Способ получения износостойкой поверхности стальных и чугунных деталей
Номер патента: 19463
Опубликовано: 31.03.2014
Авторы: Михневич Анатолий Станиславович, Селькин Владимир Петрович, Хомченко Алексей Владимирович, Сосновский Сергей Васильевич, Пахомов Сергей Анатольевич
Формула / Реферат
1. Способ получения износостойкой поверхности стальных и чугунных деталей, включающий нанесение на стальную или чугунную деталь путем электродуговой наплавки покрытия из алюминиевой бронзы с получением поверхности более твердой, чем у исходной стали или чугуна, отличающийся тем, что после электродуговой наплавки производят электроэрозионное упрочнение полученной поверхности с помощью электрода, содержащего карбид или карбиды металлов.
2. Способ по п.1, отличающийся тем, что электроэрозионное упрочнение осуществляют в инертной среде.
3. Способ по п.2, отличающийся тем, что электроэрозионное упрочнение осуществляют в аргоне.
4. Способ по любому из пп.1-3, отличающийся тем, что электроэрозионное упрочнение производят с помощью электрода, содержащего 6-15% кобальта и 85-94% карбидов металлов.
5. Способ по любому из пп.1-4, отличающийся тем, что наплавляют алюминиевую бронзу, содержащую компоненты в следующем соотношении, %: алюминий - 5-8; никель - 2-4; железо - 2-3; марганец - 10-14; медь - остальное.
Текст
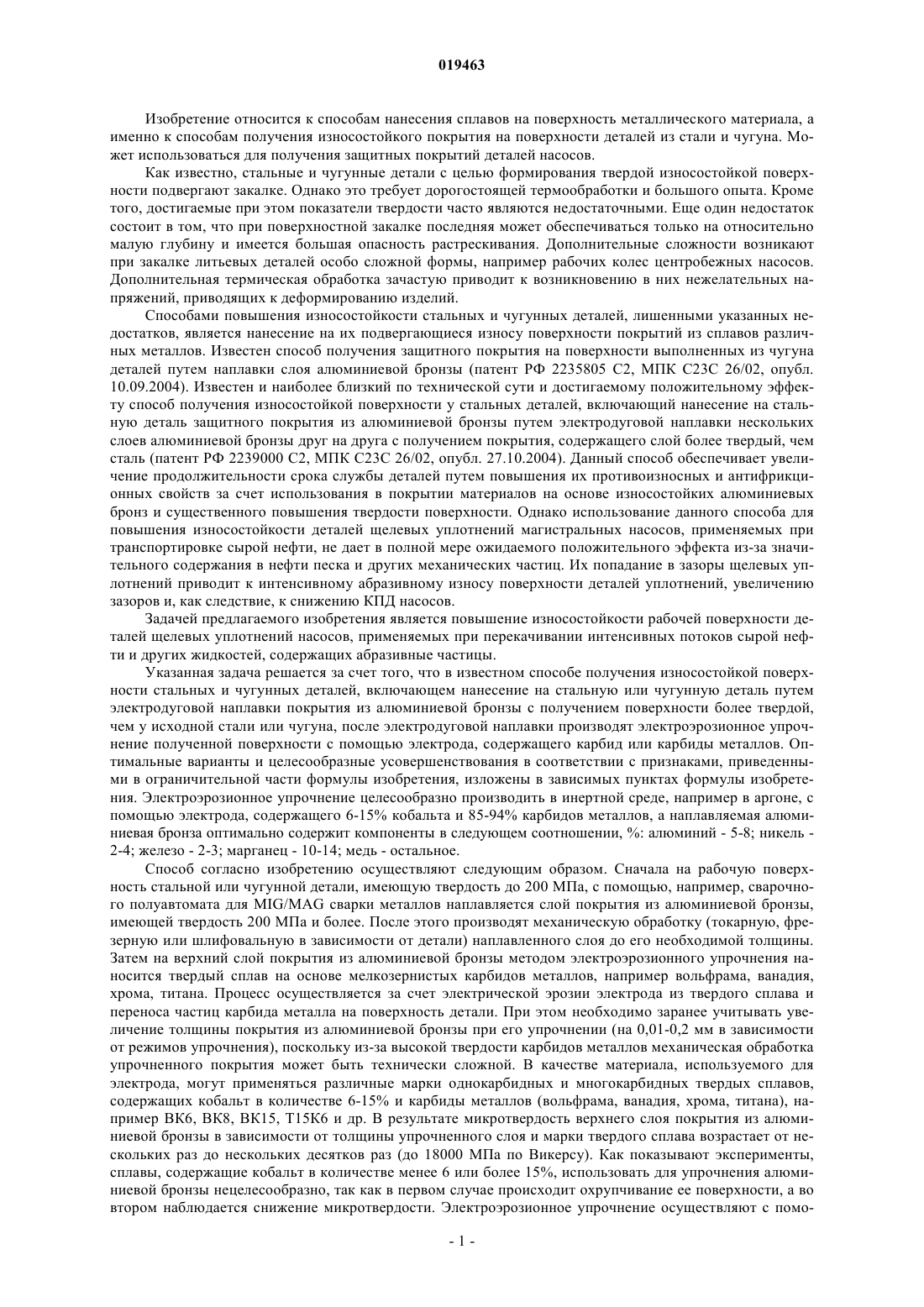
СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ СТАЛЬНЫХ И ЧУГУННЫХ ДЕТАЛЕЙ Изобретение относится к машиностроению, а именно к способам получения защитного покрытия на поверхности деталей из стали и чугуна. Может использоваться для получения износостойких покрытий деталей насосов. Согласно изобретению предложен способ получения износостойкого покрытия из алюминиевой бронзы. На деталь из стали наплавляют алюминиевую бронзу и производят ее электроэрозионное упрочнение с помощью электрода, содержащего карбиды металлов. При этом получают покрытие, содержащее промежуточный слой более твердый, чем сталь, и наружный слой более твердый, чем промежуточный. Техническим результатом является повышение твердости и износостойкости поверхности детали."ИНСТИТУТ МЕХАНИКИ МЕТАЛЛОПОЛИМЕРНЫХ СИСТЕМ ИМЕНИ В.А. БЕЛОГО НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) Изобретение относится к способам нанесения сплавов на поверхность металлического материала, а именно к способам получения износостойкого покрытия на поверхности деталей из стали и чугуна. Может использоваться для получения защитных покрытий деталей насосов. Как известно, стальные и чугунные детали с целью формирования твердой износостойкой поверхности подвергают закалке. Однако это требует дорогостоящей термообработки и большого опыта. Кроме того, достигаемые при этом показатели твердости часто являются недостаточными. Еще один недостаток состоит в том, что при поверхностной закалке последняя может обеспечиваться только на относительно малую глубину и имеется большая опасность растрескивания. Дополнительные сложности возникают при закалке литьевых деталей особо сложной формы, например рабочих колес центробежных насосов. Дополнительная термическая обработка зачастую приводит к возникновению в них нежелательных напряжений, приводящих к деформированию изделий. Способами повышения износостойкости стальных и чугунных деталей, лишенными указанных недостатков, является нанесение на их подвергающиеся износу поверхности покрытий из сплавов различных металлов. Известен способ получения защитного покрытия на поверхности выполненных из чугуна деталей путем наплавки слоя алюминиевой бронзы (патент РФ 2235805 С 2, МПК С 23 С 26/02, опубл. 