Способ изготовления термоструктурных панелей и оборудование для его осуществления
Формула / Реферат
1. Способ изготовления термоструктурных панелей, включающий последовательную подачу в разъемную форму гранул предварительно вспененного полистирола и перегретого пара, слив конденсата, продувку, выдержку, охлаждение и выемку готового изделия, отличающийся тем, что перед подачей полистирола в форме устанавливают элементы металлического каркаса, предварительно покрытые адгезивом, а также отсутствует заключительная операция резки изделий.
2. Способ по п.1, отличающийся тем, что в качестве адгезива используют дисперсию каучуков и смол в растворителях, при этом используется оборудование для изготовления термоструктурных панелей, содержащее системы подачи в разъемную форму предварительно вспененного полистирола и перегретого пара, отличающееся тем, что оно снабжено микропроцессором для управления системами, а форма имеет магнитные и механические фиксаторы для установки элементов.
3. Оборудование для изготовления термоструктурных панелей, содержащее системы подачи в разъемную форму предварительно вспененного полистирола и перегретого пара, отличающееся тем, что оно снабжено микропроцессором для управления системами, форма имеет магнитные и механические фиксаторы для установки элементов металлического арматурного каркаса и приспособлено для выпуска готового изделия.

Текст
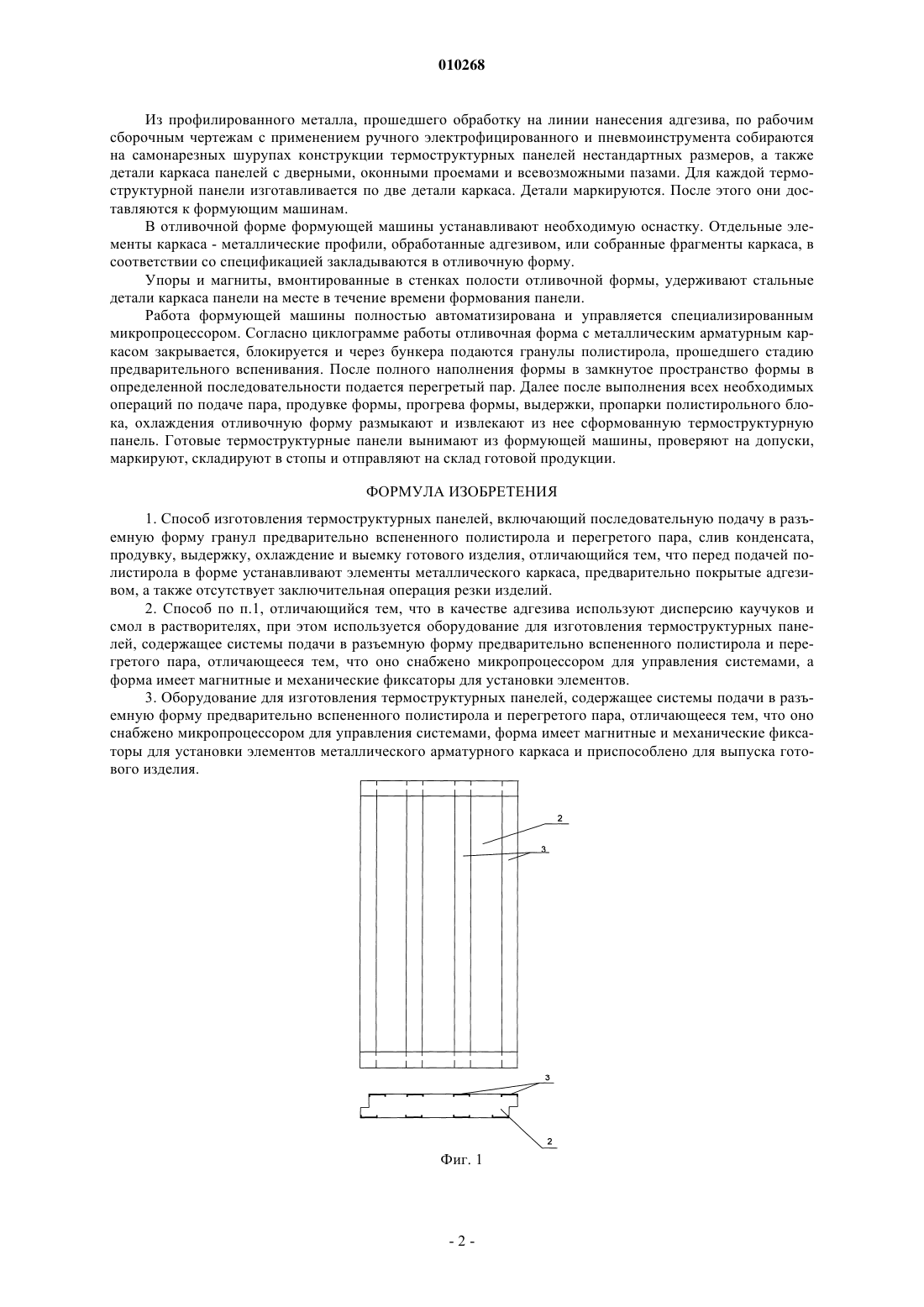
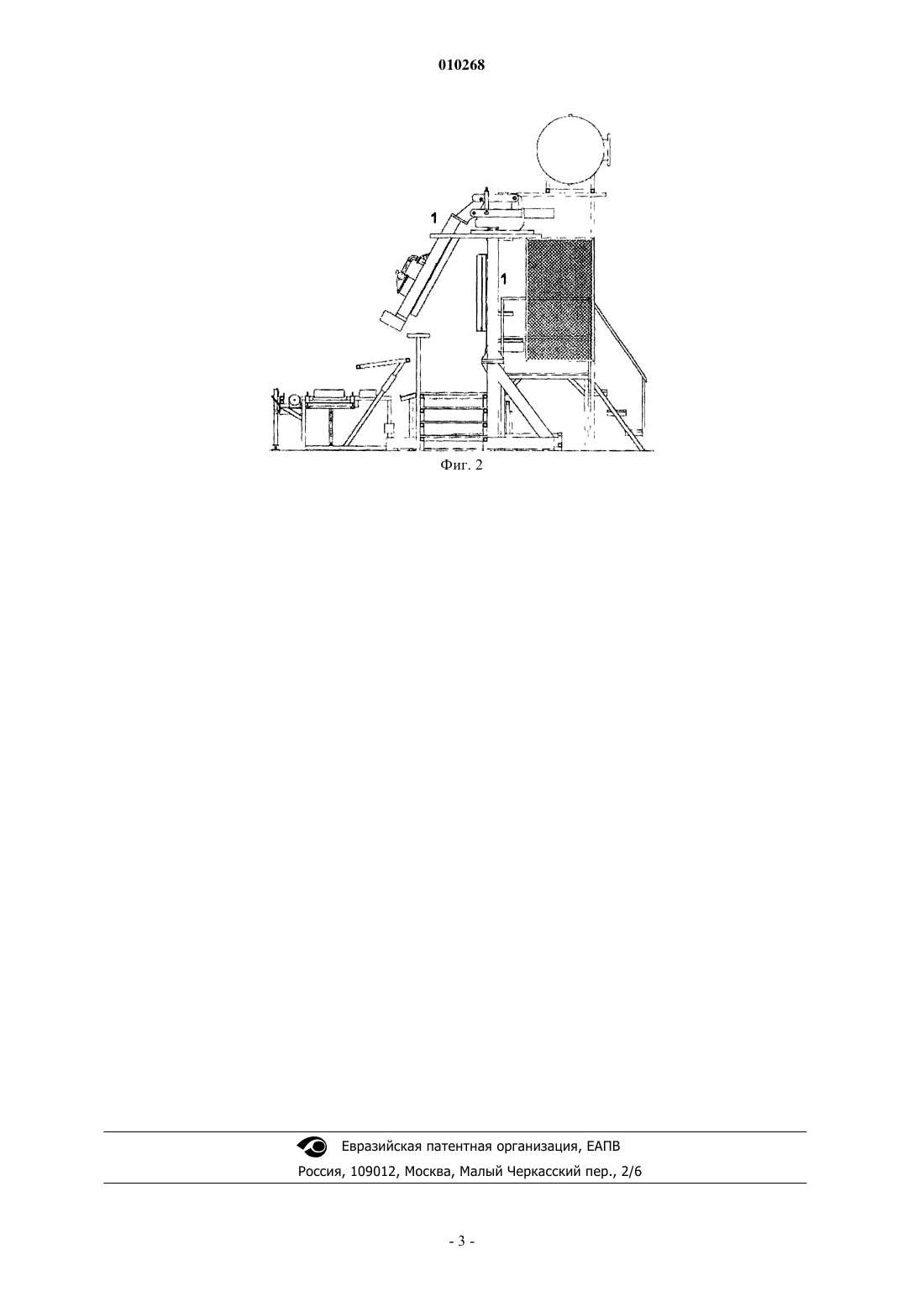
010268 Изобретение относится к производству термоструктурных, т.е. металлополимерных комбинированных панелей, используемых преимущественно в строительстве в качестве как несущих, так и не несущих, например ограждающих, элементов. Известен способ изготовления теплоизоляционных пенополистирольных плит, включающий последовательную подачу в разъемную форму гранул, предварительно вспененного полистирола и перегретого пара, продувку, выдержку, охлаждение и выемку изделия (см., например, сайт Интернетаhttp//www.pehoplast.polistirol.ru). Недостатком известных способов является сравнительно низкая прочность изделий, что существенно ограничивает область их применения. Данное изобретение устраняет этот недостаток тем, что в способе изготовления термоструктурных панелей, включающим последовательную подачу в разъемную форму гранул, предварительно вспененного полистирола и перегретого пара, продувку, выдержку, охлаждение