Способ улучшения способности табака к плотной набивке
Номер патента: 3544
Опубликовано: 26.06.2003
Авторы: Фляйшхауер Хольгер, Цин Клаус-Дитер, Бурместер Ульрих
Формула / Реферат
1. Способ улучшения способности к плотной набивке табака, например нарезанных табачных листьев, жилок табачного листа или растительных добавок в табак с ячеистой структурой, путем обработки табачного материала, имеющего 8-16 мас.% исходной влажности, обрабатывающим газом, состоящим из азота и/или аргона, при давлениях 50-1000 бар или в автоклаве, или при каскадном включении в нескольких автоклавах и путем последующей термической обработки выгруженного табачного материала после произведенной декомпрессии, отличающийся тем, что декомпрессию производят, по меньшей мере, с одной ступенью выдержки, давление которой соответствует 3-60%, предпочтительно 3-30%, первоначального максимального давления, и что нагревание находящейся под остаточным давлением системы производится таким образом, что температура выгрузки табака после полного понижения давления составляет в пределах 10-80шC.
2. Способ по п.1, отличающийся тем, что исходная влажность табачного материала составляет в пределах 10-14 мас.%.
3. Способ по п.1 или 2, отличающийся тем, что на повышение температуры находящейся под остаточным давлением системы оказывает влияние время выдержки.
4. Способ по одному из пп.1-3, отличающийся тем, что на повышение температуры оказывает влияние циркуляция находящегося под остаточным давлением газа через теплообменник.
5. Способ по одному из пп.1-4, отличающийся тем, что на повышение температуры находящейся под остаточным давлением системы оказывает влияние перетекание нагретого газа.
6. Способ по одному из пп.1-5, отличающийся тем, что понижение давления с соответствующего максимального давления до давления ступени выдержки производится в интервале 20 с - 5 мин.
7. Способ по одному из пп.1-6, отличающийся тем, что понижение остаточного давления производится в интервале 3 с - 3 мин.
8. Способ по одному из пп.1-7, отличающийся тем, что обработку под высоким давлением или последовательность обработки под высоким давлением и термической обработки производят неоднократно с тем же самым табачным материалом.
9. Способ по одному из пп.1-8, отличающийся тем, что последующую термическую обработку табачного материала производят насыщенным паром.
Текст
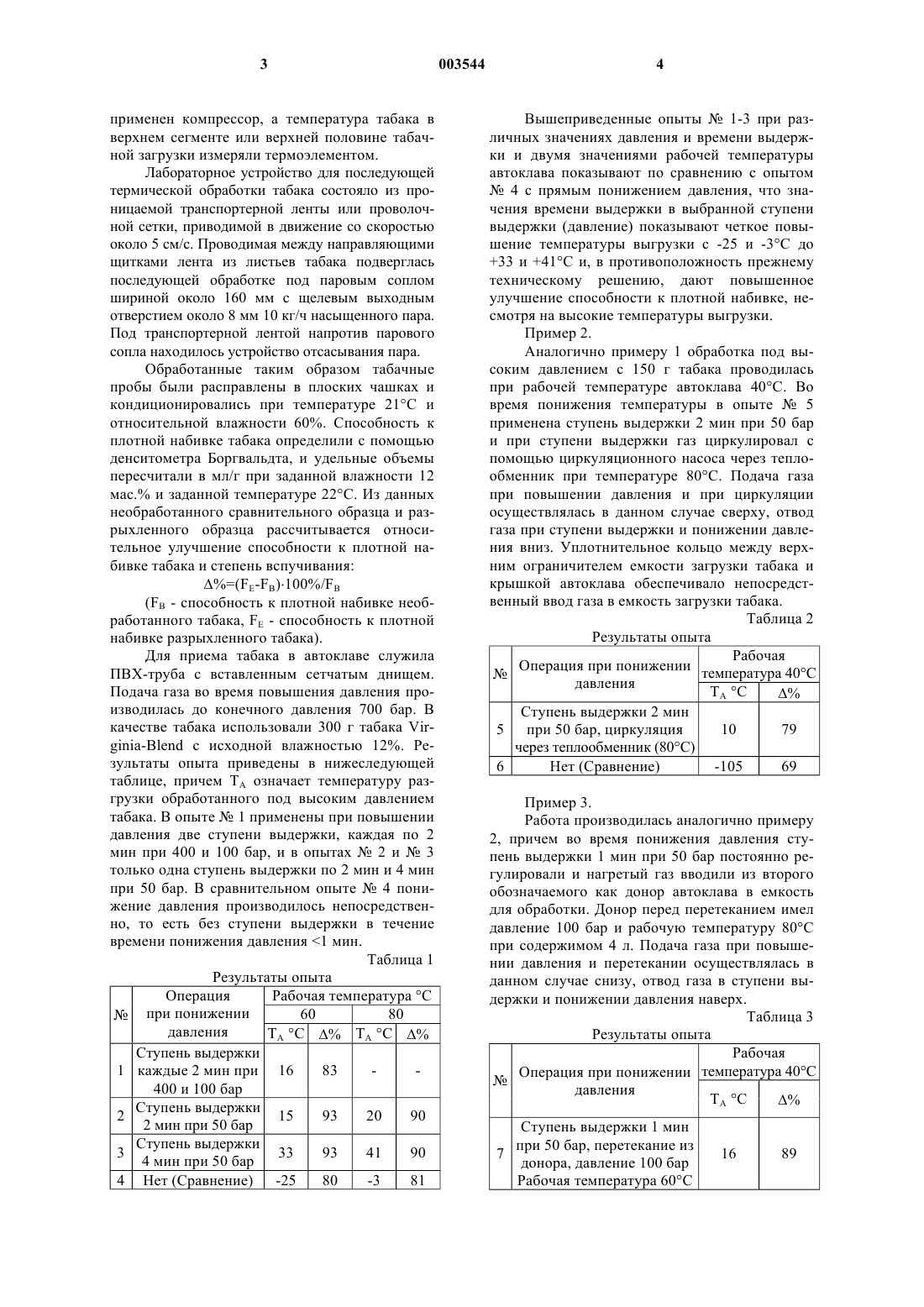
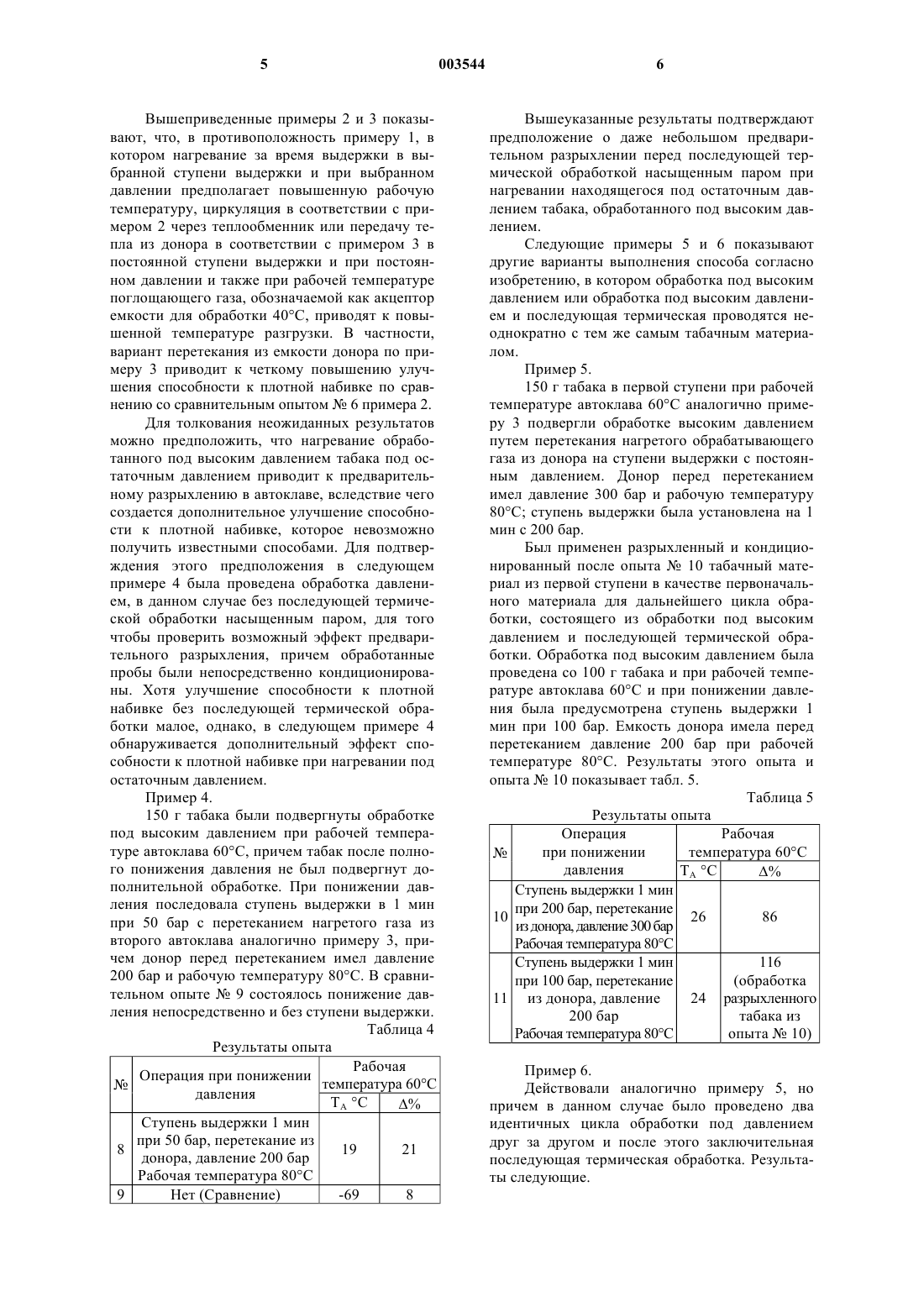
1 Изобретение относится к способу повышения способности к плотной набивке табачных материалов, например нарезанных табачных листьев, жилок табачного листа или растительных добавок в табак с ячеистой структурой, путем обработки табачного материала, имеющего исходную влажность 8-16 мас.%, обрабатывающим газом, состоящим из азота и/или аргона,при давлениях 50-1000 бар или в автоклаве, или при каскадном включении в нескольких автоклавах и путем последующей термической обработки выгруженного табачного материала после произведенной декомпрессии. Разрыхление табака инертными газами под высокими давлениями, известное также как способ вспучивания INCOM, показало свои преимущества перед обработкой табака под давлением двуокисью углерода, аммиаком или летучими органическими газами и известно, например, из патента US 4 289 148, по которому табачный материал с влажностью выше 20 мас.