Способ, технологическая линия изготовления сетчатого полимерного материала и сетчатый полимерный материал по этому способу
Номер патента: 17615
Опубликовано: 30.01.2013
Авторы: Кошурников Денис Викторович, Максимов Сергей Николаевич
Формула / Реферат
1. Способ изготовления сетчатого полимерного материала, состоящий из последовательно выполняемых операций, включающих в себя экструзию расплава полимера, выдавливание его через средство выдавливания с получением плоской ленты, которую каландрируют, обрезают ее кромки, охлаждают, перфорируют, нагревают до температуры размягчения, подвергают вытягиванию с ориентаций как минимум в одном направлении, отличающийся тем, что обрезку кромок плоской ленты осуществляют с помощью дискового ножа, к которому ее принудительно прижимают, а нагрев плоской ленты после ее перфорирования до температуры размягчения осуществляют при помощи нагревателя, состоящего из ряда форсунок, расположенных снизу плоской ленты на всем ее протяжении от места перфорации плоской ленты до места начала ее вытягивания, при этом форсунки сообщены с нагнетателем горячего воздуха.
2. Способ изготовления по п.1, отличающийся тем, что принудительный прижим осуществляют с помощью пневмопривода.
3. Способ изготовления по п.1, отличающийся тем, что охлаждение плоской ленты осуществляют путем ее прогиба в водяную ванну.
4. Технологическая линия изготовления сетчатого полимерного материала, включающая в себя экструдер, каландр, обрезчик кромок плоской ленты, выходящей из каландра, ее охладитель, перфоратор, нагреватель и как минимум одну секцию вытягивания отперфорированной и нагретой плоской ленты с ее ориентаций как минимум в одном направлении, отличающаяся тем, что обрезчик кромок плоской ленты выполнен в виде дискового ножа и прижима для прижимания к нему плоской ленты, а нагреватель состоит из ряда форсунок, расположенных снизу плоской ленты на всем ее протяжении от перфоратора до секции вытягивания, при этом форсунки сообщены с нагнетателем горячего воздуха.
5. Линия по п.4, отличающаяся тем, что прижим соединен с пневмоцилиндром.

Текст
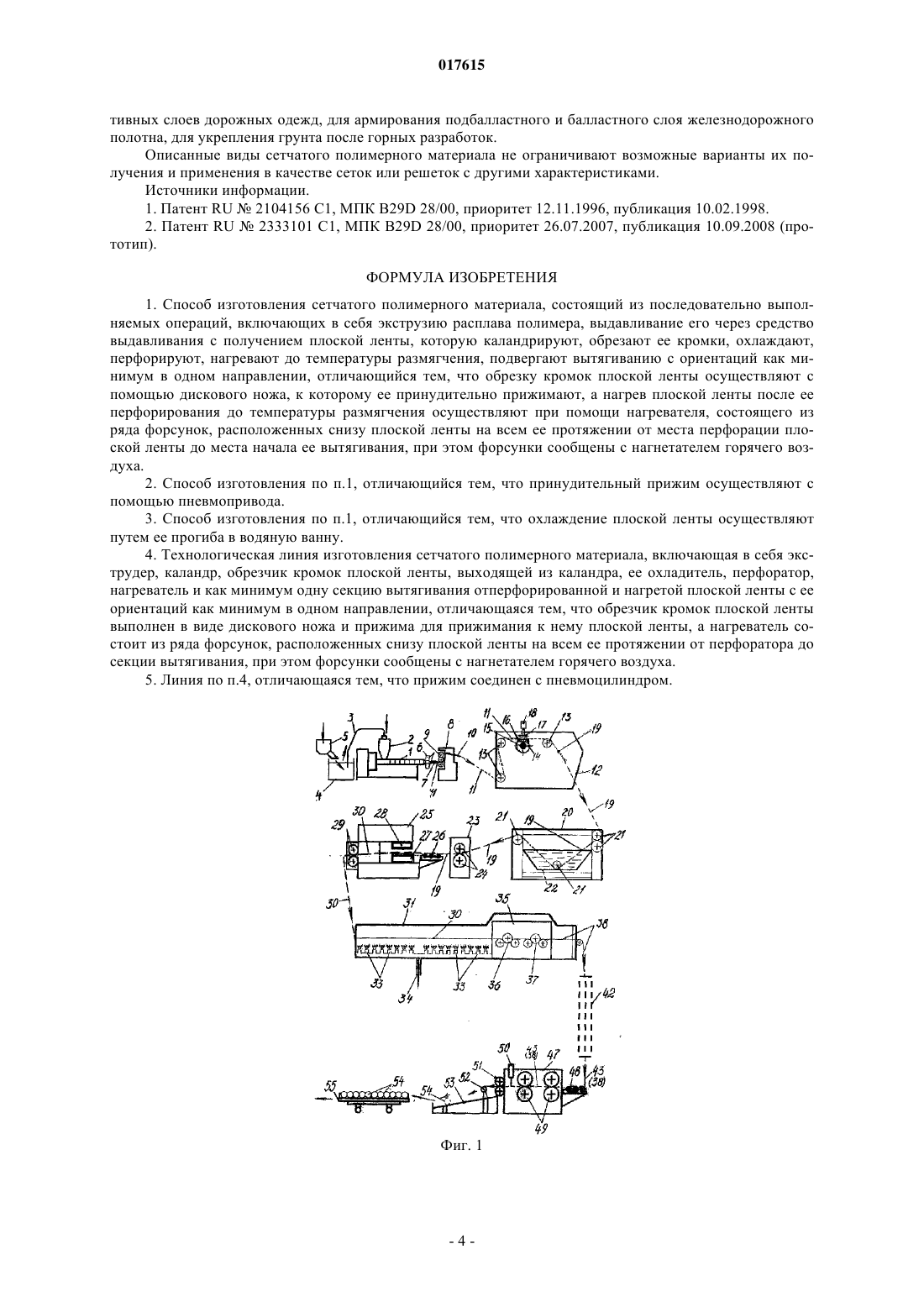
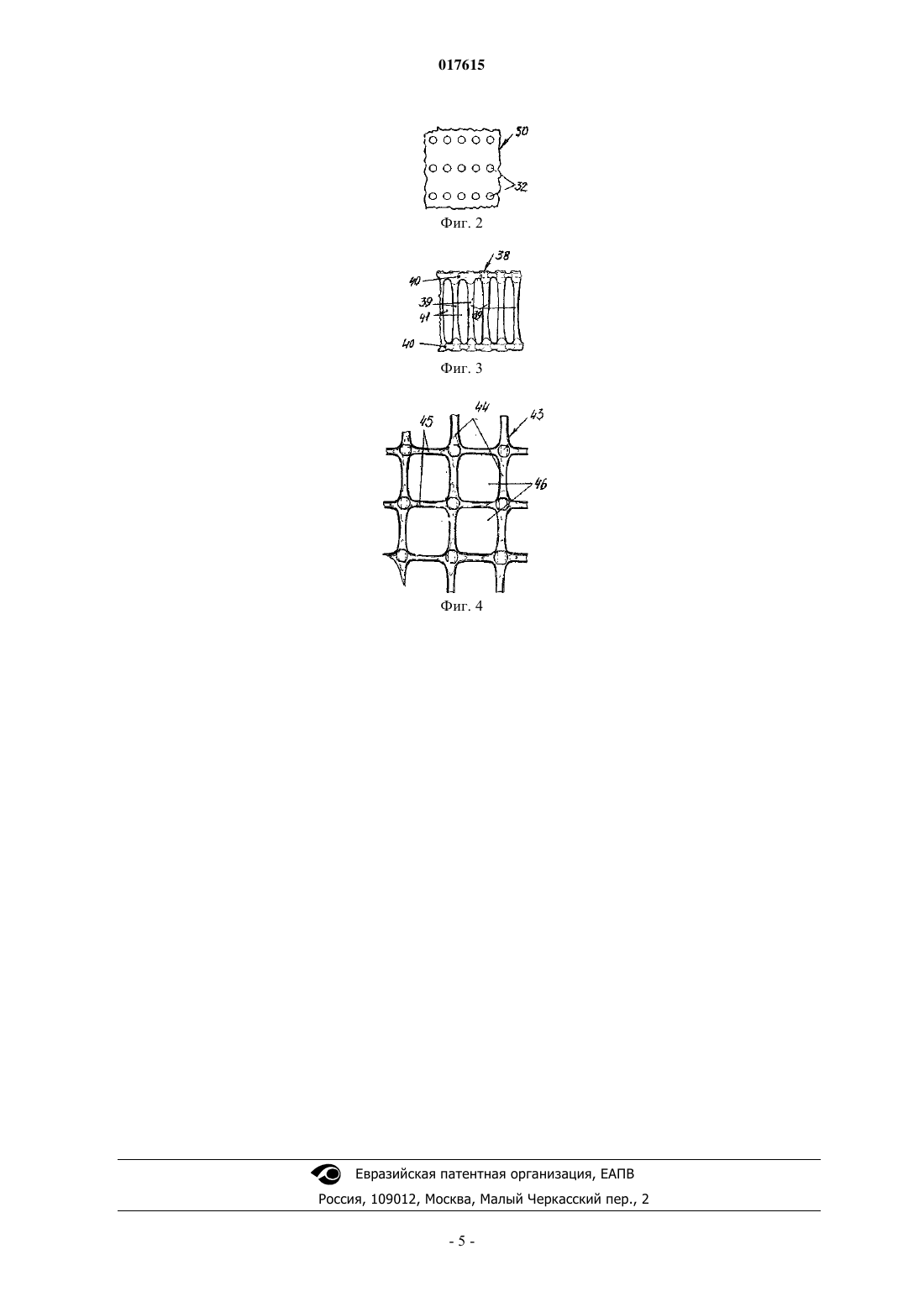
СПОСОБ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ПО ЭТОМУ СПОСОБУ Изобретение относится к полимерным строительным материалам. Задача изобретения состоит в создании способа и технологической линии изготовления сетчатого полимерного материала повышенного качества. Способ (фиг. 1) изготовления сетчатого полимерного материала 54,состоящий из последовательно выполняемых операций, включающих в себя экструзию расплава полимера, выдавливание его через средство выдавливания 1-6, 7 с получением плоской ленты 11,которую каландируют, обрезают ее кромки, охлаждают, перфорируют, нагревают до температуры размягчения, подвергают вытягиванию с ориентаций как минимум в одном направлении. Обрезку кромок плоской ленты 11 осуществляют с помощью вращающегося дискового ножа 14, к которому ее принудительно прижимают, а нагрев плоской ленты 30 после ее перфорирования до температуры размягчения осуществляют горячим воздухом от места перфорации плоской ленты до места начала ее вытягивания. Технологическая линия включает