Способ и устройство для обработки табачных листьев при изготовлении резанного табака.
Формула / Реферат
1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором
а) нераскатанные жилки отдельно от листового материала подвергают отволаживанию и предварительной резке,
б) листовой материал отдельно от жилок подвергают отволаживанию, после чего
в) жилки и листовой материал смешивают,
г) листовой материал и жилки совместно подвергают резке и сушке.
2. Способ по п.1, отличающийся тем, что жилки до или после предварительной резки и/или листовой материал, в частности после отволаживания, подвергают соусированию.
3. Способ по одному из п.1 или 2, отличающийся тем, что жилки перед предварительной резкой подвергают отволаживанию, доводя влагосодержание в них приблизительно до 22-26%, в частности приблизительно до 24%.
4. Способ по одному из пп.1-3, отличающийся тем, что подвергнутые отволаживанию жилки перед предварительной резкой выдерживают в закрытой камере в течение, по крайней мере, 1,5 ч, в частности в течение 2 ч.
5. Способ по одному из пп.1-4, отличающийся тем, что жилки во время предварительной резки нарезают шириной приблизительно от 0,1 до 0,3 мм, в частности приблизительно 0,2 мм.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что предварительно нарезанные жилки подвергают расширению.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что влагосодержание в листовом материале, предназначенном для изготовления сигарет, путем отволаживания доводят приблизительно до 17-25%, в частности приблизительно до 17,5%, а влагосодержание в листовом материале, предназначенном для изготовления табака тонкой резки, путем отволаживания доводят приблизительно до 23-25%, в частности приблизительно до 24%.
8. Способ по одному из предыдущих пунктов, отличающийся тем, что к листовому материалу добавляют не более 30% предварительно нарезанных жилок, в частности приблизительно от 5 до 25% в пересчете на общий вес.
9. Способ по одному из пп. 1-8, отличающийся тем, что листовой материал и жилки, предназначенные для изготовления сигарет, нарезают с шириной приблизительно 0,5-2 мм, в частности приблизительно 0,85 мм, а листовой материал и жилки, предназначенные для изготовления табака тонкой резки, нарезают с шириной приблизительно 0,35-0,5 мм, в частности приблизительно 0,45 мм.
10. Способ по одному из пп.1-9, отличающийся тем, что влагосодержание в листовом материале и жилках после резки путем сушки доводят приблизительно до 18-39%, в частности приблизительно до 19,5-24%, предпочтительно приблизительно до 22%, и затем влагосодержание доводят приблизительно до 13-16%, в частности приблизительно до 14%.
11. Устройство для обработки табачных листьев при изготовлении резаного табака для курительных изделий, включающее а) устройство отволаживания жилок табачного листа, отделенных от листового материала, б) устройство отволаживания листового материала табачного листа, в) устройства для резки жилок и листового материала соответственно, г) сушилки для жилок и для листового материала соответственно, отличающееся наличием д) устройства для резки смеси подвергнутых отволаживанию, нераскатанных, предварительно нарезанных жилок и подвергнутого отволаживанию и ненарезанного листового материала, и наличием е) по крайней мере, одной сушилки для нарезанной смеси листового материала и жилок.
12. Устройство по п.11, отличающееся наличием смесительной камеры для подвергнутого отволаживанию, ненарезанного листового материала, в которую подаются подвергнутые отволаживанию, нераскатанные, предварительно нарезанные жилки.
13. Устройство по одному из пп.11 или 12, отличающееся тем, что в нем предусмотрено устройство для соусирования, предназначенное для нанесения на жилки и/или листовой материал соусирующей жидкости, причем устройство для соусирования установлено перед устройством отволаживания жилок или после устройства для предварительной резки жилок, а устройство для соусирования листового материала установлено между устройством отволаживания листового материала и смесительной камерой.
14. Устройство по одному из пп.11-13, отличающееся наличием устройства предварительного нагрева, в частности барабана предварительного нагрева, для нарезанной смеси листового материала и жилок.
15. Устройство по п.14, отличающееся тем, что после устройства предварительного нагрева установлена сушилка, в частности сушилка с горячим воздухом.
16. Устройство по одному из пп.11-15, отличающееся тем, что в нем предусмотрено устройство для расширения нарезанных жилок, которое установлено между устройством для резки жилок и смесительной камерой для листового материала и жилок.
17. Способ обработки табачных листьев при изготовления резаного табака для курительных изделий, в частности по одному из пп.1-10, в котором а) продукты отвеивания подвергают отволаживанию и раскатывают отдельно от листового материала, б) листовой материал подвергают отволаживанию отдельно от продуктов отвеивания, после чего в) раскатанные продукты отвеивания смешивают с листовым материалом, и г) листовой материал и продукты отвеивания совместно нарезают и сушат.
18. Способ по п.17, отличающийся тем, что подвергнутые отволаживанию продукты отвеивания прокатывают с шириной зазора менее 0,1 мм.
19. Способ по одному из пп.17 или 18, отличающийся тем, что влагосодержание в раскатанных продуктах отвеивания составляет приблизительно 25-40%, в частности приблизительно 30-35%.
