Конвейерная лента и способ ее ремонта
Формула / Реферат
1. Конвейерная лента (1) для ленточной печи для спекания, выполненная в виде бесконечной петли из последовательно соединенных друг с другом прямоугольных стальных пластинчатых элементов (2), каждый из которых имеет
два длинных края (3, 4), которые расположены в поперечном направлении (у) конвейерной ленты параллельно друг другу и на расстоянии друг от друга и каждый из которых соединен с длинным краем (3, 4) аналогичного соседнего второго пластинчатого элемента; и
два коротких края (5, 6), расположенных в продольном направлении (x) конвейерной ленты на расстоянии друг от друга, соответствующем ширине (L) конвейерной ленты,
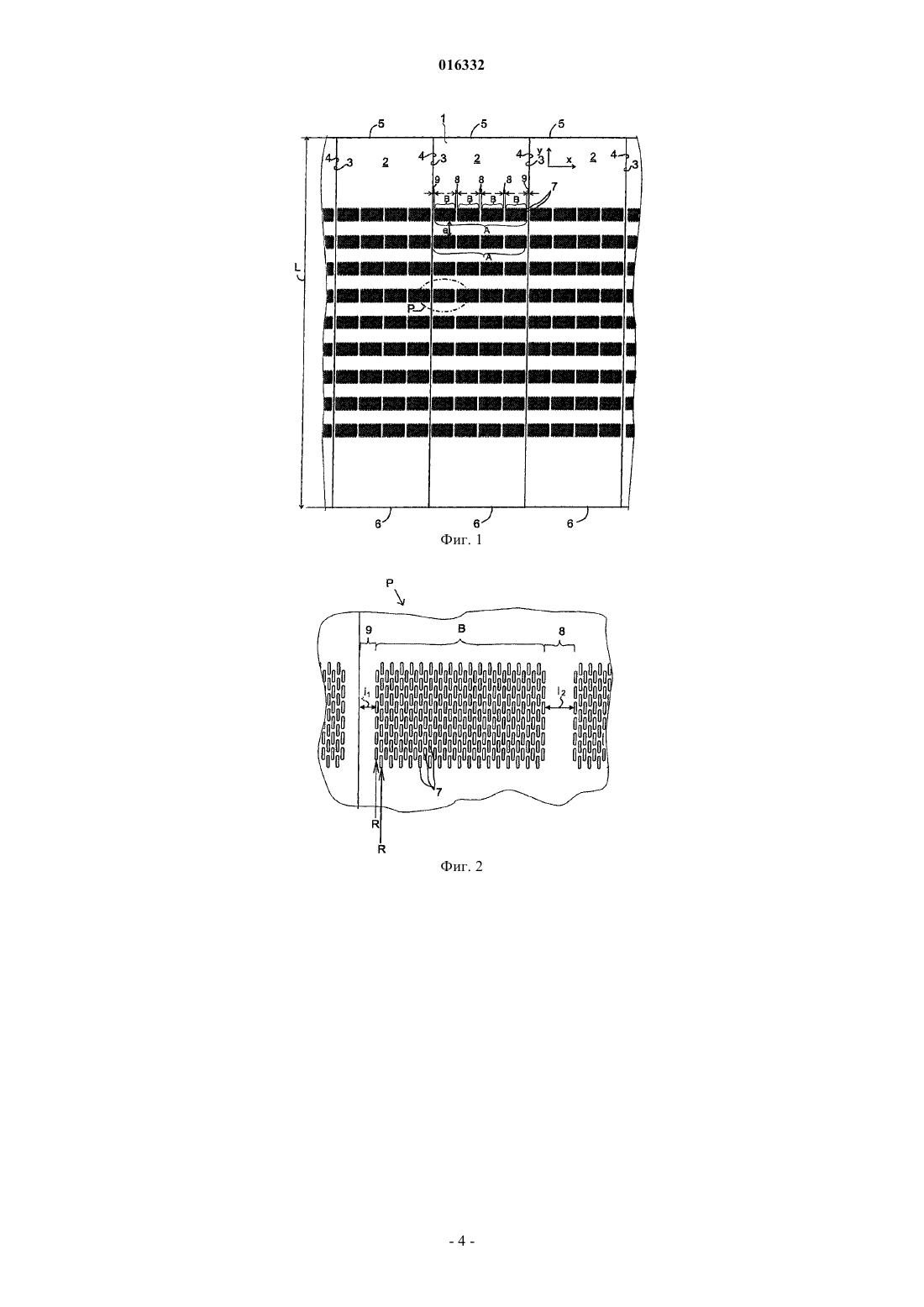
при этом в каждом пластинчатом элементе (2) имеются отверстия (7) для протекания используемого при спекании газа, сгруппированные, по существу, в прямоугольные, вытянутые в направлении конвейерной ленты группы (A) перфораций, расположенные параллельно друг другу и отделенные друг от друга неперфорированным промежутком (e),
отличающаяся тем, что в каждой группе (A) перфораций отверстия (7) сгруппированы в несколько подгрупп (B), между каждыми двумя соседними подгруппами (B) расположена первая неперфорированная область (8), а между подгруппами (B), расположенными вблизи каждого длинного края (3, 4) пластинчатого элемента (2), и этим длинным краем расположена вторая неперфорированная область (9).
