Способ и установка непрерывного литья
Формула / Реферат
1. Устройство нагрева для использования в установке непрерывного литья, включающее имеющую вход и выход камеру нагрева для жидкого металла, конструкция и расположение которой обеспечивают непрерывное протекание через камеру от ее входа до ее выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня выхода, при этом нагревательный элемент выполнен и установлен с возможностью нагревания проходящего через камеру жидкого метала до определенной температуры.
2. Устройство по п.1, в котором электрический нагревательный элемент заключен в защитный элемент, выполненный из огнеупорного материала.
3. Устройство по п.2, в котором защитный элемент включает уплотненную защитную оболочку.
4. Устройство по любому из пп.1-3, в котором камера нагрева имеет продолговатую форму, а вход и выход расположены на ее противоположных концах.
5. Устройство по п.4, в котором по меньшей мере один нагревательный элемент является удлиненным и установлен так, что проходит через всю длину камеры нагрева.
6. Устройство по любому из пп.1-5, в которое включен по меньшей мере один температурный датчик.
7. Устройство по п.6, в котором температурный датчик установлен с возможностью измерения температуры жидкого металла у выхода.
8. Устройство по любому из пп.1-7, в котором камера нагрева снабжена огнеупорной футеровкой.
9. Устройство по любому из пп.1-8, в которое включена крышка для камеры нагрева.
10. Устройство по любому из пп.1-9, в котором в камере нагрева имеется дренажное отверстие.
11. Устройство по любому из пп.1-10, в которое включена камера фильтрации.
12. Устройство по п.11, в которое включен передающий канал, соединяющий камеру фильтрации и камеру нагрева.
13. Устройство по п.11 или 12, в котором камера фильтрации расположена перед камерой нагрева.
14. Устройство по любому из пп.11-13, в котором в камере фильтрации имеется фильтр из пенокерамики.
15. Устройство по любому из пп.11-14, в которое включена крышка для камеры фильтрации.
16. Устройство по любому из пп.11-15, в котором камера фильтрации имеет дренажное отверстие.
17. Литейная установка, применяемая в процессах непрерывного литья, включающая печь для нагревания металла до первой температуры жидкого металла, литейную машину, включающую пару разливочных валков и сопло, расположенное так, чтобы подавать жидкий металл в зазор между разливочными валками, при этом при прохождении через зазор металл твердеет, линию подачи для подачи жидкого металла от печи к литейной машине, устройство нагрева, расположенное на линии подачи между печью и литейной машиной, при этом указанное устройство нагрева управляется с помощью устройства термостатического контроля и предназначено для нагревания жидкого металла до второй температуры жидкого металла, отличающаяся тем, что устройство нагрева включает имеющую вход и выход камеру нагрева жидкого металла, выполненную и установленную с обеспечением непрерывного прохождения жидкого металла через камеру от ее входа до ее выхода, и по меньше мере один регулируемый устройством термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня ее выхода.
18. Литейная установка по п.17, включающая устройство дегазации.
19. Литейная установка по п.18, в которой устройство нагрева установлено после устройства дегазации.
20. Литейная установка по любому из пп.17-19, включающая устройство фильтрации.
21. Литейная установка по п.20, в которой устройство нагрева установлено после устройства фильтрации.
22. Литейная установка по любому из пп.17-21, в которой литейная машина включает напорный бокс, а устройство нагрева установлено перед напорным боксом.
23. Литейная установка по любому из пп.17-22, включающая устройство термостатического контроля для управления устройством нагрева.
24. Литейная установка по любому из пп.17-23, в котором устройство нагрева выполнено таким, как описано в пп.1-16.
25. Способ непрерывного литья, включающий этапы нагревания металла в печи до первой температуры жидкого металла, подачи жидкого металла по линии подачи от печи до литейной машины, имеющей сопло и пару разливочных валков и направляющей жидкий металл через сопло в зазор между разливочными валками так, что при прохождении через этот зазор металл твердеет, отличающийся тем, что жидкий металл подогревают до второй температуры жидкого металла в управляемом устройством термостатического контроля устройстве нагрева, установленном на линии подачи между печью и литейной машиной; при этом указанное устройство нагрева включает имеющую вход и выход камеру нагрева для жидкого металла, выполненную и установленную с обеспечением постоянного протекания через нее от входа до выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня ее выхода.
26. Способ по п.25, включающий этап дегазации жидкого металла.
27. Способ по п.26, в котором после этапа дегазации жидкий металл нагревают до второй температуры жидкого металла.
28. Способ по любому из пп.25-27, включающий этап фильтрации жидкого металла.
29. Способ по п.28, в котором после этапа фильтрации жидкий металл подогревают до второй температуры жидкого металла.
30. Способ по любому из пп.25-29, при котором вторая температура жидкого металла находится в диапазоне 600-800шС, предпочтительно 650-750шС и более предпочтительно 680-720шС.
31. Способ по любому из пп.25-30, в котором жидкий металл нагревают в устройстве нагрева до получения повышения температуры на 0-50шС, предпочтительно на 0-20шС и еще более предпочтительно на 0-10шС.
32. Способ по любому из пп.25-31, включающий этапы измерения температуры жидкого металла и управления устройством нагрева в соответствии с измеренной температурой.
33. Способ по п.32, в котором температуру жидкого металла измеряют на выходе устройства нагрева.
34. Способ по любому из пп.32 и 33, в котором температуру жидкого металла измеряют на входе устройства нагрева.
35. Способ по любому из пп.25-34, при котором жидкий металл остается в устройстве нагрева в конце разливки и оставшийся металл поддерживают в жидком состоянии посредством его подогрева в устройстве нагрева.
36. Способ по п.35, при котором уровень глубины оставшегося металла достаточен для покрытия хотя бы одного нагревательного элемента.

