Способ закалки матриц разделительных штампов
Формула / Реферат
Способ закалки матриц разделительных штампов преимущественно из инструментально-углеродистой стали, включающий предварительное нанесение по закаливаемому контуру токопроводящей массы, индукционный нагрев посредством индуктора, погруженного в закалочную жидкость, и охлаждение, отличающийся тем, что токопроводящую массу наносят на поясок рабочего окна матрицы местно на переходных участках режущего контура матрицы, а в качестве токопроводящей массы применяют графитоглицериновую пасту состава: 70% графит, 30% глицерин.

Текст
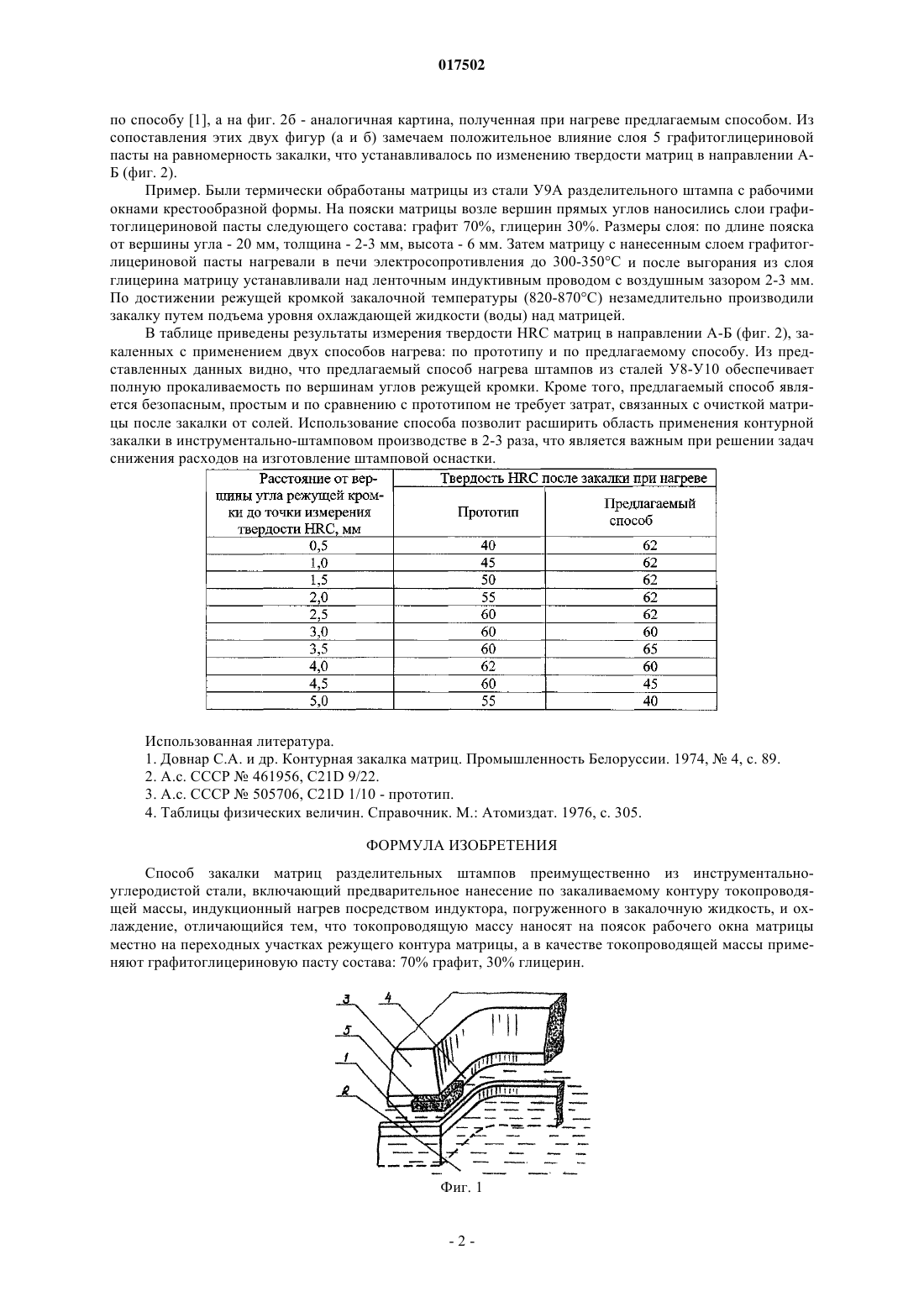
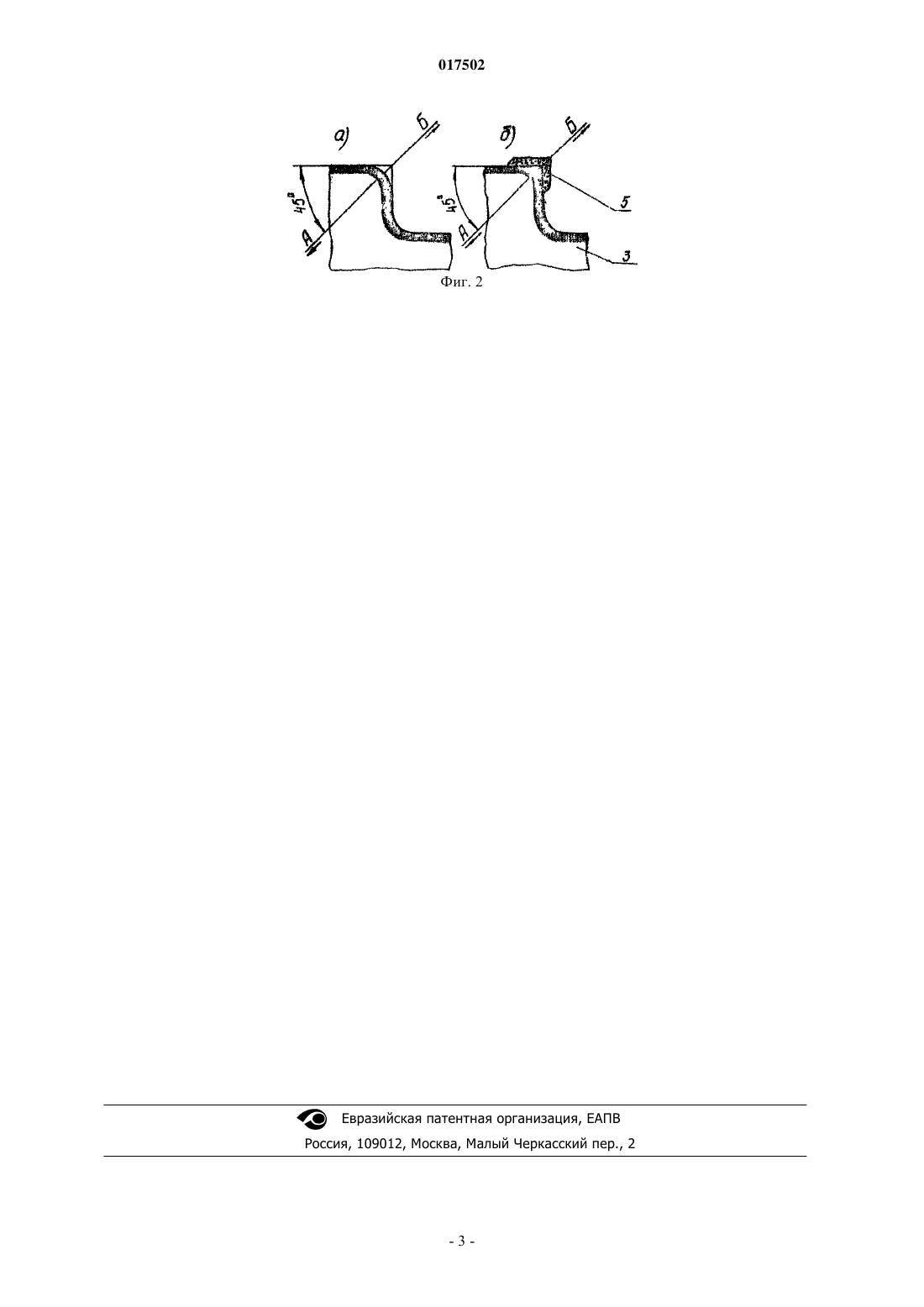
СПОСОБ ЗАКАЛКИ МАТРИЦ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ Изобретение относится к термической обработке металлов и может быть использовано в инструментально-штамповом производстве, например при контурной закалке рабочих кромок матриц разделительных штампов. Задачей предлагаемого изобретения является повышение равномерности закалки и упрощение способа за счет усовершенствования электромагнитной системы нагрева. Поставленная техническая задача решается за счет того, что в способе закалки матриц разделительных штампов преимущественно из инструментально-углеродистой стали, включающем предварительное нанесение по закаливаемому контуру токопроводящей массы, индукционный нагрев посредством индуктора, погруженного в зональную жидкость,и охлаждение, токопроводяшую массу наносят на поясок рабочего окна матрицы местно на переходных участках режущего контура матрицы, а в качестве токопроводящей массы применяют графитоглицериновую пасту состава 70% графит, 30% глицерин.(71)(73) Заявитель и патентовладелец: ГОСУДАРСТВЕННОЕ НАУЧНОЕ УЧРЕЖДЕНИЕ "ФИЗИКОТЕХНИЧЕСКИЙ ИНСТИТУТ НАЦИОНАЛЬНОЙ АКАДЕМИИ НАУК БЕЛАРУСИ" (BY) 017502 Изобретение относится к термической обработке металлов и может быть использовано в инструментально-штамповом производстве, например при контурной закалке рабочих кромок матриц разделительных штампов. Известен способ индукционного контурного нагрева рабочих кромок матриц разделительных штампов под закалку, включающий нагрев кромок ленточным индуктором, частично выступающим над уровнем охлаждающей жидкости. Способ обеспечивает саморегулирование индукционного нагрева контуров сравнительно простой конфигурации [1]. Известный способ является простым и при его использовании обеспечивается неизменность формы и размеров рабочих отверстий матрицы. Однако известный способ имеет недостаток. При наличии на контуре резких переходов, в частности выступающих углов, в процессе нагрева по вершинам этих переходов проявляется недогрев, что отрицательно отражается на равномерности контурной закалки штамповых матриц. Это явление обусловлено т.