Способ создания места соединения на дороге
Формула / Реферат
1. Способ получения на дороге для рельсового транспортного средства, в частности на дороге на магнитной подвеске, точного по положению размера между местами соединений для крепления присоединяемых деталей (3) на балке (2) или между рабочими поверхностями (24, 25, 26) для транспортного средства на балке (2), причем присоединяемые детали (3) и соответственно рабочие поверхности служат для направления транспортного средства на месте установки балки (2), отличающийся тем, что балку (2) на месте изготовления устанавливают, по существу, в соответствии со своим последующим монтажным положением на месте монтажа или с определенным отклонением от своего последующего монтажного положения на месте монтажа, измеряют положение мест соединения между балкой (2) и присоединяемой деталью (3) или рабочими поверхностями (24, 25, 26) и при необходимости устанавливают ее заданное значение путем удаления или нанесения материала на месте соединения или на рабочих поверхностях (24, 25, 26).
2. Способ по п.1, отличающийся тем, что
на месте монтажа задают первый заданный размер (aзад.-Е, Yзад.-Е) для монтажного состояния балки (2),
при отклонении монтажного состояния на месте монтажа от состояния обработки балки (2) на месте изготовления устанавливают второй заданный размер (aзад.-В, Yзад.-В) для состояния обработки балки (2),
определяют фактический размер (aфакт.-в, Yфакт.-в) места соединения или рабочих поверхностей (24, 25, 26) в состоянии обработки и
при необходимости устанавливают необходимый первый и второй заданный размер (aзад.-Е, Yэад.-Е; aзад.-в, Yзад.-В) для состояния обработки балки (2) путем удаления или нанесения материала на местах соединения или рабочих поверхностях (24, 25, 26) так, что в состоянии монтажа балки (2) получают первый заданный размер (aзад.-Е, Yзад.-Е).
3. Способ по одному из предшествующих пунктов, отличающийся тем, что балку (2) устанавливают для обработки в соответствии с последующим монтажным положением.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что размером является расстояние с охватом и/или угол между двумя расположенными на балке (2) напротив друг друга местами или рабочими поверхностям (24, 25, 26) и/или, если смотреть в продольном направлении дороги, расстояние и/или угол места соединения относительно предшествующего места соединения и/или последующего места соединения.
5. Способ по одному из предшествующих пунктов, отличающийся тем, что заданный размер задан относительно опорных точек и линий или плоскостей, в частности средней линии балки (2).
6. Способ по одному из предшествующих пунктов, отличающийся тем, что балка (2) представляет собой бетонный монтажный элемент, который перед обработкой выдерживают, по существу, до окончания усадки балки (2).
7. Способ по одному из предшествующих пунктов, отличающийся тем, что балки (2) перед обработкой своих мест соединения или рабочих поверхностей (24, 25, 26) складируют приблизительно в течение 60 дней.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что присоединяемые детали (3) устанавливают после обработки мест соединения, но до установки балки в дорогу.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что присоединяемые детали (3) измеряют до и/или после их установки на балке (2) для контроля.
10. Способ по одному из предшествующих пунктов, отличающийся тем, что присоединяемые детали (3) измеряют магнитным способом и заданный размер балки (2) устанавливают в зависимости от этого магнитного измерения присоединяемых деталей.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что измерение производят с помощью рельсового транспортного средства.
12. Способ по одному из предшествующих пунктов, отличающийся тем, что место соединения предусматривают на соединенной с балкой (2) консоли (1).
13. Способ по одному из предшествующих пунктов, отличающийся тем, что место соединения на консоли (1) обрабатывают механически до и/или после установки на балке (2).
14. Способ по одному из предшествующих пунктов, отличающийся тем, что материал удаляют, в частности, фрезерованием или сверлением.
15. Способ по одному из предшествующих пунктов, отличающийся тем, что материал наваривают.
16. Способ по одному из предшествующих пунктов, отличающийся тем, что дополнительный материал, в частности шайбу или распорную плиту, устанавливают на месте соединения в качестве распорной детали.
17. Способ по одному из предшествующих пунктов, отличающийся тем, что измерение и обработку производят по окончании процесса деформации балки (2) и/или укладки балки (2).
18. Способ по одному из предшествующих пунктов, отличающийся тем, что консоль (1) и/или присоединяемую деталь (3) надстраивают на балке, выполненной в виде бетонного монтажного элемента.
19. Способ по одному из предшествующих пунктов, отличающийся тем, что материал места соединения или рабочие поверхности (24, 25, 26) снимают или надстраивают на месте монтажа.

