Способ сборки и многостенная пластмассовая труба
Формула / Реферат
1. Способ изготовления армированной пластмассовой основы, в котором осуществляют сварку наложенных на пластмассовую основу полос с помощью электромагнитного излучения, отличающийся тем, что каждая из полос содержит по меньшей мере один слой из ориентированной пластмассы, прозрачной для этого излучения, и по меньшей мере один слой, частично поглощающий энергию этого излучения, при этом полосы расположены на основе таким образом, что одна сторона по меньшей мере одной полосы приваривается к пластмассовой основе.
2. Способ по п.1, отличающийся тем, что используют две полосы.
3. Способ по любому из пп.1, 2, отличающийся тем, что полосы ориентированы в том же направлении, что и слои.
4. Способ по любому из пп.1-3, отличающийся тем, что электромагнитное излучение имеет длину волны в пределах от 700 до 1200 нм.
5. Способ по любому из пп.1-4, отличающийся тем, что электромагнитное излучение является лазерным излучением.
6. Способ по любому из пп.1-5, отличающийся тем, что предварительно сформированная основа из пластмассы является трубчатой основой из неориентированной пластмассы.
7. Способ по любому из пп.1-6, отличающийся тем, что материал, поглощающий электромагнитное излучение, является сажей.
8. Многостенная пластмассовая труба, полученная способом по одному из пп.1-6, содержащая стенку из неориентированной пластмассы, на которую приварены по меньшей мере два сваренных между собой смежных слоя, сформированные из полос посредством их намотки, отличающаяся тем, что каждая из полос имеет по меньшей мере один слой, образованный из ориентированной пластмассы, прозрачной для электромагнитного излучения, и по меньшей мере один слой, частично поглощающий это электромагнитное излучение.
9. Труба по п.8, отличающаяся тем, что слои, содержащие поглощающий материал, также являются ориентированными слоями.
10. Труба по п.9, отличающаяся тем, что полосы образованы одним слоем ориентированного материала, прозрачного для электромагнитного излучения с длиной волны в пределах от 700 до 1200 нм и расположенного между двумя более тонкими слоями, содержащими ту же пластмассу, ориентированную в том же направлении, что и прозрачный слой, и дополнительно содержащими материал, поглощающий это излучение.
Текст
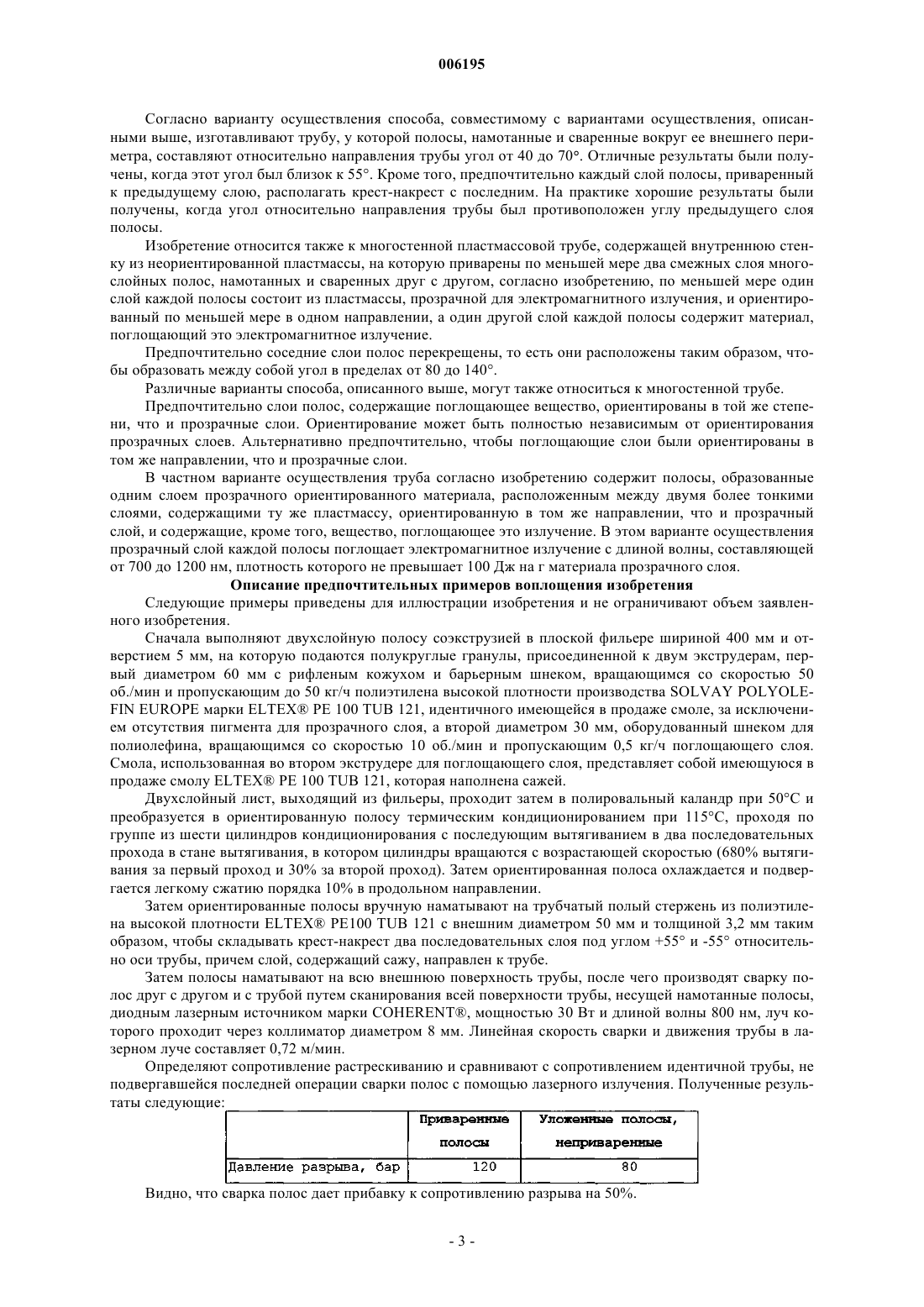
006195 Область техники Настоящее изобретение относится к способу сборки многослойных пластмассовых полос с помощью электромагнитного излучения. Предшествующий уровень техники В различных приложениях часто требуется изготовить соединение из пластмассы, которое улучшает свойства механической прочности элементов соединения. Известен, например, способ изготовления композитных пластмассовых структур с высокой твердостью и высокой механической прочностью путем соединения деталей из ориентированной пластмассы по технологии сварки. Можно, в частности, прессовать упаковку волокон из ориентированной пластмассы, поддерживаемых при температуре, близкой к их температуре плавления, чтобы держать в тесном контакте расплавленные поверхностные части, осуществляя их соединение сваркой. Однако этот способ длительный и трудно контролируемый. Он реально может быть применен только тогда, когда речь идет о сборке компактных пластмассовых деталей (см., например, заявку на патентGB-A-2253420). Из патента ЕР-В 1-0904441 известен способ изготовления сеток, образованных двумя системами параллельных полос из ориентированной пластмассы, сваренных инфракрасным лазером, причем две системы полос образуют между собой угол, близкий к 90. Каждая полоса является двухслойной структурой, у которой один слой прозрачен для инфракрасного излучения, а один слой насыщен сажей, которая поглощает излучение. Однако способ позволяет изготовить структуру, которая остается мягкой и не годится для получения