор, и даже возможно сохранение электрического контакта. Вероятность этого существенна, если нужный рабочий зазор находится в пределах микрометров. Указанный упругий элемент может формировать часть устройства, используемого для размещения электрода относительно заготовки и/или может формироваться заусенцем или загрязнением в зазоре. Если рабочий зазор меньше требуемого, текущая плотность тока выше предполагаемой и существует высокий риск газообразования в зазоре. В результате этого высок риск получения пробоя. Если электрический контакт сохранился после установки рабочего зазора, плотность тока в месте этого электрического контакта при приложении рабочего тока, будет так высока,что электрод и/или заготовка могут быть повреждены. Меры, предложенные изобретением,обеспечивают получение фактического зазора,имеющего, по меньшей мере, величину второго расстояния, что предотвращает короткое замыкание или образование пробоя. В результате этих мер риск повреждения заготовки и/или электрода существенно уменьшен, и может надежно устанавливаться рабочий зазор, лежащий в пределах микрометров. Мера, соответствующая п.2 формулы изобретения, дает преимущество, заключающееся в том, что погрешность установки величины рабочего зазора мала относительно общей величины устанавливаемого рабочего зазора. Это приводит к получению равномерной скорости растворения и точному воспроизведению формы электрода. Меры, соответствующие п.3 формулы изобретения, дают преимущество, заключающееся в том, что если электрический контакт не прерван из-за наличия заусенца или загрязнения,заусенец или загрязнение может отделяться пу 3 тем увеличения расстояния между электродом и заготовкой и может, например, смываться электролитом. Оптимальная величина третьего расстояния зависит от геометрии и на практике будет составлять приблизительно 0,1 мм. Мера, соответствующая п.4 формулы изобретения, дает преимущество, заключающееся в том, что возможное отклонение рабочего зазора периодически корректируется, и в том, что электролит может лучше протекать через зазор и, следовательно, может лучше обновляться,когда зазор увеличен. Мера, соответствующая п.5 формулы изобретения, дает преимущество, заключающееся в том, что величина рабочего зазора остается, по существу, постоянной при растворении заготовки. Мера, соответствующая п.6 формулы изобретения, является простым способом оценки скорости растворения. Мера, соответствующая п.7 формулы изобретения, дает преимущество, заключающееся в том, что наличие контакта между электродом и заготовкой может регистрироваться простым средством. Мера, соответствующая п.8 формулы изобретения, дает преимущество, заключающееся в том, что, с одной стороны, напряжение достаточно высоко для сведения к минимуму шумов и гальванических эффектов между заготовкой и электродом и, с другой стороны, напряжение достаточно низко для предотвращения растворения электрода и заготовки. Мера, соответствующая п.9 формулы изобретения, дает преимущество, заключающееся в том, что заготовка растворяется с высокой скоростью, когда плотность тока высока, и растворяется медленно, когда плотность тока низка. Поскольку плотность тока понижается при увеличении расстояния между электродом и заготовкой, эта величина обеспечивает ограничение так называемого побочного растворения, и обрабатываемая поверхность заготовки представляет собой приблизительно обратное отображение поверхности электрода. Мера, соответствующая п.10 формулы изобретения, дает преимущество, заключающееся в том, что скорость и точность обработки существенно выше, чем в случае со значениями рабочих зазоров, применяемых в устройствах предшествующего уровня техники. Меры, соответствующие изобретению, позволяют надежно устанавливать такой малый рабочий зазор, при этом обеспечивая получение указанных преимуществ без увеличения риска повреждения заготовки и/или электрода. Было обнаружено,что меры, соответствующие п.11 формулы изобретения, дают особенно удовлетворительные результаты. Оптимальное значение первого расстояния зависит от допусков подвижности и упругости устройства и, предпочтительно, определяется эмпирическим путем. Оптимальное 4 значение второго расстояния зависит, в частности, от геометрии электрода и, предпочтительно, также определяется эмпирическим путем. Устройство и блок управления, соответствующие настоящему изобретению, отличаются тем, что блок управления приспособлен для установки первого расстояния между электродом и заготовкой,регистрации, прерван ли контакт