Способ непрерывного литья стали на машине непрерывного литья заготовок
Номер патента: 6887
Опубликовано: 28.04.2006
Авторы: Бондаренко Александр Николаевич, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Эндерс Владимир Владимирович, Кабишов Сергей Михайлович, Гуляев Михаил Павлович, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Мандель Николай Львович
Формула / Реферат
1. Способ непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, отличающийся тем, что в процессе вытяжки непрерывно-литой заготовки осуществляют скоростной нагрев поверхностных слоев заготовки на участке перехода радиальной части дуги заготовки в плавильную часть дуги.
2. Способ по п.1, отличающийся тем, что скоростной нагрев поверхностных слоев блюма перед зоной окончания жидкой лунки расплава осуществляют на расстоянии 5-80% металлургической длины блюма от конца жидкой лунки по дуге в сторону зоны вторичного водяного охлаждения на участке, равном 3,5-4,5% длины машины непрерывного литья заготовок.
3. Способ по любому из пп.1-2, отличающийся тем, что скоростной нагрев поверхностных слоев заготовки блюма осуществляют непосредственно за зоной вторичного водяного охлаждения.
4. Способ по любому из пп.1-3, отличающийся тем, что скоростной нагрев поверхностных слоев заготовки блюма осуществляют непосредственно за зоной вторичного водяного охлаждения и/или до плавильной части перед зоной окончания жидкой лунки расплава.
5. Способ по любому из пп.1, 2, отличающийся тем, что скоростной нагрев поверхностных слоев блюма в момент перехода жидко-твердой фазы в междендритную область осуществляют с образованием столбчатых кристаллов до 10-30% и равноосных кристаллов до 70-90%.

Текст
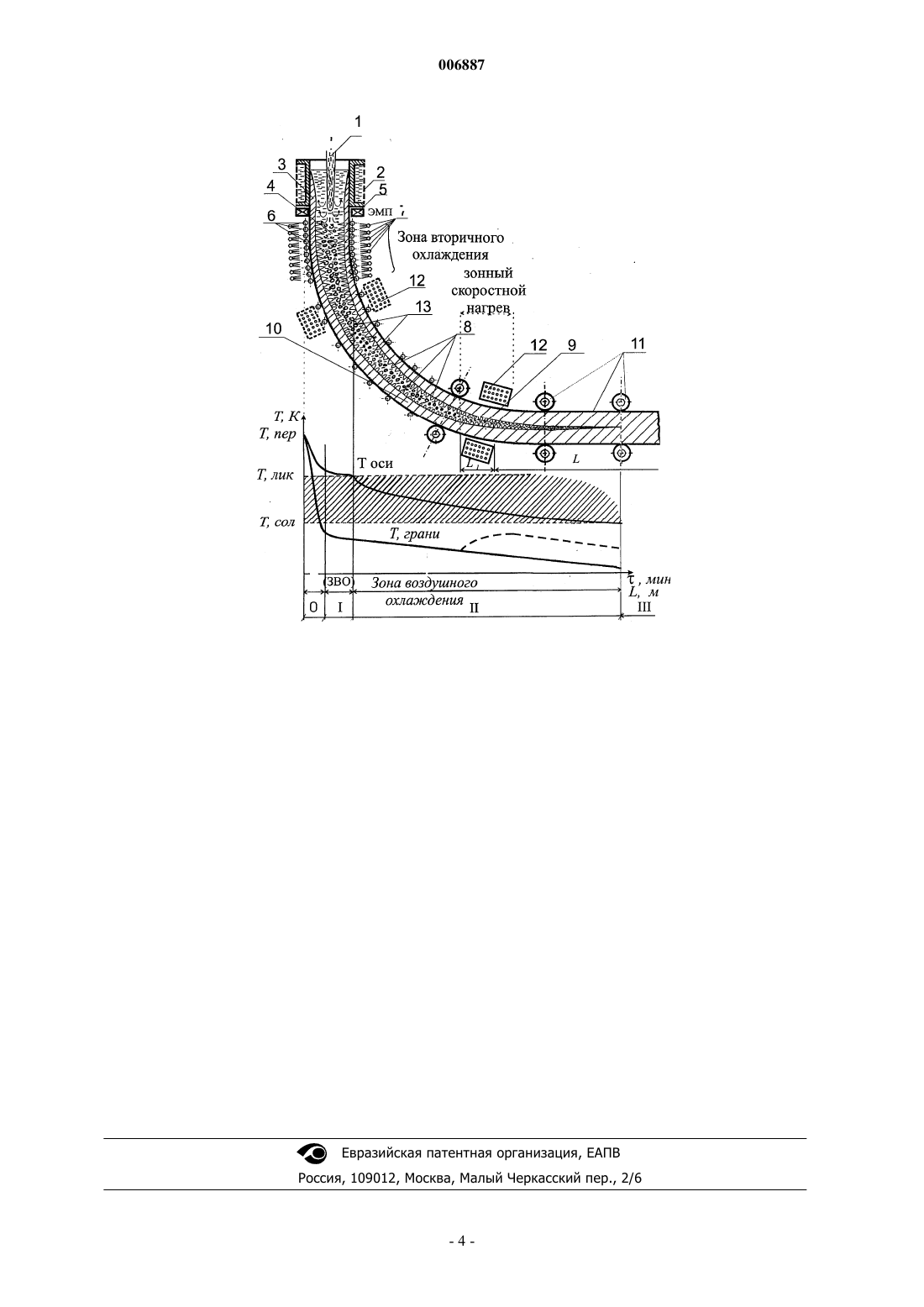
006887 Изобретение относится к металлургии, к непрерывной разливке кордовой стали, преимущественно с применением машины непрерывного литья заготовок радиального типа. Известен способ непрерывного литья заготовок, включающий подачу расплава в кристаллизатор для первичного охлаждения, вертикальную вытяжку непрерывно-литой заготовки из кристаллизатора в зону вторичного принудительного водяного охлаждения при избыточном давлении 0,2 МПа, охлаждение на воздухе с последующей газорезкой на мерные блюма (1). Недостаток способа проявляется в том, что технология не позволяет управлять качеством макро - и микроструктуры слитка, что приводит к развитию макро- и микропороков в зоне жидкой лунки расплава в виде моста дендритов, дающих усадку с образованием пор, пустот. Ближайшим техническим решением, принятым в качестве прототипа, является способ непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, с последующим разделением на мерные слитки на участке газовой резки блюма (2). Известный способ допускает образование внутренних дефектов в виде горячих трещин и рыхлостей из-за неравномерного охлаждения поверхности непрерывно-литой заготовки вдоль ее периметра. Кроме того, в случае преобладания дендритной (столбчатой) кристаллизации для непрерывнолитых заготовок становится весьма вероятным возникновение моста дендритов, которые блокируют процесс