% обрабатывают при рабочих температурах в автоклаве при температуре 0-50 С. Понижение давления производится в течение 0,5-10 мин и в приведенных примерах в течение 1,3 мин, после чего выгруженный табак подвергают последующей термической обработке, например, насыщенным паром, и при этом он вспенивается. Согласно патенту DE 31 19 330 A1 дополнительно при рабочей температуре ниже 50 С вводят табачный материал с уменьшенной влажностью 10-15 мас.%, чтобы добиться большего охлаждения выгруженного табачного материала при понижении давления. Время понижения давления составляет в данном случае 1,3-2 мин. Патент DE 34 14 625 С 2 раскрывает каскадный способ, по которому в результате охлаждения обрабатывающего газа перед загрузкой реактора, охлаждения автоклава или загрузки охлажденного и ожиженного обрабатывающего газа температура пропитки становится ниже. Время понижения давления составляет 0,5-10 мин, в частности 1-2 мин. Минимальная температура выгруженного табака должна быть ниже 0 С. Аналогично согласно патенту DE 39 35 774 С 2 при каскадном способе вспучивания путем циркуляции обрабатывающего газа в охладителе достигаются необходимые низкие температуры пропитки 25-45 С. Хотя в этих известных способах вспучивания добиваются хороших значений в отношении повышения способности к плотной набивке табака и степени вспучивания, они вследствие необходимого охлаждения автоклава или автоклавов и вследствие дополнительного охлаждения обрабатывающего газа связаны с относительными затратами. В основе изобретения лежит задача улучшения прежних способов INCOM и, независимо от связанных с затратами мер охлаждения, получения одинаково хорошей или улучшенной степени вспучивания. 2 Поэтому в соответствии с изобретением предлагается способ вышеуказанного типа согласно ограничительной части пункта формулы изобретения, который отличается тем, что декомпрессия проводится, по меньшей мере, с одной ступенью выдержки, на которой давление соответствует 3-60%, предпочтительно 3-30% от первоначального максимального давления, и что нагревание находящейся под остаточным давлением системы производится так, что температура выгрузки табака после полного понижения давления составляет порядка 10-80 С. Неожиданно выяснилось, что при низких значениях влажности табака в диапазоне 8-16 мас.% прежнее техническое решение предусматривать низкую температуру обработки и низкую температуру выгрузки не приводит к оптимальным результатам вспучивания. Более того, только путем нагревания находящейся под остаточным давлением системы неожиданным образом достигаются хорошие значения по эффекту вспучивания и способности к плотной набивке, причем в соответствии со способом выгодно используется и не должна отводиться теплота сжатия и в дополнительном охлаждении автоклава или автоклавов нет необходимости. Предпочтительно производят понижение давления с соответствующего максимального давления до давления ступени выдержки в интервале 20 с-5 мин, а понижение остаточного давления в интервале 3 с-3 мин. Кроме того, для достижения температуры