Способ получения хорошей поверхности контакта на катодной несущей штанге и несущая штанга
Формула / Реферат
1. Способ формирования контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что на участке нижней поверхности контактной детали несущей штанги, которая должна касаться токоведущей шины электролитической ванны, формируют промежуточный слой, представляющий собой олово или сплав с преобладанием олова, после чего контактную поверхность покрывают слоем серебра или сплава серебра, имеющим толщину 0,5-2,0 мм, таким образом, что промежуточный слой и это покрытие образуют с медной контактной деталью металлургическое соединение в виде эвтектики тройного сплава Cu-Sn-Ag.
2. Способ по п.1, отличающийся тем, что слой из серебра или сплава серебра формируют с применением способа пайки.
3. Способ по п.1, отличающийся тем, что слой из серебра или сплава серебра формируют с применением способа термического напыления.
4. Способ по п.3, отличающийся тем, что способ термического напыления основан на сгорании газа.
5. Способ по п.3 или 4, отличающийся тем, что способ термического напыления представляет собой высокоскоростное напыление при сгорании топлива в окислительной атмосфере.
6. Способ по пп.1 или 3-5, отличающийся тем, что серебро или сплав серебра находится в форме порошка.
7. Способ по п.3 или 4, отличающийся тем, что способ термического напыления представляет собой пламенное напыление.
8. Способ по любому из пп.1, 3, 4 или 7, отличающийся тем, что серебро или сплав серебра находится в форме проволоки.
9. Способ по любому из пп.1-8, отличающийся тем, что поверхность контакта подвергают термообработке после нанесения покрытия.
10. Способ восстановления контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что нижнюю поверхность контактной детали несущей штанги, контактирующую с токоведущей шиной, линейно выпрямляют, затем на ней формируют промежуточный слой из олова, после чего контактную поверхность покрывают слоем серебра или сплава серебра, имеющим толщину 0,5-2,0 мм, таким образом, что олово и покрытие из серебра или сплава серебра образуют с контактной медной деталью металлургическое соединение в виде эвтектики тройного сплава Cu-Sn-Ag.
11. Способ восстановления контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, причем нижняя кромка контактной детали имеет паз, которым она опирается на токоведущую шину электролитической ванны, отличающийся тем, что скошенные стороны паза, действующие в качестве контактной поверхности, линейно выпрямляют, затем на этих боковых сторонах формируют промежуточный слой из олова, после чего контактную поверхность покрывают слоем серебра или сплава серебра, имеющим толщину 0,5-2,0 мм, таким образом, что олово и покрытие из серебра или сплава серебра образуют с медной контактной деталью металлургическое соединение в виде эвтектики тройного сплава Cu-Sn-Ag.
12. Несущая штанга для алюминиевого катода, применяемого при электролизе, содержащая контактную деталь с покрытием, контактная поверхность на которой выполнена способом по п.1.
13. Несущая штанга по п.12, отличающаяся тем, что слой из серебра или сплава серебра сформирован с применением способа пайки.
14. Несущая штанга по п.12, отличающаяся тем, что слой из серебра или сплава серебра сформирован с использованием способа термического напыления.

