Способ и устройство для электропитания электродугового плавильного агрегата
Номер патента: 4169
Опубликовано: 26.02.2004
Авторы: Шмале Клаус, Грунд Гуйдо, Эспендиллер Бернхард, Брекер Дирк
Формула / Реферат
1. Способ электропитания электродугового плавильного агрегата для плавки и нагрева металла, в частности стали, который эксплуатируется по меньшей мере с двумя электродами, отличающийся тем, что
а) электрический ток, отбираемый источником трехфазного тока из сети, распределяют по меньшей мере по двум параллельным модулям электропитания, содержащим последовательно включенные неуправляемый выпрямительный мост трехфазного тока для получения постоянного тока, промежуточную схему постоянного тока для накопления энергии выпрямленного постоянного тока, и транзисторный блок для получения тока, имеющего вид постоянного или переменного тока и величину, соответствующую мощности, необходимой для работы электродугового плавильного агрегата, и
б) подают токи от всех модулей электропитания вместе через токоподводы на электроды электродугового плавильного агрегата.
2. Способ по п.1, отличающийся тем, что первичный коэффициент мощности устройства электропитания постоянно поддерживают высоким при помощи включенного на входе выпрямительного моста трехфазного тока.
3. Способ по п.1, отличающийся тем, что каждую промежуточную схему постоянного тока в соответствии с ее емкостью снабжают таким количеством электричества, что любые изменения нагрузки электрической дуги не оказывают негативного обратного воздействия на сеть.
4. Способ по п.1, отличающийся тем, что фазовый сдвиг питающего источника трехфазного тока распределяют в n-кратно сдвинутых по фазе обмотках таким образом, что его характеристика соответствует n x 6 -импульсному типу схемы.
5. Способ по одному из пп.1-4, отличающийся тем, что выпрямленный ток в каждом модуле электропитания регулируют с помощью транзисторного блока таким образом, что получают постоянный ток, который подают через два токоподвода по меньшей мере на два электрода плавильного агрегата.
6. Способ по одному из пп.1-4, отличающийся тем, что выпрямленный ток в каждом модуле электропитания регулируют с помощью транзисторного блока таким образом, что получают однофазный переменный ток, который подают через два токоподвода по меньшей мере на два электрода плавильного агрегата.
7. Способ по одному из пп.1-4, отличающийся тем, что выпрямленный ток в каждом модуле электропитания регулируют с помощью транзисторных блоков таким образом, что получают три сдвинутых электрически по фазе на 120ш переменных тока, образующих трехфазный ток, который подают через три токоподвода по меньшей мере на три электрода плавильного агрегата.
8. Устройство для электропитания электродугового плавильного агрегата для плавки и нагрева металла для осуществления способа по п.1, содержащее источник трехфазного тока, который через устройства для создания постоянного или переменного тока выдает ток на электроды плавильного агрегата, по меньшей мере один из которых введен в его сосуд, отличающееся тем, что указанные устройства для создания постоянного или переменного тока представляют собой по меньшей мере два параллельных модуля (41, 4n) электропитания, каждый из которых содержит соединенные последовательно неуправляемый выпрямительный мост (51, 5n) трехфазного тока для получения постоянного тока, промежуточную схему (61, 6n) постоянного тока для накопления энергии выпрямленного постоянного тока, и транзисторный блок (71, 7n) для получения тока, имеющего вид постоянного или переменного тока и величину, соответствующую мощности, необходимой для работы электродугового плавильного агрегата, при этом модули (41, 4n) электропитания соединены с указанными электродами (21, 22, 23, 24) через токоподводы (31, 34, 32, 33, 35).
9. Устройство для электропитания по п.8, отличающееся тем, что транзисторные блоки (71, 7n) содержат конструктивные элементы (82), с помощью которых величина тока может регулироваться в соответствии с мощностью, требуемой во время процесса плавки, при постоянном коэффициенте мощности.