между электродом и заготовкой, и увеличения расстояния между заготовкой и электродом на второе расстояние. Изобретение будет описано более подробно на примере, со ссылками на чертежи, на которых фиг. 1 схематически изображает устройство 1 для электрохимической обработки заготовки 2 при помощи электрода 3,фиг. 2 схематически представляет величину d зазора 4 между заготовкой 2 и электродом 3 и напряжение U, как функции времени осуществления способа согласно изобретению,фиг. 3 схематически изображает расстояние d между заготовкой 2 и электродом 3 и напряжение U, как функции времени осуществления способа, согласно изобретению, в случае,когда обнаружено, что контакт не прерван после увеличения расстояния между заготовкой 2 и электродом 3 на первое расстояние d1, и фиг. 4 изображает график, представляющий скорость Vf растворения, как функцию рабочего зазора dw для разных рабочих напряжений U1 и U2. На фиг.1 схематически изображено устройство 1 для электрохимической обработки заготовки 2 при помощи электрода 3. Устройство 1 содержит основание 6 для размещения заготовки 2, держатель 7 для расположения электрода 3 и силовой привод 8 для перемещения держателя 7 и основания 6 относительно друг друга. Основание 6 и силовой привод 8 установлены на раме 9, имеющей жесткую конструкцию для того, чтобы допускать установку рабочего зазора dw между электродом 3 и заготовкой 2 с высокой точностью. Устройство также содержит резервуар 10, заполненный электролитом 5 таким образом, что зазор 4, образованный в результате установки рабочего зазора dw между электродом 3 и заготовкой 2, заполнен электролитом 5. В данном случае, электролит содержит NaNO3, растворенный в воде. В альтернативном варианте, возможно использование другого электролита, например такого, как хлорновато-кислый натрий или комбинацияNаNО 3 и кислоты. Электролит 5 прокачивают через зазор 4 при помощи установки, которая не показана. При помощи устройства 1 заготовка 2 может обрабатываться путем пропускания рабочего тока I от источника 40 электроснабжения через электролит 5 в зазоре 4 через электрод 3 и заготовку 2. Когда полярность рабочего тока I установлена правильно, это приводит к раство 5 рению материала заготовки 2 в электролите 5 в местоположении малого расстояния между электродом и заготовкой. В результате этого,конфигурация электрода 3 копируется на заготовке 2. Устройство 1 также содержит регистрирующее устройство 20 для обнаружения контакта между электродом 3 и заготовкой 2, и блок управления 30 для управления приводом 8. Регистрирующее устройство 20 содержит источник 21 напряжения с ограничением тока,который, в данном случае, подает напряжениеUm, величиной в среднем 2 В, когда ограничитель тока не приведен в действие, и монитор 22 для отображения разности напряжений U между электродом 3 и заготовкой 2. Блок 30 управления приспособлен для осуществления способа,соответствующего настоящему изобретению,как описано со ссылками на фиг.2. Фиг. 2 схематически изображает расстояние d между заготовкой 2 и электродом 3 и напряжение U, как функции времени осуществления способа, соответствующего изобретению. На этапе I, согласно этому способу, выключатель 23 (см. фиг.1) замыкается, и расстояние d между заготовкой 2 и электродом 3 уменьшается до тех пор, пока заготовка 2 и электрод 3 не войдут в контакт друг с другом. В результате получения этого контакта ограничитель тока приводится в действие, и напряжение U понижается приблизительно до 0 В (этап II). Потом устанавливается рабочий зазор dw между электродом 3 и заготовкой 2, начиная от положения контакта между электродом 3 и заготовкой 2 путем увеличения расстояния d между электродом 3 и заготовкой 2 на первое расстояние d1(этап III), после чего следует определение, путем слежения за напряжением U, прерван ли контакт между электродом 3 и заготовкой 2d2 (этап V), если определение показало, что напряжение U вновь составляет приблизительно 2 В, как показатель того, что контакт между электродом 3 и заготовкой 2 прерван. Предпочтительно, рабочий зазор dw меньше 50 мкм. Кроме того, диапазон отклонений фактического рабочего зазора dw ограничен выбором заданного значения первого расстояния d1 и выбором такого первого расстояния d1, чтобы оно было сравнительно малым относительно второго расстояния d2. Удовлетворительные результаты были получены с расстоянием d1, составляющим от 2 до 10 мкм и d2, составляющим от 5 до 30 мкм. Предпочтительно, определение того, прерван ли контакт между электродом 3 и заготовкой 