Консольный питатель
Формула / Реферат
1. Консольный питатель для транспортировки, подготовки и подачи различных исходных материалов (40) при изготовлении армированных стекловолокном пластмассовых труб, имеющий расположенное на выходном конце со стороны подачи режущее устройство, которое предназначено для разрезания пряжи (40) из стекловолокна на мерные отрезки заданной длины и которое имеет, по меньшей мере, три валка (10, 20, 30), установленных осепараллельно друг относительно друга, при этом первый валок (10) имеет профилированную поверхность (10.1) и расположен с возможностью обката этой своей поверхностью (10.1) по второму валку (20), вращающемуся в противоположном первому валку (10) направлении, а третий валок (30) имеет на своей поверхности (30.1) несколько отстоящих друг от друга и проходящих в его осевом направлении ножей (36) и расположен с возможностью обката этой своей поверхностью (30.1) по второму валку (20), вращающемуся в противоположном третьему валку (30) направлении.
2. Консольный питатель по п.1, в котором второй валок (20) режущего устройства имеет упруго деформируемую поверхность (20.1).
3. Консольный питатель по п.2, в котором поверхность (20.1) второго валка (20) выполнена из материала на основе пластмассы или каучука.
4. Консольный питатель по п.1, в котором поверхность (10.1) первого валка профилирована проходящими в осевом направлении ребрами (12.1).
5. Консольный питатель по п.1, в котором диаметр первого валка (10) меньше диаметров второго и третьего валков (20, 30).
6. Консольный питатель по п.1, в котором ножи (36) третьего валка (30) неподвижно зафиксированы в корпусе этого валка (30) с возможностью их замены.
7. Консольный питатель по п.1, в котором на тех участках третьего валка (30), которые расположены между ножами (36), выполнены проходящие в осевом направлении ребра (38).
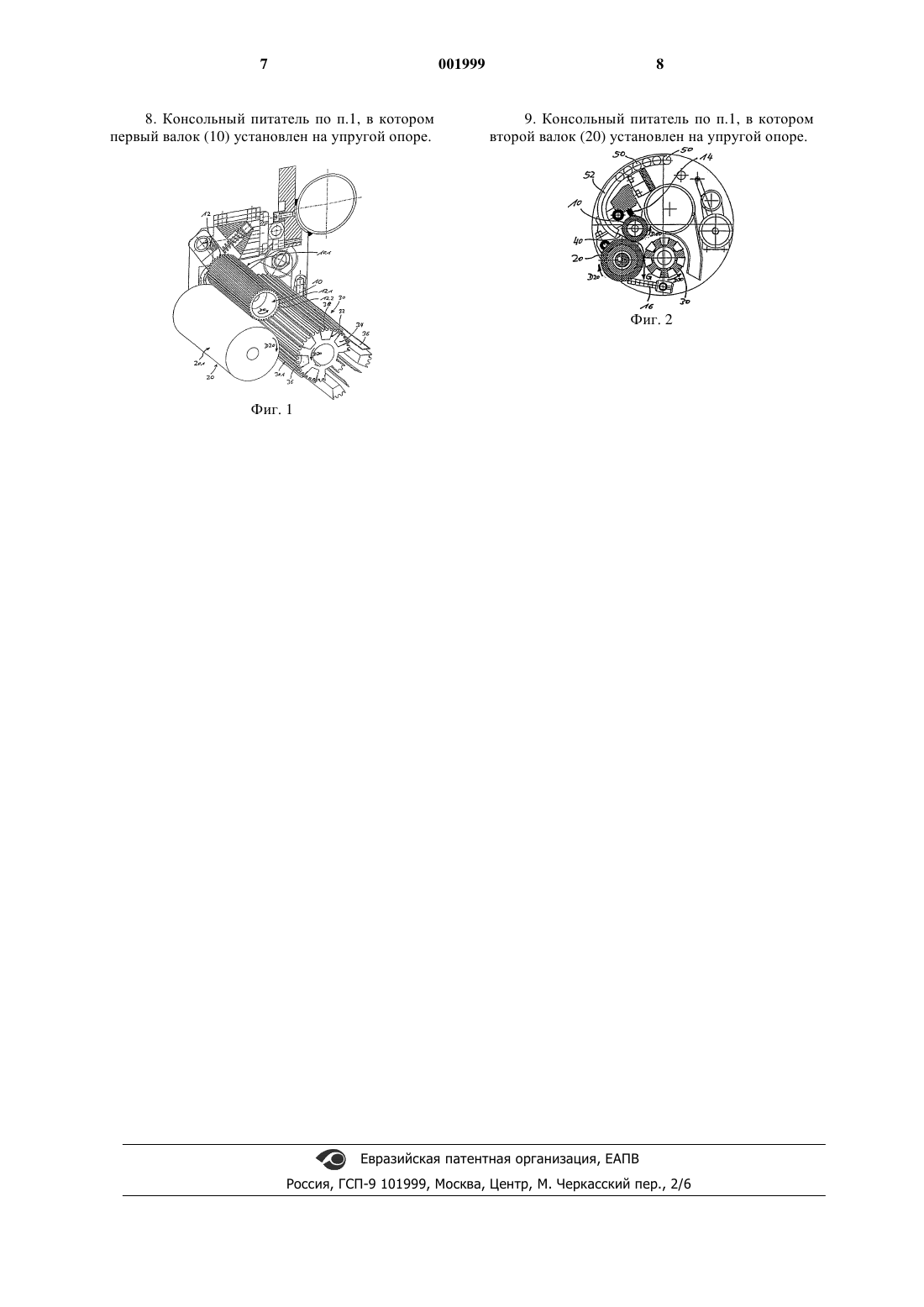
8. Консольный питатель по п.1, в котором первый валок (10) установлен на упругой опоре.
9. Консольный питатель по п.1, в котором второй валок (20) установлен на упругой опоре.

Текст
1 Настоящее изобретение относится к консольному питателю для транспортировки, подготовки и подачи различных исходных материалов при изготовлении армированных стекловолокном пластмассовых труб. Обычно подобный консольный питатель имеет расположенную на одном его конце своего рода позицию загрузки, на которую подаются различные исходные материалы, прежде всего стекловолокно, песок, смола, катализатор, а также при необходимости другие наполнители и добавки. Транспортировка этих исходных материалов осуществляется по трубопроводам различного диаметра, проходящим вдоль консольного питателя к его так называемой головке,расположенной на другом конце этого консольного питателя. В этом месте непрерывно подаваемое стекловолокно [ровинги (стекложгуты),пряжа из стекловолокна] разрезается режущим устройством на мерные отрезки заданной длины и смешивается с другими исходными материалами, и отсюда полученная смесь выходит под действием центробежных сил (отбрасывается) в радиальном направлении, поступая в выполненную в виде барабана вращающуюся матрицу. При этом консольный питатель возвратнопоступательно перемещается в осевом направлении матрицы. Таким путем непрерывно изготавливают трубы требуемого диаметра и с требуемой толщиной стенки. Затем консольный питатель извлекают из матрицы и вставляют в новую, свободную матрицу, а изготовленную перед этим