Текст
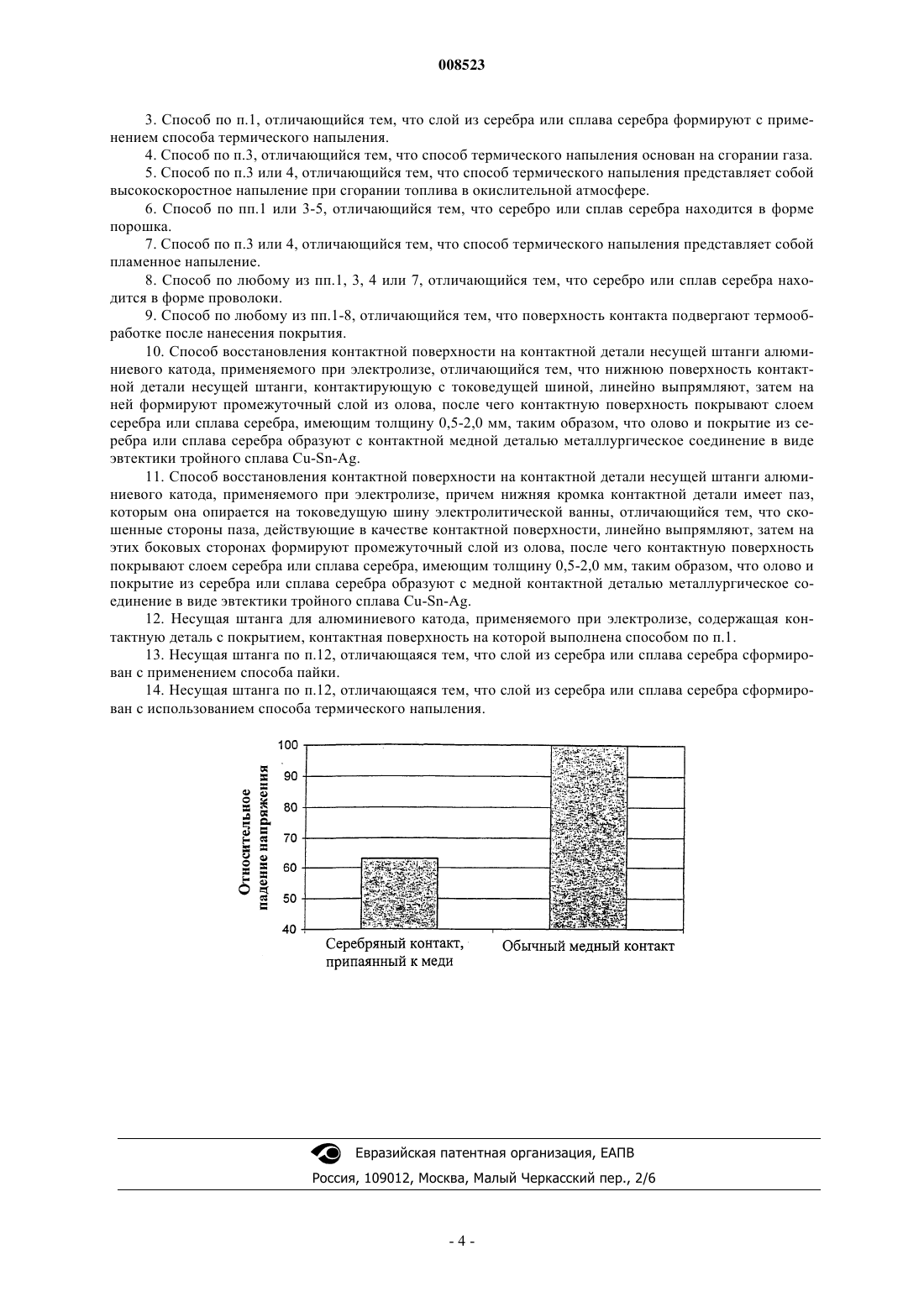
008523 Данное изобретение относится к способу получения хорошей поверхности контакта на несущей штанге катода, применяемого при электролизе металлов. В данном способе на контактной детали, расположенной на конце алюминиевой несущей штанги катода, формируют покрытие с высокой электропроводностью, особенно в точке, которая контактирует с токоведущей шиной электролитической ванны. Этот слой электропроводного покрытия образует металлическую связь с контактной деталью несущей штанги. Данное изобретение также относится к катодной несущей штанге, на контактной детали которой, расположенной на ее конце, был сформирован слой с высокой электропроводностью, особенно на контактной поверхности, которая соприкасается с токоведущей шиной электролитической ванны. В настоящее время при получении металлов электролизом, особенно при получении цинка, применяют катодные пластины, сделанные из алюминия, которые соединены с несущими штангами. Катод опускают в электролитическую ванну этими несущими штангами таким образом, что один конец несущих штанг располагается на токоведущей шине на краю ванны, а другой конец - на поверхности изолятора. Для того, чтобы обеспечить хорошую электрическую проводимость, к концу алюминиевой несущей штанги присоединяют контактную деталь, сделанную из меди, и эта контактная деталь расположена сверху на токоведущей шине. Нижняя кромка контактной детали или является прямой, или там сделан паз, и несущая штанга опускается на верхнюю часть токоведущей шины по этому пазу. Обе боковые кромки этого паза формируют точки контакта, создавая двойной контакт между несущей штангой и токоведущей шиной. Если нижняя кромка контактной детали является прямой, между токоведущей шиной и контактной деталью образуется контакт плоскостного типа. Прямую контактную деталь используют особенно в больших катодах, известных как крупногабаритные (jumbo) катоды. Медную контактную деталь можно присоединить к алюминиевой несущей штанге, например, различными способами сварки. Один из этих способов описан, например, в патенте США 4035280. Этот патент также упоминает, что перед сваркой медную контактную деталь можно покрыть серебром. Однако за исключением этой одной фразы эта публикация не приводит дальнейшего описания того, как осуществляют нанесение покрытия на контактную деталь. Японская заявка 55-89494 описывает другой способ изготовления электродной несущей штанги. Фактически, несущая штанга является алюминиевой, и к ее концу приварена контактная деталь с сердечником из алюминия и медным наружным слоем. Контактной детали придана форма многоугольника с помощью экструзии при высоком давлении. В известных исполнениях вышеупомянутый патент США 4035280 предлагает, чтобы контактные детали были покрыты серебром. Ясно, что серебро улучшает электропроводность медной детали, но нанесение покрытия на всю контактную деталь не соответствует этой задаче и является дорогим. Совместная экструзия алюминия и меди, упомянутая в японской заявке, не обязательно обеспечивает металлургическое соединение между медью и алюминием, поэтому это соединение является электротехнически ненадежным и возникает опасность проникновения электролита на поверхность раздела. При электролитическом выделении цинка проблему создает быстрый износ контактных деталей алюминиевых несущих штанг катода, а особенно их контактных поверхностей. Причиной этого может быть, главным образом, окисление меди до ее оксида и коррозия оксида до сульфата меди под воздействием электролита. Сульфат меди, образующийся на поверхности контакта, дополнительно ухудшает электропроводность контактной детали. Способ по данному изобретению относится к получению хорошей поверхности контакта на алюминиевой катодной штанге, используемой при электролизе, особенно при получении электролизом цинка; при этом