10. Устройство по п.8 или 9, отличающееся тем, что транзисторные блоки (71, 7n) соединены с регулирующим устройством (81), с помощью которого в каждом модуле электропитания может образовываться постоянный ток, при этом модули электропитания (41, 4n) через два токоподвода (31, 34) соединены по меньшей мере с двумя электродами (21, 24), по меньшей мере один из которых введен в сосуд (12) плавильного агрегата (11) и по меньшей мере один из которых является подовым электродом, соединенным с сосудом (12) плавильного агрегата (12).
11. Устройство по п.8 или 9, отличающееся тем, что транзисторные блоки (71, 7n) соединены с регулирующим устройством (81), с помощью которого в каждом модуле электропитания может образовываться однофазный переменный ток, при этом модули электропитания (41, 4n) через два токоподвода (32, 33) соединены по меньшей мере с двумя электродами (21, 22), введенными в сосуд (12) плавильного агрегата (11).
12. Устройство по п.8 или 9, отличающееся тем, что транзисторные блоки (71, 7n) соединены с регулирующим устройством (81), с помощью которого в каждом модуле электропитания могут образовываться переменные токи, образующие переменный трехфазный ток, при этом модули электропитания (41, 4n) через три токоподвода (32, 33, 35) соединены по меньшей мере с тремя электродами (21, 22, 23), введенными в сосуд (12) плавильного агрегата (11).
13. Устройство для электропитания по п.12, отличающееся тем, что при помощи соединенных с транзисторными блоками (71, 7n) регулирующих устройств (81) образуются переменные токи, которые электрически сдвинуты на 120ш.

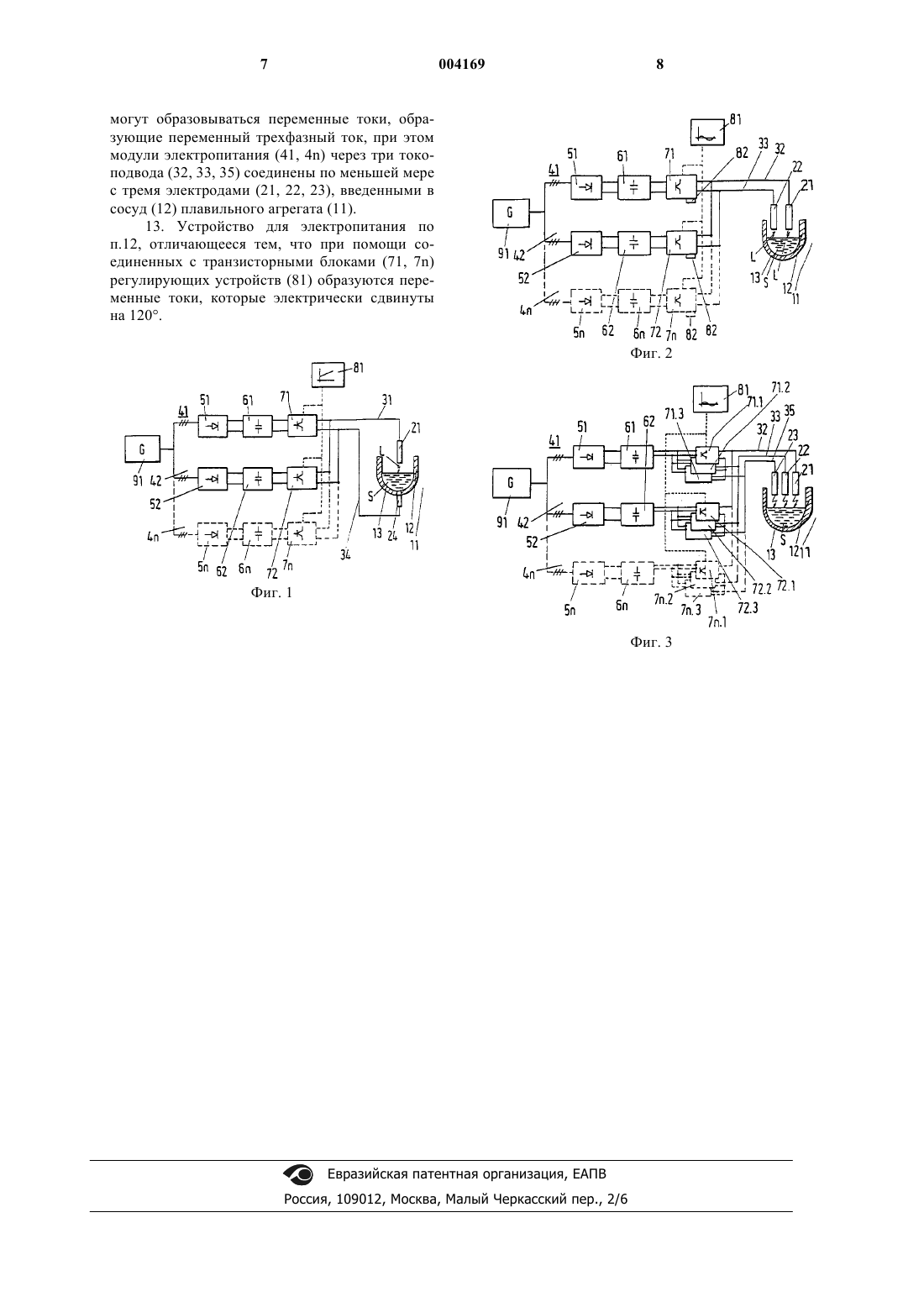
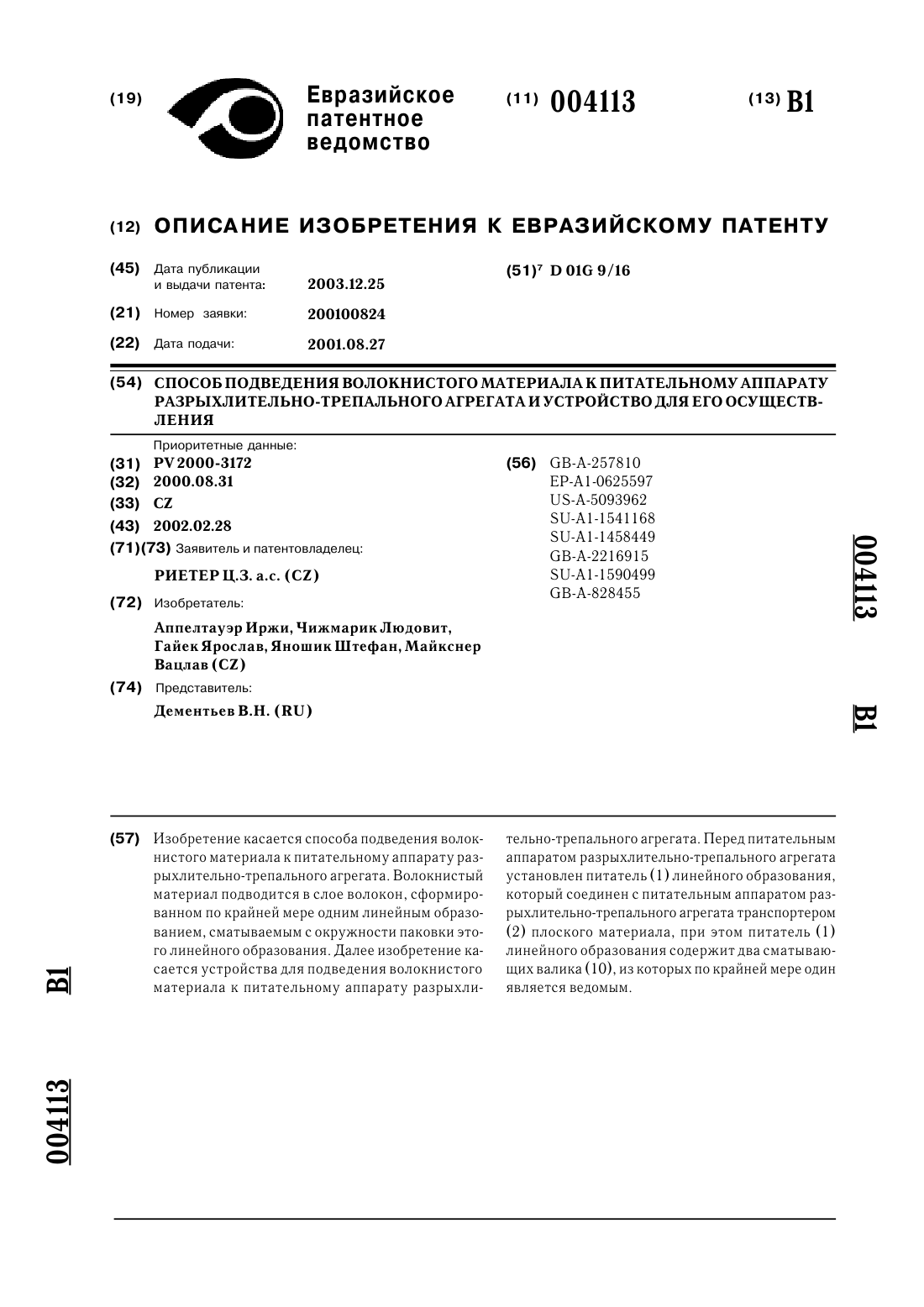
Текст
1 Изобретение относится к способу и соответствующему устройству для электропитания электродугового плавильного агрегата для плавки и нагрева металла, в частности, стали,который эксплуатируется по меньшей мере с двумя электродами. Металлы, в частности сталь, обычно плавят и нагревают в плавильных агрегатах при помощи электрической дуги. Эти электрические плавильные агрегаты, в частности электродуговые печи, работают с постоянным, переменным или трехфазным током. Обычно для этого используется по меньшей мере один электрод,который проходит через крышку печи и выступает в сосуд печи, а остальные электроды расположены в соответствии с первым или установлены в дне плавильного сосуда. Из DE-OS 2510326 известна электродуговая печь для плавки и рафинирования металла, в частности, стального лома, которая может работать от одного источника постоянного напряжения и имеет по меньшей мере один электрод одной полярности, установленный в обрабатывающем сосуде для контакта с загруженным металлом, и несколько электродов противоположной полярности, которые выступают в сосуд выше загруженного металла. Требуемая электрическая мощность подводится в этой известной печи через трансформатор, подключенный по схеме звезда-треугольник, вторичные обмотки которого разделены на соответствующие