в себя экструдер 1, каландр 8, обрезчик 12 кромок плоской ленты 11, выходящей из каландра, ее охладитель 20, перфоратор 25, нагреватель 31 и как минимум одну секцию 38 (или 43) вытягивания отперфорированной и нагретой плоской ленты 30 с ее ориентаций как минимум в одном направлении. Обрезчик 12 кромок плоской ленты выполнен в виде дискового ножа 14 с принудительным вращением и прижима 17 к нему плоской ленты,а нагреватель 31 состоит из ряда форсунок 33, расположенных снизу плоской ленты 30 на всем ее протяжении от перфоратора 25 до секции вытягивания 35, при этом форсунки 33 сообщены с нагнетателем 34 горячего воздуха. 017615 Изобретение относится к технологии получения сетчатого полимерного материала, который может быть использован как сетка или как решетка различного назначения. Известен способ получения неоднородного полимерного сетчатого материала [1]. Для осуществления известного способа служит устройство для изготовления неоднородного материала, содержащее штамп, включающий первую и вторую части. Эти части имеют поверхности, находящиеся во взаимном скольжении в области средства для выдавливания материала, расположенного вокруг продольной оси штампа и, по меньшей мере, частично ограниченного первой частью штампа, приводной механизм для приведения в относительное движение частей штампа и придания при этом второй его части раскачивающего движения, по меньшей мере, вдоль части кругового пути вокруг продольной оси, тем самым периодически влияя на выход выдавленного продукта из каждой секции средства для выдавливания. Недостатком известного способа по аналогу [1] является то, что для его осуществления необходимо специальное приспособление - камера, соединенная с экструдером, при этом управление штампом осуществляется в автономном от экструдера режиме, что усложняет конструктивное решение технологической линии в целом. Более проще по своему осуществлению способ [2] изготовления сетчатого полимерного материала,состоящий из последовательно выполняемых операций, включающих в себя экструзию расплава полимера, выдавливание его через средство выдавливания с получением плоской ленты, которую каландрируют, обрезают ее кромки, охлаждают, перфорируют, нагревают до температуры размягчения, подвергают вытягиванию с ориентации как минимум в одном направлении. С помощью такого способа получают в основном одноосно- и двуосно-ориентированные геосетки(решетки), содержащие образованные взаимно пересекающимися стренгами окна. Технологическая линия для осуществления известного способа [2] содержит экструдер, каландр,обрезчик кромок плоской ленты, выходящей из каландра, ее охладитель, перфоратор, нагреватель и как минимум одну секцию вытягивания отперфорированной и нагретой плоской ленты с ее ориентации как минимум в одном направлении. Недостатком способа и технологической линии по прототипу [2] является некачественная обрезка кромок плоской ленты ввиду того, что для этого применяются неподвижные ножи, по которым проходит, разрезаясь, плоская лента. Однако при этом качество разрезания во многом зависит от скорости прохождения ленты. Т.