трубу, например канализационную трубу, оставляют в матрице для отверждения и затем извлекают из нее. Подобный способ известен под названием технологии HOBAS и предназначен для изготовления методом центробежного литья армированных стекловолокном пластмассовых труб. Режущее устройство такого консольного питателя состоит при этом из трех валков, установленных осепараллельно друг относительно друга. Первый и второй валок служат подающими валками. Оба они имеют гладкую поверхность, вращаются в противоположных направлениях, и их поверхности обкатываются одна по другой, при этом оба валка одновременно перемещают далее пропускаемые между их поверхностями ровинги. За первым и вторым валками расположен третий валок, так называемый ножевой или разрезной валок. Этот валок имеет на своей поверхности несколько отстоящих друг от друга и проходящих в его осевом направлении ножей. Ножевой валок вращается в направлении, противоположном направлению вращения второго валка, при этом его ножи обкатываются по поверхности второго валка (касаются ее). Затем подаваемые первым и вторым (подающими) валками ровинги проходят между вторым и третьим валками и разрезаются на 2 мерные отрезки, длина которых определяется окружным расстоянием между ножами на ножевом валке. После этого нарезанное стекловолокно смешивается с другими исходными материалами и выгружается вышеописанным способом из консольного питателя. Консольный питатель с описанным выше режущим устройством в принципе хорошо зарекомендовал себя на практике. Тем не менее было установлено, что ножевой валок может, прежде всего при непрерывной работе, нагреваться до температуры 50-60 С. Такой нагрев приводит к повышенному износу ножей. Кроме того, на поверхностях подающих валков наблюдалось образование отложений химикалий, которыми покрывают стекловолокно для повышения его сцепления в матрице с материалом изготавливаемой трубы. Наличие таких отложений в свою очередь может приводить к повышенному износу поверхностей подающих валков и в дальнейшем к снижению адгезионных свойств волокон. Исходя из вышеизложенного, в основу настоящего изобретения была положена задача усовершенствовать консольный питатель указанного в начале описания таким образом, чтобы, по меньшей мере, снизить указанную температуру, до которой может происходить нагрев в зоне режущего устройства, с целью устранить вышеописанные недостатки. Одно из возможных решений этой задачи могло бы состоять в замене преимущественно металлических валков на обладающие существенно меньшей теплопроводностью валки из пластмассы или твердых пород дерева. Однако вместе с тем изготовленные из такого материала валки, поскольку они обладают значительно более низкой механической прочностью, пришлось бы соответственно менять с большей периодичностью, что приводило бы к нежелательным простоям производственного оборудования. Другое возможное решение вышеуказанной задачи могло бы состоять в охлаждении валков воздухом. Однако и этому решению присущи различные недостатки, одним из которых является необходимость отдельного подвода охлаждающего воздуха. Поэтому для воздушного охлаждения потребовалось бы предусматривать проходящий вдоль консольного питателя дополнительный воздухопровод. При этом из-за наличия в консольном питателе большого количества трубопроводов, используемых для подачи различных исходных материалов, проблема возникает уже с наличием свободного пространства под размещение еще одного нагнетательного