пустотелых корпусов, которые должны выдерживать давление. Краткое изложение существа изобретения Задачей настоящего изобретения является создание способа, который лишен недостатков известных способов и который может быть использован для получения непроницаемых пустотелых корпусов, способных выдерживать давление. Другой задачей изобретения является упрощение сборочных работ, когда они производятся по технологии сварки. Для решения поставленной задачи согласно изобретению предложен способ соединения многослойных полос, включающий сварку полос с помощью электромагнитного излучения, причем полосы содержат по меньшей мере один слой из пластмассы, ориентированной по меньшей мере в одном направлении и прозрачной для этого излучения, и по меньшей мере один слой, частично поглощающий энергию этого излучения, при этом одна сторона по меньшей мере одной полосы соединения приварена к заранее сформированной пластмассовой основе. Указанный способ соединения полос представляет собой соединение полос друг с другом и с предварительно сформированной основой, чтобы с точки зрения их механических характеристик они представляли собой единое тело. Способ согласно изобретению относится к многослойным полосам, то есть к полосам, образованным наложением по меньшей мере двух слоев различного состава. В этом способе соединение осуществляется сваркой полос при наложении одна на другую и на предварительно сформированную основу. Под сваркой понимается технология соединения, которая состоит в расплавлении материала на малую глубину от поверхности соединяемых полос, затем в прижатии полос друг к другу и к основе таким образом, чтобы расплавленные поверхности соприкасались и чтобы составляющие их расплавленные материалы взаимно проникали друг в друга. Согласно изобретению сварка осуществляется облучением поверхности свариваемых полос с помощью излучения высокой энергии. В способе согласно изобретению в качестве излучения высокой энергии используется электромагнитное излучение. Облучение может быть проведено после наложения каждого отдельного слоя полос во время операции наматывания или после того, как наматывание было осуществлено по всей длине трубы. Облучение может также быть произведено в один этап после прокладки всех слоев полос, одновременно с операцией намотки последней полосы или, напротив, после того, как последний слой полос наложен на всю длину трубы. Материал полос согласно изобретению состоит из пластмассы. Под пластмассой будет пониматься любой материал, содержащий по меньшей мере одну полимерную синтетическую смолу. В качестве пластмассы могут использоваться все виды термопласта. Под термопластом понимается любой термопластичный полимер, в том числе термопластичные эластомеры, а также их смеси. Под термином "полимер" понимаются как гомополимеры, так и сополимеры (в частности, двойные или тройные). Примерами таких сополимеров являются (без ограничений) статистические сополимеры, сополимерные последовательности, блок-сополимеры и привитые сополимеры. Подходят термопластичные полимеры или сополимеры любого типа, температура плавления которых ниже температуры разложения. Особенно хорошо подходят синтетические термопласты, которые-1 006195 имеют интервал плавления по меньшей мере 10 С. Примеры таких материалов можно найти среди термопластов, которые полидисперсны по молекулярной массе. В частности, можно использовать полиолефины, поливинилхлориды, термопластичные полиэфиры,поликетоны, полиамиды и их сополимеры. Можно также применять смесь полимеров или сополимеров,а также смесь полимерных материалов с неорганическими, органическими и/или натуральными добавками, например без ограничений, углерод, соли и другие неорганические производные, натуральные или полимерные волокна. Хорошие результаты дали полиолефины. Из полиолефинов предпочтителен полиэтилен высокой плотности (ПЭВП). В способе соединения согласно изобретению применяют пластмассовые полосы, которые имеют многослойную структуру. Предпочтительно они содержат по меньшей мере один ориентированный слой. Под ориентированным слоем понимают слой из пластмассы, в которой по меньшей мере 20 вес.