Способ создания соединения между медью и нержавеющей сталью

Формула / Реферат
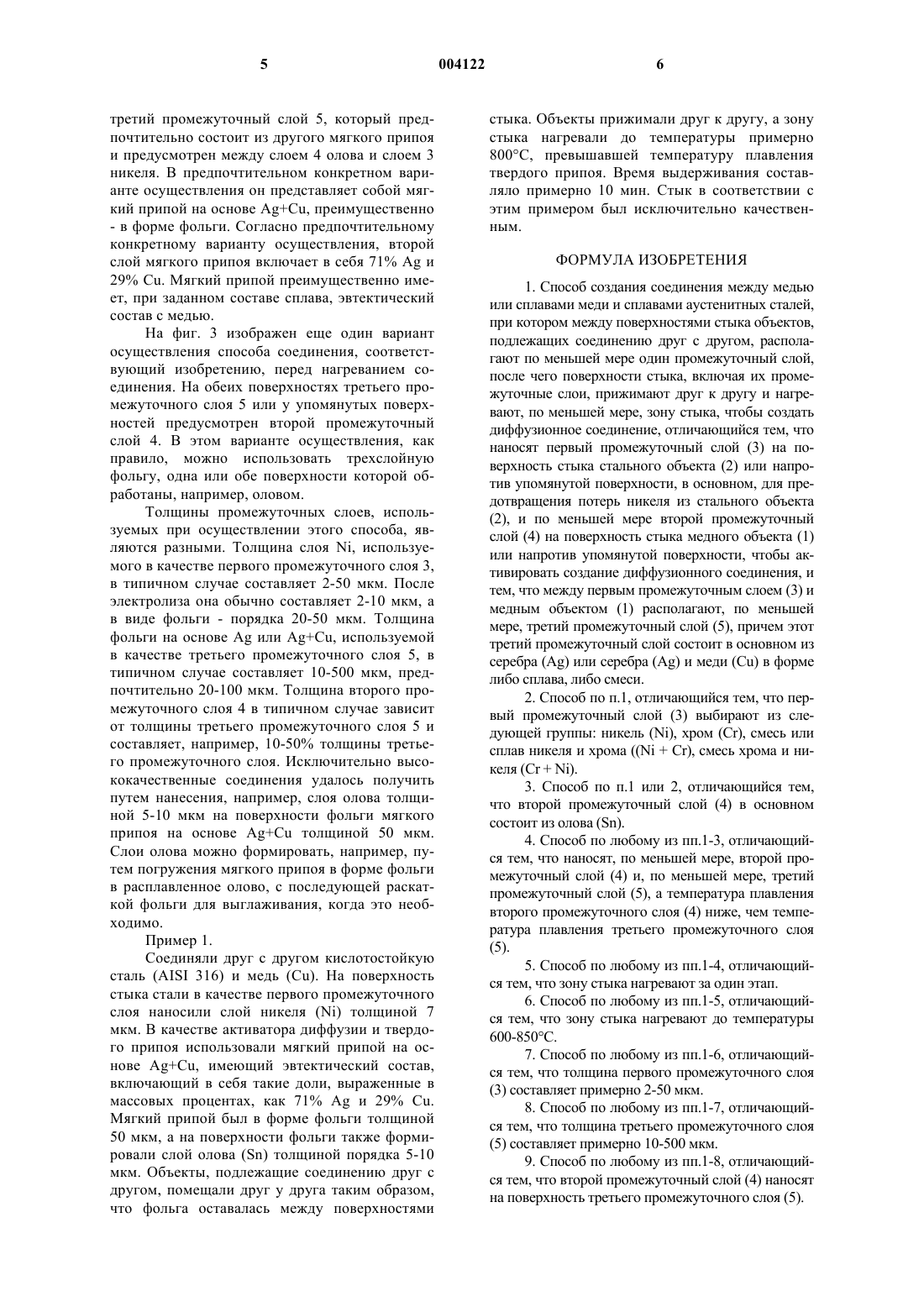
1. Способ создания соединения между медью или сплавами меди и сплавами аустенитных сталей, при котором между поверхностями стыка объектов, подлежащих соединению друг с другом, располагают по меньшей мере один промежуточный слой, после чего поверхности стыка, включая их промежуточные слои, прижимают друг к другу и нагревают, по меньшей мере, зону стыка, чтобы создать диффузионное соединение, отличающийся тем, что наносят первый промежуточный слой (3) на поверхность стыка стального объекта (2) или напротив упомянутой поверхности, в основном, для предотвращения потерь никеля из стального объекта (2), и по меньшей мере второй промежуточный слой (4) на поверхность стыка медного объекта (1) или напротив упомянутой поверхности, чтобы активировать создание диффузионного соединения, и тем, что между первым промежуточным слоем (3) и медным объектом (1) располагают по меньшей мере третий промежуточный слой (5), причем этот третий промежуточный слой состоит в основном из серебра (Ag) или серебра (Ag) и меди (Cu) в форме либо сплава, либо смеси.