подпитки усадочных зон, что в свою очередь приводит к осевой сегрегации и возникновению осевых усадочных раковин. В основу изобретения положена задача повышения качества макро- и микроструктуры слитка за счет уменьшения размеров кристаллитов, снижения осевой пористости и ликвации путем уменьшения градиента температур по сечению заготовки, которое в свою очередь влияет на размер и форму жидкой лунки на завершающей стадии затвердевания слитка, изменяя ее с пикообразной формы на куполообразную форму. Поставленная задача достигается тем, что в способе непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, согласно изобретения, в процессе вытяжки непрерывно-литой заготовки осуществляют скоростной нагрев поверхностных слоев заготовки на участке перехода радиальной части дуги заготовки в плавильную часть дуги. В способе скоростной нагрев поверхностных слоев блюма перед зоной окончания жидкой лунки расплава осуществляют на расстоянии 5-80% металлургической длины блюма от конца жидкой лунки по дуге в сторону зоны вторичного водяного охлаждения на участке, равном 3,5-4,5% длины машины непрерывного литья заготовок. В способе скоростной нагрев поверхностных слоев заготовки блюма осуществляют непосредственно за зоной вторичного водяного охлаждения. В способе скоростной нагрев поверхностных слоев заготовки блюма осуществляют непосредственно за зоной вторичного водяного охлаждения и/или до плавильной части перед зоной окончания жидкой лунки расплава. В способе скоростной нагрев поверхностных слоев блюма в момент перехода жидко-твердой фазы в междендритную область осуществляют с образованием столбчатых кристаллов до 10-30% и равноосных кристаллов до 70-90%. Для лучшего понимания изобретение поясняют чертежом, где показано изменение температур на оси и поверхности литой заготовки и расположение участков 0, I, II, III вдоль технологической линии МНЛЗ. Способ непрерывной разливки кордовой стали осуществляли на машине непрерывного литья заготовок радиального типа МНЛЗ-3 БМЗ с вертикальным прямолинейным кристаллизатором. Жидкую сталь 1 из сталь ковша подают в промежуточную емкость, снабженную механизмом регулирования расхода металла (на чертеже не показаны), в кристаллизатор 2, с механизмом осцилляции, в котором в отливке в зоне О формируют твердую корку 3, путем первичного охлаждения стали для образования непрерывно-литой заготовки 4. На выходе из кристаллизатора 2 посредством электромагнитного устройства 5 (ЭМП) производят магнитное перемешивание расплава стали 1 непрерывно-литой заготовки 4 и осуществляют с заданной скоростью радиальную вытяжку непрерывно-литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными форсунками 7 в зоне I вторичного водяного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой корки 3 толщиной до 45-50 мм при температуре 1100-1150 С на поверхности непрерывно-литой заготовки 4. За зоной I вторичного водяного охлаждения осуществляют постепенный изгиб и перемещение по дуге непрерывно-литой заготовки 4 с радиусом кривизны 10 м. После чего производят перевод непрерывно-литой заготовки 4 в горизонтальное положение путем его правки на части длины L непрерывно-литой заготовки 4 с охлаждением на воздухе в зоне II. За зоной правки непрерывный слиток разрезают на части-блюмы равной длины.