Способ получения хорошей поверхности контакта на алюминиевой несущей штанге и несущая штанга
Формула / Реферат
1. Способ формирования контактной поверхности на несущей алюминиевой штанге электрода, применяемого при электролизе, отличающийся тем, что по меньшей мере на одном из концов несущей штанги формируют слой с высокой электропроводностью путем покрытия нижней поверхности конца штанги, контактирующей с токоведущей шиной, серебром или сплавом серебра таким образом, что между алюминиевой штангой и покрытием образуется металлургическая связь в виде эвтектического сплава.
2. Способ по п.1, отличающийся тем, что сплав серебра представляет собой сплав серебро-медь.
3. Способ по любому из пп.1 или 2, отличающийся тем, что несущая штанга снабжена внешней оболочкой, выполненной из какого-либо другого материала.
4. Способ по любому из пп.1-3, отличающийся тем, что покрывающий слой с высокой электропроводностью формируют с использованием способа термического напыления.
5. Способ по п.4, отличающийся тем, что способ термического напыления основан на сгорании газа.
6. Способ по п.4 или 5, отличающийся тем, что способ термического напыления представляет собой высокоскоростное распыление при сгорании топлива в окислительной атмосфере.
7. Способ по любому из пп.1-6, отличающийся тем, что материал покрытия с высокой электропроводностью находится в форме порошка.
8. Способ по п.4 или 5, отличающийся тем, что способ термического напыления представляет собой пламенное напыление.
9. Способ по любому из пп.1-5 или 8, отличающийся тем, что материал покрытия с высокой электропроводностью находится в форме проволоки.
10. Способ по любому из пп.1-9, отличающийся тем, что по меньшей мере один конец алюминиевой несущей штанги снабжен на нижней поверхности пазом, и поверхность этого паза покрывают материалом с высокой электропроводностью.
11. Несущая алюминиевая штанга для электрода, применяемого при электролизе, отличающаяся тем, что участок на нижней поверхности конца несущей штанги, контактирующей с токоведущей шиной, покрыт слоем серебра или сплава серебра таким образом, что между алюминиевой несущей штангой и указанным слоем имеется металлургическая связь в виде эвтектического сплава.
12. Несущая штанга по п.11, отличающаяся тем, что сплав серебра представляет собой сплав серебро-медь.
13. Несущая штанга по любому из пп.11 или 12, отличающаяся тем, что эта несущая штанга снабжена оболочкой, изготовленной из какого-либо другого материала.
14. Несущая штанга по любому из пп.11-13, отличающаяся тем, что покрывающий слой с высокой электропроводностью образован с применением способа термического напыления.

Текст
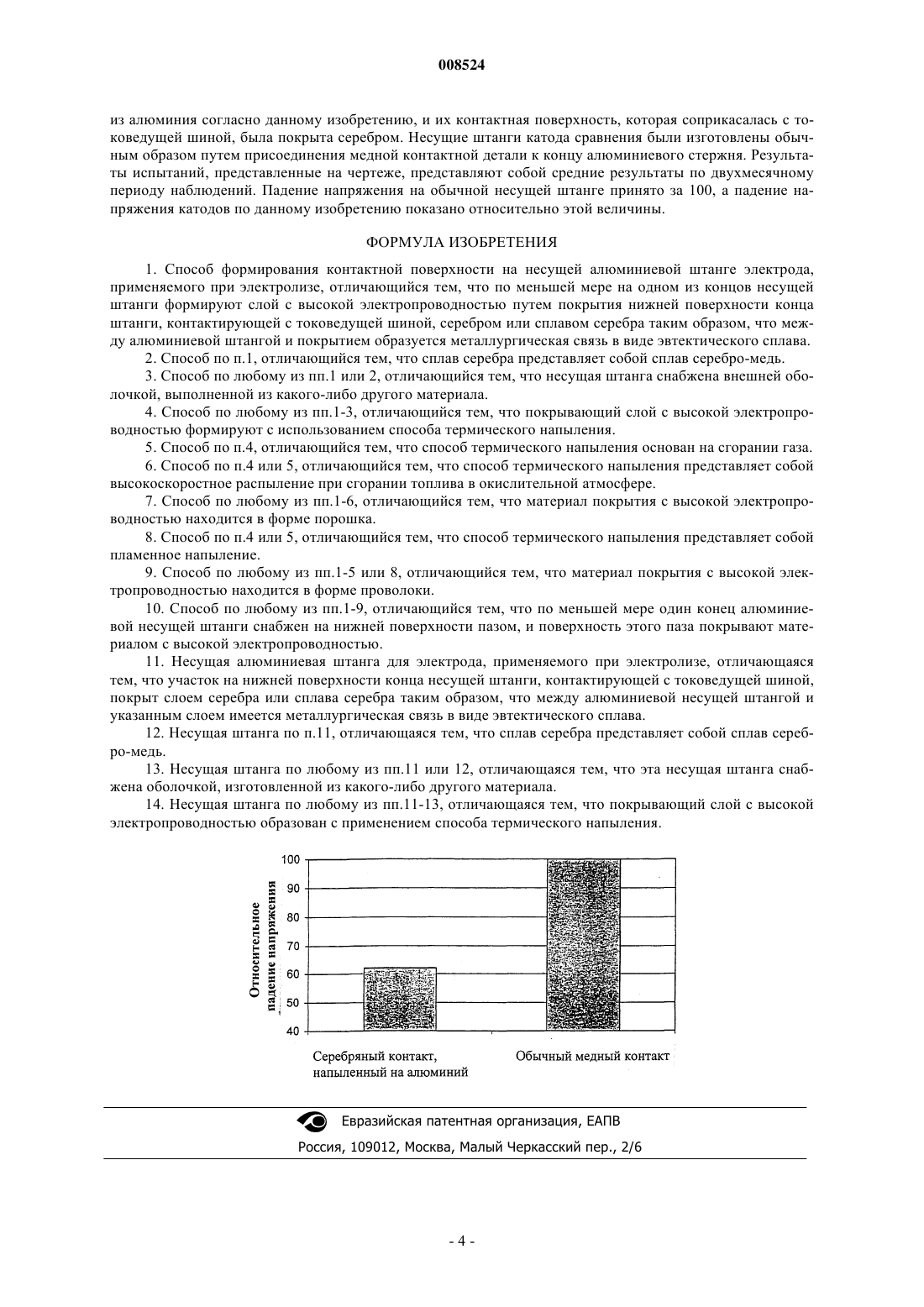
008524 Данное изобретение относится к способу достижения хорошей поверхности контакта на алюминиевой несущей штанге электрода, применяемой в электролизе. В данном способе несущая штанга изготовлена в виде сплошного стержня, и на ее конце сформирован слой с высокой электропроводностью. Этот слой с высокой электропроводностью образует металлическую связь с несущей штангой, и его можно получить, например, нанесением покрытия термическим напылением. Данное изобретение также относится к несущей штанге электрода, конец которой покрыт материалом с высокой электропроводностью. В настоящее время при электролизе, в частности при электролизе цинка, применяют катодные пластины, сделанные из алюминия, которые связаны с несущими штангами. Катод опускают в ванну электролиза за несущую штангу таким образом, что один конец этих несущих штанг расположен на краях ванны на верхней части токоведущей шины, а другой конец - на верхней части изолятора. Для обеспечения хорошей электропроводности к концу алюминиевой несущей штанги