и выемку изделия перед подачей полистирола в форме, устанавливает элементы металлического арматурного каркаса, предварительно покрытые термоактивным адгезивом, в качестве адгезива используют дисперсию каучуков и смол в растворителях, перед подачей полистирола в форме устанавливают элементы металлического арматурного каркаса, при этом используется оборудование для изготовления термоструктурных панелей, содержавшее системы подачи в разъемную форму, предварительно вспененного полистирола и перегретого пара,которое снабжено микропроцессором для управления системами, а форма имеет магнитные и механические фиксаторы для установки элементов металлического арматурного каркаса. Сущность изобретения поясняется чертежами, на которых показан общий вид панели (фиг. 1) и оборудования (фиг. 2). Здесь позицией 1 обозначена разъемная отливочная форма формующей машины. Изделие (панель) выполнена из суспензионного вспенивающегося полистирола 2 и гнутых элементов 3 металлического арматурного каркаса. Исходными материалами для производства термоструктурных панелей являются вспенивающийся полистирол; листовая сталь с антикоррозийным покрытием; термоактивный адгезив. Вспенивающийся полистирол представляет собой высокомолекулярный продукт полимеризации стирола с введением некоторого количества вспенивающего вещества - пентана (изопентана). Для изготовления термоструктурных панелей используется полистирол вспенивающийся самозатухающий ПСВС (или EPS-F) с добавками антипиренов. Гранулы исходного полистирола плотностью около 640 кг/м 3 поступают на участок предварительного вспенивания. В аппарате предварительного вспенивания обработкой паром в "кипящем паровоздушном слое" размер гранул полистирола увеличивается, а плотность уменьшается, соответственно,до 16 кг/м 3 для изготовления термоструктурных панелей толщиной 190 мм и до 24 кг/м 3 для выпуска панелей толщиной 140 мм. Далее гранулы вспененного полистирола по пневмопроводу в потоке воздуха поступают на склад предварительного вспененного полистирола для созревания. Вспененный полистирол при хранении и транспортировке склонен к образованию и накоплению электростатических зарядов,поэтому влажность воздуха в помещении хранения должна быть не менее 70%, а оборудование заземлено. Свежевспененный полистирол должен вылежаться в хранилище не менее суток, чтобы диффузия воздуха в ячейки гранул