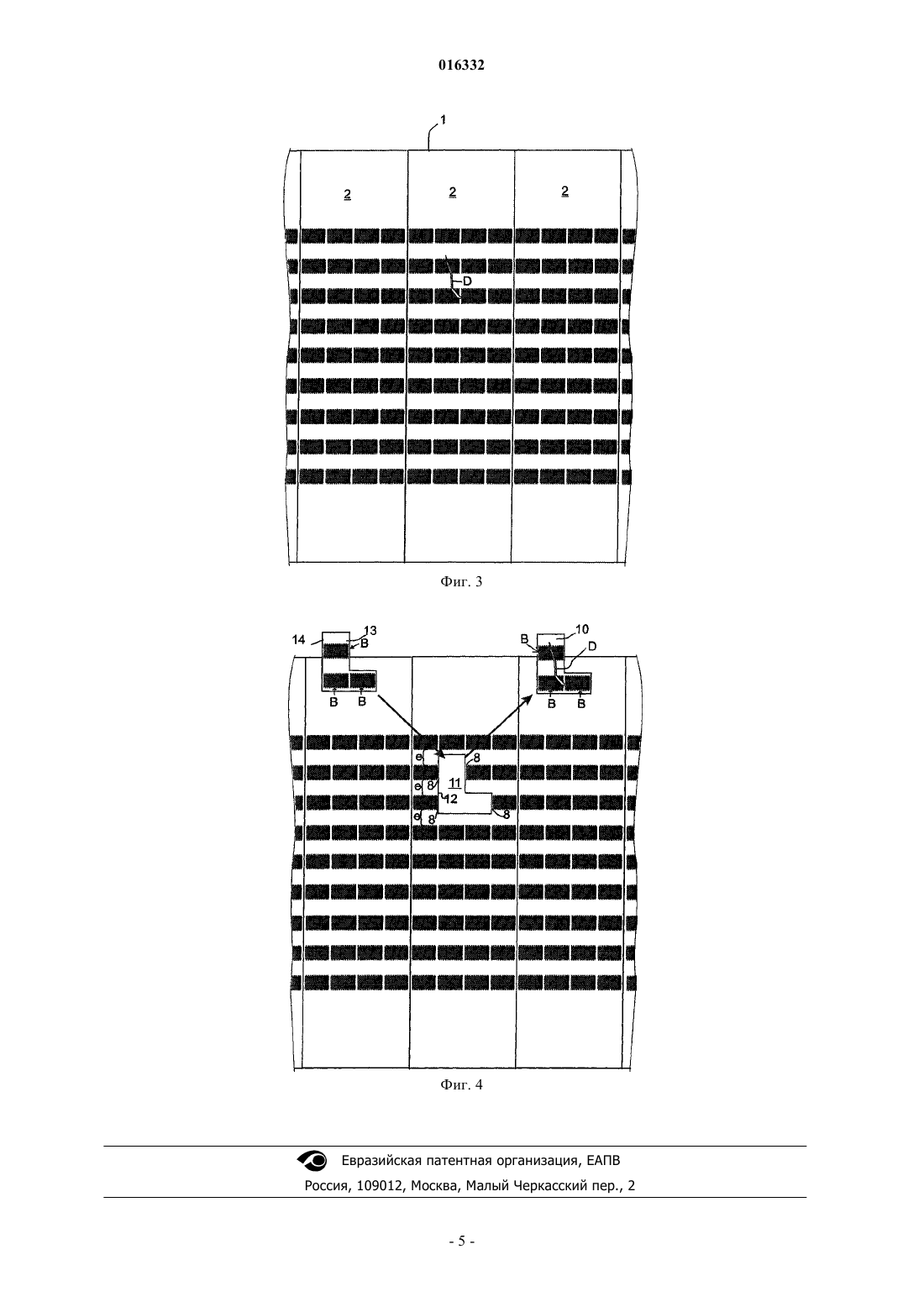
2. Конвейерная лента по п.1, отличающаяся тем, что отверстия (7) распределены по площади подгруппы (B) равномерно.