трубопровода. Кроме того, охлаждающий воздух пришлось бы распределять по всей поверхности валков, что также создает значительные проблемы с пространством под размещение этой системы. И, наконец, поток охлаж 3 дающего воздуха для обдува валков пришлось бы подавать с соответствующей скоростью, что сделало бы неконтролируемым перемещение ровингов и нарезанного стекловолокна в зоне режущего устройства. В ходе многочисленных предварительных испытаний были протестированы самые различные конструкции. В итоге предпочтительным,как было установлено, оказался абсолютной иной путь решения проблемы. Вышеописанную задачу можно решить,выполнив тот валок, который обозначен как первый (т.е. валок, который не контактирует с разрезным валком), с профилированной поверхностью. Придание поверхности первого валка определенного профиля позволяет прежде всего уменьшить площадь контакта поверхностей первого и второго валков. В результате при перемещении ровингов этими валками в зазор между ними будет дополнительно поступать воздух, обеспечивающий создание охлаждающего эффекта, который будет распространяться, в частности, и в направлении расположенного за ними третьего валка. Созданию такого эффекта способствует вращение первого валка, который тем самым действует по типу вентилятора. Таким образом, в самом общем виде объектом изобретения является консольный питатель для транспортировки, подготовки и подачи различных исходных материалов при изготовлении армированных стекловолокном пластмассовых труб, имеющий расположенное на выходном конце со стороны подачи режущее устройство, которое предназначено для разрезания пряжи из стекловолокна на мерные отрезки заданной длины и которое имеет, по меньшей мере, три валка, установленных осепараллельно друг относительно друга, при этом первый валок имеет профильную поверхность и расположен с возможностью обката этой своей поверхностью по второму валку, вращающемуся в противоположном первому валку направлении,а третий валок имеет на своей поверхности несколько отстоящих друг от друга и проходящих в его осевом направлении ножей и расположен с возможностью обката этой своей поверхностью по второму валку, вращающемуся в противоположном третьему валку направлении. Согласно одному из вариантов выполнения второй валок режущего устройства должен иметь упруго деформируемую поверхность. Благодаря этому можно повысить "прижимное усилие" первого валка ко второму, преимущество чего состоит в возможности целенаправленно пропускать ровинги между этими валками. Понятие "упруго деформируемая поверхность" означает при этом, что профилированная поверхность первого валка может несколько вдавливаться в поверхность второго валка, а поверхность последнего может сразу же снова восстанавливать свою прежнюю форму, как только 4 соответствующий профильный элемент первого валка выйдет из контакта с поверхностью второго валка. В этом случае второй валок целиком или только его поверхность могут быть выполнены из соответствующего материала, например на основе пластмассы или каучука. В следующем варианте выполнения предлагается профилировать поверхность первого валка ребрами, проходящими в его осевом направлении. В результате поверхность валка приобретает своего рода "гофрированный профиль". Именно при таком профилировании наиболее ярко проявляется описанный выше "эффект вентилятора", получаемый с помощью такого валка. При этом достаточно выполнять ребра сравнительно небольшой