Текст
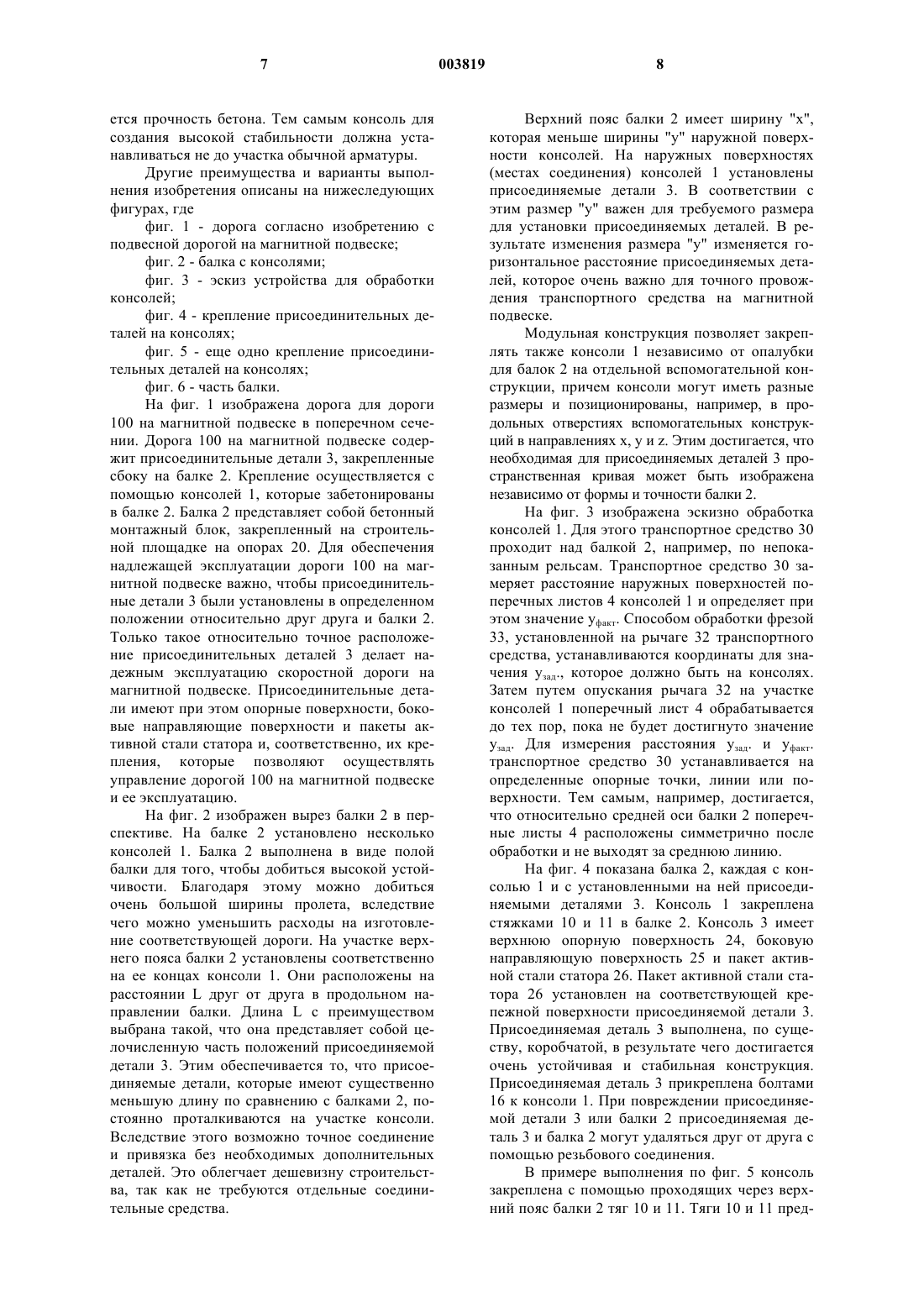
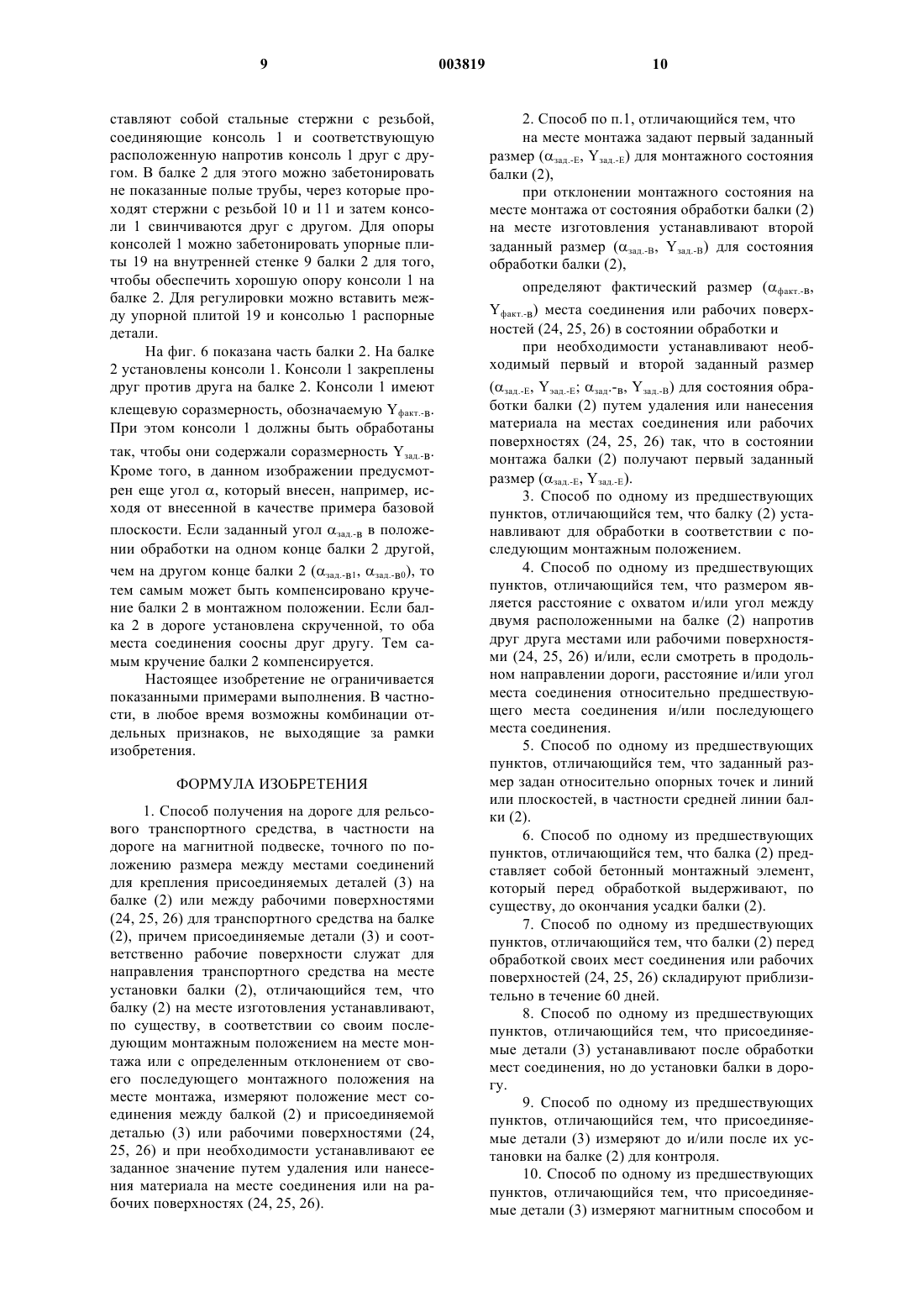
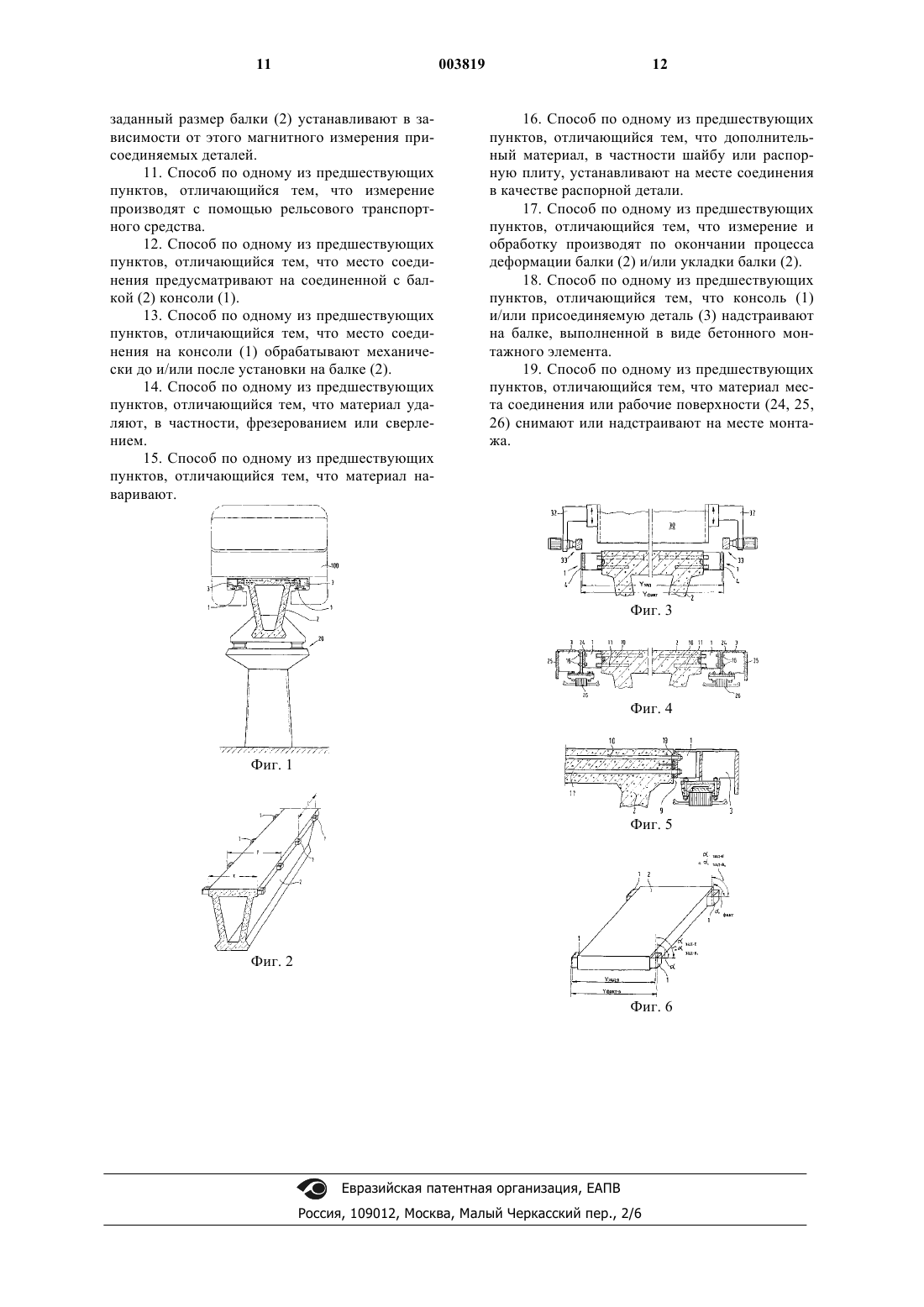
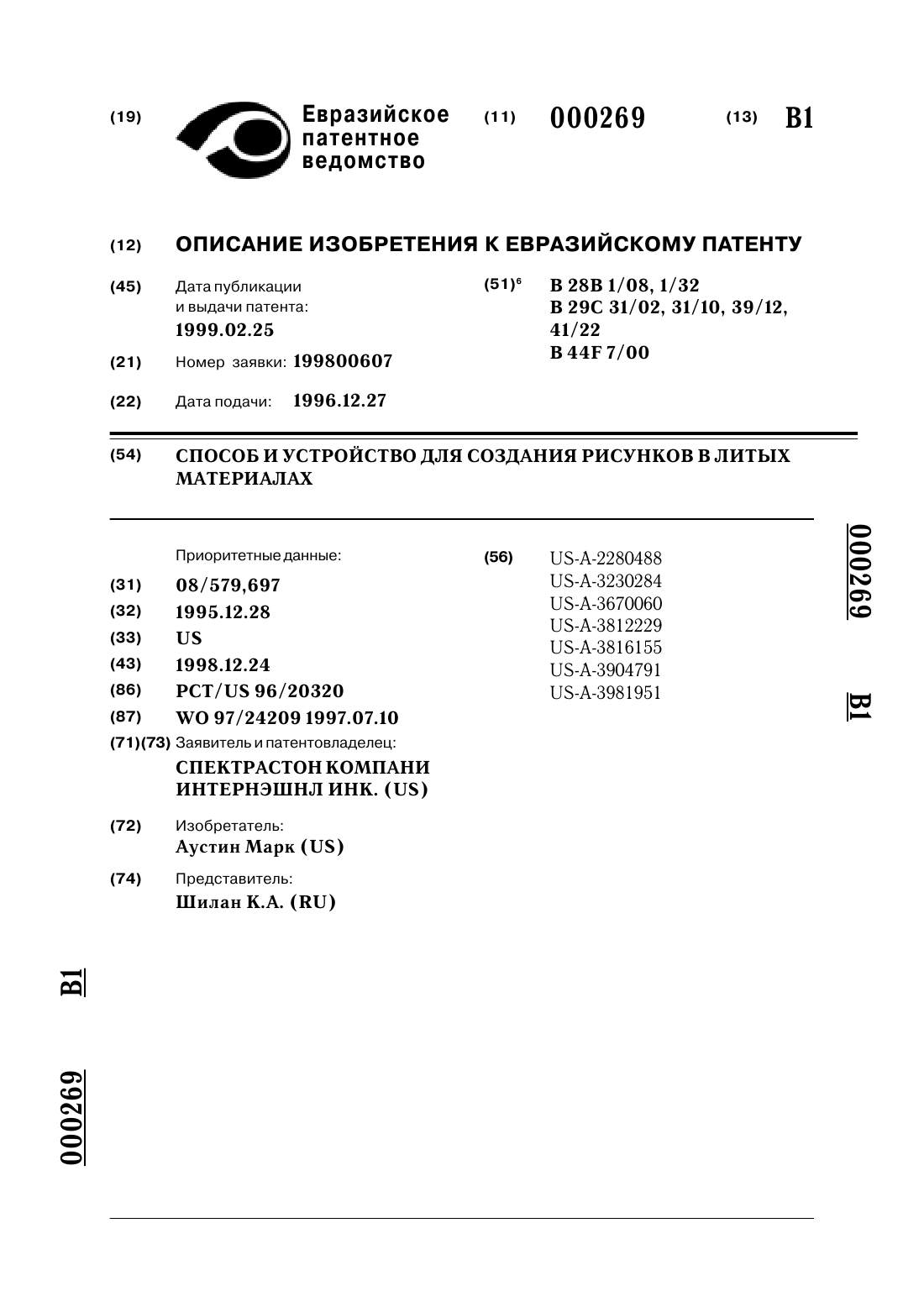
1 Настоящее изобретение относится к способу в соответствии с ограничительной частью п.1 или 2. Сходные дороги выполняют в виде надземных дорог. Надземные дороги обычно имеют расположенные с промежутками между собой опоры, между которыми установлены несущие дорогу балки, проходящие от опоры к опоре. Опоры и балки воспринимают как статические,так и динамические силы и поэтому должны иметь габариты, соответствующие величине воспринимаемых грузов. Так как балки во многих случаях, в частности, на скоростных железных дорогах на магнитной подвеске, должны выдерживать также их функциональные детали,которые в зависимости от их функций допускают лишь незначительные отклонения от положения, то для соблюдения этих относительно малых допусков очень трудно изготовить балки с присоединяемыми деталями для этих функциональных деталей в одной операции. Кроме того, после изготовления таких дорог для относительно продолжительного срока работы, вследствие процессов усадки и ползучести чрезвычайно трудно соблюдать или обеспечивать как в фундаменте, так и в собственно сооружении, относительно малые допуски как при сооружении дороги, так и за всю продолжительность эксплуатации дороги. Из ЕР 0 410 153 А 1 известна несущая конструкция для дороги рельсового транспортного средства. Необходимые балки, в зависимости от примера выполнения, изготовлены или из стали,или из бетона. При этом оборудование закреплено на балке точно по положению. С этой целью в данной заявке предлагается, чтобы на балке были установлены присоединяемые детали, имеющие первые упорные поверхности. Эти первые упорные поверхности соответствуют вторым упорным поверхностям, которые расположены на соединенных с деталью оборудования траверсах. После закрепления насадок с первыми упорными поверхностями на балке их обрабатывают резанием так, что соблюдаются необходимые допуски для установки деталей оборудования. При этом обработка упорных поверхностей должна быть произведена предпочтительно в кондиционированном цехе завода в контролируемых условиях. В данном способе недостатком является то, что обработка упорных поверхностей производится как можно более правильно относительно балок. Однако, после установки балки на строительной площадке,особенно, при использовании бетонных балок заводского изготовления, например, балок из предварительно напряженного бетона или железобетонных балок, следует ожидать отклонений. Эти отклонения могут возникнуть, например,вследствие перекоса отдельных железобетонных балок при установке на опорах. Если при установке этих бетонных балок возникает вертикальное или горизонтальное смещение, то 2 точно обработанные перед этим упорные поверхности уже не находятся в необходимых пределах относительно всей дороги. Эта проблема не поставлена в ЕР 0 410 153 А 1. Поэтому задачей настоящего изобретения является создание возможности того, чтобы при строительстве соответствующей дороги иметь возможность соблюдать требуемые допуски не только в отношении балки, но и в отношении всей дороги. Задача решается способом в соответствии с признаками 1 или 2 формулы изобретения. В дальнейшем под понятием монтажного состояния балки или части дороги понимается,какой она является после вмонтирования в дорогу рельсового транспортного средства. Это означает, в частности, размеры балки и части дороги после затухания сжатия бетонной балки или перекоса балки и части дороги, когда она установлена на опорах и т.п. (встроенное положение). Состояние обработки означает состояние балки и части дороги во время обработки,то есть, когда ее сжатие еще не полностью закончилось; или ее индивидуальная установка во время обработки (положение обработки). В соответствии с изобретением балка устанавливается, по существу, в соответствии с ее дальнейшим встроенным положением или с определенным отклонением от своего дальнейшего встроенного положения. Положение мест соединения между балкой и присоединяемой деталью измеряется и устанавливается при необходимости требуемого заданного размера. Данный заданный размер достигается тем, что в месте соединения материал снимают или наращивают. Изобретением достигается то особое преимущество, что балка может быть изготовлена, например, в заводском цехе очень точно, причем климатические условия наилучшим образом пригодны для того, чтобы