Установка для непрерывного изготовления сварной металлической сетки
Формула / Реферат
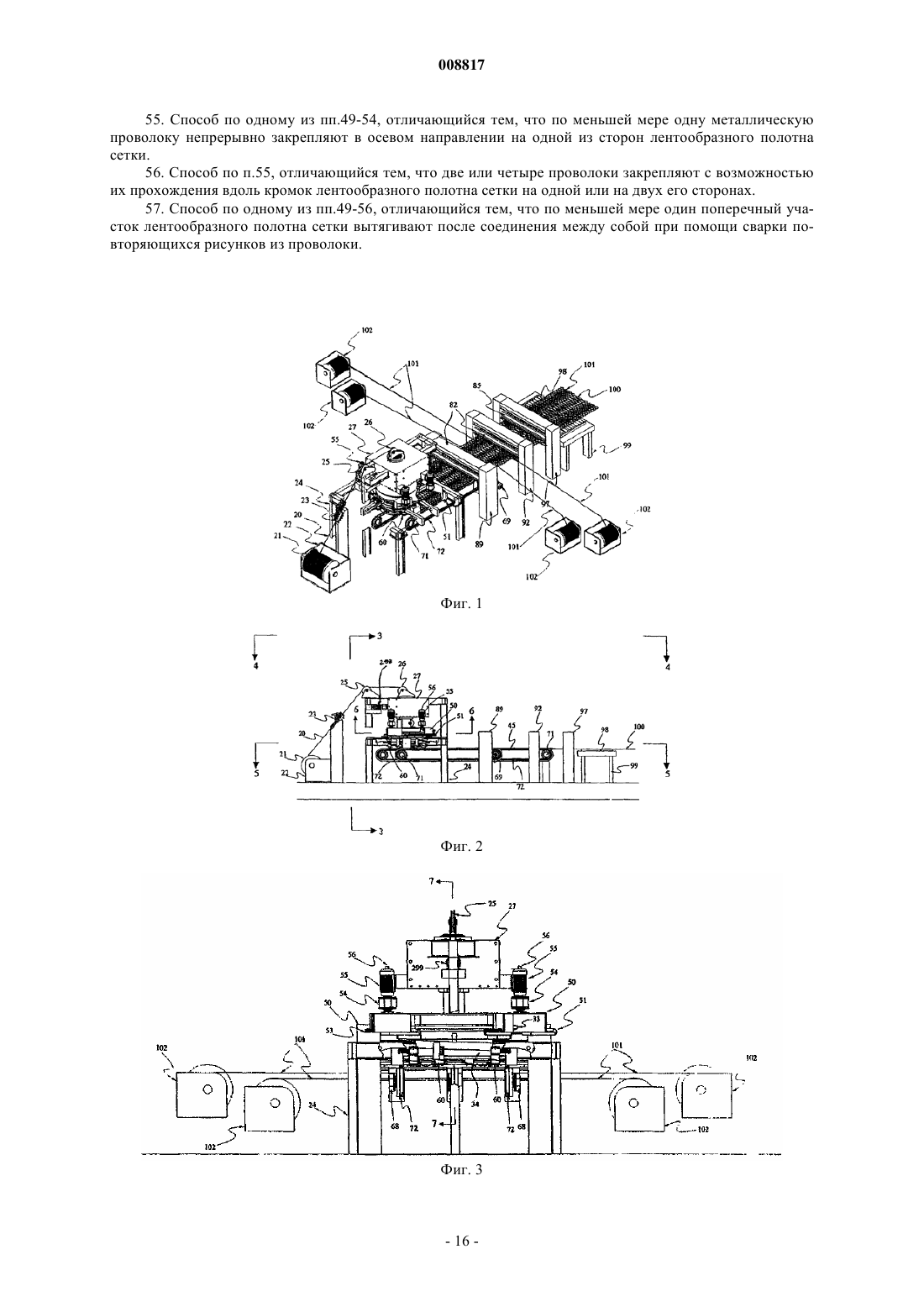
1. Установка для изготовления непрерывного лентообразного полотна металлической сетки при помощи одной и непрерывно подаваемой проволоки, изготовленной из гибкого металла, причем упомянутая сетка сформирована при помощи повторения в некоторой плоскости одного и того же рисунка из металлической проволоки, и каждый повторяющийся рисунок накладывается на предыдущий рисунок из проволоки с некоторым смещением на постоянный шаг в осевом направлении изготовления полотна сетки, отличающаяся тем, что содержит
ступень хранения металлической проволоки;
ступень непрерывного обеспечения установки металлической проволокой;
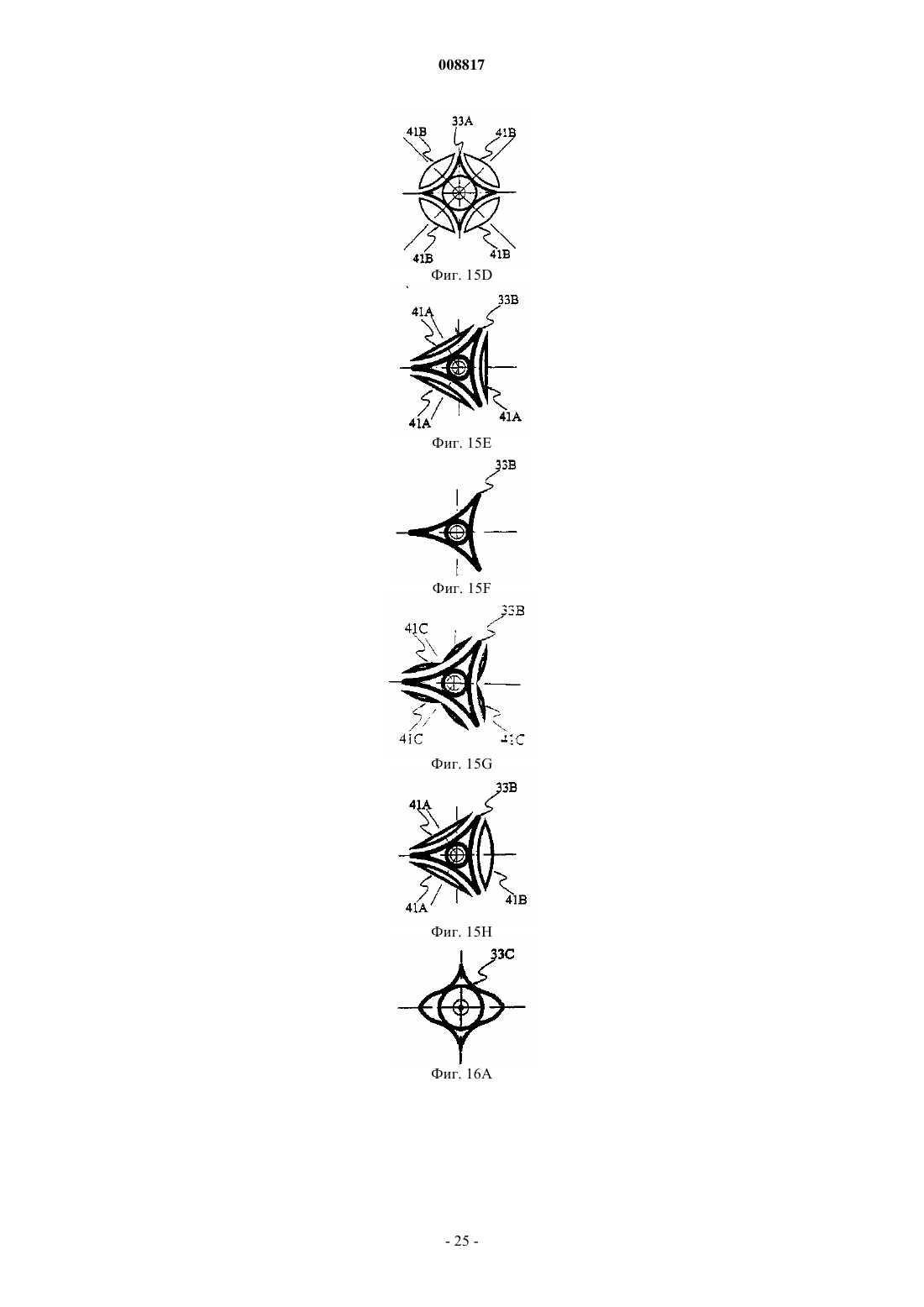
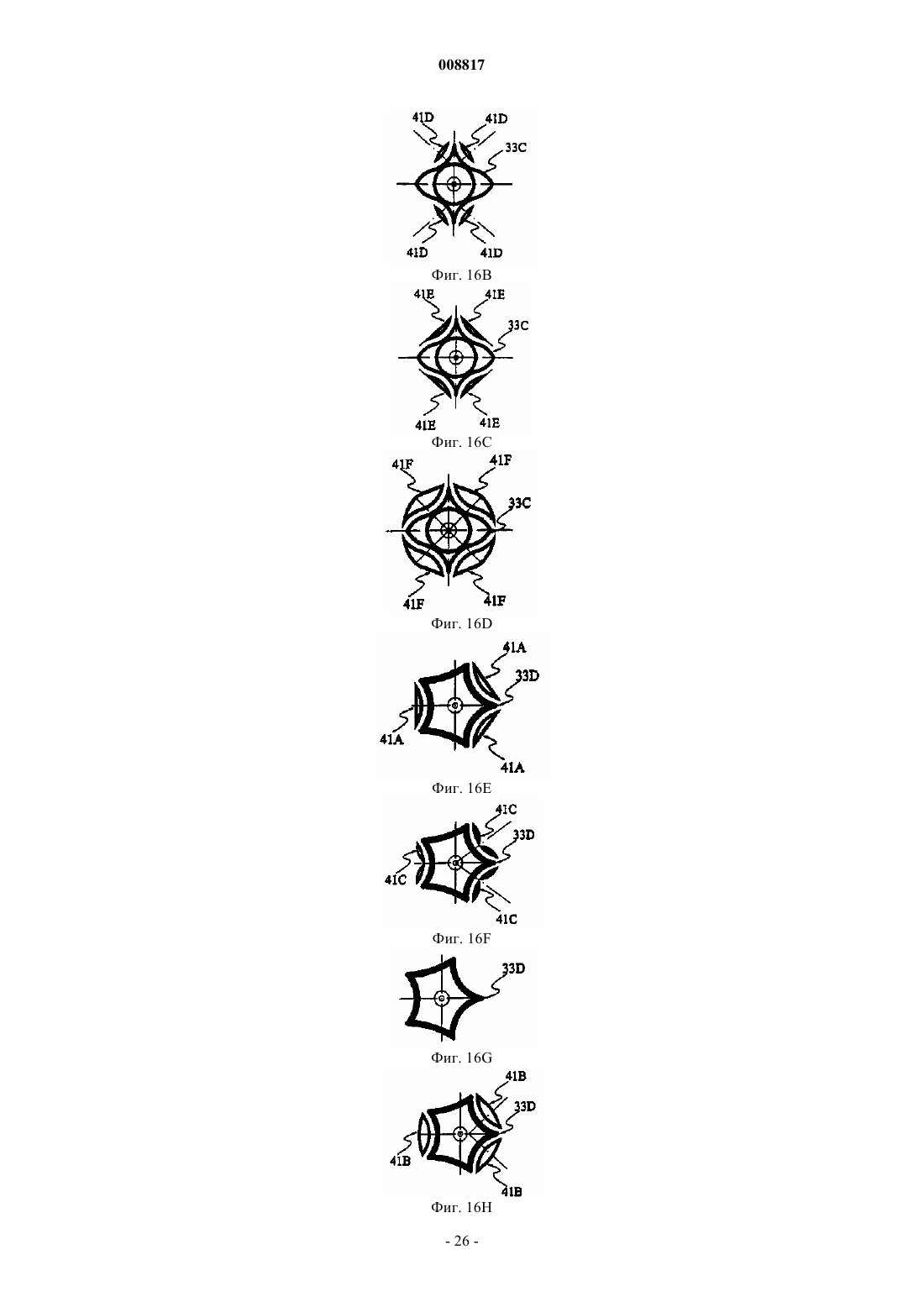
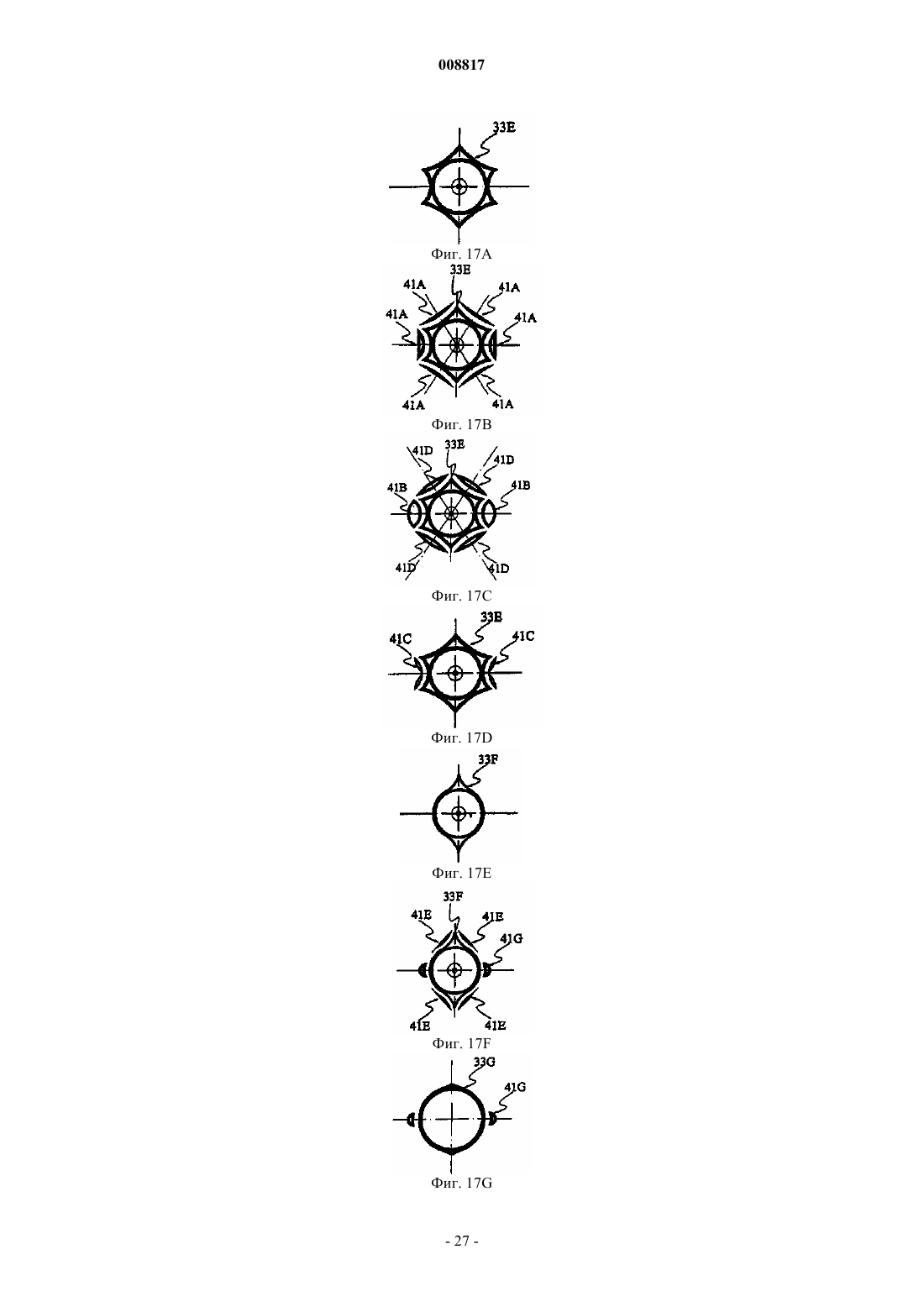
ступень формования, обеспечивающую придание металлической проволоке последовательности идентичных повторяющихся рисунков;
ступень передачи, предназначенную для последовательного перемещения упомянутых повторяющихся рисунков из металлической проволоки в плоскость формирования лентообразного полотна сетки;
ступень, предназначенную для удержания каждого повторяющегося рисунка из проволоки в некоторой плоскости и для его смещения на один шаг неизменной величины перед подачей следующего повторяющегося рисунка;
ступень взаимной фиксации повторяющихся рисунков из проволоки.
2. Установка по п.1, отличающаяся тем, что она дополнительно содержит устройство секционирования лентообразного полотна сетки, располагающееся по ходу изготовления позади средств взаимного скрепления повторяющихся рисунков из проволоки.
3. Установка по одному из пп.1 или 2, отличающаяся тем, что ступень хранения гибкой металлической проволоки представляет собой катушку проволоки, имеющую возможность свободно вращаться на ее опорном кронштейне.
4. Установка по одному из пп.1-3, отличающаяся тем, что ступень снабжения установки металлической проволокой содержит последовательно размещенные средства выпрямления проволоки, предназначенные для того, чтобы сделать ее прямолинейной, и по меньшей мере один направляющий ролик, ориентирующий проволоку в направлении поворотного устройства наматывания проволоки вокруг некоторого барабана.
5. Установка по одному из пп.1-4, отличающаяся тем, что ступень формования содержит барабан формования, удерживаемый неподвижным на период осуществления формования, вокруг которого наматывается металлическая проволока.
6. Установка по п.5, отличающаяся тем, что ступень формования является поворотной по отношению к оси формования.
