Способ и устройство для получения витых структур
Номер патента: 1765
Опубликовано: 27.08.2001
Авторы: Бирюков Борис Александрович, Давыдов Алексей Владимирович, Феоктистов Юрий Васильевич
Формула / Реферат
1. Способ получения проволочных витых структур, включающий размотку проволок и соединение их в калибре спиральной свивкой с конечным шагом спирали путем вращения витой структуры вокруг ее продольной оси, пластическую подкрутку до меньшего шага свивки, открутку до конечного шага, многократный пластический изгиб с растяжением, вытяжку и намотку готового изделия на приемную катушку, отличающийся тем, что первичная свивка с конечным шагом, пластическая подкрутка и многократный изгиб с растяжением, а также вытяжка осуществляются в одном технологическом потоке на вращающейся со скоростью свивки витой структуре, а укладку и намотку готового изделия на приемную катушку производят с образованием из витой структуры петли, которую вращают вокруг приемной катушки со скоростью в два раза меньшей скорости свивки, причем входной конец подкручивают, поддерживая шаг спирали постоянным, а наматываемый на приемную катушку конец фиксируют от вращения.
2. Свивальная машина для получения проволочных структур по способу, приведенному в п.1, состоящая из установленных по ходу движения обрабатываемого материала модулей, включающих стационарный модуль размотки проволок с питающих катушек, модуль формирования витой структуры с распределительным шаблоном, калибрующими плашками и узлом первичной свивки, модуль пластической обработки витой структуры кручением и правки многократным изгибом с растяжением, модуль вытяжки и модуль двойного кручения с укладчиком и намоточным узлом.
3. Свивальная машина по п.2, отличающаяся тем, что входящие в нее модули формирования витой структуры, пластической обработки кручением и многократным изгибом с растяжением, а также модуль вытяжки содержат расположенные соосно корпуса, установленные в подшипниковых опорах и вращающиеся от привода вокруг продольной оси витой структуры с регулируемой скоростью, и несущие неприводные крутильные и гибочные ролики, а также приводные вытяжные шкивы, оси вращения которых находятся на оси вращения корпусов.
4. Свивальная машина по пп.2 и 3, имеющая модуль двойного кручения, состоящий из двух опор, в которых располагаются приводные роторные валы с крутильными дисками, несущие платформу с укладчиком и намоточным механизмом, отличающаяся тем, что в роторных валах и на крутильных дисках установлены направляющие ролики, имеющие возможность поворота в плоскости, перпендикулярной плоскости их вращения, обеспечивающие подкрутку витой структуры до постоянного конечного шага от входа в намоточный механизм до намотки на приемную катушку.
Текст
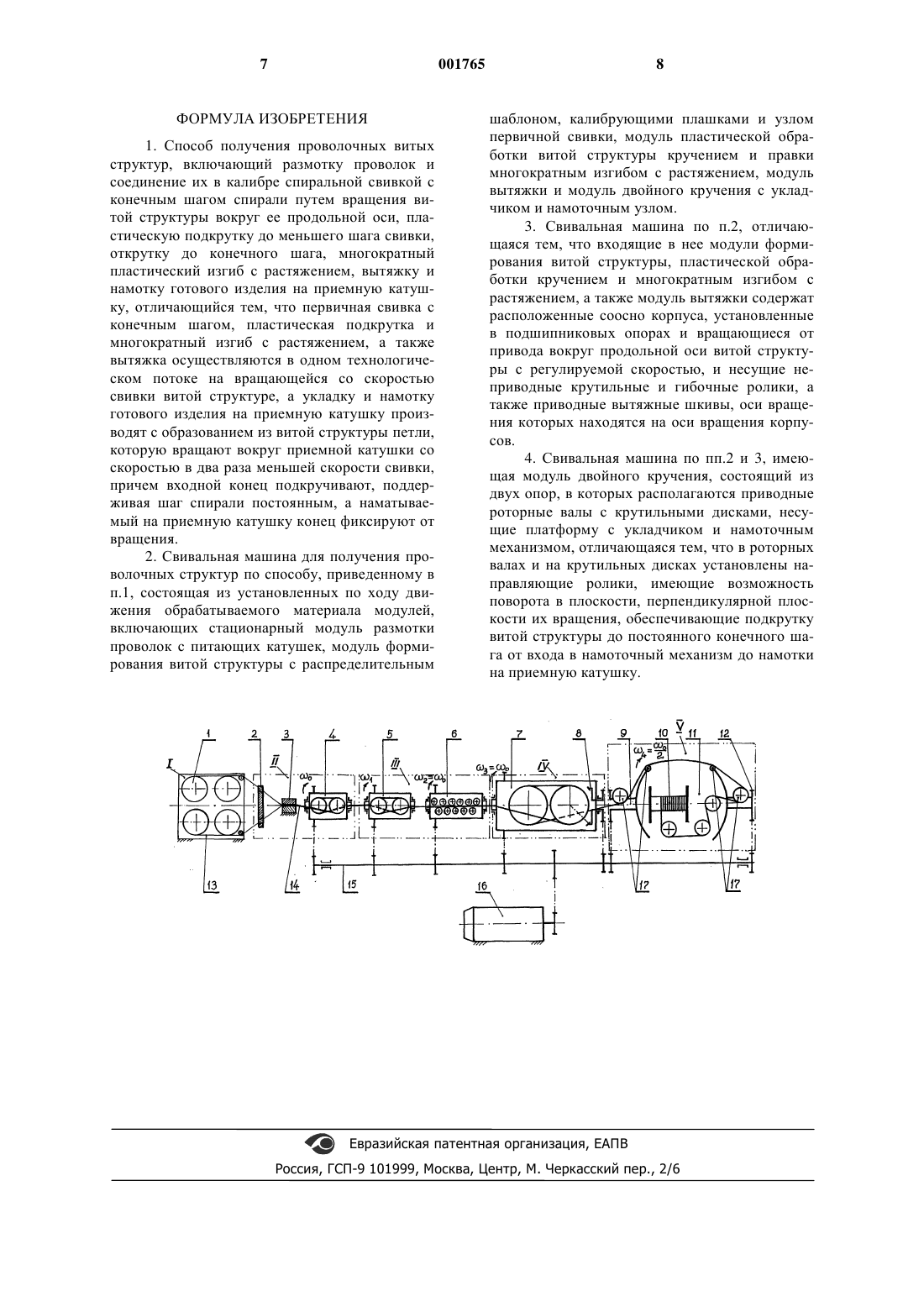
1 Изобретение относится к металлургическому производству в области обработки проволоки и изготовления витых структур из нее, в частности к производству канатов и кабелей,металлокорда и других витых изделий. Известен способ и устройство [1] изготовления металлокорда, в котором стальные проволоки свивают так, что они получают конечный шаг свивки, затем производят пластическую деформацию подкручиванием стального корда до шага свивки, меньше конечного, после чего раскручивают корд до конечного шага, далее раскручивают корд до шага, больше конечного,и подкручивают корд снова до конечного шага свивки, рихтуют его и наматывают на приемную катушку. Устройство, реализующее данный способ получения стального