Текст
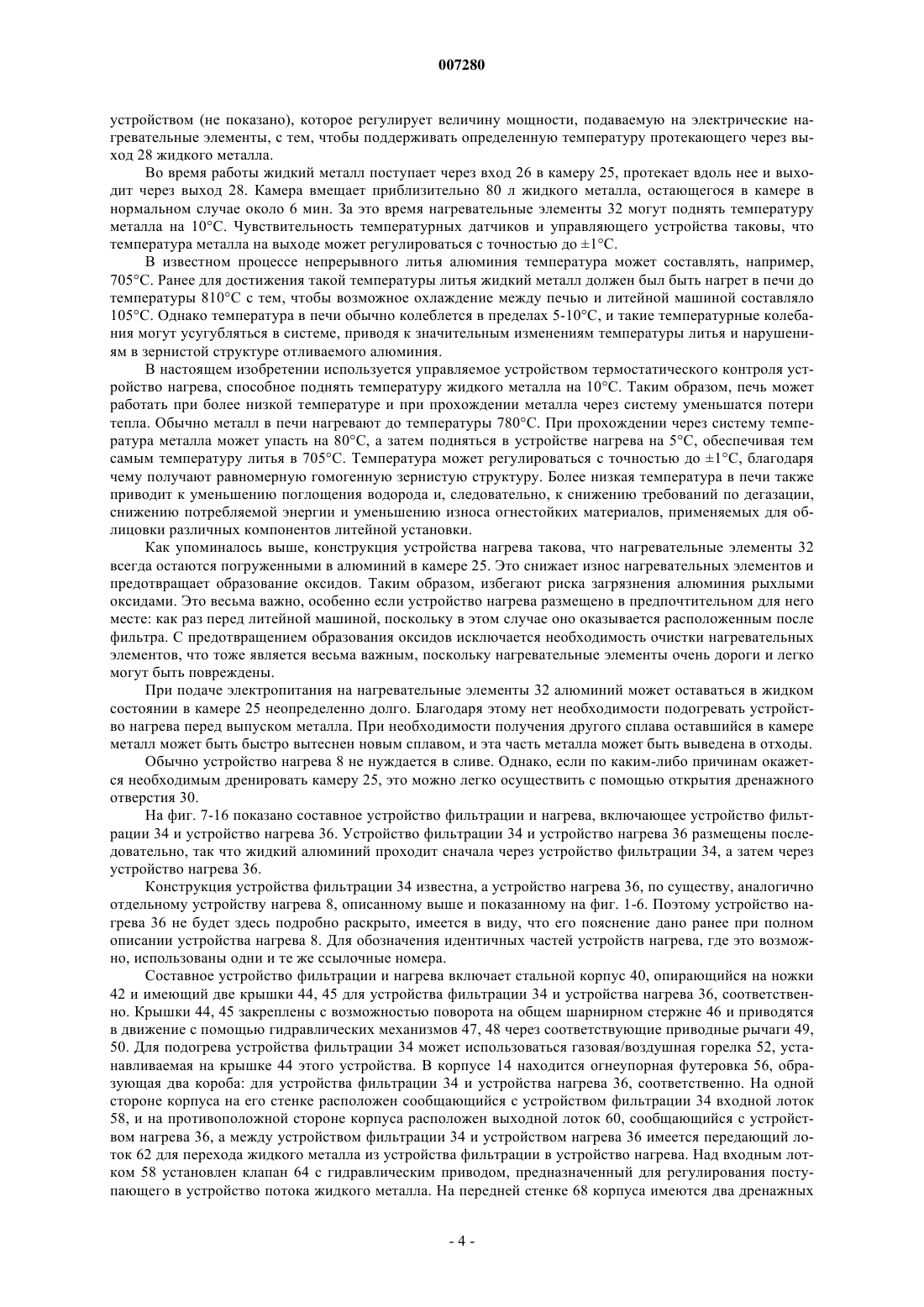
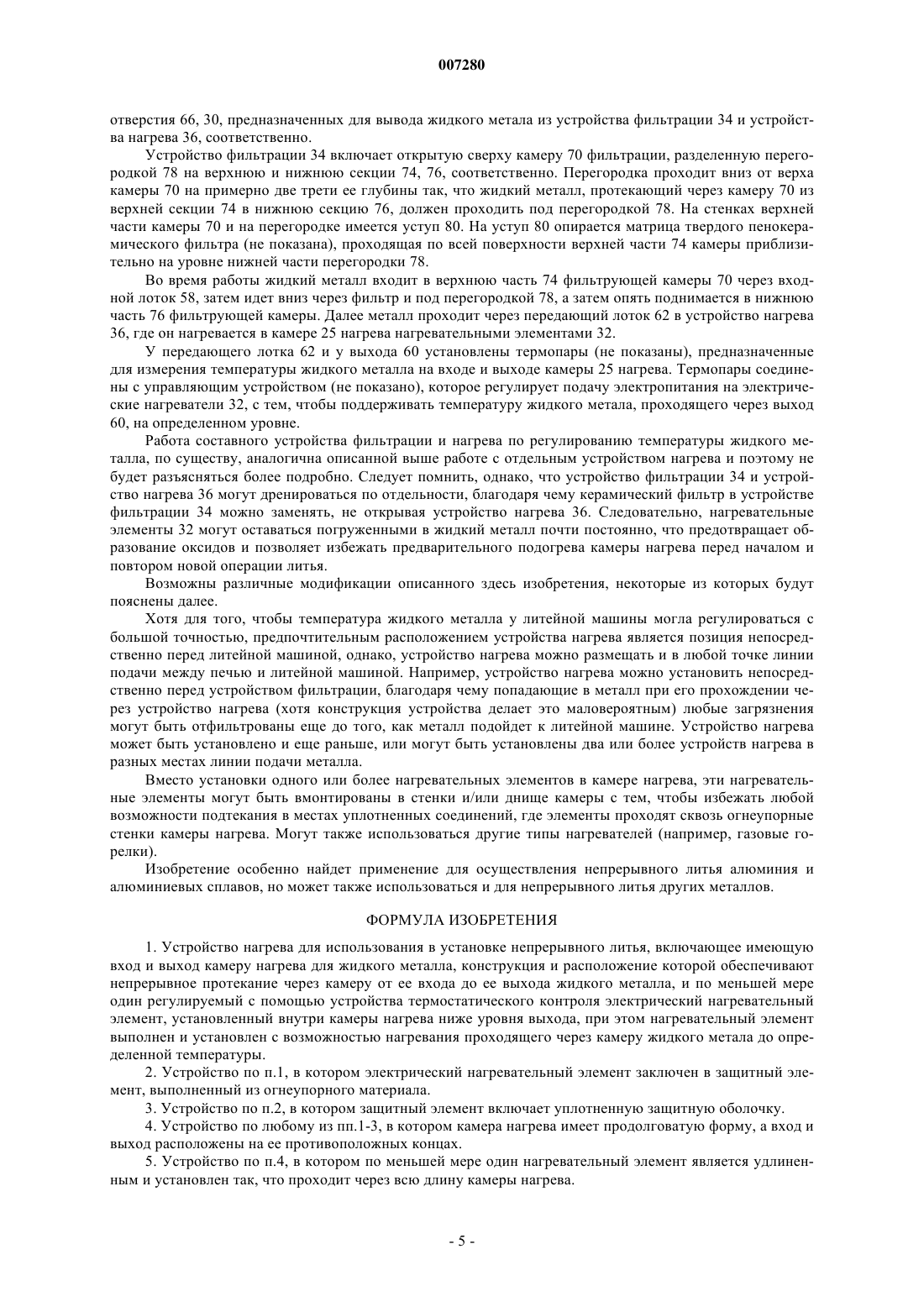
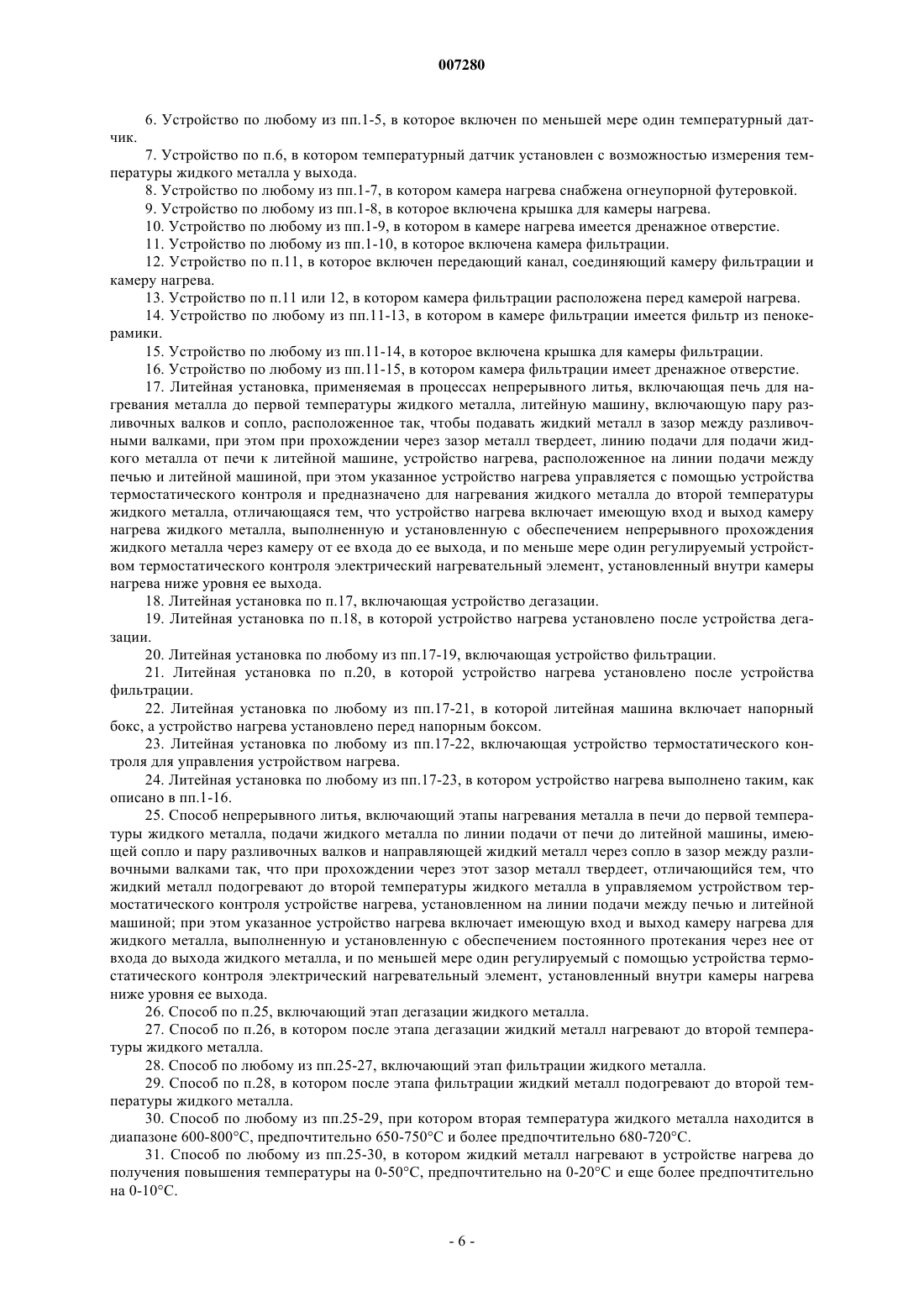
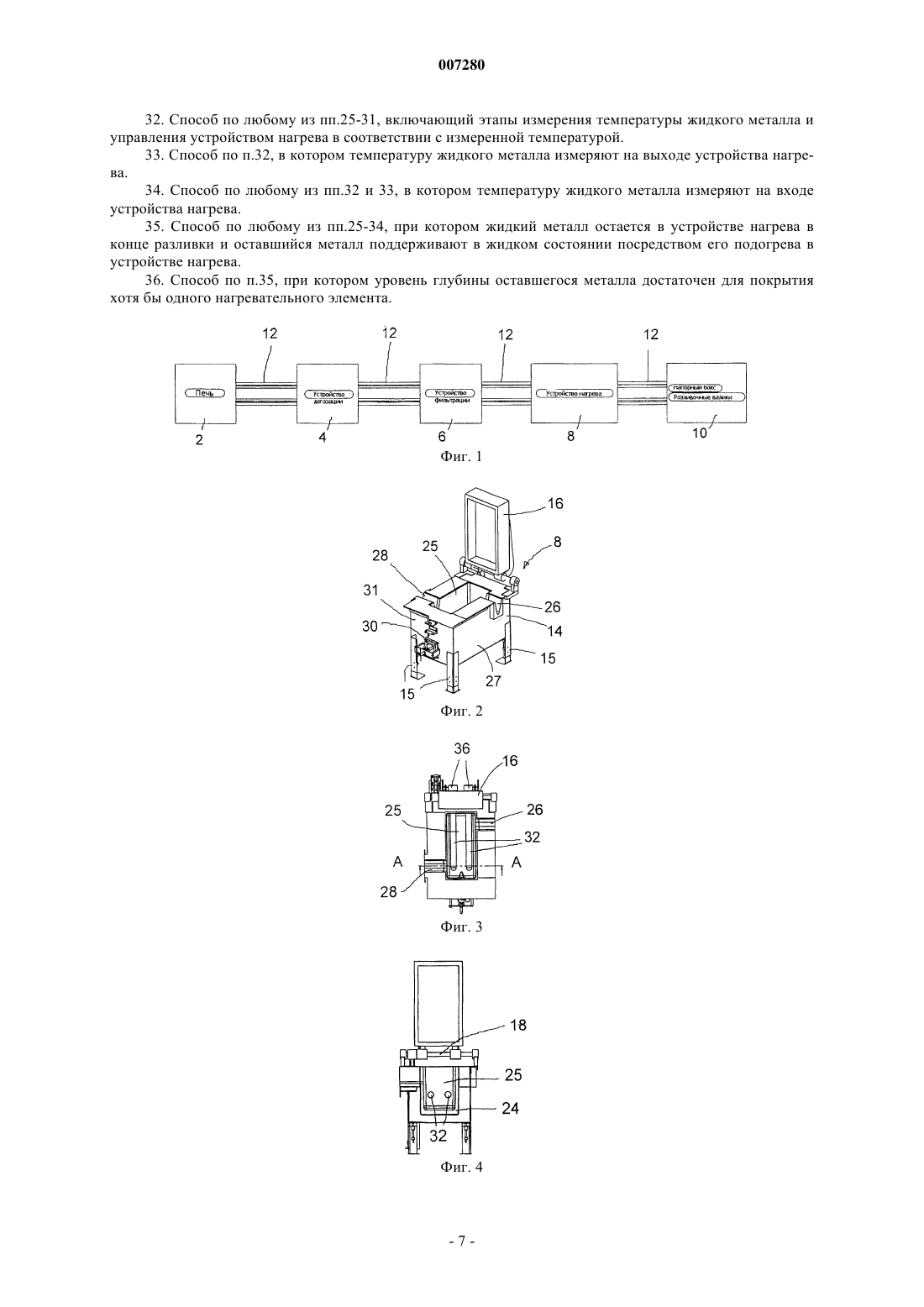
007280 Настоящее изобретение относится к установке для непрерывного литья и способу непрерывного литья, в частности, но не исключительно, к непрерывному литью алюминия. Изобретение относится также к устройству нагревания, используемому в установке для непрерывного литья. В процессе непрерывного литья (иногда называемом двухвалковым процессом) жидкий алюминий непрерывно подается из печи к литейной машине, из которой производится его разливка уже в полуготовом виде, в виде листа или прутка. Обычно литейная машина включает пару разливочных валков и сопло, которое подает металл в зазор между валками. При прохождении между валками алюминий твердеет и одновременно прокатывается, появляясь на выходе в виде непрерывного полотна или прутка, наматываемых на барабан. При поступлении жидкого алюминия попеременно из двух или более печей можно осуществлять непрерывную разливку в течение обычно 10-15 дней. Установка для непрерывной разливки обычно включает ряд размещаемых между печью и литейной машиной обрабатывающих устройств для обработки жидкого алюминия перед его разливкой. Сюда может входить, например, устройство дегазации и фильтр для удаления из алюминия загрязнений. Алюминий затем поступает в напорный ящик, из которого и осуществляется подача жидкого металла в сопло литейной машины. Для получения высококачественного металла с однородной зернистой структурой важно, чтобы температура жидкого металла в сопле литейной машины оставалась стабильной. Например, желательно,чтобы температура в сопле составляла 700C1 С. Однако на практике из-за колебаний температуры металла в печи и потерь тепла между печью и литейной машиной температура жидкого металла может отклоняться от желаемой температуры на 5-10 С. Это может привести к неоднородности зернистой структуры и изменениям механических свойств литейного алюминия. Еще одна проблема возникает из-за того, что при непрерывном литье алюминий движется относительно медленно и еще до подхода к литейной машине существенно охлаждается. Обычно температура может падать на 100 С или даже больше, поэтому для обеспечения температуры литья в 700 С может оказаться необходимым разогревать печь до температуры свыше 800 С. Это является недостатком, поскольку при температуре свыше 750 С алюминий поглощает большее количество углерода, который потом перед разливкой придется удалять в процессе дегазации.DE 197 52 548 относится к процессу непрерывного литья стали, при котором жидкий металл проходит через распределитель расплава и подогревается с помощью индуктивного нагревателя в зависимости от показаний температурного датчика, установленного у выхода. Раскрыт также альтернативный процесс, использующий плазменное нагревательное устройство. В патенте США 5 084 089 раскрыт способ поточного индуктивного подогрева цветных металлов при непрерывном литье с использованием индуктивных нагревателей и регулирования температуры с помощью устройства термостатического контроля. Способ включает также охлаждение жидкого металла посредством введения твердого металлического прутка или посредством использования спирали с охлаждающей водой. Может быть использован и пористый фильтр. Публикация WO 97/16051 описывает используемый в металлургии электрический нагревательный элемент. Элемент покрыт термостойким материалом и установлен в ковше. В соответствии с настоящим изобретением предложено устройство нагрева для применения в установке непрерывного литья, включающее имеющую вход и выход камеру нагрева для жидкого металла,конструкция и расположение которой обеспечивает непрерывное протекание через камеру от ее входа до ее выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня выхода, при этом нагревательный элемент выполнен и установлен с возможностью нагревания до определенной температуры проходящего через камеру жидкого металла. Устройство нагрева может быть использовано для управления температурой жидкого металла в литейной машине с помощью ее повышения до определенной величины еще до поступления металла в литейную машину. При этом предусмотрена компенсация отклонений температуры выходящего из печи жидкого металла и потерь тепла в процессе литья, благодаря чему обеспечиваются поддержание равномерной температуры литья и улучшенное качество и однородность литейного металла. Далее, поскольку температура металла может быть повышена уже после выхода из печи, последнюю можно эксплуатировать при более низкой температуре,снижая тем самым поглощение металлом газов. Это также способствует повышению качества литейного металла и/или снижает требования к дегазации. И для подогрева металла в печи требуется меньше энергии. Нагревательный элемент установлен внутри камеры нагрева ниже уровня выхода так, что к концу выпуска литья он все еще погружен в остающийся в литейной камере металл. Это предотвращает образование оксидов на нагревательном элементе. Преимущественно камера нагрева имеет продолговатую форму, а вход и выход расположены на ее противоположных концах так, что жидкий металл должен проходить через всю ее длину. Предпочтительно нагревательный элемент выполнен удлиненным и установлен так, что проходит через всю длину камеры нагрева. Это обеспечивает интенсивный нагрев в камере, благодаря чему можно существенно повысить температуру металла.