получать малые допуски. Эти малые допуски очень важны для дорог на магнитной подвеске с целью обеспечения безаварийной эксплуатации дороги на магнитной подвеске. Если этого недостаточно для точного изготовления в кондиционируемом заводском цеху, а в частности, при дальнейшей эксплуатации, то балка с преимуществом уже при получении заданного размера устанавливается так, как она будет позднее встроена в дорогу. Это означает, что уже во время обработки мест соединения балку устанавливают так, как это соответствует последующему монтажному положению. Поэтому перекосы, как их можно ожидать на строительной площадке для каждой индивидуальной балки, изготавливают при обработке мест соединения. Этим самым балка снабжается заданным размером для важных мест соединения, как они будут требоваться от балки в последующем монтажном положении в дороге. Альтернативно можно рассчитать отклонение между положением обработки балки и последующим монтажным положением балки и учесть при обработке мест соединения. При 3 этом места соединения балки изготавливают с определенным отклонением между последующим заданным размером и фактическим размером обработки. Отклонение учитывает разное положение между обработкой и последующим монтажом балки. Когда в последующем балка будет монтироваться в предусмотренное для нее место, тогда необходимый размер соответствует фактическому размеру балки и местам соединения. Способом согласно изобретению достигается чрезвычайно точное изготовление мест соединения для дороги, в частности, для дорог на магнитной подвеске. Способом согласно изобретению можно изготовить индивидуальные балки, которые устанавливаются на предназначенное место. Это гарантирует максимальную точность дороги и тем самым надежную эксплуатацию, например, дороги на магнитной подвеске. Согласно другому способу в соответствии с изобретением, п.2, изготавливают точный по положению размер между местами соединений для крепления присоединяемых деталей или между рабочими поверхностями для дороги на балке. Тем самым задается первый заданный размер для монтажного состояния. При отклонении монтажного состояния от состояния обработки балки устанавливается второй заданный размер для состояния обработки балки. Рассчитывается фактический размер места соединения или рабочих поверхностей в состоянии обработки балки и при необходимости изготавливается первый или второй заданный размер для состояния обработки балки. При этом снова снимают или наращивают материал на месте соединения или на рабочих поверхностях. Место соединения может быть или на самой балке или на консоли между балкой и рабочей поверхностью или соответственно присоединяемой деталью, несущей рабочие поверхности, или на самой присоединяемой детали и обрабатываться там же. Разумеется, то же самое относится к способу по п.1. В том случае, чтобы монтажное состояние и состояние обработки были идентичными, первый и второй заданные размеры идентичны. Тем самым обработку можно производить так, чтобы обработкой достичь заданного размера, какой должен сохраниться в монтажном состоянии балки. Поскольку для работы транспортного средства очень важно, чтобы рабочие поверхности были расположены точно по положению, в данном случае особенное преимущество может быть, если сами рабочие поверхности также имели такие размеры, и обработка осуществлялась соответственно и согласованно с этими рабочими поверхностями. Тем самым устраняются допуски, имеющиеся между местом соединения и, например, присоединительной деталью, несущей рабочие поверхности. Тем самым достигается оптимальное состояние для рабочих поверхностей внутри дороги. 4 Особое преимущество имеется, если балка для обработки установлена в соответствии с последующим монтажным положением. Этим самым можно избежать расчета между заданным размером монтажного положения и заданным размером в состоянии обработки балки, так как оба размера идентичные. Обычно обрабатываемые размеры представляют собой клещевой размер между противолежащими балке местами соединения или рабочими поверхностями или угол и/или, если смотреть в продольном направлении дороги,расстояние места соединения от предшествующего и/или последующего места соединения. Обычно эти размеры типичны для точного направления транспортного средства так, что эти размеры следует обрабатывать для того, чтобы обеспечить точное направление транспортного средства. Для получения точного заданного размера имеет преимущество, если заданы базовые точки, линии