к концу этой штанги присоединяют отдельную контактную деталь. Материалом, применяемым для этих контактных деталей, является медь. Согласно разработанному здесь способу участок на нижней поверхности контактной детали несущей штанги, поверхность контакта, которая соприкасается с токоведущей шиной электролитической ванны, покрывают металлом или металлическим сплавом с высокой электропроводностью, например серебром или сплавом серебра. Катод состоит из катодной пластины и несущей штанги; катодная пластина погружена в электролитическую ванну, а концы несущей штанги опираются на боковые стороны электролитической ванны таким образом, что контактная деталь расположена сверху на токоведущей шине. Если образуется металлическое соединение между контактной деталью несущей штанги и покрытием, нанесенным на нижнюю поверхность, то проблемы, вызываемые износом или окислением нижней поверхности контактной детали, снимаются. Данное изобретение также относится к катодной несущей штанге, применяемой при получении металлов электролизом, изготовленной данным способом, где контактная деталь на конце упомянутой штанги образует слой с высокой электропроводностью, в частности в месте, называемом поверхностью контакта, где она соприкасается с токоведущей шиной электролитической ванны. Отличительные особенности данного изобретения приведены в формуле изобретения. Важно, чтобы контактная поверхность контактной детали катодной несущей штанги хорошо проводила электричество. Применение в качестве материала покрытия металла с высокой электропроводностью, например серебра или его сплава, обеспечивает эффективную подачу тока к катоду. Металлургическим принципом использования серебра является то, что, хотя оно образует оксиды на поверхности, но при относительно низких температурах эти оксиды уже не являются устойчивыми и снова разлагаются-1 008523 до металлической формы. По этим причинам на покрытии из серебра, нанесенном на контактные поверхности контактных деталей, не образуются оксидные пленки, как это происходит, например, на поверхности меди. Серебро не образует металлургического, высокоадгезионного соединения непосредственно на поверхности меди, поэтому сначала на меди следует сформировать тонкий промежуточный слой, предпочтительно состоящий из олова или сплава с преобладанием олова. Далее в тексте для простоты мы будем ссылаться только на олово, но этот термин охватывает также другие сплавы с преобладанием олова. Оловянные слои можно получить многими известными способами, например нанесением олова при нагревании, электролитическим нанесением или термическим напылением прямо на поверхность перед фактическим нанесением покрытия. После этого на поверхность олова можно нанести серебро. Нанесение серебряного покрытия на контактную поверхность контактной детали катодной штанги можно осуществить, например, способами пайки или термического напыления. Поверхность контакта контактной детали легко обработать в соответствии с данным изобретением даже до того, как ее присоединяют к несущей штанге, но особенно выгодным является этот способ при ремонте изношенных штанг. Периодически осуществляют текущее обслуживание катодов для электролитического получения цинка, при котором проверяют состояние катода. Катодная пластина изнашивается быстрее, чем несущая штанга, и, таким образом, и при известных способах время использования штанги в несколько раз превышает время использования катодной пластины. Однако с помощью данного способа время службы несущей штанги можно увеличить несложным путем, который заключается в том,что покрытие на контактной поверхности или поверхностях контактных деталей можно обновить по мере необходимости. Если контактная поверхность образует паз на нижней поверхности контактной детали, то наклонные боковые кромки этого паза выпрямляют линейно, поскольку износ контактных