20. Устройство для обработки табачных листьев при изготовления резаного табака для курительных изделий, в частности по одному из пп.11-16, включающее а) устройство отволаживания продуктов отвеивания, б) устройство для раскатывания подвергнутых отволаживанию продуктов отвеивания, в) устройство отволаживания листового материала табачного листа, г) устройство для резки смеси подвергнутых отволаживанию, раскатанных продуктов отвеивания и подвергнутого отволаживанию и ненарезанного листового материала, и д) по крайней мере, одну сушилку для нарезанной смеси листового материала с продуктами отвеивания.
Текст
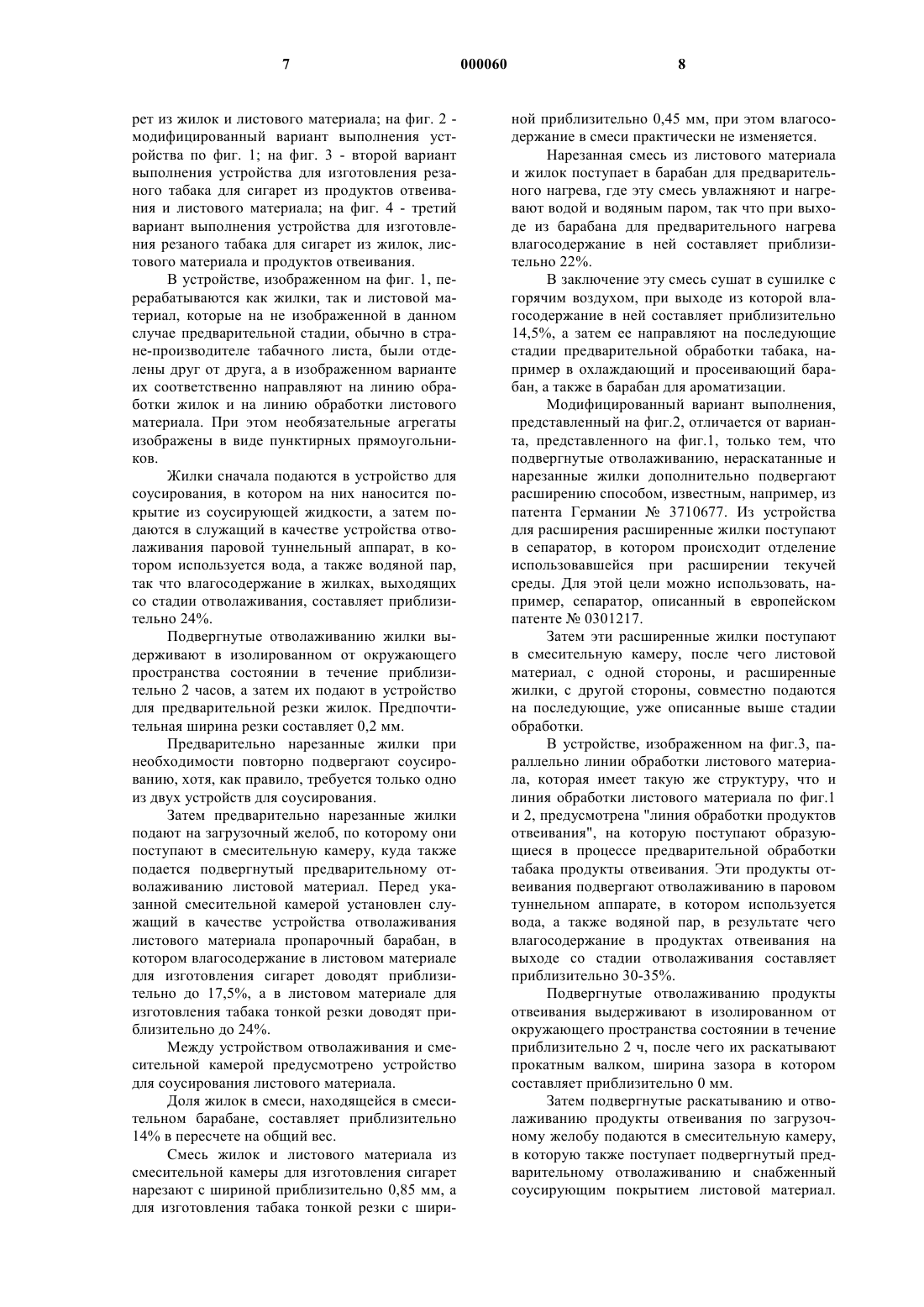
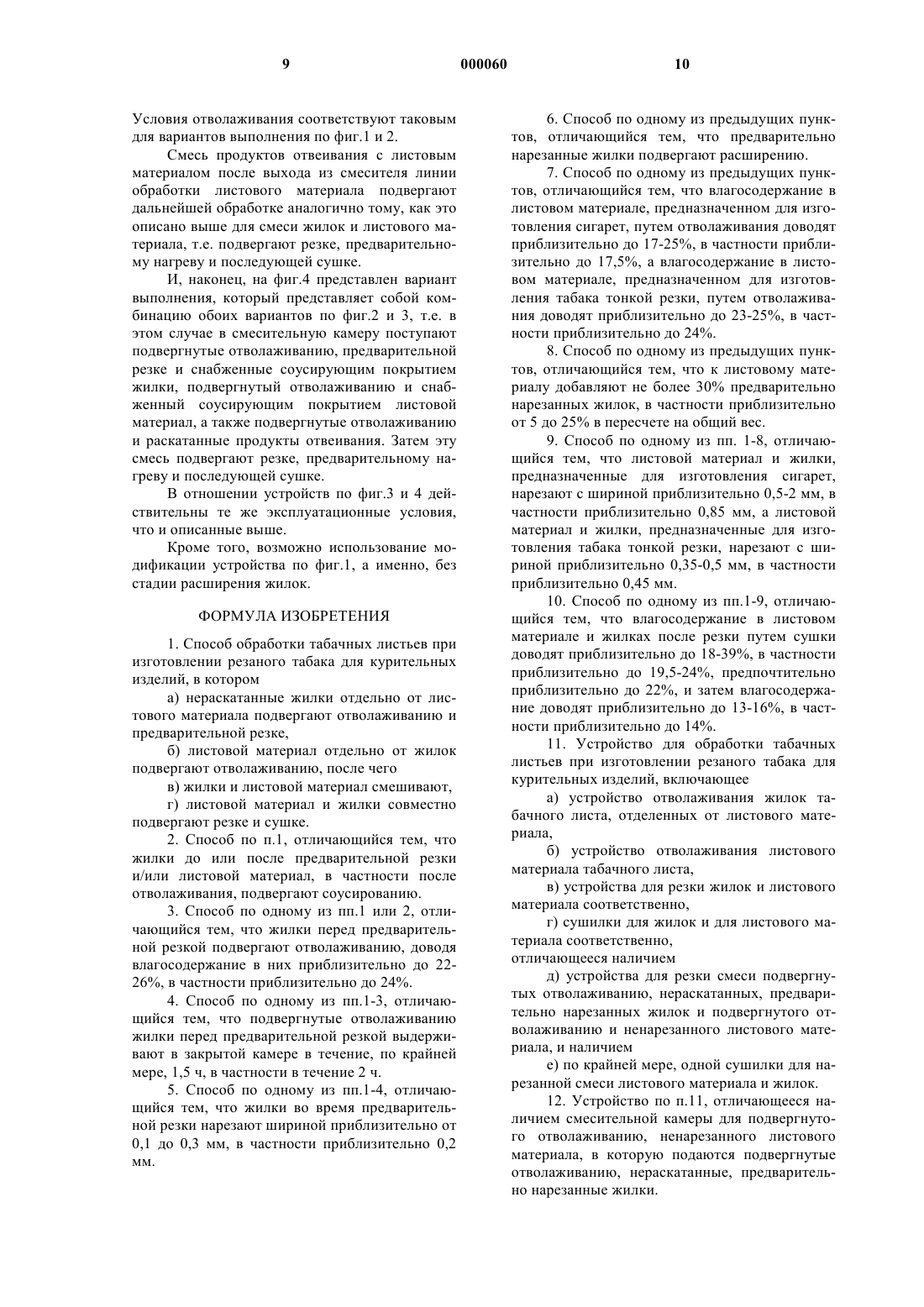
1 Настоящее изобретение относится к способу и устройству для обработки табачных листьев при изготовлении резаного табака для курительных изделий. Табачные листья, из которых получают курительные изделия, прежде всего сигареты, а также табак тонкой резки для ручной набивки сигарет, состоят из листового материала и жилок, которые, с одной стороны, сильно различаются по своей консистенции, а с другой стороны, обладают заметно отличающимися вкусовыми качествами и поэтому в значительной степени и по-разному влияют как на технологию предварительной обработки табака, так и на вкусовые характеристики соответствующих курительных изделий. Поэтому, чтобы избежать проблем, связанных с обработкой жилок, а также связанных с определенным привкусом, обусловленным наличием жилок, жилки обычно принято отделять от листового материала, а для изготовления сигарет использовать только листовой материал. Поскольку доля жилок в общей массе табачных листьев составляет приблизительно до 30 мас.%,то в таком способе имеет место неэкономное использование ценного сырья - "табачного листа", что приводит к значительному удорожанию всего процесса. Поэтому уже предпринимался ряд попыток по переработке табачных листьев целиком с использованием способа измельчения, работающего со срезающими усилиями, для получения текучей смеси из частиц листового материала и частиц жилок, которую непосредственно можно применять для изготовления сигарет. Однако такой способ, описанный, например, в заявке на патент Германии 4029566 А 1, до настоящего времени не был реализован на практике, так как вкусовые качества не удовлетворяли соответствующим требованиям. В заявке на патент Германии 4029567 А 1 описано смешанное решение, в котором целые листья с помощью способа измельчения с использованием срезающих усилий перерабатывают в смесь, состоящую из частиц листового материала и практически цельных кусочков жилок; затем кусочки жилок необходимо отделять,при этом частицы листового материала можно использовать непосредственно для изготовления сигарет. Этот способ также не нашел практического использования вследствие не решенных до настоящего времени проблем, связанных с вкусовыми параметрами. Еще один способ описан в патенте Великобритании GB2026298 А, согласно которому табачные листья измельчают до размера частиц, пригодных для изготовления сигарет. С помощью способа разделения с использованием воздушного потока частицы листа разделяют на более тяжелую, содержащую жилки фракцию и более легкую, не содержащую жилок фракцию листового материала, при этом более тяжелую 2 фракцию размалывают, дополнительно отделяя в ней листовой материал от жилок. Отделенный листовой материал и первоначально полученную более легкую фракцию смешивают и направляют в процесс изготовления сигарет. Этот способ является очень дорогостоящим, что равным образом относится также и к аналогичному способу согласно патенту США 4696312. Таким образом, в соответствии с существующей в настоящее время практикой табачные листья, как и ранее, разделывают, отделяя жилки от листового материала, что обычно осуществляют вскоре после сбора урожая в стране, где выращивают табак. Жилки и листовой материал упаковывают отдельно друг от друга и транспортируют к месту переработки, где осуществляют так называемую "предварительную обработку табака". В процессе этой предварительной обработки табака жилки и листовой материал обрабатывают отдельно друг от друга, а именно,отволаживают, т.