е. такая скорость должна быть по возможности постоянна, что невозможно достичь из-за большой протяженности технологической линии и большого количества кинематических связей для передачи движения, стабильность работы которых во многом зависит от различных внутренних и внешних факторов эксплуатируемых узлов технологической линии. Вторым недостатком является плохой прогрев плоской ленты перед ее ориентированием из-за локальности воздействия высокой температуры на движущуюся плоскую ленту. В результате сетчатый полимерный материал получается с браком (коробление, неоднородность по составу материала и размерам окон). Данный брак не позволяет производить тонкий сетчатый полимерный материал, который может иметь разрывы. Задача изобретения состоит в создании способа и технологической линии изготовления сетчатого полимерного материала повышенного качества за счет более качественных разрезаний кромок и прогрева движущейся плоской ленты, из которой такой полимерный материал может быть получен. Поставленная задача для изобретения - способа - решается тем, что способ изготовления сетчатого полимерного материала, состоящий из последовательно выполняемых операций, включающих в себя экструзию расплава полимера, выдавливание его через средство выдавливания с получением плоской ленты, которую каландрируют, обрезают ее кромки, охлаждают, перфорируют, нагревают до температуры размягчения, подвергают вытягиванию с ориентации как минимум в одном направлении, имеет отличительные признаки: обрезку кромок плоской ленты осуществляют с помощью вращающегося дискового ножа, к которому ее принудительно прижимают, а нагрев плоской ленты после ее перфорирования до температуры размягчения осуществляют горячим воздухом от места перфорации плоской ленты до места начала ее вытягивания. Поставленная задача для первого изобретения - устройства - решается тем, что сетчатый полимерный материал получен согласно вышеупомянутому способу. Поставленная задача для второго изобретения - устройства - решается тем, что технологическая линия изготовления сетчатого полимерного материала, включающая в себя экструдер, каландр, обрезчик кромок плоской ленты, выходящей из каландра, ее охладитель, перфоратор, нагреватель и как минимум одну секцию вытягивания отперфорированной и нагретой плоской ленты с ее ориентации как минимум в одном направлении, имеет отличительные признаки: обрезчик кромок плоской ленты выполнен в виде дискового ножа с принудительным вращением и прижима к нему плоской ленты, а нагреватель состоит из ряда форсунок, расположенных снизу плоской ленты на всем ее протяжении от перфоратора до секции вытягивания, при этом форсунки сообщены с нагнетателем горячего воздуха. Подача горячего воздуха из форсунок регулируется шиберами (заслонками). Осуществление обрезки кромок плоской ленты с помощью дискового ножа принудительного вра-1 017615 щения, как и выполнение для этого обрезчика в форме такого дискового ножа, направлено на получение более качественного тонкого реза плоской ленты в процессе ее движения. Принудительный прижим плоской ленты к дисковому ножу принудительного вращения, как и выполнение обрезчика кромок плоской ленты также в виде прижима плоской ленты к такому дисковому ножу, позволит усилить вышеупомянутый эффект при разрезании кромок плоской ленты и повысить