фазы и соединены с фазовым входом двухполупериодного выпрямителя. В этой известной схеме питания электрической дуги не предусмотрены ни устройства для предотвращения обратных воздействий на сеть, ни возможность произвольной регулировки электрической мощности для плавки загруженного металла. Из DE 4118756 С 2 известна электродуговая печь постоянного тока, содержащая выступающий в сосуд печи электрод, образующий катод, и по меньшей мере два подовых электрода. Электроды соединены через токоподводы с управляемыми выпрямителями, в качестве которых используются по меньшей мере два 6 полюсных тиристорных блока. Этот документ посвящен проблеме воздействия на электрическую дугу в электродуговой печи постоянного тока, и ради решения этой проблемы приходится мириться с другими недостатками, обусловленными системой, например, такими как нежелательно большие обратные воздействия на сеть, низкий электрический коэффициент полезного действия и ограниченная область применения установки. Из DE 19536545 известно устройство для электропитания постоянным током плавильного агрегата, направленное на решение ряда проблем уменьшения обратных воздействий тиристорных регуляторов на сеть. Из этого источника известно, что можно влиять на обратные воз 004169 2 действия на сеть путем управления углами зажигания, при этом возникающие обратные воздействия на сеть должны ослабляться лишь в ограниченной мере. Недостатком этого решения является ограниченная возможность изменения мощности плавки при выходе из строя конструктивных элементов. Далее, при выбранном виде несимметрично управляемого угла зажигания в тиристорных регуляторах возникают токи промежуточных высших гармоник, которые создают нежелательную нагрузку на сеть. Из ЕР 0429774 А 1 известно устройство,решающее проблему уменьшения обратных воздействий печей трехфазного тока на сеть. Для этого предложен управляемый дроссель,включенный во входную цепь питающего трансформатора трехфазного тока. С помощью указанного устройства обратные воздействия на сеть могут быть уменьшены тоже только в определенных пределах, так как величина мощности включенного на входе дросселя оказывает влияние на рабочую характеристику электрической дуги. Поэтому для уменьшения обратных воздействий на сеть до нужной величины обычно требуются дополнительные устройства. Целью изобретения является создать способ и соответствующее устройство для питания электрической дуги для плавки металла, в частности, стали, которые позволяют с помощью простых и конструктивных средств уменьшить обратные воздействия на сеть до минимума,повысить электрический коэффициент полезного действия и одновременно увеличить срок службы оборудования плавильного агрегата. Эта цель достигается в отношении способа благодаря отличительным признакам п.1, а в отношении устройства - благодаря отличительным признакам п.8 формулы изобретения. Согласно изобретению электрический ток,отбираемый из сети источником трехфазного тока, распределяется по меньшей