Способ и устройство для изготовления сборных стеновых панелей
Формула / Реферат
1. Наполняемая вставляемая деталь, образующая полость, для использования при формовании по существу полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей, так, что каждые соседние профили образуют между собой полость, причем указанная вставляемая деталь включает
две или более наполняемых камеры, при этом каждая камера выполнена с возможностью соединения с наполняющим устройством; и
поддерживающую конструкцию для камер; причем вставляемая деталь выполнена так, что ее наружная поверхность образует форму полости, когда одна или более из указанных камер находятся в наполненном состоянии.
2. Наполняемая вставляемая деталь по п.1, в которой наружная поверхность образует указанную форму полости, когда все указанные камеры находятся в наполненном состоянии.
3. Наполняемая вставляемая деталь по п.1 или 2, включающая сердцевину из другого материала, причем сердцевина образует поддерживающую структуру.
4. Наполняемая вставляемая деталь по п.3, в которой сердцевина выполнена жесткой.
5. Наполняемая вставляемая деталь по п.3 или 4, в которой камеры расположены по периметру сердцевины.
6. Наполняемая вставляемая деталь по любому из пп.3-5, включающая манжету, по существу, окружающую камеры.
7. Наполняемая вставляемая деталь по п.6, в которой манжета образована из упругого материала.
8. Наполняемая вставляемая деталь по п.6, в которой манжета образована из гибкого, но, по существу, нерастяжимого материала.
9. Наполняемая вставляемая деталь по одному из пп.6-8, в которой манжета образует, по существу, постоянную форму сечения вдоль ее продольной оси, когда одна или более камер находятся в наполненном состоянии.
10. Наполняемая вставляемая деталь по одному из пп.6-8, в которой манжета образует, по существу, постоянную форму сечения вдоль ее продольной оси, когда все камеры находятся в наполненном состоянии.
11. Наполняемая вставляемая деталь по п.6, в которой сердцевина выполнена в виде жесткой рамы, а манжета выполнена полужесткой так, что наполнение указанных камер вызывает увеличение в объеме, по меньшей мере, участка манжеты и, таким образом, образование полой формы.
12. Устройство, предназначенное для формования, по существу, полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей так, что каждые соседние профили образуют между собой полость, причем устройство включает
опалубку, имеющую средство для образования наружной поверхности по меньшей мере одной из указанных внешних стенок панели;
множество обособленно разнесенных наполняемых вставляемых деталей, образующих полость, по любому из пп.1-11, расположенных в пределах опалубки;
наполняющие устройства, выполненные с возможностью соединения со вставляемыми деталями; и
устройство для ввода затвердевающей смеси повышенной влажности в опалубку.
13. Устройство по п.12, в котором опалубка имеет, по существу, вертикальную ориентацию.
14. Устройство по п.12 или 13, в котором затвердевающая смесь повышенной влажности введена в нижний участок опалубки.
15. Устройство по любому из пп.12-14, в котором опалубка включает по меньшей мере две формующие детали, образующие внешние стенки панели.
16. Устройство по любому из пп.12-15, в котором опалубка включает по меньшей мере две подвижные формующие детали.
17. Устройство по любому из пп.12-14, в котором опалубка включает по меньшей мере одну неподвижную и по меньшей мере одну подвижную формующие детали, образующие внешние стенки панели.
18. Устройство по любому из пп.12-17, отличающееся тем, что вставляемые детали, образующие полость, выполнены с возможностью введения в опалубку и из нее.
19. Устройство по п.18, в котором вставляемые детали, образующие полость, выполнены подвижными посредством передвижения вдоль их продольной оси.
20. Устройство по любому из пп.12-19, включающее поддерживающую раму, выполненную с возможностью поднятия множества вставляемых деталей, образующих полость, в опалубку и из нее.
21. Устройство по любому из пп.12-17, в котором трубопровод подачи агента обеспечивает наполнение агентом каждой вставляемой детали.
22. Способ формования, по существу, полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей так, что каждые соседние профили образуют между собой полость, используя устройство по любому из пп.12-21, причем указанный способ включает этапы, на которых осуществляют:
(i) наполнение множества наполняемых вставляемых деталей, образующих полости;
(ii) введение затвердевающей смеси повышенной влажности в опалубку, имеющую расположенные в ней наполняемые вставляемые детали, образующие полости;
(iii) опорожнение множества наполняемых вставляемых деталей, образующих полости, когда затвердевающая смесь повышенной влажности достигает первой стадии затвердевания; и
(iv) удаление таким образом сформованной стеновой панели из опалубки.
23. Способ по п.22, в котором множество наполняемых вставляемых деталей, образующих полости, удаляют из опалубки прежде, чем сформованная стеновая панель удалена на этапе (iv).
24. Способ по п.22 или 23, в котором подвижные формующие детали, если имеются, удаляют из опалубки прежде, чем указанная сформованная стеновая панель удалена на этапе (iv).
25. Способ по любому из пп.22-24, в котором к опалубке добавляют армирующую конструкцию до того, как затвердевающая смесь повышенной влажности достигает первой стадии затвердевания.
26. Способ по п.25, в котором армирующую конструкцию добавляют в опалубку прежде, чем затвердевающую смесь повышенной влажности вводят на этапе (i).
27. Способ по п.25 или 26, в котором армирующую конструкцию в виде сетчатой корзины изготавливают из твердого материала с относительно сильными эластичными свойствами.
28. Способ по любому из пп.25-27, в котором армирующую конструкцию, по существу, изготавливают из стекловолокна.