надежность выполнения этой технологической операции. Осуществление нагрева плоской ленты после ее перфорирования до температуры размягчения горячим воздухом от места перфорации плоской ленты до места начала ее вытягивания, как и применение нагревателя, состоящего из ряда сообщенных с нагнетателем горячего воздуха форсунок, расположенных снизу плоской ленты на всем ее протяжении от перфоратора до секции вытягивания, будет способствовать более качественному и равномерному нагреву движущейся плоской ленты на большом расстоянии перед ее ориентацией для получения полимерного сеточного материала. Вышеприведенные эффекты позволят изготавливать такой материал повышенного качества с уменьшенным процентом брака. Вариантами выполнения изобретения являются его нижеследующие отличительные признаки: принудительный прижим плоской ленты к дисковому ножу осуществляют с помощью пневмопривода, для чего прижим соединен с пневмоцилиндром; охлаждение плоской ленты осуществляют путем ее прогиба в водяную ванну; горячий воздух подают через форсунки под низ плоской ленты, прошедшей перфорацию. Сущность изобретения поясняется иллюстрациями, где показано: на фиг. 1 - принципиальная схема технологической линии,на фиг. 2 - результат операции перфорирования плоской ленты,на фиг. 3 - результат операции получения сеточного полимерного материала после продольного ориентирования отперфорированной и нагретой плоской ленты,на фиг. 4 - результат операции получения сеточного полимерного материала после его дополнительного поперечного ориентирования. Технологическая линия изготовления сетчатого полимерного материала включает в себя (фиг. 1) экструдер 1, сообщенный с бункером 2, который через нагнетательный трубопровод 3 сообщен с промежуточной емкостью 4, над которой расположен миксер 5 для формирования исходного сырья из определенных полимерных компонентов - полиэтилена и/или полипропилена с целевыми добавками. Нагнетательный трубопровод 3 является выходным элементом вакуумзагрузчика (не показан), служащего для подачи исходного сырья-расплава из промежуточной емкости 4 в бункер 2. Экструдер 1 выполнен многосекционным и содержит на своем выходе фильтр 6, представляющий собой пакет сеток, которые расположены перед фильерой 7. За фильерой 7 установлен каландр 8, оборудованный сопряженными валами 9 и направляющей 10 для выхода получаемой на каландре 8 плоской ленты 11. За каландром 8 установлен обрезчик 12 кромок плоской ленты 11. Обрезчик 12 включает в себя натяжные валы 13, между последними из которых и под плоской лентой 11 расположена дисковая пила 14,закрепленная на приводном валу электродвигателя 15. Снизу плоской ленты 11 расположен неподвижный прижим 16, а сверху - подвижный прижим 17, соединенный со штоком пневмоцилиндра 18. Обрезчик 12 предназначен для получения плоской ленты 19 с обрезанными кромками. После обрезчика 12 в технологической линии расположен охладитель 20, состоящий из натяжных валков 21 и водяной ванны 22. За охладителем 20 установлен натяжной узел 23 с сопряженными валами 24 и пресс 25, оборудованный приемным рольгангом 26, неподвижной матрицей 27 и подвижным перфоратором 28, между которыми располагается плоская лента 19 с обрезанными