3. Конвейерная лента по п.1 или 2, отличающаяся тем, что отверстия (7) выполнены удлиненными в поперечном направлении конвейерной ленты и расположены рядами (R), проходящими в поперечном направлении конвейерной ленты, а концы удлиненных отверстий (7) в продольном направлении конвейерной ленты расположены в шахматном порядке.
4. Конвейерная лента по п.2 или 3, отличающаяся тем, что отношение ширины удлиненного отверстия (7) к его длине составляет 1:5.
5. Конвейерная лента по любому из пп.1-4, отличающаяся тем, что ширина (l1) первой неперфорированной области (8) больше 5 мм и предпочтительно составляет по меньшей мере 20 мм или более.
6. Конвейерная лента по любому из пп.1-5, отличающаяся тем, что ширина (l2) второй неперфорированной области (9) больше 5 мм и предпочтительно составляет по меньшей мере 20 мм или более.
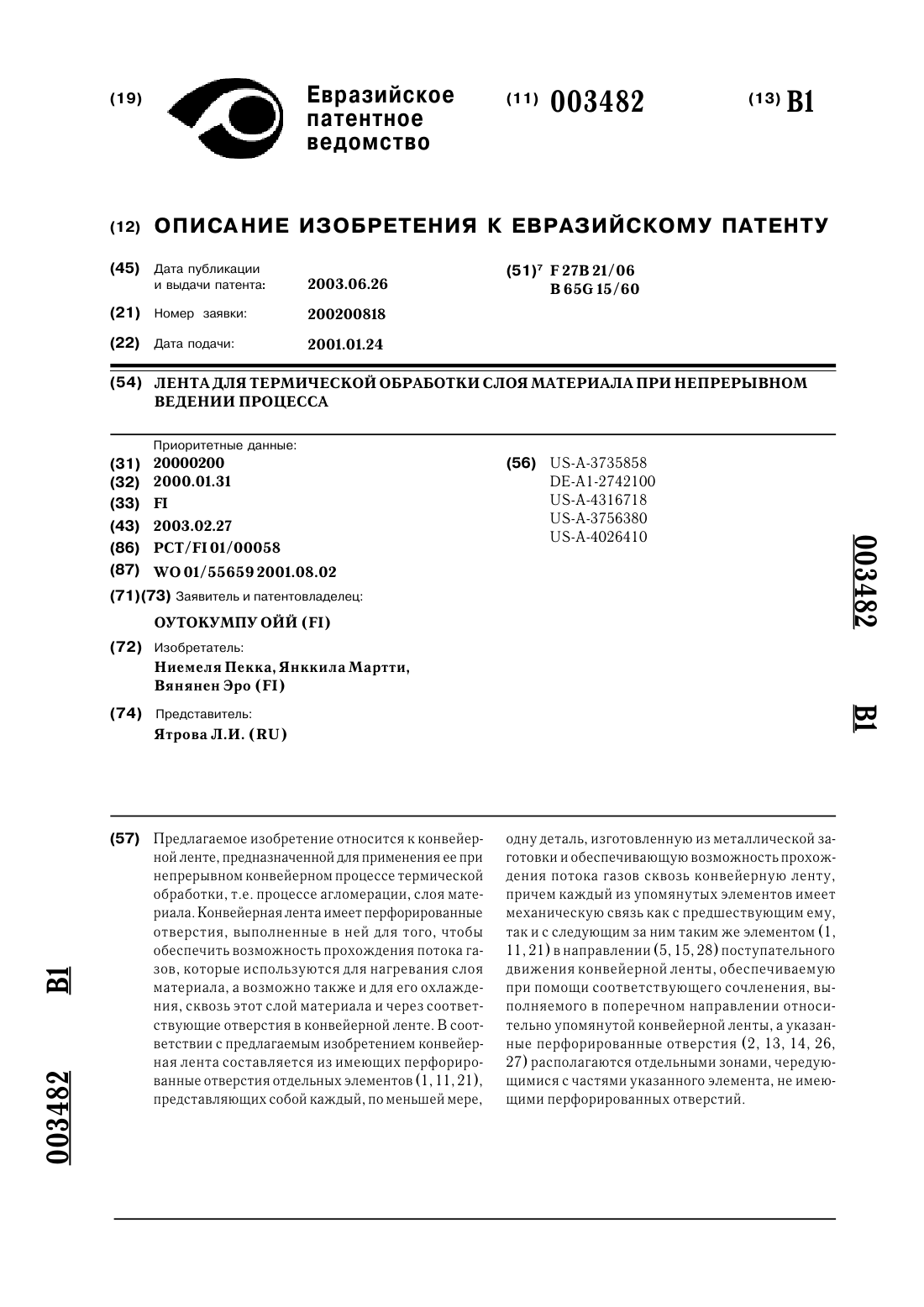
7. Способ ремонта поврежденной конвейерной ленты по п.1, включающий
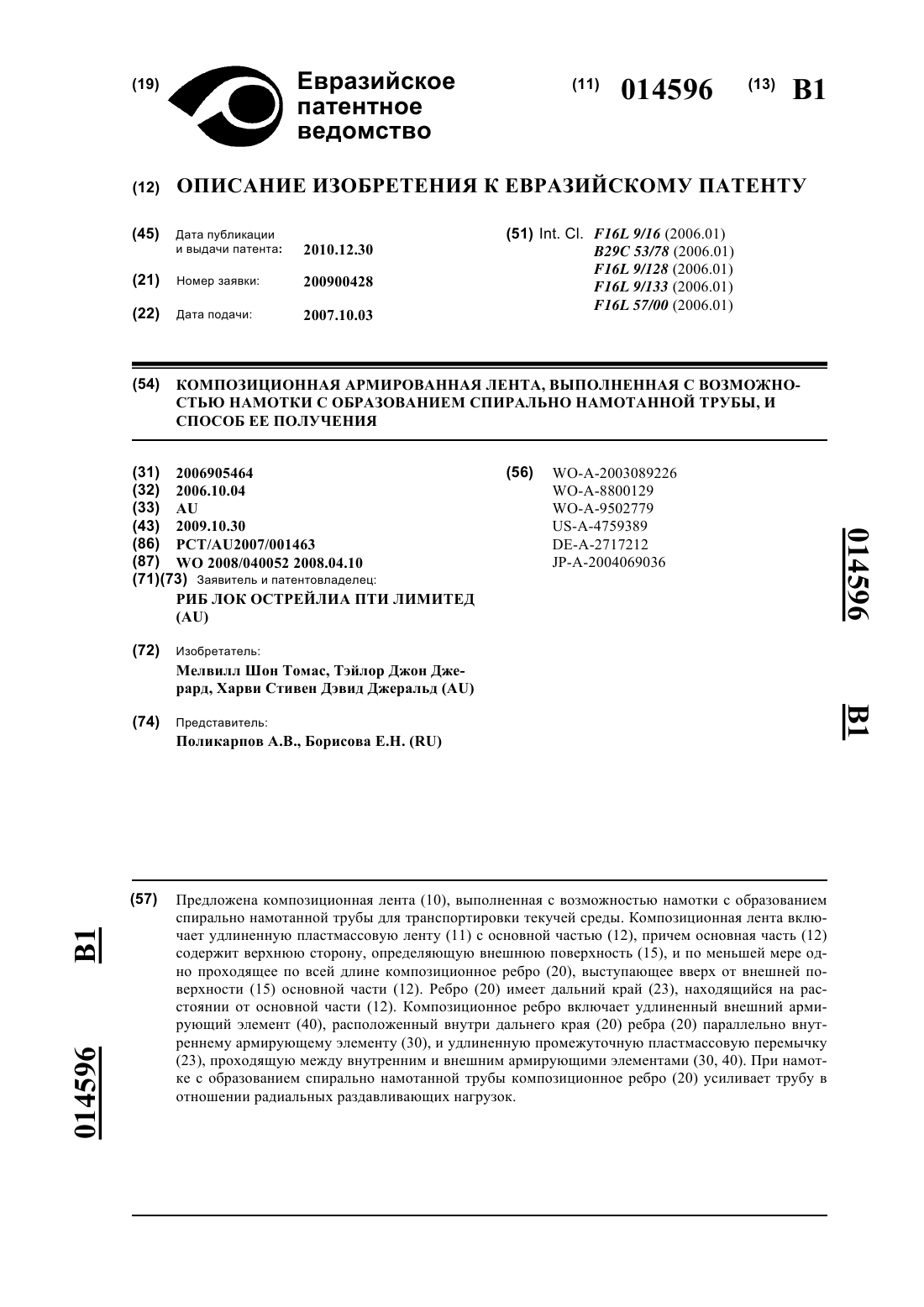
удаление из конвейерной ленты (1) участка (10), содержащего все подгруппы (В), на которые распространяется повреждение (D), так, что окно (11), оставшееся на месте удаленного участка (10), ограничено неповрежденным краем (12), проходящим по неперфорированным областям (8, 9, е);
изготовление наплавочной пластины (13), имеющей форму окна (11) и содержащей несколько подгрупп (В), соответствующих удаленному участку (10) и расположенных, по существу, в тех же местах, что и на удаленном участке; и
приваривание края (14) наплавочной пластины (13) к краю (12) окна (11) непрерывным швом.