-1 007280 Устройство нагрева установки непрерывного литья включает имеющую вход и выход камеру нагрева для жидкого металла, конструкция и расположение которой обеспечивают непрерывное протекание через камеру от ее входа до ее выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня выхода, при этом нагревательный элемент выполнен и установлен с возможностью нагревания проходящего через камеру жидкого метала до определенной температуры. Устройство нагрева может содержать по меньшей мере один температурный датчик, предпочтительно установленный для измерения температуры жидкого металла на выходе. Еще один датчик может быть установлен для измерения температуры жидкого металла на входе. Устройство нагрева может быть снабжено огнеупорной футеровкой, а также иметь в камере нагрева крышку и/или дренажное отверстие. Преимущественно устройство нагрева включает камеру фильтрации и передающий канал, соединяющий камеру фильтрации и камеру нагрева. Использование составного устройства фильтрации и нагрева упрощает конструкцию литейной установки. Камера фильтрации предпочтительно расположена перед камерой нагрева. В камере фильтрации может быть установлен фильтр из пенокерамики. Устройство нагрева может содержать в камере фильтрации крышку и/или дренажное отверстие. В соответствии с другим аспектом изобретения предлагается литейная установка, применяемая в процессах непрерывного литья, включающая печь для нагревания металла до первой температуры жидкого металла, литейную машину, включающую пару разливочных валков и сопло, расположенное так,чтобы подавать жидкий металл в зазор между разливочными валками, при этом при прохождении через зазор металл твердеет, линию подачи для подачи жидкого металла от печи к литейной машине, устройство нагрева, расположенное на линии подачи между печью и литейной машиной, при этом указанное устройство нагрева управляется с помощью устройства термостатического контроля и предназначено для нагревания жидкого металла до второй температуры жидкого металла, характеризующаяся тем, что устройство нагрева включает имеющую вход и выход камеру нагрева жидкого металла, выполненную и установленную с обеспечением непрерывного прохождения жидкого металла через камеру от ее входа до ее выхода, и по меньше мере один регулируемый устройством термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня ее выхода. Литейная установка может включать устройство дегазации, устанавливаемое предпочтительно перед устройством нагрева. Литейная установка может содержать устройство фильтрации, предпочтительно устанавливаемое перед устройством нагрева. Литейная машина может включать напорный ящик, который устанавливается предпочтительно после устройства нагрева. Литейная установка может включать устройство термостатического контроля для управления устройством нагрева. Устройство нагрева может быть выполнено таким, как описано выше. В соответствии еще с одним аспектом изобретения предложен способ непрерывного литья, включающий этапы нагревания металла в печи до первой температуры жидкого металла, подачи жидкого металла по линии подачи от печи до литейной машины, имеющей сопло и пару разливочных валков и направляющей жидкий металл через сопло в зазор между разливочными валками так, что при прохождении через этот зазор металл твердеет, характеризующийся тем, что жидкий металл подогревают до второй температуры жидкого металла в управляемом устройством термостатического контроля устройстве нагрева, установленном на линии подачи между печью и литейной машиной; при этом указанное устройство нагрева включает имеющую вход и выход камеру нагрева для жидкого металла, выполненную и установленную с обеспечением постоянного протекания через нее от входа до выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня ее выхода. Процесс может включать этап дегазации жидкого металла. Преимущественно после этапа дегазации жидкий металл нагревают до второй температуры жидкого металла. Процесс может включать этап фильтрации жидкого металла. Преимущественно после этапа фильтрации жидкий металл подогревают до второй температуры жидкого металла. Преимущественно вторая температура жидкого металла находится в диапазоне 600-800 С, предпочтительно 650-750 С и более предпочтительно 680-720 С. Преимущественно жидкий металл нагревают в устройстве нагрева до получения повышения температуры на 0-50 С, предпочтительно на 0-20 С и еще более предпочтительно на 0-10 С. Процесс может включать этап измерения температуры жидкого металла и регулирования устройства нагрева в соответствии с измеренной температурой. Температуру жидкого металла измеряют на выходе и/или входе устройства нагрева. Предпочтительно жидкий металл остается