е. подвергают увлажнению и тепловой обработке, нарезают и сушат, после чего их смешивают и затем подвергают дальнейшей совместной обработке, как правило,путем нанесения ароматизирующих добавок. Основные принципы этого процесса, с помощью которого можно изготавливать как табак тонкой резки, так и сигареты, описаны в книге"Tobacco Encyclopedia", изд. Ernst Voges, 1984, в статье "Cigarette Manufacture I and II", в частности в разделе под заголовком "The Production ofCut Tobacco" (Производство резаного табака). Недостаток этих общепринятых способов состоит в том, что в процессе предварительной обработки табака жилки и листовой материал необходимо обрабатывать на двух совершенно раздельных линиях обработки, на так называемой "линии обработки жилок" и так называемой"линии обработки листового материала", в состав каждой из которых входит устройство отволаживания, устройство для резки, соусирующее устройство для нанесения соусирующей жидкости (стадия предварительной обработки табака сахар- или глицеринсодержащей жидкостью перед стадией ароматизации), устройство для подогрева и сушилка. Кроме того, в линии обработки жилок для их раскатывания перед стадией резки необходимо наличие раскатывающего устройства, чтобы получить так называемый "CRS", т.е. раскатанные и нарезанные кусочки жилок, которые затем добавляют к листовому материалу непосредственно перед подачей в барабан для ароматизации. Инвестиционные затраты, необходимые для внедрения в производство этих двух раздельных линий, равно как и эксплуатационные расходы, связанные с эксплуатацией этих двух линий, являются высокими. Проблема, аналогичная той, что имеет место при обработке табачных жилок, существует и в отношении так называемых "продуктов отвеивания". В данном случае речь идет о частич 3 ках табака, в основном как средних, так и боковых жилок табачного листа, которые образуются в процессе предварительной обработки табака и которые отделяют от материала резаного табака перед формированием из резаного табака в сигаретной машине непрерывного табачного жгута. Эти продукты отвеивания также представляют собой табак, поэтому предпринимались попытки по их использованию для изготовления сигарет. Известны различные способы подготовки продуктов отвеивания, например переработка в восстановленный табак или возвращение в повторный цикл. Получаемый таким образом материал добавляют к обычному резаному табаку в процессе предварительной обработки табака. Все эти способы являются дорогостоящими и трудоемкими, поэтому постоянно осуществляется поиск более приемлемых решений,позволяющих возвращать продукты отвеивания в процесс обработки табака. Поэтому задачей изобретения является разработка таких способа и устройства для обработки табачных листьев при изготовлении резаного табака для курительных изделий, в которых устранены вышеуказанные недостатки. В частности существует необходимость в разработке способа и устройства, которые обеспечивали бы наиболее простое, а тем самым недорогое с точки зрения инвестиционных затрат и эксплуатационных расходов, изготовление резаного табака с использованием также жилок табачного листа, соответственно продуктов отвеивания, из которого можно изготавливать сигареты, сигарильо, соответственно сигары или который можно перерабатывать в табак тонкой резки. В отношении материала жилок эта задача решается с помощью отличительных признаков,указанных в пунктах 1, соответственно 11 формулы изобретения, тогда как в отношении продуктов отвеивания эта задача решается с помощью отличительных признаков пунктов 17, соответственно 20 формулы изобретения. Предпочтительные варианты осуществления этих способов и соответственно устройств представлены в зависимых пунктах формулы изобретения. В отношении обработки жилок преимущество настоящего изобретения заключается в том, что необходимо использовать лишь относительно малую часть обычной "линии обработки жилок", а именно короткую линию обработки жилок с устройством отволаживания и устройством предварительной нарезки жилок, в то время как раскатывающее устройство, устройства увлажнения и подогрева, а также сушилка могут быть исключены. За счет этого получают значительную экономию как инвестиционных средств, так и эксплуатационных расходов, 000060 4 прежде всего связанных с обслуживающим персоналом. Кроме того, указанные меры позволяют получить более однородную смесь листового материала и материала жилок, что позволяет улучшить вкусовое качество. Помимо этого обеспечивается более высокий выход табачного сырья, так как вследствие значительного сокращения линии обработки жилок на ней образуется намного меньше пыли,т.