поверхностей может привести к тому, что образуется только одна точка контакта между токоведущей шиной и несущей штангой. В результате износа несущая штанга начинает нести нагрузку только со своей нижней части, так что геометрия контакта уже не соответствует желаемой. Очевидно, это ухудшает подачу тока к катоду. В соответствии с данным способом для увеличения электропроводности контактирующие детали присоединяют к кромкам паза несущей штанги. Если прямая нижняя кромка контактной детали играет роль контактной поверхности, желательно также выпрямить ее перед дальнейшей обработкой. При использовании способа пайки обрабатываемую поверхность очищают и на ней формируют слой олова, толщина которого предпочтительно составляет менее 50 мкм. Затем наносят серебряное покрытие с помощью подходящей горелки. Слой олова плавится, и, когда лист покрытия помещают на поверхность расплавленного олова, его легко поместить в необходимое место. Контактные поверхности контактной детали несущей штанги также можно покрыть серебром, используя способ термического напыления, так как температура плавления серебра составляет 960 С. В качестве материала покрытия можно применять также сплав AgCu, например, в виде проволоки или порошка. Температура плавления эвтектического сплава AgCu еще ниже, чем эта величина для серебра, и,следовательно, он пригоден для нанесения на контактную поверхность обсуждаемым способом. Из доступных способов термического напыления на практике было показано, что можно применять, по меньшей мере, способы, основанные на сгорании газа. Из этих способов высокоскоростное напыление при сгорании топлива в окислительной атмосфере основано на непрерывном сгорании при высоком давлении топлива в виде газа или жидкости при подаче кислорода в камеру сгорания распыляющего пистолета и создании быстрого потока газа с помощью распыляющего пистолета. Материал покрытия подают в сопло пистолета, чаще всего, по оси в виде порошка с использованием газа-носителя. Частицы порошка разогреваются в сопле и приобретают очень высокую кинетическую скорость (несколько сотен метров в секунду), и их направляют на деталь, которую следует покрыть. При обычном пламенном напылении смесь топливного газа и кислорода сгорает и расплавляет наносимый материал, который имеет форму проволоки или порошка. В качестве топливного газа обычно применяют ацетилен, поскольку он дает особенно горячее пламя. Проволоку наносимого материала подают через сопло для проволоки с помощью подающего устройства с применением работающей на сжатом воздухе турбины или электрического двигателя. Газовое пламя, горящее перед соплом для проволоки, плавит конец проволоки, и расплав распыляется посредством сжатого воздуха в виде металлического тумана на деталь, на которую должно быть нанесено покрытие. Скорость частиц находится в диапазоне порядка 100 м/с. Способ термического напыления плавит материал поверхности, и, так как капли расплава содержащего серебро покрытия имеют высокую температуру, возникает металлургическая связь между медью,оловом и материалом покрытия в покрытии паза или нижней поверхности контактной детали. Таким образом, электропроводность соединения хорошая. Этот способ соединения металлов дает эвтектику тройного сплава серебра, олова и меди на поверхности контакта, например, в интервале температур 380600 С. Если это необходимо, после напыления можно осуществить отдельную термическую обработку,которая ускоряет образование металлургического соединения. Данный способ также относится к катодной несущей штанге, применяемой при электролизе. На-2 008523 контактных деталях, расположенных на концах несущей штанги, особенно в области нижней поверхности контактной детали, то есть на контактной поверхности, которая контактирует с токоведущей шиной ванны электролиза, образуется слой с очень хорошей электропроводностью. В качестве