корда, включает стационарно установленные питающие катушки с проволокой, устройство формирования витой структуры, деформирующее устройство первичной крутки, первый вытяжной кабестан, второе скручивающее деформирующее устройство,основной крутильный узел двойного кручения,несущий на платформе рихтовальное приспособление, второй вытяжной кабестан, укладочный и приемный механизмы, где готовая витая структура наматывается на приемную катушку. При этом скорость вращения первого деформирующего устройства ложной крутки более чем в два раза превышает скорость вращения крутильных дисков основного узла двойного кручения, а второе скручивающее деформирующее устройство вращается со скоростью меньшей,чем первое. Недостатком способа [1] и устройства для его осуществления является раскручивание витой структуры после первого скручивающего устройства перед первым вытяжным кабестаном и после второго скручивающего устройства изза низкой скорости вращения основного крутильного узла двойного кручения, вследствие чего происходит нарушение структуры витого изделия, что в конечном итоге существенно ухудшает его качество и ведет к частым обрывам проволоки при свивке, снижающим производительность процесса. В качестве прототипа принят способ изготовления стальных канатов и свивальная машина для его осуществления [2], имеющая стационарно установленные зарядные катушки с проволокой, каждая из которых после смотки с катушки скручивается в крутильном деформаторе и подается к распределительному шаблону и свивально-вытяжному механизму, где происходит формирование витой структуры, поступающей затем в приемное устройство. Оно представляет собой ротор, вращающийся от привода в опорах и несущий неподвижную платформу с укладочным и приемным механизмом. Привод деформаторов кручения проволоки, свивальновытяжного механизма и ротора с приемным ме 001765 2 ханизмом осуществляется от одного электродвигателя через зубчато-ременные передачи и промежуточные валы. Скорость вращения ротора приемного механизма в два раза меньше, чем у свивально-вытяжного механизма, т.к. подача витой структуры от него к приемному механизму осуществляется методом двойного кручения,как и у аналога. Недостатком прототипа является необходимость пластического кручения каждой проволоки с помощью деформаторов кручения, число которых и приводов к ним возрастает с ростом количества проволок, что ухудшает работу свивочной машины, затрудняет ее заправку и малоэффективно с точки зрения деформирующего воздействия на витую структуру. Кроме того,перед поступлением к приемному механизму происходит открутка витой структуры, ухудшающая ее плотность, а также отсутствует пластическое кручение и правка витой структуры в целом, что затрудняет получение ее прямолинейности и нераскручиваемости. Задача, решаемая изобретением, заключается в обеспечении структурной целостности витого изделия в процессе пластической обработки деформирующими крутильными и правильными устройствами и повышении его качества и производительности процесса за счет сокращения обрывов проволоки. Технический результат, достигаемый при использовании изобретения, состоит в выполнении операций первичной свивки, пластической обработки кручением и изгибом с растяжением и вытяжки на вращающейся вокруг продольной оси витой структуре до поступления ее в узел двойного кручения, который согласно изобретению служит только для укладки и намота готового витого изделия на приемную катушку. Поставленная задача решается в предлагаемом способе