Текст
Изобретение относится к конвейерной ленте (1) для ленточной печи для спекания, которая образована бесконечной петлей из множества прямоугольных стальных пластинчатых элементов(2), соединенных последовательно друг с другом и имеющих, каждый, два длинных края(3, 4), проходящих в поперечном направлении конвейерной ленты параллельно друг другу и на расстоянии друг от друга. Каждый длинный край (3, 4) соединен с длинным краем соседнего второго пластинчатого элемента. Два коротких края (5, 6) пластинчатого элемента(2) проходят в продольном направлении конвейерной ленты на расстоянии друг от друга,соответствующем ширине (L) конвейерной ленты. В каждом пластинчатом элементе (2) выполнено множество отверстий (7) для протекания газа, который используется для спекания. Эти отверстия(7) сгруппированы, по существу, в прямоугольные группы (A) перфораций, вытянутые в направлении конвейерной ленты, расположенные параллельно друг другу, и отделены друг от друга неперфорированным промежутком (e). Отверстия (7) в каждой группе (A) перфораций сгруппированы в несколько подгрупп (B) и между каждыми соседними подгруппами имеется первая неперфорированная область (8). Между подгруппами (B), расположенными рядом с каждым длинным краем (3, 4) пластинчатого элемента (2), и этим длинным краем (3, 4) имеется вторая неперфорированная область (9). 016332 Область техники Изобретение относится к конвейерной ленте, описанной в ограничительной части п.1 формулы изобретения, и к способу, описанному в ограничительной части п.7 формулы изобретения. Уровень техники Непрерывное спекание на ленте используется для агломерации окатышей после окатывания порошка концентрата с целью повышения прочности окатышей и их реакционной способности. Спекание на ленте осуществляют, например, в ленточной печи для спекания, которая используется при производстве феррохрома и разделена на несколько последовательных зон, отличающихся температурными условиями. Оборудование для спекания включает конвейерную ленту, представляющую собой перфорированную стальную ленту. Лента движется в виде бесконечной петли вокруг двух отклоняющих роликов. В переднем конце печи влажные свежие окатыши подаются на стальную ленту, образуя слой толщиной несколько сантиметров. Стальная лента переносит этот слой окатышей в печи через зоны сушки, нагрева и спекания в зону стабилизации или уравнительную зону, после которой слой окатышей проходит через последовательные зоны охлаждения. После прохождения через зоны охлаждения спеченные окатыши выходят из задней части оборудования для ленточного спекания. Конвейерная лента выполнена в виде бесконечной петли из прямоугольных стальных пластинчатых элементов, последовательно соединенных друг с другом. Каждый пластинчатый элемент имеет два длинных края, проходящих в поперечном направлении конвейерной ленты. Эти длинные края расположены параллельно друг другу и на расстоянии друг от друга, и каждый из них соединен с длинным краем аналогичного соседнего второго пластинчатого элемента. Два коротких края пластинчатого элемента, проходящих в продольном направлении конвейерной ленты, расположены на расстоянии друг от друга, соответствующем ширине конвейерной ленты, другими словами, пластинчатый элемент простирается на ширину конвейерной ленты. В каждом пластинчатом элементе имеются перфорации, через которые газ, используемый при спекании, может проходить через конвейерную ленту в расположенный на ней слой окатышей. Перфорации в пластинчатом элементе сгруппированы, по существу, в прямоугольные группы, вытянутые в продольном направлении конвейерной ленты и параллельные друг другу. Группы перфораций отделены друг от друга неперфорированным промежутком. Конвейерная лента, изготовленная по известной технологии, описана, например, в FI 111100 В. Группы перфораций образуют, по существу, непрерывные перфорированные области, примыкающие к длинным краям пластинчатого элемента. Одна из проблем, присущих известной технологии, заключается в том, что трудно выполнить соединительную сварку для соединения одинаковых соседних пластинчатых элементов, поскольку перфорации совпадают со сварным швом и шов не может получиться однородным и непрерывным. Кроме того, при использовании конвейерной ленты существует риск разрыва сварного шва. Существует также проблема с выполнением наплавочной сварки при ремонте поврежденной конвейерной ленты, когда поврежденное место нужно отремонтировать путем наплавки. Сварной шов наплавочной пластины обязательно будет пересекать перфорации и потому не будет сплошным и непрерывным. Это затрудняет сварку и ослабляет конструкцию конвейерной ленты. Цель изобретения Целью изобретения является устранение указанных недостатков. В частности, целью изобретения является создание конвейерной ленты с такой конструкцией, которая позволяет формировать соединительные линии и наплавочные швы пластинчатых элементов всегда в неперфорированных областях. Еще одна цель изобретения состоит в создании конвейерной ленты, которая более прочная, чем известные, и в которой отсутствует или, по меньшей мере, значительно уменьшена тенденция перфорированных областей к пластическим