присоединяют контактную деталь, изготовленную из меди, и эту контактную деталь помещают на верхней части токоведущей шины. Нижняя кромка этой контактной детали является или горизонтальной, или же там сделан паз, и несущая штанга опускается на верхнюю часть токоведущей шины посредством этого паза. Обе боковые кромки паза образуют линейный контакт, создающий двойной контакт между несущей штангой и токоведущей шиной. Когда нижняя кромка контактной детали является прямой, между токоведущей шиной и контактной деталью формируется контакт плоскостного типа. Контактную деталь такого типа применяют, в частности, в больших катодах, известных как крупногабаритные (jumbo) катоды. Медную контактную деталь можно присоединить к алюминиевой несущей штанге, например, различными способами сварки. Один из этих способов описан, например, в патенте США 4035280. Японская заявка 55-89494 описывает другой способ изготовления электродной несущей штанги. Фактически несущая штанга является алюминиевой, а к ее концу приварена контактная деталь с алюминиевым сердечником и медным наружным слоем. Этим контактным деталям придают многоугольную форму, применяя экструзию при высоком давлении. Когда медь соединяют с алюминием, на поверхности раздела легко могут образоваться хрупкие и плохо проводящие фазы, такие как Al2Cu, AlCu, Al3Cu4, Al2Cu3 и AlCu3. ЭТИ фазы содержат неметаллические ковалентные связи, и именно это приводит к повышению их электрического сопротивления. Образование этих фаз возможно, например, при сплавлении в ходе сварки. Способы соединения, основанные на диффузии, также могут вызвать образование вышеупомянутых фаз. Тенденция алюминия образовывать в присутствии воздуха или влаги пассивирующий слой на поверхности, то есть тонкую оксидную пленку, создает большие затруднения при соединении алюминия с другими материалами, например при применении способов пайки, а также при получении соединений алюминий-алюминий. Это, фактически, является единственной крупной проблемой при соединении меди и алюминия друг с другом. Пассивирующий слой препятствует контакту между металлом и припоем и, таким образом, при использовании пайки твердым припоем следует перед пайкой удалить оксидную пленку. Можно попытаться удалить оксидную пленку перед подготовкой соединения, но реакция окисления является очень быстрой, и в атмосфере воздуха нельзя избежать образования оксида. Имеется также то, что на рынке именуется активными припоями, которые, как заявляют, смачивают алюминий, независимо от наличия оксидного слоя, но входящие в состав этих сплавов элементы, однако, непригодны для среды, в которой проходит электролиз. Кроме того, следует отбросить припои, которые плавятся при низких температурах, т.е. ниже 250 С, поскольку температура контактных деталей может при исключительных обстоятельствах (короткое замыкание) локально подняться достаточно высоко, и это ограничивает применение указанных припоев в электролизе. Патентная заявка DE 3323516 описывает способ, при котором катоды используют в электролизе цинка, где несущая штанга является алюминиевой, а к ней с помощью пайки присоединены медные контактные детали. Используемым припоем является припой на основе алюминия/кремния. В проведенных нами исследованиях было обнаружено, что применение алюминиевых стержней,содержащих кремний, при сварке алюминия и меди приводит к образованию эвтектики Al-Si, что весьма неблагоприятно в коррозионных условиях электролиза. Как было установлено ранее, достичь хорошего соединения между медью и алюминием трудно. Тем не менее, электрический ток, проходящий через контактные детали к катоду, может быть значительным, например, в диапазоне 600-1600 А. Если соединение между фактической несущей штангой и