мере по двум параллельным модулям электропитания. Модули электропитания имеют каждый соединенные последовательно по направлению тока неуправляемый мост трехфазного тока,промежуточную схему постоянного тока и транзисторный блок. В каждой отдельной ветви ток подается от моста трехфазного тока в виде постоянного тока и накапливается в каждой из промежуточных схем постоянного тока. Затем выпрямленные частичные токи регулируются по отдельности при помощи транзисторных блоков и через токоподводы подаются на отдельные электроды или отводятся от них. Накопительная емкость каждой промежуточной схемы такова, что компенсируются колебания напряжения, возникающие из-за наличия электрической дуги или дуг. В результате обеспечивается равномерная нагрузка на питающую сеть. Модули электропитания выполнены так и их количество таково, что потребле 3 ние реактивной мощности устройством электропитания может выдерживаться постоянным. Кроме того, количество модулей электропитания выбирается таким, что в случае повреждения оборудования при целенаправленном отключении отдельных модулей или конструктивных элементов можно непрерывно продолжать процесс без ограничения требуемой мощности. Транзисторные блоки каждого модуля электропитания в предпочтительном варианте выполнения снабжены конструктивными элементами, с помощью которых величина и форма тока могут регулироваться в соответствии с мощностью, требуемой во время процесса плавки, при постоянном коэффициенте мощности питающей сети. Транзисторные блоки соединены каждый с регулирующим устройством, с помощью которого осуществляется влияние на вид тока. Согласно изобретению, с помощью предложенного устройства электропитания можно создавать постоянный ток, однофазный переменный ток или трехфазный переменный ток. Плавильный агрегат, соединенный с устройством электропитания токоподводами, имеет электроды, которые в зависимости от вида тока либо выступают в сосуд печи, либо выполнены в виде подовых электродов. Модули электропитания могут быть по отдельности или группами подключены к сдвинутым по фазе источникам трехфазного тока и уменьшают таким образом возникающие обратные воздействия на сеть в виде меньших токов высших гармоник благодаря характеристике n х 6 -импульсного типа схемы. Пример изобретения представлен на приложенных чертежах, где фиг. 1 изображает устройство электропитания постоянным током,фиг. 2 - устройство электропитания однофазным переменным током,фиг. 3 - устройство электропитания трехфазным током. На фиг. 1 -3 представлен плавильный агрегат 11, имеющий сосуд 12 с дном 13 и заполненный расплавом S. В сосуде находятся электроды 21 и/или 22 и/или 23, причем в устройстве согласно фиг. 1 предусмотрен подовый электрод 24 в дне 13 плавильного агрегата 11. На всех трех чертежах показан источник 91 трехфазного тока, соединенный с сетью (не показана) и по меньшей мере с двумя модулями 41 и 42 электропитания, количество которых при необходимости может быть увеличено до n. Каждый модуль 41-4n электропитания содержит соединенные последовательно мост 51-5n трехфазного тока, промежуточную схему 61-6n и транзисторный блок 71-7n. Транзисторные блоки 71-7n соединены выходами через прямой 31 и обратный 34 токоподводы, а также через прямые и обратные токоподводы 32, 33 и 35. 