выгрузки табака в соответствии с изобретением целесообразно, чтобы на повышение температуры оказывало влияние время выдержки, циркуляция находящегося под остаточным давлением газа в теплообменнике и/или перетекание нагретого газа из следующего автоклава. В следующем предпочтительном варианте способа обработка под высоким давлением или последовательность из обработки под высоким давлением и термической обработки производятся неоднократно с тем же самым табачным материалом. Особенно хороших результатов достигают,когда исходная влажность табачного материала составляет 10-14 мас.% и, кроме того, последующая термическая обработка табачного материала производится насыщенным паром. Ниже способ согласно изобретению поясняется с помощью примеров. Пример 1. Для осуществления способа согласно изобретению, а также для сравнительных опытов была произведена обработка под высоким давлением обрабатывающим газом, состоящим из азота, в лабораторном автоклаве с используемым содержимым 2 л, причем для установки необходимой рабочей температуры служил кожух для циркуляции жидких сред. Повышение давления и подвод газа производили снизу, понижение давления и отвод газа из автоклава вверх. Для установки конечного давления был 3 применен компрессор, а температура табака в верхнем сегменте или верхней половине табачной загрузки измеряли термоэлементом. Лабораторное устройство для последующей термической обработки табака состояло из проницаемой транспортерной ленты или проволочной сетки, приводимой в движение со скоростью около 5 см/с. Проводимая между направляющими щитками лента из листьев табака подверглась последующей обработке под паровым соплом шириной около 160 мм с щелевым выходным отверстием около 8 мм 10 кг/ч насыщенного пара. Под транспортерной лентой напротив парового сопла находилось устройство отсасывания пара. Обработанные таким образом табачные пробы были расправлены в плоских чашках и кондиционировались при температуре 21 С и относительной влажности 60%. Способность к плотной набивке табака определили с помощью денситометра Боргвальдта, и удельные объемы пересчитали в мл/г при заданной влажности 12 мас.% и заданной температуре 22 С. Из данных необработанного сравнительного образца и разрыхленного образца рассчитывается относительное улучшение способности к плотной набивке табака и степень вспучивания:(FB - способность к плотной набивке необработанного табака, FE - способность к плотной набивке разрыхленного табака). Для приема табака в автоклаве служила ПВХ-труба с вставленным сетчатым днищем. Подача газа во время повышения давления производилась до конечного давления 700 бар. В качестве табака использовали 300 г табака Virginia-Blend с исходной влажностью 12%. Результаты опыта приведены в нижеследующей таблице, причем ТА означает температуру разгрузки обработанного под высоким давлением табака. В опыте 1 применены при повышении давления две ступени выдержки, каждая по 2 мин при 400 и 100 бар, и в опытах 2 и 3 только одна ступень выдержки по 2 мин и 4 мин при 50 бар. В сравнительном опыте 4 понижение давления производилось непосредственно, то есть без ступени выдержки в течение времени понижения давления 1 мин. Таблица 1 