29. Способ по любому из пп.25-27, в котором армирующую конструкцию изготавливают из полипропилена или нейлона или другого подходящего материала.
30. Способ по любому из пп.22-29, в котором затвердевающая смесь повышенной влажности включает строительный гипс и стекловолоконные жгуты.
31. Способ по любому из пп.22-29, в котором затвердевающая смесь повышенной влажности включает смесь на основе цемента.
32. Способ по любому из пп.22-31, в котором затвердевающая смесь повышенной влажности включает средство для распалубки для легкого удаления сформованной стеновой панели из опалубки.
33. Способ по любому из пп.22-32, в котором средство для распалубки добавляют в опалубку.
34. Способ по любому из пп.22-33, в котором множество наполняемых вставляемых деталей, образующих полости, наполняют введением наполняющего газа в камеры.
35. Способ по п.34, в котором используют в качестве газа воздух.
36. Способ по любому из пп.22-33, в котором множество наполняемых вставляемых деталей, образующих полости, наполняют введением наполняющей жидкости в камеры.
37. Стеновая панель, сформованная способом по любому из пп.22-36.
38. Стеновая панель по п.36, в которой полости имеют, по существу, постоянное поперечное сечение вдоль их продольной оси.
39. Стеновая панель по п.36 или 37, в которой полости простираются непрерывно между двумя противоположными концами панели.
40. Стеновая панель по любому из пп.36-39, в которой полости являются равноотстоящими по длине или ширине панели.

Текст
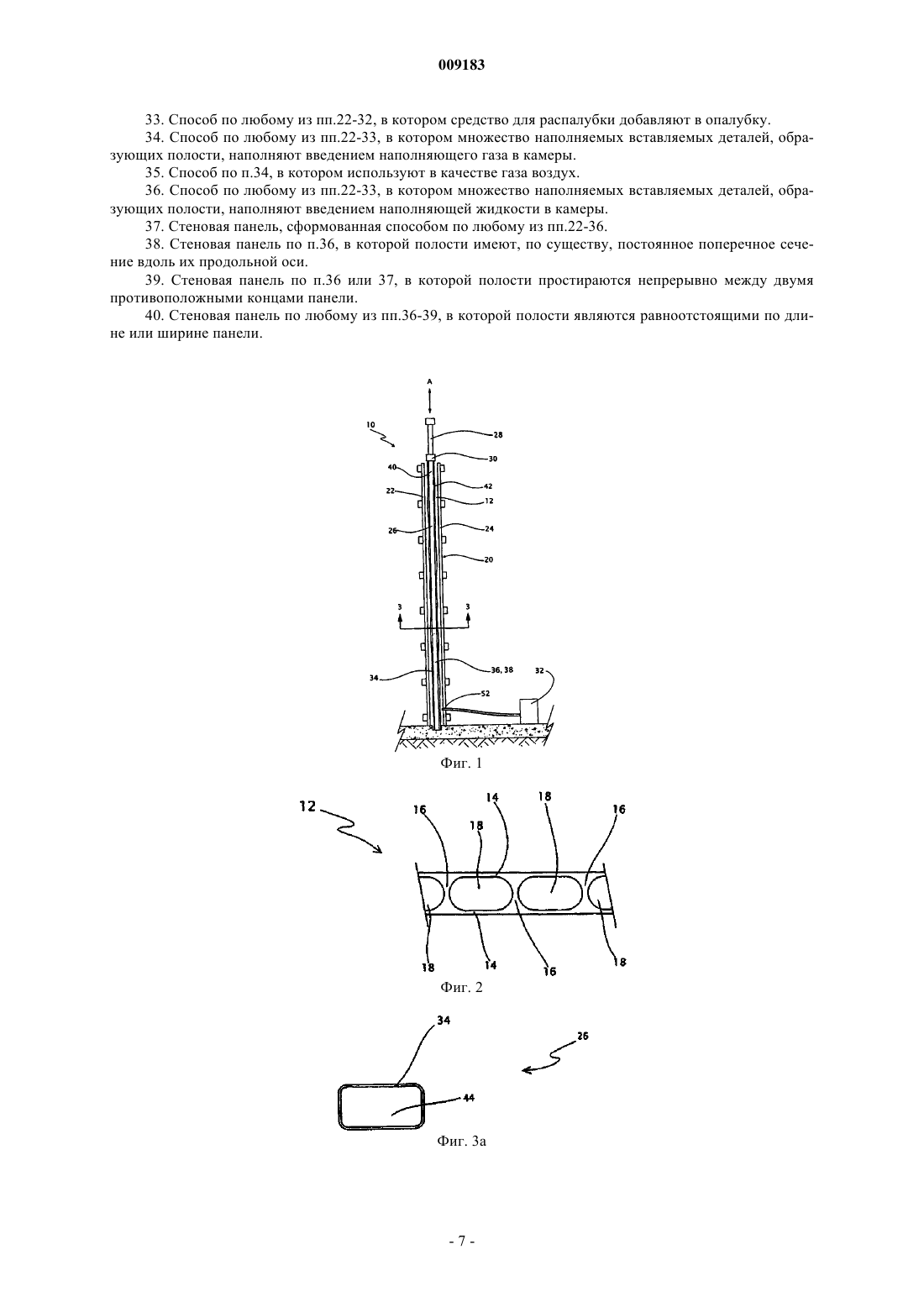
009183 Настоящее изобретение относится к стеновым панелям и, в особенности, в общем полым стеновым панелям. Изобретение было разработано прежде всего как устройство и способ формования стеновых панелей и будет описано ниже со ссылкой на это применение. Однако изобретение не ограничено этой специфической областью применения. Любое обсуждение прототипа в описании ни в коей мере не должно быть рассмотрено как подтверждение того, что такой прототип широко известен или образует часть обычного общего знания в данной области. Известно, что в строительной промышленности применяют сборные стеновые панели при монтаже зданий и других сооружений, особенно применительно к жилым или индустриальным зданиям. Эти панели обычно имеют прямоугольную конфигурацию и две расположенные на расстоянии обособленные противостоящие стенки, связанные множеством профилей или перемычек. Между смежными профилями оставлена полость для образования в общем полой стеновой панели. Таким образом, стеновые панели легче и поэтому более просты и более дешевы для транспортировки и монтажа. Материалы, используемые в изготовлении этих стеновых панелей, обычно включают бетон, алебастр или строительный гипс,армированный стекловолокном. Кроме того, бетон может быть залит в полости, как только стеновые панели установлены для усиления окончательной конструкции. Обычный способ производства стеновых панелей такого типа описан в Патенте Австралии 673446, Джеффри Грантама. В самом общем виде этот способ сначала требует установки соответствующей горизонтальной опалубки, похожей на поддон. Некоторое количество затвердевающей смеси повышенной влажности затем вводят в опалубку для образования первого слоя заданной толщины. Некоторое количество вставляемых деталей, образующих полости, затем размещают на первом слое, проходящем между противоположными сторонами опалубки. Как только формование закончено, интервалы между вставляемыми деталями образуют профили или перемычки в законченной панели. Добавочное количество затвердевающей смеси повышенной влажности затем добавляют в опалубку, чтобы заполнить пространство между вставляемыми деталями в достаточной степени и образовать второй слой. Затвердевающая смесь повышенной влажности тогда имеет возможность достигнуть первой стадии затвердевания и полости, образованные вставляемыми деталями, удалены. Когда затвердевающая смесь повышенной влажности полностью отвердела, стеновая панель, таким образом, готова. Затвердевающая смесь повышенной влажности обычно включает некоторые разновидности армирующих материалов, например измельченные стекловолоконные ровинги или тому подобное. Также в опалубку добавляется слой армирующего материала. Обычно, этот материал применен в способе, подобном ручной укладке стекловолоконного плоского каркаса. Предпочтительно, опалубка обычно не включает никакой структурной детали, которая образует внешнюю поверхность второй стенки панели. То есть в большинстве случаев внешняя поверхность панели образована без ограничений и не сформована. Одна проблема с формованием стеновых панелей, используемым в этом способе, состоит в том, что требуется большое усилие для извлечения деталей, образующих полости. Это может привести к разрушению сформованной стеновой панели при извлечении вставляемой детали. Другая известная проблема, с которой приходится сталкиваться, это подъемная сила, приложенная к вставляемым деталям, образующим полости, во время затвердевания из-за эффекта гидростатического давления большого тела, помещенного в жидкость. Так как вставляемые детали, образующие полости,обычно длинные тонкие детали, может произойти изгибание незакрепленных областей. Этот изгиб может привести к неравномерной толщине стен стеновых панелей. В WO2004/001160 (ZWAANS) предложено решение проблемы чрезмерной силы извлечения