е. ценное сырье - "табачный лист" - используется гораздо эффективнее. Этому способствует также еще и то, что в укороченной линии обработки жилок не требуется применение сушилки,которая, как известно из практического опыта,снижает качество табака. С этим одновременно связана дополнительная экономия средств, поскольку продукты отвеивания и пыль обычно улавливают, перерабатывают и затем снова подают на предварительную обработку табака. Вследствие исключительно малого образования продуктов отвеивания и пыли на короткой линии обработки жилок необходимость в этих стадия может полностью отпасть. Обычно на жилки табака и/или листовой материал наносят покрытие из соусирующей жидкости. Хотя в принципе соответствующие устройства для соусирования можно разместить на любой пригодной позиции в процессе предварительной обработки табака, а соусированию можно подвергать как жилки, так и листовой материал, наиболее целесообразным оказалось подвергать соусированию только листовой материал. Соусирование табака осуществляют предпочтительно после отволаживания листьев с помощью устройства для соусирования. Было установлено, что жилки перед предварительной резкой наиболее целесообразно подвергать отволаживанию до влагосодержания в них от приблизительно 22 до приблизительно 26%, наиболее предпочтительно до приблизительно 24%. Указанные значения влагосодержания выражены в мас.% в пересчете на сырой вес. Определение влагосодержания проводят после сушки в печи в течение 3 ч при 80 С. Значения влагосодержания, полученные в соответствии с изобретением, по сравнению с приблизительно 30%-ным влагосодержанием в жилках,которое упоминается в "Tobacco Encyclopedia",являются существенным усовершенствованием,так как, с одной стороны, относительно высокое увлажнение является нежелательным, а с другой стороны, необходимое в данном случае умеренное увлажнение дополнительно снижает затраты на последующую сушку. Кроме того, относительно умеренно предварительно увлажненные жилки можно хранить в течение более продолжительного времени без заметного изменения их свойств, тогда как срок хранения жилок с влагосодержанием приблизительно 30% сильно ограничен. 5 Было установлено, что подвергнутые отволаживанию жилки перед предварительной резкой целесообразно, по крайней мере на 1,5 ч,предпочтительно на 2 ч изолировать от окружающего пространства, т.е. помещать в закрытую камеру, чтобы достичь равномерного увлажнения. Жилки можно дополнительно подвергать соусированию. Для этой цели можно использовать устройство для соусирования, обрабатывая жилки либо перед отволаживанием, либо после выхода из резальной машины. Ширина резки при предварительной резке жилок составляет от приблизительно 0,1 до приблизительно 0,3 мм, предпочтительно приблизительно 0,2 мм. При необходимости жилки подвергают расширению, поскольку в современных сигаретах по соображениям стоимости все более часто применяют расширенные табаки, которые характеризуются большим объемом на единицу массы. Такое расширение целесообразно осуществлять после резки жилок, при этом можно применять устройство для расширения, известное, например, из патента Германии 3710677. В то время, как короткая линия обработки жилок в соответствии с изобретением работает практически с одинаковыми показателями как для сигарет, так и для табака тонкой резки, отволаживание листового материала для табака тонкой резки и для сигарет необходимо осуществлять различным образом. Так, при изготовлении сигарет листовой материал подвергают отволаживанию до влагосодержания от приблизительно 17 до приблизительно 25%, в частности до 17,5%, тогда как при изготовлении табака тонкой резки листовой материал подвергают отволаживанию до влагосодержания от приблизительно 23 до приблизительно 25%, предпочтительно до приблизительно 24%. Соотношение листового материала и нарезанных жилок в смеси может изменяться в зависимости от требований, предъявляемых к изготавливаемому курительному изделию. Так, например, в более дешевые сорта продукции добавляют большее количество жилок. Для марочных сортов сигарет доля жилок обычно не превышает 30% в пересчете на общий вес,предпочтительно она составляет от приблизительно 5 до приблизительно 25%. При резке смеси листового материала и жилок также необходимо делать различия между изготовлением табака тонкой резки и изготовлением сигарет. В процессе изготовления сигарет смесь необходимо нарезать с шириной резки приблизительно от 0,5 до 2 мм, в частности приблизительно 0,85 мм, в то время как в процессе изготовления табака тонкой резки ширина резки должна составлять от приблизительно 0,35 до приблизительно 0,5 мм, в частности приблизительно 0,45 мм. 6 После совместной резки смесь жилок и листового материала нагревают и увлажняют,предпочтительно в так называемом барабане для предварительного нагрева, в котором используется вода и водяной пар, чтобы достичь влагосодержания в диапазоне приблизительно от 18 до 39%, в частности от приблизительно 19,5 до 24%, предпочтительно приблизительно 22,5%. В заключение смесь сушат, предпочтительно в сушилке с горячим воздухом, с помощью которой влагосодержание в смеси доводят приблизительно до 14%. Затем материал подвергают обычной дальнейшей обработке в зависимости от цели использования, т.