н. кольцевым эффектом - стремлением вихревых токов образовывать замкнутые контуры с минимальным периметром (электросопротивлением). Равномерность контурного нагрева матриц с использованием индукционных токов можно повысить путем многократного нагрева и охлаждения в интервале температура закалки - температура повышенной устойчивости переохлажденного аустенита [2]. Известный способ обеспечивает повышение равномерности закалки почти без дополнительных затрат. Однако этот способ может быть использован только при обработке матриц из легированных инструментальных материалов, обладающих областью относительной устойчивости переохлажденного аустенита. Для инструментальных углеродистых сталей этой области нет, поэтому использование согласно способу термического циклирования приводит только к трещинообразованию, что снижает качество матриц. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ индукционного нагрева матриц разделительных штампов, принятый за прототип, предусматривающий размещение между нагреваемым штампом и индуктором соли с температурой плавления, равной температуре аустенизации материала матрицы под закалку [3]. Такой прием обеспечивает повышение равномерности нагрева по контуру матрицы и снижает опасность оплавления режущих кромок, в частности, при закалочном нагреве высоколегированных сталей группы X12. Тем не менее известный способ имеет ряд недостатков. Во-первых, медленное выравнивание температуры по нагреваемому контуру из-за того, что соль становится электропроводной после ее расплавления, т.е. в узком интервале температур завершения закалочного нагрева. Замедленный нагрев приводит к распространению теплоты от режущего контура вглубь тела матрицы, что вызывает ее коробление. Второй недостаток заключается в том, что при закалочном охлаждении матрицы неизбежно попадание соли в закалочную жидкость и, следовательно, эта жидкость (вода) из диэлектрика превращается в электролит. Это вызывает короткое замыкание на токоведущих шинах и опасность поражения электрическим током оператора, а устранение опасности сопряжено с усложнением нагревательного устройства. Наконец, при использовании известного способа нагрева возникают трудности контроля нагрева из-за скрытности от оператора режущего контура матрицы, расположенного в среде соли. Затруднения проявляются и в части выверки совпадения нагреваемого контура матрицы с контуром индуктирующего провода индуктора. Задачей предлагаемого изобретения является повышение равномерности закалки и упрощение способа за счет усовершенствования электромагнитной системы нагрева. Поставленная техническая задача решается за счет того, что в способе закалки матриц разделительных штампов преимущественно их инструментально-углеродистой стали, включающем предварительное нанесение по закаливаемому контуру токопроводящей массы, индукционный нагрев посредством индуктора, погруженного в закалочную жидкость, и охлаждение, токопроводящую массу наносят на поясок рабочего окна матрицы местно на переходных участках режущего контура матрицы, а в качестве токопроводящей массы применяют графитоглицериновую пасту состава графит 70%, глицерин 30%. Использование графитоглицериновой пасты позволяет изменять по желанию форму замкнутого контура вихревых токов. В начальный момент нагрева происходит выгорание глицерина, а графитовая составляющая пасты не претерпевает изменений, т.