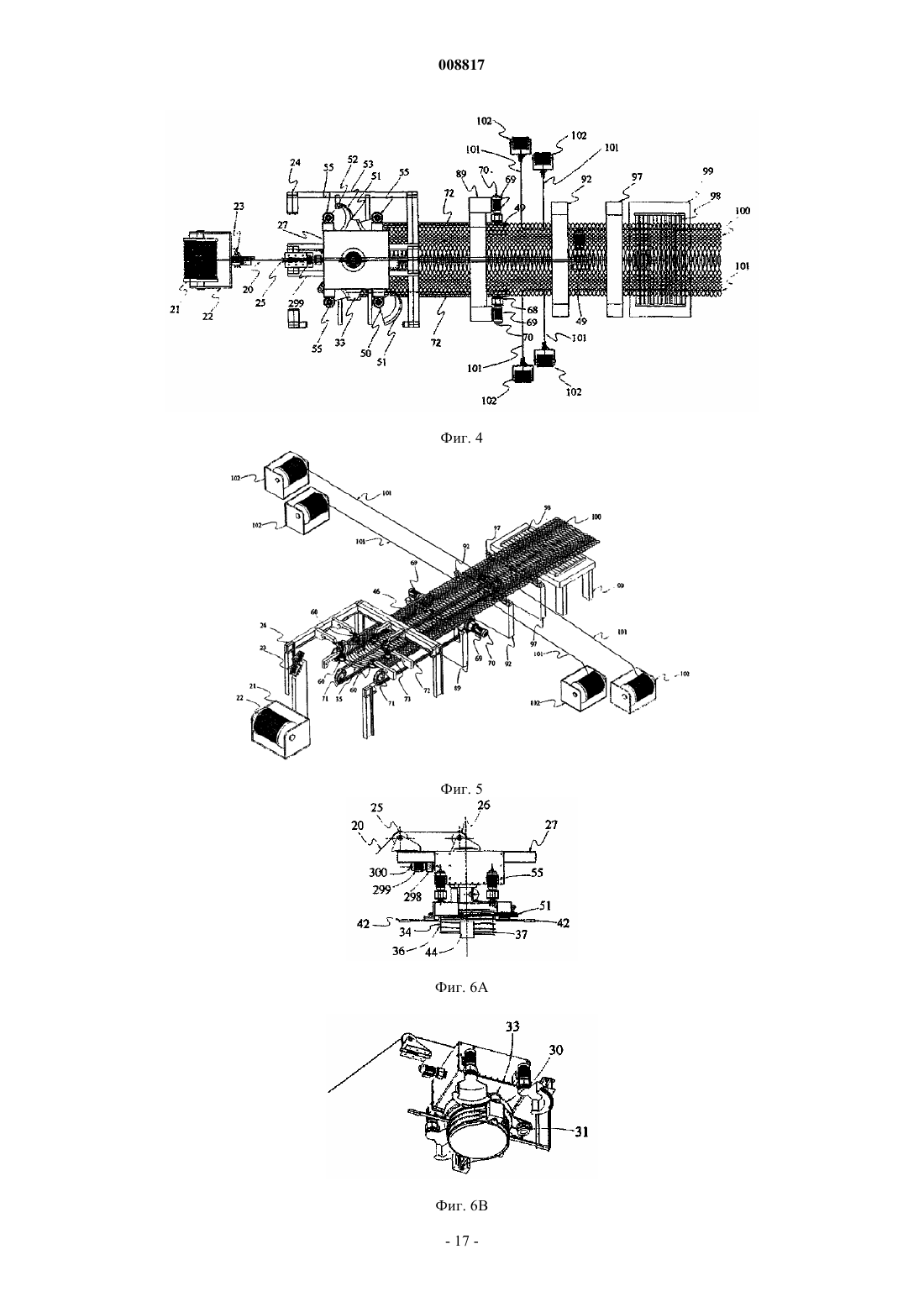
7. Установка по п.6, отличающаяся тем, что средства, предназначенные для плотного облегания проволокой формы упомянутого барабана, предусмотрены на его периферии, причем движение этих средств синхронизировано с движением наматывания проволоки.
8. Установка по одному из пп.5-7, отличающаяся тем, что ступень передачи каждого повторяющегося рисунка сетки представляет собой барабан разматывания, коаксиальный по отношению к барабану формования, оснащенный спиральными резьбовыми витками и приводимый во вращательное движение, синхронизированное со скоростью намотки проволоки, который позволяет обеспечить разъединение витков проволоки, образующих повторяющиеся рисунки сетки.
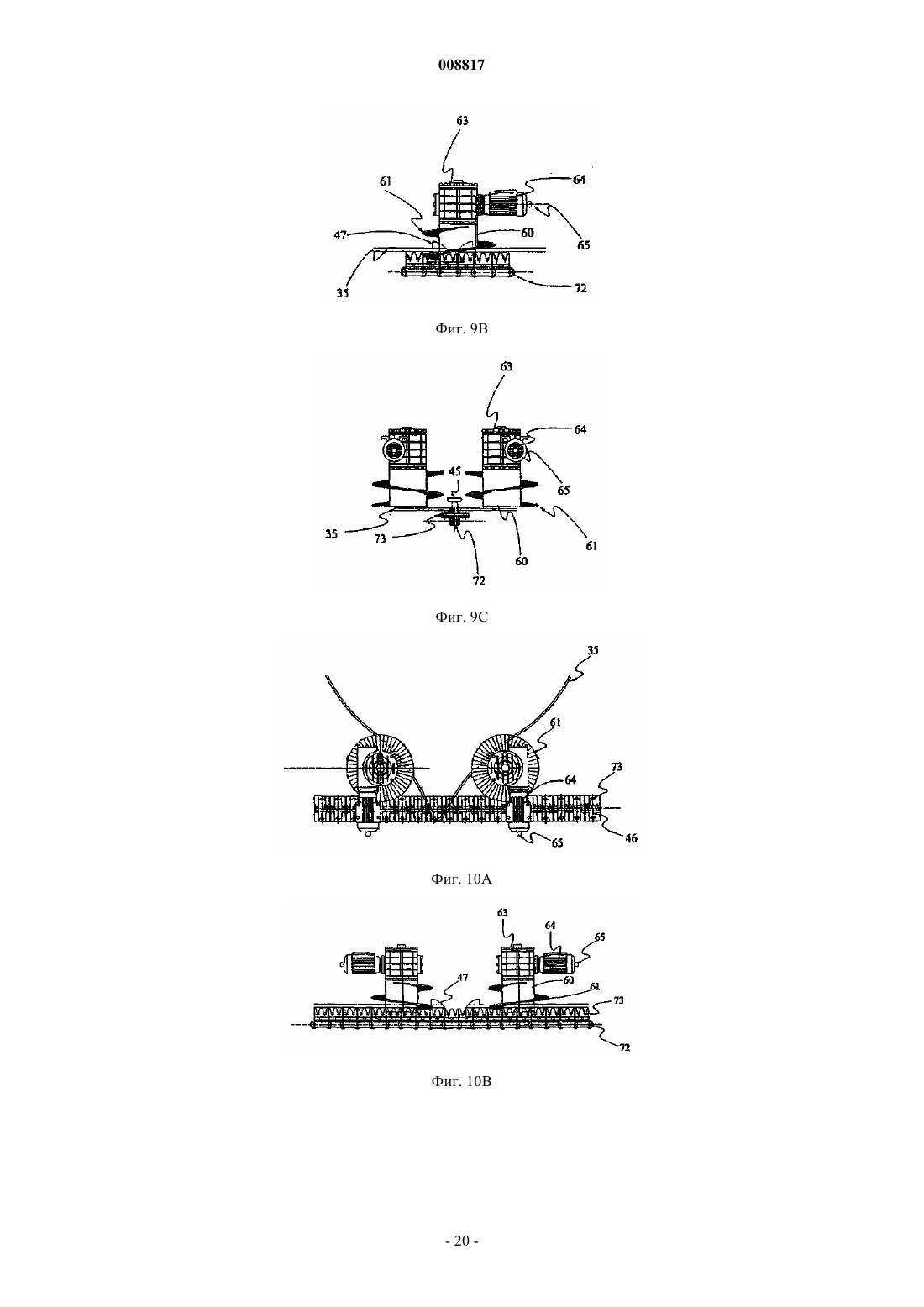
9. Установка по п.8, отличающаяся тем, что устройства, позволяющие укладывать каждый виток проволоки на плоскость формирования сетки, располагаются на периферии барабана разматывания, на уровне его конца, удаленного от барабана формования, причем движение этих устройств синхронизировано с движением упомянутого барабана разматывания.
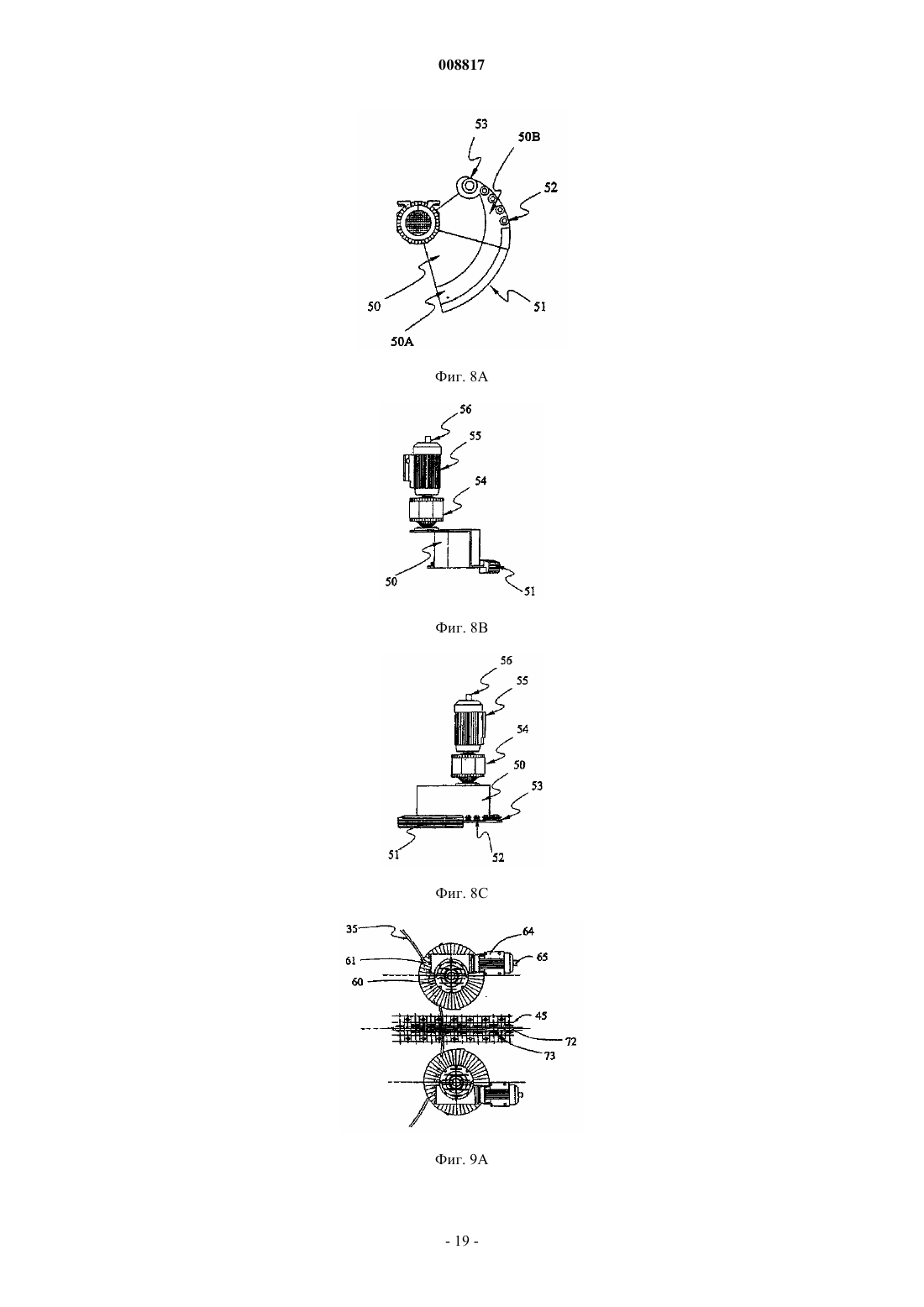
10. Установка по п.9, отличающаяся тем, что ступень, предназначенная для удержания каждого повторяющегося рисунка в плоскости формирования сетки и для смещения его на постоянный шаг перед приходом в упомянутую плоскость следующего повторяющегося рисунка, образована множеством бесконечных транспортерных лент, располагающихся параллельно и приводимых в движение с одной и той же скоростью, которая синхронизирована со скоростью формования повторяющихся рисунков из металлической проволоки, причем эти транспортерные ленты содержат зубья, располагающиеся через равные интервалы и позволяющие приводить в движение каждый повторяющийся рисунок из проволоки, уложенный на плоскость, которую они образуют.
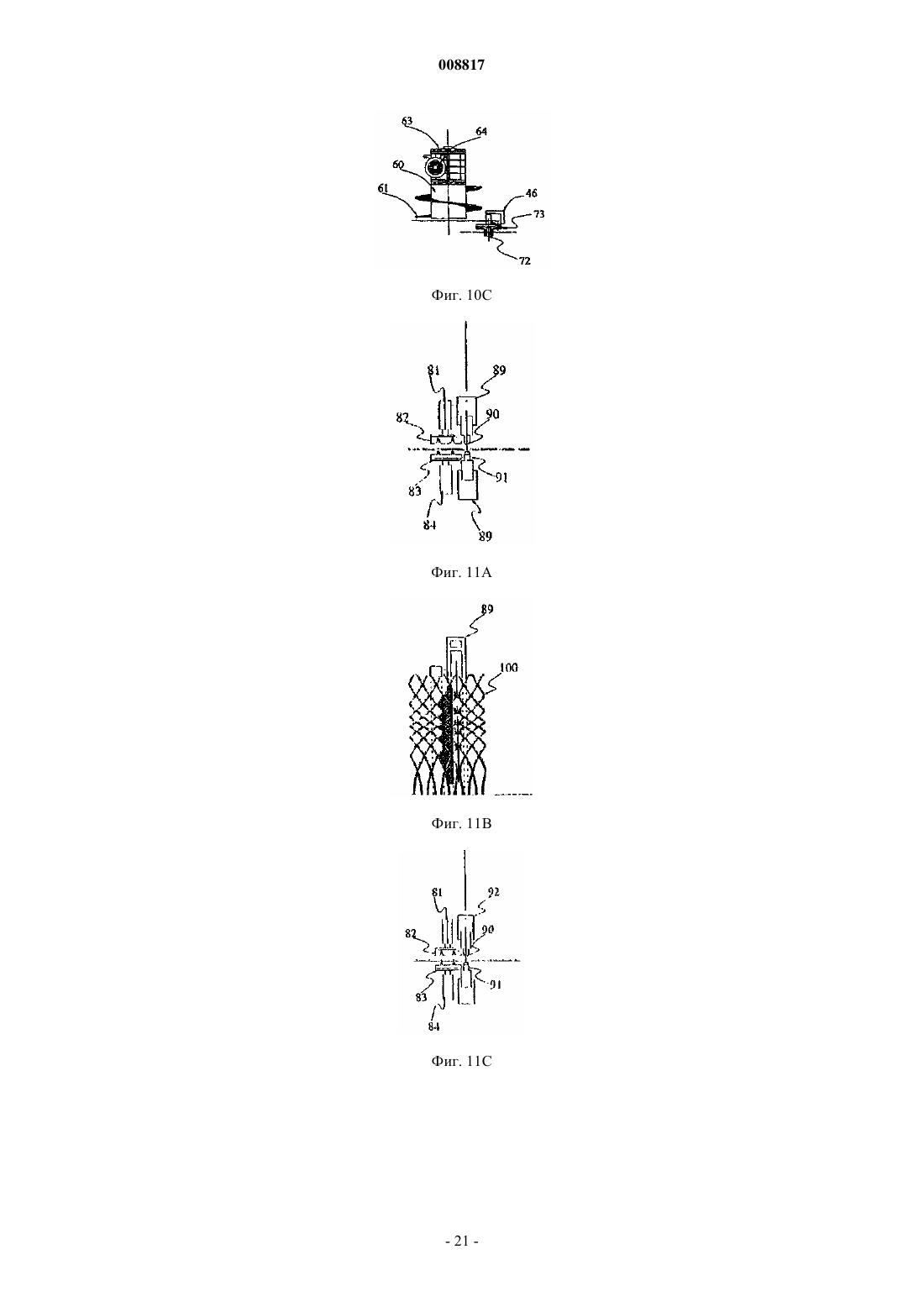
11. Установка по одному из пп.1-10, отличающаяся тем, что средства взаимного скрепления повторяющихся рисунков из металлической проволоки образованы по меньшей мере одним сварочным мостом, располагающимся поперечно по отношению к оси перемещения полотна сетки.
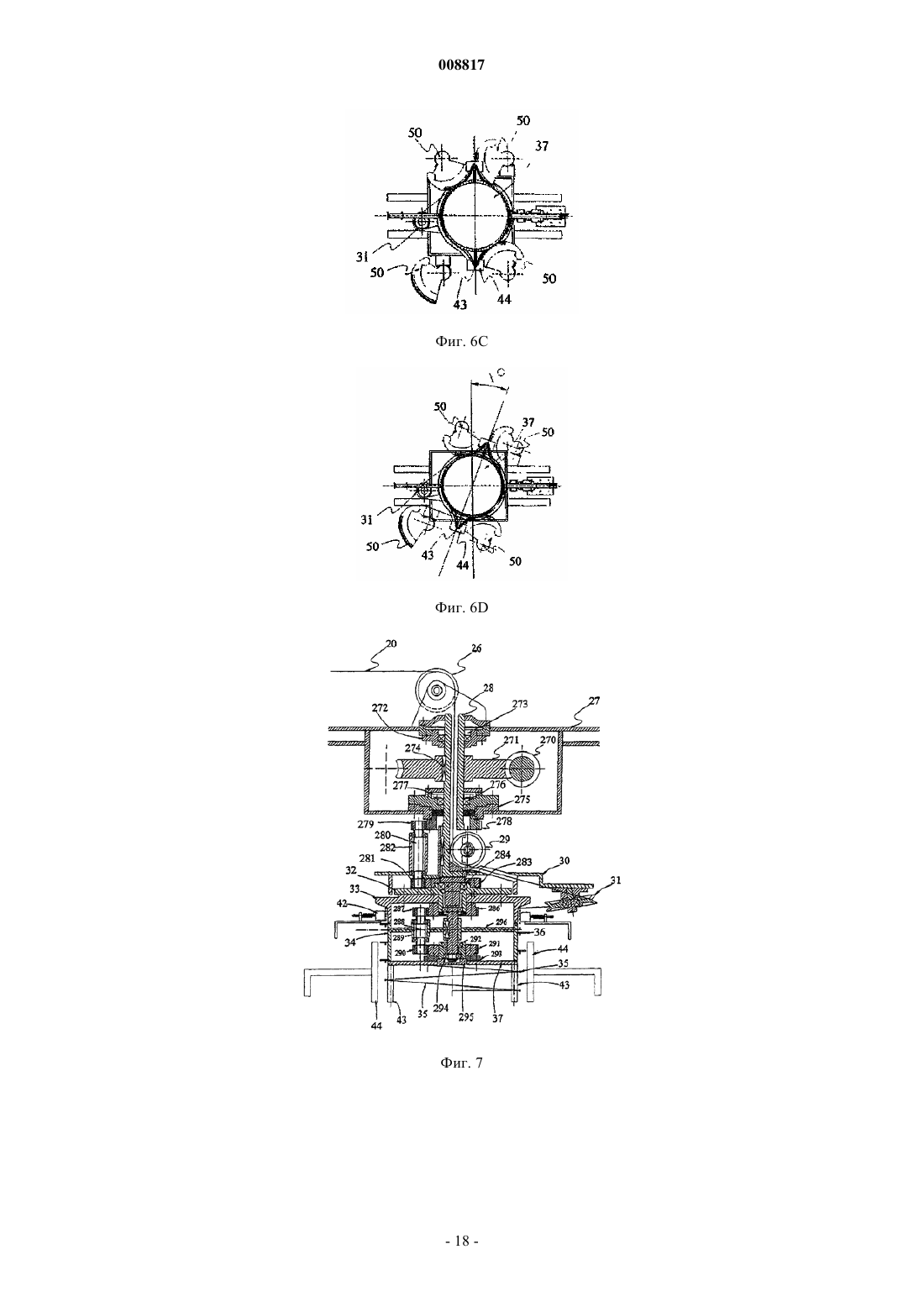
12. Установка по п.11, отличающаяся тем, что по меньшей мере один сварочный мост реализует сварку в вертикальном направлении, причем перед сварочным мостом располагается устройство, позволяющее удерживать в механическом контакте друг с другом повторяющиеся рисунки из проволоки, разделяющие одно и то же поперечное сечение.