в устройстве нагрева в конце разливки, и оставшийся металл поддерживают в жидком состоянии посредством его подогрева в устройстве нагрева. Предпочтительно уровень глубины оставшегося металла достаточен для покрытия нагревательного элемента. Вариант выполнения изобретения далее будет описан в качестве примера со ссылкой на прилагаемые чертежи, где фиг. 1 - схема, иллюстрирующая основные компоненты установки для литья алюминия;-2 007280 фиг. 2 - вид в изометрии устройства нагрева с открытой крышкой; фиг. 3 - вид сверху устройства нагрева; фиг. 4 - вид спереди на отсеченную по линии А-А часть устройства нагрева по фиг. 3; фиг. 5 - вид в изометрии задней части устройства нагрева по фиг. 3, отсеченной по линии А-А; фиг. 6 - вид сбоку упомянутой задней части устройства нагрева; фиг. 7 - вид в изометрии составного устройства фильтрации и нагрева, включающего коробку фильтрации и камеру нагрева, которые показаны с открытыми крышками; фиг. 8 - вид сверху составного устройства с открытыми крышками; фиг. 9 - вид спереди на составное устройство с открытыми крышками; фиг. 10 - вид сзади на составное устройство с открытыми крышками; фиг. 11 - вид сбоку на составное устройство с открытыми крышками; фиг. 12 - вид сверху на составное устройство с зарытыми крышками; фиг. 13 - вид сбоку на составное устройство с закрытыми крышками; фиг. 14 - вид спереди на составное устройство с закрытыми крышками; фиг. 15 - вид спереди на отсеченную по линии В-В часть составного устройства по фиг. 8; и фиг. 16 - вид в изометрии отсеченной по линии В-В части составного устройства по фиг. 8. Показанная на фиг. 1 литейная установка включает печь 2, устройство дегазации 4, устройство фильтрации 6, устройство нагрева 8 и литейную машину 10. Эти компоненты литейной установки связаны друг с другом посредством желобов 12, по которым жидкий металл течет от печи 2 через устройство дегазации 4, устройство фильтрации 6 и устройство нагрева 8 к литейной машине 10. За исключением устройства нагрева 8, данная установка является известной. В установке может присутствовать две печи 2, которые работают попеременно и обеспечивают, по существу, непрерывную подачу жидкого металла в литейную машину 10. Устройство дегазации может включать один или больше роторов для введения аргона в жидкий металл с целью удаления растворенного водорода. Используется типичное известное устройство дегазации,пример которого описан в патенте США 4 426 068, включенном в данную заявку посредством ссылки. Устройство фильтрации 6 в типовом варианте содержит фильтр из пенокерамики, через который проходит жидкий металл и который задерживает содержащиеся в металле включения и предотвращает их попадание в литейную машину. Устройство фильтрации и фильтр из пенокерамики являются общеизвестными и описаны, например, в патенте США 3 947 363, который включен в данную заявку посредством ссылки. Конструкция литейной машины 10 обеспечивает непрерывное литье жидкого металла и в типичном варианте включает напорный бокс и сопло, через которое жидкий металл подается в зазор между двумя разливочными валками. Жидкий металл при прохождении через зазор твердеет и выходит в виде полуготового листа или прутка. Пример машины непрерывного литья описан в патенте США 4 153 101, полное содержание которого включено в настоящую заявку путем ссылки на патент. В варианте выполнения изобретения, показанном на фиг. 1, устройство нагрева 8 размещено между устройством фильтрации 6 и литейной машиной 10. Следует, однако, иметь в виду, что, хотя такое размещение и является, в целом, предпочтительным, тем не менее, устройство нагрева может быть установлено в любом месте между печью 2 и литейной машиной 10. Например, оно может быть установлено между устройством дегазации 4 и устройством фильтрации 6 или между печью 2 и устройством дегазации 4. Если необходимо, можно иметь два или более устройств нагрева, устанавливаемых в различных местах между печью и литейной машиной. Первый вариант конструкции устройства нагрева 8 показан на фиг. 2-6. Устройство нагрева 8 включает стальной корпус 14, опирающийся на ножки 15 и имеющий закрепленную поворотно на шарнирном стержне 18 крышку 16, управляемую гидравлическим механизмом 20 через приводной рычаг 22. В корпусе 14 имеется огнеупорная облицовка 24 в виде продольного прямоугольно короба, образующего открытую сверху камеру 25 для жидкого металла. На одной боковой стенке 27 корпуса находится входной лоток 26, сообщающийся с одним концом камеры 25, а на противоположной стенке 29 корпуса находится выходной лоток 28, сообщающийся с противоположным концом камеры 25 так, что путь жидкого металла лежит вдоль всей камеры 25. Входной и выходной лотки 26, 28 покрыты огнеупорным материалом, имеют V-образную форму и выступают в короб чуть меньше, чем на половину его глубины. На торцевой стенке 31 корпуса имеется дренажное отверстие 30. Внутри камеры 25 установлены два электрических нагревательных элемента 32. Эти элементы 32,мощность каждого из которых 8 кВт, заключены в огнеупорную оболочку, например, из карбида кремния