% молекулярных цепей входящих в ее состав полимеров расположены по меньшей мере в одном и том же направлении. Слои могут быть ориентированы в нескольких разных направлениях. Каждая из полос может также содержать слои, ориентированные одновременно более чем в одном направлении. Как вариант, полосы могут также содержать слои, ориентированные каждый в одном направлении, различном для каждой полосы. Наиболее предпочтительно слои полос ориентированы в одном и том же направлении. Согласно изобретению по меньшей мере один ориентированный слой полос, использованных в данном способе, прозрачен для электромагнитного излучения, применяемого для сварки. Словом "прозрачный" обозначают слой, который поглощает не более 100 Дж на 1 г вещества прозрачного слоя. В способе согласно изобретению полосы содержат по меньшей мере один слой, частично поглощающий энергию, переносимую электромагнитным излучением. Под частичным поглощением понимают поглощение энергии излучения, которое не ниже 300 Дж на 1 г вещества поглощающего слоя. Согласно изобретению одна сторона по меньшей мере одной полосы соединения приварена дополнительно на пластмассовую основу. Пластмасса основы может быть идентичной пластмассе прозрачного слоя полос. Она может также, напротив, включать пластмассу, природа которой отлична от пластмассы прозрачного слоя полос. Предпочтительно сварка одной стороны по меньшей мере одной полосы соединения осуществляется по тому же методу, что и сварка электромагнитным излучением, которая применяется для сваривания полос между собой. Безразлично, является ли пластмассовая основа, на которую привариваются полосы, ориентированной или неориентированной структуры. Предпочтительно структура пластмассовой основы неориентированная. Число полос, которые можно приварить в способе согласно изобретению для изготовления сборки,может меняться в широких пределах. Обычно предпочтительно сваривать четное число полос. В частности, хорошие результаты были получены, когда сваривали по меньшей мере две полосы. Особенно хорошие результаты получены, когда сваривают по меньшей мере четыре полосы. Предпочтительно сваривают не более восьми полос. Согласно предпочтительному варианту осуществления способа электромагнитное излучение имеет длину волны по меньшей мере 700 нм. Также предпочтительно использовать электромагнитное излучение, длина волны которого не более 1200 нм. Особенно предпочтительно инфракрасное электромагнитное излучение. Может подходить источник ИК с непрерывным спектром, излучающий в области гамма-частот, в частности источники, излучающие в области гамма длин волн, не поглощаемых прозрачными слоями полос. Такими источниками ИК являются, например, источники с очень короткой длиной волны, которые излучают в области около 1000 нм. Наилучшие результаты были получены с когерентным инфракрасным излучением типа лазерного. Примерами источников такого излучения являются диодные лазеры и Nd:YAG лазеры (гранатовый лазер с алюминатом иттрия, легированным неодимом). Согласно предпочтительному варианту осуществления способа полосы намотаны и приварены вокруг основы в виде трубы. В результате, получают трубу, усиленную по меньшей мере одним слоем полос из ориентированной пластмассы. Обычно трубчатая основа является пластмассовой. Природа этой пластмассы совместима для сваривания с пластмассой поглощающих слоев полос. Однако можно выбрать для трубчатой основы неориентированную пластмассу. В способе согласно изобретению природа материала, ответственного за поглощение излучения,может быть разной. Она выбирается из составов, которые могут легко смешиваться с пластмассой поглощающих слоев, в которые вводятся эти составы. Хорошие результаты были получены с сажей. Предпочтительно поглощение электромагнитного излучения неполное. Кроме того, должна быть соблюдена степень поглощения, достаточная для выделения тепла. На практике хорошие результаты дала степень поглощения по меньшей мере 300 Дж на 1 г материала поглощающего слоя.