13. Установка по п.11, отличающаяся тем, что по меньшей мере один сварочный мост осуществляет сварку в горизонтальном направлении.
14. Установка по одному из пп.4-13, отличающаяся тем, что устройство наматывания содержит полый вращающийся вал, через который проходит проволока после ее соответствующей пространственной ориентации при помощи по меньшей мере одного ролика, направляющего эту проволоку в сторону упомянутого вала, выход из которого оборудован направляющим роликом, переориентирующим эту проволоку в радиальном направлении, в сторону наружного направляющего ролика наматывания, ось которого образует острый угол с осью вращения устройства наматывания, круговое перемещение которого представляет радиус, превышающий радиус барабана наматывания.
15. Установка по п.14, отличающаяся тем, что упомянутое устройство наматывания приводится в движение при помощи электрического двигателя.
16. Установка по одному из пп.14 или 15, отличающаяся тем, что барабан формования располагается коаксиально по отношению к устройству наматывания и в продолжении упомянутого полого вала.
17. Установка по одному из пп.5-16, отличающаяся тем, что радиальные пружинные толкатели удерживают проволоку, намотанную вокруг барабана формования.
18. Установка по одному из пп.5-17, отличающаяся тем, что в случае, когда барабан формования содержит вдающиеся и/или вогнутые поверхности, на периферии барабана предусмотрено соответствующее количество прижимных устройств, обеспечивающих прижатие проволоки к одной или нескольким таким поверхностям, причем движение одного или нескольких таких устройств является синхронизированным со скоростью, задаваемой двигателем наматывания.
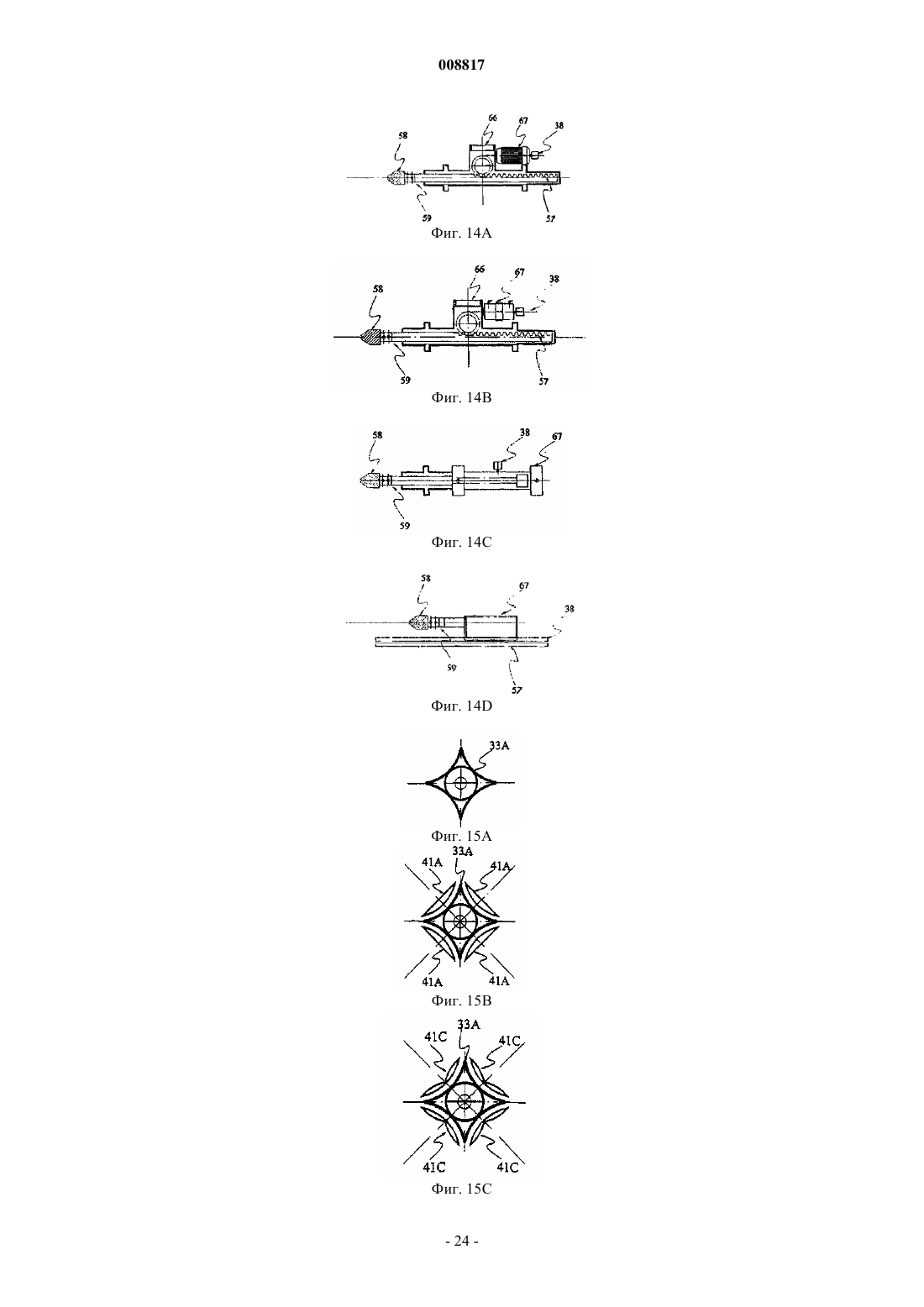
19. Установка по п.18, отличающаяся тем, что прижимное устройство, прижимающее проволоку к вогнутой поверхности, заставляя ее принять форму вдающейся дуги, представляет собой вращающийся орган с осью вращения, параллельной оси барабана, который оснащен крылом, перпендикулярным упомянутой оси, наружная кромка которого снабжена направляющими средствами для металлической проволоки, и имеет профиль, один участок которого плотно облегает форму вогнутой поверхности.
20. Установка по п.19, отличающаяся тем, что упомянутое крыло содержит две секции, причем первая секция имеет эллиптическую наружную кромку, снабженную по меньшей мере одним направляющим роликом для металлической проволоки, и вторая секция, представленная в непрерывном продолжении первой секции, образует дугу окружности и содержит боковой выступ, параллельный оси вращения и снабженный направляющей канавкой, причем вращение органа прижатия проволоки обеспечивает проникновение эллиптической секции первой в вогнутость поверхности барабана.
21. Установка по п.20, отличающаяся тем, что направляющие ролики упомянутой эллиптической секции представляют собой множество таких роликов, распределенных на ее кромке, причем ролик наибольшего диаметра, установленный на конце упомянутой секции, первым проникает в данную вогнутость.
22. Установка по п.18, отличающаяся тем, что прижимное устройство, прижимающее проволоку в углублении стенки барабана, представляет собой толкатель, съемная головка которого имеет форму, адаптированную к упомянутому углублению, причем эта головка является подвижной по поступательному движению, и ее перемещение программируется соответствующим образом для того, чтобы быть синхронизированным со скоростью наматывания проволоки.
23. Установка по п.22, отличающаяся тем, что упомянутый толкатель управляется при помощи двигателя, приводящего в движение через зубчатое зацепление зубчатую рейку, связанную с валом, на конце которого закреплена упомянутая головка.
24. Установка по п.22, отличающаяся тем, что толкатель приводится в движение при помощи поршня или при помощи линейного двигателя.
25. Установка по одному из пп.8-24, отличающаяся тем, что по меньшей мере одно фиксированное осевое направляющее устройство для витков проволоки, образующих повторяющиеся рисунки сетки, размещено вдоль и в продолжении упомянутого барабана разматывания, причем упомянутое направляющее воздействие обеспечивается при помощи по меньшей мере одного внутреннего направляющего элемента, располагающегося против наружного направляющего элемента, и каждая пара этих направляющих элементов ограничивает проход, соответствующий форме каждого витка проволоки, и располагается в функции резьбовых витков барабана разматывания, по меньшей мере, в том месте, где повторяющийся рисунок из проволоки выступает в направлении наружу.
26. Установка по одному из пп.9-25, отличающаяся тем, что устройства, обеспечивающие возможность укладки размотанных витков проволоки на плоскость формирования сетки, представляют собой валы с бесконечным винтом или шнеки, располагающиеся с равномерными интервалами на периферии и в осевом продолжении барабана разматывания, причем упомянутые валы приводятся во вращательное движение при помощи синхронизированных электрических двигателей таким образом, чтобы их индивидуальное или групповое приведение в действие было последовательным и позволяло обеспечить извлечение одного витка проволоки, образующего повторяющийся рисунок сетки, после другого.
27. Установка по одному из пп.10-26, отличающаяся тем, что плоскость формирования сетки при помощи последовательного смещения повторяющихся рисунков из проволоки представляет собой центральную цепь и две боковые цепи, снабженные зубьями приведения в движение упомянутых повторяющихся проволочных рисунков, причем эти цепи приводятся в движение при помощи двигателей, синхронизированных между собой и с двигателями упомянутых устройств со шнеками.
28. Установка по п.27, отличающаяся тем, что поверх упомянутых цепей располагается жесткая фиксированная направляющая и защитная лента.
29. Установка по одному из пп.27 или 28, отличающаяся тем, что пластины скольжения располагаются под полотном сетки на концах цепей, локализованных на некотором расстоянии от системы изготовления повторяющихся рисунков из проволоки.
30. Установка по одному из пп.11-29, отличающаяся тем, что в ней имеются два поперечных сварочных моста, действующих вдоль вертикального направления, причем перед каждым из этих сварочных мостов располагается мост удержания повторяющихся проволочных рисунков, образующих сетку, и каждый мост удержания оснащен двумя головками, располагающимися по одну и по другую стороны от полотна сетки, и каждая головка осуществляет свое действие в направлении другой головки.
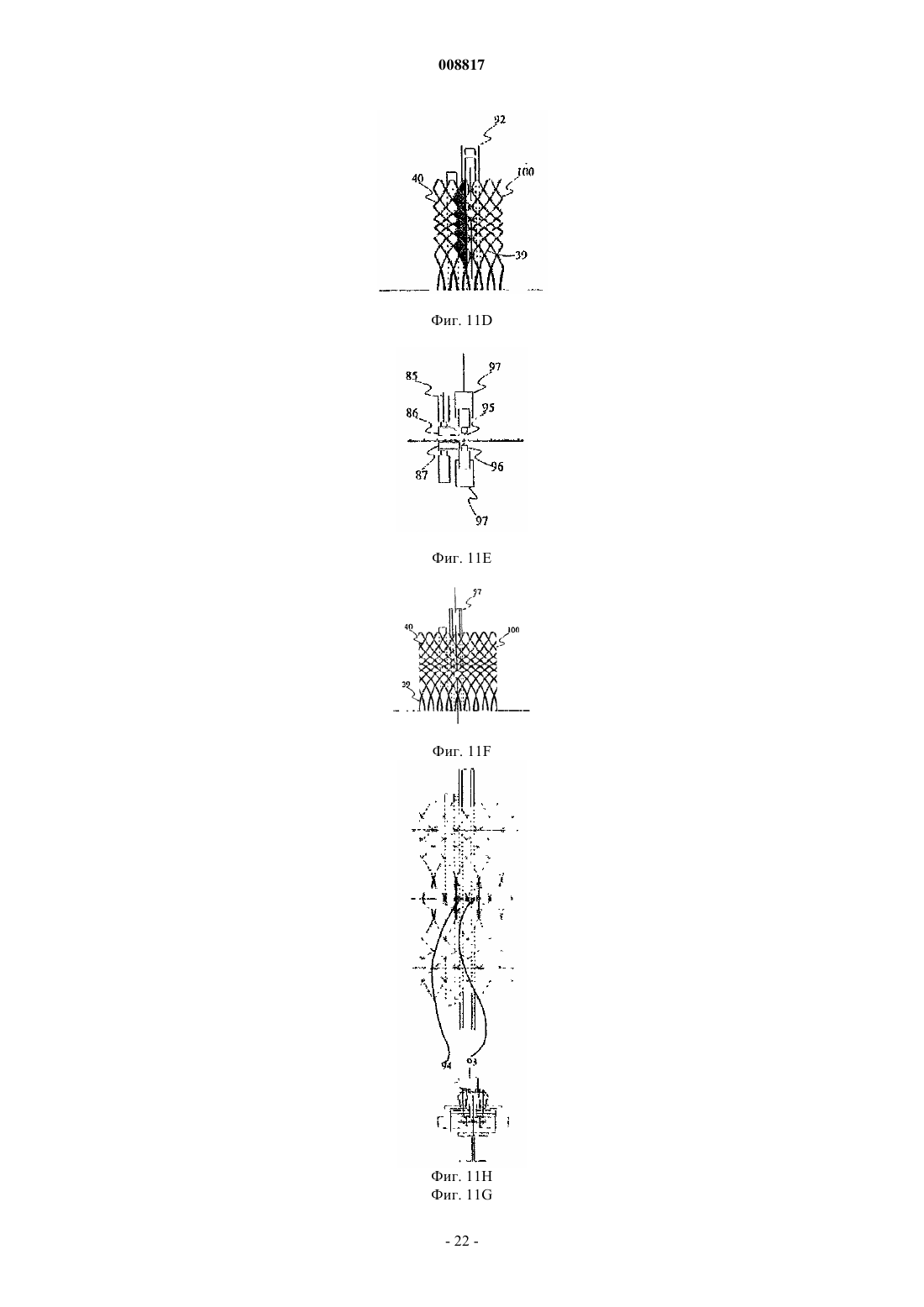
31. Установка по п.30, отличающаяся тем, что упомянутые головки мостов удержания являются съемными и имеют соответственно охватываемый и охватывающий рельефы, которые зависят от особенностей повторяющихся проволочных рисунков, образующих сетку, и позволяют обеспечить возможность взаимного проникновения для приведения этих повторяющихся проволочных рисунков в механический контакт друг с другом для осуществления сварки.
32. Установка по одному из пп.30 и 31, отличающаяся тем, что упомянутые сварочные мосты осуществляют точечную сварку, по меньшей мере, в некоторых точках взаимного пересечения повторяющихся проволочных рисунков вдоль поперечного направления и за 2 раза, соответствующих двум поперечным конфигурациям точек пересечения повторяющихся проволочных рисунков, образующих сетку.
33. Установка по одному из пп.11-29, отличающаяся тем, что она содержит один сварочный мост, действующий в горизонтальном направлении посредством по меньшей мере одной пары убирающихся головок, которые могут быть вставлены в две последовательно расположенные ячейки сетки в направлении движения полотна этой сетки.
34. Установка по одному из пп.27-33, отличающаяся тем, что упомянутые боковые цепи проходят вплоть до первого сварочного моста, тогда как центральная цепь проходит вплоть до второго сварочного моста.
35. Установка по одному из пп.5-29, отличающаяся тем, что барабан формования содержит главный корпус, на котором может быть закреплен по меньшей мере один дополнительный объем, предназначенный для модификации участка его наружной стенки формования.
36. Установка по п.35, отличающаяся тем, что упомянутый дополнительный объем конфигурируется таким образом, чтобы он вставлялся по меньшей мере в один участок вогнутой поверхности стенки барабана формования с возможностью формирования нового участка наружной стенки этого барабана, плоского или выпуклого.
37. Установка по п.35, отличающаяся тем, что упомянутый дополнительный объем конфигурирован таким образом, чтобы он вставлялся по меньшей мере в один участок вогнутой поверхности стенки барабана формования с возможностью формирования нового участка наружной стенки этого барабана, оснащенного углублением.
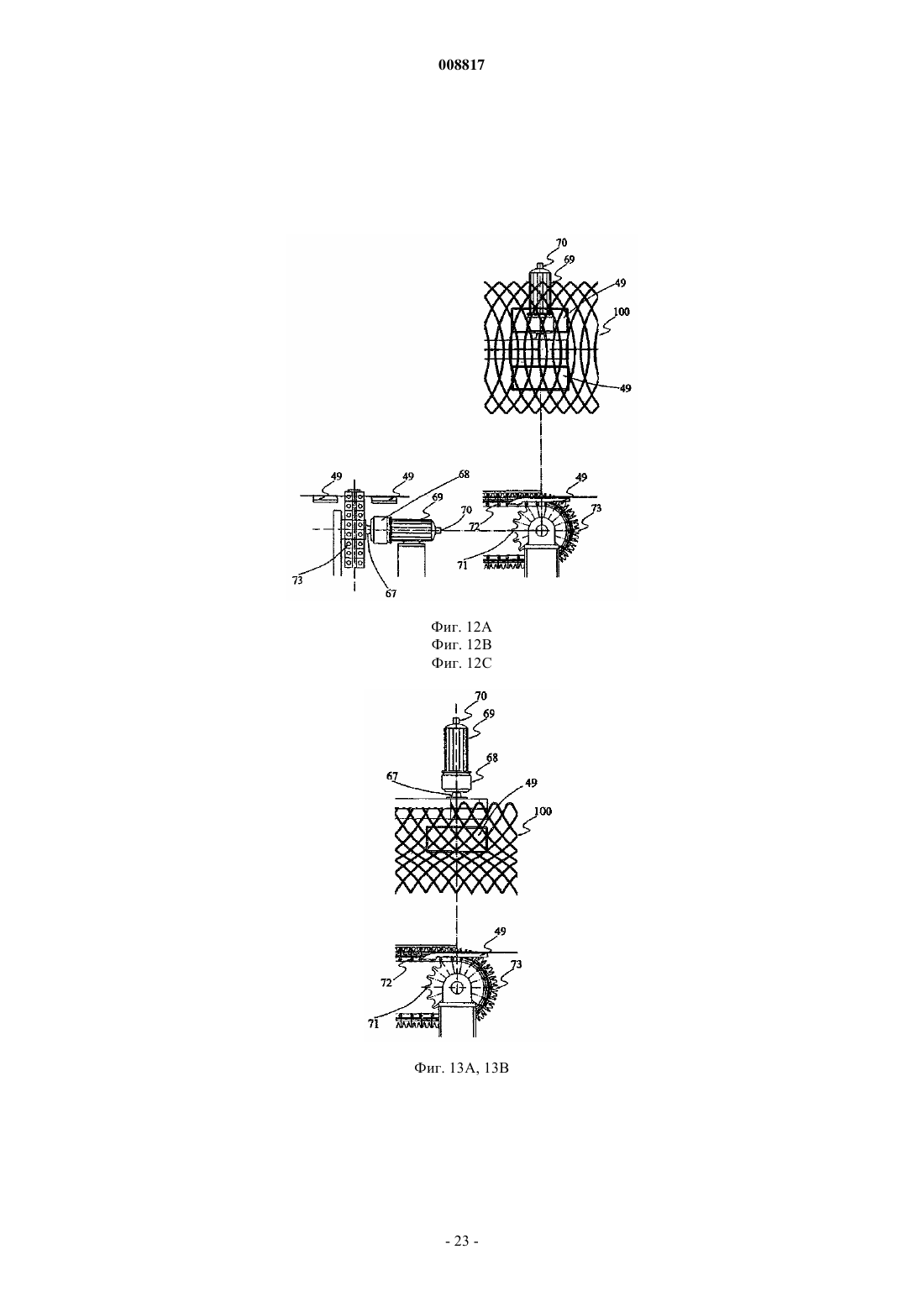
38. Установка по одному из пп.10-37, отличающаяся тем, что она содержит по меньшей мере одну катушку проволоки, располагающуюся сбоку от плоскости формирования сетки, причем эта проволока направляется к одной поверхности лентообразного полотна сетки в процессе его движения, переориентируется параллельно этому движению, после чего закрепляется на этом полотне сетки.