тем, что проволоку разматывают с питающих катушек, формируют витую структуру спиральной свивкой проволок с конечным шагом путем вращения вокруг ее продольной оси, пластически подкручивают ее до шага меньше конечного за счет увеличения скорости вращения, после чего раскручивают до конечного шага за счет уменьшения скорости вращения витой структуры и правят многократным изгибом с растяжением во вращающемся со скоростью свивки рихтователе. При этом вытяжку вращающейся витой структуры осуществляют одним тянущим усилием, а укладку и намотку готового изделия производят с образованием петли, которую вращают вокруг приемной катушки со скоростью, в два раза меньшей скорости свивки, причем входной конец подкручивают, поддерживая шаг спирали постоянным и равным конечному шагу свивки, а наматываемый конец фиксируют от вращения. Предлагаемая свивальная машина, предназначенная для осуществления указанного способа, выполнена в виде технологической линии, 3 состоящей из отдельных модулей, установленных по ходу движения обрабатываемого материала и включающей модуль размотки проволок с питающих катушек, модуль формирования витой структуры с распределительным шаблоном, калибрующими плашками и узлом первичной свивки с конечным шагом, модуль пластической обработки витой структуры кручением и правки изгибом с растяжением, модуль вытяжки и модуль двойного кручения с укладчиком и намоточным механизмом. При этом модули формирования витой структуры, пластической обработки кручением и изгибом с растяжением,а также модуль вытяжки содержат расположенные соосно корпуса, установленные в подшипниковых опорах, вращающиеся от привода вокруг продольной оси витой структуры с регулируемой скоростью и несущие неприводные крутильные и гибочные ролики, а также приводные вытяжные шкивы соответственно, оси вращения которых находятся на оси вращения корпусов. Модуль двойного кручения состоит из двух опор, в которых располагаются приводные роторные валы с крутильными дисками, несущие платформу с укладчиком и намоточным механизмом, причем в роторных валах и на крутильных дисках установлены направляющие витую структуру ролики, имеющие возможность поворота в плоскости, перпендикулярной плоскости их вращения, обеспечивающие подкрутку входного конца петли, образованной витой структурой. Сравнение с аналогом показывает, что предлагаемые способ и свивальная машина обеспечивают сохранение структурной целостности витого изделия на всем протяжении его пластической обработки кручением и изгибом за счет исключения тянущего кабестана между двумя деформирующими устройствами кручения, а также за счет расположения узлов пластического кручения, рихтовального устройства и вытяжного кабестана за пределами узла двойного кручения и придания им вращения вокруг оси витой структуры. Сравнение с прототипом свидетельствует о том, что предлагаемый способ и свивальная машина имеет в сравнении с ним меньшее число деформаторов кручения, причем витое изделие обрабатывается в целом, а не по отдельности каждая проволока, как у прототипа, и введен дополнительный узел вращающегося рихтователя, который способствует улучшению структурной плотности витой структуры, а также ее прямолинейности и нераскручиваемости, что способствует снижению обрывности проволоки и повышает производительность процесса. Исходя из изложенного делается вывод о том, что изобретение соответствует требованиям новизны и изобретательского уровня, так как исследованные известные технические решения не позволяют решить поставленную задачу. 