-1 006887 В процессе вытяжки осуществляют скоростной нагрев поверхностных слоев непрерывно-литой заготовки 4 на участке перехода радиальной части дуги МНЛЗ в плавильную часть в зоне II воздушного охлаждения. В зависимости от марки стали и требований, предъявляемых к макро- и микроструктуре литой заготовки 4 скоростной нагрев поверхностных слоев заготовки 4 блюма возможно осуществлять непосредственно за зоной вторичного водяного охлаждения и/или в момент перехода твердо-жидкой двухфазной фазы в область столбчатых кристаллов, образованных фронтом кристаллизации 8 в зоне первичной кристаллизации в кристаллизаторе 2 и ЗВО перед зоной окончания жидкой лунки 9 расплава на участке перехода радиальной части 10 дуги вытяжки непрерывно-литой заготовки 4 в плавильную часть 11 дуги вытяжки, т.е до плавильной части 11 перед зоной окончания жидкой лунки расплава. В способе скоростной нагрев поверхностных слоев блюма перед зоной образования жидкой лунки 9 расплава осуществляют, например, индукционным нагревателем 12, на расстоянии 5-80% металлургической длины блюма от конца жидкой лунки 9 по дуге в сторону зоны вторичного водяного охлаждения на участке, равном L1 = 3,5-4,5% длины машины непрерывного литья заготовок, как это показано на фиг. 1. Заинтервальные режимы зон воздействия скоростного зонного нагрева поверхностных слоев непрерывно-литой заготовки 4 не всегда приводят к достижению поставленной цели. Опытным путем, в зависимости от марки стали, подбирают режимы скоростного зонного нагрева поверхностных слоев непрерывно-литой заготовки 4 в момент перехода жидко-твердой фазы в междендритную область с оптимальным образованием столбчатых кристаллов до 10-30% и равноосных кристаллов 13 до 90-70%. Заинтервальные значения соотношения столбчатых кристаллов по длине фронта 8 кристаллизации и равноосных кристаллов 13 приводят к экономически неоправданному усложнению технологии. Кинетика формирования непрерывно-литой заготовки характеризуется высокими скоростями охлаждения металла в затвердевающей заготовке и наличием разнородных физических явлений - зарождения и роста кристаллов различной модификации, перемещения кристаллов в жидком ядре (незатвердевшей части заготовки) при формировании кристаллической структуры, конвективного движения расплава и др. Для разработки рациональных режимов охлаждения непрерывнолитых заготовок необходимо учитывать основную особенность процесса - чрезвычайно высокое отношение глубины жидкой лунки к размеру поперечного сечения заготовки. При этом важным является характер кристаллической структуры литой заготовки - столбчатой или глобулярной. Возникновение глобулярной кристаллической структуры препятствует возникновению мостиков в жидком ядре непрерывно-литых заготовок и способствует образованию более однородной структуры в отношении распределения основных легирующих компонентов сплава и примесей (сульфидов, оксидов). Для исключения режима