39. Установка по п.38, отличающаяся тем, что используются две или четыре упомянутые катушки, причем в этом случае проволоки с них направляются к одной или к обеим сторонам лентообразного полотна сетки.
40. Установка по одному из пп.1-39, отличающаяся тем, что она содержит ступень непрерывной осевой вытяжки по меньшей мере одного поперечного участка лентообразного полотна сетки.
41. Установка по п.40, отличающаяся тем, что упомянутая вытяжка осуществляется вдоль двух поперечных участков, проходящих вдоль боковых кромок лентообразного полотна сетки.
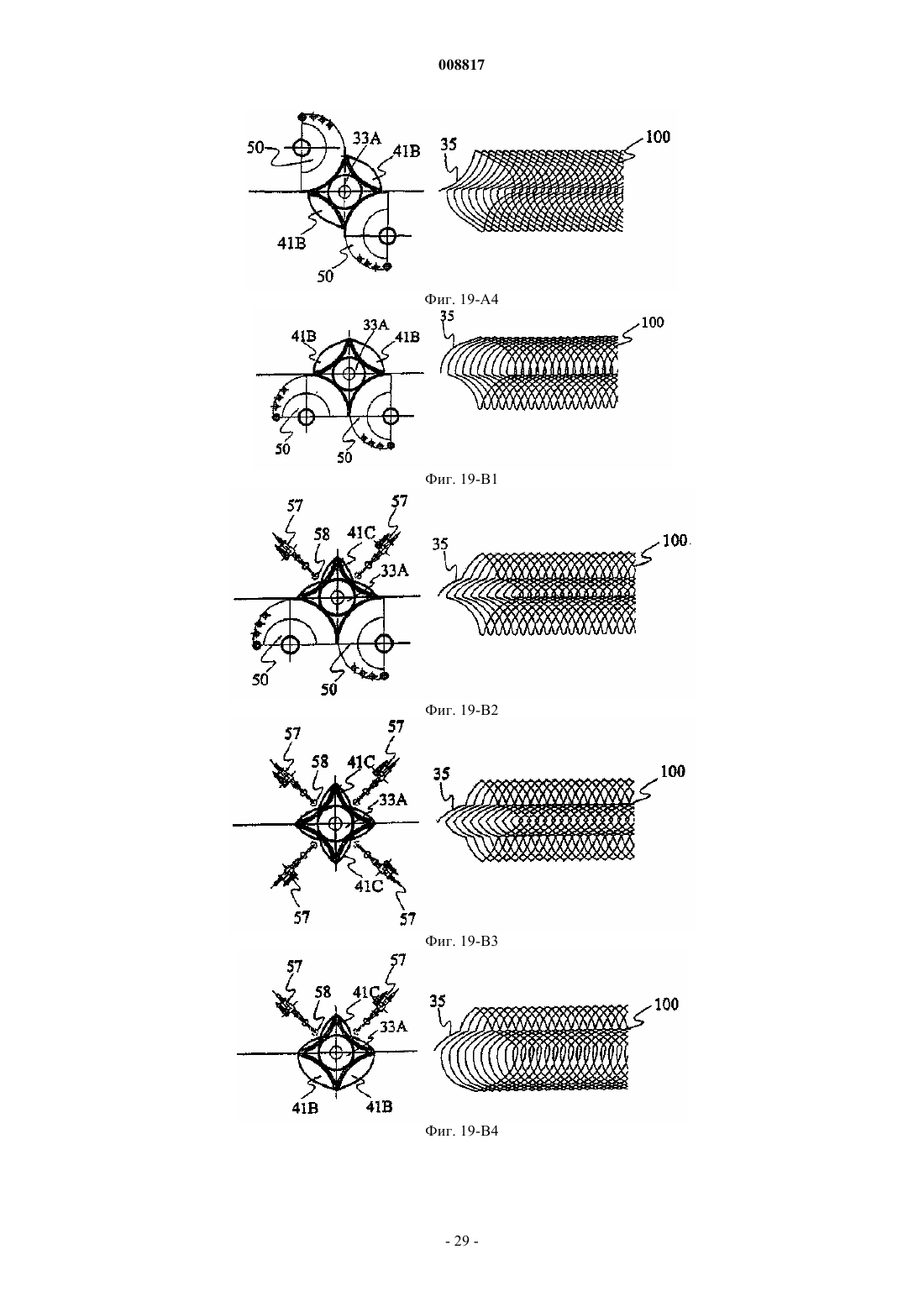
42. Установка по одному из пп.1-41, отличающаяся тем, что она содержит центральный электронный блок управления, параметры которого могут быть отрегулированы при помощи периферийных устройств, доступных для пользователя, причем этот центральный электронный блок обеспечивает обработку сигналов, поступающих от датчиков, контролирующих мгновенное состояние некоторых подвижных компонентов данной установки.
43. Установка по п.42, отличающаяся тем, что упомянутые периферийные устройства, доступные для пользователя, содержат экран монитора и клавиатуру.
44. Установка по одному из пп.42 или 43, отличающаяся тем, что упомянутый центральный электронный блок и периферийные устройства представляют собой часть микрокомпьютерной системы, содержащей программу управления данной установкой.
45. Установка по одному из пп.42-44, отличающаяся тем, что упомянутые датчики размещаются на различных двигателях установки и выдают информацию относительно положения и скорости вращения этих двигателей в любой момент времени.
46. Лентообразное полотно сетки, изготовленное при помощи установки по предшествующим пунктам, отличающееся тем, что оно сформировано путем повторения одного рисунка из проволоки, смещенного вдоль оси формирования этого полотна сетки, причем упомянутые повторяющиеся рисунки из проволоки скреплены друг с другом при помощи сварки на уровне, по меньшей мере, некоторых точек их пересечения.
47. Лентообразное полотно по п.46, отличающееся тем, что оно содержит по меньшей мере на одной из своих сторон по меньшей мере одну проволоку, которая непрерывно прикрепляется к нему в осевом направлении.
48. Лентообразное полотно по одному из пп.46 или 47, отличающееся тем, что оно содержит по меньшей мере на одном поперечном участке непрерывную вытяжку в осевом направлении.
49. Способ непрерывного изготовления лентообразного полотна сетъш посредством одной проволоки, отличающийся тем, что наматывают металлическую проволоку вокруг барабана формования, причем каждый виток проволоки представляет идентичный повторяющийся рисунок; разделяют витки проволоки в направлении оси барабана формования; укладывают витки проволоки на плоскость формирования сетки, ориентированную перпендикулярно по отношению к упомянутой оси барабана формования; производят непрерывное перемещение упомянутой плоскости, синхронизированное со скоростями наматывания, разделения и укладки витков проволоки, для создания некоторого смещения между этими витками проволоки и формирования последовательности упомянутых повторяющихся проволочных рисунков сетки; и скрепляют при помощи сварки, по меньшей мере, в некоторых точках взаимного пересечения упомянутые повторяющиеся рисунки из проволоки, образующие сетку.
50. Способ по п.49, отличающийся тем, что перед этапом намотки с целью формования повторяющихся рисунков упомянутая проволока непрерывно сматывается с одной катушки хранения.
51. Способ по одному из пп.49 или 50, отличающийся тем, что за этапом соединения при помощи сварки осуществляют этап секционирования лентообразного полотна сетки на участки требуемой длины.
52. Способ по одному из пп.49-51, отличающийся тем, что формование путем наматывания проволоки на барабан в том случае, когда наружная стенка этого барабана содержит по меньшей мере один вогнутый участок и/или по меньшей мере одно углубление, реализуют при помощи соответствующего количества устройств, предназначенных для прижатия проволоки к упомянутому участку наружной стенки барабана.
53. Способ поодному из пп.49-52, отличающийся тем, что этапы способа автоматизируют при помощи центрального электронного блока или микрокомпьютерной системы, оснащенной периферийными устройствами, позволяющими обеспечить ее регулировку пользователем, и реагирующей на информацию, поступающую от датчиков, контролирующих разворачивание различных этапов осуществления данного способа.
54. Способ по одному из пп.49-53, отличающийся тем, что в любой момент времени снимают информацию о скорости вращения и о положении датчиков, взаимодействующих с электрическими двигателями.
55. Способ по одному из пп.49-54, отличающийся тем, что по меньшей мере одну металлическую проволоку непрерывно закрепляют в осевом направлении на одной из сторон лентообразного полотна сетки.
56. Способ по п.55, отличающийся тем, что две или четыре проволоки закрепляют с возможностью их прохождения вдоль кромок лентообразного полотна сетки на одной или на двух его сторонах.
57. Способ по одному из пп.49-56, отличающийся тем, что по меньшей мере один поперечный участок лентообразного полотна сетки вытягивают после соединения между собой при помощи сварки повторяющихся рисунков из проволоки.

Текст
008817 Предлагаемое изобретение относится к установке, предназначенной для непрерывного изготовления лентообразного полотна сварной металлической сетки при помощи одной единственной металлической проволоки, а также к способу, осуществляемому с использованием упомянутой установки, и, наконец, к полученной таким способом однопроволочной сварной металлической сетке. Сформированная сетка находит разнообразное применение, в частности, вследствие того, что она имеет декоративный внешний вид и может быть использована в парках, садах или других общественных местах, в жилых домах и в общественных или частных зданиях и сооружениях и, в общем случае, в любых посещаемых людьми местах и сооружениях. В настоящее время сетка подобного рода обычно производится при помощи установок, в которых используется множество продольных проволок, которые сматываются и распрямляются параллельно с нескольких различных катушек. Количество этих катушек может быть различным и традиционно имеет величину от 8 до 48 шт. в зависимости от размеров полотна изготавливаемой сетки или решетки, в частности, в зависимости от ее ширины, которая в существующих установках определяется количеством проволок. После размещения используемых в данном случае проволок продольно и параллельно друг другу вторичные проволоки привариваются в поперечном направлении на уровне точек пересечения этих проволок при помощи устройств для точечной сварки. Полученная таким образом сетка или решетка содержит прямоугольные или квадратные ячейки, размеры которых представляют собой функцию промежутков, оставленных между основными продольными проволоками и вторичными поперечными проволоками. Такие ячейки всегда имеют вершины, сформированные проволоками, располагающимися под прямым углом друг к другу. Такая технология формирования сетки или решетки обладает определенными недостатками, а именно: такой способ формирования требует использования множества проволок и катушек, на которых они намотаны, что требует адаптированного соответствующим образом оборудования и соответствующего свободного пространства в окрестности данной установки. Кроме того, использование большого количества проволок и располагающихся параллельно друг другу катушек усложняет производственный процесс и сдерживает темп производства, в частности, вследствие того, что этот процесс требует выпрямления каждой проволоки и контроля операций их разматывания; кроме того, исключена возможность изготовления большого разнообразия декоративных рисунков в ячейках этой сетки или решетки, поскольку в данном случае имеется возможность обеспечить реализацию только квадратных или прямоугольных ячеек с прямыми углами при их вершинах. Предлагаемое изобретение, напротив, позволяет обеспечить очень большое разнообразие форм или рисунков для ячеек создаваемой сетки или решетки. Эти формы или рисунки ни в коей мере не ограничены геометрическими фигурами, содержащими прямые углы, но могут, в отличие от описанного выше варианта реализации, содержать дуги и закругленные участки. Кроме того, упомянутый результат обеспечивается вне зависимости от использования в параллельном положении некоторого количества проволок, но с использованием одной единственной проволоки. Таким образом, имеется возможность уменьшить количество технологического оборудования, необходимого для осуществления производственного процесса, и существенно упростить конструкцию производственной установки, повышая при этом скорость, производительность и многообразие возможностей производства. Уменьшение количества используемых проволок приводит к соответствующему уменьшению количества катушек и свободного пространства, которым необходимо располагать перед данной производственной установкой. В целом техническая задача данного изобретения состоит в разработке установки,существенно упрощенной по сравнению с предшествующими установками подобного типа и позволяющей обеспечить бесконечное разнообразие фигур и рисунков ячеек производимой сетки или решетки. Предлагаемая установка позволяет обеспечить изготовление непрерывного лентообразного полотна металлической сетки при помощи одной и непрерывно подаваемой проволоки, изготовленной из гибкого металла, причем упомянутая сетка формируется при помощи повторения в некоторой плоскости одного и того же рисунка из металлической проволоки, и каждый повторяющийся рисунок накладывается на предыдущий рисунок с некоторым смещением на постоянный шаг в осевом направлении изготовления лентообразного полотна сетки. Эта установка отличается тем, что она имеет в своем составе ступень хранения металлической проволоки; ступень непрерывного снабжения установки металлической проволокой; ступень формования, обеспечивающую придание упомянутой металлической проволоке последовательных идентичных повторяющихся рисунков; ступень передачи, предназначенную для последовательного перемещения каждого повторяющегося рисунка из металлической проволоки в плоскость формирования лентообразного полотна сетки; ступень, предназначенную для удержания каждого повторяющегося рисунка из проволоки в некоторой плоскости и для его смещения на один шаг неизменной величины перед переходом к следующему повторяющемуся рисунку; ступень скрепления упомянутых повторяющихся рисунков из проволоки между собой. Поскольку эта установка позволяет обеспечить изготовление сплошного лентообразного полотна сетки, она дополнительно имеет в своем составе устройство секционирования этого полотна сетки, рас-1 008817 полагающееся по ходу изготовления позади средств скрепления упомянутых повторяющихся рисунков из проволоки между собой. По существу, как и для установок подобного рода из существующего уровня техники ступень хранения гибкой металлической проволоки представляет собой просто катушку проволоки, имеющую возможность свободно вращаться на опорном кронштейне. Эта единственная катушка с проволокой занимает лишь незначительное пространство по сравнению с многочисленными катушками или бобинами, использовавшимися до настоящего времени. Ступень снабжения предлагаемой установки металлической проволокой имеет в своем составе последовательно размещенные средства выпрямления проволоки, предназначенные для того, чтобы сделать ее прямолинейной, и по меньшей мере один направляющий ролик, ориентирующий проволоку в направлении поворотного устройства наматывания проволоки вокруг некоторого барабана. Этот барабан, по существу, представляет собой неотъемлемую часть следующей ступени, т.е. ступени формования повторяющихся рисунков из проволоки, которая содержит барабан формования, удерживаемый неподвижным на период осуществления формования этих повторяющихся рисунков, и вокруг этого барабана наматывается металлическая проволока. Именно эти витки проволоки, полученные в результате намотки, образуют базовые повторяющиеся рисунки. Хотя и остающийся неподвижным на период осуществления операции формования, этот барабан имеет возможность поворачиваться относительно оси формования с целью увеличить количество поддающихся реализации повторяющихся рисунков из проволоки. Простого наматывания проволоки вокруг барабана формования часто оказывается недостаточно,для того чтобы проволока приняла форму стенки или наружной поверхности этого барабана. Именно поэтому на периферийной части барабана формования предусмотрены дополнительные средства, предназначенные для того, чтобы заставить проволоку плотно облегать поверхность упомянутого барабана,причем движение этих средств синхронизировано с движением наматывания проволоки. Цель упомянутой синхронизации состоит в том, чтобы обеспечить использование этих средств в подходящий момент при изготовлении каждого витка проволоки. После изготовления упомянутые витки проволоки не остаются намотанными вокруг барабана формования, а переходят на ступень передачи,которая представляет собой барабан сматывания, коаксиальный по отношению к барабану формования и оснащенный спиральными резьбовыми витками, приводимыми во вращательное движение, синхронизированное со скоростью намотки проволоки, которые позволяют обеспечить разъединение витков проволоки, образующих повторяющиеся рисунки сетки. Устройства, позволяющие укладывать каждый виток проволоки на плоскость формирования полотна сетки, располагаются затем на периферии барабана разматывания на уровне его конца, удаленного от барабана формования, причем движение этих устройств также синхронизировано с движением упомянутого барабана разматывания. После их формования витки проволоки, образующие базовые повторяющиеся рисунки сетки, отсоединяются друг от друга, после чего укладываются на одну и ту же плоскость, в которой и происходит формирование собственно сетки. Ступень, позволяющая удерживать каждый повторяющийся рисунок из проволоки в плоскости формирования собственно сетки и смещать его на некоторый постоянный шаг перед приходом следующего повторяющегося рисунка, образована множеством бесконечных транспортерных лент, располагающихся параллельно и приводимых в движение с одной и той же скоростью, которая синхронизирована со скоростью формования повторяющихся рисунков из металлической проволоки, причем эти транспортерные ленты содержат зубья, располагающиеся в равномерных интервалах и позволяющие приводить в движение каждый повторяющийся рисунок из проволоки, уложенный на плоскость, образованную этими лентами. Скорость движения упомянутых транспортерных лент влияет, в частности, на расстояние между различными повторяющимися рисунками из проволоки и, следовательно, на формирование ячеистой структуры, т.е. на форму и площадь каждой ячейки. Базовые повторяющиеся рисунки из проволоки, образующие сетку, позиционируются, таким образом, друг относительно друга перед тем, как в последующем быть зафиксированными в этом положении. Средства скрепления друг с другом повторяющихся рисунков из металлической проволоки образованы по меньшей мере одним сварочным мостом, располагающимся поперечно по отношению к оси перемещения полотна сетки, причем перед этим сварочным мостом может располагаться устройство, позволяющее удерживать в механическом контакте друг с другом повторяющиеся рисунки из проволоки, располагающиеся в одном и том же поперечном сечении. Следует отметить, что сварка может быть реализована при помощи по меньшей мере одного сварочного моста либо в вертикальном, либо в горизонтальном направлении. После этого изготовление лентообразного полотна сетки завершается. Устройство наматывания содержит, в частности, полый вращающийся вал, через который проходит проволока после ее соответствующей пространственной ориентации при помощи по меньшей мере одного ролика, направляющего эту проволоку в сторону упомянутого вала, выход из которого оборудован-2 008817 направляющим роликом, переориентирующим эту проволоку в направлении радиального вида, ориентированном в сторону наружного направляющего ролика наматывания, ось которого образует острый угол с осью вращения устройства наматывания. Круговое перемещение этого направляющего ролика представляет собой радиус, превышающий радиус барабана наматывания. Предпочтительно, чтобы устройство наматывания приводилось в движение при помощи электрического двигателя. Скорость вращения этого электрического двигателя, а также позиционирование внешнего направляющего ролика намотки являются основными параметрами для синхронизации всей установки в целом. Барабан формования располагается коаксиально по отношению к устройству наматывания и в продолжении упомянутого полого вала. Предпочтительно, чтобы радиальные пружинные толкатели удерживали проволоку, намотанную вокруг барабана. Функция этих толкателей состоит в том, чтобы не давать виткам проволоки распуститься вокруг неподвижного или статического барабана формования перед входом в следующий этап обработки. Как было отмечено выше, если барабан формования не содержит никаких вдающихся поверхностей, простой намотки проволоки может оказаться достаточно для реализации заданной формы проволочных витков. В противном случае, если этот барабан содержит по меньшей мере одну вдающуюся поверхность, т.