10.09.2004). Известен и наиболее близкий по технической сути и достигаемому положительному эффекту способ получения износостойкой поверхности у стальных деталей, включающий нанесение на стальную деталь защитного покрытия из алюминиевой бронзы путем электродуговой наплавки нескольких слоев алюминиевой бронзы друг на друга с получением покрытия, содержащего слой более твердый, чем сталь (патент РФ 2239000 С 2, МПК С 23 С 26/02, опубл. 27.10.2004). Данный способ обеспечивает увеличение продолжительности срока службы деталей путем повышения их противоизносных и антифрикционных свойств за счет использования в покрытии материалов на основе износостойких алюминиевых бронз и существенного повышения твердости поверхности. Однако использование данного способа для повышения износостойкости деталей щелевых уплотнений магистральных насосов, применяемых при транспортировке сырой нефти, не дает в полной мере ожидаемого положительного эффекта из-за значительного содержания в нефти песка и других механических частиц. Их попадание в зазоры щелевых уплотнений приводит к интенсивному абразивному износу поверхности деталей уплотнений, увеличению зазоров и, как следствие, к снижению КПД насосов. Задачей предлагаемого изобретения является повышение износостойкости рабочей поверхности деталей щелевых уплотнений насосов, применяемых при перекачивании интенсивных потоков сырой нефти и других жидкостей, содержащих абразивные частицы. Указанная задача решается за счет того, что в известном способе получения износостойкой поверхности стальных и чугунных деталей, включающем нанесение на стальную или чугунную деталь путем электродуговой наплавки покрытия из алюминиевой бронзы с получением поверхности более твердой,чем у исходной стали или чугуна, после электродуговой наплавки производят электроэрозионное упрочнение полученной поверхности с помощью электрода, содержащего карбид или карбиды металлов. Оптимальные варианты и целесообразные усовершенствования в соответствии с признаками, приведенными в ограничительной части формулы изобретения, изложены в зависимых пунктах формулы изобретения. Электроэрозионное упрочнение целесообразно производить в инертной среде, например в аргоне, с помощью электрода, содержащего 6-15% кобальта и 85-94% карбидов металлов, а наплавляемая алюминиевая бронза оптимально содержит компоненты в следующем соотношении, %: алюминий - 5-8; никель 2-4; железо - 2-3; марганец - 10-14; медь - остальное. Способ согласно изобретению осуществляют следующим образом. Сначала на рабочую поверхность стальной или чугунной детали, имеющую твердость до 200 МПа, с помощью, например, сварочного полуавтомата для MIG/MAG сварки металлов наплавляется слой покрытия из алюминиевой бронзы,имеющей твердость 200 МПа и более. После этого производят механическую обработку (токарную, фрезерную или шлифовальную в зависимости от детали) наплавленного слоя до его необходимой толщины. Затем на верхний слой покрытия из