возникновения мостиков в жидком ядре непрерывно-литых заготовок скоростной зонный нагрев поверхностных слоев блюма осуществляют до плавильной зоны, которая согласно экспериментальным данным совпадает с зоной завершения кристаллизации слитка практически для всего марочного сортамента стали при действующих режимах охлаждения МНЛЗ в ЗВО. Процесс затвердевания и охлаждения непрерывно-литой заготовки 4 можно разделить на четыре стадии (фиг. 1): 0 - формирование заготовки в пределах кристаллизатора; I - затвердевание при наличии перегрева жидкой фазы с образованием столбчатых кристаллов; II - затвердевание переохлажденного расплава с образованием зоны глобулярных или равноосных кристаллов; III - охлаждение полностью затвердевшей заготовки. С точки зрения управления качеством непрерывно-литой заготовки наибольший интерес представляет рассмотрение I и II зон, т.е. зон столбчатых и глобулярных кристаллов. В качестве управляющих воздействий принимают интенсивность магнитного перемешивания расплава, режимы охлаждения в ЗВО и режимы скоростного зонного нагрева поверхностных слоев блюма. Как следует из фиг. 1, стадия I кристаллизации стального слитка сменяется весьма значительной по протяженности стадией II, для которой характерно образование зоны равноосных (глобулярных) кристаллитов в осевой зоне слитка. Объемный характер глобулярной кристаллизации стимулируют введением заданного источника теплоты в виде зонного скоростного нагрева. Управление процессом кристаллизации непрерывно-литой заготовки путем введения зонного скоростного нагрева позволяет уменьшать протяженность зоны столбчатых кристаллов, и, соответственно,увеличивает протяженность зоны глобулярных кристаллов. Таким образом, управление процессом кристаллизации заготовок в ходе непрерывного литья с целью повышения качества металла целесообразно осуществлять в три этапа: в зоне образования столбчатых кристаллов (сразу после выхода заготовки из кристаллизатора) использовать установки электромагнитного перемешивания; в зоне образования глобулярных кристаллов за счет интенсивности внешнего охлаждения; путем зонного скоростного нагрева, уменьшающего протяженность зоны столбчатых кристаллов, и, соответственно, увеличивающего протяженность зоны глобулярных кристаллов, что повышает качество микро- и макроструктуры заготовки и снижает уровень термических напряжений перед зоной правки. С использованием разработанной технологии осуществляют многовариантный анализ процессов затвердевания и охлаждения. В процессе разливки стали перед зоной окончания жидкой лунки расплава-2 006887 на расстоянии 12-15 м от конца жидкой лунки по дуге в сторону ЗВО на участке, равном 1,0-1,5 м, осуществляли зонный скоростной поверхностный нагрев непрерывно-литой заготовки блюма. В качестве примера на фиг. 1 приведены результаты определения температур по сечению непрерывно-литого слитка размером 0,250x0,300 м (сталь 80 К, скорость разливки= 0,7 м/мин). Динамика температуры на поверхности непрерывно-литой заготовки (ТС грани) 0,250x0,300 м при различных скоростях разливки имела следующий характер в координатах температура (Т, К) - время по чертежу на выходе из кристаллизатора 870-970 С, в конце зоны вторичного принудительного водяного охлаждения 1050-1180 С и далее монотонно убывает до 900 С в полностью затвердевшем слитке. На основании значений температуры центра заготовки (ТС оси) судят о времени снятия перегрева (продолжительности столбчатой кристаллизации) и о времени полного затвердевания слитка, т.