-2 006195 Согласно варианту осуществления способа, совместимому с вариантами осуществления, описанными выше, изготавливают трубу, у которой полосы, намотанные и сваренные вокруг ее внешнего периметра, составляют относительно направления трубы угол от 40 до 70. Отличные результаты были получены, когда этот угол был близок к 55. Кроме того, предпочтительно каждый слой полосы, приваренный к предыдущему слою, располагать крест-накрест с последним. На практике хорошие результаты были получены, когда угол относительно направления трубы был противоположен углу предыдущего слоя полосы. Изобретение относится также к многостенной пластмассовой трубе, содержащей внутреннюю стенку из неориентированной пластмассы, на которую приварены по меньшей мере два смежных слоя многослойных полос, намотанных и сваренных друг с другом, согласно изобретению, по меньшей мере один слой каждой полосы состоит из пластмассы, прозрачной для электромагнитного излучения, и ориентированный по меньшей мере в одном направлении, а один другой слой каждой полосы содержит материал,поглощающий это электромагнитное излучение. Предпочтительно соседние слои полос перекрещены, то есть они расположены таким образом, чтобы образовать между собой угол в пределах от 80 до 140. Различные варианты способа, описанного выше, могут также относиться к многостенной трубе. Предпочтительно слои полос, содержащие поглощающее вещество, ориентированы в той же степени, что и прозрачные слои. Ориентирование может быть полностью независимым от ориентирования прозрачных слоев. Альтернативно предпочтительно, чтобы поглощающие слои были ориентированы в том же направлении, что и прозрачные слои. В частном варианте осуществления труба согласно изобретению содержит полосы, образованные одним слоем прозрачного ориентированного материала, расположенным между двумя более тонкими слоями, содержащими ту же пластмассу, ориентированную в том же направлении, что и прозрачный слой, и содержащие, кроме того, вещество, поглощающее это излучение. В этом варианте осуществления прозрачный слой каждой полосы поглощает электромагнитное излучение с длиной волны, составляющей от 700 до 1200 нм, плотность которого не превышает 100 Дж на г материала прозрачного слоя. Описание предпочтительных примеров воплощения изобретения Следующие примеры приведены для иллюстрации изобретения и не ограничивают объем заявленного изобретения. Сначала выполняют двухслойную полосу соэкструзией в плоской фильере шириной 400 мм и отверстием 5 мм, на которую подаются полукруглые гранулы, присоединенной к двум экструдерам, первый диаметром 60 мм с рифленым кожухом и барьерным шнеком, вращающимся со скоростью 50 об./мин и пропускающим до 50 кг/ч полиэтилена высокой плотности производства SOLVAY POLYOLEFIN EUROPE марки ELTEX РЕ 100 TUB 121, идентичного имеющейся в продаже смоле, за исключением отсутствия пигмента для прозрачного слоя, а второй диаметром 30 мм, оборудованный шнеком для полиолефина, вращающимся со скоростью 10 об./мин и пропускающим 0,5 кг/ч поглощающего слоя. Смола, использованная во втором экструдере для поглощающего слоя, представляет собой имеющуюся в продаже смолу ELTEX РЕ 100 TUB 121, которая наполнена сажей. Двухслойный лист, выходящий из фильеры, проходит затем в полировальный каландр при 50 С и преобразуется в ориентированную полосу термическим кондиционированием при 115 С, проходя по группе из шести