или плоскости, в частности, средняя линия балки, на которые может выравниваться заданный размер. За счет этого удается избегать такой ситуации, когда место соединения или функциональные поверхности правильны, а положение относительно балки смещено. Вследствие этого могло бы произойти смещение, которое препятствует точному направлению транспортного средства. Если балка является бетонным монтажным блоком, то особенно предпочтительно, если до обработки балки и соответственно места соединения на балке бетонный монтажный блок устанавливается только перед окончанием усадки балки. Этим достигается, что вследствие изменения балки изменились бы также обработанные заданные размеры. Если усадка балки закончена, когда производится обработка, то опасаться этого изменения уже не следует, и заданный размер может соответственно сохраняться. В частности, если балка остается приблизительно на 60 дней перед обработкой, усадка балки в значительной мере закончена и может с большой точностью по размерам производиться обработка. Но если присоединяемые детали устанавливаются после обработки мест соединений, то при этом может повторно производиться контроль размеров присоединяемых деталей, в частности, рабочих поверхностей. Тем самым может быть установлено, что рабочие поверхности расположены точно по размеру на балке. При необходимости рабочие детали можно обработать дополнительно. Особенно предпочтительно, если присоединяемые детали измеряются магнитным способом. Этим в дорогах на магнитной подвеске измеряется, в частности, пакет активной стали статора в части своего магнитного поля. Магнитное поле имеет значение для точного движения транспортного средства дороги на магнит 5 ной подвеске, так что измерение магнитного поля обеспечивает точное движение транспортного средства. При этом заданное значение ориентировано на фактические магнитные поля транспортного средства. Когда материал на месте соединения между балкой и присоединяемой деталью снят или наращен, когда достигнут необходимый размер,монтируется присоединяемая деталь. Тем самым создается жесткое и устойчивое место соединения, которое по размерам сохраняется для надежной эксплуатации дороги на магнитной подвеске с малыми допусками. Особое преимущество данного изобретения заключается в том,что место соединения на месте имеет правильный размер. Предпочтительно, когда обмер или обработка мест соединения производятся с помощью рельсового транспортного средства. Рельсовое транспортное средство проводится при этом вдоль балки и тем самым вызывает точное по положению измерение и обработку места соединения. Особенно предпочтительно, когда место соединения предусмотрено на соединенной с балкой консоли. При этом консоль выполнена с преимуществом, так что она особенно хорошо пригодна для обмера места соединения и обработки этого места соединения. Тем самым материал, независимо от свойств, которым должна удовлетворять балка, следует выбирать так,чтобы производились оптимальные обработка и соединения с присоединяемой деталью. При соответствующей конструкции консоли можно механически обрабатывать соединения для присоединяемой детали на консоли перед и/или после монтажа на балке. Это позволяет, например, предварительную обработку, последующий монтаж консоли на балке и необходимую дополнительную обработку места соединения. Обычно материал удаляют резанием, это означает, что фрезерованием или сверлением создаются соответствующие места соединения. Но обработка места соединения может производиться также с помощью лазера или других способов. При необходимости при соответствующем выборе материала консоли и места соединения можно произвести наварку материала на балку. Тем самым при необходимости можно устранить недостаток в размере. При недостатке материала дополнительный материал можно разместить на месте крепления распорного элемента. В данном случае особенно пригодны шайбы или распорные детали. Данный дополнительный материал может быть, например, наварен на место соединения и затем снова удален до необходимого размера. Если обмер и обработка производятся по окончании процесса деформации, в частности,процесса усадки и процесса ползучести, то ос 003819 6 тающееся соответственно правильное сохранение заданного значения с допустимыми допусками сохраняется на длительное время, так как материал изменяется незначительно. Это также особое преимущество изобретения, так как в соответствии с уровнем техники при обработке соответствующих мест соединения