высоты, например 1-5 мм. Шаг между ребрами также может варьироваться в этих же пределах. Диаметр первого валка может быть меньше диаметров второго и третьего валков. В результате обеспечивается более высокая скорость вращения первого валка в сравнении со вторым валком. Такая более высокая скорость вращения позволяет интенсифицировать вышеописанный охлаждающий эффект, при этом воздух движется в направлении подачи ровингов, а его поток направлен на третий валок. Кроме того такой охлаждающий эффект позволяет значительно снизить или даже полностью исключить вышеописанное образование отложений добавок (материалов покрытия),имеющихся на ровингах. Этому же способствует и достигаемое благодаря профилированию первого валка уменьшение площади контакта поверхностей первого и второго валков. Несмотря на то, что описанное охлаждение в равной степени позволяет значительно снизить износ ножей третьего валка, последние, как очевидно, тем не менее по-прежнему остаются подвержены некоторому износу. Поэтому в одном из вариантов выполнения изобретения предлагается выполнять ножи третьего валка сменными, неподвижно фиксируя их в корпусе этого валка. И, наконец, согласно изобретению предлагается устанавливать первый и/или второй валок на упругой опоре, что позволяет отрегулировать прижимное усилие к смежному валку на величину, зависящую от конкретных рабочих условий, и/или на постоянную величину. Другие отличительные особенности изобретения представлены в зависимых пунктах формулы изобретения, а также рассмотрены в описании. Ниже изобретение более подробно поясняется на примере одного из вариантов его выполнения со ссылкой на прилагаемые схематичные чертежи, на которых показано: на фиг. 1 - вид в перспективе режущего устройства и 5 на фиг. 2 - поперечное сечение консольного питателя на участке режущего устройства. На чертежах одинаковые или выполняющие одинаковую функцию элементы обозначены одними и теми же позициями. В состав режущего устройства входят первый валок 10, поверхность 10.1 которого имеет осевое рифление 12. В результате на поверхности валка образуются проходящие в осевом направлении валка 10 ребра 12.1 и расположенные между этими ребрами 12.1 параллельно им впадины 12.2, благодаря чему валок 10 по форме своей конструкции напоминает вентилятор. При вращении в направлении стрелки D10 валок 10 соответственно подает воздух (охлаждающий воздух) к расположенному за ним третьему валку, представляющему собой разрезной валок 30. Рядом с первым валком 10 осепараллельно ему расположен второй валок 20, поверхность 20.1 которого имеет резиновое покрытие. Валок 10 обкатывается рифлением 12 по поверхности 20.1 валка 20, вращающегося в направлении стрелки D20. За валками 10, 20 осепараллельно второму валку 20 расположен разрезной валок 30. Этот разрезной валок 30 также имеет профилированную поверхность аналогично первому валку 10. У поверхности разрезного валка 30 имеются проходящие в его осевом направлении углубления 32 трапециевидного профиля. В эти углубления 32 вставлены соответствующие этим углублениям по форме валковые вставки 34, рифление на поверхности которых продолжает по окружности рифление смежных с ними участков разрезного валка 30. Эти валковые вставки 34 установлены неподвижно в углубления 32 и одновременно фиксируют проходящие в осевом направлении разрезного валка 30 ножи 36, которые зажаты между соответствующими боковыми сторонами этих вставок 34 и углублений 32 и выступают