цилиндров кондиционирования с последующим вытягиванием в два последовательных прохода в стане вытягивания, в котором цилиндры вращаются с возрастающей скоростью (680% вытягивания за первый проход и 30% за второй проход). Затем ориентированная полоса охлаждается и подвергается легкому сжатию порядка 10% в продольном направлении. Затем ориентированные полосы вручную наматывают на трубчатый полый стержень из полиэтилена высокой плотности ELTEX PE100 TUB 121 с внешним диаметром 50 мм и толщиной 3,2 мм таким образом, чтобы складывать крест-накрест два последовательных слоя под углом +55 и -55 относительно оси трубы, причем слой, содержащий сажу, направлен к трубе. Затем полосы наматывают на всю внешнюю поверхность трубы, после чего производят сварку полос друг с другом и с трубой путем сканирования всей поверхности трубы, несущей намотанные полосы,диодным лазерным источником марки COHERENT, мощностью 30 Вт и длиной волны 800 нм, луч которого проходит через коллиматор диаметром 8 мм. Линейная скорость сварки и движения трубы в лазерном луче составляет 0,72 м/мин. Определяют сопротивление растрескиванию и сравнивают с сопротивлением идентичной трубы, не подвергавшейся последней операции сварки полос с помощью лазерного излучения. Полученные результаты следующие: Видно, что сварка полос дает прибавку к сопротивлению разрыва на 50%.-3 006195 Поскольку полученная труба с приваренными полосами состоит только из одного типа смолы, содержащей локально сажу, можно возвращать отходы производства в процессы изготовления трубчатых внутренних стенок. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления армированной пластмассовой основы, в котором осуществляют сварку наложенных на пластмассовую основу полос с помощью электромагнитного излучения, отличающийся тем, что каждая из полос содержит по меньшей мере один слой из ориентированной пластмассы, прозрачной для этого излучения, и по меньшей мере один слой, частично поглощающий энергию этого излучения, при этом полосы расположены на основе таким образом, что одна сторона по меньшей мере одной полосы приваривается к пластмассовой основе. 2. Способ по п.1, отличающийся тем, что используют две полосы. 3. Способ по любому из пп.1, 2, отличающийся тем, что полосы ориентированы в том же направлении, что и слои. 4. Способ по любому из пп.1-3, отличающийся тем, что электромагнитное излучение имеет длину волны в пределах от 700 до 1200 нм. 5. Способ по любому из пп.1-4, отличающийся тем, что электромагнитное излучение является лазерным излучением. 6. Способ по любому из пп.1-5, отличающийся тем, что предварительно сформированная основа из пластмассы является трубчатой основой из неориентированной пластмассы. 7. Способ по любому из пп.1-6, отличающийся тем, что материал, поглощающий электромагнитное излучение, является сажей. 8. Многостенная пластмассовая труба, полученная способом по одному из пп.1-6, содержащая стенку из неориентированной пластмассы, на которую приварены по меньшей мере два сваренных между собой смежных слоя, сформированные из полос посредством их намотки, отличающаяся тем, что каждая из полос имеет по меньшей мере один слой, образованный из ориентированной пластмассы, прозрачной для электромагнитного излучения, и по меньшей мере один слой, частично поглощающий это электромагнитное излучение. 9. Труба по п.8, отличающаяся тем, что слои, содержащие поглощающий материал, также являются ориентированными слоями. 10. Труба по п.9, отличающаяся тем, что полосы образованы одним слоем ориентированного материала, прозрачного для электромагнитного излучения с длиной волны в пределах от 700 до 1200 нм и расположенного между двумя более тонкими слоями, содержащими ту же пластмассу, ориентированную в том же направлении, что и прозрачный слой, и дополнительно содержащими материал, поглощающий это излучение.
