Способ изготовления абсорбирующего полотна, включающий крепирование на ткани и вытяжку
Номер патента: 12673
Опубликовано: 30.12.2009
Авторы: Маккаллаф Стефен Дж., Сьюпер Гай Х., Эдвардс Стивен Л., Мюррей Фрэнк К.
Формула / Реферат
1. Способ изготовления крепированного на ткани абсорбирующего целлюлозного полотна, включающий:
a) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги;
b) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокон, на транспортирующую передающую поверхность, перемещаемую с первой скоростью; и
c) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием рисунчатой крепирующей ткани; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости упомянутой передающей поверхности; причем рисунок ткани, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы крепировать волокнистый слой с передающей поверхности и перераспределять на крепирующей ткани с образованием волокнистого слоя с растяжимой сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере, (i) множество областей скопления волокон, обладающих большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью;
в котором растяжимая сетчатая структура волокнистого слоя отличается тем, что она содержит связанную волокнистую матрицу, пористость которой повышается, когда его высушивают и затем подвергают вытяжке.
2. Способ по п.1, включающий вытяжку высушенного волокнистого слоя и увеличение объемности волокнистого слоя.
3. Способ по п.1, включающий вытяжку высушенного волокнистого слоя и уменьшение разносторонности волокнистого слоя.
4. Способ по п.1, в котором крепирование на ткани и параметры процесса изготовления регулируют таким образом, чтобы ориентация волокон в областях скопления волокон была наклонена в поперечном направлении.
5. Способ по п.1, в котором области скопления волокон содержат множество микроскладок, где линии складок проходят в поперечном направлении по отношению к продольному направлению, дополнительно включающий вытяжку высушенного волокнистого слоя в продольном направлении для увеличения объема микроскладок.
6. Способ по п.1, выполняемый со степенью крепирования на ткани от около 10 до около 300%.
7. Способ по п.1, выполняемый со степенью крепирования на ткани, составляющей по меньшей мере около 60%.
8. Способ по п.1, выполняемый со степенью крепирования на ткани 100% или более.
9. Способ по любому из предшествующих пунктов, в котором волокнистый слой снимают с цилиндра сушильной машины без существенного крепирования.
10. Способ по п.9, в котором стадию регулирования угла съема с сушильного цилиндра выполняют, используя направляющий вал для полотна, который располагают рядом с сушильным цилиндром таким образом, чтобы зазор между поверхностью сушильного цилиндра и поверхностью направляющего вала для полотна был менее приблизительно двойной толщины волокнистого слоя.
11. Способ по п.1 изготовления крепированного на ткани абсорбирующего целлюлозного полотна, включающий приклеивание волокнистого слоя к сушильному цилиндру полимерной клеящей покрывающей композицией, последующий съем волокнистого слоя с сушильного цилиндра; в котором приклеивание и съем выполняют таким образом, чтобы, по существу, предохранить растяжимую волокнистую сетчатую структуру.
12. Способ по п.11, дополнительно включающий стадию поддержания клеящей полимерной покрывающей композицией на сушильном цилиндре таким образом, чтобы посредством ее обеспечивать достаточно прочное приклеивание в мокром состоянии при передаче волокнистого слоя на сушильный цилиндр для прикрепления волокнистого слоя к нему во время сушки, в котором клеящую покрывающую композицию поддерживают в податливом состоянии во время сушки таким образом, чтобы волокнистый слой можно было снимать с сушильного цилиндра без использования крепирующего шабера.
13. Способ по п.11, в котором осуществляют тиснение волокнистого слоя в то время, когда он расположен на сушильном цилиндре.
14. Способ по п.13, в котором стадию тиснения волокнистого слоя выполняют в то время, когда он уложен на сушильный цилиндр, посредством тиснильной поверхности, перемещаемой со скоростью в продольном направлении, меньшей скорости сушильного цилиндра.