4 Кроме того, транзисторные блоки 71-7n соединены для их регулировки с регулирующим устройством 81, а именно, на фиг. 1 -для постоянного тока, а на фиг. 2 и 3 - для переменного и трехфазного тока. На фиг. 2 в сосуд 12 печи выступают электроды 21 и 22, соединенные через токоподводы 32 и 33 с транзисторными блоками 71-7n. Каждый из транзисторных блоков 71-7n имеет конструктивный элемент 82, с помощью которого можно регулировать величину тока в соответствии с мощностью, требуемой во время процесса плавки, при постоянном коэффициенте мощности. На фиг. 3 в сосуд 12 печи выступают все три электрода 21-23, соединенные через токоподводы 32, 33 и 35 с соответствующими транзисторными блоками 71.1, 71.2, 71.3 - 7n.1, 7n.2,7n.3. Для регулировки транзисторных блоков 71.1-7n.3 они соединены с регулирующим устройством 81, с помощью которого могут вырабатываться переменные токи, сумма которых,образующая трехфазный переменный ток, может через три токоподвода 32, 33 и 35 подводиться по меньшей мере к трем находящимся в сосуде 12 электродам 21-23 и отводиться от них. Обозначения Плавка: 11 - плавильный агрегат; 12 - сосуд: 13 - дно. Узел электродов: 21 - 1 электрод или группа электродов; 22 - 2 электрод или группа электродов; 23 - 3 электрод или группа электродов; 24 - подовый электрод или группа подовых электродов. Подвод тока: 31 - 1 прямой токоподвод; 32 - 1 прямой/обратный токоподвод; 33 - 2 прямой/обратный токоподвод; 34 - 2 обратный токоподвод; 35 - 3 прямой/обратный токоподвод; 36 - 3 обратный токоподвод Модули; 41-4n - первый - n-ный модуль электропитания. Мосты: 51-5n - первый n-ный мост трехфазного тока. Промежуточные контуры: 61-6n - первая n-ная промежуточная схема постоянного тока. Транзисторы: 71-7n - первый n-ный транзисторный блок. Регуляторы: 81 - регулирующее устройство; 82 - конструктивные элементы для регулирования тока. Источник 91 - Источник трехфазного тока. 5 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ электропитания электродугового плавильного агрегата для плавки и нагрева металла, в частности стали, который эксплуатируется по меньшей мере с двумя электродами, отличающийся тем, что а) электрический ток, отбираемый источником трехфазного тока из сети, распределяют по меньшей мере по двум параллельным модулям электропитания, содержащим последовательно включенные неуправляемый выпрямительный мост трехфазного тока для получения постоянного тока, промежуточную схему постоянного тока для накопления энергии выпрямленного постоянного тока, и транзисторный блок для получения тока, имеющего вид постоянного или переменного тока и величину, соответствующую мощности, необходимой для работы электродугового плавильного агрегата, и б) подают токи от всех модулей электропитания вместе через токоподводы на электроды электродугового плавильного агрегата. 