Результаты опыта Рабочая температура С Операция 60 80 при понижении давления ТА С % ТА С % Ступень выдержки 1 каждые 2 мин при 16 83 400 и 100 бар Ступень выдержки 2 15 93 20 90 2 мин при 50 бар Ступень выдержки 33 93 41 90 3 4 мин при 50 бар 4 Нет (Сравнение) -25 80 4 Вышеприведенные опыты 1-3 при различных значениях давления и времени выдержки и двумя значениями рабочей температуры автоклава показывают по сравнению с опытом 4 с прямым понижением давления, что значения времени выдержки в выбранной ступени выдержки (давление) показывают четкое повышение температуры выгрузки с -25 и -3 С до+33 и +41 С и, в противоположность прежнему техническому решению, дают повышенное улучшение способности к плотной набивке, несмотря на высокие температуры выгрузки. Пример 2. Аналогично примеру 1 обработка под высоким давлением с 150 г табака проводилась при рабочей температуре автоклава 40 С. Во время понижения температуры в опыте 5 применена ступень выдержки 2 мин при 50 бар и при ступени выдержки газ циркулировал с помощью циркуляционного насоса через теплообменник при температуре 80 С. Подача газа при повышении давления и при циркуляции осуществлялась в данном случае сверху, отвод газа при ступени выдержки и понижении давления вниз. Уплотнительное кольцо между верхним ограничителем емкости загрузки табака и крышкой автоклава обеспечивало непосредственный ввод газа в емкость загрузки табака. Таблица 2 Результаты опыта Рабочая Операция при понижении температура 40 С-105 69 Пример 3. Работа производилась аналогично примеру 2, причем во время понижения давления ступень выдержки 1 мин при 50 бар постоянно регулировали и нагретый газ вводили из второго обозначаемого как донор автоклава в емкость для обработки. Донор перед перетеканием имел давление 100 бар и рабочую температуру 80 С при содержимом 4 л. Подача газа при повышении давления и перетекании осуществлялась в данном случае снизу, отвод газа в ступени выдержки и понижении давления наверх. Таблица 3 Результаты опыта Рабочая Операция при понижении температура 40 С% Ступень выдержки 1 мин при 50 бар, перетекание из 7 донора, давление 100 бар Рабочая температура 60 С 5 Вышеприведенные примеры 2 и 3 показывают, что, в противоположность примеру 1, в котором нагревание за время выдержки в выбранной ступени выдержки и при выбранном давлении предполагает повышенную рабочую температуру, циркуляция в соответствии с примером 2 через теплообменник или передачу тепла из донора в соответствии с примером 3 в постоянной ступени выдержки и при постоянном давлении и также при рабочей температуре поглощающего газа, обозначаемой как акцептор емкости для обработки 40 С, приводят к повышенной температуре разгрузки. В частности,вариант перетекания из емкости донора по примеру 3 приводит к четкому повышению улучшения способности к плотной набивке по сравнению со сравнительным опытом 6 примера 2. Для толкования неожиданных результатов можно предположить, что нагревание обработанного под высоким давлением табака под остаточным давлением приводит к предварительному разрыхлению в автоклаве, вследствие чего создается дополнительное улучшение способности к плотной набивке, которое невозможно получить известными