уравновесила атмосферное давление и стабилизировала гранулы. По мере необходимости по пневмопроводу гранулы вспененного полистирола подаются в рабочий бункер и далее непосредственно в бункера формующих машин. Металлический арматурный каркас термоструктурных панелей выполняется из гнутых стальных профилей, для изготовления которых применяется рулонная холоднокатаная листовая сталь с антикоррозийным покрытием. В примере изготовления термоструктурных панелей необходимы П- и L-обрезные профили из стальной полосы. На линии резки рулонная оцинкованная сталь, поступившая со склада, режется на полосы и наматывается в рулоны. Далее рулоны стали поступают на склад и по мере необходимости подаются на линию рубки металла. На автоматизированной гибочно-рубочной линии по типу "Roll Former" по спецификации изготавливают необходимое количество L- и П-профилей определенной длины. Нестандартные металлические заготовки для панелей выполняются на специальном гибочном станке. Скомплектованные металлические профили с участка рубки поступают на линию нанесения адгезива. Связь элементов металлического арматурного каркаса термоструктурной панели со вспененным полистиролом обеспечивается посредством термоактивного адгезива, который представляет собой дисперсию каучуков и смол в смеси растворителей. Адгезив наносится на внутреннюю поверхность металлического профиля равномерным слоем на специальном станке распылением из пневмопистолетов на движущуюся заготовку. Далее металлические профили комплектуются по длине и количеству в соответствии со спецификациями на панели и складируются на поддоны в зоне сушки с принудительным воздухообменом. После сушки они подаются к формующим машинам или на участок сборки заготовок.-1 010268 Из профилированного металла, прошедшего обработку на линии нанесения адгезива, по рабочим сборочным чертежам с применением ручного электрофицированного и пневмоинструмента собираются на самонарезных шурупах конструкции термоструктурных панелей нестандартных размеров, а также детали каркаса панелей с дверными, оконными проемами и всевозможными пазами. Для каждой термоструктурной панели изготавливается по две детали каркаса. Детали маркируются. После этого они доставляются к формующим машинам. В отливочной форме формующей машины устанавливают необходимую оснастку. Отдельные элементы каркаса - металлические профили, обработанные адгезивом, или