со связанным нитридом. Нагревательные элементы 32 расположены параллельно друг другу вдоль длины камеры, направлены к ее днищу и простираются ниже выходного лотка 28, так что при работе они полностью погружены в проходящий через камеру жидкий металл. Нагревательные элементы 32 закреплены в уплотненных отверстиях в задней стенке 34 корпуса и имеют на внешних концах электрические разъемы 36 для подсоединения к источнику питания. На входе 26 и выходе 28 предусмотрены термопары (не показаны) для измерения температуры жидкого металла на входе и выходе нагревательной камеры 25. Термопары соединены с управляющим-3 007280 устройством (не показано), которое регулирует величину мощности, подаваемую на электрические нагревательные элементы, с тем, чтобы поддерживать определенную температуру протекающего через выход 28 жидкого металла. Во время работы жидкий металл поступает через вход 26 в камеру 25, протекает вдоль нее и выходит через выход 28. Камера вмещает приблизительно 80 л жидкого металла, остающегося в камере в нормальном случае около 6 мин. За это время нагревательные элементы 32 могут поднять температуру металла на 10 С. Чувствительность температурных датчиков и управляющего устройства таковы, что температура металла на выходе может регулироваться с точностью до 1 С. В известном процессе непрерывного литья алюминия температура может составлять, например,705 С. Ранее для достижения такой температуры литья жидкий металл должен был быть нагрет в печи до температуры 810 С с тем, чтобы возможное охлаждение между печью и литейной машиной составляло 105 С. Однако температура в печи обычно колеблется в пределах 5-10 С, и такие температурные колебания могут усугубляться в системе, приводя к значительным изменениям температуры литья и нарушениям в зернистой структуре отливаемого алюминия. В настоящем изобретении используется управляемое устройством термостатического контроля устройство нагрева, способное поднять температуру жидкого металла на 10 С. Таким образом, печь может работать при более низкой температуре и при прохождении металла через систему уменьшатся потери тепла. Обычно металл в печи нагревают до температуры 780 С. При прохождении через систему температура металла может упасть на 80 С, а затем подняться в устройстве нагрева на 5 С, обеспечивая тем самым температуру литья в 705 С. Температура может регулироваться с точностью до 1 С, благодаря чему получают равномерную гомогенную зернистую структуру. Более низкая температура в печи также приводит к уменьшению поглощения водорода и, следовательно, к снижению требований по дегазации,снижению потребляемой энергии и уменьшению износа огнестойких материалов, применяемых для облицовки различных компонентов литейной установки. Как упоминалось выше, конструкция устройства нагрева такова, что нагревательные элементы 32 всегда остаются погруженными в алюминий в камере 25. Это снижает износ нагревательных элементов и предотвращает образование оксидов. Таким образом, избегают риска загрязнения алюминия рыхлыми оксидами. Это весьма важно, особенно если устройство нагрева размещено в предпочтительном для него месте: как раз перед литейной машиной, поскольку в этом случае оно оказывается расположенным после фильтра. С предотвращением образования оксидов исключается необходимость очистки нагревательных элементов, что тоже является весьма важным, поскольку нагревательные элементы очень дороги и легко могут быть повреждены. При подаче электропитания на нагревательные элементы 32 алюминий может оставаться в жидком состоянии в камере 25 неопределенно долго. Благодаря этому нет необходимости подогревать устройство нагрева перед выпуском металла. При необходимости получения другого сплава оставшийся в камере металл может быть быстро вытеснен новым сплавом, и эта часть металла может быть выведена в отходы. Обычно устройство нагрева 8 не нуждается в сливе. Однако, если по каким-либо причинам окажется необходимым дренировать камеру 25, это можно легко осуществить с помощью открытия дренажного отверстия 30. На фиг. 7-16 показано составное устройство фильтрации и нагрева, включающее устройство фильтрации 34 и устройство нагрева 36. Устройство фильтрации 34 и устройство нагрева 36 размещены последовательно, так что жидкий алюминий проходит сначала через устройство фильтрации 34, а затем через устройство нагрева 36. Конструкция устройства фильтрации 34 известна, а устройство нагрева 36, по существу, аналогично отдельному устройству нагрева 8, описанному выше и показанному на фиг. 1-6. Поэтому устройство нагрева 36 не будет здесь подробно раскрыто, имеется в виду, что его пояснение дано ранее при полном описании устройства нагрева 8. Для обозначения идентичных частей устройств нагрева, где это возможно, использованы одни и те же ссылочные номера. Составное устройство фильтрации и нагрева включает стальной корпус 40, опирающийся на ножки 42 и имеющий две крышки 44, 45 для устройства фильтрации 34 и устройства нагрева 36, соответственно. Крышки 44, 45 закреплены с возможностью поворота на общем шарнирном стержне 