е. определяют металлургическую длину (глубину жидкой лунки). На нижней температурной кривой графика по фиг. 1 показано изменение характера кривой без воздействия индукционного нагрева на блюм (сплошная кривая) и при воздействии на блюм индукционного нагрева (штриховая кривая). С использованием предложенной технологии возможно управлять качеством макро- и микроструктуры непрерывно-литой заготовки, уменьшать осевую пористость и ликвацию, снижать уровень термических напряжений и повышать показатели пластичности металла перед зоной правки. Это особенно важно при разливке высокоуглеродистых (кордовых), низколегированных и легированных марок сталей. Новая технология разливки кордовой стали марок 70 К, 75 К, 80 К, 85 К позволяет увеличить скорость непрерывного литья до- 0,75-0,8 м/мин для заготовок 0,250x0,300 м;- 0,68-0,73 м/мин для заготовок 0,300x0,400 м без прорывов жидкого металла и образования внутренних дефектов в виде горячих трещин и рыхлостей, по сравнению с известной при скорости разливки 0,58-0,6 м/мин Разработанная технология разливки стали проходит промышленное опробование в условиях МНЛЗ 3 БМЗ. Источники информации: 1.Ю.А.Самойлович, В.А.Тимошпольский, И.А.Трусова, В.В.Филиппов. Стальной слиток, т.2,Минск, Белорусская наука, 2000, с.367-371. 2. Ю.А. Самойлович, В.А. Тимошпольский, И.А. Трусова, В.В. Филиппов. Стальной слиток, т.2,Минск, Белорусская наука, 2000, с.405, рис.4-23 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, отличающийся тем, что в процессе вытяжки непрерывно-литой заготовки осуществляют скоростной нагрев поверхностных слоев заготовки на участке перехода радиальной части дуги заготовки в плавильную часть дуги. 2. Способ по п.1, отличающийся тем, что скоростной нагрев поверхностных слоев блюма перед зоной окончания жидкой лунки расплава осуществляют на расстоянии 5-80% металлургической длины блюма от конца жидкой лунки по дуге в сторону зоны вторичного водяного охлаждения на участке, равном 3,5-4,5% длины машины непрерывного литья заготовок. 3. Способ по любому из пп.1-2, отличающийся тем, что скоростной нагрев поверхностных слоев заготовки блюма осуществляют непосредственно за зоной вторичного водяного охлаждения. 4. Способ по любому из пп.1-3, отличающийся тем, что скоростной нагрев поверхностных слоев заготовки блюма осуществляют непосредственно за зоной вторичного водяного охлаждения и/или до плавильной части перед зоной окончания жидкой лунки расплава. 5. Способ по любому из пп.1, 2, отличающийся тем, что скоростной нагрев поверхностных слоев блюма в момент перехода жидко-твердой фазы в междендритную область осуществляют с образованием столбчатых кристаллов до 10-30% и равноосных кристаллов до 70-90%.