контактной деталью, входящей в состав электродной несущей штанги, является плохим, ток проходит в этом соединении только локально, и ток, протекающий через эти точки, становится чрезвычайно большим в расчете на единицу площади поверхности. Это вызывает локальный перегрев и, как результат, окисление меди, которое еще более ухудшает протекание тока к катоду. Патент США 4035280 также упоминает, что медные контактные детали можно перед сваркой покрыть серебром. Ясно, что посеребренная контактная деталь хорошо проводит электричество, но если сварное соединение между алюминиевой несущей штангой и контактной деталью остается плохим, то это является в целом более существенным фактором, чем применение серебра в контактных деталях. Согласно данному изобретению, был разработан способ, при котором несущую штангу электрода,применяемого при электролизе, делают из сплошного алюминиевого стержня, по меньшей мере на од-1 008524 ном конце которого формируют покрытие с высокой электропроводностью вместо того, чтобы присоединять к нему отдельную контактную деталь. Электрод состоит из электродной пластины и несущей штанги, с помощью которой плоскую часть погружают в электролизную ванну, а несущая штанга опирается концами на края электролизной ванны таким образом, что конец с высокой электропроводностью опирается на токоведущую шину ванны. Согласно разработанному способу нижнюю часть несущей штанги - контактную поверхность, которая будет контактировать с токоведущей шиной ванны электролиза, покрывают металлом или металлическим сплавом с высокой электропроводностью. Контактную поверхность с особенно хорошей электропроводностью можно получить путем нанесения серебра на нижнюю поверхность конца несущей штанги. Также можно применять покрытие серебро-медь или медное покрытие. Другой возможностью является формирование сначала слоя меди, а затем на нем покрытия из серебра или сплава серебра с промежуточным слоем. Когда формируют металлическое соединение между алюминиевой несущей штангой и покрытием, нанесенным на ее поверхность, исчезают вышеупомянутые проблемы, связанные с соединением несущей штанги и контактной детали. Характерной особенностью данного изобретения являются признаки, представленные в формуле изобретения. Когда для простоты мы упоминаем в тексте покрытие на конце несущей штанги, это означает, что покрытие нанесено главным образом на нижнюю сторону конца несущей штанги, который помещен на верхнюю часть токоведущей шины электролизной ванны, которая, таким образом, играет роль контактной поверхности. Эта контактная поверхность может быть по существу горизонтальной или иметь пазы. Если это необходимо, можно нанести покрытие на оба конца несущей штанги. Термин несущая штанга в описании данного изобретения также относится к несущей штанге с сердцевиной из алюминия и внешней оболочкой из какого-либо другого материала, например высокосортной стали, титана или свинца. Эту оболочку несущей штанги удаляют по меньшей мере с одного конца штанги, и алюминиевый сердечник используют в качестве контактной поверхности, на которую наносят покрытие. Хороший контакт между алюминием и материалом покрытия достигается, в частности, нанесением покрытия способами термического напыления или сочетанием их с пайкой. Способ термического напыления разрушает пассивирующий слой на алюминии, так что контакт металлов является достаточно хорошим, чтобы привести к образованию металлургического соединения, которое обеспечивает плотное прилегание покрытия к субстрату. Данное изобретение также относится к электродной несущей штанге,применяемой в электролизе, изготовленной согласно данному способу, по меньшей мере один из концов которой покрыт материалом с высокой электропроводностью. Нанесение