2. Способ по п.1, отличающийся тем, что первый промежуточный слой (3) выбирают из следующей группы: никель (Ni), хром (Cr), смесь или сплав никеля и хрома ((Ni + Cr), смесь хрома и никеля (Cr + Ni).
3. Способ по п.1 или 2, отличающийся тем, что второй промежуточный слой (4) в основном состоит из олова (Sn).
4. Способ по любому из пп.1-3, отличающийся тем, что наносят по меньшей мере второй промежуточный слой (4) и по меньшей мере третий промежуточный слой (5), а температура плавления второго промежуточного слоя (4) ниже, чем температура плавления третьего промежуточного слоя (5).
5. Способ по любому из пп.1-4, отличающийся тем, что зону стыка нагревают за один этап.
6. Способ по любому из пп.1-5, отличающийся тем, что зону стыка нагревают до температуры 600-850шC.
7. Способ по любому из пп.1-6, отличающийся тем, что толщина первого промежуточного слоя (3) составляет примерно 2-50 мкм.
8. Способ по любому из пп.1-7, отличающийся тем, что толщина третьего промежуточного слоя (5) составляет примерно 10-500 мкм.
9. Способ по любому из пп.1-8, отличающийся тем, что второй промежуточный слой (4) наносят на поверхность третьего промежуточного слоя (5).
10. Способ по любому из пп.1-9, отличающийся тем, что по меньшей мере один из промежуточных слоев (3, 4, 5) наносят на зону стыка в форме фольги.

Текст
1 Область техники, к которой относится изобретение Настоящее изобретение относится к способу создания соединения между медью или сплавами меди и сплавами аустенитных сталей. Уровень техники В технике известны несколько различных способов создания соединений между нержавеющей сталью и медью. При соединении меди и нержавеющей стали друг с другом нужно принимать во внимание несколько факторов,среди которых присутствуют различные пределы прочности материалов при высоких температурах, а также их различия в теплопроводности,тепловом расширении и температурах плавления. При таких способах соединения, как пайка мягким припоем и сварка, проблемы обусловлены так называемым охрупчиванием при пайке мягким припоем, которое означает проникновение меди при диффузионном соединении в пределы зерен стали, что заметно охрупчивает соединение. В патенте США 4194672 описан способ соединения меди и нержавеющей стали посредством диффузионной сварки. При осуществлении упомянутого способа, между поверхностями стыка деталей, подлежащих соединению друг с другом, используют тонкий слой никеля, сплавов никеля, хрома, Ni + Сr или Сr +Ni, чтобы предотвратить диффузию меди в пределы зерен нержавеющей стали и чтобы улучшить адгезию. Соединение получают диффузионной сваркой при температуре 850-950 С. Этот способ требует относительно высокой температуры и длительного периода термообработки,чтобы создать соединение. Кроме того, предел прочности соединения, достигаемый посредством этого способа, ограничен. В патенте США 5664723 введен способ пайки мягким припоем, при котором деталь из меди соединяют с металлом или керамическим материалом. Соединение меди и нержавеющей стали, описанное в упомянутой публикации, создают путем использования исключительно тонкого слоя никеля в качестве диффузионного барьера на поверхности стали, а кроме того, путем использования слоя олова в качестве мягкого припоя на поверхности меди. Детали вводят в контакт друг с другом и нагревают за два этапа, сначала до 400 С в течение одного часа, а потом - дополнительно до 800 С в течение 20 мин. Таким образом, применяемый способ требует относительно длительного периода нагревания за два этапа. Сущность изобретения Задача настоящего изобретения заключается в том, чтобы реализовать способ создания соединения, посредством которого можно преодолеть недостатки известных технических решений. Другая задача изобретения заключается в том, чтобы реализовать соединение, которое поддерживает свойства хорошей электропроводности даже в условиях длительной коррозии. 