путем раскрытия разборной вставляемой детали, образующей полости. Описанное решение представляет собой вставляемую деталь, образующую полости, включающую множество подвижных внешних деталей оболочки, окружающих аксиально-подвижную удлиненную сердцевину. Продольное перемещение сердцевины образует расширяющиеся и сужающиеся положения вставляемых деталей, образующих полости. Таким образом, разборная деталь, образующая полость, может уменьшить ее площадь сечения после того, как смесь повышенной влажности затвердела, таким образом,существенно сокращая требуемую силу извлечения. Пока это приспособление было улучшено по сравнению с AU 673446, было найдено, что сложность требуемого механизма может быть проблематична и может привести к дорогостоящим режимам обслуживания. Кроме того, в WO2004/001160 не решается вторая проблема изгиба вставляемых деталей и получающейся в результате неравномерной толщины стен. Задача настоящего изобретения заключается в устранении или улучшении по меньшей мере одного недостатка прототипа или обеспечении подходящего варианта осуществления изобретения. В этом описании термины "наполнять" или "наполнение" могут быть определены как наполнять воздухом, газом или любой жидкостью. Согласно первому аспекту настоящего изобретения предложена наполняемая вставляемая деталь,образующая полость, для использования в формовании, по существу, полых стеновых панелей такого-1 009183 типа, который имеет разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей так, что каждые соседние профили образуют между собой полость, причем указанная вставляемая деталь включает две или более наполняемых камеры, каждая из которых выполнена с возможностью соединения с наполняющим устройством; и поддерживающую конструкцию для указанных камер; причем вставляемая деталь выполнена так, что ее наружная поверхность образует форму полости, когда одна или более из указанных камер находятся в наполненном состоянии. Согласно одному из предпочтительных вариантов осуществления первого аспекта, камера включает гибкий, кроме того, по существу, нерастяжимый материал, имеющий хорошие свойства сохранения формы и требуемую одностенную структуру. Согласно другому предпочтительному варианту осуществления первого аспекта, наружная поверхность образует форму полости, когда все камеры находятся в наполненном состоянии. Предпочтительно,вставляемая деталь включает сердцевину из другого материала, причем сердцевина образует несущую конструкцию. Более предпочтительно, сердцевина выполнена жесткой. Предпочтительно, камера при наполнении образует, по существу, постоянную форму сечения вдоль ее продольной оси. Согласно другому предпочтительному варианту осуществления первого аспекта, вставляемая деталь включает манжету, по существу, окружающую камеры. Согласно второму аспекту настоящего изобретения, предложено устройство для использования для формования, по существу, полых стеновых панелей такого типа, когда имеются разнесенные противоположные внешние стены панелей, связанные множеством раздельных профилей так, что каждые соседние профили образуют между собой полость, причем устройство включает опалубку, имеющую средство для образования наружной поверхности по меньшей мере одной из внешних стенок панели; множество обособленно разнесенных наполняемых вставляемых деталей, образующих полость, согласно первому аспекту, расположенных в пределах опалубки; причем наполняющие устройства выполнены с возможностью соединения с вкладными деталями; и устройство для ввода затвердевающей смеси повышенной влажности в опалубку. В предпочтительной конструкции опалубка имеет в общем вертикальную ориентацию, и затвердевающая смесь предпочтительно введена в нижний участок опалубки. В этой предпочтительной вертикальной конструкции опалубка предпочтительно включает по меньшей мере две формовочные детали, образующие внешние стенки панелей. Дополнительно, предпочтительно опалубка включает две подвижные формовочные детали или, альтернативно, по крайней мере одну неподвижную и одну подвижную формовочные детали, образующие внешние стенки панели. Предпочтительно, вставляемые детали, образующие полости, перемещаются в опалубку и из нее. Это достигают перемещением вставляемых деталей вдоль их продольной оси. Предпочтительно, устройство дополнительно включает поддерживающую раму, приспособленную,чтобы вынуть множество вставляемых деталей, образующих полость, из опалубки и вставить их в нее. Трубопровод наполняющего агента предпочтительно доставляет наполняющий агент к камере каждой вкладной детали. Согласно третьему аспекту настоящего изобретения предложен способ формования, по существу,полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей так, что каждые соседние профили образуют между собой полость, используя устройство, согласно второму аспекту, причем способ включает этапы,на которых осуществляют:(i) наполнение множества наполняемых вставляемых деталей, образующих полости;(ii) введение затвердевающей смеси повышенной влажности в опалубку, имеющую расположенные в ней наполняемые вставляемые детали, образующие полости;(iii) опорожнение множества наполняемых вставляемых деталей, образующих полости, когда затвердевающая смесь повышенной влажности достигает первой стадии затвердевания; и(iv) удаление таким образом сформованной стеновой панели из опалубки. Предпочтительно