способами. Для подтверждения этого предположения в следующем примере 4 была проведена обработка давлением, в данном случае без последующей термической обработки насыщенным паром, для того чтобы проверить возможный эффект предварительного разрыхления, причем обработанные пробы были непосредственно кондиционированы. Хотя улучшение способности к плотной набивке без последующей термической обработки малое, однако, в следующем примере 4 обнаруживается дополнительный эффект способности к плотной набивке при нагревании под остаточным давлением. Пример 4. 150 г табака были подвергнуты обработке под высоким давлением при рабочей температуре автоклава 60 С, причем табак после полного понижения давления не был подвергнут дополнительной обработке. При понижении давления последовала ступень выдержки в 1 мин при 50 бар с перетеканием нагретого газа из второго автоклава аналогично примеру 3, причем донор перед перетеканием имел давление 200 бар и рабочую температуру 80 С. В сравнительном опыте 9 состоялось понижение давления непосредственно и без ступени выдержки. Таблица 4 Результаты опыта Рабочая Операция при понижении температура 60 С% Ступень выдержки 1 мин при 50 бар, перетекание из 19 21 8 донора, давление 200 бар Рабочая температура 80 С 9 Нет (Сравнение) 6 Вышеуказанные результаты подтверждают предположение о даже небольшом предварительном разрыхлении перед последующей термической обработкой насыщенным паром при нагревании находящегося под остаточным давлением табака, обработанного под высоким давлением. Следующие примеры 5 и 6 показывают другие варианты выполнения способа согласно изобретению, в котором обработка под высоким давлением или обработка под высоким давлением и последующая термическая проводятся неоднократно с тем же самым табачным материалом. Пример 5. 150 г табака в первой ступени при рабочей температуре автоклава 60 С аналогично примеру 3 подвергли обработке высоким давлением путем перетекания нагретого обрабатывающего газа из донора на ступени выдержки с постоянным давлением. Донор перед перетеканием имел давление 300 бар и рабочую температуру 80 С; ступень выдержки была установлена на 1 мин с 200 бар. Был применен разрыхленный и кондиционированный после опыта 10 табачный материал из первой ступени в качестве первоначального материала для дальнейшего цикла обработки, состоящего из обработки под высоким давлением и последующей термической обработки. Обработка под высоким давлением была проведена со 100 г табака и при рабочей температуре автоклава 60 С и при понижении давления была предусмотрена ступень выдержки 1 мин при 100 бар. Емкость донора имела перед перетеканием давление 200 бар при рабочей температуре 80 С. Результаты этого опыта и опыта 10 показывает табл. 5. Таблица 5 Результаты опыта Рабочая Операция температура 60 С при пониженииPабочая температура 80 С опыта 10) Пример 6. Действовали аналогично примеру 5, но причем в данном случае было проведено два идентичных цикла обработки под давлением друг за другом и после этого заключительная последующая термическая обработка. Результаты следующие.