46 и приводятся в движение с помощью гидравлических механизмов 47, 48 через соответствующие приводные рычаги 49,50. Для подогрева устройства фильтрации 34 может использоваться газовая/воздушная горелка 52, устанавливаемая на крышке 44 этого устройства. В корпусе 14 находится огнеупорная футеровка 56, образующая два короба: для устройства фильтрации 34 и устройства нагрева 36, соответственно. На одной стороне корпуса на его стенке расположен сообщающийся с устройством фильтрации 34 входной лоток 58, и на противоположной стороне корпуса расположен выходной лоток 60, сообщающийся с устройством нагрева 36, а между устройством фильтрации 34 и устройством нагрева 36 имеется передающий лоток 62 для перехода жидкого металла из устройства фильтрации в устройство нагрева. Над входным лотком 58 установлен клапан 64 с гидравлическим приводом, предназначенный для регулирования поступающего в устройство потока жидкого металла. На передней стенке 68 корпуса имеются два дренажных-4 007280 отверстия 66, 30, предназначенных для вывода жидкого метала из устройства фильтрации 34 и устройства нагрева 36, соответственно. Устройство фильтрации 34 включает открытую сверху камеру 70 фильтрации, разделенную перегородкой 78 на верхнюю и нижнюю секции 74, 76, соответственно. Перегородка проходит вниз от верха камеры 70 на примерно две трети ее глубины так, что жидкий металл, протекающий через камеру 70 из верхней секции 74 в нижнюю секцию 76, должен проходить под перегородкой 78. На стенках верхней части камеры 70 и на перегородке имеется уступ 80. На уступ 80 опирается матрица твердого пенокерамического фильтра (не показана), проходящая по всей поверхности верхней части 74 камеры приблизительно на уровне нижней части перегородки 78. Во время работы жидкий металл входит в верхнюю часть 74 фильтрующей камеры 70 через входной лоток 58, затем идет вниз через фильтр и под перегородкой 78, а затем опять поднимается в нижнюю часть 76 фильтрующей камеры. Далее металл проходит через передающий лоток 62 в устройство нагрева 36, где он нагревается в камере 25 нагрева нагревательными элементами 32. У передающего лотка 62 и у выхода 60 установлены термопары (не показаны), предназначенные для измерения температуры жидкого металла на входе и выходе камеры 25 нагрева. Термопары соединены с управляющим устройством (не показано), которое регулирует подачу электропитания на электрические нагреватели 32, с тем, чтобы поддерживать температуру жидкого метала, проходящего через выход 60, на определенном уровне. Работа составного устройства фильтрации и нагрева по регулированию температуры жидкого металла, по существу, аналогична описанной выше работе с отдельным устройством нагрева и поэтому не будет разъясняться более подробно. Следует помнить, однако, что устройство фильтрации 34 и устройство нагрева 36 могут дренироваться по отдельности, благодаря чему керамический фильтр в устройстве фильтрации 34 можно заменять, не открывая устройство нагрева 36. Следовательно, нагревательные элементы 32 могут оставаться погруженными в жидкий металл почти постоянно, что предотвращает образование оксидов и позволяет избежать предварительного подогрева камеры нагрева перед началом и повтором новой операции литья. Возможны различные модификации описанного здесь изобретения, некоторые из которых будут пояснены далее. Хотя для того, чтобы температура жидкого металла у литейной машины могла регулироваться с большой точностью, предпочтительным расположением устройства нагрева является позиция непосредственно перед литейной машиной, однако, устройство нагрева можно размещать и в любой точке линии подачи между печью и литейной машиной. Например, устройство нагрева можно установить непосредственно перед устройством фильтрации, благодаря чему попадающие в металл при его прохождении через устройство нагрева (хотя конструкция устройства делает это маловероятным) любые загрязнения могут быть отфильтрованы еще до того, как металл подойдет к литейной машине. Устройство нагрева может быть установлено и еще раньше, или могут быть установлены два или более устройств нагрева в разных местах линии подачи металла. Вместо установки одного или более нагревательных элементов в камере нагрева, эти нагревательные элементы могут быть вмонтированы в стенки и/или днище камеры с тем, чтобы избежать любой возможности подтекания в местах уплотненных соединений, где элементы проходят сквозь огнеупорные стенки камеры нагрева. Могут также использоваться другие типы нагревателей (например, газовые горелки). Изобретение особенно найдет применение для осуществления непрерывного литья алюминия и алюминиевых сплавов, но может также использоваться и для непрерывного литья других металлов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство нагрева для использования в установке непрерывного литья, включающее имеющую вход и выход камеру нагрева для жидкого металла, конструкция и расположение которой обеспечивают непрерывное протекание через камеру от ее входа до ее выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня выхода, при этом нагревательный элемент выполнен и установлен с возможностью нагревания проходящего через камеру жидкого метала до определенной температуры. 