покрытия на конец алюминиевой несущей штанги оправдано по многим причинам. Выше уже было указано, что хорошую электропроводность обеспечивают не изготовлением отдельной контактной детали для подвода тока к катоду, но использованием для этой цели самой несущей штанги. Использование в качестве покрытия металла с высокой электропроводностью, например меди, или, особенно, серебра, или их обоих, обеспечивает эффективный подвод тока к катоду. Металлургическим принципом для использования серебра является то, что, хотя оно образует оксиды на поверхности, но даже при относительно низких температурах эти оксиды уже не являются стабильными и снова разлагаются до металлической формы. Из вышеприведенных соображений оксидные пленки не образуются на серебряном покрытии, нанесенном способом термического напыления, таким же способом, как образовывались,например, на поверхности меди. Применение серебра при нанесении покрытия методом термического напыления оправдано также,поскольку температура плавления серебра составляет 960 С, т.е. значительно ниже, чем эта величина для меди (1083 С). Температура плавления эвтектики Ag-Cu, например в виде проволоки или порошка, еще ниже, чем температура плавления серебра, и она также пригодна для нанесения покрытия на несущую штангу. Тем не менее, медь также можно использовать в качестве материала для покрытия несущей штанги, поскольку электропроводность чистой меди несколько выше, чем электропроводность алюминия. Медь и серебро в качестве проводящего покрытия ведут себя аналогично; различие заключается главным образом в их поведении при окислении. Недостатком меди является то, что образующийся оксидный слой ухудшает электропроводность, а в среде серной кислоты оксиды меди ускоряют коррозию места контакта. Несущую штангу можно покрыть способом термического напыления, или непосредственно серебром, или же сначала на поверхность алюминия наносят медное покрытие, а на его поверхность наносят покрытие из серебра. В качестве материала покрытия можно применять сплав AgCu, например, в виде проволоки или порошка. Если стержень покрывают сначала медью, а затем серебром, необходимо применять промежуточный слой. В этом случае покрытие можно также нанести, сочетая способ термического напыления и пайки. Серебро не образует металлургического, хорошо прилегающего соединения непосредственно на поверхности меди, поэтому вместо этого сначала на меди следует сформировать тонкий промежуточный слой, предпочтительно слой из олова или сплава с преобладанием олова. Далее в тексте мы для простоты будем ссылаться только на олово, но этот термин охватывает также и сплавы с преобладанием олова.-2 008524 Слой олова можно образовать многими способами, например предварительным нанесением олова с помощью нагревания, электролитическим нанесением или термическим напылением непосредственно на поверхность перед фактическим нанесением покрытия. После этого оловянную поверхность можно покрыть серебром или сплавом серебра. Нанесение покрытия из серебра на медную контактную поверхность несущей штанги можно осуществить преимущественно, например, способом термического напыления или пайки. При электролизе цинка, например, проводят периодическое техническое обслуживание катодов,при котором проверяют состояние катода. Катодная пластина изнашивается быстрее, чем несущая штанга, и, таким образом, и раньше одна штанга служила дольше, чем несколько катодных пластин. Время службы несущей штанги, однако, можно продлить с помощью данного способа простым путем, когда по мере необходимости обновляется покрытие на конце штанги. Из доступных способов термического напыления на практике было показано, что можно применять, по меньшей мере, способы, основанные на сгорании