Способ изготовления контейнера, оснащенного отверстием для уравнивания давления, контейнеры, полученные по этому способу

Формула / Реферат
1. Способ изготовления контейнера (1) с отверстием (8), имеющего в основном жесткий внешний контейнер (2) и помещенный в него внутренний мешок (3), находящийся в контакте с содержимым контейнера, которые соответственно включают различные не соединяемые друг с другом термопластичные пластики и расположенное во внешнем контейнере (2) отверстие (10) для уравнивания разницы в давлениях между внешним контейнером (2) и внутренним мешком (3), причем сначала при помощи соэкструзии между открытыми половинами дутьевой формы изготавливают заготовку, состоящую из двух коаксиальных труб, имеющих достаточную для получения контейнера длину, дутьевую форму закрывают и при образовании выступающего наружу шва (5) основания излишний материал в области основания (4) изготавливаемого контейнера выдавливают наружу таким образом, что находящийся в контакте в области шва материал внешнего контейнера (2) сваривают, и образующая внутренний мешок (3) труба захватывается, аксиально фиксируется и сваривается между участками стенок внешнего контейнера (2), и внутренний мешок (3) подвергают воздействию давления, таким образом, что заготовка оказывается уложенной своими стенками на внутреннем профиле дутьевой формы, отличающийся тем, что при закрытии дутьевой формы и при образовании вследствие этого закрытия шва (5) основания, шов внутреннего мешка (3) оказывается аксиально, по меньшей мере, частично фиксированным в шве внешнего контейнера вследствие того, что шов (5) основания, по меньшей мере, частично обрезают после формовки, образуется по меньшей мере одно отверстие (10) для уравнивания давления, и в области (4) основания прилагают действующую радиально в направлении шва силу таким образом, что шов (5) основания вскрывается, причем температура заготовки при обрезании шва основания составляет между 40 и 70шC, и внешний контейнер (2) все еще подлежит пластической деформации до некоторой степени таким образом, что возникшая в результате воздействия вышеуказанной силы деформация является пластической деформацией, которая не устраняется упругим возвратом в исходное положение.
2. Способ по п.1, который отличается тем, что после того, как шов (5) основания, по меньшей мере, частично срезан и до действия радиальной силы, на короткое время имеет место действие аксиальной силы, приложенной в основном параллельно продольной оси контейнера таким образом, что шов основания, по меньшей мере, частично вскрывается.
3. Способ по п.2, который отличается тем, что аксиальную силу прилагают в виде продувки.
4. Способ по любому из предшествующих пунктов, который отличается тем, что изготовление контейнера осуществляется без образования плечевого шва в виде выдавленного шва.
5. Способ по любому из предшествующих пунктов, который отличается тем, что после того, как шов (5) основания, по меньшей мере, частично вскрыт, материал внутреннего мешка (3) остается присоединенным к внешнему контейнеру (2) и концам (11) шва основания по одной стороне шва (5) основания, тем самым являясь фиксированным аксиально.
6. Способ по любому из предшествующих пунктов, который отличается тем, что шов (5) основания внешнего контейнера (2) только частично вскрыт, а шов внутреннего мешка (3) фиксирован неразорванной частью шва основания внешнего контейнера (2).
7. Способ по любому из предшествующих пунктов, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят одновременно на одной рабочей стадии.
8. Способ по пп.1-6, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят на различных рабочих стадиях.
9. Способ по любому из предшествующих пунктов, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят в пластикодувной машине.
10. Способ по п.9, который отличается тем, что контейнер (1) находится неподвижно внутри дутьевой формы.
11. Способ по одному из пп.1-8, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят в машине, присоединенной к пластикодувной машине.
12. Способ по любому из предшествующих пунктов, который отличается тем, что контейнер (1) имеет форму бутылки.
13. Способ по п.12, который отличается тем, что внутренний мешок (3) дополнительно к фиксации в области (4) основания также зафиксирован в области горлышка (6) бутылки.
14. Способ по п.13, который отличается тем, что внутренний мешок (3), по меньшей мере, частично зажат в стенке внешнего контейнера (2) при формовании горлышка (6) бутылки.
15. Способ по одному из пп.12-14, который отличается тем, что горлышко (6) бутылки сформовано с направленным радиально наружу выступом (7) на его лицевой стороне.
16. Способ по п.15, который отличается тем, что внутренний мешок (3) соединен с внешним контейнером (2) при помощи вертикального или горизонтального сгиба в области выступа (7).
17. Способ по п.15, который отличается тем, что выступ (7) образован исключительно из материала внешнего контейнера (2).