е. с повышением температуры паста твердеет и, следовательно, становится не растворимой в воде. Таким образом, при реализации способа на переходном участке режущего контура матрицы формируется дополнительный участок токопроводящего графита,сопротивление которого практически не меняется в интервале температур от начала до конца нагрева [4]. В итоге с помощью слоя токопроводящего графита можно приспосабливать кольцевой эффект электрического тока для более равномерного нагрева режущего контура матрицы. Сущность предложенного способа поясняется чертежами. На фиг. 1 показана часть электромагнитной системы нагрева, используемой для закалки режущего контура матрицы разделительного штампа. Система состоит из индуктора с индуктирующим проводом 1, погруженного большей своей частью по высоте в охлаждающую жидкость 2, нагреваемой матрицы 3,на рабочий поясок 4 которой на участке резкого перехода режущего контура нанесен слой графитоглицериновой пасты 5. На фиг. 2 а показана лицевая поверхность матрицы 3 со следом закалки, образованным при нагреве-1 017502 по способу [1], а на фиг. 2 б - аналогичная картина, полученная при нагреве предлагаемым способом. Из сопоставления этих двух фигур (а и б) замечаем положительное влияние слоя 5 графитоглицериновой пасты на равномерность закалки, что устанавливалось по изменению твердости матриц в направлении АБ (фиг. 2). Пример. Были термически обработаны матрицы из стали У 9 А разделительного штампа с рабочими окнами крестообразной формы. На пояски матрицы возле вершин прямых углов наносились слои графитоглицериновой пасты следующего состава: графит 70%, глицерин 30%. Размеры слоя: по длине пояска от вершины угла - 20 мм, толщина - 2-3 мм, высота - 6 мм. Затем матрицу с нанесенным слоем графитоглицериновой пасты нагревали в печи электросопротивления до 300-350 С и после выгорания из слоя глицерина матрицу устанавливали над ленточным индуктивным проводом с воздушным зазором 2-3 мм. По достижении режущей кромкой закалочной температуры (820-870 С) незамедлительно производили закалку путем подъема уровня охлаждающей жидкости (воды) над матрицей. В таблице приведены результаты измерения твердости HRC матриц в направлении А-Б (фиг. 2), закаленных с применением двух способов нагрева: по прототипу и по предлагаемому способу. Из представленных данных видно, что предлагаемый способ нагрева штампов из сталей У 8-У 10 обеспечивает полную прокаливаемость по вершинам углов режущей кромки. Кроме того, предлагаемый способ является безопасным, простым и по сравнению с прототипом не требует затрат, связанных с очисткой матрицы после закалки от солей. Использование способа позволит расширить область применения контурной закалки в инструментально-штамповом производстве в 2-3 раза, что является важным при решении задач снижения расходов на изготовление штамповой оснастки. Использованная литература. 