2. Способ по п.1, отличающийся тем, что первичный коэффициент мощности устройства электропитания постоянно поддерживают высоким при помощи включенного на входе выпрямительного моста трехфазного тока. 3. Способ по п.1, отличающийся тем, что каждую промежуточную схему постоянного тока в соответствии с ее емкостью снабжают таким количеством электричества, что любые изменения нагрузки электрической дуги не оказывают негативного обратного воздействия на сеть. 4. Способ по п.1, отличающийся тем, что фазовый сдвиг питающего источника трехфазного тока распределяют в n-кратно сдвинутых по фазе обмотках таким образом, что его характеристика соответствует n х 6 -импульсному типу схемы. 5. Способ по одному из пп.1-4, отличающийся тем, что выпрямленный ток в каждом модуле электропитания регулируют с помощью транзисторного блока таким образом, что получают постоянный ток, который подают через два токоподвода по меньшей мере на два электрода плавильного агрегата. 6. Способ по одному из пп.1-4, отличающийся тем, что выпрямленный ток в каждом модуле электропитания регулируют с помощью транзисторного блока таким образом, что получают однофазный переменный ток, который подают через два токоподвода по меньшей мере на два электрода плавильного агрегата. 7. Способ по одному из пп.1-4, отличающийся тем, что выпрямленный ток в каждом модуле электропитания регулируют с помощью транзисторных блоков таким образом, что получают три сдвинутых электрически по фазе на 120 переменных тока, образующих трехфазный ток, который подают через три токоподвода по 6 меньшей мере на три электрода плавильного агрегата. 8. Устройство для электропитания электродугового плавильного агрегата для плавки и нагрева металла для осуществления способа по п.1, содержащее источник трехфазного тока,который через устройства для создания постоянного или переменного тока выдает ток на электроды плавильного агрегата, по меньшей мере один из которых введен в его сосуд, отличающееся тем, что указанные устройства для создания постоянного или переменного тока представляют собой по меньшей мере два параллельных модуля (41, 4n) электропитания,каждый из которых содержит соединенные последовательно неуправляемый выпрямительный мост (51, 5n) трехфазного тока для получения постоянного тока, промежуточную схему (61,6n) постоянного тока для накопления энергии выпрямленного постоянного тока, и транзисторный блок (71, 7n) для получения тока,имеющего вид постоянного или переменного тока и величину, соответствующую мощности,необходимой для работы электродугового плавильного агрегата, при этом модули (41, 4n) электропитания соединены с указанными электродами (21, 22, 23, 24) через токоподводы (31,34, 32, 33, 35). 9. Устройство для электропитания по п.8,отличающееся тем, что транзисторные блоки(82), с помощью которых величина тока может регулироваться в соответствии с мощностью,требуемой во время процесса плавки, при постоянном коэффициенте мощности. 