18. Контейнер (1) с отверстием (8), в основном включающий жесткий внешний контейнер (2) и помещенный в него внутренний мешок (3), который находится в контакте с содержимым контейнера, предпочтительно получаемый по одному из пп.1-17, который отличается тем, что по меньшей мере одно расположенное в области (4) основания отверстие (10) для уравнивания давления находится в шве (5) основания, образовавшемся при выдувной отливке, который, по меньшей мере, частично обрезан, и при вскрытии и деформации шва (5) основания приложением радиальной силы, действующей в направлении шва, образующий внутренний мешок (3) материал остается прикрепленным к внешнему контейнеру (2) по одной стороне и по концам шва (5) основания, тем самым аксиально фиксируя внутренний мешок (3); и в то же время по меньшей мере одно отверстие (10) для уравнивания давления образуется между внешней стороной внутреннего мешка (3) и внутренней стороной внешнего контейнера (2), что обеспечивает постоянное уравнивание давления.
19. Контейнер по п.18, который отличается тем, что контейнер (1) имеет форму бутылки.
20. Контейнер по п.19, который отличается тем, что внутренний мешок (3) дополнительно к фиксации в области (4) основания также фиксирован в области горлышка (6) бутылки.
21. Контейнер по п.20, который отличается тем, что внутренний мешок (3), по меньшей мере, частично зажат в стенке внешнего контейнера (2) в области горлышка (6) бутылки.
22. Контейнер по одному из пп.19-21, который отличается тем, что горлышко (6) бутылки сформовано с направленным радиально наружу выступом (7) на его лицевой стороне.
23. Контейнер по п.22, который отличается тем, что внутренний мешок (3) и внешний контейнер (2), по меньшей мере, частично соединены в области выступа (7) и имеют горизонтальный или вертикальный сгиб.
24. Контейнер по п.22, который отличается тем, что выступ (7) образован исключительно из материала внешнего контейнера (2).

Текст
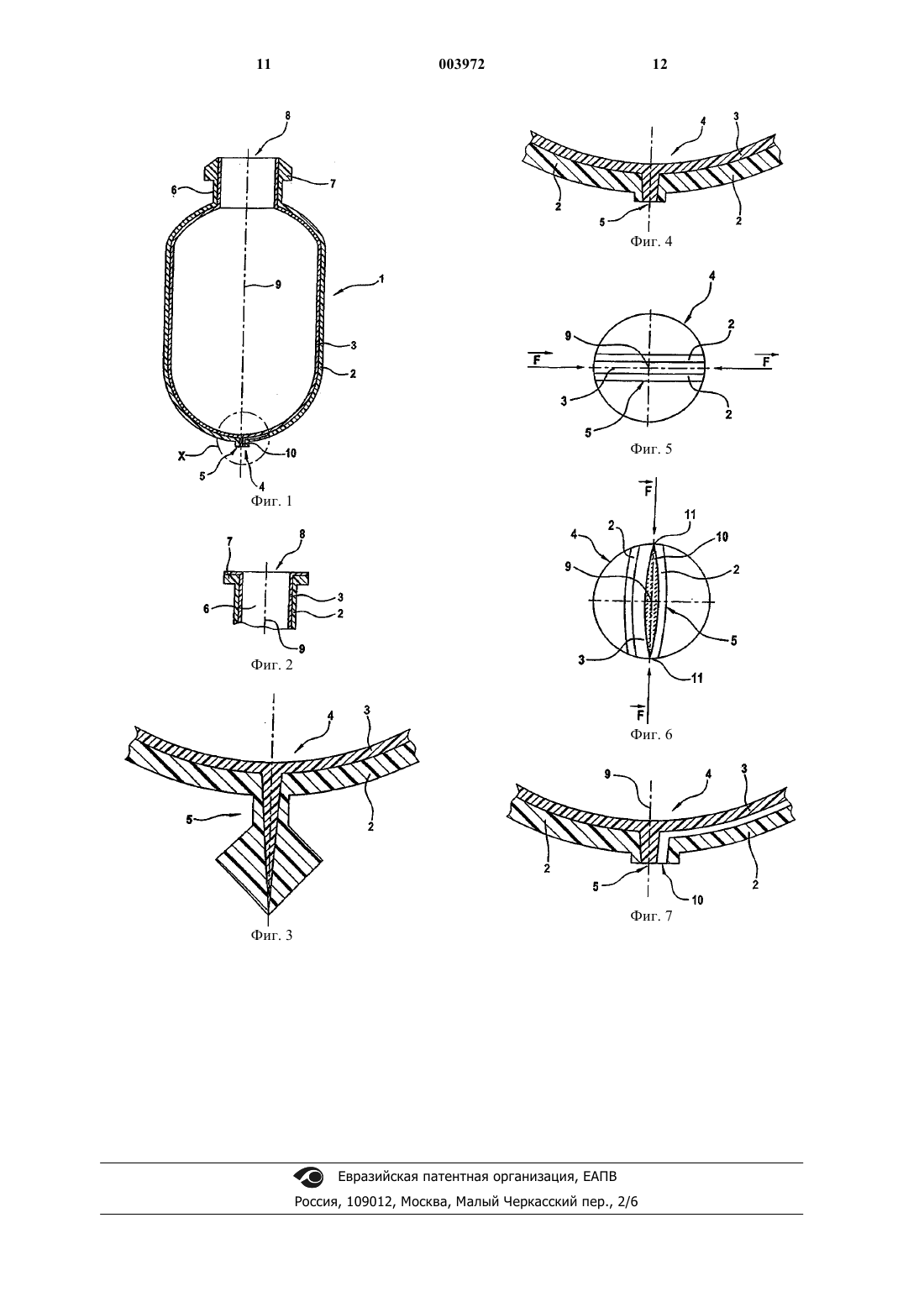
1 Изобретение относится к способу изготовления контейнера с отверстием, имеющего, в основном, жесткий внешний контейнер и помещенный в него внутренний мешок, который находится в контакте с содержимым контейнера,которые, соответственно, включают различные не соединяемые друг с другом термопластичные пластики, и расположенное во внешнем контейнере отверстие для уравнивания разницы в давлениях между внешним контейнером и внутренним мешком, причем сначала при помощи соэкструзии между открытыми половинами дутьевой формы производят заготовку, состоящую из двух коаксиальных труб, имеющих достаточную для изготовления контейнера длину,дутьевую форму закрывают, и при этом, при образовании выступающего наружу шва основания, излишний материал в области основания изготавливаемого контейнера выдавливают наружу таким образом, что находящийся в контакте в области шва материал внешнего контейнера сваривают и образующая внутренний мешок труба захватывается, аксиально фиксируется и сваривается между участками стенок внешнего контейнера, и внутренний мешок подвергают воздействию давления таким образом, что заготовка оказывается уложенной своими стенками на внутренний профиль дутьевой формы. Более того, изобретение относится к предпочтительно изготавливаемому по способу контейнеру с отверстием, в основном, имеющему жесткий внешний контейнер и помещенный в него внутренний мешок, который находится в контакте с содержимым контейнера. Способ описываемого здесь типа описан вWO 99/11451. Отличительной чертой этого способа является то, что отверстие для уравнивания разницы в давлении между внешним контейнером и внутренним мешком предпочтительно имеет форму линзоподобного или эллипсоидного отверстия во внешнем контейнере, причем это отверстие образуют вырезанием секции стенки внешнего контейнера режущим инструментом после завершения собственно процесса формования. Это означает, что внешняя стенка, напротив которой лежит очень тонкий гибкий внутренний мешок, должна быть полностью срезана,по меньшей мере, на одном очень маленьком участке без нанесения ущерба внутреннему мешку. Обработка внешнего контейнера подразумевает обязательный контакт между режущим инструментом и внутренним мешком. Основные, наиболее важные качественные характеристики способа и изготовленного по способу контейнера не могут реализоваться одновременно в равной степени. Они отклоняются при осуществления настоящего способа или в контейнере. С одной стороны, должно быть возможным влияние на уравнивание давления между внешним контейнером и внутренним мешком, которое необходимо благодаря связанному 2 с распределением содержимого контейнера снижению объема внутреннего мешка. С другой стороны, контейнер должен быть полностью запечатан, т.