4 Изобретение поясняется чертежом, где показана свивальная машина, состоящая из отдельных модулей I-V, которые включают стационарный узел размотки проволоки (13) с питающих катушек (1); узел формирования (2) витой структуры (14) с обжимными плашками(3); первое устройство кручения предварительной свивки (4); второе деформирующее устройство кручения (5); вращающийся вытяжной кабестан (7) с приводом вытяжных шкивов (8); приемное намоточное устройство (10); роторные валы (9) с крутильными дисками и устройство для поддержания постоянного шага спирали (17) в узле двойного кручения (11) с приводом от шестерни (12), привод деформирующих устройств кручения, рихтовального устройства,вытяжного кабестана и узла двойного кручения от трансмиссионного вала (15) и электродвигателя (16). Возможность реализации предлагаемого изобретения показана на примере технологии и свивальной машины для производства металлокорда из высокопрочной латунированной проволоки. Металлокорд структуры 3xd1/9xd2 (d1 диаметр проволок сердечника, (d2 - диаметр наружных проволок) в настоящее время изготавливают путем навивки на сердечник 1x3xd1 наружных проволок диаметром (d2 на машинах одинарного или двойного кручения. При этом сердечник и наружные проволоки разматывают с питающих катушек, соединяют спиральной свивкой с шагом t в формирующих плашках,деформируют в крутильном и рихтовальном устройствах и наматывают готовый корд на приемную катушку. Недостатком машин одинарного кручения является их низкая производительность, машин двойного кручения - нарушение структуры на второй стадии свивки, сопровождающееся выходом сердечника на поверхность металлокорда, который устраняют, существенно (в 3-5 раз) увеличивая натяжение сердечника по отношению к наружным проволокам, что ведет к повышенной нагрузке на машину и обрывности проволок. По предлагаемому способу процесс свивки металлокорда 3xd1/9xd2 осуществляется следующим образом: три проволоки сердечника,например, диаметром d1 = 0,22 мм и девять наружных проволок диаметром d2 = 0,20 мм (13) разматываются с питающих катушек (1) под небольшим одинаковым натяжением (0,1 их разрывной прочности) и подаются к распределительному шаблону (2) и обжимными плашками (3) для формирования витой структуры, где наружные проволоки d2 навиваются на сердечник из трех проволок d1 с шагом спирали t = 12,5 мм. Формирование шага спирали осуществляется вращением нити металлокорда с угловой скоростью 0 = 50c-1 первым устройством кручения (4) и вытягиванием металлокорда 5 вращающимся вокруг его оси с той же скоростью 3 = 0 кабестаном (7), вытяжные шкивы которого обеспечивают линейную скорость нити V = 0,625 м/c, имея привод от зубчатой передачи (8) посредством трансмиссионного вала(15) и электродвигателя (16). Так как линейная скорость V движения металлокорда определяется угловой скоростью вращения вытяжных шкивов в кабестана (7) и их диаметром D = 0,1 м, то в = 2V/D = 2 х 0,625/0,1 = 12,5 с-1. Угловая скорость шестерни (8) по отношению к корпусу (7) равна ш = в иш и при передаточном отношении иш = 0,955,ш = 12,5 с-1 х 0,955= 11,94 с-1. Полная угловая скорость ' шестерни (8) по отношению к продольной оси витой структуры складывается из скорости вращения корпуса(7) и шестерни (8) ш = ш + 0 = 11,94 + 50 = 61,94 с-1 при совпадении направления вектора скорости шестерни и корпуса вытяжного устройства и ш = 0 + ш = 50 - 11,94 = 38,06 с-1 при противоположном направлении векторов скорости шестерни и корпуса вытяжного шкива. Между вытяжным кабестаном (7) и первым крутильным устройством (4) металлокорд подкручивается до шага tт = 8,0 мм, т.