е. вогнутую поверхность, на периферии этого барабана предусматривается соответствующее количество устройств, имеющих цель прижать проволоку к одной или нескольким таким вогнутым поверхностям, причем движение одного или нескольких таких устройств при этом синхронизируется со скоростью, задаваемой двигателем наматывания. В соответствии с одним из вариантов устройство, прижимающее проволоку к вогнутой поверхности, заставляя ее принять форму вдающейся дуги, представляет собой вращающийся элемент, ось вращения которого параллельна оси барабана и который оснащен крылом, перпендикулярным упомянутой оси,снабженным на своей наружной кромке направляющими средствами для металлической проволоки и имеющим профиль, сечение которого облегает форму соответствующей вогнутой поверхности. Предпочтительно, чтобы упомянутое крыло содержало две секции, причем первая секция должна содержать эллиптическую наружную кромку, снабженную по меньшей мере одним направляющим роликом для металлической проволоки, и вторая секция, находящаяся в непрерывном продолжении первой секции, должна формировать дугу окружности и содержать выступ, параллельный оси вращения и снабженный направляющей канавкой, причем устройство прижатия проволоки предусмотрено для того, чтобы эллиптическая секция первой проникала в вогнутость поверхности барабана. Также предпочтительно, чтобы направляющие ролики упомянутой эллиптической секции представляли собой множество таких роликов, распределенных вдоль ее кромки, причем ролик наибольшего диаметра, установленный на конце упомянутой секции, должен первым проникать в данную вогнутость. Такие устройства прижатия проволоки оказываются пригодными для использования в том случае,когда по меньшей мере один участок наружной стенки барабана формования содержит вогнутую поверхность. В случае формирования средства закрепления, например, в виде канавки или выемки, расширяющейся в направлении наружу, устройство, имеющее целью прижать проволоку в упомянутом средстве закрепления, выполненном в стенке барабана, представляет собой толкатель, съемная головка которого имеет форму, облегаемую упомянутой выемкой, причем эта головка движется поступательно и ее перемещение синхронизировано со скоростью намотки. В этом случае и в соответствии с одной из возможных конфигураций упомянутый толкатель управляется при помощи двигателя, приводящего в движение, через соответствующее зубчатое зацепление,зубчатую рейку, связанную с валом, на конце которого закреплена упомянутая головка. Альтернативным образом этот толкатель также может быть приведен в движение при помощи поршня силового цилиндра или при помощи линейного двигателя. На этой стадии изготовления сетки каждый виток проволоки имеет точную форму барабана формования и выполнен с возможностью его перемещения в направлении плоскости формирования сетки, где этот виток проволоки представляет собой базовый повторяющийся рисунок. При этом витки проволоки разъединяются при помощи барабана разматывания и по меньшей мере одно фиксированное осевое направляющее устройство для витков проволоки размещено вдоль и в продолжении упомянутого барабана разматывания. Упомянутое направляющее воздействие обеспечивается, по существу, при помощи по меньшей мере одного внутреннего направляющего элемента, располагающегося против наружного направляющего элемента. Каждая пара этих направляющих элементов определяет проход, соответствующий форме каждого витка проволоки, и располагается в функции резьбовых витков барабана разматывания, по меньшей мере, в том месте, где повторяющийся рисунок из проволоки представляет собой выступ в направлении наружу. На этой стадии каждый повторяющийся базовый рисунок сетки (размотанный виток проволоки) индивидуализируется и готов для использования в процессе изготовления сетки. Устройства, обеспечивающие возможность размещения размотанных витков проволоки на плоскости формирования сетки,представляют собой валы с бесконечным винтом или шнеком, располагающиеся с равномерными интервалами на периферии и в осевом продолжении барабана разматывания, причем упомянутые валы приво-3 008817 дятся во вращательное движение при помощи синхронизированных электрических двигателей таким образом, чтобы их приведение в действие было последовательным и позволяло обеспечить плавное извлечение одного витка проволоки, образующего повторяющийся рисунок сетки, после другого. Поскольку витки проволоки разматываются при помощи спиральных резьбовых витков барабана разматывания, они располагаются на выходе из этого барабана и соответствующих направляющих устройств вдоль плоскости, ориентация которой не является строго перпендикулярной по отношению к оси этих устройств. Таким образом, предпочтительно, чтобы упомянутые шнеки, которые принимают на себя каждый виток проволоки, приводились в движение последовательно в индивидуальном порядке или группами в зависимости от позиционирования того участка витка проволоки, к которому они относятся. Каждый виток проволоки или повторяющийся базовый рисунок сетки затем размещается в плоскости формирования, которая формируется при помощи последовательного смещения каждого повторяющегося рисунка из проволоки и представляет собой центральную цепь и две боковые цепи, снабженные зубьями приведения в движение упомянутых повторяющихся проволочных рисунков и приводимые в движение при помощи электрических двигателей, синхронизированных между собой и с двигателями устройств со шнеками. Предпочтительно, чтобы поверх упомянутых цепей располагалась жесткая фиксированная направляющая и защитная лента, предназначенная для того, чтобы сохранить относительное позиционирование витков проволоки. Кроме того, пластины скольжения располагаются под полотном сетки на концах цепей, локализованных на некотором расстоянии от системы изготовления повторяющихся рисунков из проволоки. На этой стадии изготовления сетка уже сформирована, но базовые повторяющиеся проволочные рисунки, формирующие сетку, не скреплены друг с другом. Такое скрепление реализуется посредством двух поперечных сварочных мостов, действующих вдоль вертикального направления, причем перед каждым из этих сварочных мостов располагается мост поддержания повторяющихся проволочных рисунков, образующих сетку, и каждый такой мост оснащен двумя головками, располагающимися по одну и по другую стороны от сетки, причем каждая головка осуществляет свое действие в направлении другой головки. Предпочтительно, чтобы головки мостов поддержания были съемными и представляли собой соответственно охватываемый и охватывающий рельефы, соответствующие повторяющимся проволочным рисункам, образующим сетку, обеспечивая, таким образом, возможность взаимного проникновения для приведения этих повторяющихся проволочных рисунков в механический контакт друг с другом для осуществления сварки. Таким образом, на этапе выполнения процесса сварки проволочные витки находятся в надежном контакте друг с другом. Сварочные мосты осуществляют точечную сварку, по меньшей мере, в некоторых точках взаимного пересечения повторяющихся проволочных рисунков вдоль поперечного направления и предпочтительно за два раза, соответствующих двум различным поперечным конфигурациям точек пересечения повторяющихся проволочных рисунков, образующих сетку. Действительно, повторение базовых проволочных рисунков, просто смещенных друг относительно друга, часто приводит к двум поперечным конфигурациям расположения по одной линии точек пересечения, требующих, следовательно, существования двух различных вертикальных сварочных мостов. Однако в данном случае также может быть использован один сварочный мост, действующий в горизонтальном направлении посредством по меньшей мере одной пары убирающихся головок, которые могут быть вставлены в две последовательно расположенные ячейки сетки в направлении движения этой сетки. Следует отметить, что упомянутые боковые цепи проходят вплоть до первого сварочного моста, тогда как центральная цепь - вплоть до второго сварочного моста. Главным элементом рассматриваемой установки остается барабан формования, поскольку он в целом определяет конфигурацию сетки. Этот барабан содержит главный корпус, на котором может быть закреплен по меньшей мере один дополнительный объем, предназначенный для модификации участка его наружной стенки, обеспечивающей формование. Эта возможность обеспечивает существенное расширение разнообразия базовых повторяющихся рисунков сетки, которые можно изготовить на данной установке. В частности, этот дополнительный объем может быть конфигурирован таким образом, чтобы он вставлялся по меньшей мере в один участок вогнутой поверхности стенки барабана для того, чтобы сформировать новый участок наружной стенки, например плоский или выпуклый. Возможно также, что этот дополнительный объем будет конфигурирован таким образом, чтобы он вставлялся по меньшей мере в один участок вогнутой поверхности стенки барабана для формирования некоторого нового участка наружной стенки, оснащенного углублением. Согласно возможной конфигурации установки в соответствии с предлагаемым изобретением установка может содержать по меньшей мере одну дополнительную катушку проволоки, располагающуюся сбоку от плоскости формирования сетки, причем проволока направляется к поверхности лентообразного-4 008817 полотна сетки в процессе ее движения, переориентируется параллельно этому движению, после чего закрепляется на этом сетчатом полотне. Предпочтительно использовать две или четыре дополнительные катушки, причем в этом случае проволоки с них направляются к одной или к обеим сторонам лентообразного полотна сетки. Установка в соответствии с предлагаемым изобретением также может содержать ступень непрерывной осевой вытяжки по меньшей мере одного поперечного участка лентообразного полотна сетки. В соответствии с одной из возможностей упомянутая вытяжка может быть осуществлена вдоль двух поперечных участков, проходящих вдоль кромок полотна сетки. Предлагаемая установка может быть автоматизирована при помощи центрального электронного блока управления, параметры которого могут быть настроены при помощи периферийных устройств,доступных для пользователя, причем этот блок обеспечивает обработку сигналов, поступающих от датчиков, контролирующих текущее состояние некоторых подвижных составляющих данной установки. Предпочтительно, чтобы упомянутые периферийные устройства, доступные для пользователя,представляли собой экран монитора и клавиатуру. Также предпочтительно, чтобы упомянутый центральный электронный блок и периферийные устройства представляли собой часть микрокомпьютерной системы, содержащей программу управления данной установкой. Наконец, элементы предлагаемой установки, на которых размещаются датчики, представляют собой органы управления различными вращающимися элементами, а именно электрическими двигателями. Эти датчики выдают информацию относительно положения и скорости вращения каждого из двигателей,на основе которой центральный электронный блок, снабженный программой управления установкой,осуществляет относительную синхронизацию совокупности этих двигателей для обеспечения функционирования данной установки. Как было сказано выше, предлагаемое изобретение относится не только к установке для изготовления непрерывного лентообразного полотна сетки, но и касается также самого полотна сетки, изготовленного при помощи предлагаемой установки, которое отличается тем, что оно сформировано путем повторения одного рисунка из проволоки, смещенного вдоль своей оси формирования, причем упомянутые повторяющиеся рисунки из проволоки скреплены друг с другом при помощи сварки на уровне, по меньшей мере, некоторых точек их пересечения. Как было упомянуто выше, предлагаемое лентообразное полотно сетки может быть снабжено по меньшей мере на одной из своих сторон по меньшей мере одной проволокой, которая непрерывно прикрепляется к нему в осевом направлении. Альтернативным образом или дополнительно это полотно сетки может содержать по меньшей мере на одном поперечном участке непрерывную вытяжку в осевом направлении. Наконец, предлагаемое изобретение относится к способу непрерывного изготовления лентообразного полотна сетки при помощи одной единственной металлической проволоки, отличающемуся тем, что он включает в себя следующие этапы: наматывают металлическую проволоку вокруг барабана формования, причем каждый виток проволоки имеет идентичный повторяющийся рисунок; разделяют витки проволоки в направлении оси упомянутого барабана формования; накладывают витки проволоки на плоскость формирования сетки, ориентированную перпендикулярно по отношению к упомянутой оси барабана формования; непрерывно перемещают упомянутую плоскость, синхронно со скоростями наматывания, разделения и наложения витков проволоки, для создания смещения между этими витками проволоки и формирования последовательности повторяющихся рисунков сетки; скрепляют при помощи сварки, по меньшей мере, некоторые точки взаимного пересечения упомянутых повторяющихся рисунков из проволоки. Характеристики предлагаемого способа изготовления отражают потенциальные возможности описанной выше предлагаемой установки. Таким образом, в соответствии со способом по данному изобретению и перед осуществлением этапа намотки с целью формования повторяющихся рисунков упомянутая проволока непрерывно сматывается с одной единственной катушки хранения. Кроме того, вслед за этапом соединения при помощи сварки осуществляется этап секционирования полученного лентообразного полотна сетки на участки требуемой длины. Таким образом, пользователь данной установки может выбрать длину подлежащего изготовлению полотна сетки либо для реализации кусков этого полотна, имеющих предварительно определенную длину, либо для изготовления рулонов полотна сетки для дальнейшего промышленного использования. Как видно из изложенного, предлагаемый способ может различаться в зависимости от того, содержит или не содержит форма поверхности барабана формования вогнутые или углубленные части. Таким образом, формование путем наматывания проволоки на барабан, в том случае, когда наружная стенка этого барабана содержит по меньшей мере один вогнутый участок и/или по меньшей мере-5 008817 одно углубление, реализуется при помощи соответствующего количества устройств, предназначенных для прижатия проволоки к упомянутому участку наружной стенки барабана. Способ изготовления в соответствии с предлагаемым изобретением может быть автоматизирован при помощи центрального электронного блока или микрокомпьютерной системы, оснащенной периферийными устройствами, позволяющими обеспечить ее регулировку пользователем, и реагирующей на информацию, поступающую от датчиков, контролирующих разворачивание различных этапов осуществления предлагаемого способа. Более конкретно, упомянутые датчики взаимодействуют с электрическими двигателями и позволяют в любой момент времени иметь информацию об их положении и скорости их вращения. В соответствии со способом по данному изобретению имеется возможность, чтобы по меньшей мере одна металлическая проволока была непрерывно фиксирована в осевом направлении на одной из сторон лентообразного полотна проволочной сетки. Предпочтительно, чтобы две или четыре проволоки могли быть закреплены таким образом, чтобы проходить вдоль кромок полотна сетки на одной или на двух его сторонах. По меньшей мере один поперечный участок изготавливаемого полотна сетки, кроме того, может быть подвергнут непрерывной вытяжке после соединения при помощи сварки повторяющихся рисунков из проволоки между собой. Предлагаемое изобретение будет описано в дальнейшем более подробно со ссылками на приведенные фигуры: фиг. 1 представляет собой схематический вид в изометрии установки в соответствии с предлагаемым изобретением; фиг. 2 представляет собой схематический вид сбоку упомянутой установки; фиг. 3 представляет собой схематический вид спереди вдоль главной оси установки в направлении стрелок 3-3, представленных на фиг. 2; фиг. 4 представляет собой схематический вид сверху установки в соответствии с предлагаемым изобретением в направлении стрелок 4-4, показанных на фиг. 2; фиг. 5 представляет собой схематический вид в продольном разрезе предлагаемой установки в направлении стрелок 5-5, показанных на фиг. 2; фиг. 6 А-6D представляют собой различные схематические виды верхней части предлагаемой установки, поверх которой располагается ее часть, показанная на фиг. 5, в частности, в направлении стрелок 6-6; фиг. 7 представляет собой схематический вид в поперечном разрезе предлагаемой установки в направлении стрелок 7-7, показанных на фиг. 3; фиг. 8 А-8 С представляют собой различные схематические виды (спереди, сбоку и сверху) устройства прижатия проволоки к вогнутым поверхностям наружной стенки барабана формования; фиг. 9 А-9 С представляют собой различные схематические виды (спереди, сбоку и сверху) устройств наложения витков проволоки на центральную цепь; фиг. 10 А-10 С представляют собой различные схематические виды (спереди, сбоку и сверху) устройств наложения витков проволоки на боковые цепи; фиг. 11 А-11 Н схематически иллюстрируют три ступени сварки в установке в соответствии с предлагаемым изобретением, а также ступень секционирования, всякий раз на виде сверху и на виде сбоку; фиг. 12 А-12 С представляют собой различные схематические виды (спереди, сбоку и сверху) пластин скольжения, связанных с центральной цепью; фиг. 13 А и 13 В представляют собой схематические виды (сбоку и сверху) пластины скольжения,связанной с каждой боковой цепью; фиг. 14 А-14D схематически иллюстрируют толкатель, предназначенный для прижатия металлической проволоки к поверхности углубления поверхности барабана формования; фиг. 15 А-15 Н представляют собой схематические виды в поперечном сечении двух возможных конфигураций барабана формования с дополнительными объемами, модифицирующими исходную конфигурацию барабана; фиг. 16 А-16 Н представляют собой схематические виды других типов барабана формования; фиг. 17 А-17 Н представляют собой схематические виды еще нескольких типов барабана формования; фиг. 18 представляет собой блок-схему автоматизированного контроля изготовления; фиг. 19-А 1-19-N3 схематически представляют, каждая, для сетки, основанной на специфическом повторяющемся рисунке из проволоки, форму барабана формования, количество и конфигурацию устройств прижатия проволоки к поверхности этого барабана, конфигурацию полученной таким образом сетки и, в случае необходимости, поперечное сечение этой сетки. Прежде всего, следует отметить, что каждая из приведенных фигур не содержит всей совокупности цифровых позиций, обозначающих различные элементы, чтобы не перегружать бесполезным образом упомянутые фигуры. Вместе с тем, принимая во внимание сложность предлагаемой установки, каждая фигура подробно поясняет структуру той или иной части установки, которая в этом случае содержит совокупность необходимых цифровых позиций.