МПК / Метки
МПК: F16L 9/12, B29C 65/16, B29C 63/10
Метки: сборки, труба, способ, пластмассовая, многостенная
Код ссылки
<a href="https://eas.patents.su/5-6195-sposob-sborki-i-mnogostennaya-plastmassovaya-truba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ сборки и многостенная пластмассовая труба</a>
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4977
Опубликовано: 28.10.2004
Авторы: Деэнно Клод, Матз Пьер
МПК: F16L 11/08, B32B 27/08
Метки: изготовления, способ, трубы, труба, пластмассы, упрочненная
Формула / Реферат:
1. Многослойная пластмассовая труба, состоящая из трубчатого стержня на основе полимерной композиции, отличающаяся тем, что она защищена двумя слоями, каждый из которых содержит неориентированный полимерный состав, причем первый слой совместим с полимерным составом нижележащей пластмассы, а второй является внешним слоем, служащим также отделочным слоем. 2. Труба по п.1, отличающаяся тем, что стержень включает полимерный состав ориентированной в...
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4965
Опубликовано: 28.10.2004
Авторы: Матз Пьер, Деэнно Клод
МПК: F16L 9/12
Метки: трубы, пластмассы, изготовления, упрочненная, способ, труба
Формула / Реферат:
1. Многослойная упрочненная пластмассовая труба, состоящая из трубчатого стержня на основе полимерного состава, на который намотаны упрочняющие полосы, содержащие ориентированный полимерный состав, отличающаяся тем, что полосы выбирают из тех, которые удовлетворяют следующему соотношению: где IR - коэффициент сопротивления упрочняющей полосы, рассчитываемый следующим образом: где s представляет максимальное значение напряжения, полученного...
Возвратная пластмассовая тара, способ нанесения выполненной только краской маркировки на полимерную поверхность
Номер патента: 1009
Опубликовано: 28.08.2000
Авторы: Брандт Томас Линн, Росенс Эрвин Антон, Блом Патрик Йоханнес, Уилкенз Даниел Натаниел
МПК: B65D 25/20, B65C 9/18
Метки: полимерную, поверхность, пластмассовая, способ, тара, возвратная, выполненной, маркировки, нанесения, краской
Формула / Реферат:
1. Возвратная пластмассовая тара, по меньшей мере, с одной поверхностью с выполненной только краской маркировкой, содержащей, по меньшей мере, один слой красителя и слой активируемого адгезива, причем маркировка является удаляемой с поверхности без разрушительной обработки поверхности, и маркировка скреплена, по меньшей мере, с одной поверхностью путем активирования слоя активируемого адгезива. 2. Тара по п.1, отличающаяся тем, что поверх слоя...
Пластмассовая распределительная коробка с блоками розеток
Номер патента: 289
Опубликовано: 25.02.1999
Автор: Шилхэм Ян Л.
МПК: H02G 3/18
Метки: распределительная, коробка, блоками, пластмассовая, розеток
Формула / Реферат:
1. Распределительная коробка (38) для использования с системой подвесного перекрытия, имеющей подпорки для поддержания панелей перекрытия, содержащая(a) корпус (40), имеющий множество боковых стенок (62), соединенных с образованием замкнутого периметра и дна;(b) по меньшей мере, один блок розеток (46) для размещения выводов, причем блок розеток (46) прикреплен, по меньшей мере, к одной боковой стенке; и(c) направляющие (58), выполненные на...
Способ сборки шарового шарнира
Номер патента: 45
Опубликовано: 26.02.1998
Автор: Недиков Владимир Петрович
МПК: B23P 19/00, B23P 19/04, F16C 11/00...
Метки: шарнира, сборки, способ, шарового
Формула / Реферат:
1. Способ сборки шарового шарнира, включающий ввод в корпус последовательно полимерного опорного вкладыша, штанги с шаровой головкой, второго полимерного опорного вкладыша и ввинчивание крышки, отличающийся тем, что после ввода второго полимерного вкладыша на него воздействуют нагретым пуансоном с рабочей поверхностью, идентичной контактной поверхности крышки, осуществляя пластическую деформацию стыков полимерных опорных вкладышей, после чего...
Предыдущий патент: Способ получения фуллеренов и установка для его осуществления
Следующий патент: Способ консервирования овощей (варианты)
Случайный патент: Упаковка для кондитерских изделий