15. Способ по любому из предшествующих пунктов, в котором крепирование на ткани и параметры процесса изготовления регулируют таким образом, чтобы отношение уменьшения (%) толщины к уменьшению (%) плотности волокнистого слоя составляло менее приблизительно 0,85 при вытяжке волокнистого слоя.
16. Способ по п.1, в котором к волокнистому слою прикладывают вакуум, причем разрежение при приложении вакуума составляет по меньшей мере 5 дюймов ртутного столба.
17. Способ по п.1, в котором исходный волокнистый слой формируют посредством напуска потока композиции бумажной массы на формующий сеточный транспортер, где поток подают со скоростью потока, а сеточный транспортер перемещают со скоростью движения формующего сеточного транспортера, причем разницу между скоростью потока и скоростью формующего сеточного транспортера называют "разностью скоростей потока и сеточного транспортера"; регулирования разности скоростей потока и сеточного транспортера и стадии крепирования на ткани, включая выбор ткани таким образом, чтобы отношение растяжений в продольном и поперечном направлениях волокнистого слоя в сухом состоянии составляло около 1,5 или менее.
18. Способ по п.17, в котором отношение растяжений в продольном и поперечном направлениях волокнистого слоя в сухом состоянии составляет около 0,75 или менее.
19. Способ по п.17, в котором отношение растяжений в продольном и поперечном направлениях волокнистого слоя в сухом состоянии составляет около 0,5 или менее.
20. Способ по любому из пп.17-19, включающий регулирование разности скоростей потока и сеточного транспортера таким образом, чтобы она являлась отрицательной величиной или была больше приблизительно 350 фут/мин.

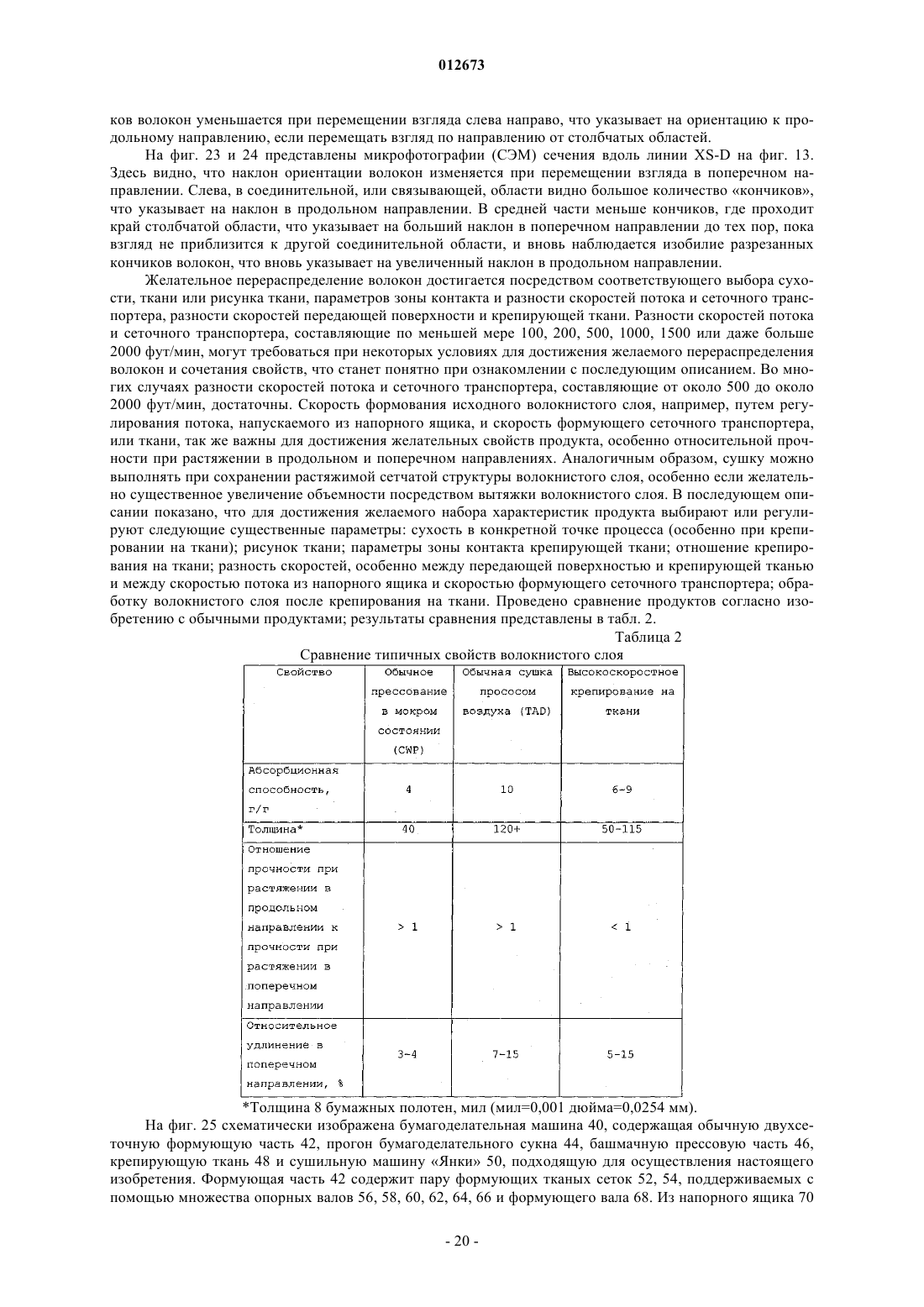
Текст
012673 Область технического применения изобретения Настоящее изобретение относится, частично, к способу, в котором волокнистый слой обезвоживают с уплотнением, крепируют на крепирующей ткани и вытягивают для увеличения объема высушенного волокнистого слоя. Предпосылки к созданию изобретения Способы изготовления тонкой бумаги для получения туалетной бумаги, полотенец и т.п. хорошо известны, и они включают различные процессы, например сушку с использованием сушильной машины Янки, сушку посредством просасывания воздуха, крепирование на ткани, крепирование в сухом состоянии, крепирование в мокром состоянии и т.д. Обычные способы прессования в мокром состоянии обладают определенными преимуществами в сравнении с обычными способами сушки посредством просасывания воздуха, включающими: (1) меньшую стоимость энергии, связанную с механическим удалением воды, в сравнении с испарением при сушке горячим воздухом; (2) более высокую производительность, которую легче достигают при использовании процессов, включающих прессование в мокром состоянии для формования волокнистого слоя. С другой стороны, сушка