-6 008817 Как можно видеть на фиг. 1, металлическая проволока (20), подаваемая в установку по изготовлению лентообразного полотна сетки, хранится намотанной на катушку (21), которая имеет возможность свободно вращаться в своем опорном кронштейне (22). На выходе катушки (21) проволока (20) прежде всего проходит через устройство выпрямления (23), которое имеет целью устранить, в случае необходимости, участки, содержащие складки или искривленные участки, после чего проволока проходит через два направляющих ролика (25, 26), которые ориентируют проволоку вплоть до входа в установку. Верхняя часть установки закрыта кожухом (27), который жестко связан, как и ряд элементов данной установки, с опорной конструкцией, обозначенной позицией (24) и образующей станину данной установки. Лентообразное полотно сетки (100) реализуется при помощи последовательного повторения одного рисунка из проволоки, образующего базовую структуру этой сетки (100), который повторяется с некоторым смещением на постоянный шаг. Таким образом, упомянутое лентообразное полотно сетки изготавливается непрерывно путем последовательного добавления одного и того же повторяющегося рисунка из проволоки на плоскость, материализованную при помощи трех бесконечных цепей (72), на которые укладывается каждый повторяющийся рисунок из проволоки, образующий основу данной сетки (100). Скорость перемещения упомянутых цепей (72), приводимых в движение при помощи приводных двигателей (69), синхронизированная со скоростью изготовления каждого повторяющегося рисунка из проволоки, позволяет определить шаг, разделяющий два таких последовательно расположенных повторяющихся рисунка. Наложение каждого базового повторяющегося проволочного рисунка сетки осуществляется при помощи бесконечных винтов или шнеков (60), распределенных вокруг вертикальной конструкции, образующей установку, изготавливающую каждый повторяющийся проволочный рисунок с использованием способа, который более подробно будет описан ниже. За этой установкой по ходу технологического процесса для обеспечения скрепления между собой различных повторяющихся проволочных рисунков с целью реализации полотна жесткой сетки (100) располагаются два сварочных моста (89, 92), установленных поперечно по отношению к этому полотну сетки. Устройство секционирования (97) располагается за вторым сварочным мостом (92) и позволяет секционировать или разрезать это полотно сетки на участки, имеющие предварительно определенную длину. Приемный стол (99), снабженный поперечными роликами (98), позволяет выполнять манипуляции с участками лентообразного полотна сетки по окончании его изготовления. Оба упомянутых сварочных моста (89, 92), а также устройство секционирования (97), содержат на своих входах, соответственно, устройство удержания упомянутого полотна сетки, имеющее в своем составе две головки, располагающиеся по одну и по другую стороны от этого полотна. Верхние головки (82, 85), которые можно видеть на фиг. 1, взаимодействуют с нижними головками и со сварочными головками так, как об этом более подробно будет сказано ниже. Катушки (102) металлической проволоки, располагающиеся по бокам предлагаемой установки, позволяют добавить по меньшей мере на одну сторону полотна сетки (100) в процессе его формирования дополнительные проволоки (101), которые прикрепляются к этому полотну сетки (100) вдоль его осевого направления. Проволоки (101), которые проходят в продольном направлении, например, в непосредственной близости от боковых кромок лентообразного полотна сетки (100), могут, в случае необходимости, подкреплять структуру этого полотна сетки. Эти дополнительные проволоки могут быть расположены, в предположении, что они закреплены на двух сторонах лентообразного полотна сетки (100), друг против друга или с некоторым смещением друг относительно друга. Изменение направления расположения дополнительной проволоки (101) между фазой подачи этой проволоки с катушки, в процессе которой она располагается, по существу, перпендикулярно по отношению к оси движения формируемого полотна сетки(100) и фазой ее прикрепления при помощи сварки к этому полотну сетки осуществляется известным образом, например, при помощи соответствующих направляющих роликов (на приведенных фигурах не показаны). На фиг. 2 представлены в целом те же самые элементы, которые показаны на фиг. 1, но с несколько более подробной детализацией элементов центрального корпуса предлагаемой установки, имеющего, по существу, вертикальную конфигурацию и располагающегося по оси кожуха (27). Конструкция, выполненная из профилированных элементов (24), поддерживает практически всю совокупность элементов этой установки. Бесконечные или замкнутые цепи (72) вращаются вокруг зубчатых колес (71), располагающихся на их продольных концах, причем одно из этих зубчатых колес непосредственно приводится в движение при помощи двигателя (69). На рассматриваемой фигуре, относящейся к вертикальной конфигурации упомянутой установки, представлено позиционирование устройств (50), позволяющих прижать проволоку к вогнутым участкам поверхности барабана формования, как об этом более подробно будет сказано ниже. Устройства, которые можно видеть на фиг. 1, приводятся в движение при помощи двигателей (55), оснащенных датчиками (56) положения и скорости вращения, и снабжены, в частности, элементом (51), реализующим упомянутое прижатие. Эти устройства прижатия также показаны на фиг. 3, причем двигатели (55) отделены от активного крыла (50) при помощи редуктора (54).-7 008817 Устройство наматывания, функционирование которого будет описано ниже со ссылками, в частности на фиг. 7, приводится в движение при помощи двигателя (299), который также можно видеть на фиг. 2. На фиг. 3 проиллюстрирован барабан разматывания (34) и его положение относительно бесконечных винтов или шнеков (60), позволяющих укладывать каждый виток проволоки на бесконечные транспортировочные цепи (72). В этом представлении можно видеть редукторы (68), которыми оборудованы двигатели (69), приводящие в движение упомянутые цепи (72). Редукторы (68) также показаны на фиг. 4, которая также показывает, что двигатели (69), предназначенные для приведения в движение трех бесконечных цепей (72), оборудованы датчиками (70) положения и скорости их вращения. Из фиг. 4 также следует, что центральная цепь (72) является более длинной,чем боковые цепи (72), которые заканчиваются сразу после первого сварочного моста (89), тогда как центральная цепь заканчивается сразу после второго сварочного моста (92). Этот вид сверху демонстрирует конфигурацию, в которой установлены четыре устройства прижатия проволоки, обеспечивающие возможность получения сетки, в которой каждый повторяющийся рисунок из проволоки имеет четыре вогнутые дуги. Как это будет показано далее, активная часть или активное крыло (50) этих устройств прижатия содержит два участка, наружные поля которых образуют две дуги с различными геометрическими характеристиками, непрерывно продолжающие одна другую, причем одна из этих дуг содержит направляющие ролики (52, 53), см. фиг. 8 А-8 С. Следует отметить, что на всех фигурах, описание которых приведено выше, некоторые части упомянутой конструкции (24) удалены для того, чтобы сделать более удобным понимание приведенных на них чертежей. Фиг. 5 позволяет наилучшим образом представить плоскость, в которой формируется сетка, т.е. плоскость, которая материализуется при помощи трех бесконечных цепей (72), оснащенных зубьями(73), позволяющими приводить в движение повторяющиеся рисунки из проволоки в том случае, когда они уложены на эти цепи при помощи шнеков (60). Эти шнеки, которые могут быть использованы, например, в количестве 7 шт., распределены в нижней периферийной части упомянутой выше установки по изготовлению проволочных витков, образующих базовые повторяющиеся рисунки данной сетки, и приводятся в действие последовательно, один за другим, для того чтобы обеспечить возможность плашмя уложить каждый виток проволоки, который на практике размещается с некоторым наклоном по отношению к плоскости формирования сетки (100). Согласно фиг. 6 А и 6 В барабан разматывания (34) снабжен резьбовыми витками (36), позволяющими индивидуализировать каждый виток проволоки (35). С каждой стороны от упомянутых резьбовых витков (36) наружное направляющее устройство (44) не позволяет виткам проволоки распускаться в направлении наружу. На фиг. 6 С и 6D более точно определено позиционирование и функционирование каждого наружного направляющего элемента (44) во взаимодействии с внутренним направляющим элементом (43), причем эти направляющие элементы имеют форму, фактически зависящую от конфигурации повторяющихся проволочных витков, полученных после наматывания проволоки на барабан формования. В данном случае для получения базового повторяющегося рисунка сетки, такой, например, которая показана на фиг. 5, необходимо добавить внутренние направляющие элементы (43), образующие утолщение с каждой стороны цилиндрического барабана (34) разматывания на уровне каждого резьбового витка (36) индивидуализации этих повторяющихся проволочных витков (35). Наружные направляющие элементы (44), размещающие в себе внутренние направляющие элементы (43), представляют, таким образом, соответствующую выемку. Внутренние направляющие элементы (43), в частности, закреплены на пластине (37), располагающейся под барабаном разматывания (34), см. фиг. 7. Внутренние (43) и наружные (44) направляющие элементы не располагаются на одном и том же уровне для того, чтобы соответствующим образом отражать наклон резьбовых витков (36). Как это можно видеть на фиг. 6 А, двигатель устройства наматывания (это устройство подробно можно видеть на фиг. 7) связан с этим устройством через редуктор (298) и оснащен датчиком (300) скорости его вращения и положения. Это устройство наматывания содержит, в частности, наружный ролик (31), обеспечивающий возможность наматывания проволоки вокруг барабана (33) формования, причем этот ролик (31) закреплен на вращающейся пластине (30), как это будет более подробно показано в разрезе на фиг. 7. Угловое положение системы формования и разматывания является изменяемым (см. фиг. 6D) таким образом, чтобы в еще большей степени расширить возможности создания повторяющихся рисунков из проволоки, которые могут быть использованы при изготовлении лентообразного полотна сетки в соответствии с предлагаемым изобретением. На фиг. 7 наглядно показано, что проволока (20) после ее прохождения через направляющий ролик(26) входит во внутреннее пространство полого вала (28), приводимого во вращательное движение при помощи двигателя (299) посредством вала с бесконечным винтом (270) червячной передачи, приводящим во вращательное движение зубчатое колесо (271), закрепленное шпоночным соединением на упомянутом валу (28) посредством шпонки (274). Вращающийся вал (28) поддерживается свободным по вращательному движению в кожухе (27) посредством шарикового подшипника (273), удерживаемого в гнезде втулки (272), которая сама закреплена на упомянутом кожухе (27). Такая же конструкция, содер-8 008817 жащая шариковый подшипник (276), связанное с ним гнездо (275) подшипника и втулку крепления (277),позволяет поддерживать этот вал в нижней листовой стенке кожуха (27). На выходе из этого полого вала (28) направляющий ролик (29), ось вращения которого ориентирована так же, как и ось вращения направляющего ролика (26), позволяет переориентировать проволоку в радиальном направлении по отношению к оси вращения вала (28). Затем эта проволока (20) направляется в сторону наклонного ролика (31), располагающегося на периферии вращающейся пластины (30), который позволяет обеспечить наматывание проволоки вокруг неподвижного барабана (33). Этот барабан(33) представляет собой барабан формования, придающий каждому витку проволоки форму базового повторяющегося рисунка данной сетки. Этот барабан формования удерживается при помощи пластины (32), оснащенной механической связью с полым валом (28), который, однако, не сообщается по вращательному движению с упомянутой пластиной (32) вследствие наличия шарикового подшипника (284). Тем не менее, необходимо иметь возможность изменять положение или горизонтальный угол барабана формования (33), который является фиксированным относительно полого вала (28), вращающейся пластины (30) и направляющего ролика (31). Таким образом, упомянутый барабан (33) является статичным, хотя вал, на котором он закреплен, является вращающимся вследствие наличия двух промежуточных зубчатых зацеплений. Одно из этих промежуточных зубчатых зацеплений (278) связано со станиной установки (27) наматывания, тогда как другое промежуточное зубчатое зацепление (283) присоединено к вращающейся пластине (32). Они связаны при помощи двух зубчатых сателлитов (279, 281). Эти зубчатые сателлиты закреплены на втулке (282), вращающейся вокруг вала (280), который удерживается при помощи вращающейся пластины (30), соединенной с полым вращающимся валом (28), что позволяет сделать неподвижным барабан формования (33). Кроме того, нижняя пластина (37), на которой закреплены, в частности, внутренние направляющие элементы (43), имеющие форму, точно повторяющую форму выступающих участков каждого витка проволоки, сформированного барабаном (33), является неподвижной, хотя она не закреплена на станине. Она также механически связана с концом полого вала (28), но при этом не перемещается и не вращается вместе с ним. Причина этого состоит в том, что здесь используется такая же конструкция с двумя промежуточными зубчатыми зацеплениями, причем одно из этих зубчатых зацеплений (286) закреплено на барабане (33) формования, тогда как другое зубчатое зацепление (291) жестко связано с упомянутой пластиной (37) нижнего конца. Два этих промежуточных зубчатых зацепления связаны при помощи сателлитов (287, 290), располагающихся по одну и по другую стороны от втулки (289) и вращающихся вокруг оси (288). Эта втулка (289) удерживается барабаном (34) разматывания, который сам связан с полым валом (28), вследствие чего пластина (37) остается неподвижной и свободно связанной с полым валом (28). Промежуточное зубчатое зацепление (291) связано с центральным валом через два шариковых подшипника (292, 294), причем этот центральный вал защищен крышкой (295). Собственно пластина(37) связана через опору (293) с промежуточным зубчатым зацеплением (291). Барабан (34) разматывания содержит центральную пластину (296), предназначенную для повышения жесткости конструкции. На фиг. 7 также можно видеть спиральные резьбовые витки (36), учитывающие различие уровней обработки проволоки между внутренними направляющими элементами (43) и внешними направляющими элементами (44), располагающимися по одну и по другую стороны от оси центрального вала (28). На уровне барабана формования (33) толкающие устройства (42), снабженные возвратными пружинами, обеспечивающими их контакт с витками проволоки в процессе наматывания, позволяют исключить ослабление натяжения наматывания. На фиг. 8 А-8 С более подробно представлены устройства прижатия проволоки к вогнутым участкам стенки барабана формования (33). Выше уже была описана механическая часть, позволяющая приводить в движение крыло (50), оснащенное двумя участками (50 А, 50 В), располагающимися перпендикулярно по отношению к оси вращения, причем кромки этих участков имеют различные геометрические характеристики. Прежде всего, кромка (52) представляет собой отрезок эллипса, тогда как кромка (51) представляет собой дугу окружности. Первый из упомянутых участков позволяет начать придание кривизны проволоке посредством направляющих роликов (52, 53) для того, чтобы обеспечить ее прижатие к вогнутой поверхности барабана (33). Участок с кромкой в виде дуги окружности (51) содержит более толстый боковой выступ, оснащенный канавкой, также позволяющей направлять соответствующим образом проволоку (20). Как это можно видеть на фиг. 8 А, вращение устройства прижатия осуществляется в тригонометрическом направлении, т.