газа. Из этих способов высокоскоростное напыление при сгорании топлива в окислительной атмосфере основано на непрерывном сгорании при высоком давлении топлива в виде газа или жидкости при подаче кислорода в камеру сгорания распыляющего пистолета и создании быстрого потока газа с помощью распыляющего пистолета. Материал покрытия подают в сопло пистолета чаще всего по оси в виде порошка с использованием газа-носителя. Частицы порошка разогреваются в сопле и приобретают очень высокую кинетическую скорость (несколько сотен метров в секунду), и их направляют на деталь, которую следует покрыть. При обычном пламенном напылении смесь топливного газа и кислорода сгорает и расплавляет наносимый материал, который имеет форму проволоки или порошка. В качестве топливного газа обычно применяют ацетилен, поскольку он дает особенно горячее пламя. Проволоку наносимого материала подают через сопло для проволоки с помощью подающего устройства с применением работающей на сжатом воздухе турбины или электрического двигателя. Газовое пламя, горящее перед соплом для проволоки, плавит конец проволоки, и расплав распыляется посредством сжатого воздуха в виде металлического тумана на деталь, на которую должно быть нанесено покрытие. Скорость частиц находится в диапазоне 100 м/с. Перед нанесением покрытия на несущую штангу эту штангу очищают от оксидного слоя и других отложений, например, пескоструйной обработкой или очисткой проволочной щеткой. При исследовании было показано, что, хотя поверхность алюминиевого стержня имеет время для того, чтобы в какой-то степени окислиться перед нанесением покрытия, способ напыления дает возможность нанести покрытие с формированием хорошего тесного контакта с алюминиевым стержнем. Если очистку и нанесение покрытия на стержень проводят как последовательные процедуры, типичный для алюминия пассивирующий слой не образует диффузионных барьеров, и можно сделать так, чтобы покрытие плотно прилегало к субстрату. При способе термического напыления плавится материал поверхности, и, так как капли расплава содержащего серебро покрытия имеют высокую температуру, возникает металлургическая связь между алюминием и покрывающим материалом при нанесении покрытия на несущую штангу. Таким образом,электропроводность соединения хорошая. Этот способ соединения металлов использует эвтектические реакции между серебром и алюминием, медью и алюминием или серебром, медью и алюминием, посредством которых на поверхности соединения образуется эвтектика. Если для получения серебряного покрытия на медной поверхности применяют способ пайки, поверхность, которую следует обработать, очищают, и на ней формируют слой олова, предпочтительно толщиной менее 50 мкм. Затем серебряное покрытие обрабатывают с помощью подходящей горелки. Слой олова плавится, и когда наносимый лист серебра помещают сверху расплавленного олова, его легко можно поместить в нужное место. Если это необходимо, после нанесения покрытия можно провести термообработку несущей штанги в течение короткого времени. Это гарантирует образование эвтектики на поверхности соединения несущей штанги и покрытия, что дополнительно усиливает соединение. Если необходимо, термическую обработку можно дополнить механическим поджатием. Данное изобретение также относится к несущей штанге электрода, применяемого при электролизе,который, по меньшей мере, частично изготавливают из алюминия. Эта несущая штанга является сплошной, и по меньшей мере один конец ее покрыт металлом с высокой электропроводностью, например серебром, медью или сочетанием их. Нанесение покрытия предпочтительно осуществляют с применением способа термического напыления или путем сочетания способа термического напыления и пайки, посредством