деформациям и повреждениям, а также потребность в ремонте. Следующей целью изобретения является создание выгодного способа ремонта поврежденной конвейерной ленты. Сущность изобретения Конвейерная лента согласно изобретению охарактеризована в п.1 формулы изобретения, а способ согласно изобретению - в п.7 формулы изобретения. Конвейерная лента согласно изобретению выполнена в виде бесконечной петли из группы последовательно соединенных друг с другом прямоугольных стальных пластинчатых элементов, каждый из которых имеет два длинных края, которые расположены в поперечном направлении конвейерной ленты параллельно друг другу и на расстоянии друг от друга и каждый из которых соединен с длинным краем аналогичного соседнего второго пластинчатого элемента, и два коротких края, расположенных в продольном направлении конвейерной ленты на расстоянии друг от друга, соответствующем ширине конвейерной ленты, при этом в каждом пластинчатом элементе имеются перфорации для протекания используемого при спекании газа, сгруппированные, по существу, в прямоугольные, вытянутые в направлении конвейерной ленты группы перфораций, расположенные параллельно друг другу и отделенные друг от друга неперфорированным промежутком.-1 016332 Согласно изобретению в каждой группе перфораций перфорации сгруппированы в несколько подгрупп, причем между каждыми двумя соседними подгруппами расположена первая неперфорированная область, а между подгруппами, расположенными вблизи каждого длинного края пластинчатого элемента,и этим длинным краем расположена вторая неперфорированная область. Преимущество изобретения состоит в том, что неперфорированные области повышают жесткость перфорации, в результате чего удается избежать остаточных деформаций в конвейерной ленте, например коробления. Благодаря наличию неперфорированных областей улучшается жесткость и способность к регулировке в боковом направлении конвейерной ленты и повышается ее срок службы. Кроме того, наплавные сварные швы и соединительные сварные швы всегда можно выполнить в неперфорированной области, что облегчает сварку и улучшает качество сварных швов. В способе согласно изобретению из конвейерной ленты удаляют участок, содержащий все подгруппы, на которые распространяется повреждение, так, что окно, оставшееся на месте удаленного участка,ограничено неповрежденным краем, проходящим по неперфорированным областям. Затем создают наплавочную пластину, имеющую форму окна и содержащую несколько подгрупп, соответствующих удаленному участку и расположенных, по существу, в тех же местах, что и на удаленном участке. Края наплавочной пластины приваривают к краям окна непрерывным швом. Согласно варианту осуществления изобретения перфорации распределены по площади подгруппы равномерно. Согласно варианту осуществления изобретения перфорации представляют собой отверстия, удлиненные в поперечном направлении конвейерной ленты, и расположены рядами, проходящими в поперечном направлении конвейерной ленты. Концы удлиненных отверстий в продольном направлении конвейерной ленты расположены в шахматном порядке. Согласно варианту осуществления изобретения отношение ширины удлиненного отверстия к его длине составляет 1:5. Согласно варианту осуществления изобретения ширина первой неперфорированной области больше 5 мм и предпочтительно составляет по меньшей мере 20 мм или более. Согласно варианту осуществления изобретения ширина второй неперфорированной области больше 5 мм и предпочтительно составляет по меньшей мере 20 мм или более. Краткое описание чертежей Ниже подробно описаны примеры осуществления изобретения со ссылками на прилагаемые чертежи, где: на фиг. 1 показан вид сверху части конвейерной ленты согласно изобретению; на фиг 2 показан в увеличенном масштабе фрагмент P фиг. 1; на фиг. 3 показана поврежденная конвейерная лента согласно фиг. 1 и на фиг 4 иллюстрируются операции способа согласно изобретению. Подробное описание изобретения На фиг. 1 показана часть конвейерной ленты 1 печи для спекания. Конвейерная лента 1 выполнена в виде бесконечной петли и состоит из прямоугольных стальных пластинчатых элементов 2, последовательно соединенных друг с другом. Каждый пластинчатый элемент имеет два длинных края 3 и 4, проходящих в поперечном направлении Y конвейерной ленты параллельно друг другу и на расстоянии друг от друга. К каждому длинному краю 3, 4 приварен длинный край 3, 4 аналогичного соседнего второго пластинчатого элемента. Пластинчатый элемент 2 имеет также два коротких края 5, 6 в продольном направлении X конвейерной ленты, которые параллельны друг другу и находятся на расстоянии друг от друга, соответствующем ширинеL конвейерной ленты. В каждом пластинчатом элементе 2 выполнены отверстия 7 для прохождения газа,используемого при спекании. Эти отверстия 7 сгруппированы, по существу, в прямоугольные группы A перфораций, вытянутые в направлении конвейерной ленты и идентичные друг другу. В примере, показанном на фиг. 1, в каждом пластинчатом элементе имеется 9 групп перфораций. Группы A перфораций параллельны друг другу и отделены друг от друга неперфорированной промежуточной областью "e". Отверстия 7 в каждой