2, путем слежения за напряжением U (этапIV) , выполняется спустя некоторое время после установки первого расстояния d1 (этап III). Так делают потому, что было обнаружено, что на этапе III напряжение медленно возвращается к первоначальному уровню Um. Это вызвано 6 гальваническим эффектом в электролите 5. Определение того, прерван ли контакт между электродом 3 и заготовкой 2, путем слежения за напряжением U (этап IV), предпочтительно, выполняется определением больше ли напряжениеU, например, чем 0,5 Um, для минимизации влияния гальванических эффектов и других источников шумов или помех на это определение. После того, как рабочий зазор установлен согласно описанному способу, рабочий ток I от источника 40 электроснабжения пропускают в ходе этапа VI через электролит 5 в рабочем зазоре dw путем замыкания выключателя 43. Предпочтительно, источник 40 электроснабжения подает импульсное напряжение Up, поскольку было обнаружено, что это приводит к более равномерному растворению заготовки 2,чем в случае с постоянным напряжением. Затем,расстояние между заготовкой 2 и электродом 3 увеличивают на расстояние d3 в ходе этапа VII,таким образом, позволяя легко обновить электролит 5 в рабочем зазоре dw. В рабочем зазореdw, составляющем десятки микрометров, электролит быстро насыщается, поскольку скорость потока электролита через такой рабочий зазор неадекватна. После увеличения расстояния d,рабочий зазор dw, предпочтительно, вновь устанавливают, согласно способу, соответствующему настоящему изобретению, так, чтобы периодически повторять операции введения в контакт заготовки 2 и электрода 3 и установки рабочего зазора dw между электродом 3 и заготовкой 2. На фиг. 2 буквы FF обозначают пример осуществления изобретения, в котором при пропускании рабочего тока I через электролит 5 электрод 3 и заготовка 2 перемещаются друг к другу согласно оценке скорости Vf, с которой материал растворяется. Эта скорость растворения Vf может быть оценена на основе относительного смещения d4 электрода 3 и заготовки 2 между двумя этапами введения в контакт. Фиг. 3 схематически изображает расстояние d между заготовкой 2 и электродом 3 и напряжение U, как функции времени осуществления способа, соответствующего изобретению, в случае, когда обнаружено, что контакт не был прерван после того, как расстояние d между заготовкой 2 и электродом 3 было увеличено на первое расстояние d1 (этап IV). В этом случае,подобно этапу VII на фиг. 2, расстояние между заготовкой 2 и электродом 3 увеличивают на третье расстояние d3, после чего следуют этапы,описанные со ссылкой на фиг. 2. На фиг. 4 изображен график, демонстрирующий скорость Vf растворения, как функцию рабочего зазора dw для разных рабочих напряжений U1 и U2, подчиняющихся условиюVf растворения существенно увеличивается при уменьшении рабочего зазора dw. Меры, соответствующие изобретению, допускают установку гораздо меньших рабочих расстояний, чем 7 расстояния, указанные в упомянутой выше публикации, без увеличения риска повреждения заготовки 2 или электрода 3 в результате короткого замыкания или пробоя. В результате этого достигается более высокая скорость Vf растворения. Одновременно, более высокая точность достигается тем, что растворение в боковом направлении быстро приводит к получению расстояния d, при котором скорость Vf растворения(см. фиг.4) сравнительно низка, таким образом,обрабатываемая поверхность заготовки 2 представляет собой приблизительную негативную копию соответствующей поверхности электрода 3. Следует отметить, что изобретение не ограничивается показанными вариантами. Возможно выполнение нескольких других вариантов без отхода от объема изобретения. Так, возможно обнаружение контакта между электродом и заготовкой другим путем, например, при помощи импульсного источника тока или источника напряжения или при помощи датчика давления, который измеряет силу, прилагаемую электродом к заготовке. Определение, прерван ли контакт после того, как расстояние между электродом 3 и заготовкой 2 было увеличено на первое расстояние, также может выполняться при помощи комплексного критерия, такого как среднее напряжение U, при необходимости, в комбинации с диапазоном напряжения U в ходе этапа IV. Кроме того, возможно достижение удовлетворительного обновления электролита в зазоре благодаря надлежащей конфигурации электролита, которая дает возможность исключения периодического увеличения зазора. ФОРМУЛА ИЗОБРЕТЕНИЯ 1.