МПК / Метки
МПК: B22D 11/12
Метки: машине, литья, непрерывного, заготовок, стали, способ
Код ссылки
<a href="https://eas.patents.su/5-6887-sposob-nepreryvnogo-litya-stali-na-mashine-nepreryvnogo-litya-zagotovok.html" rel="bookmark" title="База патентов Евразийского Союза">Способ непрерывного литья стали на машине непрерывного литья заготовок</a>
Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком
Номер патента: 4125
Опубликовано: 25.12.2003
Авторы: Койвисто Маркку, Пиетиля Сеппо
МПК: B22D 11/04
Метки: непрерывного, литья, потоком, устройство, охлаждения, металлов, способ, восходящим
Формула / Реферат:
1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается...
Литейная форма для непрерывного литья металлических полос
Номер патента: 5756
Опубликовано: 30.06.2005
Авторы: Вестман Бертил, Эстлунд Стуре
МПК: B22D 11/055
Метки: металлических, литья, литейная, форма, полос, непрерывного
Формула / Реферат:
1. Литейная форма для непрерывного литья металлических полос, содержащая две боковые стенки (11), которые расположены на противоположных сторонах сквозной полости (C) литейной формы, имеющей входной конец (E) для непрерывного приема жидкого металла и выходной конец (D) для непрерывного выпуска движущейся затвердевшей полосы (D), отформованной из указанного жидкого металла, и каждая из которых содержит графитовый блок (13), и охлаждающую систему,...
Устройство для непрерывного литья металлических полос
Номер патента: 5759
Опубликовано: 30.06.2005
Авторы: Эстлунд Стуре, Сивессон Патрик
МПК: B22D 11/041
Метки: металлических, полос, устройство, литья, непрерывного
Формула / Реферат:
1. Устройство для непрерывного вертикального литья металлических полос, содержащее литейную форму (10), которая имеет верхний и нижний концы и полость (C) с открытыми концами, имеющую входное отверстие (E) литейной формы, расположенное на указанном верхнем конце, и выходное отверстие для полосы, расположенное на указанном нижнем конце; промежуточный ковш (11), предназначенный для удержания жидкого металла и имеющий выпускное отверстие (11A),...
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Лаурих Томас Эндрю, Хентош Дэниэл Патрик, Йовичин Альберт Джеймс, Руни Тимоти Майкл, Джэкобс Бернард Байрон, Члебина Лоренс Эдвард, Тайер Ронда Рени Бейер, Вольфе Дэвид Лоуэлл, Бенедикт Роберт Леон, Рамбахер Джон Сильвестер, Зобхани Мохаммад Эгбал, Макезих Вальтер Джордж, Рекс Вилльям Аллен, Мэджерус Норберт
МПК: B29C 45/27
Метки: литья, устройство, давлением, варианты, кольцевой, способ, детали, шины
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Способ горячего прессования заготовок и пресс для его осуществления
Номер патента: 2505
Опубликовано: 27.06.2002
Авторы: Зутер Михель, Шененбергер Раймонд, Матт Андреас
МПК: B21J 5/00
Метки: способ, горячего, осуществления, прессования, пресс, заготовок
Формула / Реферат:
1. Способ горячего прессования заготовок, при котором с нагретой до температуры ковки заготовки (4) окалину удаляют вне матрицы (5; 105) путем предварительной высадки прессующим пуансоном (1), а затем в одной или нескольких матрицах (5;105) прессуют до нужной формы, отличающийся тем, что предварительную высадку и фасонное прессование осуществляют в первой или единственной матрице (5; 105) тем же прессующим пуансоном (1) за тот же цикл движения...
Предыдущий патент: Тройниковая муфта для высокочастотных кабелей связи
Следующий патент: Действующая с разъединенными движениями намоточная машина для термопластичных нитей
Случайный патент: Способ регулирования сырьевых колебаний в цикле флотации ценных минералов