е. это означает, что проволока прежде всего направляется роликом самого большого диаметра (53), а затем направляется роликами меньшего диаметра (52), которые начинают проталкивать проволоку внутрь полости в наружной стенке барабана (33), причем поле (51) завершает прижатие, обеспечивая полное облегание проволокой формы данной вогнутости. На фиг. 9 А-9 С более подробно представлено функционирование бесконечных винтов или шнеков,позволяющих размещать каждый виток проволоки на цепи (72), снабженной зубьями (73). Каждый из валов шнеков (60), снабженный спиральными губками (61), приводится во вращательное движение при помощи двигателя (64), на выходе которого располагается редуктор (63). При этом каждый такой двига-9 008817 тель также содержит датчик (65) скорости его вращения и положения. Спиральный виток (61) начинается в верхней части, на уровне нижнего конца барабана разматывания (33), см. фиг. 3, и завершается на уровне донной части впадины цепи (72), разделяющей два упомянутых зуба (73). В примере, представленном на фиг. 9 А-9 С, в котором используются шнеки (60), располагающиеся по одну и по другую стороны от центральной цепи (72), оба упомянутых двигателя вращаются, например, одновременно, но в противоположных направлениях. Таким образом, они дают возможность витку проволоки постепенно опускаться для того, чтобы оказаться вставленным между двумя смежными зубьями (73) центральной цепи (72). Защитное устройство (45) располагается над зубьями, причем проход, тем не менее, остается открытым с расширяющимся вверх направляющим элементом (47) для того, чтобы обеспечить возможность вставления витка проволоки (35) между двумя зубьями (73) и между двумя устройствами со шнеками (60). Такая же конфигурация, но используемая для боковых цепей, представлена на фиг. 10 А-10 С. Вследствие наклона витка проволоки (35) два устройства со шнеками, показанные на фиг. 10 А, приводятся в действие со смещением по времени по отношению к аналогичным устройствам, которые были представлены на фиг. 9 и 10 А. Для боковых цепей (72) верхняя защитная лента (46), имеющая Lобразное поперечное сечение, позволяет удерживать каждый виток проволоки между зубьями, причем эта защитная лента (46) содержит также отверстие между двумя двигателями для вставления каждого витка проволоки (35), содержащее расширяющиеся в направлении вверх направляющие (47). На фиг. 11 А и 11 В представлена конфигурация первого сварочного моста (89) осуществления точечной сварки, содержащего верхнюю (90) и нижнюю (91) сварочные головки, причем перед этой сварочной системой располагаются верхние (82) и нижние (83) зажимные губки удержания, жестко связанные соответственно с верхней (81) и нижней (84) головками удержания. Движение этих головок удержания и сварочных головок является одновременным, причем соответственно верхние (90, 81) и нижние(91, 84) головки жестко связаны между собой. Для обеспечения возможно более точного удержания верхняя зажимная губка (82) удержания содержит рельефы с выемками, которым соответствуют выпуклые рельефы, приданные нижней зажимной губке (83) удержания, причем эти рельефы имеют форму, по меньшей мере, частично соответствующую ячейкам подлежащих соединению при помощи сварки точек пересечения повторяющихся проволочных рисунков. Это та зона, которая показана заштрихованной на фиг. 11 В. Именно по этим соображениям зажимные губки (82, 83) удержания выполнены съемными и их конфигурация зависит от конфигурации базовых повторяющихся проволочных рисунков данной сетки (100). Та же операция воспроизводится и на уровне второго сварочного моста, представленного на фиг. 11 С и 11D, который соответствует второй поперечной конфигурации точек пересечения повторяющихся элементов сетки (100). Можно также использовать горизонтальную сварку, как это показано на фиг.11G и 11 Н, при помощи сварочных головок (93, 94). На уровне моста (97) секционирования функционирование предлагаемой установки является аналогичным. Две головки секционирования, соответственно верхняя (95) и нижняя (96), перемещаются в контакте друг с другом одновременно с головками удержания, соответственно верхней (86) и нижней (87),связанными с устройством (85) удержания, закрепленным на мосту (97) секционирования. Выше уже было сказано, что цепи (72) имеют ограниченную протяженность, а именно, вплоть до первого сварочного моста (89), что касается боковых цепей, и вплоть до второго сварочного моста, что касается центральной цепи. Пластины (49) скольжения, представленные на фиг. 12 А-12 С, предусмотрены по одну и по другую стороны от конца центральной цепи (72), облегчая прохождение лентообразного полотна сетки на выходе с этой центральной цепи (72). На уровне приводного двигателя (69) эта центральная цепь связана с зубчатым колесом (71) через редуктор (68) и соединительный вал (67). Такие пластины скольжения (49) существуют также в отношении боковых цепей (72), как это можно видеть на фиг. 13 А и 13 В. На фиг. 14 А-14D представлена конфигурация толкателя, позволяющего прижимать проволоку в углублениях барабана (33) формования. Эти толкатели содержат головку (58), конец которой подогнан к имеющимся углублениям, вследствие чего головка (58) выполнена съемной. В конфигурации, представленной на фиг. 14 А и 14 В, головки (58) закреплены при помощи держателя (59) на валу (57), оснащенном зубчатой рейкой, причем зубчатая рейка приводится в прямолинейное движение при помощи зубчатого зацепления редуктора (66), располагающегося на выходе приводного двигателя (67). Этот приводной двигатель также содержит датчик перемещения (38), позволяющий синхронизировать программируемым образом движение толкателя (58) так же, как и для устройств прижатия проволоки к вогнутым поверхностям барабана, о чем уже было сказано выше. На фиг. 14 С и 14D представлены варианты реализации, в которых приведение головки (58) в движение осуществляется соответственно при помощи поршня (67) и при помощи линейного двигателя (67).- 10008817 На фиг. 15 А-15D представлена конфигурация барабана (33 А) в виде звезды с четырьмя ветвями и с четырьмя вогнутыми поверхностями. Эти вогнутые поверхности могут быть заполнены дополнительными объемами (41 А-41 С) для того, чтобы сформировать различные базовые повторяющиеся рисунки из проволоки с использованием одного и того же базового барабана (33 А) формования. То же самое можно сказать и о структуре, проиллюстрированной на фиг. 15 Е-15 Н, которая имеет треугольный вид (33 В) и содержит три вогнутые поверхности. В этом случае также применяются дополнительные объемы (41 А 41 С) заполнения с использованием различных комбинаций. На фиг. 16 А-16D проиллюстрирована другая возможная конфигурация базового барабана (33 С) формования с использованием дополнительных объемов (41D-41F), специальным образом адаптированных к этой новой конфигурации. Базовый барабан (33 С) формования, показанный на фиг. 16 Е-16 Н и представляющий собой пять вогнутых участков, распределенных на две группы с различными дугами,может быть скомбинирован с дополнительными объемами (41 А-41 С), которые можно видеть на фиг. 15. Вариант реализации базового барабана (33 Е) формования, представленный на фиг. 17 А, 17 В и оснащенный шестью вогнутыми участками с двумя различными дугами, также приспосабливается к дополнительным объемам, показанным на фиг. 15. В противоположность этому варианту реализации в конфигурации базового барабана (33F) используются дополнительные объемы (41E-41G), описание которых ранее не приводилось. В специфической конфигурации (33G), представленной на фиг. 17G и являющейся практически круглой, используются просто два дополнительных объема (41G), выполненные в форме полумесяца. На фиг. 18 представлена блок-схема, позволяющая лучше понять автоматизированное управление предлагаемой установкой при помощи микрокомпьютерной системы (76), контролируемой пользователем, которая располагает интерфейсом (77) управления программой обработки и посылает и принимает сигналы при помощи сети (74) связи, которая управляет двигателями (299) наматывания и принимает сигналы от датчика (300); приводными двигателями (55) устройств прижатия проволоки к вогнутым поверхностям и принимает информацию от датчиков (56), связанных с этими двигателями; двигателями (64), управляющими шнеками, обеспечивающими укладку витков проволоки на транспортирующие цепи (72), и принимает информацию от связанных с ними датчиков (65); приводными двигателями (69) транспортирующих цепей (72) и принимает информацию от связанных с ними датчиков (70). Электронная плата контроля перемещений и синхронизации системы (75) позволяет обеспечить управление данной системой и содержит, в частности, ступень (78) преобразования сигналов и систему(79) контроля сигналов, выдаваемых различными датчиками, располагающимися на различных двигателях. На фиг.19-А 1-19-N1 проиллюстрированы многочисленные конфигурации базовых барабанов формования, к которым в случае необходимости добавляются дополнительные объемы. Во всех случаях,если конфигурация, снабженная дополнительными объемами, требует использования устройств прижатия проволоки либо к вогнутым участкам поверхности барабана, либо к углублениям в этой поверхности,эти устройства показаны со смещением функционирования, являющимся следствием величины скорости наматывания проволоки. Параллельно для каждой фигуры представлена полученная таким образом сетка(100). Не входя в подробности каждой рассматриваемой ниже фигуры, следует отметить, что если взять пример, показанный на фиг. 19-А 1, то базовый барабан (33A) сочетается с двумя дополнительными объемами (41 В), образующими на двух сторонах этого барабана выпуклые поверхности, которые не требуют использования никакого дополнительного устройства прижатия. В то же время две вогнутые поверхности требуют приведения в действие устройств (50) прижатия. Эти устройства (50) прижатия приводятся в действие одно за другим с разницей фаз, зависящей от скорости вращения приводного двигателя устройства наматывания и управляемой при помощи упомянутой выше электронной системы. То же самое можно сказать в отношении фиг. 19-А 2, в которой не предусмотрен никакой дополнительный объем (41 В) и которая требует использования четырех устройств прижатия, работающих в квадратуре фазы. Как можно видеть на фиг. 19-В 2, два дополнительных объема (41C) содержат центральное углубление, которое требует использования толкателя (57). Синхронизация двух устройств (50) прижатия проволоки к вогнутой поверхности и двух толкателей (57) осуществляется, таким образом, в квадратуре фазы,принимая во внимание технические особенности двигателей (55, 67), приводящих в движение, с одной стороны, вращающиеся устройства, а с другой стороны, устройства, в которых вращательное движение преобразуется в прямолинейное перемещение. Этот последний вопрос не возникает для конфигурации, представленной на фиг. 19-В 3, в которой четыре толкателя (57) приводятся в движение в квадратуре фазы. В некоторых случаях, как это можно видеть на фиг. 19-С 2, может оказаться необходимым использовать четыре устройства (50) прижатия проволоки к вогнутым поверхностям, и толкающие устройства (57), головки (58) которых адаптированы к дополнительному объему (41G). На фиг. 19-С 5 и 19-С 6 представлены альтернативные варианты изго- 11008817 товления сетки (100) по сравнению с вариантом, показанным на фиг. 19-С 1, соответственно с двумя и четырьмя толкателями, головки которых выполняют ту же функцию, что и устройства прижатия. И, наконец, на фиг. 19-С 7 представлен вариант изготовления, не требующий ни использования толкателей, ни использования устройств прижатия. Следует отметить, что в том случае, когда обрабатывают вогнутую поверхность, также можно использовать толкающее устройство (57), но снабженное головкой (58) типа той, которая проиллюстрирована, например, на фиг. 19-D4 и которая адаптирована к упомянутой вогнутой поверхности и реализует прижатие проволоки при помощи радиального толкающего усилия. На фигурах показано большое количество вариантов, которые можно использовать при помощи установки в соответствии с предлагаемым изобретением, и различные устройства, которые могут быть с ними связаны. На фиг. 19-N1-19-N3 представлены, в частности, три дополнительные возможности изготовления и/или обработки сеток (100): на фиг. 19-N1 показан барабан (33) формования, повернутый на угол Х; на фиг. 19-N2, как это можно видеть на поперечном сечении, показанном справа от сетки (100), полотно этой сетки вытянуто в продольном направлении в непосредственной близости от его кромок; на фиг. 19-N3 дополнительные располагающиеся в осевом направлении металлические проволоки добавлены (как это можно видеть на поперечном сечении) вдоль кромок полотна сетки по одну и по другую стороны от этого полотна. Данное изобретение не ограничивается примерами его осуществления. Наоборот, оно охватывает все варианты форм, устройств и конфигураций, которые будут доступны специалисту в данной области техники на основе материалов изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Установка для изготовления непрерывного лентообразного полотна металлической сетки при помощи одной и непрерывно подаваемой проволоки, изготовленной из гибкого металла, причем упомянутая сетка сформирована при помощи повторения в некоторой плоскости одного и того же рисунка из металлической проволоки, и каждый повторяющийся рисунок накладывается на предыдущий рисунок из проволоки с некоторым смещением на постоянный шаг в осевом направлении изготовления полотна сетки, отличающаяся тем, что содержит ступень хранения металлической проволоки; ступень непрерывного обеспечения установки металлической проволокой; ступень формования, обеспечивающую придание металлической проволоке последовательности идентичных повторяющихся рисунков; ступень передачи, предназначенную для последовательного перемещения упомянутых повторяющихся рисунков из металлической проволоки в плоскость формирования лентообразного полотна сетки; ступень, предназначенную для удержания каждого повторяющегося рисунка из проволоки в некоторой плоскости и для его смещения на один шаг неизменной величины перед подачей следующего повторяющегося рисунка; ступень взаимной фиксации повторяющихся рисунков из проволоки. 2. Установка по п.1, отличающаяся тем, что она дополнительно содержит устройство секционирования лентообразного полотна сетки, располагающееся по ходу изготовления позади средств взаимного скрепления повторяющихся рисунков из проволоки. 3. Установка по одному из пп.1 или 2, отличающаяся тем, что ступень хранения гибкой металлической проволоки представляет собой катушку проволоки, имеющую возможность свободно вращаться на ее опорном кронштейне. 4. Установка по одному из пп.1-3, отличающаяся тем, что ступень снабжения установки металлической проволокой содержит последовательно размещенные средства выпрямления проволоки, предназначенные для того, чтобы сделать ее прямолинейной, и по меньшей мере один направляющий ролик, ориентирующий проволоку в направлении поворотного устройства наматывания проволоки вокруг некоторого барабана. 5. Установка по одному из пп.1-4, отличающаяся тем, что ступень формования содержит барабан формования, удерживаемый неподвижным на период осуществления формования, вокруг которого наматывается металлическая проволока. 6. Установка по п.5, отличающаяся тем, что ступень формования является поворотной по отношению к оси формования. 7. Установка по п.6, отличающаяся тем, что средства, предназначенные для плотного облегания проволокой формы упомянутого барабана, предусмотрены на его периферии, причем движение этих средств синхронизировано с движением наматывания проволоки. 8. Установка по одному из пп.5-7, отличающаяся тем, что ступень передачи каждого повторяющегося рисунка сетки представляет собой барабан разматывания, коаксиальный по отношению к барабану- 12008817 формования, оснащенный спиральными резьбовыми витками и приводимый во вращательное движение,синхронизированное со скоростью намотки проволоки, который позволяет обеспечить разъединение витков проволоки, образующих повторяющиеся рисунки сетки. 9. Установка по п.8, отличающаяся тем, что устройства, позволяющие укладывать каждый виток проволоки на плоскость формирования сетки, располагаются на периферии барабана разматывания, на уровне его конца, удаленного от барабана формования, причем движение этих устройств синхронизировано с движением упомянутого барабана разматывания. 10. Установка по п.9, отличающаяся тем, что ступень, предназначенная для удержания каждого повторяющегося рисунка в плоскости формирования сетки и для смещения его на постоянный шаг перед приходом в упомянутую плоскость следующего повторяющегося рисунка, образована множеством бесконечных транспортерных лент, располагающихся параллельно и приводимых в движение с одной и той же скоростью, которая синхронизирована со скоростью формования повторяющихся рисунков из металлической проволоки, причем эти транспортерные ленты содержат зубья, располагающиеся через равные интервалы и позволяющие приводить в движение каждый повторяющийся рисунок из проволоки, уложенный на плоскость, которую они образуют. 11. Установка по одному из пп.1-10, отличающаяся тем, что средства взаимного скрепления повторяющихся рисунков из металлической проволоки образованы по меньшей мере одним сварочным мостом, располагающимся поперечно по отношению к оси перемещения полотна сетки. 12. Установка по п.11, отличающаяся тем, что по меньшей мере один сварочный мост реализует сварку в вертикальном направлении, причем перед сварочным мостом располагается устройство, позволяющее удерживать в механическом контакте друг с другом повторяющиеся рисунки из проволоки, разделяющие одно и то же поперечное сечение. 13. Установка по п.11, отличающаяся тем, что по меньшей мере один сварочный мост осуществляет сварку в горизонтальном направлении. 14. Установка по одному из пп.4-13, отличающаяся тем, что устройство наматывания содержит полый вращающийся вал, через который проходит проволока после ее соответствующей пространственной ориентации при помощи по меньшей мере одного ролика, направляющего эту проволоку в сторону упомянутого вала, выход из которого оборудован направляющим роликом, переориентирующим эту проволоку в радиальном направлении, в сторону наружного направляющего ролика наматывания, ось которого образует острый угол с осью вращения устройства наматывания, круговое перемещение которого представляет радиус, превышающий радиус барабана наматывания. 