(двойное повыпри 100 бар, перетекание шение давления 12 из донора, давление 30 с последующей 200 бар термической Рабочая температура 80 С обработкой) Операция при понижении давления В то время как был использован разрыхленный табачный материал ступени 1 из примера 5 для новой обработки в ступени 2, в данном примере 6 цикл обработки под давлением был проведен дважды друг за другом и только тогда был введен обработанный под давлением табачный материал последующей термической обработки. Оба способа основаны на принципе многократного разрыхления путем повторения из последовательности из последующей обработки под высоким давлением и термической обработки и только повторной обработки под высоким давлением и заключительной повторной термической обработки. Пример 5 показывает, что действие первой ступени разрыхления путем повторной обработки в ступени 2 можно еще более усилить и получить табачный материал с очень высокой способностью к заполнению. Пример 6 вследствие отказа от операции последующей обработки проще, но не достигает максимального значения примера 5. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ улучшения способности к плотной набивке табака, например нарезанных табачных листьев, жилок табачного листа или растительных добавок в табак с ячеистой структурой, путем обработки табачного материала,имеющего 8-16 мас.% исходной влажности, обрабатывающим газом, состоящим из азота и/или аргона, при давлениях 50-1000 бар или в автоклаве, или при каскадном включении в нескольких автоклавах и путем последующей термической обработки выгруженного табачного мате 8 риала после произведенной декомпрессии, отличающийся тем, что декомпрессию производят, по меньшей мере, с одной ступенью выдержки, давление которой соответствует 3-60%,предпочтительно 3-30%, первоначального максимального давления, и что нагревание находящейся под остаточным давлением системы производится таким образом, что температура выгрузки табака после полного понижения давления составляет в пределах 10-80 С. 2. Способ по п.1, отличающийся тем, что исходная влажность табачного материала составляет в пределах 10-14 мас.%. 3. Способ по п.1 или 2, отличающийся тем,что на повышение температуры находящейся под остаточным давлением системы оказывает влияние время выдержки. 4. Способ по одному из пп.1-3, отличающийся тем, что на повышение температуры оказывает влияние циркуляция находящегося под остаточным давлением газа через теплообменник. 5. Способ по одному из пп.1-4, отличающийся тем, что на повышение температуры находящейся под остаточным давлением системы оказывает влияние перетекание нагретого газа. 6. Способ по одному из пп.1-5, отличающийся тем, что понижение давления с соответствующего максимального давления до давления ступени выдержки производится в интервале 20 с - 5 мин. 7. Способ по одному из пп.1-6, отличающийся тем, что понижение остаточного давления производится в интервале 3 с - 3 мин. 8. Способ по одному из пп.1-7, отличающийся тем, что обработку под высоким давлением или последовательность обработки под высоким давлением и термической обработки производят неоднократно с тем же самым табачным материалом. 9. Способ по одному из пп.1-8, отличающийся тем, что последующую термическую обработку табачного материала производят насыщенным паром.