е. в зависимости от того, предназначена эта смесь для изготовления сигарет или табака тонкой резки. В отношении обработки продуктов отвеивания преимущество настоящего изобретения заключается в том, что в результате простого процесса, а именно, путем отволаживания и последующего раскатывания продуктов отвеивания, получают табачный материал, который без какой-либо дальнейшей обработки можно смешивать с листовым материалом, а затем нарезать и сушить. Таким образом, ценное сырье,каковым являются "продукты отвеивания", вводят в процесс обработки табака с незначительными инвестиционными вложениями и эксплуатационными расходами. В соответствии с предпочтительным примером осуществления, подвергнутые отволаживанию продукты отвеивания раскатывают, придавая им максимально возможную плоскую форму, а именно, с шириной зазора при раскатке менее 0,1 мм, наиболее предпочтительно с шириной зазора приблизительно 0 мм, чтобы получить маленькие плоские кусочки табака,которые без проблем можно смешивать с листовым материалом. Влагосодержание в раскатанных продуктах отвеивания предпочтительно должно составлять от приблизительно 25 до приблизительно 40%, наиболее предпочтительно приблизительно 35%. Возможна также комбинация этих способов обработки, т.е. в одном устройстве для предварительной обработки табака могут быть установлены три параллельные линии, а именно, линия обработки табачного листа, линия обработки жилок и линия обработки продуктов отвеивания. Получаемые таким образом три различных материала затем смешивают в смесителе, установленном в линии обработки листового материала, и совместно нарезают перед их подачей на дальнейшую обработку. Ниже изобретение более подробно поясняется на примерах выполнения со ссылкой на прилагаемые чертежи, на которых изображено: на фиг. 1 - первый вариант выполнения устройства для изготовления резаного табака для сига 7 рет из жилок и листового материала; на фиг. 2 модифицированный вариант выполнения устройства по фиг. 1; на фиг. 3 - второй вариант выполнения устройства для изготовления резаного табака для сигарет из продуктов отвеивания и листового материала; на фиг. 4 - третий вариант выполнения устройства для изготовления резаного табака для сигарет из жилок, листового материала и продуктов отвеивания. В устройстве, изображенном на фиг. 1, перерабатываются как жилки, так и листовой материал, которые на не изображенной в данном случае предварительной стадии, обычно в стране-производителе табачного листа, были отделены друг от друга, а в изображенном варианте их соответственно направляют на линию обработки жилок и на линию обработки листового материала. При этом необязательные агрегаты изображены в виде пунктирных прямоугольников. Жилки сначала подаются в устройство для соусирования, в котором на них наносится покрытие из соусирующей жидкости, а затем подаются в служащий в качестве устройства отволаживания паровой туннельный аппарат, в котором используется вода, а также водяной пар,так что влагосодержание в жилках, выходящих со стадии отволаживания, составляет приблизительно 24%. Подвергнутые отволаживанию жилки выдерживают в изолированном от окружающего пространства состоянии в течение приблизительно 2 часов, а затем их подают в устройство для предварительной резки жилок. Предпочтительная ширина резки составляет 0,2 мм. Предварительно нарезанные жилки при необходимости повторно подвергают соусированию, хотя, как правило, требуется только одно из двух устройств для соусирования. Затем предварительно нарезанные жилки подают на загрузочный желоб, по которому они поступают в смесительную камеру, куда также подается подвергнутый предварительному отволаживанию листовой материал. Перед указанной смесительной камерой установлен служащий в качестве устройства отволаживания листового материала пропарочный барабан, в котором влагосодержание в листовом материале для изготовления сигарет доводят приблизительно до 17,5%, а в листовом материале для изготовления табака тонкой резки доводят приблизительно до 24%. Между устройством отволаживания и смесительной камерой предусмотрено устройство для соусирования листового материала. Доля жилок в смеси, находящейся в смесительном барабане, составляет приблизительно 14% в пересчете на общий вес. Смесь жилок и листового материала из смесительной камеры для изготовления сигарет нарезают с шириной приблизительно 0,85 мм, а для изготовления табака тонкой резки с шири 000060 8 ной приблизительно 0,45 мм, при этом влагосодержание в смеси практически не изменяется. Нарезанная смесь из листового материала и жилок поступает в барабан для предварительного нагрева, где