кромками. Натяжные валы 29 пресса служат для направления перфорированной плоской ленты 30 в устройство 31 ее ориентирования. Перфорированная плоская лента 30 (фиг. 2) имеет ряд отверстий 32. Устройство 31 (фиг. 1) ориентирования этой ленты 30 снабжено нагревателем, состоящим из ряда форсунок 33, которые сообщены трубопроводом 34 с нагнетателем горячего воздуха (не показан). Форсунки 33 расположены снизу подаваемой перфорированной плоской ленты 30 на всем ее протяжении от входа в устройство 31 до входа в его секцию вытягивания 35 перфорированной плоской ленты 30. Секция вытягивания 35 устройства 31 снабжена двумя группами кинематически связанных между собой приводных валов 36 и 37. Для обеспечения возможности их остановки с целью фиксации в прессе 25 неподвижного состояния плоской ленты 19 перед операцией перфорирования приводные валы 36 и 37 оборудованы остановом (не показан). Приводные валы 36 и 37 имеют возможность вращения по отношению друг к другу с различными угловыми скоростями, возрастающими по ходу перемещения нагретой перфорированной плоской ленты 30 с возможностью ее превращения в сетчатый полимерный материал 38, ориентированный в продольном направлении (фиг. 3). Такой материал 38 содержит взаимно пересекающиеся стренги 39 и 40 с образованием продолговатых овальных окон 41, при этом стренги 38 ориентированы в продольном направлении сетчатого полимерного материала 38, а окна 41 образованы из окон 32 перфорированной плоской ленты 30 (фиг. 2) за счет ее растягивания в том же направлении.-2 017615 В случае необходимости преобразования полимерного сетчатого материала 38 с ориентированием также и в поперечном направлении (фиг. 4) в технологической линии за устройством 31 (фиг. 1) располагают устройство 42 поперечного ориентирования полимерного сетчатого материала 38. Это необходимо для производства сеток и решеток из полипропилена, для которых более предпочтительно проводить двуосное ориентирование. Данное устройство 42 может быть выполнено, например, в виде клупповых цепей, размещенных под заданным углом друг к другу по краям сетчатого полимерного материала 38, с возможностью получения двуосно-ориентированного сетчатого полимерного материала 43. Такой материал (фиг. 4) образован взаимно пересекающимися стренгами 44 и 45, соответственно ориентированными в продольном и поперечном направлениях по отношению к самому материалу 43 с образованием широких окон 46, которые получены из продолговатых овальных окон 41 (фиг. 3) материала 38. Одноосно-ориентированный сетчатый полимерный материал 38 или двуосно-ориентированный сетчатый полимерный материал 43 имеет возможность своего формирования в готовое рулонное изделие в выходной секции 47 технологической линии. Такая секция имеет опорные ролики 48, две пары сопряженных натяжных валов 49, между которыми располагается материал 38 или 43. Над ним возможна также установка разрезного ножа, корректирующего выходную ширину этого материала (не показан). За натяжными валами 49 над материалом 38 или 43 расположен отрезной нож 50 с приводом (не показан), а также направляющие смежные ролики 51 и съемный намоточный барабан 52, с возможностью расположения на приемной площадке 53 рулона 54 