группе A перфораций сгруппированы в несколько одинаковых прямоугольных подгрупп B, при этом отверстия 7 равномерно распределены по площади подгрупп. В примере на фиг 1 каждая группа A перфораций включает 4 подгруппы B. Между каждыми двумя соседними подгруппамиB находится первая неперфорированная область 8, а между подгруппами B, расположенными вблизи каждого длинного края 3, 4 пластинчатого элемента 2, и этим длинным краем находится вторая неперфорированная область 9. На фиг. 2 видно, что отверстия 7 имеют вытянутую в поперечном направлении конвейерной ленты форму и расположены рядами R, проходящими в поперечном направлении конвейерной ленты. Концы вытянутых отверстий 7 в продольном направлении конвейерной ленты 1 расположены в шахматном порядке. В данном примере отношение ширины вытянутого отверстия 7 к его длине составляет 1:5. Ширина l1 первой неперфорированной области 8 превышает 5 мм и предпочтительно составляет по меньшей мере 20 мм или более, обеспечивая достаточное пространство для соединительного сварного шва. Ширина l2 второй неперфорированной области 9 превышает 5 мм и предпочтительно составляет по меньшей-2 016332 мере 20 мм или более, обеспечивая достаточное пространство для наплавочного сварного шва. На фиг. 3 и 4 иллюстрируется способ ремонта конвейерной ленты, изображенной на фиг. 1, которая имеет повреждение D. В этом примере повреждение D простирается на площадь трех подгрупп В. Согласно фиг. 4 из конвейерной ленты 1 удаляют участок 10, содержащий все три подгруппы B, на которых имеет место повреждение D. Оставшееся после удаления этого участка 10 окно 11 ограничено неповрежденным краем 12, который проходит вдоль неперфорированных областей 8 и "e". Изготавливают наплавочную пластину 13, имеющую форму окна 11 и содержащую несколько подгрупп B, соответствующих удаленному участку 10 и расположенных, по существу, в тех же местах, что и на удаленном участке. Наплавочную пластину 13 помещают в отверстие 11 и приваривают ее край 14 к краю 12 отверстия 11 непрерывным швом. Изобретение не ограничено представленными выше примерами и допускает различные изменения в объеме, определяемом формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Конвейерная лента (1) для ленточной печи для спекания, выполненная в виде бесконечной петли из последовательно соединенных друг с другом прямоугольных стальных пластинчатых элементов (2),каждый из которых имеет два длинных края (3, 4), которые расположены в поперечном направлении (у) конвейерной ленты параллельно друг другу и на расстоянии друг от друга и каждый из которых соединен с длинным краем(3, 4) аналогичного соседнего второго пластинчатого элемента; и два коротких края (5, 6), расположенных в продольном направлении (x) конвейерной ленты на расстоянии друг от друга, соответствующем ширине (L) конвейерной ленты,при этом в каждом пластинчатом элементе (2) имеются отверстия (7) для протекания используемого при спекании газа, сгруппированные, по существу, в прямоугольные, вытянутые в направлении конвейерной ленты группы (A) перфораций, расположенные параллельно друг другу и отделенные друг от друга неперфорированным промежутком (e),отличающаяся тем, что в каждой группе (A) перфораций отверстия (7) сгруппированы в несколько подгрупп (B), между каждыми двумя соседними подгруппами (B) расположена первая неперфорированная область (8), а между подгруппами (B), расположенными вблизи каждого длинного края (3, 4) пластинчатого элемента (2), и этим длинным краем расположена вторая неперфорированная область (9). 2. Конвейерная лента по п.1, отличающаяся тем, что отверстия (7) распределены по площади подгруппы (B) равномерно. 3. Конвейерная лента по п.1 или 2, отличающаяся тем, что отверстия (7) выполнены удлиненными в поперечном направлении конвейерной ленты и расположены рядами (R), проходящими в поперечном направлении конвейерной ленты, а концы удлиненных отверстий (7) в продольном направлении конвейерной ленты расположены в шахматном порядке. 4. Конвейерная лента по п.2 или 3, отличающаяся тем, что отношение ширины удлиненного отверстия (7) к его длине составляет 1:5. 5. Конвейерная лента по любому из пп.1-4, отличающаяся тем, что ширина (l1) первой неперфорированной области (8) больше 5 мм и предпочтительно составляет по меньшей мере 20 мм или более. 6. Конвейерная лента по любому из пп.1-5, отличающаяся тем, что ширина (l2) второй неперфорированной области (9) больше 5 мм и предпочтительно составляет по меньшей мере 20 мм или более. 7. Способ ремонта поврежденной конвейерной ленты по п.1, включающий удаление из конвейерной ленты (1) участка (10), содержащего все подгруппы (В), на которые распространяется повреждение (D), так, что окно (11), оставшееся на месте удаленного участка (10), ограничено неповрежденным краем (12), проходящим по неперфорированным областям (8, 9, е); изготовление наплавочной пластины (13), имеющей форму окна (11) и содержащей несколько подгрупп (В), соответствующих удаленному участку (10) и расположенных, по существу, в тех же местах,что и на удаленном участке; и приваривание края (14) наплавочной пластины (13) к краю (12) окна (11) непрерывным швом.