непосредственно после изготовления в цехах, особенно при бетонных работах, следует ожидать дальнейшей деформации. Эти изменения прекращаются через несколько недель, так что имеющееся между изготовлением и встройкой время для транспортировки и хранения балки предпочтительно, и после встройки балки эти процессы в большой мере закончены. Обмеры места соединения производятся, в основном, исходя из опорных точек, линий и плоскостей. Это обеспечивает то, что необходимые размеры соблюдаются правильно. На опорные точки, линии или плоскости в соответствии с вариантом выполнения изобретения ориентируется рельсовое транспортное средство с целью осуществления обмеров. После того как может быть осуществлено соединение консолей с балками и также установка несущих элементов на консоли после затвердения бетона, и тем самым после обусловленной затвердением усадки бетона согласно изобретению устраняется вызываемое усадкой бетона изменение положения. Решение согласно изобретению предоставляет на базе модульной конструкции другое преимущество в том, что консоли и также несущие элементы могут быть механически обработаны до и после их установки. Даже допуски по месту могут быть тем самым во всех пространственных осях выполнены относительно легко. Модульная конструкция позволяет также,наряду с точным и дешевым изготовлением простую замену поврежденных при авариях несущих элементов для функциональных деталей. Наконец, необходимую для функциональной плоскости пространственную кривую можно выгодно осуществить соответствующим оформлением и/или обработкой партии консолей. С целью компенсации особенно больших изменений положения можно предусмотреть различные консоли, имеющие распорки разной длины. Благодаря им можно при большом смещении балки из своего заданного значения применять увеличенную консоль, которая закрепляет присоединяемую деталь, наконец, в необходимом положении. Для достижения особенно высокой устойчивости при креплении консоли на балке особенно предпочтительно, если балка изготовлена из бетона с волокнистым заполнителем. Бетон с волокнистым заполнителем в настоящем случае обеспечивает, что даже на краевых участках балки, на которых закреплена консоль, сохраня 7 ется прочность бетона. Тем самым консоль для создания высокой стабильности должна устанавливаться не до участка обычной арматуры. Другие преимущества и варианты выполнения изобретения описаны на нижеследующих фигурах, где фиг. 1 - дорога согласно изобретению с подвесной дорогой на магнитной подвеске; фиг. 2 - балка с консолями; фиг. 3 - эскиз устройства для обработки консолей; фиг. 4 - крепление присоединительных деталей на консолях; фиг. 5 - еще одно крепление присоединительных деталей на консолях; фиг. 6 - часть балки. На фиг. 1 изображена дорога для дороги 100 на магнитной подвеске в поперечном сечении. Дорога 100 на магнитной подвеске содержит присоединительные детали 3, закрепленные сбоку на балке 2. Крепление осуществляется с помощью консолей 1, которые забетонированы в балке 2. Балка 2 представляет собой бетонный монтажный блок, закрепленный на строительной площадке на опорах 20. Для обеспечения надлежащей эксплуатации дороги 100 на магнитной подвеске важно, чтобы присоединительные детали 3 были установлены в определенном положении относительно друг друга и балки 2. Только такое относительно точное расположение присоединительных деталей 3 делает надежным эксплуатацию скоростной дороги на магнитной подвеске. Присоединительные детали имеют при этом опорные поверхности, боковые направляющие поверхности и пакеты активной стали статора и, соответственно, их крепления, которые позволяют осуществлять управление дорогой 100 на магнитной подвеске и ее эксплуатацию. На фиг. 2 изображен вырез балки 2 в перспективе. На балке 2 установлено несколько консолей 1. Балка 2 выполнена в виде полой балки для того, чтобы добиться высокой устойчивости. Благодаря этому можно добиться очень большой ширины пролета, вследствие чего можно уменьшить расходы на изготовление соответствующей дороги. На участке верхнего пояса балки 2 установлены соответственно на ее концах консоли 1. Они расположены на расстоянии L друг от друга в продольном направлении балки. Длина L с преимуществом выбрана такой, что она представляет собой целочисленную часть положений присоединяемой детали 3. Этим обеспечивается то, что присоединяемые детали, которые имеют существенно меньшую длину по сравнению с балками 2, постоянно проталкиваются на участке консоли. Вследствие этого возможно точное соединение и привязка без необходимых дополнительных деталей. Это облегчает дешевизну строительства, так как не требуются отдельные соединительные средства. 