множество наполняемых вставляемых деталей, образующих полости, удалено из опалубки прежде, чем сформованная стеновая панель удалена на этапе (iv). Также предпочтительно, что подвижная формовочная деталь, если имеется, удалена из опалубки прежде, чем сформованная стеновая панель удалена на этапе (iv). Предпочтительно, армирующая конструкция добавлена в опалубку прежде, чем затвердевающая смесь повышенной влажности достигает первой стадии затвердевания. Более предпочтительно, армирующая структура добавлена в опалубку прежде, чем затвердевающая смесь повышенной влажности введена на этапе (i). В одном варианте армирующая конструкция - сетчатая корзина, изготовленная из твердого материала с относительно сильными эластичными свойствами. Предпочтительно, армирующая структура, по существу, изготовлена из стекловолокна. В другом случае армирующая конструкция изготовлена из по-2 009183 липропилена, нейлона или другого подходящего материала. В предпочтительном варианте затвердевающая смесь повышенной влажности включает строительный гипс и стекловолоконные жгуты. Затвердевающая смесь повышенной влажности может включать смесь на основе цемента. Предпочтительно, затвердевающая смесь повышенной влажности включает средство для распалубки для обеспечения легкого удаления сформованной стеновой панели из опалубки, и/или средство для распалубки добавляется в опалубку. Предпочтительно множество наполняемых вставляемых деталей, образующих полости, наполнено введением наполняющего газа в камеры. В предпочтительном варианте этот газ - воздух. В других случаях множество наполняемых вставляемых деталей, образующих полости, предпочтительно наполнены введением наполняющей жидкости в камеры. Согласно четвертому аспекту настоящего изобретения предложена стеновая панель, отформованная согласно способу третьего аспекта. В предпочтительном варианте стеновой панели полости имеют, по существу, постоянное поперечное сечение вдоль их продольной оси. Также предпочтительно, что полости тянутся непрерывно между двумя противоположными концами панели. Дополнительно полости предпочтительно равноотстоящие по длине или ширине панели. Предпочтительный вариант осуществления будет описан ниже посредством примера со ссылкой на сопровождающие чертежи, на которых изображено: фиг. 1 - боковой вид сечения устройства для формования согласно одному аспекту настоящего изобретения; фиг. 2 - сечение стеновой панели, изготовленной с использованием устройства фиг. 1; фиг. 3 а-3 с - сечения трех дополнительных вариантов осуществления наполняемых деталей, образующих полость, согласно другому аспекту изобретения; фиг. 4 - вертикальная проекция части устройства фиг. 1; фиг. 5 - увеличенное изображение области В фиг. 4 и фиг. 6 - данный в разрезе общий вид дополнительного варианта осуществления наполняемых деталей, образующих полости. На фиг. 1 и 2 изображено формовочное устройство 10, предназначенное для формования, по существу, полых стеновых панелей 12 такого типа, в котором имеются разнесенные противоположные внешние стенки 14 панелей, связанные множеством раздельных профилей 16 так, что каждые соседние профили образуют между собой полость 18. Устройство включает опалубку 20, имеющую две детали 22, 24,образующие основные стенки, которые образуют наружные поверхности стенок 14 стеновой панели,которая будет сформована. Множество обособленно разнесенных наполняемых вставляемых деталей, образующих полость,выборочно расположено в пределах опалубки. Устройство дополнительно включает поднимающую раму 28, подающий наполняющий агент трубопровод 30 и перемешивающее нагнетающее устройство 32. В этом предпочтительном варианте осуществления каждая наполняемая вставляемая деталь 26, образующая полость, включает наполняемую камеру 34, окружающую сердцевину 36. Сердцевина представляет собой прямоугольный полый профиль 38, который поддерживается рамой 28. Камера образована из гибкого и к тому же, по существу, нерастяжимого одностенного материала, который герметично соединен с прямоугольным полым профилем. Камера имеет жидкостное соединение с трубопроводом наполнения 30, который находится в пределах рамы так, что, когда камера наполнена, ее внешняя поверхность 32 образует форму полости, по существу, полой стеновой панели 12. Наполняющий воздух перемещен от трубопровода 30 к внутреннему участку 40 прямоугольного полого профиля 38 посредством жидкостного соединения 54 и затем нагнетен, чтобы наполнить камеру 34 через маленькие отверстия 42 в стенах полого профиля. Опорожнение камер может быть достигнуто применением разрежения в трубопроводе 30 или, в других случаях, просто открывая трубопровод в атмосферу. Опалубка дополнительно включает основную неподвижную деталь 22, формующую стенку, и подвижную основную деталь 24, формующую стенку. В этом предпочтительном варианте осуществления эти формующие детали образуют внешнюю поверхность стенок 14 стеновой панели 12. Стороны и концы стеновой панели 12 будут образованы с использованием других (не показано) формующих деталей,которые могут быть подвижны или неподвижны. Предложено, чтобы в условиях производства управление подвижной формующей деталью могло быть осуществлено роботизирозанной системой приведения в действие. Поднимающая рама 28 обеспечивает средство для извлечения вставляемых деталей 26 из опалубки 20 посредством их подъема