е. меньше конечного, за счет вращения второго крутильного устройства (5) со скоростью 10 :t т=V/1; t=V/0; 1 = t x 0/tт = 12,5 х 50/8,0 =78,125 c-1. Сопутствующая этому пластическая деформация проволок позволяет получать нераскручиваемость и некрутимость металлокорда в свободном от нагрузок состоянии. Затем шаг свивки металлокорда доводится до начального значения t = 12,5 мм в результате открутки между вторым крутильным устройством (5) и рихтовальным приспособлением (6), корпус которого вращается вокруг продольной оси нити со скоростью 2 = 0 = 50 с-1. При этом рихтовальное приспособление в неподвижно относительно вытяжного устройства (7) (2=3), поэтому сечение корда на выходе из рихтовального устройства не вращается относительно его роликов,вследствие чего корд подвергается только деформации изгиба с растяжением. Этим достигается прямолинейность нити металлокорда. Готовый металлокорд протягивается через перечисленные выше устройства одним тянущим усилием, создаваемым шкивами кабестана(7), и поступает по проводковой роликовой системе (17) к приемному механизму (11). Обводные ролики (17) имеют возможность поворота в плоскости, перпендикулярной плоскости их вращения так, что сообщают нити металлокорда подкрутку на участках между роликами (17),что способствует сохранению шага t, т.к. крутильные диски на роторах (9), имея скорость вращения 4 = 0,50 стремятся раскрутить ме 001765 6 таллокорд вследствие меньшей скорости их вращения. Сечение металлокорда перед его намоткой фиксируется относительно оси вращения роторов как обычно в машинах двойного кручения, и металлокорд наматывается на катушку (10) без подкрутки. Таким образом, в отличие от аналога в предлагаемой свивальной машине деформирующие устройства кручения и изгиба, а также вытяжной кабестан расположены до узла двойного кручения, при этом исключено раскручивание металлокорда после первого крутильного устройства, а рихтовальному приспособлению и вытяжному кабестану придано вращение со скоростью, равной скорости вращения оси металлокорда, что способствует сохранению структуры витого изделия. В отличие от прототипа в кинематическую схему свивальной машины введена система последовательно расположенных крутильных узлов: крутильное устройство первичной свивки,деформирующее крутильное устройство и вращающееся рихтовальное приспособление, создающее в совокупности с вращающимся кабестаном сходство условий свивки проволок одинарным кручением, которое характеризуется более благоприятным напряженнодеформированным состоянием элементов металлокорда. Кроме того, так как вытяжные шкивы кабестана (7) имеют несколько (8-10) ветвей,то происходит разгрузка металлокорда от усилия (150-280 Н), с которым он вытягивается из деформирующих узлов машины, и в узел двойного кручения (11) металлокорд поступает под минимальным натяжением (20-30 Н). Поэтому дополнительные деформирующие воздействия на металлокорд при прохождении по роликовым проводкам (17) приемного механизма (11) незначительны, это снижает обрывность и повышает производительность процесса свивки. Изготовленный по предлагаемому способу металлокорд конструкции 3 Х 0,22/9 х 0,20 с шагом 12,5 мм отвечает требованиям по структурной плотности, прямолинейности, нераскручиваемости и некрутимости в свободном от нагрузок состояния. Таким образом, совокупность признаков,предложенных согласно изобретению, обеспечивает сохранение структурной целостности витого изделия, снижает обрывность и повышает производительность процесса свивки, что подтверждает эффективность предлагаемого технического решения и целесообразность его использования в промышленности. Источники информации: 1. Способ и устройство для скручивания и раскручивания стального корда (BEKAERT) Патент 5487262 от 30.01.96, США. 2. Совершенствование прядевьющих машин. М.: 1980/экспресс-информация ин-та Черметинформация, серия 9, вып. 2, с. 11. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения проволочных витых структур, включающий размотку проволок и соединение их в калибре спиральной свивкой с конечным шагом спирали путем вращения витой структуры вокруг ее продольной оси, пластическую подкрутку до меньшего шага свивки,открутку до конечного шага, многократный пластический изгиб с растяжением, вытяжку и намотку готового изделия на приемную катушку, отличающийся тем, что первичная свивка с конечным шагом, пластическая подкрутка и многократный изгиб с растяжением, а также вытяжка осуществляются в одном технологическом потоке на вращающейся со скоростью свивки витой структуре, а укладку и намотку готового изделия на приемную катушку производят с образованием из витой структуры петли,которую вращают вокруг приемной катушки со скоростью в два раза меньшей скорости свивки,причем входной конец подкручивают, поддерживая шаг спирали постоянным, а наматываемый на приемную катушку конец фиксируют от вращения. 2. Свивальная машина для получения проволочных структур по способу, приведенному в п.1, состоящая из установленных по ходу движения обрабатываемого материала модулей,включающих стационарный модуль размотки проволок с питающих катушек, модуль формирования витой структуры с распределительным 8 шаблоном, калибрующими плашками и узлом первичной свивки, модуль пластической обработки витой структуры кручением и правки многократным изгибом с растяжением, модуль вытяжки и модуль двойного кручения с укладчиком и намоточным узлом. 3. Свивальная машина по п.2, отличающаяся тем, что входящие в нее модули формирования витой структуры, пластической обработки кручением и многократным изгибом с растяжением, а также модуль вытяжки содержат расположенные соосно корпуса, установленные в подшипниковых опорах и вращающиеся от привода вокруг продольной оси витой структуры с регулируемой скоростью, и несущие неприводные крутильные и гибочные ролики, а также приводные вытяжные шкивы, оси вращения которых находятся на оси вращения корпусов. 4. Свивальная машина по пп.2 и 3, имеющая модуль двойного кручения, состоящий из двух опор, в которых располагаются приводные роторные валы с крутильными дисками, несущие платформу с укладчиком и намоточным механизмом, отличающаяся тем, что в роторных валах и на крутильных дисках установлены направляющие ролики, имеющие возможность поворота в плоскости, перпендикулярной плоскости их вращения, обеспечивающие подкрутку витой структуры до постоянного конечного шага от входа в намоточный механизм до намотки на приемную катушку.
МПК / Метки
МПК: D07B 3/00
Метки: способ, витых, устройство, структур, получения
Код ссылки
<a href="https://eas.patents.su/5-1765-sposob-i-ustrojjstvo-dlya-polucheniya-vityh-struktur.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для получения витых структур</a>
Способ производства витых проволочных изделий
Номер патента: 130
Опубликовано: 27.08.1998
Автор: undefined
МПК: D07B 3/00, D07B 1/06, D07B 1/00...