эту смесь увлажняют и нагревают водой и водяным паром, так что при выходе из барабана для предварительного нагрева влагосодержание в ней составляет приблизительно 22%. В заключение эту смесь сушат в сушилке с горячим воздухом, при выходе из которой влагосодержание в ней составляет приблизительно 14,5%, а затем ее направляют на последующие стадии предварительной обработки табака, например в охлаждающий и просеивающий барабан, а также в барабан для ароматизации. Модифицированный вариант выполнения,представленный на фиг.2, отличается от варианта, представленного на фиг.1, только тем, что подвергнутые отволаживанию, нераскатанные и нарезанные жилки дополнительно подвергают расширению способом, известным, например, из патента Германии 3710677. Из устройства для расширения расширенные жилки поступают в сепаратор, в котором происходит отделение использовавшейся при расширении текучей среды. Для этой цели можно использовать, например, сепаратор, описанный в европейском патенте 0301217. Затем эти расширенные жилки поступают в смесительную камеру, после чего листовой материал, с одной стороны, и расширенные жилки, с другой стороны, совместно подаются на последующие, уже описанные выше стадии обработки. В устройстве, изображенном на фиг.3, параллельно линии обработки листового материала, которая имеет такую же структуру, что и линия обработки листового материала по фиг.1 и 2, предусмотрена "линия обработки продуктов отвеивания", на которую поступают образующиеся в процессе предварительной обработки табака продукты отвеивания. Эти продукты отвеивания подвергают отволаживанию в паровом туннельном аппарате, в котором используется вода, а также водяной пар, в результате чего влагосодержание в продуктах отвеивания на выходе со стадии отволаживания составляет приблизительно 30-35%. Подвергнутые отволаживанию продукты отвеивания выдерживают в изолированном от окружающего пространства состоянии в течение приблизительно 2 ч, после чего их раскатывают прокатным валком, ширина зазора в котором составляет приблизительно 0 мм. Затем подвергнутые раскатыванию и отволаживанию продукты отвеивания по загрузочному желобу подаются в смесительную камеру,в которую также поступает подвергнутый предварительному отволаживанию и снабженный соусирующим покрытием листовой материал. 9 Условия отволаживания соответствуют таковым для вариантов выполнения по фиг.1 и 2. Смесь продуктов отвеивания с листовым материалом после выхода из смесителя линии обработки листового материала подвергают дальнейшей обработке аналогично тому, как это описано выше для смеси жилок и листового материала, т.е. подвергают резке, предварительному нагреву и последующей сушке. И, наконец, на фиг.4 представлен вариант выполнения, который представляет собой комбинацию обоих вариантов по фиг.2 и 3, т.е. в этом случае в смесительную камеру поступают подвергнутые отволаживанию, предварительной резке и снабженные соусирующим покрытием жилки, подвергнутый отволаживанию и снабженный соусирующим покрытием листовой материал, а также подвергнутые отволаживанию и раскатанные продукты отвеивания. Затем эту смесь подвергают резке, предварительному нагреву и последующей сушке. В отношении устройств по фиг.3 и 4 действительны те же эксплуатационные условия,что и описанные выше. Кроме того, возможно использование модификации устройства по фиг.1, а именно, без стадии расширения жилок. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором а) нераскатанные жилки отдельно от листового материала подвергают отволаживанию и предварительной резке,б) листовой материал отдельно от жилок подвергают отволаживанию, после чего в) жилки и листовой материал смешивают,г) листовой материал и жилки совместно подвергают резке и сушке. 2. Способ по п.1, отличающийся тем, что жилки до или после предварительной резки и/или листовой материал, в частности после отволаживания, подвергают соусированию. 3. Способ по одному из пп.1 или 2, отличающийся тем, что жилки перед предварительной резкой подвергают отволаживанию, доводя влагосодержание в них приблизительно до 2226%, в частности приблизительно до 24%. 4. Способ по одному из пп.1-3, отличающийся тем, что подвергнутые отволаживанию жилки перед предварительной резкой выдерживают в закрытой камере в течение, по крайней мере, 1,5 ч, в частности в течение 2 ч. 5. Способ по одному из пп.1-4, отличающийся тем, что жилки во время предварительной резки нарезают шириной приблизительно от 0,1 до 0,3 мм, в частности приблизительно 0,2 мм. 10 6. Способ по одному из предыдущих пунктов, отличающийся тем, что предварительно нарезанные жилки подвергают расширению. 