вдоль направления А. На фиг. 4 показан другой вид подъемной рамы, несущей отдельную вставляемую деталь 26. Также предложено, чтобы управление подъемной рамой в условиях производства осуществлялось роботизированной системой приведения в действие. Способ формования стеновой панели 12 с использованием устройства формования 10 будет ниже-3 009183 описан со ссылкой на фиг. 1-5. Опалубка 20 сначала смонтирована перемещением формующей детали 24 в надлежащее местоположение относительно неподвижной формующей детали 22. Дополнительно вставляемые детали 26, образующие полость, размещены между формующими деталями 22, 24. Число вставляемых деталей и их местоположение должно соответствовать требуемому числу и конфигурации зон полостей, требуемых для сформованной стеновой панели. В этой начальной стадии способа формования вставляемые детали должны быть в опорожненном состоянии. В зависимости от необходимых прочностных свойств требуемой стеновой панели, армирующая сетчатая корзина (не показано), выполненная из твердого материала, может быть помещена поверх каждой вставляемой детали, образующей полость. Идеально, сетчатая корзина изготовлена из материала с подходящей эластичностью и со способностью связывать смесь повышенной влажности. Затвердевающая смесь повышенной влажности, содержащая строительный гипс и жгуты упрочняющего материала типа стекловолокна, затем накачана в нижний участок опалубки, величина которой зависит от требуемой высоты панели в опалубке. Вставляемые детали, образующие полости, могут затем быть наполнены или, возможно, могли быть наполнены до введения смеси повышенной влажности. По прошествии некоторого времени затвердевающая смесь повышенной влажности достигнет первой стадии затвердевания и вставляемые детали, образующие полости, могут быть опорожнены. Подъемная рама тогда извлекает вставляемые детали, образующие полости, поднимая их в направлении, по существу, параллельном продольной оси вставляемых деталей (направление А). Как только затвердевающая смесь повышенной влажности достигает второй стадии затвердевания,подвижная формовочная деталь 24 отведена так, что сформованная стеновая панель 12 может быть удалена. Стеновую панель затем перемещают в другое место, где завершается процесс ее затвердевания. Для удаления стеновой панели в затвердевающую смесь повышенной влажности добавляют средство для распалубки, или его наносят на поверхности формующих деталей опалубки до того, как туда будет введена затвердевающая смесь повышенной влажности. Таким образом, сформованная стеновая панель 12 в общем полая, с двумя разнесенными обособленными, в общем плоскими и прямоугольными противопоставленными стенками 14 постоянной толщины. Стенки так соединены множеством таких равноотстоящих профилей 16 или перемычек, что между смежными перемычками образована полость 18. Полости имеют постоянное поперечное сечение и проходят непрерывно с одного конца панели к другому. Хотя изобретение было описано со ссылкой на один предпочтительный вариант, специалистам в данной области будет понятно, что изобретение может быть осуществлено во многих других вариантах. Дополнительные варианты и усовершенствования обсуждены ниже. На фиг. 3 а-3 с представлены виды сечений по линии 3-3 на фиг. 1, изображающие три дополнительных варианта осуществления, наполняемых вставляемых деталей 2 6, образующих полости. В варианте осуществления на фиг. 3 а наполняемая вставляемая деталь 26, образующая полость,включает камеру 34, образованную из гибкого, но, по существу, нерастяжимого материала, имеющего оптимальные свойства памяти формы. Камера герметично соединена с конструкцией на любом из ее концов так, что наполняющий воздух может быть подан к ее центру 44 для наполнения камеры. Предложено, чтобы камера 34 была независимая и только требовалась конструкция, типа участка подъемной рамы 28, чтобы удержать ее в требуемом положении. Дополнительный вариант осуществления вставляемой детали изображен на фиг. 3b. Наполняемая вставляемая деталь 26, образующая полость, включает камеру, образованную из гибкой, но, по существу,нерастяжимой манжеты 46, герметично соединенной с сердцевиной в виде прямоугольной полой детали 38. Манжета 46 имеет двойную стену такого строения, что между стенами образована наполняемая полость 48. Полость подходит для того, чтобы получить наполняющий воздух посредством жидкостного соединения с трубопроводом 30 так, что при наполнении внутренняя стена соприкоснется с полым профилем 38 и наружная стена образует полую форму. Вариант осуществления, изображенный на фиг. 3 с, похож на наполняемую полостную деталь, изображенную на фиг. 1, тем, что камера 34 образована гибкой, но, по существу, нерастяжимой однослойной стеной манжеты 50, герметично соединенной с сердцевиной 36. В этом варианте осуществления сердцевина тоже прямоугольной полой формы 38. Наполняющий воздух подан в камеру из центрального канала прямоугольного полого профиля в камеру посредством множества отверстий 42. В другом случае,в другом не показанном похожем варианте осуществления, однослойная упругая или эластичная манжета использована так, что когда манжета не наполнена, она принимает форму полого профиля. Другой вариант осуществления наполняемой детали 60, образующей полость, показан на фиг. 6. Этот вариант осуществления отличается от предыдущих вариантов осуществления