над ребрами 38 третьего валка 30. Разрезной валок 30 расположен таким образом, чтобы его ножи 36 (в данном случае 14 ножей) касались поверхности, соответственно обкатывались по поверхности 20.1 второго валка 20. Таким образом, ровинги (стекложгуты),пропускаемые сначала между валками 10, 20,разрезаются, проходя между валками 20, 30, на мерные отрезки, длина которых определяется окружным расстоянием между ножами 36. На фиг. 2 стрелкой G схематично показана траектория движения ровингов (обозначены на чертеже позицией 40). На фиг. 2 показано также, что подаваемые в осевом направлении валков 10, 20, 30 по различным трубопроводам 50 ровинги 40 перед поступлением в режущее устройство изменяют направление своего движения, двигаясь по изогнутой траектории 52, соответствующей изгибу трубопроводов 50. 6 На фиг. 2 схематично показаны также упругие опоры первого валка 10 (пружина 14),соответственно второго валка 20 (цилиндр 16). Благодаря профилированию поверхности первого валка 10 резко возрастает прежде всего по сравнению с известными режущими устройствами интенсивность подачи охлаждающего воздуха в режущее устройство в целом и к участкам контакта первого валка 10 со вторым валком 20, соответственно второго валка 20 с третьим валком 30 в частности. Экспериментально удалось установить, что описанная система позволяет ограничить повышение температуры валков во время работы 3-5 градусами. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Консольный питатель для транспортировки, подготовки и подачи различных исходных материалов (40) при изготовлении армированных стекловолокном пластмассовых труб,имеющий расположенное на выходном конце со стороны подачи режущее устройство, которое предназначено для разрезания пряжи (40) из стекловолокна на мерные отрезки заданной длины и которое имеет, по меньшей мере, три валка (10, 20, 30), установленных осепараллельно друг относительно друга, при этом первый валок (10) имеет профилированную поверхность(10.1) и расположен с возможностью обката этой своей поверхностью (10.1) по второму валку (20), вращающемуся в противоположном первому валку (10) направлении, а третий валок(30) имеет на своей поверхности (30.1) несколько отстоящих друг от друга и проходящих в его осевом направлении ножей (36) и расположен с возможностью обката этой своей поверхностью(30.1) по второму валку (20), вращающемуся в противоположном третьему валку (30) направлении. 2. Консольный питатель по п.1, в котором второй валок (20) режущего устройства имеет упруго деформируемую поверхность (20.1). 3. Консольный питатель по п.2, в котором поверхность (20.1) второго валка (20) выполнена из материала на основе пластмассы или каучука. 4. Консольный питатель по п.1, в котором поверхность (10.1) первого валка профилирована проходящими в осевом направлении ребрами(12.1). 5. Консольный питатель по п.1, в котором диаметр первого валка (10) меньше диаметров второго и третьего валков (20, 30). 6. Консольный питатель по п.1, в котором ножи (36) третьего валка (30) неподвижно зафиксированы в корпусе этого валка (30) с возможностью их замены. 7. Консольный питатель по п.1, в котором на тех участках третьего валка (30), которые расположены между ножами (36), выполнены проходящие в осевом направлении ребра (38). 8. Консольный питатель по п.1, в котором первый валок (10) установлен на упругой опоре. 8 9. Консольный питатель по п.1, в котором второй валок (20) установлен на упругой опоре.