1. Довнар С.А. и др. Контурная закалка матриц. Промышленность Белоруссии. 1974,4, с. 89. 2. А.с. СССР 461956, C21D 9/22. 3. А.с. СССР 505706, C21D 1/10 - прототип. 4. Таблицы физических величин. Справочник. М.: Атомиздат. 1976, с. 305. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ закалки матриц разделительных штампов преимущественно из инструментальноуглеродистой стали, включающий предварительное нанесение по закаливаемому контуру токопроводящей массы, индукционный нагрев посредством индуктора, погруженного в закалочную жидкость, и охлаждение, отличающийся тем, что токопроводящую массу наносят на поясок рабочего окна матрицы местно на переходных участках режущего контура матрицы, а в качестве токопроводящей массы применяют графитоглицериновую пасту состава: 70% графит, 30% глицерин.
МПК / Метки
МПК: C21D 1/10
Метки: способ, разделительных, закалки, матриц, штампов
Код ссылки
<a href="https://eas.patents.su/4-17502-sposob-zakalki-matric-razdelitelnyh-shtampov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ закалки матриц разделительных штампов</a>
Способ иерархического кэширования конфигурационных данных потоковых процессоров и микросхем с двух- или многомерной структурой расположения программируемых ячеек (программируемых пользователем вентильных матриц (ппвм), динамически программируемых вентильных матриц (дпвм) и т.п.)
Номер патента: 3406
Опубликовано: 24.04.2003
Авторы: Форбах Мартин, Мюнх Роберт
МПК: G06F 15/78
Метки: многомерной, дпвм, ппвм, матриц, кэширования, структурой, процессоров, двух, данных, микросхем, конфигурационных, вентильных, способ, расположения, иерархического, т.п, ячеек, пользователем, динамически, потоковых, программируемых
Формула / Реферат:
1. Способ кэширования команд в состоящих из нескольких арифметическо-логических устройств (АЛУ) микропроцессорах и в микросхемах с двух- или многомерной структурой расположения ячеек (например, программируемых пользователем вентильных матриц (ППВМ), динамически программируемых вентильных матриц (ДПВМ), потоковых процессоров (ПП) и т.п.), отличающийся тем, что 1.1. несколько ячеек и арифметическо-логических устройств (конфигурируемых элементов...
Предыдущий патент: Способ получения экстракта клюквы, обогащенного проантоцианидинами
Следующий патент: Новый способ получения функционализированных бензоциклобутенов и их применение в синтезе ивабрадина и его аддитивных солей с фармацевтически приемлемой кислотой
Случайный патент: Конденсированные циклические соединения пиридина