сеточного полимерного материала, который также возможно транспортировать с помощью тележки 55. Способ изготовления сетчатого полимерного материала состоит из последовательно выполняемых операций. Эти операции включают в себя: экструзию расплава полимера с помощью экструдера 1; выдавливание расплава полимера через средство выдавливания - фильтр 6 и фильеру 7 с получением плоской ленты 11; пропускание плоской ленты 11 через каландр 8; обрезание кромок плоской ленты 11 в обрезчике 12 с помощью вращающейся дисковой пилы 14 и пневматического прижима 17; охлаждение плоской ленты 19 с обрезанными кромками путем ее прогиба в водяную ванну 22 охладителя 20; перфорация плоской ленты 19 в прессе 25 с предварительной остановкой вращения приводных валов 36 и 37; нагрев отперфорированной плоской ленты 30 до температуры размягчения с помощью подачи горячего воздуха под нее от форсунок 33; вытягивание в секции вытягивания 35 плоской ленты 30 с ориентацией ее в продольном направлении за счет разницы угловых скоростей приводных валов 36 и 37; при необходимости, вытягивание в устройстве 42 поперечного ориентирования полимерного сетчатого материала 38 с получением полимерного сетчатого материала 43, ориентированного также в поперечном направлении; обрезка материала 38 или 43 по длине в выходной секции 47 технологической линии с помощью отрезного ножа 50; намотка отрезанной части на намоточный барабан 52; съем рулона 54 с намоточного барабана 52 на приемную площадку 54; погрузка скопившихся рулонов 54 на тележку 55 с транспортированием их на склад готовой продукции. Сетчатый полимерный материал 38 или 43 в рулонах 54 имеет структуру, показанную соответственно на фиг. 3 или 4. При этом в результате осуществления описанного способа их изготовления возможно получить широкую гамму сеток или решеток, которые могут применяться в дорожном строительстве, на площадках различного назначения и других геотехнических сооружениях. При этом получается не токсичная и химически инертная продукция высокого качества, обладающая хорошими прочностными характеристиками в диапазоне рабочих температур от -60 до 85C с хорошей устойчивостью к ультрафиолетовому излучению и атмосферным воздействиям. Для возведения подпорных стен, устоев мостов, земляных дамб, для возведения насыпей на слабых грунтах, для создания геоячеистых конструкций можно использовать одноосно-ориентированные сетки из материала 38 (фиг. 3) с длинными и узкими отверстиями 41, ориентированными в одном направлении для создания высокой прочности на растяжение. Геосетки двойного ориентирования из материала 43 (фиг. 4) - плоские полипропиленовые сетки с окнами 46, близкими к квадрату, также подходят для строительства на слабых грунтах, для применения в конструкциях, воспринимающих высокие динамические или статические нагрузки. В процессе производства такая сетка (решетка) растягивается в двух направлениях для получения высоких прочностных характеристик при низких показателях ползучести. Она проявляет эффект заклинивания структурного наполнителя в своих окнах 46, что позволяет контролировать горизонтальные сдвиги строительной конструкции. Сетки (решетки) с таким двойным ориентированием используют для армирования конструк-3 017615 тивных слоев дорожных одежд, для армирования подбалластного и балластного слоя железнодорожного полотна, для укрепления грунта после горных разработок. Описанные виды сетчатого полимерного материала не ограничивают возможные варианты их получения и применения в качестве сеток или решеток с другими характеристиками. Источники информации. 