2 Еще одна задача изобретения заключается в том, чтобы реализовать соединение, которое обладает хорошей стойкостью к высоким температурам. Изобретение отличается признаками, приведенными в прилагаемой формуле изобретения. Способ, соответствующий изобретению, в основном отличается тем, что наносят первый промежуточный слой на поверхность стыка стального объекта или напротив упомянутой поверхности, в основном, чтобы предотвратить потери никеля из стального объекта, и второй промежуточный слой на поверхность стыка медного объекта или напротив упомянутой поверхности, чтобы активировать создание диффузионного раствора. В соответствии с предпочтительным вариантом осуществления первый промежуточный слой выбирают из следующей группы: никель (Ni), хром (Сr), смесь или сплав никеля и хрома (Ni + Сr), смесь хрома и никеля (Cr + Ni). В соответствии с предпочтительным вариантом осуществления второй промежуточный слой в основном состоит из олова(Sn). В соответствии с предпочтительным вариантом осуществления, между первым промежуточным слоем и медным объектом дополнительно располагают, по меньшей мере, третий промежуточный слой. В соответствии с предпочтительным вариантом осуществления, наносят, по меньшей мере, второй промежуточный слой и, по меньшей мере, третий промежуточный слой, а температура плавления второго промежуточного слоя ниже, чем температура плавления третьего промежуточного слоя. Третий промежуточный слой может состоять в основном из серебра (Ag), или это может быть сплав или смесь серебра (Ag) и меди (Сu). В соответствии с предпочтительным вариантом осуществления зону стыка нагревают за один этап. Способ, соответствующий изобретению,имеет ряд существенных преимуществ. Путем нанесения слоя никеля на поверхность стали при создании соединения можно предотвратить потери никеля, переходящего из нержавеющей стали в медь, что могло бы вызвать охрупчивание стали. Создание соединения активируют посредством нанесения слоя мягкого припоя на поверхности стыка между поверхностью меди и листом стали, имеющим гальваническое никелевое покрытие. Благодаря активатору можно использовать меньшие температуры соединения, в результате чего становятся меньше термические механические напряжения, создаваемые в зоне стыка. Путем использования промежуточных слоев в соответствии с изобретением,можно применять одноэтапный нагрев при создании соединения. Посредством методики, соответствующей изобретению, получают соединения, которые имеют больший предел прочно 3 сти при растяжении, чем обычное диффузионное соединение. В этой заявке термин медь, помимо других объектов, выполненных из меди, относится к материалам сплавов с содержанием меди, в которые входит по меньшей мере 50% меди. Термин нержавеющая сталь в этой заявке относится главным образом к аустенитным легированным сталям, таким как нержавеющие и кислотостойкие стали. Перечень фигур чертежей Ниже приводится более подробное пояснение изобретения со ссылками на чертежи, где на фиг. 1 изображена структура соединения, соответствующая изобретению, перед этапом нагревания,на фиг. 2 - структура другого соединения,соответствующая изобретению, перед этапом нагревания, и на фиг. 3 - структура третьего соединения,соответствующая изобретению, перед этапом нагревания. Сведения, подтверждающие возможность осуществления изобретения При осуществлении способа в соответствии с изобретением, создают соединение между объектом 1, состоящим в основном из меди, и аустенитной нержавеющий сталью 2 и при осуществлении этого способа наносят несколько промежуточных слоев между поверхностями,подлежащими соединению, причем по меньшей мере один из упомянутых промежуточных слоев состоит из мягкого припоя. Поверхности располагают напротив друг друга и прижимают друг к другу, так что мягкий припой остается между сжатыми поверхностями. По меньшей мере, в зону стыка подводят тепло, так что создается диффузионное соединение. На фиг. 1 изображен вариант осуществления способа соединения, соответствующий изобретению, показанный в поперечном сечении перед термообработкой. Этим способом объект 1, по существу, состоящий главным образом из меди, и другой объект 2, состоящий из аустенитной нержавеющей стали, соединяют друг с другом. На стыке между этими двумя объектами располагают промежуточные слои 3, 4. Первый промежуточный слой 3, размещенный у стали,включает в себя в основном никель (Ni). Кроме того, при создании соединения также используют второй промежуточный слой 4, т.