7. Способ по одному из предыдущих пунктов, отличающийся тем, что влагосодержание в листовом материале, предназначенном для изготовления сигарет, путем отволаживания доводят приблизительно до 17-25%, в частности приблизительно до 17,5%, а влагосодержание в листовом материале, предназначенном для изготовления табака тонкой резки, путем отволаживания доводят приблизительно до 23-25%, в частности приблизительно до 24%. 8. Способ по одному из предыдущих пунктов, отличающийся тем, что к листовому материалу добавляют не более 30% предварительно нарезанных жилок, в частности приблизительно от 5 до 25% в пересчете на общий вес. 9. Способ по одному из пп. 1-8, отличающийся тем, что листовой материал и жилки,предназначенные для изготовления сигарет,нарезают с шириной приблизительно 0,5-2 мм, в частности приблизительно 0,85 мм, а листовой материал и жилки, предназначенные для изготовления табака тонкой резки, нарезают с шириной приблизительно 0,35-0,5 мм, в частности приблизительно 0,45 мм. 10. Способ по одному из пп.1-9, отличающийся тем, что влагосодержание в листовом материале и жилках после резки путем сушки доводят приблизительно до 18-39%, в частности приблизительно до 19,5-24%, предпочтительно приблизительно до 22%, и затем влагосодержание доводят приблизительно до 13-16%, в частности приблизительно до 14%. 11. Устройство для обработки табачных листьев при изготовлении резаного табака для курительных изделий, включающее а) устройство отволаживания жилок табачного листа, отделенных от листового материала,б) устройство отволаживания листового материала табачного листа,в) устройства для резки жилок и листового материала соответственно,г) сушилки для жилок и для листового материала соответственно,отличающееся наличием д) устройства для резки смеси подвергнутых отволаживанию, нераскатанных, предварительно нарезанных жилок и подвергнутого отволаживанию и ненарезанного листового материала, и наличием е) по крайней мере, одной сушилки для нарезанной смеси листового материала и жилок. 12. Устройство по п.11, отличающееся наличием смесительной камеры для подвергнутого отволаживанию, ненарезанного листового материала, в которую подаются подвергнутые отволаживанию, нераскатанные, предварительно нарезанные жилки. 11 13. Устройство по одному из пп.11 или 12,отличающееся тем, что в нем предусмотрено устройство для соусирования, предназначенное для нанесения на жилки и/или листовой материал соусирующей жидкости, причем устройство для соусирования установлено перед устройством отволаживания жилок или после устройства для предварительной резки жилок, а устройство для соусирования листового материала установлено между устройством отволаживания листового материала и смесительной камерой. 14. Устройство по одному из пп.11-13, отличающееся наличием устройства предварительного нагрева, в частности барабана предварительного нагрева, для нарезанной смеси листового материала и жилок. 15. Устройство по п.14, отличающееся тем,что после устройства предварительного нагрева установлена сушилка, в частности сушилка с горячим воздухом. 16. Устройство по одному из пп.11-15, отличающееся тем, что в нем предусмотрено устройство для расширения нарезанных жилок,которое установлено между устройством для резки жилок и смесительной камерой для листового материала и жилок. 17. Способ обработки табачных листьев при изготовления резаного табака для курительных изделий, в частности по одному из пп.1-10,в котором а) продукты отвеивания подвергают отволаживанию и раскатывают отдельно от листового материала, 000060 12 б) листовой материал подвергают отволаживанию отдельно от продуктов отвеивания,после чего в) раскатанные продукты отвеивания смешивают с листовым материалом, и г) листовой материал и продукты отвеивания совместно нарезают и сушат. 18. Способ по п.17, отличающийся тем, что подвергнутые отволаживанию продукты отвеивания прокатывают с шириной зазора менее 0,1 мм. 19. Способ по одному из пп.17 или 18, отличающийся тем, что влагосодержание в раскатанных продуктах отвеивания составляет приблизительно 25-40%, в частности приблизительно 30-35%. 20. Устройство для обработки табачных листьев при изготовления резаного табака для курительных изделий, в частности по одному из пп.11-16, включающее а) устройство отволаживания продуктов отвеивания,б) устройство для раскатывания подвергнутых отволаживанию продуктов отвеивания,в) устройство отволаживания листового материала табачного листа,г) устройство для резки смеси подвергнутых отволаживанию, раскатанных продуктов отвеивания и подвергнутого отволаживанию и ненарезанного листового материала, и д) по крайней мере, одну сушилку для нарезанной смеси листового материала с продуктами отвеивания.