чего между несущей штангой и покрытием образуется металлургическое соединение. Если это необходимо, поверхность соединения можно покрасить. Способ по данному изобретению описан далее с использованием следующего примера и прилагаемого чертежа, где показано относительное падение напряжения на несущей штанге по данному изобретению и на обычной несущей штанге, снабженной медной контактной деталью. Пример Ванна для электролиза цинка содержит 49 электродов промышленного масштаба. Токоведущие шины ванны представляли собой обычные медные стержни. Катодные несущие штанги были выполнены-3 008524 из алюминия согласно данному изобретению, и их контактная поверхность, которая соприкасалась с токоведущей шиной, была покрыта серебром. Несущие штанги катода сравнения были изготовлены обычным образом путем присоединения медной контактной детали к концу алюминиевого стержня. Результаты испытаний, представленные на чертеже, представляют собой средние результаты по двухмесячному периоду наблюдений. Падение напряжения на обычной несущей штанге принято за 100, а падение напряжения катодов по данному изобретению показано относительно этой величины. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формирования контактной поверхности на несущей алюминиевой штанге электрода,применяемого при электролизе, отличающийся тем, что по меньшей мере на одном из концов несущей штанги формируют слой с высокой электропроводностью путем покрытия нижней поверхности конца штанги, контактирующей с токоведущей шиной, серебром или сплавом серебра таким образом, что между алюминиевой штангой и покрытием образуется металлургическая связь в виде эвтектического сплава. 2. Способ по п.1, отличающийся тем, что сплав серебра представляет собой сплав серебро-медь. 3. Способ по любому из пп.1 или 2, отличающийся тем, что несущая штанга снабжена внешней оболочкой, выполненной из какого-либо другого материала. 4. Способ по любому из пп.1-3, отличающийся тем, что покрывающий слой с высокой электропроводностью формируют с использованием способа термического напыления. 5. Способ по п.4, отличающийся тем, что способ термического напыления основан на сгорании газа. 6. Способ по п.4 или 5, отличающийся тем, что способ термического напыления представляет собой высокоскоростное распыление при сгорании топлива в окислительной атмосфере. 7. Способ по любому из пп.1-6, отличающийся тем, что материал покрытия с высокой электропроводностью находится в форме порошка. 8. Способ по п.4 или 5, отличающийся тем, что способ термического напыления представляет собой пламенное напыление. 9. Способ по любому из пп.1-5 или 8, отличающийся тем, что материал покрытия с высокой электропроводностью находится в форме проволоки. 10. Способ по любому из пп.1-9, отличающийся тем, что по меньшей мере один конец алюминиевой несущей штанги снабжен на нижней поверхности пазом, и поверхность этого паза покрывают материалом с высокой электропроводностью. 11. Несущая алюминиевая штанга для электрода, применяемого при электролизе, отличающаяся тем, что участок на нижней поверхности конца несущей штанги, контактирующей с токоведущей шиной,покрыт слоем серебра или сплава серебра таким образом, что между алюминиевой несущей штангой и указанным слоем имеется металлургическая связь в виде эвтектического сплава. 12. Несущая штанга по п.11, отличающаяся тем, что сплав серебра представляет собой сплав серебро-медь. 13. Несущая штанга по любому из пп.11 или 12, отличающаяся тем, что эта несущая штанга снабжена оболочкой, изготовленной из какого-либо другого материала. 14. Несущая штанга по любому из пп.11-13, отличающаяся тем, что покрывающий слой с высокой электропроводностью образован с применением способа термического напыления.