е. слой так называемого активатора, которым в случае приведенного примера является олово (Sn). Олово функционирует как активатор и приводит к понижению температуры, которая необходима при создании соединения. Первый промежуточный слой 3 может быть образован на поверхности нержавеющей стали посредством отдельной обработки. Когда в качестве первого промежуточного слоя 3 используют никель, упомянутый слой можно создавать на поверхности нержавеющей стали, на 004122 4 пример, посредством электролиза. В типичном случае, осуществляют гальваническое покрытие никелем, так что пассивационный слой, находящийся на нержавеющей стали, не является препятствием переносу материала на поверхности стыка между нержавеющей сталью и никелем. Первый промежуточный слой 3 также может существовать в форме фольги. Когда нагревают зону стыка, на поверхностях стыка объектов, подлежащих соединению друг с другом, создается диффузионное соединение; это происходит в результате диффузии никеля, с одной стороны, и в результате диффузии меди и компонентов стали, с другой стороны. Создание диффузионного соединения и создаваемые при этом структуры активируют посредством исключительно тонкого второго промежуточного слоя 4, требование о наличии которого обуславливают применяемые условия изготовления и желательное соединение, или посредством совокупности из нескольких промежуточных слоев 4, 5, располагаемых на поверхности стыка между стальным объектом 2,имеющим гальваническое никелевое покрытие,и медным объектом 1. Применяемые мягкие припои промежуточных слоев 4, 5, а также агенты-активаторы диффузии могут представлять собой сплавы серебра и меди и олово в чистом виде или в форме специальных трехслойных структур. Механически прочные соединения получаются в диапазоне температур 600-800 С. Выбор периодов термообработки можно провести так, что в готовом соединении не будет происходить создание хрупких интерметаллических фаз. Толщины мягких припоев, а также температуру и продолжительность термообработки выбирают так, чтобы потери никеля из стали предотвращались в результате того, что на одной поверхности стыка получается сплав с высоким содержанием никеля. Преимущество низкой температуры соединения заключается в том, что термические механические напряжения, создаваемые в зоне стыка, являются минимальными,На фиг. 2 изображен другой вариант осуществления способа соединения, соответствующего изобретению, перед термообработкой. Этим способом соединяют друг с другом объект 1, по существу, состоящий из меди, и другой объект 2, состоящий из аустенитной нержавеющей стали. В соединении между этими двумя объектами располагают промежуточные слои 3,4, 5. Промежуточный слой 3, расположенный у стали, включает в себя в основном никель (Ni). Кроме того, при создании соединения преимущественно используют второй промежуточный слой 4, т.е. так называемый агент-активатор,которым в случае приведенного примера является олово (Sn). Олово функционирует как активатор и приводит к понижению температуры,которая необходима при создании соединения. Помимо слоя олова соединение включает в себя 5 третий промежуточный слой 5, который предпочтительно состоит из другого мягкого припоя и предусмотрен между слоем 4 олова и слоем 3 никеля. В предпочтительном конкретном варианте осуществления он представляет собой мягкий припой на основе Ag+Cu, преимущественно- в форме фольги. Согласно предпочтительному конкретному варианту осуществления, второй слой мягкого припоя включает в себя 71% Ag и 29% Сu. Мягкий припой преимущественно имеет, при заданном составе сплава, эвтектический состав с медью. На фиг. 3 изображен еще один вариант осуществления способа соединения, соответствующий изобретению, перед нагреванием соединения. На обеих поверхностях третьего промежуточного слоя 5 или у упомянутых поверхностей предусмотрен второй промежуточный слой 4. В этом варианте осуществления, как правило, можно использовать трехслойную фольгу, одна или обе поверхности которой обработаны, например, оловом. Толщины промежуточных слоев, используемых при осуществлении этого способа, являются разными. Толщина слоя Ni, используемого в качестве первого промежуточного слоя 3,в