алюминиевой бронзы методом электроэрозионного упрочнения наносится твердый сплав на основе мелкозернистых карбидов металлов, например вольфрама, ванадия,хрома, титана. Процесс осуществляется за счет электрической эрозии электрода из твердого сплава и переноса частиц карбида металла на поверхность детали. При этом необходимо заранее учитывать увеличение толщины покрытия из алюминиевой бронзы при его упрочнении (на 0,01-0,2 мм в зависимости от режимов упрочнения), поскольку из-за высокой твердости карбидов металлов механическая обработка упрочненного покрытия может быть технически сложной. В качестве материала, используемого для электрода, могут применяться различные марки однокарбидных и многокарбидных твердых сплавов,содержащих кобальт в количестве 6-15% и карбиды металлов (вольфрама, ванадия, хрома, титана), например ВК 6, ВК 8, ВК 15, Т 15 К 6 и др. В результате микротвердость верхнего слоя покрытия из алюминиевой бронзы в зависимости от толщины упрочненного слоя и марки твердого сплава возрастает от нескольких раз до нескольких десятков раз (до 18000 МПа по Викерсу). Как показывают эксперименты,сплавы, содержащие кобальт в количестве менее 6 или более 15%, использовать для упрочнения алюминиевой бронзы нецелесообразно, так как в первом случае происходит охрупчивание ее поверхности, а во втором наблюдается снижение микротвердости. Электроэрозионное упрочнение осуществляют с помо-1 019463 щью стандартного оборудования для упрочняюще-легирующей электроэрозионной обработки металлов,например установок марки ЭЛИТРОН. Режимы работы оборудования и модель установки выбирают в зависимости от необходимой толщины упрочняемого слоя и заданной производительности процесса. В частности, при рабочем токе от 0,5 до 20 А эти параметры напрямую зависят от его величины. Для достижения более равномерного упрочнения и меньшей шероховатости поверхности электроэрозионную обработку алюминиевой бронзы необходимо производить в инертной среде, например в аргоне, Как показала экспериментальная проверка, наиболее высокие характеристики (микротвердость, стойкость к абразивному износу) имеют упрочненные покрытия на основе бронзы, содержащей 5-8% алюминия, 24% никеля, 2-3% железа, 10-14% марганца, например марки Nobitec 517 (состав наплавленного металла 6,5% алюминия, 2,6% никеля, 2,6% железа, 12,5% марганца, 0,02% свинца, остальное медь). Пример. Осуществляли упрочнение поверхности образцов из стали Л 25 и серого чугуна СЧ 35, которые используются при изготовлении соответственно рабочих колес и уплотнительных колец магистральных нефтяных насосов марки НМ. Вначале на поверхность образцов наплавляли покрытие из алюминиевой бронзы. Наплавку осуществляли в соответствии с прототипом в два слоя проволокой Nobitec SW 517 диаметром 0,8 мм в среде инертного газа (аргон) на сварочном полуавтомате KIT-384. После каждой операции нанесения слоя осуществляли его механическую обработку. Толщина двухслойного покрытия составила около 1 мм. Твердость по Викерсу первого слоя покрытия составила 208 МПа (образец чугун) и 220 МПа (образец сталь), а твердость покрытия после нанесения второго слоя составила 245 МПа (образец чугун) и 275 МПа (образец сталь). Твердость измеряли на микротвердомере ПМТ-3 М как среднюю по 5 замерам. Затем в соответствии