металла с высокой электропроводностью применяют серебро или сплав серебра, например серебро-медь. Нанесение покрытия на контактную поверхность предпочтительно осуществляют, например, способами пайки или термического напыления, при которых образуется металлургическое соединение между контактной деталью и покрытием. Далее способ по данному изобретению описан с использованием приведенных примеров и чертежа,который изображает относительное падение напряжения на поверхности контакта. Пример 1. Катодная несущая штанга, применяемая при электролитическом получении цинка, была взята на текущее обслуживание, в ходе чего было обнаружено, что контактные поверхности на нижней поверхности медных контактных деталей изношены. Роль контактной поверхности играли пазы, которые имели форму сужающегося кверху усеченного конуса и которые сносились до неправильной закругленной формы на кромках. Контактные поверхности сначала были зачищены от загрязнений пескоструйной обработкой. Затем боковые поверхности были отфрезерованы, так что 1-3 мм материала было удалено с этих поверхностей. Удаленный материал был замещен путем напайки на боковые поверхности серебряных деталей 1-2 мм толщины такого же размера. Пайку проводили с применением горелки, работающей на смеси кислород-жидкий газ, соответствующей мощности, и между поверхностями серебра и меди с помощью капиллярных сил был распределен слой олова. Когда этот слой олова еще был расплавлен, было легко поместить в нужное положение лист серебра. В то же время перед повышением температуры путем непосредственного нагревания поверхности серебра на несколько минут примерно до 500 С была проверена равномерность оловянного припоя, после чего серебро и медь были сплавлены из чистых металлов в области пайки. Исследование структуры, проведенное на восстановленной штанге, показало, что при нагревании серебро и медь сплавились со слоем олова, расположенным между ними, и образовали тройной сплав,плавящийся при значительно более низкой температуре, чем олово. Было показано, что механическая и химическая стойкость контактной поверхности, полученной из серебра описанным выше способом, является превосходной. Пример 2. Использовали несущую штангу, подобную штанге из предыдущего примера, и были осуществлены те же процедуры зачистки и удаления материала. На боковых сторонах паза на нижней поверхности контактной детали был сформирован слой олова со средней толщиной менее 50 мкм. Применяемым способом термического напыления было напыление из проволоки. При напылении применяли серебряную проволоку толщиной 3 мм, так что толщина полученной поверхности составляла 0,5-1,2 мм. Микроаналитические исследования показали, что началось образование металлургического сплава в виде горячих капель расплава, агломерированных на покрытой оловом поверхности меди. Структурные исследования показали, кроме того, что серебро образовало полностью компактную металлическую структуру. Было показано на практике, что механическая и химическая стойкость контактной поверхности является хорошей. Пример 3. Серебряные детали были добавлены к контактным поверхностям на нижней поверхности контактных частей несущей штанги катода для электролитического получения цинка. Несущую штангу использовали в производстве в течение полугода, и за это время износ контактной поверхности был весьма незначительным, то есть падение напряжение оставалось постоянным в течение всего этого времени. На чертеже показано различие в относительном падении напряжения по отношению к старой штанге, которая имеет обычные медные поверхности контакта. Значение относительного падения напряжения обычной медной поверхности контакта было принято за 100, и показано падение напряжения на поверхности контакта, изготовленной из серебра согласно данному изобретению, относительно обычной поверхности контакта. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формирования контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что на участке нижней поверхности контактной детали несущей штанги, которая должна касаться токоведущей шины электролитической ванны, формируют промежуточный слой, представляющий собой олово или сплав с преобладанием олова, после чего контактную поверхность покрывают слоем серебра или сплава серебра, имеющим толщину 0,5-2,0 мм, таким образом, что промежуточный слой и это покрытие образуют с медной контактной деталью металлургическое соединение в виде эвтектики тройного сплава Cu-Sn-Ag. 2. Способ по п.1, отличающийся тем, что слой из серебра или сплава серебра формируют с применением способа пайки.-3 008523 3. Способ по п.1, отличающийся тем, что слой из серебра или сплава серебра формируют с применением способа термического напыления. 4. Способ по п.3, отличающийся тем, что способ термического напыления основан на сгорании газа. 5. Способ по п.3 или 4, отличающийся тем, что способ термического напыления представляет собой высокоскоростное напыление при сгорании топлива в окислительной атмосфере. 6. Способ по пп.1 или 3-5, отличающийся тем, что серебро или сплав серебра находится в форме порошка. 7. Способ по п.3 или 4, отличающийся тем, что способ термического напыления представляет собой пламенное напыление. 8. Способ по любому из пп.1, 3, 4 или 7, отличающийся тем, что серебро или сплав серебра находится в форме проволоки. 9. Способ по любому из пп.1-8, отличающийся тем, что поверхность контакта подвергают термообработке после нанесения покрытия. 10. Способ восстановления контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что нижнюю поверхность контактной детали несущей штанги, контактирующую с токоведущей шиной, линейно выпрямляют, затем на ней формируют промежуточный слой из олова, после чего контактную поверхность покрывают слоем серебра или сплава серебра, имеющим толщину 0,5-2,0 мм, таким образом, что олово и покрытие из серебра или сплава серебра образуют с контактной медной деталью металлургическое соединение в виде эвтектики тройного сплава Cu-Sn-Ag. 11. Способ восстановления контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, причем нижняя кромка контактной детали имеет паз,которым она опирается на токоведущую шину электролитической ванны, отличающийся тем, что скошенные стороны паза, действующие в качестве контактной поверхности, линейно выпрямляют, затем на этих боковых сторонах формируют промежуточный слой из олова, после чего контактную поверхность покрывают слоем серебра или сплава серебра, имеющим толщину 0,5-2,0 мм, таким образом, что олово и покрытие из серебра или сплава серебра образуют с медной контактной деталью металлургическое соединение в виде эвтектики тройного сплава Cu-Sn-Ag. 12. Несущая штанга для алюминиевого катода, применяемого при электролизе, содержащая контактную деталь с покрытием, контактная поверхность на которой выполнена способом по п.1. 13. Несущая штанга по п.12, отличающаяся тем, что слой из серебра или сплава серебра сформирован с применением способа пайки. 14. Несущая штанга по п.12, отличающаяся тем, что слой из серебра или сплава серебра сформирован с использованием способа термического напыления.
МПК / Метки
Метки: катодной, штанга, штанге, контакта, способ, несущей, поверхности, несущая, хорошей, получения
Код ссылки
<a href="https://eas.patents.su/5-8523-sposob-polucheniya-horoshejj-poverhnosti-kontakta-na-katodnojj-nesushhejj-shtange-i-nesushhaya-shtanga.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения хорошей поверхности контакта на катодной несущей штанге и несущая штанга</a>
Порошок с многослойной пленкой на его поверхности и способ его получения
Номер патента: 98
Опубликовано: 27.08.1998
Авторы: Атараси Такафуми, Накатсука Катсуто
МПК: C03C 17/34, B22F 1/02, C23C 18/52...