МПК / Метки
МПК: A24B 3/18
Метки: плотной, табака, набивке, способ, способности, улучшения
Код ссылки
<a href="https://eas.patents.su/5-3544-sposob-uluchsheniya-sposobnosti-tabaka-k-plotnojj-nabivke.html" rel="bookmark" title="База патентов Евразийского Союза">Способ улучшения способности табака к плотной набивке</a>
Устройство и способ разделения смеси, состоящей из менее плотной и более плотной жидкостей
Номер патента: 1025
Опубликовано: 28.08.2000
Автор: Паркинсон Дэвид Джон
МПК: B01D 17/038, C10G 33/06
Метки: менее, состоящей, более, плотной, способ, устройство, разделения, смеси, жидкостей
Формула / Реферат:
1. Устройство для разделения смеси, состоящей из менее плотного жидкого компонента и более плотного жидкого компонента, содержит сосуд (1) с вертикальной осью, кольцевой впускной канал (5) для смеси, выполненный в днище сосуда, открывающийся вверх и снабженный средством (4) для создания завихрения смеси вокруг вертикальной оси при её выходе из впускного канала, первое выпускное отверстие (8), расположенное в центре кольцевого впускного канала и...
Способ и устройство для обработки табачных листьев при изготовлении резанного табака
Номер патента: 59
Опубликовано: 30.04.1998
Авторы: Шпаллек Бернд, Метцнер Вольфганг, Вайсс Арно
МПК: A24B 3/00
Метки: листьев, способ, табачных, резанного, обработки, устройство, изготовлении, табака
Формула / Реферат:
1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором а) жилки и листовой материал табачного листа подвергают отволаживанию, резке и сушке отдельно друг от друга, отличающийся тем, что б) подвергнутые отволаживанию, нераскатанные и нарезанные жилки смешивают с подвергнутым отволаживанию и нарезанным листовым материалом, и что в) затем нарезанные жилки и нарезанный листовой материал подвергают...
Способ и устройство для обработки табачных листьев при изготовлении резанного табака.
Номер патента: 60
Опубликовано: 30.04.1998
Авторы: Метцнер Вольфганг, Вайсс Арно, Шпаллек Бернд
МПК: A24B 3/00
Метки: табака, способ, обработки, устройство, листьев, табачных, резанного, изготовлении
Формула / Реферат:
1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором а) нераскатанные жилки отдельно от листового материала подвергают отволаживанию и предварительной резке, б) листовой материал отдельно от жилок подвергают отволаживанию, после чего в) жилки и листовой материал смешивают, г) листовой материал и жилки совместно подвергают резке и сушке. 2. Способ по п.1, отличающийся тем, что жилки до или...
Способ удаления вредных веществ из сигарет и табака перед их использованием и устройство для его осуществления.
Номер патента: 155
Опубликовано: 29.10.1998
Автор: Гиолвас Георгиос
МПК: A62D 3/00, A24B 15/18, B01J 19/12...
Метки: устройство, веществ, удаления, использованием, осуществления, сигарет, вредных, табака, способ
Формула / Реферат:
1. Способ удаления вредных веществ из сигарет и табака перед их использованием, заключающийся в том, что сигареты или табак помещают в камеру, а удаление вредных веществ осуществляют путем воздействия на упомянутые сигареты или табак парами специальной жидкости, отличающийся тем, что в качестве специальной жидкости используют смесь, содержащую около 75% спирта 92° и около 25% перекиси водорода (Н2О2), указанную жидкость нагревают непосредственно...
Способ и устройство для обработки жилок табачных листьев при изготовлении резаного табака
Номер патента: 182
Опубликовано: 24.12.1998
Авторы: Мецнер Вольфган, Шпаллек Бернд, Вайсс Арно
МПК: A24B 5/16
Метки: изготовлении, устройство, табака, способ, обработки, табачных, резаного, жилок, листьев
Формула / Реферат:
1. Способ обработки жилок табачных листьев при изготовлении резаного табака для курительных изделий, отличающийся тем, что а) неразделанные жилки соусируют, доводя содержание в них влаги до максимум порядка 45%, б) соусированные жилки подвергают сверхсушке, доводя содержание в них влаги до менее приблизительно 12%, и в) подвергнутые сверхсушке жилки повторно увлажняют, доводя содержание в них влаги до значений, требуемых для процесса...
Предыдущий патент: Зажимное приспособление зубного имплантата
Следующий патент: Профиль для крепления натянутого полотна и содержащая его декоративная перегородка, такая как декоративный потолок или декоративная стенка
Случайный патент: Производные пурина