15. Установка по п.14, отличающаяся тем, что упомянутое устройство наматывания приводится в движение при помощи электрического двигателя. 16. Установка по одному из пп.14 или 15, отличающаяся тем, что барабан формования располагается коаксиально по отношению к устройству наматывания и в продолжении упомянутого полого вала. 17. Установка по одному из пп.5-16, отличающаяся тем, что радиальные пружинные толкатели удерживают проволоку, намотанную вокруг барабана формования. 18. Установка по одному из пп.5-17, отличающаяся тем, что в случае, когда барабан формования содержит вдающиеся и/или вогнутые поверхности, на периферии барабана предусмотрено соответствующее количество прижимных устройств, обеспечивающих прижатие проволоки к одной или нескольким таким поверхностям, причем движение одного или нескольких таких устройств является синхронизированным со скоростью, задаваемой двигателем наматывания. 19. Установка по п.18, отличающаяся тем, что прижимное устройство, прижимающее проволоку к вогнутой поверхности, заставляя ее принять форму вдающейся дуги, представляет собой вращающийся орган с осью вращения, параллельной оси барабана, который оснащен крылом, перпендикулярным упомянутой оси, наружная кромка которого снабжена направляющими средствами для металлической проволоки, и имеет профиль, один участок которого плотно облегает форму вогнутой поверхности. 20. Установка по п.19, отличающаяся тем, что упомянутое крыло содержит две секции, причем первая секция имеет эллиптическую наружную кромку, снабженную по меньшей мере одним направляющим роликом для металлической проволоки, и вторая секция, представленная в непрерывном продолжении первой секции, образует дугу окружности и содержит боковой выступ, параллельный оси вращения и снабженный направляющей канавкой, причем вращение органа прижатия проволоки обеспечивает проникновение эллиптической секции первой в вогнутость поверхности барабана. 21. Установка по п.20, отличающаяся тем, что направляющие ролики упомянутой эллиптической секции представляют собой множество таких роликов, распределенных на ее кромке, причем ролик наибольшего диаметра, установленный на конце упомянутой секции, первым проникает в данную вогнутость. 22. Установка по п.18, отличающаяся тем, что прижимное устройство, прижимающее проволоку в углублении стенки барабана, представляет собой толкатель, съемная головка которого имеет форму,адаптированную к упомянутому углублению, причем эта головка является подвижной по поступательному движению, и ее перемещение программируется соответствующим образом для того, чтобы быть синхронизированным со скоростью наматывания проволоки.- 13008817 23. Установка по п.22, отличающаяся тем, что упомянутый толкатель управляется при помощи двигателя, приводящего в движение через зубчатое зацепление зубчатую рейку, связанную с валом, на конце которого закреплена упомянутая головка. 24. Установка по п.22, отличающаяся тем, что толкатель приводится в движение при помощи поршня или при помощи линейного двигателя. 25. Установка по одному из пп.8-24, отличающаяся тем, что по меньшей мере одно фиксированное осевое направляющее устройство для витков проволоки, образующих повторяющиеся рисунки сетки,размещено вдоль и в продолжении упомянутого барабана разматывания, причем упомянутое направляющее воздействие обеспечивается при помощи по меньшей мере одного внутреннего направляющего элемента, располагающегося против наружного направляющего элемента, и каждая пара этих направляющих элементов ограничивает проход, соответствующий форме каждого витка проволоки, и располагается в функции резьбовых витков барабана разматывания, по меньшей мере, в том месте, где повторяющийся рисунок из проволоки выступает в направлении наружу. 26. Установка по одному из пп.9-25, отличающаяся тем, что устройства, обеспечивающие возможность укладки размотанных витков проволоки на плоскость формирования сетки, представляют собой валы с бесконечным винтом или шнеки, располагающиеся с равномерными интервалами на периферии и в осевом продолжении барабана разматывания, причем упомянутые валы приводятся во вращательное движение при помощи синхронизированных электрических двигателей таким образом, чтобы их индивидуальное или групповое приведение в действие было последовательным и позволяло обеспечить извлечение одного витка проволоки, образующего повторяющийся рисунок сетки, после другого. 27. Установка по одному из пп.10-26, отличающаяся тем, что плоскость формирования сетки при помощи последовательного смещения повторяющихся рисунков из проволоки представляет собой центральную цепь и две боковые цепи, снабженные зубьями приведения в движение упомянутых повторяющихся проволочных рисунков, причем эти цепи приводятся в движение при помощи двигателей,синхронизированных между собой и с двигателями упомянутых устройств со шнеками. 28. Установка по п.27, отличающаяся тем, что поверх упомянутых цепей располагается жесткая фиксированная направляющая и защитная лента. 29. Установка по одному из пп.27 или 28, отличающаяся тем, что пластины скольжения располагаются под полотном сетки на концах цепей, локализованных на некотором расстоянии от системы изготовления повторяющихся рисунков из проволоки. 30. Установка по одному из пп.11-29, отличающаяся тем, что в ней имеются два поперечных сварочных моста, действующих вдоль вертикального направления, причем перед каждым из этих сварочных мостов располагается мост удержания повторяющихся проволочных рисунков, образующих сетку, и каждый мост удержания оснащен двумя головками, располагающимися по одну и по другую стороны от полотна сетки, и каждая головка осуществляет свое действие в направлении другой головки. 31. Установка по п.30, отличающаяся тем, что упомянутые головки мостов удержания являются съемными и имеют соответственно охватываемый и охватывающий рельефы, которые зависят от особенностей повторяющихся проволочных рисунков, образующих сетку, и позволяют обеспечить возможность взаимного проникновения для приведения этих повторяющихся проволочных рисунков в механический контакт друг с другом для осуществления сварки. 32. Установка по одному из пп.30 и 31, отличающаяся тем, что упомянутые сварочные мосты осуществляют точечную сварку, по меньшей мере, в некоторых точках взаимного пересечения повторяющихся проволочных рисунков вдоль поперечного направления и за 2 раза, соответствующих двум поперечным конфигурациям точек пересечения повторяющихся проволочных рисунков, образующих сетку. 33. Установка по одному из пп.11-29, отличающаяся тем, что она содержит один сварочный мост,действующий в горизонтальном направлении посредством по меньшей мере одной пары убирающихся головок, которые могут быть вставлены в две последовательно расположенные ячейки сетки в направлении движения полотна этой сетки. 34. Установка по одному из пп.27-33, отличающаяся тем, что упомянутые боковые цепи проходят вплоть до первого сварочного моста, тогда как центральная цепь проходит вплоть до второго сварочного моста. 35. Установка по одному из пп.5-29, отличающаяся тем, что барабан формования содержит главный корпус, на котором может быть закреплен по меньшей мере один дополнительный объем, предназначенный для модификации участка его наружной стенки формования. 36. Установка по п.35, отличающаяся тем, что упомянутый дополнительный объем конфигурируется таким образом, чтобы он вставлялся по меньшей мере в один участок вогнутой поверхности стенки барабана формования с возможностью формирования нового участка наружной стенки этого барабана,плоского или выпуклого. 37. Установка по п.35, отличающаяся тем, что упомянутый дополнительный объем конфигурирован таким образом, чтобы он вставлялся по меньшей мере в один участок вогнутой поверхности стенки барабана формования с возможностью формирования нового участка наружной стенки этого барабана, оснащенного углублением.- 14008817 38. Установка по одному из пп.10-37, отличающаяся тем, что она содержит по меньшей мере одну катушку проволоки, располагающуюся сбоку от плоскости формирования сетки, причем эта проволока направляется к одной поверхности лентообразного полотна сетки в процессе его движения, переориентируется параллельно этому движению, после чего закрепляется на этом полотне сетки. 39. Установка по п.38, отличающаяся тем, что используются две или четыре упомянутые катушки,причем в этом случае проволоки с них направляются к одной или к обеим сторонам лентообразного полотна сетки. 40. Установка по одному из пп.1-39, отличающаяся тем, что она содержит ступень непрерывной осевой вытяжки по меньшей мере одного поперечного участка лентообразного полотна сетки. 41. Установка по п.40, отличающаяся тем, что упомянутая вытяжка осуществляется вдоль двух поперечных участков, проходящих вдоль боковых кромок лентообразного полотна сетки. 42. Установка по одному из пп.1-41, отличающаяся тем, что она содержит центральный электронный блок управления, параметры которого могут быть отрегулированы при помощи периферийных устройств, доступных для пользователя, причем этот центральный электронный блок обеспечивает обработку сигналов, поступающих от датчиков, контролирующих мгновенное состояние некоторых подвижных компонентов данной установки. 43. Установка по п.42, отличающаяся тем, что упомянутые периферийные устройства, доступные для пользователя, содержат экран монитора и клавиатуру. 44. Установка по одному из пп.42 или 43, отличающаяся тем, что упомянутый центральный электронный блок и периферийные устройства представляют собой часть микрокомпьютерной системы, содержащей программу управления данной установкой. 45. Установка по одному из пп.42-44, отличающаяся тем, что упомянутые датчики размещаются на различных двигателях установки и выдают информацию относительно положения и скорости вращения этих двигателей в любой момент времени. 46. Лентообразное полотно сетки, изготовленное при помощи установки по предшествующим пунктам, отличающееся тем, что оно сформировано путем повторения одного рисунка из проволоки,смещенного вдоль оси формирования этого полотна сетки, причем упомянутые повторяющиеся рисунки из проволоки скреплены друг с другом при помощи сварки на уровне, по меньшей мере, некоторых точек их пересечения. 47. Лентообразное полотно по п.46, отличающееся тем, что оно содержит по меньшей мере на одной из своих сторон по меньшей мере одну проволоку, которая непрерывно прикрепляется к нему в осевом направлении. 48. Лентообразное полотно по одному из пп.46 или 47, отличающееся тем, что оно содержит по меньшей мере на одном поперечном участке непрерывную вытяжку в осевом направлении. 49. Способ непрерывного изготовления лентообразного полотна сетки посредством одной проволоки, отличающийся тем, что наматывают металлическую проволоку вокруг барабана формования, причем каждый виток проволоки представляет идентичный повторяющийся рисунок; разделяют витки проволоки в направлении оси барабана формования; укладывают витки проволоки на плоскость формирования сетки, ориентированную перпендикулярно по отношению к упомянутой оси барабана формования; производят непрерывное перемещение упомянутой плоскости, синхронизированное со скоростями наматывания, разделения и укладки витков проволоки, для создания некоторого смещения между этими витками проволоки и формирования последовательности упомянутых повторяющихся проволочных рисунков сетки; и скрепляют при помощи сварки, по меньшей мере, в некоторых точках взаимного пересечения упомянутые повторяющиеся рисунки из проволоки, образующие сетку. 50. Способ по п.49, отличающийся тем, что перед этапом намотки с целью формования повторяющихся рисунков упомянутая проволока непрерывно сматывается с одной катушки хранения. 51. Способ по одному из пп.49 или 50, отличающийся тем, что за этапом соединения при помощи сварки осуществляют этап секционирования лентообразного полотна сетки на участки требуемой длины. 52. Способ по одному из пп.49-51, отличающийся тем, что формование путем наматывания проволоки на барабан в том случае, когда наружная стенка этого барабана содержит по меньшей мере один вогнутый участок и/или по меньшей мере одно углубление, реализуют при помощи соответствующего количества устройств, предназначенных для прижатия проволоки к упомянутому участку наружной стенки барабана. 53. Способ по одному из пп.49-52, отличающийся тем, что этапы способа автоматизируют при помощи центрального электронного блока или микрокомпьютерной системы, оснащенной периферийными устройствами, позволяющими обеспечить ее регулировку пользователем, и реагирующей на информацию, поступающую от датчиков, контролирующих разворачивание различных этапов осуществления данного способа. 54. Способ по одному из пп.49-53, отличающийся тем, что в любой момент времени снимают информацию о скорости вращения и о положении датчиков, взаимодействующих с электрическими двигателями.- 15008817 55. Способ по одному из пп.49-54, отличающийся тем, что по меньшей мере одну металлическую проволоку непрерывно закрепляют в осевом направлении на одной из сторон лентообразного полотна сетки. 56. Способ по п.55, отличающийся тем, что две или четыре проволоки закрепляют с возможностью их прохождения вдоль кромок лентообразного полотна сетки на одной или на двух его сторонах. 57. Способ по одному из пп.49-56, отличающийся тем, что по меньшей мере один поперечный участок лентообразного полотна сетки вытягивают после соединения между собой при помощи сварки повторяющихся рисунков из проволоки.
МПК / Метки
МПК: B21F 43/00, B21F 27/08, B21F 1/00, B21F 27/00
Метки: металлической, изготовления, непрерывного, сетки, сварной, установка
Код ссылки
<a href="https://eas.patents.su/30-8817-ustanovka-dlya-nepreryvnogo-izgotovleniya-svarnojj-metallicheskojj-setki.html" rel="bookmark" title="База патентов Евразийского Союза">Установка для непрерывного изготовления сварной металлической сетки</a>
Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал
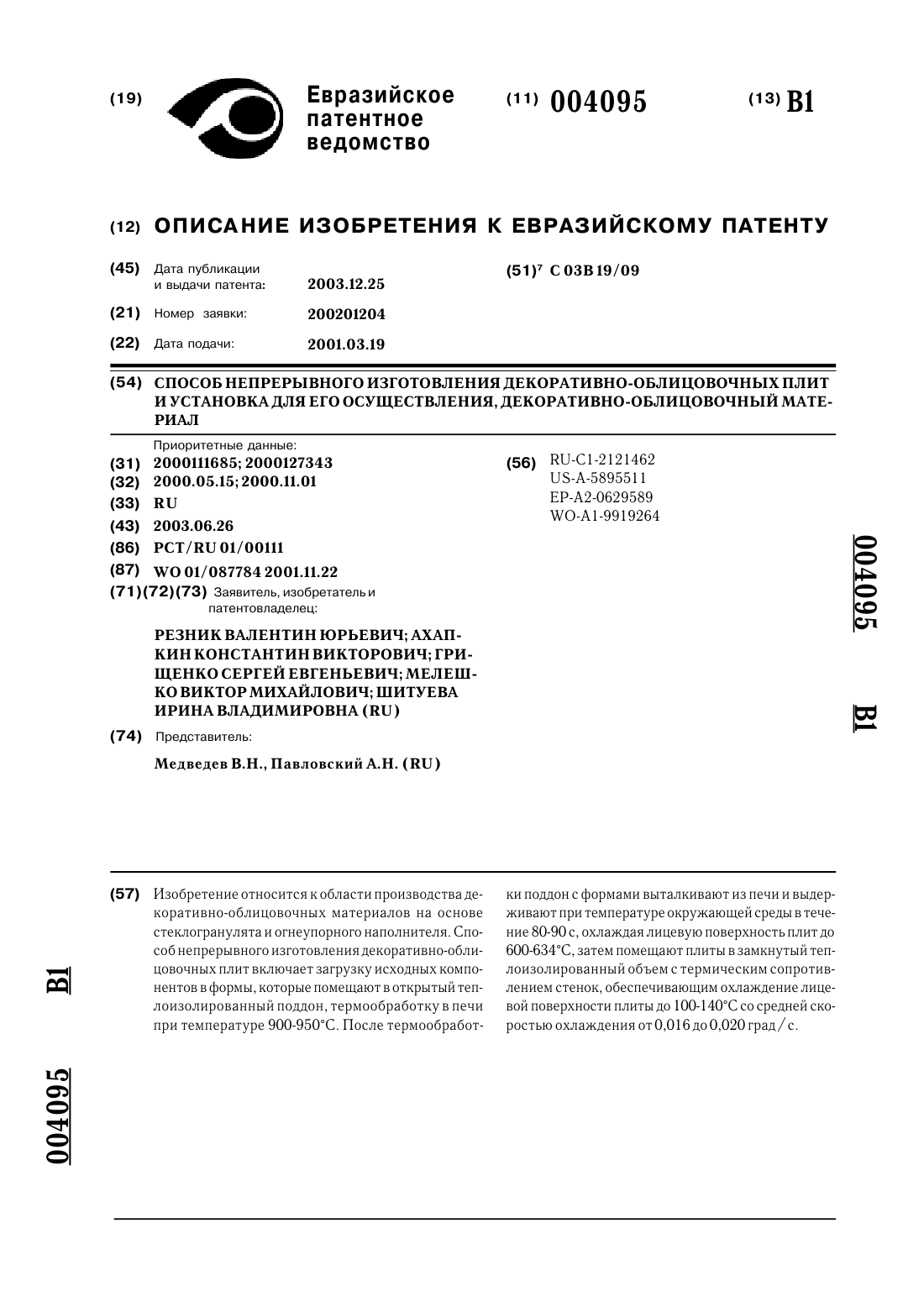
Номер патента: 4095
Опубликовано: 25.12.2003
Авторы: Резник Валентин Юрьевич, Мелешко Виктор Михайлович, Шитуева Ирина Владимировна, Ахапкин Константин Викторович, Грищенко Сергей Евгеньевич
МПК: C03B 19/09
Метки: материал, осуществления, декоративно-облицовочных, установка, непрерывного, декоративно-облицовочный, способ, изготовления, плит
Формула / Реферат:
1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950шC с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон, который после термообработки при...
Защитная проволочная сетка, защитная конструкция, сооружаемая из сетки, и применение защитной проволочной сетки для сооружения защитной конструкции
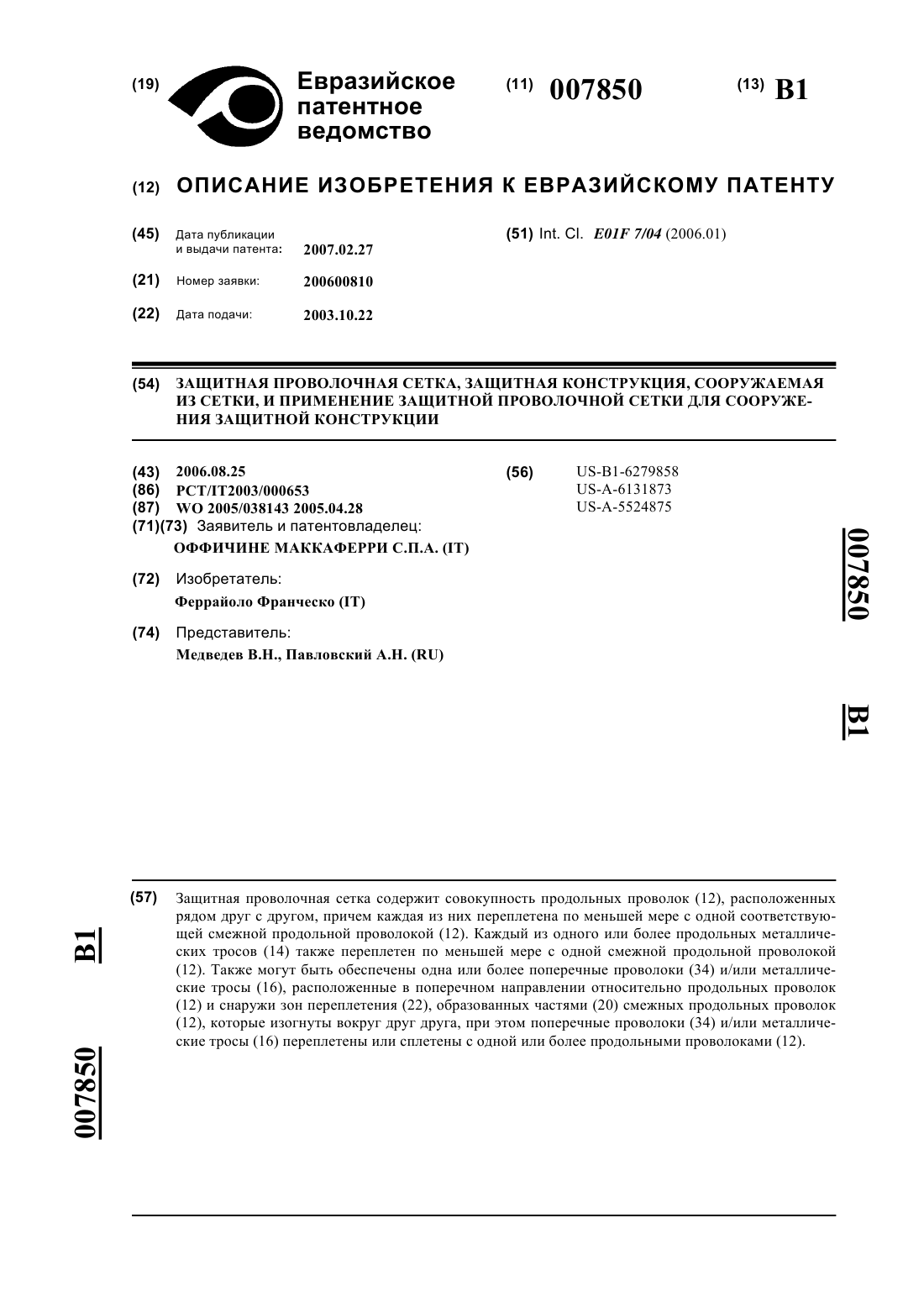
Номер патента: 7850
Опубликовано: 27.02.2007
Автор: Феррайоло Франческо
МПК: E01F 7/04
Метки: сетки, проволочная, конструкция, сетка, защитная, сооружения, конструкции, защитной, сооружаемая, проволочной, применение
Формула / Реферат:
1. Защитная проволочная сетка, содержащая совокупность продольных проволок (12), расположенных рядом друг с другом, при этом каждая из них переплетена по меньшей мере с одной соответствующей смежной продольной проволокой (12), отличающаяся тем, что она дополнительно содержит один или более продольных металлических тросов (14), каждый из которых переплетен или сплетен по меньшей мере с одной смежной продольной проволокой (12). 2. Защитная...
Способ и установка непрерывного литья
Номер патента: 7280
Опубликовано: 25.08.2006
Автор: Винсент Марк
МПК: B22D 11/117, B22D 11/06, B22D 11/119...
Метки: непрерывного, установка, способ, литья
Формула / Реферат:
1. Устройство нагрева для использования в установке непрерывного литья, включающее имеющую вход и выход камеру нагрева для жидкого металла, конструкция и расположение которой обеспечивают непрерывное протекание через камеру от ее входа до ее выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня выхода, при...
Способ и установка для непрерывного приготовления целлюлозной пульпы
Номер патента: 264
Опубликовано: 25.02.1999
Авторы: Комбетт Филип, Шуден Кристиан
МПК: D21C 5/00
Метки: установка, приготовления, способ, пульпы, непрерывного, целлюлозной
Формула / Реферат:
1. Способ непрерывного приготовления целлюлозной пульпы, предназначенной, в частности, для использования в химической или целлюлозно-бумажной промышленности, из сырья, представляющего собой текстильные волокна, отличающийся тем, что:- отделяют текстильные волокна от посторонних частиц, таких как растительные остатки, металлические или минеральные частицы;- осуществляют уплотнение текстильных волокон;- непрерывным образом осуществляют отбеливание...
Ленточная разливочная машина для изготовления металлической ленты
Номер патента: 3383
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: разливочная, металлической, изготовления, машина, ленточная, ленты
Формула / Реферат:
1. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом литейных валка (22, 24), а также боковые уплотнения (25), содержащие с обеих сторон литейных валков (22, 24) по одной подводимой с торца к литейным валкам уплотнительной плите (61), причем соответствующую уплотнительную плиту (61) подводят к обоим торцам (22', 24') литейных валков (22, 24) с возможностью обеспечения очень...
Предыдущий патент: Трансмиссионная система и способ управления крутящим моментом в трансмиссиях
Следующий патент: Крылатый летательный аппарат с флюгерным горизонтальным оперением
Случайный патент: Плазменная свеча зажигания для двигателя внутреннего сгорания