типичном случае составляет 2-50 мкм. После электролиза она обычно составляет 2-10 мкм, а в виде фольги - порядка 20-50 мкм. Толщина фольги на основе Ag или Ag+Cu, используемой в качестве третьего промежуточного слоя 5, в типичном случае составляет 10-500 мкм, предпочтительно 20-100 мкм. Толщина второго промежуточного слоя 4 в типичном случае зависит от толщины третьего промежуточного слоя 5 и составляет, например, 10-50% толщины третьего промежуточного слоя. Исключительно высококачественные соединения удалось получить путем нанесения, например, слоя олова толщиной 5-10 мкм на поверхности фольги мягкого припоя на основе Ag+Cu толщиной 50 мкм. Слои олова можно формировать, например, путем погружения мягкого припоя в форме фольги в расплавленное олово, с последующей раскаткой фольги для выглаживания, когда это необходимо. Пример 1. Соединяли друг с другом кислотостойкую сталь (AISI 316) и медь (Сu). На поверхность стыка стали в качестве первого промежуточного слоя наносили слой никеля (Ni) толщиной 7 мкм. В качестве активатора диффузии и твердого припоя использовали мягкий припой на основе Ag+Cu, имеющий эвтектический состав,включающий в себя такие доли, выраженные в массовых процентах, как 71% Ag и 29% Сu. Мягкий припой был в форме фольги толщиной 50 мкм, а на поверхности фольги также формировали слой олова (Sn) толщиной порядка 5-10 мкм. Объекты, подлежащие соединению друг с другом, помещали друг у друга таким образом,что фольга оставалась между поверхностями 6 стыка. Объекты прижимали друг к другу, а зону стыка нагревали до температуры примерно 800 С, превышавшей температуру плавления твердого припоя. Время выдерживания составляло примерно 10 мин. Стык в соответствии с этим примером был исключительно качественным. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ создания соединения между медью или сплавами меди и сплавами аустенитных сталей,при котором между поверхностями стыка объектов,подлежащих соединению друг с другом, располагают по меньшей мере один промежуточный слой,после чего поверхности стыка, включая их промежуточные слои, прижимают друг к другу и нагревают, по меньшей мере, зону стыка, чтобы создать диффузионное соединение, отличающийся тем, что наносят первый промежуточный слой (3) на поверхность стыка стального объекта (2) или напротив упомянутой поверхности, в основном, для предотвращения потерь никеля из стального объекта(2), и по меньшей мере второй промежуточный слой (4) на поверхность стыка медного объекта (1) или напротив упомянутой поверхности, чтобы активировать создание диффузионного соединения, и тем, что между первым промежуточным слоем (3) и медным объектом (1) располагают, по меньшей мере, третий промежуточный слой (5), причем этот третий промежуточный слой состоит в основном из серебра (Ag) или серебра (Ag) и меди (Сu) в форме либо сплава, либо смеси. 2. Способ по п.1, отличающийся тем, что первый промежуточный слой (3) выбирают из следующей группы: никель (Ni), хром (Сr), смесь или сплав никеля и хрома Ni + Сr), смесь хрома и никеля (Сr + Ni). 3. Способ по п.1 или 2, отличающийся тем,что второй промежуточный слой (4) в основном состоит из олова (Sn). 4. Способ по любому из пп.1-3, отличающийся тем, что наносят, по меньшей мере, второй промежуточный слой (4) и, по меньшей мере, третий промежуточный слой (5), а температура плавления второго промежуточного слоя (4) ниже, чем температура плавления третьего промежуточного слоя(5). 5. Способ по любому из пп.1-4, отличающийся тем, что зону стыка нагревают за один этап. 6. Способ по любому из пп.1-5, отличающийся тем, что зону стыка нагревают до температуры 600-850 С. 7. Способ по любому из пп.1-6, отличающийся тем, что толщина первого промежуточного слоя(3) составляет примерно 2-50 мкм. 8. Способ по любому из пп.1-7, отличающийся тем, что толщина третьего промежуточного слоя(5) составляет примерно 10-500 мкм. 9. Способ по любому из пп.1-8, отличающийся тем, что второй промежуточный слой (4) наносят на поверхность третьего промежуточного слоя (5). 10. Способ по любому из пп.1-9, отличающийся тем, что по меньшей мере один из промежу 8 точных слоев (3, 4, 5) наносят на зону стыка в форме фольги.