МПК / Метки
МПК: B29C 70/32
Метки: питатель, консольный
Код ссылки
<a href="https://eas.patents.su/5-1999-konsolnyjj-pitatel.html" rel="bookmark" title="База патентов Евразийского Союза">Консольный питатель</a>
Каландр
Номер патента: 480
Опубликовано: 26.08.1999
Авторы: Крамер Дирк, Вагнер Ульрих
МПК: D21G 1/00
Метки: каландр
Формула / Реферат:
1. Каландр, содержащий несколько валков, оси которых расположены в одной плоскости сжатия, причем между каждыми двумя соседними валками образована зона контакта, и управляющее устройство для раскрывания и закрывания зон контакта, отличающийся тем, что валки (3-8) выполнены с возможностью регулирования таким образом, что между двумя закрытыми зонами (10, 14) контакта находятся, по меньшей мере, две раскрытые зоны (11-13) контакта. 2. Каландр по...
Каландр
Номер патента: 188
Опубликовано: 24.12.1998
Авторы: Штайн Хайнрих, Юнк Дитер
МПК: D21G 1/00
Метки: каландр
Формула / Реферат:
1. Каландр, содержащий, по меньшей мере, один ряд, включающий верхний валок, нижний валок и жесткие и эластичные промежуточные валки, образующие, по меньшей мере, четыре рабочие зоны контакта, возникающие при глянцевании бумаги, каждый из которых ограничен одним эластичным и одним жестким валками, при этом верхний и нижний валки представляют собой зафиксированные от вращения оси с установленными на них втулками, управляемыми гидравлическими...
Каландр для обработки бумажного полотна и способ обработки бумажного полотна
Номер патента: 187
Опубликовано: 24.12.1998
Авторы: Ротфусс Ульрих, Юнк Дитер, Кайзер Франц, Венцель Райнхард, Ван Хааг Рольф
МПК: D21G 1/00
Метки: обработки, полотна, способ, бумажного, каландр
Формула / Реферат:
1. Каландр для обработки бумажного полотна, в особенности для производства бумаги для глубокой печати, содержащий нагружаемый с конца ряд, состоящий из жестких и мягких валков, часть из которых выполнена с возможностью их нагрева, при этом, по меньшей мере, один концевой валок выполнен с возможностью регулирования его прогиба, и два смежных валка выполнены мягкими, отличающийся тем, что количество валков (2 - 9) в ряду равно восьми, при этом два...
Ленточное печатающее устройство
Номер патента: 428
Опубликовано: 24.06.1999
Автор: Це Юи По
МПК: B41J 35/28
Метки: печатающее, устройство, ленточное
Формула / Реферат:
1. Ленточное печатающее устройство с отсеком 2 кассеты, в который можно вставлять содержащую печатаемую ленту 14 кассету 10, которое содержит открываемую крышку 55 у отсека 2 кассеты и в котором можно перемещать печатающую головку 32 и печатающий валок 6 относительно друг друга в рабочее положение, в котором они готовы к печати, причём печатающая головка 32 и/или печатающий валок 6 взаимодействуют с крышкой 55 так, что печатающая головка 32 и...
Валковая машина
Номер патента: 479
Опубликовано: 26.08.1999
Авторы: Ван Хааг Рольф, Кайзер Франц
МПК: D21F 3/08, D21G 1/00, F16C 13/00...
Формула / Реферат:
1. Валковая машина, содержащая, по меньшей мере, один зазор между валками, образованный валком и соседним валком, причем валок имеет на периферической поверхности своего корпуса эластичный слой, отличающаяся тем, что эластичный слой (7) в радиальном направлении является очень тонким. 2. Валковая машина по п.1, отличающаяся тем, что валок (3) благодаря эластичному слою (7) обладает в локальной области поверхностной эластичностью, а в...
Предыдущий патент: Шнек для пластикации
Следующий патент: Упакованные ленты, а также способы и устройство для упаковывания указанных лент
Случайный патент: Гербицидные композиции на основе 3-фенилурацилов и n-[[4-[(циклопропиламино)карбонил]фенил]сульфонил]-2-метоксибензамида