8 Верхний пояс балки 2 имеет ширину "х",которая меньше ширины "у" наружной поверхности консолей. На наружных поверхностях(местах соединения) консолей 1 установлены присоединяемые детали 3. В соответствии с этим размер "у" важен для требуемого размера для установки присоединяемых деталей. В результате изменения размера "у" изменяется горизонтальное расстояние присоединяемых деталей, которое очень важно для точного провождения транспортного средства на магнитной подвеске. Модульная конструкция позволяет закреплять также консоли 1 независимо от опалубки для балок 2 на отдельной вспомогательной конструкции, причем консоли могут иметь разные размеры и позиционированы, например, в продольных отверстиях вспомогательных конструкций в направлениях х, у и z. Этим достигается, что необходимая для присоединяемых деталей 3 пространственная кривая может быть изображена независимо от формы и точности балки 2. На фиг. 3 изображена эскизно обработка консолей 1. Для этого транспортное средство 30 проходит над балкой 2, например, по непоказанным рельсам. Транспортное средство 30 замеряет расстояние наружных поверхностей поперечных листов 4 консолей 1 и определяет при этом значение уфакт. Способом обработки фрезой 33, установленной на рычаге 32 транспортного средства, устанавливаются координаты для значения узад., которое должно быть на консолях. Затем путем опускания рычага 32 на участке консолей 1 поперечный лист 4 обрабатывается до тех пор, пока не будет достигнуто значение узад. Для измерения расстояния узад. и уфакт. транспортное средство 30 устанавливается на определенные опорные точки, линии или поверхности. Тем самым, например, достигается,что относительно средней оси балки 2 поперечные листы 4 расположены симметрично после обработки и не выходят за среднюю линию. На фиг. 4 показана балка 2, каждая с консолью 1 и с установленными на ней присоединяемыми деталями 3. Консоль 1 закреплена стяжками 10 и 11 в балке 2. Консоль 3 имеет верхнюю опорную поверхность 24, боковую направляющую поверхность 25 и пакет активной стали статора 26. Пакет активной стали статора 26 установлен на соответствующей крепежной поверхности присоединяемой детали 3. Присоединяемая деталь 3 выполнена, по существу, коробчатой, в результате чего достигается очень устойчивая и стабильная конструкция. Присоединяемая деталь 3 прикреплена болтами 16 к консоли 1. При повреждении присоединяемой детали 3 или балки 2 присоединяемая деталь 3 и балка 2 могут удаляться друг от друга с помощью резьбового соединения. В примере выполнения по фиг. 5 консоль закреплена с помощью проходящих через верхний пояс балки 2 тяг 10 и 11. Тяги 10 и 11 пред 9 ставляют собой стальные стержни с резьбой,соединяющие консоль 1 и соответствующую расположенную напротив консоль 1 друг с другом. В балке 2 для этого можно забетонировать не показанные полые трубы, через которые проходят стержни с резьбой 10 и 11 и затем консоли 1 свинчиваются друг с другом. Для опоры консолей 1 можно забетонировать упорные плиты 19 на внутренней стенке 9 балки 2 для того,чтобы обеспечить хорошую опору консоли 1 на балке 2. Для регулировки можно вставить между упорной плитой 19 и консолью 1 распорные детали. На фиг. 6 показана часть балки 2. На балке 2 установлены консоли 1. Консоли 1 закреплены друг против друга на балке 2. Консоли 1 имеют клещевую соразмерность, обозначаемую Yфaкт.-в. При этом консоли 1 должны быть обработаны так, чтобы они содержали соразмерность Yзaд.-в. Кроме того, в данном изображении предусмотрен еще угол , который внесен, например, исходя от внесенной в качестве примера базовой плоскости. Если заданный угол зад.-в в положении обработки на одном конце балки 2 другой,чем на другом конце балки 2 (зад.-в 1, зад.