е. любыми средствами необходимо избегать повреждений внутреннего мешка, иначе контейнер станет непригодным. Сложность удовлетворительного выполнения обоих задач обсуждается в WO 99/11451. Например, утверждается, что благодаря возникающим вследствие процесса изготовления, при котором толщина стенок может варьироваться между 1 и 1,5 мм, допускам крепости стенок внешнего контейнера на практике глубину разреза необходимо устанавливать таким образом, чтобы в результате процесса вырезания гарантированно образовывалось отверстие, действительно проходящее насквозь через внешний контейнер. Повреждениями внутреннего контейнера во всех случаях невозможно управлять. Поэтому предпочтительные стадии способа и инструменты, которые необходимо применять с целью минимизации угрозы повреждения внутреннего мешка, описаны в WO 99/11451. Еще одним недостатком описываемого способа является то, что образование отверстия для уравнивания давления не происходит немедленно после процесса формирования. Стадия вырезания не может осуществляться на пластикодувной машине и, в особенности, не в момент закрытия формы для выдувной отливки. Дополнительная обрабатывающая машина или ее инструменты, необходимые для предлагаемого способа вырезания, а также необходимые в этом случае рабочие стадии ведут к возрастанию затрат и снижению продуктивности. Более того, может быть желательным присоединение к отверстию контейнера рассматриваемого типа помпы или распылителя, при помощи которых вводится или удаляется содержимое внутреннего мешка контейнера. В зависимости от конфигурации применяемой помпы или распылителя, отверстие для уравнивания давления может быть частично или полностью закрыто пригодными помпой или распылителем. Другими словами, невозможно присоединить к контейнеру, о котором идет речь, какойлибо адаптер, если не принимать во внимание конкретное положение отверстия для уравнивания давления соответствующего примера осуществления. Особенно неблагоприятными положениями для стенного отверстия являются, в этом случае, положения в области плечиков и в области поверхности кожуха контейнера. Наиболее пригодная позиция для стенного отверстия, основание контейнера, четко не упоминается. На этом основании, целью рассматриваемого изобретения является представить способ,при помощи которого отверстие для уравнивания давления, расположенное во внешнем контейнере контейнера описываемого типа, может быть образовано без угрозы цельности контей 3 нера, причем способ должен иметь лишь минимум стадий способа и быть менее затратным,чем способ, применяемый по известному ранее уровню техники, в то же время делая возможным более низкий уровень брака и более высокую продуктивность. Более того, необходимо представить имеющий отверстие для уравнивания давления в его внешнем контейнере, не получающий при вырезании этого отверстия повреждений внутреннего мешка контейнер, который также не имеет других недостатков. Цель достигается при помощи способа по изобретению, при котором при закрытии дутьевой формы и, таким образом, образовании шва основания шов внутреннего мешка по меньшей мере частично фиксируют аксиально в шве внешнего контейнера и образуют по меньшей мере одно отверстие для уравнивания давления таким образом, что шов основания по меньшей мере частично, а предпочтительно не полностью срезают после формования с тем, что часть участка шва внутреннего мешка фиксируется в шве внешнего контейнера, и вслед за этим к области основания прилагают радиальную силу, действующую по направлению шва, вскрывая шов основания, причем температура заготовки при срезании шва основания составляет между 40 и 70 С, и внешний контейнер все еще до некоторой степени подлежит пластической деформации таким образом, что возможная в результате воздействия вышеуказанной силы деформация является пластической деформацией, которая не устраняется упругим возвратом в исходное положение. Стенки внешнего контейнера и внутреннего мешка, которые включают различные термопластические пластики, обычно не слипаются. В результате действия силы во время выдавливания избыточного материала через половинки дутьевой формы, с одной стороны, стенки внутреннего мешка и, с другой стороны, стенки внешнего контейнера свариваются в каждом случае. Дополнительно в областях шва основания имеет место