Метки: многослойной, поверхности, порошок, пленкой, получения, способ
Формула / Реферат:
1. Порошок с многослойной пленкой на его поверхности, который содержит исходные частицы с многослойной пленкой на них, отличающийся тем, что он содержит, по меньшей мере, одну пленку из окиси металла, образованную гидролизом алкоксида металла, обработанную нагреванием. 2. Порошок по п.1, отличающийся тем, что исходными частицами являются металлические частицы или частицы из соединения металла. 3. Порошок по п.1, отличающийся тем, что исходные...
Способ соединения балок для формирования несущей конструкции здания
Номер патента: 4022
Опубликовано: 25.12.2003
Авторы: Легро Жан-Поль, Гонтье-Морен Пьер
МПК: E04B 1/24
Метки: несущей, соединения, способ, здания, балок, формирования, конструкции
Формула / Реферат:
1. Способ соединения основной балки (1) и вспомогательной балки (2) для создания несущей конструкции здания, отличающийся тем, что этот способ содержит следующие этапы: устанавливают под углом 90ш друг к другу упомянутые основные и вспомогательные балки, поперечное сечение которых является треугольным, таким образом, чтобы их основание было обращено в наружном направлении по отношению к упомянутому зданию; подвергают обрезке концы упомянутой...
Способ связи с шумоподобной несущей и устройство для осуществления способа
Номер патента: 6043
Опубликовано: 25.08.2005
Авторы: Копейкин Владимир Васильевич, Васильев Андрей Гервасиевич
МПК: H04B 15/00, H04L 27/32
Метки: способа, шумоподобной, устройство, связи, осуществления, способ, несущей
Формула / Реферат:
1. Способ связи в системе связи с шумоподобной несущей, содержащей по меньшей мере одно передающее устройство и по меньшей мере одно приемное устройство, заключающийся в том, что назначают по меньшей мере одной паре приемного и передающего устройств код шумоподобной несущей, однозначно определенный для упомянутой пары приемного и передающего устройств, в передающем устройстве принимают от внешнего устройства информационное сообщение в виде...
Установка для получения фильтрованного осадка из суспензии, способ регенерации поверхности ее фильтрующего элемента и устройство для его осуществления
Номер патента: 5511
Опубликовано: 24.02.2005
Авторы: Бондарь Владимир Викторович, Воронин Олег Владимирович, Саутин Андрей Геннадьевич, Красный Борис Лазаревич, Дохов Руслан Кушбиевич, Лебедев Николай Михайлович
МПК: B01D 33/44, B01D 29/62
Метки: регенерации, осадка, фильтрованного, устройство, фильтрующего, элемента, осуществления, установка, поверхности, суспензии, получения, способ
Формула / Реферат:
1. Установка для получения фильтрованного осадка из суспензии, содержащая резервуар (2) для суспензии, всасывающее сушильное устройство (1), связанный с ним, как минимум, один фильтрующий элемент (4) и расположенные вблизи него скребок (6) для отделения фильтрованного осадка и устройство регенерации поверхности фильтрующего элемента, содержащее средство создания ультразвука по меньшей мере с одним излучателем (9) и узел (7) промывки поверхности...
Реализованный на компьютере способ подбора профилированного элемента для несущей конструкции
Номер патента: 8118
Опубликовано: 27.04.2007
Автор: Торнин Хенрик
МПК: G06F 17/50
Метки: подбора, профилированного, конструкции, компьютере, реализованный, элемента, несущей, способ
Формула / Реферат:
1. Способ подбора и поставки профилированного композитного пултрузионного элемента для несущей конструкции, содержащий этапы, на которых: i) задают требования к нагрузке и размеры упомянутой несущей конструкции, ii) используют компьютер, имеющий соединение с Интернетом, средства ввода и средства вывода и сервер, включающий в себя начальную страницу и имеющий соединение с Интернетом, упомянутый сервер, дополнительно включающий в себя базу данных,...
Предыдущий патент: Жаропрочный и коррозионно-стойкий литейный хромоникелевый сплав
Следующий патент: Способ получения хорошей поверхности контакта на алюминиевой несущей штанге и несущая штанга
Случайный патент: Способ получения мелких частиц безводных кристаллов b арипипразола