посредством просасывания воздуха была широко принята и для ее развития были затрачены новые капиталовложения, особенно для изготовления мягкой, объемной, тонкой бумаги повышенного качества и полотенечного ассортимента. Крепирование на ткани использовали в бумагоделательных процессах, включавших механическое обезвоживание или обезвоживание с уплотнением волокнистого слоя как средство оказания влияния на свойства продукта. См. патенты США 4689119 и 4551199, зарегистрированные на имя Weldon;4849054 и 4834838, зарегистрированные на имя Klowak;6287426, зарегистрированный на имя Edwards и др. Внедрению процессов крепирования на ткани препятствовала сложность осуществления переноса волокнистого слоя с повышенной или средней сухостью в сушильную машину. Следует также обратить внимание на патент США 6350349, зарегистрированный на имя Hermans и др., в котором раскрыт способ переноса в мокром состоянии волокнистого слоя с вращаемой передающей поверхности на ткань. Другие патенты, относящиеся в более общей форме к крепированию на ткани, включают следующие патенты США:4834838, 4482429, 4445638, а также 4440597, зарегистрированный на имяWells и др. В бумагоделательных способах также использовали формование на ткани как средство для обеспечения текстуры и пористости. В этом отношении следует рассмотреть патент США 6610173, зарегистрированный на имя Lindsey и др., в котором предложен способ впечатывания волокнистого слоя во время прессования в мокром состоянии, в результате чего образовывали асимметричные выступы, соответствовавшие отклоняющим трубкам отклоняющего элемента. В патенте США 6610173 говорится, что перенос при различии в скоростях во время прессования служит улучшению формования и впечатыванию волокнистого слоя посредством отклоняющего элемента. Говорится, что изготовленные тонкие бумажные волокнистые слои обладали комплексами физических и геометрических свойств, например уплотненной рисунчатой сетчатой структурой и повторяющимся рисунком выступов, имеющих асимметричные структуры. По вопросу формования в мокром состоянии волокнистого слоя с использованием текстурированных тканей целесообразно познакомиться также со следующими патентами США:6017417 и 5672248, зарегистрированными на имя Wendt и др.;5508818 и 5510002, зарегистрированными на имя Hermans и др., и 4637859, зарегистрированным на имя Trokhan. По вопросу использования тканей для придания текстуры в основном сухому бумажному волокнистому слою следует обратиться к патенту США 6585855, зарегистрированному на имя Drew и др., а также к публикации США 2003/00064. Крепированные продукты, получаемые с применением сушки посредством просасывания воздуха,описаны в следующих патентах США:3994771, зарегистрированном на имя Morgan, Jr. и др.;4102737, зарегистрированном на имя Morton;4529480, зарегистрированном на имя Trokhan. Способы, описанные