адгезия между стенками внутреннего мешка и внешнего контейнера. Это является существенным преимуществом способа,касающимся фиксирования внутреннего мешка в области основания. Таким образом, адгезия является таковой, что, когда шов основания внешнего контейнера расходится, одна из двух сторон шва остается прикрепленной к шву внутреннего мешка, тогда как другая сторона шва внешнего контейнера не остается зафиксированной на внутреннем мешке. Таким образом,аксиальное фиксирование внутреннего контейнера гарантируется несмотря его разрыв, даже в осуществлениях, при которых внешний контейнер разрывается по всей его длине. Фиксирование внутреннего мешка имеет особенную важность в случаях применения, при которых в контейнер вставляется канюля и отсоединение 4 внутреннего мешка от области основания может привести к повреждению или блокировке канюли. В способе по изобретению повреждение внутреннего мешка исключено, так как шов обрезается лишь частично, и, таким образом, после проведения процесса обрезания внутренний мешок прочно закрыт остатком сварного шва внутреннего мешка. В отличие от способа, известного ранее из уровня техники, конфигурирование отверстия для уравнивания давления производится не непосредственно вырезанием, а является следствием применения силы и разрыва шва. Уровень брака сведен к минимуму. Варианты способа являются предпочтительными, причем действующая в основном параллельно продольной оси контейнера аксиальная сила действует короткое время после по меньшей мере частичного разрыва шва и до применения радиальной силы таким образом,что шов основания по меньшей мере частично вскрывается. Действующая аксиально сила, в первую очередь, служит для вскрытия шва основания, в то время как результат или цель действующей радиально силы видится в пластической деформации шва основания. И все же, обе силы вовлечены как в деформацию контейнера, в особенности, в области основания, так и в процесс открытия разрывом, причем в одном случае доминирует процесс открытия разрывом, а в другом - деформация. Предпочтительными являются способы,которые отличаются тем, что аксиальная сила прилагается в виде продувки. Подходящими вариантами способа являются такие, при которых изготовление контейнера происходит без образования выжимного плечевого шва. Этот способ предпочтительно осуществляют таким образом, что, если основной шов разрывается, материал, который образует внутренний мешок, остается закрепленным на одной стороне шва основания на внешнем контейнере и на концах шва основания, вследствие чего осуществляется аксиальная фиксация. В этом случае отверстие для уравнивания давления между внутренним мешком и внешним контейнером расположено на противоположной стороне шва основания. Способ является подходящим, если шов основания внешнего контейнера лишь частично разрывается и шов внутреннего мешка фиксируется неразорванным участком шва основания внешнего контейнера. В предпочтительном способе шов основания обрезают и вскрывающую внешний контейнер и пластически деформирующую его силу прилагают в рамках одной и той же рабочей стадии. Это можно истолковать как то, что режущий инструмент и инструмент для разрывания шва работают совместно и практически одновременно в рамках одной рабочей стадии. 5 Очень эффективный вариант способа подразумевает, что обрезка шва основания и приложение вскрывающей и пластически деформирующей внешний контейнер силы осуществляются не только в рамках одной рабочей стадии, но и также одним инструментом, в данном случае режущим инструментом. Целесообразно, чтобы обрезание шва основания и приложение вскрывающей и пластически деформирующей внешний контейнер силы происходили на отдельных, близко последовательных рабочих стадиях. Размер изготавливаемого контейнера может являться решающим фактором для того или иного варианта. Рекомендуется вариант способа, при котором обрезание шва основания и применение вскрывающей и пластически деформирующей внешний контейнер силы происходят в пластикодувной машине, особенно если контейнер все еще расположен внутри закрытой дутьевой формы. Контейнер, нагретый в процессе обрезания до от 40 до 70 С, таким образом стабилизируется. Основным преимуществом является сведение к минимуму количества машин и обрабатывающих аппаратов, а также избежание дополнительных рабочих стадий. Таким образом, снижаются затраты и повышается продуктивность. Однако в отдельных случаях может быть целесообразным, чтобы обрезание шва основания и применение силы, которая вскрывает и