-в 0), то тем самым может быть компенсировано кручение балки 2 в монтажном положении. Если балка 2 в дороге установлена скрученной, то оба места соединения соосны друг другу. Тем самым кручение балки 2 компенсируется. Настоящее изобретение не ограничивается показанными примерами выполнения. В частности, в любое время возможны комбинации отдельных признаков, не выходящие за рамки изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения на дороге для рельсового транспортного средства, в частности на дороге на магнитной подвеске, точного по положению размера между местами соединений для крепления присоединяемых деталей (3) на балке (2) или между рабочими поверхностями(24, 25, 26) для транспортного средства на балке(2), причем присоединяемые детали (3) и соответственно рабочие поверхности служат для направления транспортного средства на месте установки балки (2), отличающийся тем, что балку (2) на месте изготовления устанавливают,по существу, в соответствии со своим последующим монтажным положением на месте монтажа или с определенным отклонением от своего последующего монтажного положения на месте монтажа, измеряют положение мест соединения между балкой (2) и присоединяемой деталью (3) или рабочими поверхностями (24,25, 26) и при необходимости устанавливают ее заданное значение путем удаления или нанесения материала на месте соединения или на рабочих поверхностях (24, 25, 26). 10 2. Способ по п.1, отличающийся тем, что на месте монтажа задают первый заданный размер (зад.-Е, Yзад.-Е) для монтажного состояния балки (2),при отклонении монтажного состояния на месте монтажа от состояния обработки балки (2) на месте изготовления устанавливают второй заданный размер (зад.-B, Yзад.-B) для состояния обработки балки (2),определяют фактический размер (факт.-в,Yфакт.-в) места соединения или рабочих поверхностей (24, 25, 26) в состоянии обработки и при необходимости устанавливают необходимый первый и второй заданный размер(зад.-Е, Yэад.-Е; зад.-в, Yзад.-B) для состояния обработки балки (2) путем удаления или нанесения материала на местах соединения или рабочих поверхностях (24, 25, 26) так, что в состоянии монтажа балки (2) получают первый заданный размер (зад.-Е, Yзад.-Е). 3. Способ по одному из предшествующих пунктов, отличающийся тем, что балку (2) устанавливают для обработки в соответствии с последующим монтажным положением. 4. Способ по одному из предшествующих пунктов, отличающийся тем, что размером является расстояние с охватом и/или угол между двумя расположенными на балке (2) напротив друг друга местами или рабочими поверхностями (24, 25, 26) и/или, если смотреть в продольном направлении дороги, расстояние и/или угол места соединения относительно предшествующего места соединения и/или последующего места соединения. 5. Способ по одному из предшествующих пунктов, отличающийся тем, что заданный размер задан относительно опорных точек и линий или плоскостей, в частности средней линии балки (2). 6. Способ по одному из предшествующих пунктов, отличающийся тем, что балка (2) представляет собой бетонный монтажный элемент,который перед обработкой выдерживают, по существу, до окончания усадки балки (2). 7. Способ по одному из предшествующих пунктов, отличающийся тем, что балки (2) перед обработкой своих мест соединения или рабочих поверхностей (24, 25, 26) складируют приблизительно в течение 60 дней. 8. Способ по одному из предшествующих пунктов, отличающийся тем, что присоединяемые детали (3) устанавливают после обработки мест соединения, но до установки балки в дорогу. 9. Способ по одному из предшествующих пунктов, отличающийся тем, что присоединяемые детали (3) измеряют до и/или после их установки на балке (2) для контроля. 10. Способ по одному из предшествующих пунктов, отличающийся тем, что присоединяемые детали (3) измеряют магнитным способом и заданный размер балки (2) устанавливают в зависимости от этого магнитного измерения присоединяемых деталей. 11. Способ по одному из предшествующих пунктов, отличающийся тем, что измерение производят с помощью рельсового транспортного средства. 12. Способ по одному из предшествующих пунктов, отличающийся тем, что место соединения предусматривают на соединенной с балкой (2) консоли (1). 13. Способ по одному из предшествующих пунктов, отличающийся тем, что место соединения на консоли (1) обрабатывают механически до и/или после установки на балке (2). 14. Способ по одному из предшествующих пунктов, отличающийся тем, что материал удаляют, в частности, фрезерованием или сверлением. 15. Способ по одному из предшествующих пунктов, отличающийся тем, что материал наваривают. 12 16. Способ по одному из предшествующих пунктов, отличающийся тем, что дополнительный материал, в частности шайбу или распорную плиту, устанавливают на месте соединения в качестве распорной детали. 17. Способ по одному из предшествующих пунктов, отличающийся тем, что измерение и обработку производят по окончании процесса деформации балки (2) и/или укладки балки (2). 18. Способ по одному из предшествующих пунктов, отличающийся тем, что консоль (1) и/или присоединяемую деталь (3) надстраивают на балке, выполненной в виде бетонного монтажного элемента. 19. Способ по одному из предшествующих пунктов, отличающийся тем, что материал места соединения или рабочие поверхности (24, 25,26) снимают или надстраивают на месте монтажа.