с заявляемым изобретением осуществляли электроэрозионное упрочнение покрытия из алюминиевой бронзы на установке ЭЛИТРОН-22 А до увеличения толщины покрытия на 20 мкм. Твердость по Викерсу упрочненной поверхности покрытия на образце из чугуна составила 640 МПа и на образце из стали 767 МПа. В качестве электрода использовали стержень из твердого сплава K44UF производства Konrad Friedrichs GmbHСо (смесь карбидов вольфрама, хрома и ванадия 88% и 12% кобальта). Покрытия на поверхности образцов из стали Л 25 дополнительно испытывали на абразивную стойкость при трении в воде и нефти. Испытания проводили на установке, предназначенной для оценки абразивной стойкости материалов деталей щелевых уплотнений центробежных насосов. Установка сделана на базе машины трения СМТ-1. Схема трения: вращающийся вал (ролик высокой твердости) - неподвижный частичный вкладыш (испытуемый образец). При испытаниях контактная поверхность вкладыша с нанесенным покрытием находилась от поверхности ролика на некотором расстоянии(щелевой зазор по линии наибольшего сближения поверхностей 0,2 мм). В зазор подавали поток жидкости (вода, нефть) и абразивные частицы (песок фракционного состава 100-300 мкм). За счет вращения ролика происходило затягивание частиц в щелевой зазор и, как следствие, абразивное изнашивание материалов противолежащих поверхностей. Скорость вращения ролика 1500 об/мин, время испытаний 100 ч. Результаты представлены в таблице. Таким образом, способ согласно изобретению по сравнению с прототипом обеспечивает существенное повышение микротвердости поверхности и меньшие значения величин интенсивности абразивного изнашивания при трении как в воде, так и в нефти. Испытания были осуществлены сотрудниками Института механики металлополимерных систем им. В.А. Белого НАН Беларуси и ОАО "Гомельтранснефть Дружба". Проведены успешные эксплуатационные испытания магистральных нефтяных насосов НМ 7000-210 с упрочненными по заявляемому способу в области щелевых уплотнений стальными рабочими колесами и чугунными уплотнительными кольцами. Источники информации: 1. Патент РФ 2235805 С 2, МПК С 23 С 26/02, опубл. 10.09.2004. 2. Патент РФ 2239000 С 2, МПК С 23 С 26/02, опубл. 27.10.2004 - прототип. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения износостойкой поверхности стальных и чугунных деталей, включающий нанесение на стальную или чугунную деталь путем электродуговой наплавки покрытия из алюминиевой бронзы с получением поверхности более твердой, чем у исходной стали или чугуна, отличающийся тем,что после электродуговой наплавки производят электроэрозионное упрочнение полученной поверхности с помощью электрода, содержащего карбид или карбиды металлов. 2. Способ по п.1, отличающийся тем, что электроэрозионное упрочнение осуществляют в инертной среде. 3. Способ по п.2, отличающийся тем, что электроэрозионное упрочнение осуществляют в аргоне. 4. Способ по любому из пп.1-3, отличающийся тем, что электроэрозионное упрочнение производят с помощью электрода, содержащего 6-15% кобальта и 85-94% карбидов металлов. 5. Способ по любому из пп.1-4, отличающийся тем, что наплавляют алюминиевую бронзу, содержащую компоненты в следующем соотношении, %: алюминий - 5-8; никель - 2-4; железо - 2-3; марганец 10-14; медь - остальное.