10. Устройство по п.8 или 9, отличающееся тем, что транзисторные блоки (71, 7n) соединены с регулирующим устройством (81), с помощью которого в каждом модуле электропитания может образовываться постоянный ток, при этом модули электропитания (41, 4n) через два токоподвода (31, 34) соединены по меньшей мере с двумя электродами (21, 24), по меньшей мере один из которых введен в сосуд (12) плавильного агрегата (11) и по меньшей мере один из которых является подовым электродом, соединенным с сосудом (12) плавильного агрегата(12). 11. Устройство по п.8 или 9, отличающееся тем, что транзисторные блоки (71, 7n) соединены с регулирующим устройством (81), с помощью которого в каждом модуле электропитания может образовываться однофазный переменный ток, при этом модули электропитания (41, 4n) через два токоподвода (32, 33) соединены по меньшей мере с двумя электродами (21, 22),введенными в сосуд (12) плавильного агрегата(11). 12. Устройство по п.8 или 9, отличающееся тем, что транзисторные блоки (71, 7n) соединены с регулирующим устройством (81), с помощью которого в каждом модуле электропитания могут образовываться переменные токи, образующие переменный трехфазный ток, при этом модули электропитания (41, 4n) через три токоподвода (32, 33, 35) соединены по меньшей мере с тремя электродами (21, 22, 23), введенными в сосуд (12) плавильного агрегата (11). 13. Устройство для электропитания по п.12, отличающееся тем, что при помощи соединенных с транзисторными блоками (71, 7n) регулирующих устройств (81) образуются переменные токи, которые электрически сдвинуты на 120. Фиг. 2
МПК / Метки
МПК: H02J 3/18, H05B 7/144, H02M 7/162
Метки: устройство, агрегата, электропитания, электродугового, способ, плавильного
Код ссылки
<a href="https://eas.patents.su/5-4169-sposob-i-ustrojjstvo-dlya-elektropitaniya-elektrodugovogo-plavilnogo-agregata.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для электропитания электродугового плавильного агрегата</a>
Способ подведения волокнистого материала к питательному аппарату разрыхлительно-трепального агрегата и устройство для его осуществления
Номер патента: 4113
Опубликовано: 25.12.2003
Авторы: Майкснер Вацлав, Аппелтауэр Иржи, Гайек Ярослав, Яношик Штефан, Чижмарик Людовит
МПК: D01G 9/16
Метки: устройство, агрегата, питательному, волокнистого, подведения, материала, способ, аппарату, разрыхлительно-трепального, осуществления
Формула / Реферат:
1. Способ подведения текстильного волокнистого материала к питающему механизму разрыхлительно-трепального агрегата, при котором текстильный волокнистый материал подводится в слое текстильных волокон, сформированном по меньшей мере двумя линейными образованиями, сматываемыми с окружности по меньшей мере двух обмоток указанных линейных образований, отличающийся тем, что обмотки линейных образований текстильного волокнистого материала в ходе...