МПК / Метки
МПК: B65G 15/48, F27B 21/06, B23K 31/02
Метки: конвейерная, ремонта, способ, лента
Код ссылки
<a href="https://eas.patents.su/6-16332-konvejjernaya-lenta-i-sposob-ee-remonta.html" rel="bookmark" title="База патентов Евразийского Союза">Конвейерная лента и способ ее ремонта</a>
Лента для термической обработки слоя материала при непрерывном ведении процесса
Номер патента: 3482
Опубликовано: 26.06.2003
Авторы: Вянянен Эро, Янккила Мартти, Ниемеля Пекка
МПК: F27B 21/06, B65G 15/60
Метки: термической, непрерывном, ведении, материала, лента, процесса, обработки, слоя
Формула / Реферат:
1. Конвейерная лента, предназначенная для применения в непрерывном процессе термической обработки на конвейере, т.е. процессе агломерации, слоя материала, причем упомянутая конвейерная лента имеет перфорированные отверстия, выполненные в ней с обеспечением возможности прохождения потока газов, которые используются для нагревания слоя материала или его охлаждения, сквозь указанный слой материала и через соответствующие отверстия в конвейерной...
Композиционная армированная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы, и способ ее получения
Номер патента: 14596
Опубликовано: 30.12.2010
Авторы: Тэйлор Джон Джерард, Харви Стивен Дэвид Джеральд, Мелвилл Шон Томас
МПК: F16L 9/128, B29C 53/78, F16L 57/00...
Метки: намотанной, армированная, намотки, возможностью, способ, получения, трубы, композиционная, лента, образованием, выполненная, спирально
Формула / Реферат:
1. Композиционная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающаяудлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность;по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний...
Волокнистая ароматическая лента для потребительской упаковки
Номер патента: 10714
Опубликовано: 30.10.2008
Автор: Пхам Сюань
МПК: B65D 85/10, B65D 75/58
Метки: потребительской, волокнистая, ароматическая, лента, упаковки
Формула / Реферат:
1. Потребительская упаковка с эластичной внешней оберткой вокруг упаковки содержит отрывную ленту между упаковкой и внешней оберткой для разделения внешней обертки на верхнюю и нижнюю части при открывании потребительской упаковки и многослойную ароматическую ленту на наружной поверхности внешней обертки, закрепленную на ней посредством адгезионного слоя и расположенную точно на наружной стороне отрывной ленты, при этом ароматическая лента...
Способ и устройство для связывания рулонов листовой стали и предназначенная для этого обвязочная лента
Номер патента: 13045
Опубликовано: 26.02.2010
Авторы: Дорнингер Франц, Цайлер Ханс-Юрген
МПК: B29C 65/02, B29C 65/18, B65B 13/32...
Метки: листовой, рулонов, этого, обвязочная, стали, связывания, лента, способ, устройство, предназначенная
Формула / Реферат:
1. Обвязочная лента (1) для стягивания или связывания рулонов листового металла, отличающаяся тем, что она выполнена из непрерывных волокон (2) и полимерной матрицы (3), причем непрерывные волокна (2) уложены в один или несколько расположенных друг над другом слоев и ориентированы, по существу, параллельно друг другу, полимерная матрица (3) выполнена из термопластичного полимерного материала, а обвязочная лента (1) имеет ширину от 10 до 50 мм...
Разрываемая лента ароматического кармана для сигаретной пачки
Номер патента: 12457
Опубликовано: 30.10.2009
Автор: Пхам Сюань
МПК: B65D 85/10, B65D 75/68
Метки: разрываемая, лента, сигаретной, кармана, пачки, ароматического
Формула / Реферат:
1. Изделие, содержащее пленку, обернутую вокруг упаковки; этикетку, содержащую несколько слоев, инкапсулирующих ароматическое вещество; первый адгезив, прикрепляющий этикетку к пленке; и отрывную полоску для прорезания пленки и этикетки для обеспечения выделения аромата из этикетки. 2. Изделие по п.1, в котором по меньшей мере часть этикетки расположена на наружной стороне пленки точно против отрывной полоски. 3. Изделие по п.2, в котором этой...