МПК / Метки
Метки: хорошей, контакта, штанге, алюминиевой, несущая, несущей, способ, штанга, поверхности, получения
Код ссылки
<a href="https://eas.patents.su/5-8524-sposob-polucheniya-horoshejj-poverhnosti-kontakta-na-alyuminievojj-nesushhejj-shtange-i-nesushhaya-shtanga.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения хорошей поверхности контакта на алюминиевой несущей штанге и несущая штанга</a>
Способ получения хорошей поверхности контакта на катодной несущей штанге и несущая штанга
Номер патента: 8523
Опубликовано: 29.06.2007
Авторы: Осара Карри, Польви Вейкко
Метки: несущей, поверхности, штанга, катодной, контакта, способ, несущая, получения, хорошей, штанге
Формула / Реферат:
1. Способ формирования контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что на участке нижней поверхности контактной детали несущей штанги, которая должна касаться токоведущей шины электролитической ванны, формируют промежуточный слой, представляющий собой олово или сплав с преобладанием олова, после чего контактную поверхность покрывают слоем серебра или сплава...
Порошок с многослойной пленкой на его поверхности и способ его получения
Номер патента: 98
Опубликовано: 27.08.1998
Авторы: Накатсука Катсуто, Атараси Такафуми
МПК: C23C 18/52, B22F 1/02, C03C 17/34...
Метки: получения, пленкой, поверхности, многослойной, порошок, способ
Формула / Реферат:
1. Порошок с многослойной пленкой на его поверхности, который содержит исходные частицы с многослойной пленкой на них, отличающийся тем, что он содержит, по меньшей мере, одну пленку из окиси металла, образованную гидролизом алкоксида металла, обработанную нагреванием. 2. Порошок по п.1, отличающийся тем, что исходными частицами являются металлические частицы или частицы из соединения металла. 3. Порошок по п.1, отличающийся тем, что исходные...
Способ соединения балок для формирования несущей конструкции здания
Номер патента: 4022
Опубликовано: 25.12.2003
Авторы: Легро Жан-Поль, Гонтье-Морен Пьер
МПК: E04B 1/24
Метки: конструкции, формирования, несущей, здания, соединения, балок, способ
Формула / Реферат:
1. Способ соединения основной балки (1) и вспомогательной балки (2) для создания несущей конструкции здания, отличающийся тем, что этот способ содержит следующие этапы: устанавливают под углом 90ш друг к другу упомянутые основные и вспомогательные балки, поперечное сечение которых является треугольным, таким образом, чтобы их основание было обращено в наружном направлении по отношению к упомянутому зданию; подвергают обрезке концы упомянутой...
Способ связи с шумоподобной несущей и устройство для осуществления способа
Номер патента: 6043
Опубликовано: 25.08.2005
Авторы: Васильев Андрей Гервасиевич, Копейкин Владимир Васильевич
МПК: H04L 27/32, H04B 15/00
Метки: способ, осуществления, способа, несущей, шумоподобной, устройство, связи
Формула / Реферат:
1. Способ связи в системе связи с шумоподобной несущей, содержащей по меньшей мере одно передающее устройство и по меньшей мере одно приемное устройство, заключающийся в том, что назначают по меньшей мере одной паре приемного и передающего устройств код шумоподобной несущей, однозначно определенный для упомянутой пары приемного и передающего устройств, в передающем устройстве принимают от внешнего устройства информационное сообщение в виде...
Реализованный на компьютере способ подбора профилированного элемента для несущей конструкции
Номер патента: 8118
Опубликовано: 27.04.2007
Автор: Торнин Хенрик
МПК: G06F 17/50
Метки: конструкции, способ, несущей, элемента, профилированного, подбора, реализованный, компьютере
Формула / Реферат:
1. Способ подбора и поставки профилированного композитного пултрузионного элемента для несущей конструкции, содержащий этапы, на которых: i) задают требования к нагрузке и размеры упомянутой несущей конструкции, ii) используют компьютер, имеющий соединение с Интернетом, средства ввода и средства вывода и сервер, включающий в себя начальную страницу и имеющий соединение с Интернетом, упомянутый сервер, дополнительно включающий в себя базу данных,...
Предыдущий патент: Способ получения хорошей поверхности контакта на катодной несущей штанге и несущая штанга
Следующий патент: Конденсаторное устройство с токоограничивающей функцией
Случайный патент: Структуры сепараторов батарей