Метки: проволочных, изделий, производства, способ, витых
Формула / Реферат:
1. Способ изготовления витых проволочных изделий, включающий получение проволоки и последующую свивку ее в витое проволочное изделие, отличающийся тем, что его элементы подвергают предварительной деформации изгиба до радиуса кривизны меньшего, чем радиус кривизны элементов в готовом изделии, при условии, что остаточный радиус кривизны составит где rk - радиус кривизны элементов в готовом витом изделии; r и a - радиус и угол свивки...
Компьютерный способ создания химических структур, имеющих общие функциональные характеристики
Номер патента: 1095
Опубликовано: 30.10.2000
Автор: Шмидт Джонатан М.
МПК: G06N 7/00
Метки: имеющих, способ, компьютерный, общие, химических, функциональные, создания, структур, характеристики
Формула / Реферат:
1. Способ компьютерного конструирования химических структур, обладающих предварительно выбранной функциональной характеристикой, включающий следующие стадии: (а) создание физической модели фенотипа моделированного рецептора, кодируемого в виде линейной последовательности символов, и создание набора молекул мишеней, имеющих, по меньшей мере, одну общую поддающуюся количественному измерению функциональную характеристику; (б) для каждой молекулы...
Витое проволочное изделие
Номер патента: 1764
Опубликовано: 27.08.2001
Автор: Феоктистов Юрий Васильевич
МПК: D07B 1/00
Метки: витое, изделие, проволочное
Формула / Реферат:
1. Витая проволочная структура, состоящая, по меньшей мере, из трех прядей, по меньшей мере, пять проволок в каждой, соединенных спиральной свивкой, отличающаяся тем, что отношение диаметра проволок d к диаметру описанной окружности вокруг сечения структуры D составляет d /D<0,184. 2. Витая проволочная структура по п.1, отличающаяся тем, что пряди и/или структура в целом дополнительно содержат в их центральной части органические волокна,...
Материал “криоксталин”, способ его получения и устройство для его осуществления
Номер патента: 1529
Опубликовано: 23.04.2001
Авторы: Лингарт Юрий Карлович, Лингарт Марина Семеновна, Павлов Александр Васильевич, Павлов Олег Александрович
МПК: C03C 10/00, C04B 35/10, C03B 19/09...
Метки: получения, способ, устройство, материал, криоксталин, осуществления
Формула / Реферат:
1. Декоративно-отделочный материал повышенной прочности, содержащий оксиды металлов, бесцветное и/или окрашенное стекло, простые и/или сложные силикаты, отличающийся тем, что материал содержит в качестве основной компоненты 50-70% мелкодисперсного равномерно распределенного по объему порошка Аl2О3 с размером отдельных частиц менее 0,1 мм и в качестве дополнительных компонент 2-5% химически инертного вещества с температурой плавления 350-550шС,...
Устройство и способ получения вспененного материала
Номер патента: 941
Опубликовано: 26.06.2000
Авторы: Хэйнс Стивен С., Биксби Тай Б., Ангерлайдер Эндрю, Арджент Рональд Д., Хойл Кристофер Дж., Уилтраут Дейвид Э.
МПК: B28B 5/02
Метки: способ, устройство, материала, получения, вспененного
Формула / Реферат:
1. Устройство для производства непрерывной полосы или ленты (16) из вспененного стеклянного материала (16) с использованием печи (14) при температуре, по меньшей мере, 677шС (1250шF), характеризующееся наличием средств формования (11), которые включают верхнюю часть (12) и нижнюю часть (13), каждая из которых является бесконечной, и которые взаимодействуют друг с другом, образуя закрытую и непрерывную полость (23) формы внутри печи (14); и...
Предыдущий патент: Витое проволочное изделие
Следующий патент: Способ выделения сейсмических сигналов, а также определения и коррекции геометрических и статических ошибок в сейсмических данных
Случайный патент: Элемент комбинации ключа в заготовке ключа и в ключе