необратимо деформирует внешний контейнер,происходили на машине, присоединенной к пластикодувной машине. Это также входит в рамки изобретения. В большинстве случаев имеет место способ, при котором контейнер имеет бутылочную форму, а внутренний мешок дополнительно к фиксации в области основания фиксируется у горлышка бутылки. Так, особенно подходящими являются способы, при которых внутренний мешок по меньшей мере частично зажат в стенке внешнего контейнера при формовании горлышка бутылки. Это легко можно осуществить по способу. Если диаметр предварительной отливки в области будущего горлышка бутылки больше, чем соответствующий диаметр формы для выдувной отливки, избыточный материал выдавливается при закрытии формы для выдувной отливки, и, в результате, образуется сварной шов на внутреннем мешке или внутренний мешок фиксируется на внешнем контейнере. Способ можно осуществлять, используя форму для выдувной отливки, таким образом,что горлышко бутылки формуют с выступом на его лицевой стороне, направленным радиально вовне. Это может быть необходимо, если контейнер при дальнейшей обработке оборудуют помпой или распылителем, предпочтительно присоединяемыми к горлышку бутылки. В этом случае внутренний мешок может быть соединен с внешним контейнером в части 6 вертикального или горизонтального сгиба, таким образом приобретая дополнительную фиксацию. Варианты способа, при которых выступ формируют исключительно из материала внешнего контейнера, являются предпочтительными. В соответствии с описанным способом в области основания контейнера по изобретению предусматривают по меньшей мере одно отверстие для уравнивания давления, которое является результатом обрезания, разрыва и деформации шва основания, при этом внутренний мешок остается прикрепленным к контейнеру по одной стороне и на концах шва основания, и, тем самым, аксиально фиксированным. Предпочтительные осуществления контейнера заключаются в том, что контейнер имеет форму бутылки и на горлышке бутылки на лицевой стороне имеется выступающий радиально наружу выступ, который может быть необходимым для присоединения помпы или распылителя. Однако дополнительная фиксация в области горлышка бутылки и ее осуществление по пп.21 и 23 являются частью изобретения. Также таковой является аспект, при котором выступ образуется исключительно из материала внешнего контейнера. Изобретение более детально поясняется в нижеследующем со ссылкой на различные фигуры. На них изображены: фиг. 1 - поперечное сечение первого примера осуществления контейнера вдоль центральной оси контейнера,фиг. 2 - поперечное сечение горлышка бутылки второго примера осуществления контейнера вдоль центральной оси контейнера,фиг. 3 - поперечное сечение области основания перед стадией обрезания вдоль центральной оси контейнера,фиг. 4 - поперечное сечение области основания после стадии обрезания вдоль центральной оси контейнера,фиг. 5 - профиль основания контейнера вдоль центральной оси контейнера,фиг. 6 - профиль основания контейнера вдоль центральной оси контейнера после стадий разрыва и деформации, и фиг. 7 - поперечное сечение вдоль центральной оси контейнера области основания после стадий разрыва и деформации (деталь Х по фиг. 1). В нижеследующем одинаковые пункты обозначаются одними и теми же цифрамиссылками. Фиг. 1 изображает поперечное сечение примера осуществления контейнера 1 вдоль центральной оси 9 контейнера. Контейнер,включающий внешний контейнер 2 и внутренний мешок 3, в настоящем примере осуществления имеет форму бутылки. Он имеет выступ 7, расположенный на конце горлышка 6 бутылки, в месте расположения отверстия 8 контейнера. Шов 5 основания расположен на конце цен 7 тральной оси 9 контейнера в области 4 основания контейнера 1, около являющегося его частью отверстия 10 для уравнивания давления. Четко показано, что выступ 7 образован из материала внешнего контейнера 2. Фиг. 2 изображает поперечное сечение горлышка 6 бутылки второго примера осуществления контейнера вдоль центральной оси 9 контейнера. Горлышко 6 бутылки имеет расположенный на его лицевой стороне направленный по направлению к отверстию 8 контейнера прямоугольный выступ 7. В противоположность примеру осуществления, показанному на фиг. 1,прямоугольный выступ 7 отличается тем, что он образован из материала как внешнего контейнера 2, так и внутреннего мешка 3, таким образом,что дополнительно к фиксации области основания внутренний мешок 3, в частности, фиксирован у горлышка 6 бутылки. Фиг. 3 изображает поперечное сечение области 