Устройство для электропитания и монтажа множества электрических приборов
Номер патента: 1189
Опубликовано: 25.12.2000
Авторы: Канали Паскаль, Пелликано Жозеф
МПК: H01R 9/28
Метки: множества, электропитания, устройство, монтажа, электрических, приборов
Формула / Реферат:
1. Устройство для монтажа и питания множества электрических приборов, например силовых приборов и вспомогательных блоков, закрепленных на монтажном рельсе и имеющих модульные корпуса, примыкающие друг к другу, содержащее общее средство для подключения всех электрических силовых приборов, расположенное параллельно продольному направлению рельса и имеющее последовательность контактных зубцов, расположенных в продольном направлении с заданными...
Источник электропитания переменный ток – постоянный ток
Номер патента: 1816
Опубликовано: 27.08.2001
Автор: Грин Эндрю Вилльям
МПК: H02M 5/458
Метки: источник, постоянный, переменный, электропитания, ток
Формула / Реферат:
1. Трехфазный трансформатор, содержащий три вторичные обмотки, каждая из которых образована из проводящей трубки, причем проводящие трубки являются, по существу, параллельными, и их первые концы электрически соединены между собой, три сердечника трансформатора, каждый из которых соответствует фазе, каждый имеет форму цилиндрического элемента, снабженного резьбой в соответствующей проводящей трубке, и три первичных обмотки, каждая из которых...
Способ и устройство для защиты преобразователей
Номер патента: 3165
Опубликовано: 27.02.2003
Авторы: Коласс Алексис, Масселюс Жан-Эммануэль
МПК: B60L 3/00
Метки: защиты, устройство, преобразователей, способ
Формула / Реферат:
1. Устройство для питания силового электродвигателя, служащего нагрузкой (M), от сети постоянного тока в качестве источника через преобразователь (E) и схему защиты от перенапряжения посредством ограничения (B), содержащую резисторы для отвода избыточного напряжения, и тормозной прерыватель (E), содержащий тормозные резисторы для отвода тока торможения, отличающееся тем, что резисторы (11+, 12+, 11- и 12-) соединены параллельно и каждый резистор...
Способ эксплуатации газлифтной скважины и устройство для его осуществления
Номер патента: 2678
Опубликовано: 29.08.2002
Авторы: Голод Владислав Викторович, Горбачев Владимир Андреевич, Пяткин Николай Николаевич, Башуров Валерий Витальевич, Минин Владимир Иосифович
МПК: E21B 43/00
Метки: эксплуатации, осуществления, газлифтной, способ, скважины, устройство
Формула / Реферат:
1. Способ эксплуатации газлифтной скважины, включающий подачу в нефтяную скважину газа из источника высокого давления по газопроводу с регулирующим расход газа устройством, измерение расхода нагнетаемого газа и дебита добываемого флюида при различных расходах газа, периодическое установление зависимости между расходом газа и дебитом добываемого флюида с определением оптимального режима эксплуатации газлифтной скважины в рабочем диапазоне...
Предыдущий патент: Композиционный электрод для твердотельного электрохимического устройства
Следующий патент: Система фотодетекторов и способ управления ею
Случайный патент: Антитела к тенасцину-с человека и их применение