тем, что включает узел 62 из четырех отдельных камер 64, расположенных по периметру негнущейся рамы 66. Каждая камера образована из упругой манжеты 68, расположенной вокруг несущей детали 70. Деформируемая полужесткая манжета 72, по существу, окружает узел так, что наполнение камер служит причиной для увеличения в объеме по меньшей мере участка манжеты и, таким образом, образования требуемой полой формы. Будет оценено, что в данном варианте осуществления может быть использована любая из упомя-4 009183 нутых выше конфигураций камеры. Должно подразумеваться, что, хотя было показано, что опалубка 20 включает одну основную неподвижную деталь 22, образующую стенку, и одну основную подвижную деталь 24, образующую стенку, в других вариантах осуществления (не показано) обе основные детали, образующие стенку, могут быть подвижны. Также, сформованная стеновая панель может быть удалена, когда вставляемые детали,образующие полости, неподвижны. Например, вставляемые детали 26, образующие полость, могут быть прикреплены к основанию и сформованная стеновая панель удалена из окружения вставляемых деталей. Армирующая сетчатая корзина может быть изготовлена из нейлона, полипропилена или стекловолокна, или комбинации этих материалов, или любого другого твердого материала требуемой жесткости и способностью связывать смесь повышенной влажности. Точно так же затвердевающая смесь повышенной влажности может включать цемент, алебастр, гипс, стекловолокно или комбинацию этих материалов. Дополнительно должно подразумеваться, что, хотя для наполнения был использован воздух, также без отступления от рамок изобретения могут быть использованы азот или любая жидкость. Очевидно, что устройство и способ настоящего изобретения обеспечивают решение проблемы чрезмерной силы извлечения вставляемых деталей, предлагая надежную разборную вставляемую деталь,образующую полость, которая имеет простую и недорогую конструкцию. Очевидно также, что предпочтительные варианты настоящего изобретения обеспечивают решение проблемы изгибания полой детали из-за гидростатического давления. То есть, так как предпочтительный вариант настоящего изобретения предлагает вертикально ориентируемую опалубку, сила гидростатического давления будет равномерной по продольной оси каждой вставляемой детали, таким образом, по существу, устраняя любой изгибающий эффект. Кроме того, настоящее изобретение предпочтительно позволяет формовать в одной опалубке стеновые панели различной высоты. В результате, потребительские объемы панелей могут быть произведены с уменьшением отходов. Настоящее изобретение также предпочтительно обеспечивает способ и устройство для формования стеновой панели, которая имеет обе наружные поверхности стенок, которые, по существу, сформованы с чистовой отделкой, которая делает окончательно сформованную стеновую панель более эстетически привлекательной, чем стеновые панели, изготовленные с использованием способов прототипа, которые имеют только одну сформованную поверхность. Кроме того, предложенное устройство идеально подходит для автоматизации, тогда как известные способы требуют управления вручную. Хотя изобретение было описано со ссылкой на определенные примеры, специалистам в данной области техники будет понятно, что изобретение может быть воплощено во многих других вариантах. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Наполняемая вставляемая деталь, образующая полость, для использования при формовании по существу полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей, так, что каждые соседние профили образуют между собой полость, причем указанная вставляемая деталь включает две или более наполняемых камеры, при этом каждая камера выполнена с возможностью соединения с наполняющим устройством; и поддерживающую конструкцию для камер; причем вставляемая деталь выполнена так, что ее наружная поверхность образует форму полости, когда одна или более из указанных камер находятся в наполненном состоянии. 2. Наполняемая вставляемая деталь по п.1, в которой наружная поверхность образует указанную форму полости, когда все указанные камеры находятся в наполненном состоянии. 3. Наполняемая вставляемая деталь по п.1 или 2, включающая сердцевину из другого материала,причем сердцевина образует поддерживающую структуру. 4. Наполняемая вставляемая деталь по п.3, в которой сердцевина выполнена жесткой. 5. Наполняемая вставляемая деталь по п.3 или 4, в которой камеры расположены по периметру сердцевины. 6. Наполняемая вставляемая деталь по любому из пп.3-5, включающая манжету, по существу, окружающую камеры. 7. Наполняемая вставляемая деталь по п.6, в которой манжета образована из упругого материала. 8. Наполняемая вставляемая деталь по п.6, в которой манжета образована из гибкого, но, по существу, нерастяжимого материала. 9. Наполняемая вставляемая деталь по одному из пп.6-8, в которой манжета образует, по существу,постоянную форму сечения вдоль ее продольной оси, когда одна или более камер находятся в наполненном состоянии. 10. Наполняемая вставляемая деталь по одному из пп.6-8, в которой манжета образует, по существу,-5 009183 постоянную форму сечения вдоль ее продольной оси, когда все камеры находятся в наполненном состоянии. 