4 основания и расположенного в ней шва 5 основания после процесса выдувания, но до процесса обрезания. Являющийся результатом выдавливания избыточного материала между двумя половинами дутьевой формы шов 5 основания после собственно процесса формовки имеет форму драконьего гребня. Внутренний мешок 3 зажат между стенками внешнего контейнера 2 в участке шва 5 основания. Фиг. 4 изображает поперечное сечение по области 4 основания и расположенному в нем шву 5 основания после частичного обрезания шва 5 основания. Фиг. 5 изображает профиль области основания с видом вдоль центральной оси 9 контейнера после частичного обрезания шва 5 основания. Можно четко увидеть структуру шва 5 основания, образованного в центральной части стенками внутреннего мешка 3 и ограниченного с обеих сторон стенками внешнего контейнера 2. Также показаны радиальные силы F, направленные для открытия разрывом шва 5 основания и деформации внешнего контейнера 2 в область 4 основания по направлению к шву. Необязательно прилагаемая аксиальная сила не показана или не применяется в настоящем примере осуществления. Фиг. 6 изображает профиль области 4 основания с видом вдоль центральной оси 9 контейнера и расположенный в области 4 основания шов 5 основания под действием радиальных сил F, приложенных по направлению к шву. Четко показано, каким образом деформируется контейнер и шов 5 основания разрывается под действием сил, образующих отверстие 10 для уравнивания давления. В этом конкретном примере осуществления с одной стороны шва 5 основания внутренний мешок 3 остается прикрепленным на концах 11 шва основания к внешнему контейнеру 2 и, таким образом, аксиально фиксированным. Отверстие 10 для уравнивания давления, ограниченное внешним контейнером 8 2 и внутренним мешком 3, образуется на противоположной стороне и, таким образом, компенсирует разницу давлений между внутренним мешком 3 и внешним контейнером 2. Фиг. 7 изображает поперечное сечение по области 4 основания и расположенному в нем шву 5 основания вдоль центральной оси 9 контейнера. Отверстие 10 для уравнивания давления можно четко увидеть между внутренним мешком 3 и внешним контейнером 2. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления контейнера (1) с отверстием (8), имеющего в основном жесткий внешний контейнер (2) и помещенный в него внутренний мешок (3), находящийся в контакте с содержимым контейнера, которые соответственно включают различные не соединяемые друг с другом термопластичные пластики и расположенное во внешнем контейнере (2) отверстие (10) для уравнивания разницы в давлениях между внешним контейнером (2) и внутренним мешком (3), причем сначала при помощи соэкструзии между открытыми половинами дутьевой формы изготавливают заготовку, состоящую из двух коаксиальных труб, имеющих достаточную для получения контейнера длину, дутьевую форму закрывают и при образовании выступающего наружу шва (5) основания излишний материал в области основания (4) изготавливаемого контейнера выдавливают наружу таким образом, что находящийся в контакте в области шва материал внешнего контейнера (2) сваривают, и образующая внутренний мешок (3) труба захватывается, аксиально фиксируется и сваривается между участками стенок внешнего контейнера (2), и внутренний мешок (3) подвергают воздействию давления, таким образом, что заготовка оказывается уложенной своими стенками на внутреннем профиле дутьевой формы,отличающийся тем, что при закрытии дутьевой формы и при образовании вследствие этого закрытия шва (5) основания, шов внутреннего мешка (3) оказывается аксиально, по меньшей мере, частично фиксированным в шве внешнего контейнера вследствие того, что шов (5) основания, по меньшей мере, частично обрезают после формовки, образуется по меньшей мере одно отверстие (10) для уравнивания давления,и в области (4) основания прилагают действующую радиально в направлении шва силу таким образом, что шов (5) основания вскрывается,причем температура заготовки при обрезании шва основания составляет между 40 и 70 С, и внешний контейнер (2) все еще подлежит пластической деформации до некоторой степени таким образом, что возникшая в результате воздействия вышеуказанной силы деформация является пластической деформацией, которая не устраняется упругим возвратом в исходное положение. 9 2. Способ по п.1, который отличается тем,что после того, как шов (5) основания, по меньшей мере, частично срезан и до действия радиальной силы, на короткое время имеет место действие аксиальной силы, приложенной в основном параллельно продольной оси контейнера таким образом, что шов основания, по меньшей мере, частично вскрывается. 