МПК / Метки
МПК: B23H 9/00, C23C 28/00
Метки: поверхности, деталей, способ, износостойкой, получения, стальных, чугунных
Код ссылки
<a href="https://eas.patents.su/4-19463-sposob-polucheniya-iznosostojjkojj-poverhnosti-stalnyh-i-chugunnyh-detalejj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения износостойкой поверхности стальных и чугунных деталей</a>
Способ получения износостойкой подбойки шпалоподбивочной машины
Номер патента: 10817
Опубликовано: 30.12.2008
Авторы: Никончук Михаил Олегович, Логинов Михаил Аркадьевич, Сурков Валерий Владимирович, Худобин Руслан Николаевич, Чвоков Владимир Дмитриевич
МПК: E01B 27/12
Метки: шпалоподбивочной, способ, износостойкой, получения, машины, подбойки
Формула / Реферат:
Способ получения износостойкой подбойки шпалоподбивочной машины, включающий непосредственно подбойку с лопаткой на конце, износостойкое упрочнение лопатки жесткофиксированными с помощью пайки твердосплавными пластинами (ТСП) по всем ее зонам - нижней кромке, боковым поверхностям, лобовой и тыльной сторонам, отличающийся тем, что пластины нижней кромки имеют в сечении форму двух разновеликих конусов со скругленными вершинами, связанных общим...
Способ получения хорошей поверхности контакта на алюминиевой несущей штанге и несущая штанга
Номер патента: 8524
Опубликовано: 29.06.2007
Авторы: Осара Карри, Польви Вейкко
Метки: получения, контакта, алюминиевой, способ, штанга, несущей, поверхности, штанге, несущая, хорошей
Формула / Реферат:
1. Способ формирования контактной поверхности на несущей алюминиевой штанге электрода, применяемого при электролизе, отличающийся тем, что по меньшей мере на одном из концов несущей штанги формируют слой с высокой электропроводностью путем покрытия нижней поверхности конца штанги, контактирующей с токоведущей шиной, серебром или сплавом серебра таким образом, что между алюминиевой штангой и покрытием образуется металлургическая связь в виде...
Способ получения белого хромистого чугуна для быстроизнашиваемых деталей
Номер патента: 18034
Опубликовано: 30.05.2013
Авторы: Метельский Николай Павлович, Дорошенко Дмитрий Иванович, Писаренко Леонид Зотович, Бусел Иван Андреевич, Лешко Андрей Васильевич, Приемко Виктор Михайлович
МПК: C22C 37/06, C21C 1/08
Метки: быстроизнашиваемых, получения, хромистого, способ, чугуна, деталей, белого
Формула / Реферат:
1. Способ получения белого хромистого чугуна с заданным высоким содержанием хрома в условиях непрерывной выплавки в дуплекс-процессе чугуна с различным содержанием хрома, включающий плавку шихты в вагранке с получением жидкого чугуна с последующими накоплением и доводкой жидкого чугуна по химическому составу в миксере, при этом на первой стадии чугун выплавляют с использованием стартовой шихты и добавляют его из расчета на полный объем миксера в...
Способ получения хорошей поверхности контакта на катодной несущей штанге и несущая штанга
Номер патента: 8523
Опубликовано: 29.06.2007
Авторы: Осара Карри, Польви Вейкко
Метки: несущая, несущей, хорошей, штанга, поверхности, способ, контакта, катодной, получения, штанге
Формула / Реферат:
1. Способ формирования контактной поверхности на контактной детали несущей штанги алюминиевого катода, применяемого при электролизе, отличающийся тем, что на участке нижней поверхности контактной детали несущей штанги, которая должна касаться токоведущей шины электролитической ванны, формируют промежуточный слой, представляющий собой олово или сплав с преобладанием олова, после чего контактную поверхность покрывают слоем серебра или сплава...
Способ и устройство для изготовления формованных деталей, а также применение формованных деталей в качестве теплоизолирующих и/или звукопоглощающих элементов
Номер патента: 17247
Опубликовано: 30.11.2012
Автор: Дашкайт Аксель
МПК: B60R 13/08
Метки: применение, формованных, элементов, изготовления, деталей, качестве, также, способ, звукопоглощающих, устройство, теплоизолирующих
Формула / Реферат:
1. Способ изготовления формованных деталей из минеральных волокон, при котором минеральные волокна, агломерированные в виде хлопьев и/или гранул, помещают в пресс-форму со связующими веществами или без них с заданной объемной плотностью 20-1000 кг/м3 и/или заданным отношением массы к единице площади 200-7500 г/м2 с последующим прессованием в формованную деталь.2. Способ изготовления формованных деталей из минеральных волокон, при котором...
Предыдущий патент: Нерасходуемый катод
Следующий патент: Пресс-форма для прессования стаканообразных изделий
Случайный патент: Улучшенные пестицидные матрицы с покрытием, способ их получения и содержащие их композиции