собранные фрагменты каркаса, в соответствии со спецификацией закладываются в отливочную форму. Упоры и магниты, вмонтированные в стенках полости отливочной формы, удерживают стальные детали каркаса панели на месте в течение времени формования панели. Работа формующей машины полностью автоматизирована и управляется специализированным микропроцессором. Согласно циклограмме работы отливочная форма с металлическим арматурным каркасом закрывается, блокируется и через бункера подаются гранулы полистирола, прошедшего стадию предварительного вспенивания. После полного наполнения формы в замкнутое пространство формы в определенной последовательности подается перегретый пар. Далее после выполнения всех необходимых операций по подаче пара, продувке формы, прогрева формы, выдержки, пропарки полистирольного блока, охлаждения отливочную форму размыкают и извлекают из нее сформованную термоструктурную панель. Готовые термоструктурные панели вынимают из формующей машины, проверяют на допуски,маркируют, складируют в стопы и отправляют на склад готовой продукции. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления термоструктурных панелей, включающий последовательную подачу в разъемную форму гранул предварительно вспененного полистирола и перегретого пара, слив конденсата,продувку, выдержку, охлаждение и выемку готового изделия, отличающийся тем, что перед подачей полистирола в форме устанавливают элементы металлического каркаса, предварительно покрытые адгезивом, а также отсутствует заключительная операция резки изделий. 2. Способ по п.1, отличающийся тем, что в качестве адгезива используют дисперсию каучуков и смол в растворителях, при этом используется оборудование для изготовления термоструктурных панелей, содержащее системы подачи в разъемную форму предварительно вспененного полистирола и перегретого пара, отличающееся тем, что оно снабжено микропроцессором для управления системами, а форма имеет магнитные и механические фиксаторы для установки элементов. 3. Оборудование для изготовления термоструктурных панелей, содержащее системы подачи в разъемную форму предварительно вспененного полистирола и перегретого пара, отличающееся тем, что оно снабжено микропроцессором для управления системами, форма имеет магнитные и механические фиксаторы для установки элементов металлического арматурного каркаса и приспособлено для выпуска готового изделия.