2. Устройство по п.1, в котором электрический нагревательный элемент заключен в защитный элемент, выполненный из огнеупорного материала. 3. Устройство по п.2, в котором защитный элемент включает уплотненную защитную оболочку. 4. Устройство по любому из пп.1-3, в котором камера нагрева имеет продолговатую форму, а вход и выход расположены на ее противоположных концах. 5. Устройство по п.4, в котором по меньшей мере один нагревательный элемент является удлиненным и установлен так, что проходит через всю длину камеры нагрева.-5 007280 6. Устройство по любому из пп.1-5, в которое включен по меньшей мере один температурный датчик. 7. Устройство по п.6, в котором температурный датчик установлен с возможностью измерения температуры жидкого металла у выхода. 8. Устройство по любому из пп.1-7, в котором камера нагрева снабжена огнеупорной футеровкой. 9. Устройство по любому из пп.1-8, в которое включена крышка для камеры нагрева. 10. Устройство по любому из пп.1-9, в котором в камере нагрева имеется дренажное отверстие. 11. Устройство по любому из пп.1-10, в которое включена камера фильтрации. 12. Устройство по п.11, в которое включен передающий канал, соединяющий камеру фильтрации и камеру нагрева. 13. Устройство по п.11 или 12, в котором камера фильтрации расположена перед камерой нагрева. 14. Устройство по любому из пп.11-13, в котором в камере фильтрации имеется фильтр из пенокерамики. 15. Устройство по любому из пп.11-14, в которое включена крышка для камеры фильтрации. 16. Устройство по любому из пп.11-15, в котором камера фильтрации имеет дренажное отверстие. 17. Литейная установка, применяемая в процессах непрерывного литья, включающая печь для нагревания металла до первой температуры жидкого металла, литейную машину, включающую пару разливочных валков и сопло, расположенное так, чтобы подавать жидкий металл в зазор между разливочными валками, при этом при прохождении через зазор металл твердеет, линию подачи для подачи жидкого металла от печи к литейной машине, устройство нагрева, расположенное на линии подачи между печью и литейной машиной, при этом указанное устройство нагрева управляется с помощью устройства термостатического контроля и предназначено для нагревания жидкого металла до второй температуры жидкого металла, отличающаяся тем, что устройство нагрева включает имеющую вход и выход камеру нагрева жидкого металла, выполненную и установленную с обеспечением непрерывного прохождения жидкого металла через камеру от ее входа до ее выхода, и по меньше мере один регулируемый устройством термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня ее выхода. 18. Литейная установка по п.17, включающая устройство дегазации. 19. Литейная установка по п.18, в которой устройство нагрева установлено после устройства дегазации. 20. Литейная установка по любому из пп.17-19, включающая устройство фильтрации. 21. Литейная установка по п.20, в которой устройство нагрева установлено после устройства фильтрации. 22. Литейная установка по любому из пп.17-21, в которой литейная машина включает напорный бокс, а устройство нагрева установлено перед напорным боксом. 23. Литейная установка по любому из пп.17-22, включающая устройство термостатического контроля для управления устройством нагрева. 24. Литейная установка по любому из пп.17-23, в котором устройство нагрева выполнено таким, как описано в пп.1-16. 25. Способ непрерывного литья, включающий этапы нагревания металла в печи до первой температуры жидкого металла, подачи жидкого металла по линии подачи от печи до литейной машины, имеющей сопло и пару разливочных валков и направляющей жидкий металл через сопло в зазор между разливочными валками так, что при прохождении через этот зазор металл твердеет, отличающийся тем, что жидкий металл подогревают до второй температуры жидкого металла в управляемом устройством термостатического контроля устройстве нагрева, установленном на линии подачи между печью и литейной машиной; при этом указанное устройство нагрева включает имеющую вход и выход камеру нагрева для жидкого металла, выполненную и установленную с обеспечением постоянного протекания через нее от входа до выхода жидкого металла, и по меньшей мере один регулируемый с помощью устройства термостатического контроля электрический нагревательный элемент, установленный внутри камеры нагрева ниже уровня ее выхода. 26. Способ по п.25, включающий этап дегазации жидкого металла. 27. Способ по п.26, в котором после этапа дегазации жидкий металл нагревают до второй температуры жидкого металла. 28. Способ по любому из пп.25-27, включающий этап фильтрации жидкого металла. 29. Способ по п.28, в котором после этапа фильтрации жидкий металл подогревают до второй температуры жидкого металла. 