МПК / Метки
МПК: B23K 35/00
Метки: нержавеющей, между, сталью, создания, соединения, способ, медью
Код ссылки
<a href="https://eas.patents.su/5-4122-sposob-sozdaniya-soedineniya-mezhdu-medyu-i-nerzhaveyushhejj-stalyu.html" rel="bookmark" title="База патентов Евразийского Союза">Способ создания соединения между медью и нержавеющей сталью</a>
Способ создания места соединения на дороге
Номер патента: 3819
Опубликовано: 30.10.2003
Авторы: Райхель Дитер, Фриш Тео, Файкс Юрген
МПК: E01B 25/00
Метки: способ, места, соединения, дороге, создания
Формула / Реферат:
1. Способ получения на дороге для рельсового транспортного средства, в частности на дороге на магнитной подвеске, точного по положению размера между местами соединений для крепления присоединяемых деталей (3) на балке (2) или между рабочими поверхностями (24, 25, 26) для транспортного средства на балке (2), причем присоединяемые детали (3) и соответственно рабочие поверхности служат для направления транспортного средства на месте установки балки...
Способ формирования на месте соединения между бетонными плитами
Номер патента: 2459
Опубликовано: 25.04.2002
Автор: Васкес Руис Дель Арболь Хосе Рамон
МПК: E01C 11/06
Метки: месте, бетонными, формирования, между, способ, плитами, соединения
Формула / Реферат:
1. Способ формирования на месте соединения в бетонном дорожном покрытии, при котором в местах соединений на поверхность грунта, на которую наносят покрытие, помещают средства, взаимодействующие после укладки на них бетона с ослабленными участками верхней части секции дорожного покрытия с формированием соединений, отличающийся тем, что указанные средства представляют собой устройства, включающие множество наклонных сетчатых частей (13, 14),...
Соединительное средство для обеспечения разъединяемого и повторно соединяемого соединения между автономным блоком и блоком каротажного кабеля скважинного инструмента в стволе скважины для разведки илидобычи углеводородов
Номер патента: 3032
Опубликовано: 26.12.2002
Авторы: Шеппард Майкл Чарльз, Барретт Майкл Пол, Джардайн Стюарт Инглис
МПК: E21B 23/00
Метки: стволе, повторно, углеводородов, каротажного, разведки, соединительное, блоком, илидобычи, средство, соединения, обеспечения, между, скважинного, соединяемого, разъединяемого, скважины, автономным, инструмента, кабеля
Формула / Реферат:
Соединительное средство для обеспечения разъединяемого и повторно соединяемого соединения между автономным блоком и блоком каротажного кабеля скважинного инструмента в стволе скважины для разведки и добычи углеводородов, отличающееся тем, что содержит узел привода с двигателем для замыкания и/или размыкания соединения и две части, одна из которых расположена на автономном блоке, а другая - на блоке каротажного кабеля, при этом эти части...
Способ создания зональной изоляции в подземной системе скважины
Номер патента: 1687
Опубликовано: 25.06.2001
Авторы: Стюарт Роберт Брюс, Фишер Симон Лоренс, Кюмминг Франсис Александер
МПК: E21B 43/10
Метки: зональной, способ, подземной, изоляции, системе, создания, скважины
Формула / Реферат:
1. Способ создания зональной изоляции в подземной системе скважины (1) между необсаженной секцией (6, 18) и расположенной смежно с ней секцией скважины, в которой имеется обсадная труба (3, 10, 16) скважины, содержащий стадию ввода расширяемой стальной трубы (5, 12, 21) через обсадную трубу (3, 10, 16) скважины в необсаженную секцию (6, 18) подземной системы скважины так, что один конец расширяемой трубы выступает за обсадную трубу скважины в...
Способ создания ствола скважины
Номер патента: 2944
Опубликовано: 26.12.2002
Авторы: Кунен Йосеф Гийом Кристоффель, Маэкиахо Лео Бернхард
МПК: E21B 7/00
Метки: создания, скважины, способ, ствола
Формула / Реферат:
1. Способ создания ствола скважины в земной формации, содержащего первую секцию ствола скважины и вторую секцию ствола скважины, проникающую в содержащую углеводородную текучую среду зону земной формации, содержащий следующие операции: бурение первой секции ствола скважины, расположение дистанционно управляемого бурильного устройства в выбранном местоположении в первой секции ствола скважины, от которого бурится вторая секция ствола скважины,...