3. Способ по п.2, который отличается тем,что аксиальную силу прилагают в виде продувки. 4. Способ по любому из предшествующих пунктов, который отличается тем, что изготовление контейнера осуществляется без образования плечевого шва в виде выдавленного шва. 5. Способ по любому из предшествующих пунктов, который отличается тем, что после того, как шов (5) основания, по меньшей мере,частично вскрыт, материал внутреннего мешка(3) остается присоединенным к внешнему контейнеру (2) и концам (11) шва основания по одной стороне шва (5) основания, тем самым являясь фиксированным аксиально. 6. Способ по любому из предшествующих пунктов, который отличается тем, что шов (5) основания внешнего контейнера (2) только частично вскрыт, а шов внутреннего мешка (3) фиксирован неразорванной частью шва основания внешнего контейнера (2). 7. Способ по любому из предшествующих пунктов, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят одновременно на одной рабочей стадии. 8. Способ по пп.1-6, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят на различных рабочих стадиях. 9. Способ по любому из предшествующих пунктов, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят в пластикодувной машине. 10. Способ по п.9, который отличается тем,что контейнер (1) находится неподвижно внутри дутьевой формы. 11. Способ по одному из пп.1-8, который отличается тем, что обрезание шва (5) основания и приложение вскрывающей и необратимо деформирующей внешний контейнер (2) силы происходят в машине, присоединенной к пластикодувной машине. 12. Способ по любому из предшествующих пунктов, который отличается тем, что контейнер (1) имеет форму бутылки. 13. Способ по п.12, который отличается тем, что внутренний мешок (3) дополнительно к фиксации в области (4) основания также зафиксирован в области горлышка (6) бутылки. 10 14. Способ по п.13, который отличается тем, что внутренний мешок (3), по меньшей мере, частично зажат в стенке внешнего контейнера (2) при формовании горлышка (6) бутылки. 15. Способ по одному из пп.12-14, который отличается тем, что горлышко (6) бутылки сформовано с направленным радиально наружу выступом (7) на его лицевой стороне. 16. Способ по п.15, который отличается тем, что внутренний мешок (3) соединен с внешним контейнером (2) при помощи вертикального или горизонтального сгиба в области выступа (7). 17. Способ по п.15, который отличается тем, что выступ (7) образован исключительно из материала внешнего контейнера (2). 18. Контейнер (1) с отверстием (8), в основном включающий жесткий внешний контейнер (2) и помещенный в него внутренний мешок(3), который находится в контакте с содержимым контейнера, предпочтительно получаемый по одному из пп.1-17, который отличается тем,что по меньшей мере одно расположенное в области (4) основания отверстие (10) для уравнивания давления находится в шве (5) основания, образовавшемся при выдувной отливке,который, по меньшей мере, частично обрезан, и при вскрытии и деформации шва (5) основания приложением радиальной силы, действующей в направлении шва, образующий внутренний мешок (3) материал остается прикрепленным к внешнему контейнеру (2) по одной стороне и по концам шва (5) основания, тем самым аксиально фиксируя внутренний мешок (3); и в то же время по меньшей мере одно отверстие (10) для уравнивания давления образуется между внешней стороной внутреннего мешка (3) и внутренней стороной внешнего контейнера (2), что обеспечивает постоянное уравнивание давления. 19. Контейнер по п.18, который отличается тем, что контейнер (1) имеет форму бутылки. 20. Контейнер по п.19, который отличается тем, что внутренний мешок (3) дополнительно к фиксации в области (4) основания также фиксирован в области горлышка (6) бутылки. 21. Контейнер по п.20, который отличается тем, что внутренний мешок (3), по меньшей мере, частично зажат в стенке внешнего контейнера (2) в области горлышка (6) бутылки. 22. Контейнер по одному из пп.19-21, который отличается тем, что горлышко (6) бутылки сформовано с направленным радиально наружу выступом (7) на его лицевой стороне. 23. Контейнер по п.22, который отличается тем, что внутренний мешок (3) и внешний контейнер (2) по меньшей мере частично соединены в области выступа (7) и имеют горизонтальный или вертикальный сгиб. 24. Контейнер по п.22, который отличается тем, что выступ (7) образован исключительно из материала внешнего контейнера (2).