11. Наполняемая вставляемая деталь по п.6, в которой сердцевина выполнена в виде жесткой рамы,а манжета выполнена полужесткой так, что наполнение указанных камер вызывает увеличение в объеме,по меньшей мере, участка манжеты и, таким образом, образование полой формы. 12. Устройство, предназначенное для формования, по существу, полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей так, что каждые соседние профили образуют между собой полость, причем устройство включает опалубку, имеющую средство для образования наружной поверхности по меньшей мере одной из указанных внешних стенок панели; множество обособленно разнесенных наполняемых вставляемых деталей, образующих полость, по любому из пп.1-11, расположенных в пределах опалубки; наполняющие устройства, выполненные с возможностью соединения со вставляемыми деталями; и устройство для ввода затвердевающей смеси повышенной влажности в опалубку. 13. Устройство по п.12, в котором опалубка имеет, по существу, вертикальную ориентацию. 14. Устройство по п.12 или 13, в котором затвердевающая смесь повышенной влажности введена в нижний участок опалубки. 15. Устройство по любому из пп.12-14, в котором опалубка включает по меньшей мере две формующие детали, образующие внешние стенки панели. 16. Устройство по любому из пп.12-15, в котором опалубка включает по меньшей мере две подвижные формующие детали. 17. Устройство по любому из пп.12-14, в котором опалубка включает по меньшей мере одну неподвижную и по меньшей мере одну подвижную формующие детали, образующие внешние стенки панели. 18. Устройство по любому из пп.12-17, отличающееся тем, что вставляемые детали, образующие полость, выполнены с возможностью введения в опалубку и из нее. 19. Устройство по п.18, в котором вставляемые детали, образующие полость, выполнены подвижными посредством передвижения вдоль их продольной оси. 20. Устройство по любому из пп.12-19, включающее поддерживающую раму, выполненную с возможностью поднятия множества вставляемых деталей, образующих полость, в опалубку и из нее. 21. Устройство по любому из пп.12-17, в котором трубопровод подачи агента обеспечивает наполнение агентом каждой вставляемой детали. 22. Способ формования, по существу, полых стеновых панелей такого типа, в котором имеются разнесенные противоположные внешние стенки панелей, связанные множеством раздельных профилей так,что каждые соседние профили образуют между собой полость, используя устройство по любому из пп.12-21, причем указанный способ включает этапы, на которых осуществляют:(i) наполнение множества наполняемых вставляемых деталей, образующих полости;(ii) введение затвердевающей смеси повышенной влажности в опалубку, имеющую расположенные в ней наполняемые вставляемые детали, образующие полости;(iii) опорожнение множества наполняемых вставляемых деталей, образующих полости, когда затвердевающая смесь повышенной влажности достигает первой стадии затвердевания; и(iv) удаление таким образом сформованной стеновой панели из опалубки. 23. Способ по п.22, в котором множество наполняемых вставляемых деталей, образующих полости,удаляют из опалубки прежде, чем сформованная стеновая панель удалена на этапе (iv). 24. Способ по п.22 или 23, в котором подвижные формующие детали, если имеются, удаляют из опалубки прежде, чем указанная сформованная стеновая панель удалена на этапе (iv). 25. Способ по любому из пп.22-24, в котором к опалубке добавляют армирующую конструкцию до того, как затвердевающая смесь повышенной влажности достигает первой стадии затвердевания. 26. Способ по п.25, в котором армирующую конструкцию добавляют в опалубку прежде, чем затвердевающую смесь повышенной влажности вводят на этапе (i). 27. Способ по п.25 или 26, в котором армирующую конструкцию в виде сетчатой корзины изготавливают из твердого материала с относительно сильными эластичными свойствами. 28. Способ по любому из пп.25-27, в котором армирующую конструкцию, по существу, изготавливают из стекловолокна. 29. Способ по любому из пп.25-27, в котором армирующую конструкцию изготавливают из полипропилена или нейлона или другого подходящего материала. 30. Способ по любому из пп.22-29, в котором затвердевающая смесь повышенной влажности включает строительный гипс и стекловолоконные жгуты. 31. Способ по любому из пп.22-29, в котором затвердевающая смесь повышенной влажности включает смесь на основе цемента. 32. Способ по любому из пп.22-31, в котором затвердевающая смесь повышенной влажности включает средство для распалубки для легкого удаления сформованной стеновой панели из опалубки.-6 009183 33. Способ по любому из пп.22-32, в котором средство для распалубки добавляют в опалубку. 34. Способ по любому из пп.22-33, в котором множество наполняемых вставляемых деталей, образующих полости, наполняют введением наполняющего газа в камеры. 35. Способ по п.34, в котором используют в качестве газа воздух. 36. Способ по любому из пп.22-33, в котором множество наполняемых вставляемых деталей, образующих полости, наполняют введением наполняющей жидкости в камеры. 37. Стеновая панель, сформованная способом по любому из пп.22-36. 38. Стеновая панель по п.36, в которой полости имеют, по существу, постоянное поперечное сечение вдоль их продольной оси. 39. Стеновая панель по п.36 или 37, в которой полости простираются непрерывно между двумя противоположными концами панели. 40. Стеновая панель по любому из пп.36-39, в которой полости являются равноотстоящими по длине или ширине панели.