Способ электрохимической обработки заготовки (2) с помощью электрода (3), содержащий следующие этапы: введения заготовки и электрода в контакт с друг другом,установки рабочего зазора (dw) между электродом и заготовкой, при этом промежуток(4) между заготовкой и электродом поддерживается заполненным электролитом (5), и пропускания рабочего тока (I) через электролит в зазоре через электрод и заготовку для обработки заготовки,отличающийся тем, что рабочий зазор (dw) устанавливается путем увеличения расстояния (d) между электродом и заготовкой на первое расстояние (d1),достаточное для прерывания механического контакта, начиная от положения контакта между электродом (3) и заготовкой (2), затем определения прерван ли контакт между электродом и заготовкой, и увеличения расстояния между заготовкой и электродом на второе расстояние (d2), предотвращая от короткого замыкания или формирования пробоя в процессе электрохимической 8 обработки, если определение показало, что контакт между электродом и заготовкой прерван. 2. Способ по п.1, отличающийся тем, что первое расстояние (d1) является предварительно определенным расстоянием и что первое расстояние сравнительно мало относительно второго расстояния (d2). 3. Способ по п.2, отличающийся тем, что если при обнаружении того, что контакт между электродом и заготовкой не был прерван после установления предварительно определенного расстояния (d1), расстояние (d) между заготовкой (2) и электродом (3) увеличивают на третье расстояние (d3), достаточное для смены электролита в зазоре, после осуществления замены электролита (5) в зазоре быстрым притоком,после чего заготовку и электрод вновь вводят в контакт друг с другом. 4. Способ по п.1, отличающийся тем, что этап введения заготовки (2) и электрода (3) в контакт друг с другом и установки рабочего зазора (dw) между электродом и заготовкой периодически повторяются. 5. Способ по п.1, отличающийся тем, что под действием рабочего тока (I) материал заготовки (2) растворяется, и при пропускании рабочего тока через электролит (5) электрод (3) и заготовка перемещаются в направлении друг друга (FF) в соответствии с установкой скорости (Vf), при которой материал растворяется. 6. Способ по одному из пп.4 или 5, отличающийся тем, что скорость (Vf) растворения устанавливают на основе относительного смещения (d4) между электродом (3) и заготовкой(2) между двумя этапами введения в контакт. 7. Способ по п.1, отличающийся тем, что контакт между электродом (3) и заготовкой (2) обнаруживают подключением источника (21) напряжения с ограничением тока между электродом и заготовкой и слежением за разностью напряжений между электродом и заготовкой. 8. Способ по п.7, отличающийся тем, что источник (21) напряжения подает напряжение(Um) от 1 до 3 В. 9. Способ по п.1, отличающийся тем, что электролит содержит NaNO3. 10. Способ по п.1, отличающийся тем, что устанавливают рабочий зазор (dw), который является меньше 50 мкм. 11. Способ по п.10, отличающийся тем, что первое расстояние (d1) лежит между 2 и 10 мкм и второе расстояние (d2) лежит между 5 и 30 мкм. 12. Устройство (1) для реализации способа по п.1 для электрохимической обработки заготовки (2) с помощью электрода (3), в котором рабочий зазор (dw) устанавливают между электродом и заготовкой, при этом промежуток (4) между заготовкой и электродом заполнен электролитом (5), и в котором заготовку обрабатывают пропусканием рабочего тока (I) через электролит в зазоре через электрод и заготовку,при этом указанное устройство содержит: основание (6) для размещения заготовки,держатель (7) для размещения электрода,привод (8) для перемещения держателя и основания относительно друг друга,регистрирующее устройство (20) для обнаружения контакта между электродом и заготовкой, и блок (30) управления для управления приводом,отличающееся тем, что блок (30) управления приспособлен для: установки первого расстояния (d1) между электродом и заготовкой,определения, прерван ли контакт между электродом и заготовкой, и 10 увеличения расстояния (d) между заготовкой и электродом на второе расстояние (d2). 13. Блок (30) управления, предназначенный для использования в устройстве по п.12 и приспособленный для управления приводом в устройстве (1) для электрохимической обработки заготовки (2) при помощи электрода (3), отличающийся тем, что блок (30) управления приспособлен для: установки первого расстояния (d1) между электродом и заготовкой,определения, прерван ли контакт между электродом и заготовкой, и увеличения расстояния (d) между заготовкой и электродом на второе расстояние (d2).