МПК / Метки
МПК: B29C 49/04, B29C 49/22, B65D 1/02
Метки: способу, отверстием, контейнеры, давления, полученные, оснащенного, контейнера, уравнивания, этому, способ, изготовления
Код ссылки
<a href="https://eas.patents.su/7-3972-sposob-izgotovleniya-kontejjnera-osnashhennogo-otverstiem-dlya-uravnivaniya-davleniya-kontejjnery-poluchennye-po-etomu-sposobu.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления контейнера, оснащенного отверстием для уравнивания давления, контейнеры, полученные по этому способу</a>
Способ активации полисахаридов, получаемые согласно этому способу полисахариды и их применение
Номер патента: 169
Опубликовано: 29.10.1998
Авторы: Карстенс Тиз, Штайнмайер Ханс
МПК: C08B 1/00
Метки: полисахаридов, способ, активации, применение, этому, способу, согласно, полисахариды, получаемые
Формула / Реферат:
1. Способ активации полисахаридов, при котором исходный полисахаридный материал вводят в контакт с жидким аммиаком при повышенном по сравнению с атмосферным исходном давлении и при температуре, по меньшей мере, примерно 25°С, при этом количество жидкого аммиака является достаточным, по крайней мере, для смачивания поверхности исходного полисахаридного материала, и затем декомпрессируют, отличающийся тем, что декомпрессию осуществляют...
Способ изготовления контейнера
Номер патента: 320
Опубликовано: 29.04.1999
Автор: Бриттон Чарлз Джонатан
МПК: B29C 49/54
Метки: способ, изготовления, контейнера
Формула / Реферат:
1. Способ изготовления контейнера с основанием с направленным внутрь углублением, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что основание заготовки контейнера при повышенной температуре расширяют относительно многосекционной пресс-формы, состоящей, по крайней мере, из трех сегментов, охватывающих сужающийся стержень, установленный с возможностью перемещения и запирающий сегменты в разных положениях,...
Способ изготовления контейнера и контейнер с теплообменником
Номер патента: 3498
Опубликовано: 26.06.2003
Автор: Чен Джефри У.
МПК: B21D 39/00, B23B 11/00
Метки: изготовления, контейнера, способ, контейнер, теплообменником
Формула / Реферат:
1. Способ изготовления контейнера (10), содержащего емкость 12 для напитков с верхней частью и дном, и теплообменник (16, 18, 32), имеющий чашку (22) клапана и установленный внутри емкости для напитков прикрепленным к ее дну, отличающийся тем, что вначале удаляют заданное количество материала из центральной части упомянутого дна упомянутой емкости с образованием в нем отверстия (72), затем из материала, окружающего упомянутое отверстие,...
Способ изготовления контейнера и сам контейнер
Номер патента: 1461
Опубликовано: 23.04.2001
Авторы: Глушке Конрад, Штрут Райнхард
МПК: G21F 5/00
Метки: контейнер, изготовления, способ, контейнера
Формула / Реферат:
1. Способ изготовления контейнера для транспортировки и хранения радиоактивного материала, заключающийся в том, что в металлическую наружную трубу вставляют металлическую внутреннюю трубу с образованием между внутренней и наружной трубами кольцевого зазора постоянной ширины, после этого кольцевой зазор заполняют заполнителем или смесью заполнителей с минимальной крупностью зерна 2 мм и максимальной крупностью зерна 20 мм, при этом, по меньшей...
Способ изготовления крышки для контейнера с винтовой горловиной и запорным ободком
Номер патента: 2875
Опубликовано: 31.10.2002
Автор: Франше Ален
МПК: B65D 41/34, B29C 45/44
Метки: ободком, крышки, винтовой, изготовления, способ, запорным, контейнера, горловиной
Формула / Реферат:
1. Способ изготовления с помощью пресса крышки, содержащей верхний элемент (1) уплотнения, предназначенный для навинчивания на винтовую горловину (С) контейнера с запорным ободком (А), и нижний элемент (2) защиты от несанкционированного вскрытия, предназначенный для удержания, с одной стороны, указанным ободком (А), и с другой стороны, указанным верхним элементом (1) с помощью соединительной зоны (12), выполненной с возможностью, по меньшей...
Предыдущий патент: Контейнер для хранения по меньшей мере одной иглы для подкожных инъекций
Случайный патент: Способ очистки полимерной пленки от примесей и установка для его осуществления