МПК / Метки
МПК: E04G 15/06, B28B 7/32
Метки: сборных, устройство, изготовления, стеновых, способ, панелей
Код ссылки
<a href="https://eas.patents.su/9-9183-sposob-i-ustrojjstvo-dlya-izgotovleniya-sbornyh-stenovyh-panelejj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления сборных стеновых панелей</a>
Опалубка для сборных железобетонных панелей
Номер патента: 5174
Опубликовано: 30.12.2004
Автор: Ху Тиан
МПК: B28B 7/02
Метки: железобетонных, панелей, опалубка, сборных
Формула / Реферат:
1. Опалубка для сборных железобетонных панелей содержит четырехугольную панель с основанием и четырьмя боковыми панелями, отличающаяся тем, что опалубка (10) содержит основание (14), которое имеет обособленный участок (20) и/или возвышенный участок (22), две параллельные зафиксированные разнесенные боковые панели (16) и две параллельные подвижные боковые панели (18), где обособленный участок (20) и/или возвышенный участок (22) расположен между...
Строительство большепролетных зданий с самораскреплением из составных несущих стеновых панелей и перекрытий
Номер патента: 7917
Опубликовано: 27.02.2007
Авторы: Смрчек Бранко, Скендзик Милован
Метки: перекрытий, большепролетных, строительство, самораскреплением, зданий, стеновых, несущих, составных, панелей
Формула / Реферат:
1. Составная стеновая панель 1, отличающаяся тем, что имеет два разных бетонных слоя 2 и 3, один толстый и один тонкий, оба армированные, по существу, двумя слоями стальной проволочной сетки 5 и непрерывно соединенные между собой по всей длине панели по меньшей мере двумя стенками 4 из тонкой стальной полосы, и при этом между ними образуется широкий промежуток, частично заполненный теплоизоляцией 10, приклеенной изнутри к внутреннему бетонному...
Лёгкая строительная панель, способ и устройство для непрерывного изготовления лёгких строительных панелей с минеральным заполнителем
Номер патента: 2651
Опубликовано: 29.08.2002
Авторы: Йарц Марьян, Зупанчич Данийел, Бахор Дарийя
МПК: E04C 2/292
Метки: непрерывного, панель, способ, минеральным, лёгкая, заполнителем, строительная, строительных, изготовления, лёгких, панелей, устройство
Формула / Реферат:
1. Легкая строительная панель, которая содержит (a) закрывающие средства для защиты от внешнего окружения; (b) формообразующие средства для придания формы и прочности; (c) заполнитель из минеральной ваты, и/или стекловаты, и/или комбинации изоляционных материалов; (d) соединительные средства для соединения закрывающих и/или формообразующих средств с заполнителем. 2. Легкая строительная панель по п.1, отличающаяся тем, что обладает следующими...
Способ и устройство для строительства из сборных и каркасных элементов
Номер патента: 6995
Опубликовано: 30.06.2006
Автор: Пауэлл Дэвид У.
МПК: E04B 1/20, E04C 3/20, E04B 1/21...
Метки: элементов, устройство, строительства, сборных, каркасных, способ
Формула / Реферат:
1. Плоскостной сборный строительный блок для передачи нагрузки на опорную поверхность, содержащий по существу, вертикальный первый краевой пояс и второй краевой пояс, расположенный на расстоянии от первого краевого пояса, при этом каждый краевой пояс содержит первый конец с базовой поверхностью, при этом базовая поверхность выполнена с возможностью передачи нагрузки от краевого пояса на опорную поверхность, второй конец, первую поверхность в той...
Устройство для обеспечения безмоментной опоры и контроля формы пластически деформированных панелей
Номер патента: 4362
Опубликовано: 29.04.2004
Авторы: Вибек Эрно, Григо Манфред
МПК: G01B 5/00
Метки: контроля, устройство, формы, безмоментной, опоры, панелей, деформированных, обеспечения, пластически
Формула / Реферат:
1. Устройство для обеспечения безмоментной опоры и контроля формы пластически деформированных панелей с помощью плунжеров и датчиков, при этом на опорной конструкции (1) закреплен набор размещенных в виде решетки гидравлических или пневматических плунжеров (2), которые связаны между собой таким образом, чтобы при укладке панели (8) на такой набор размещенных в виде решетки плунжеров происходило уравнивание давлений между этими отдельными...
Предыдущий патент: Саморегулирующийся способ очистки сточных вод и устройство для его осуществления
Следующий патент: Ветродвигатель баялиева
Случайный патент: Табачная плитка