МПК / Метки
МПК: E01B 25/00
Метки: способ, создания, дороге, соединения, места
Код ссылки
<a href="https://eas.patents.su/7-3819-sposob-sozdaniya-mesta-soedineniya-na-doroge.html" rel="bookmark" title="База патентов Евразийского Союза">Способ создания места соединения на дороге</a>
Способ и устройство для создания рисунков в литых материалах
Номер патента: 269
Опубликовано: 25.02.1999
Автор: Аустин Марк
МПК: B28B 1/08, B44F 7/00, B29C 31/02...
Метки: литых, материалах, способ, устройство, создания, рисунков
Формула / Реферат:
1. Способ создания многоцветных рисунков и узоров в литых материалах, включающий следующие этапы:a) подготовку формы для приема литейных смесей;b) подготовку, по крайней мере, двух мокрых литейных смесей разного цвета с определенной вязкостью для обеспечения ровного разлива смеси;c) загрузку литейных смесей в емкость с соблюдением определенного геометрического (пространственного) расположения в соответствии с формулой, разработанной для...
Способ создания ствола скважины
Номер патента: 2944
Опубликовано: 26.12.2002
Авторы: Кунен Йосеф Гийом Кристоффель, Маэкиахо Лео Бернхард
МПК: E21B 7/00
Метки: создания, скважины, способ, ствола
Формула / Реферат:
1. Способ создания ствола скважины в земной формации, содержащего первую секцию ствола скважины и вторую секцию ствола скважины, проникающую в содержащую углеводородную текучую среду зону земной формации, содержащий следующие операции: бурение первой секции ствола скважины, расположение дистанционно управляемого бурильного устройства в выбранном местоположении в первой секции ствола скважины, от которого бурится вторая секция ствола скважины,...
Устройство и способ создания высоких предельных нагрузок на чувствительных висячих весах
Номер патента: 1117
Опубликовано: 30.10.2000
Автор: Грегор Манфред Александер
МПК: G01G 1/22
Метки: весах, создания, чувствительных, высоких, способ, устройство, висячих, предельных, нагрузок
Формула / Реферат:
1. Устройство для создания высоких предельных нагрузок на чувствительных висячих весах для создания и измерения медленных движений и малой энергии с использованием слабой силы взаимодействия масс, отличающееся тем, что оно содержит упругое сдвоенное волокно (3) двойного действия, работающее на растяжение и на изгиб, причем оба волокна поддерживают юстировочную пластину (5), на которую опирается рычаг (4) весов и нагрузка. 2. Устройство по п.1,...
Способ создания зональной изоляции в подземной системе скважины
Номер патента: 1687
Опубликовано: 25.06.2001
Авторы: Кюмминг Франсис Александер, Стюарт Роберт Брюс, Фишер Симон Лоренс
МПК: E21B 43/10
Метки: скважины, подземной, изоляции, способ, системе, создания, зональной
Формула / Реферат:
1. Способ создания зональной изоляции в подземной системе скважины (1) между необсаженной секцией (6, 18) и расположенной смежно с ней секцией скважины, в которой имеется обсадная труба (3, 10, 16) скважины, содержащий стадию ввода расширяемой стальной трубы (5, 12, 21) через обсадную трубу (3, 10, 16) скважины в необсаженную секцию (6, 18) подземной системы скважины так, что один конец расширяемой трубы выступает за обсадную трубу скважины в...
Компьютерный способ создания химических структур, имеющих общие функциональные характеристики
Номер патента: 1095
Опубликовано: 30.10.2000
Автор: Шмидт Джонатан М.
МПК: G06N 7/00
Метки: функциональные, создания, структур, имеющих, химических, способ, характеристики, общие, компьютерный
Формула / Реферат:
1. Способ компьютерного конструирования химических структур, обладающих предварительно выбранной функциональной характеристикой, включающий следующие стадии: (а) создание физической модели фенотипа моделированного рецептора, кодируемого в виде линейной последовательности символов, и создание набора молекул мишеней, имеющих, по меньшей мере, одну общую поддающуюся количественному измерению функциональную характеристику; (б) для каждой молекулы...
Предыдущий патент: Способ приготовления пива и устройство для его осуществления
Следующий патент: Двигатель с передачей энергии множеством приводных элементов
Случайный патент: Сосуд для напитков