МПК / Метки
МПК: A24B 3/00
Метки: устройство, обработки, резанного, табачных, способ, табака, листьев, изготовлении
Код ссылки
<a href="https://eas.patents.su/10-60-sposob-i-ustrojjstvo-dlya-obrabotki-tabachnyh-listev-pri-izgotovlenii-rezannogo-tabaka.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для обработки табачных листьев при изготовлении резанного табака.</a>
Способ и устройство для обработки табачных листьев при изготовлении резанного табака
Номер патента: 59
Опубликовано: 30.04.1998
Авторы: Шпаллек Бернд, Вайсс Арно, Метцнер Вольфганг
МПК: A24B 3/00
Метки: табачных, листьев, способ, устройство, табака, обработки, изготовлении, резанного
Формула / Реферат:
1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором а) жилки и листовой материал табачного листа подвергают отволаживанию, резке и сушке отдельно друг от друга, отличающийся тем, что б) подвергнутые отволаживанию, нераскатанные и нарезанные жилки смешивают с подвергнутым отволаживанию и нарезанным листовым материалом, и что в) затем нарезанные жилки и нарезанный листовой материал подвергают...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Контер Максим Лианович, Лубенец Владимир Платонович, Реслер Йоахим, Кац Эдуард Лейбович
МПК: B22D 27/04
Метки: способа, заготовки, камере, этого, вакуумной, осуществления, устройство, способ, литьевой, изготовления
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Способ вихревого измельчения материала и газодинамическое устройство для его осуществления
Номер патента: 4
Опубликовано: 30.09.1997
Авторы: Размаитов Владимир Иванович, Фатеев Александр Николаевич
МПК: B02C 19/06
Метки: устройство, способ, измельчения, вихревого, газодинамическое, материала, осуществления
Формула / Реферат:
1. Способ вихревого измельчения материала, включающий подачу диспергируемого материала в помольную камеру газодинамического устройства, ввод струй энергоносителя под углом к соответствующему радиусу зоны измельчения помольной камеры с образованием высокоскоростного вихря и вывод целевого продукта, отличающийся тем, что перед вводом струй энергоносителя в зону измельчения помольной камеры их направляют в соосно расположенные резонаторы и создают...
Способ контроля газопроводящих трубопроводов и устройство для его осуществления
Номер патента: 35
Опубликовано: 26.02.1998
Автор: Гоедеке Хартмут
МПК: G01N 29/00
Метки: контроля, газопроводящих, устройство, трубопроводов, осуществления, способ
Формула / Реферат:
1. Способ контроля газопроводящих трубопроводов ультразвуковым методом с помощью устройства с ультразвуковыми чувствительными элементами, располагаемыми в трубопроводе, заполненном контактной жидкостью, отличающийся тем, что в зоне расположения чувствительных элементов в контактной жидкости создают избыточное давление. 2. Устройство для контроля газопроводящих трубопроводов, содержащее ультразвуковые чувствительные элементы, переднее и заднее...
Способ и устройство для полимеризации олефинов в газовой фазе
Номер патента: 7
Опубликовано: 30.12.1997
Автор: Шэн Жан-Клод
Метки: устройство, газовой, фазе, олефинов, полимеризации, способ
Формула / Реферат:
1. Устройство для газофазной полимеризации олефина(ов), включающее реактор с псевдоожиженным слоем и вертикальной боковой стенкой, в основании которого предусмотрена решетка для псевдоожижения, линию для внешней рециркуляции реакционной газовой смеси, соединяющую верхнюю часть реактора с его основанием подрешеткой для псевдоожижения и снабженную компрессором, по меньшей мере, одним теплообменником и, по меньшей мере, один патрубок для удаления...
Предыдущий патент: Способ и устройство для обработки табачных листьев при изготовлении резанного табака
Следующий патент: Замещенные фенильные производные в качестве антагонистов эндотелина
Случайный патент: Ручное упаковочное устройство