МПК / Метки
МПК: B29C 44/12, E04C 2/22, B29C 70/68
Метки: способ, изготовления, панелей, термоструктурных, осуществления, оборудование
Код ссылки
<a href="https://eas.patents.su/4-10268-sposob-izgotovleniya-termostrukturnyh-panelejj-i-oborudovanie-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления термоструктурных панелей и оборудование для его осуществления</a>
Способ и устройство для изготовления сборных стеновых панелей
Номер патента: 9183
Опубликовано: 28.12.2007
Автор: Уайтт Джофф
МПК: E04G 15/06, B28B 7/32
Метки: стеновых, сборных, устройство, изготовления, панелей, способ
Формула / Реферат:
1. Наполняемая вставляемая деталь, образующая полость, для использования при формовании по существу полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей, так, что каждые соседние профили образуют между собой полость, причем указанная вставляемая деталь включает две или более наполняемых камеры, при этом каждая камера выполнена с возможностью соединения...
Лёгкая строительная панель, способ и устройство для непрерывного изготовления лёгких строительных панелей с минеральным заполнителем
Номер патента: 2651
Опубликовано: 29.08.2002
Авторы: Зупанчич Данийел, Бахор Дарийя, Йарц Марьян
МПК: E04C 2/292
Метки: строительных, лёгкая, устройство, способ, лёгких, изготовления, панелей, непрерывного, панель, минеральным, строительная, заполнителем
Формула / Реферат:
1. Легкая строительная панель, которая содержит (a) закрывающие средства для защиты от внешнего окружения; (b) формообразующие средства для придания формы и прочности; (c) заполнитель из минеральной ваты, и/или стекловаты, и/или комбинации изоляционных материалов; (d) соединительные средства для соединения закрывающих и/или формообразующих средств с заполнителем. 2. Легкая строительная панель по п.1, отличающаяся тем, что обладает следующими...
Способ подбивки трубопровода грунтом из отвала, устройство для его осуществления, оборудование для уплотнения грунта под трубопроводом и грунтоуплотняющий механизм
Номер патента: 2996
Опубликовано: 26.12.2002
Авторы: Коваль Андрей Борисович, Быков Александр Владимирович, Мусийко Владимир Данилович, Кумылганов Александр Семенович, Мовчан Алий Андреевич, Черняев Валерий Давыдович, Скрипковский Алексей Николаевич, Яковлев Виктор Иванович, Мамонтов Юрий Михайлович, Василенко Станислав Кузьмич, Лейченко Юрий Борисович
МПК: E02D 3/046, E02F 5/10
Метки: грунтом, грунтоуплотняющий, устройство, оборудование, трубопровода, подбивки, уплотнения, способ, механизм, отвала, грунта, трубопроводом, осуществления
Формула / Реферат:
1. Способ подбивки трубопровода грунтом из отвала, включающий забор грунта из отвала (2), транспортирование грунта в направлении от отвала (2) до траншеи (4) с трубопроводом (1), ввод грунта в траншею (4) с обеих сторон трубопровода (1) до заполнения грунтом, по меньшей мере, пространства (5) под трубопроводом (1) и уплотнение грунта, по меньшей мере, в пространстве (5) под трубопроводом (1) воздействием на грунт грунтоуплотняющих органов (104,...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Кац Эдуард Лейбович, Реслер Йоахим, Контер Максим Лианович, Лубенец Владимир Платонович
МПК: B22D 27/04
Метки: вакуумной, способ, устройство, способа, изготовления, литьевой, этого, осуществления, камере, заготовки
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Способ изготовления термоизолированной трубы и устройство для его осуществления

Номер патента: 2445
Опубликовано: 25.04.2002
Автор: Мишкович Слободан
МПК: F16L 59/04
Метки: трубы, способ, изготовления, термоизолированной, осуществления, устройство
Формула / Реферат:
1. Способ изготовления термоизолированной трубы, при котором трубопровод (1, 44) для различных текучих сред с дополнительным оборудованием (32) и/или с гибким оборудованием (36), или без них, вталкивают в трубчатый кожух (5, 45) с помощью тележки (34) по горизонтальной направляющей (37) для тележки; на концах трубопровода размещают нижнее приспособление (10, 43) и верхнее приспособление (11, 48); с помощью принимающей тележки (40) и...
Предыдущий патент: Модуляция тревоги через блокаду гидролиза анандамида
Следующий патент: Контактный узел на встречных контактах с капиллярным соединительным элементом и способ его изготовления
Случайный патент: Распорный профиль для изоляционных стеклопакетов