30. Способ по любому из пп.25-29, при котором вторая температура жидкого металла находится в диапазоне 600-800 С, предпочтительно 650-750 С и более предпочтительно 680-720 С. 31. Способ по любому из пп.25-30, в котором жидкий металл нагревают в устройстве нагрева до получения повышения температуры на 0-50 С, предпочтительно на 0-20 С и еще более предпочтительно на 0-10 С.-6 007280 32. Способ по любому из пп.25-31, включающий этапы измерения температуры жидкого металла и управления устройством нагрева в соответствии с измеренной температурой. 33. Способ по п.32, в котором температуру жидкого металла измеряют на выходе устройства нагрева. 34. Способ по любому из пп.32 и 33, в котором температуру жидкого металла измеряют на входе устройства нагрева. 35. Способ по любому из пп.25-34, при котором жидкий металл остается в устройстве нагрева в конце разливки и оставшийся металл поддерживают в жидком состоянии посредством его подогрева в устройстве нагрева. 36. Способ по п.35, при котором уровень глубины оставшегося металла достаточен для покрытия хотя бы одного нагревательного элемента.
МПК / Метки
МПК: B22D 11/119, B22D 11/117, B22D 11/06, B22D 41/005, H05B 3/62, F27B 14/06, B22D 41/01, F27D 23/00
Метки: способ, непрерывного, установка, литья
Код ссылки
<a href="https://eas.patents.su/11-7280-sposob-i-ustanovka-nepreryvnogo-litya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и установка непрерывного литья</a>
Способ непрерывного литья стали на машине непрерывного литья заготовок
Номер патента: 6887
Опубликовано: 28.04.2006
Авторы: Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович, Трусова Ирина Александровна, Мандель Николай Львович, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Гуляев Михаил Павлович, Бондаренко Александр Николаевич, Хлебцевич Всеволод Алексеевич, Кабишов Сергей Михайлович
МПК: B22D 11/12
Метки: машине, литья, заготовок, способ, стали, непрерывного
Формула / Реферат:
1. Способ непрерывного литья стали на машине непрерывного литья заготовок, включающий охлаждение отливки в кристаллизаторе, радиальную вытяжку непрерывно-литой заготовки блюма с принудительным вторичным водяным охлаждением, правку слитка с охлаждением на воздухе, отличающийся тем, что в процессе вытяжки непрерывно-литой заготовки осуществляют скоростной нагрев поверхностных слоев заготовки на участке перехода радиальной части дуги заготовки в...
Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком
Номер патента: 4125
Опубликовано: 25.12.2003
Авторы: Пиетиля Сеппо, Койвисто Маркку
МПК: B22D 11/04
Метки: способ, потоком, охлаждения, литья, восходящим, металлов, непрерывного, устройство
Формула / Реферат:
1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается...
Устройство для непрерывного литья металлических полос
Номер патента: 5759
Опубликовано: 30.06.2005
Авторы: Сивессон Патрик, Эстлунд Стуре
МПК: B22D 11/041
Метки: непрерывного, металлических, полос, литья, устройство
Формула / Реферат:
1. Устройство для непрерывного вертикального литья металлических полос, содержащее литейную форму (10), которая имеет верхний и нижний концы и полость (C) с открытыми концами, имеющую входное отверстие (E) литейной формы, расположенное на указанном верхнем конце, и выходное отверстие для полосы, расположенное на указанном нижнем конце; промежуточный ковш (11), предназначенный для удержания жидкого металла и имеющий выпускное отверстие (11A),...
Литейная форма для непрерывного литья металлических полос
Номер патента: 5756
Опубликовано: 30.06.2005
Авторы: Эстлунд Стуре, Вестман Бертил
МПК: B22D 11/055
Метки: металлических, полос, литья, литейная, форма, непрерывного
Формула / Реферат:
1. Литейная форма для непрерывного литья металлических полос, содержащая две боковые стенки (11), которые расположены на противоположных сторонах сквозной полости (C) литейной формы, имеющей входной конец (E) для непрерывного приема жидкого металла и выходной конец (D) для непрерывного выпуска движущейся затвердевшей полосы (D), отформованной из указанного жидкого металла, и каждая из которых содержит графитовый блок (13), и охлаждающую систему,...
Способ непрерывного погружного горячего нанесения покрытия на металлическую ленту и установка для осуществления способа
Номер патента: 4449
Опубликовано: 29.04.2004
Авторы: Дошелль Дидье, Боден Юг, Гаше Лоран, Прижан Ив, Люка Патрис
МПК: C23C 2/00
Метки: покрытия, погружного, металлическую, нанесения, осуществления, способ, способа, непрерывного, установка, горячего, ленту
Формула / Реферат:
1. Способ непрерывного погружного нанесения покрытия на металлическую ленту (1) в баке (11), содержащем ванну (12) жидкого металла, в котором металлическую ленту (1) пропускают в непрерывном режиме и в защитной среде через кожух (13), нижняя часть (13a) которого погружена в ванну (12) жидкого металла для определения вместе с поверхностью ванны внутри данного кожуха (13) жидкой герметичной прослойки (14), металлическую ленту (1) отклоняют на...
Предыдущий патент: Направляющее устройство для флотационной машины
Следующий патент: Высокоскоростное фотопечатающее устройство и способ печати с его использованием (варианты)
Случайный патент: Пленка тонкая изотропная на основе термореактивной смолы (варианты)