1. Патент RU2104156 C1, МПК B29D 28/00, приоритет 12.11.1996, публикация 10.02.1998. 2. Патент RU2333101 C1, МПК B29D 28/00, приоритет 26.07.2007, публикация 10.09.2008 (прототип). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления сетчатого полимерного материала, состоящий из последовательно выполняемых операций, включающих в себя экструзию расплава полимера, выдавливание его через средство выдавливания с получением плоской ленты, которую каландрируют, обрезают ее кромки, охлаждают,перфорируют, нагревают до температуры размягчения, подвергают вытягиванию с ориентаций как минимум в одном направлении, отличающийся тем, что обрезку кромок плоской ленты осуществляют с помощью дискового ножа, к которому ее принудительно прижимают, а нагрев плоской ленты после ее перфорирования до температуры размягчения осуществляют при помощи нагревателя, состоящего из ряда форсунок, расположенных снизу плоской ленты на всем ее протяжении от места перфорации плоской ленты до места начала ее вытягивания, при этом форсунки сообщены с нагнетателем горячего воздуха. 2. Способ изготовления по п.1, отличающийся тем, что принудительный прижим осуществляют с помощью пневмопривода. 3. Способ изготовления по п.1, отличающийся тем, что охлаждение плоской ленты осуществляют путем ее прогиба в водяную ванну. 4. Технологическая линия изготовления сетчатого полимерного материала, включающая в себя экструдер, каландр, обрезчик кромок плоской ленты, выходящей из каландра, ее охладитель, перфоратор,нагреватель и как минимум одну секцию вытягивания отперфорированной и нагретой плоской ленты с ее ориентаций как минимум в одном направлении, отличающаяся тем, что обрезчик кромок плоской ленты выполнен в виде дискового ножа и прижима для прижимания к нему плоской ленты, а нагреватель состоит из ряда форсунок, расположенных снизу плоской ленты на всем ее протяжении от перфоратора до секции вытягивания, при этом форсунки сообщены с нагнетателем горячего воздуха. 5. Линия по п.4, отличающаяся тем, что прижим соединен с пневмоцилиндром.
МПК / Метки
МПК: B29D 28/00
Метки: полимерного, материала, линия, полимерный, способ, материал, сетчатый, технологическая, способу, этому, изготовления, сетчатого
Код ссылки
<a href="https://eas.patents.su/6-17615-sposob-tehnologicheskaya-liniya-izgotovleniya-setchatogo-polimernogo-materiala-i-setchatyjj-polimernyjj-material-po-etomu-sposobu.html" rel="bookmark" title="База патентов Евразийского Союза">Способ, технологическая линия изготовления сетчатого полимерного материала и сетчатый полимерный материал по этому способу</a>
Способ изготовления контейнера, оснащенного отверстием для уравнивания давления, контейнеры, полученные по этому способу
Номер патента: 3972
Опубликовано: 25.12.2003
Авторы: Метцгер Букхард Петер, Кюн Торстен
МПК: B65D 1/02, B29C 49/22, B29C 49/04...