МПК / Метки
МПК: B23H 3/02
Метки: устройство, обработки, заготовки, способ, осуществления, электрохимической
Код ссылки
<a href="https://eas.patents.su/6-1993-sposob-elektrohimicheskojj-obrabotki-zagotovki-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ электрохимической обработки заготовки и устройство для его осуществления</a>
Способ электрохимической обработки биполярными импульсами, и устройство для его осуществления
Номер патента: 69
Опубликовано: 25.06.1998
Авторы: Куценко Виктор Николаевич, Гимаев Назич Зиятдинович, Агафонов Игорь Леонидович, Мухутдинов Рафаил Рамзисович, Белогородский Александр Леонидович, Амирханова Наила Анваровна, Зайцев Александр Николаевич
МПК: B23H 3/02
Метки: способ, электрохимической, биполярными, устройство, осуществления, обработки, импульсами
Формула / Реферат:
1. Способ электрохимической обработки электропроводной детали (2) в электролите путем подачи биполярных импульсов между деталью и электропроводным электродом (6), в котором один или более токовых импульсов нормальной полярности чередуют с импульсами напряжения обратной полярности, отличающийся тем, что амплитуду (Un) импульсов напряжения регулируют между двумя заранее заданными величинами (Un1, Un2), которые определяют по заданному качеству...
Способ и устройство для электрохимической обработки
Номер патента: 1749
Опубликовано: 27.08.2001
Авторы: Зайцев Александр Н., Гимаев Насих З., Белогорский Александр Л., Алимбеков Ринат А., Мухудинов Рафаил Р., Агафонов Игорь Л., Куценко Виктор Н.
МПК: B23H 3/02
Метки: электрохимической, обработки, устройство, способ
Формула / Реферат:
1. Способ электрохимической обработки электропроводной детали (2), при котором пропускают электрические импульсы обработки между деталью (2) и электропроводным электродом (6) с одновременной подачей электролита между деталью (2) и электродом (6), отличающийся тем, что импульсы обработки чередуют с электрическими импульсами пассивирования той же полярности, что и импульсы обработки, причем напряжение импульсов пассивирования имеет амплитуду,...
Способ ломки материалов на заготовки и устройство для его осуществления.
Номер патента: 265
Опубликовано: 25.02.1999
Автор: Жалдак Николай Иванович
МПК: B23D 27/06
Метки: устройство, заготовки, материалов, способ, осуществления, ломки
Формула / Реферат:
1. Способ ломки материалов на заготовки, включающий нанесение на материал концентратора напряжений в виде углублений и приложение в его плоскости разрушающей импульсной нагрузки, отличающийся тем, что материал по границе углубления концентратора напряжения сначала сжимают усилием до предела упругости, а в зоне образования углубления концентратора напряжений - до предела пластичности и образования большого волнового сопротивления в пределах...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Лубенец Владимир Платонович, Контер Максим Лианович, Кац Эдуард Лейбович, Реслер Йоахим
МПК: B22D 27/04
Метки: изготовления, способ, камере, литьевой, устройство, этого, осуществления, заготовки, вакуумной, способа
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: кованой, способ, ковкой, цельной, устройство, изготовления, шестерни(варианты, заготовки
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Способ защиты от подделки носителя информации
Следующий патент: Способ изготовления целлюлозных формованных изделий
Случайный патент: Гетероциклическое соединение и его применение