Метки: отверстием, способу, изготовления, уравнивания, давления, полученные, этому, контейнеры, контейнера, способ, оснащенного
Формула / Реферат:
1. Способ изготовления контейнера (1) с отверстием (8), имеющего в основном жесткий внешний контейнер (2) и помещенный в него внутренний мешок (3), находящийся в контакте с содержимым контейнера, которые соответственно включают различные не соединяемые друг с другом термопластичные пластики и расположенное во внешнем контейнере (2) отверстие (10) для уравнивания разницы в давлениях между внешним контейнером (2) и внутренним мешком (3), причем...
Дренажный геокомпозит, способ его изготовления, технологическая линия для этого и строительный элемент на основе дренажного геокомпозита
Номер патента: 17603
Опубликовано: 30.01.2013
Авторы: Максимов Сергей Николаевич, Кошурников Денис Викторович
МПК: E02B 11/00, E01C 3/04
Метки: строительный, способ, линия, дренажного, геокомпозита, геокомпозит, этого, основе, технологическая, изготовления, элемент, дренажный
Формула / Реферат:
1. Скручиваемый в рулон дренажный геокомпозит, содержащий георешетку с двухуровневой структурой размещения ее элементов, образуя ячейки, и два слоя геоткани, закрепленных на плоскостях георешетки, отличающийся тем, что как минимум один из углов ячеек снабжен перегородкой, а элементы уровней структуры георешетки выполнены в форме трехгранных призм.2. Композит по п.1, отличающийся тем, что перегородка охватывает основания трехгранных призм...
Технологическая линия для изготовления протяженных строительных конструкций и ригель, колонна, балка, изготовленные на этой технологической линии
Номер патента: 9131
Опубликовано: 26.10.2007
Авторы: Селиванов Николай Павлович, Шембаков Владимир Александрович
МПК: B28B 13/02, B28B 5/00
Метки: линии, ригель, строительных, изготовления, изготовленные, балка, технологическая, колонна, линия, протяженных, этой, технологической, конструкций
Формула / Реферат:
1. Технологическая линия для изготовления протяженных строительных конструкций, характеризующаяся тем, что она содержит по крайней мере один бетоноукладчик, устройства для подачи и установки арматуры и опалубку, которая выполнена в виде поддона и бортов, объединенных в единую ручьевую систему с образованием не менее чем двух смежных протяженных продольных формующих полостей под соответствующие, предпочтительно одновременно изготавливаемые...
Способ активации полисахаридов, получаемые согласно этому способу полисахариды и их применение
Номер патента: 169
Опубликовано: 29.10.1998
Авторы: Карстенс Тиз, Штайнмайер Ханс
МПК: C08B 1/00
Метки: применение, полисахаридов, способ, согласно, полисахариды, получаемые, активации, способу, этому
Формула / Реферат:
1. Способ активации полисахаридов, при котором исходный полисахаридный материал вводят в контакт с жидким аммиаком при повышенном по сравнению с атмосферным исходном давлении и при температуре, по меньшей мере, примерно 25°С, при этом количество жидкого аммиака является достаточным, по крайней мере, для смачивания поверхности исходного полисахаридного материала, и затем декомпрессируют, отличающийся тем, что декомпрессию осуществляют...
Способ получения имидазо[1,2-c][2,3]бензодиазепинов и получаемые по этому способу промежуточные продукты
Номер патента: 5570
Опубликовано: 28.04.2005
Авторы: Тильстам Ульф, Шнайдер Маттиас, Винтер Эрик
МПК: C07D 487/04, C07C 69/614, C07D 491/14...
Метки: промежуточные, получения, способу, имидазо[1,2-c][2,3]бензодиазепинов, получаемые, продукты, этому, способ
Формула / Реферат:
1. Способ получения имидазо[1,2-c][2,3]бензодиазепинов общей формулы 1 в которой R1 обозначает водород, C1-C6алкил, нитрогруппу, галоген, цианогруппу, C1-C4алкоксигруппу, -CF3, гидроксигруппу или C1-C6алканоилоксигруппу, R2 и R3 имеют идентичные или разные значения и обозначают водород, галоген, C1-C6алкоксигруппу, гидроксигруппу, цианогруппу, C1-C6алканоил, C2-C6алкинил, C2-C6алкенил, необязательно замещенный галогеном, гидроксигруппой...