в этих патентах, содержат, в очень общем виде, процессы формования волокнистого слоя на перфорированной опоре, предварительной тепловой сушки волокнистого слоя, укладки волокнистого слоя на рабочий орган сушильной машины Янки с определенной зоной контакта частично путем вдавливания ткани и крепирования продукта на выпуске из сушильной машины Янки. Обычно требуется относительно проницаемый волокнистый слой, что осложняет использование вторичной композиции на тех уровнях, которые были бы желательны. Перенос в сушильную машину Янки обычно производят при сухости волокнистого слоя от около 60 до около 70%. См. также патент США 6187137, зарегистрированный на имя Druecke и др. Вопросы применения вакуума в то время, когда волокнистый слой находится в ткани, рассмотрены в следующих патентах США:5411636, 5492598,5505818, 5510001, 5510002, зарегистрированными на имя Hermans и др. Как сказано выше, продукты, полученные с применением сушки посредством просасывания воздуха, часто обладают повышенной объемностью и мягкостью; однако при тепловом обезвоживании с использованием горячего воздуха имеет место тенденция к повышению энергоемкости. Операции прессования в мокром состоянии, при которых волокнистые слои механически обезвоживают, являются предпочтительными с точки зрения перспектив энергопотребления и более легко применимыми к композициям, содержащим вторичное волокно, при использовании которого имеет место тенденция к образова-1 012673 нию волокнистого слоя меньшей проницаемости, чем при использовании первичного волокна. Много усовершенствований предложено для увеличения объемности и абсорбционной способности продуктов,обезвоживаемых с уплотнением, которые обычно обезвоживают, частично, с помощью бумагоделательного сукна. Краткое описание изобретения Продукты, крепированные на ткани согласно настоящему изобретению, обычно содержат области скопления волокон относительно повышенной плотности, соединенные с областями меньшей плотности. Особенно предпочтительные продукты содержат растяжимую сетчатую структуру, которую можно расширять, т.е. увеличивать ее пористость и объемность посредством вытяжки до большей длины. Это очень необычное и неожиданное свойство можно в дальнейшем оценить при рассмотрении микрофотографий, представленных на фиг. 1 и 2, а также данных, представленных в разделе Подробное описание изобретения ниже. На фиг. 1 представлена микрофотография (продольное сечение, слева направо на фотографии) области скопления волокон невытянутого, крепированного на ткани волокнистого слоя. На фотографии видно, что этот волокнистый слой содержит микроскладки, расположенные в поперечном направлении относительно продольного направления, т.е. гребешки, или складки, проходящие в поперечном направлении (вглубь микрофотографии). На фиг. 2 представлена микрофотография волокнистого слоя, похожая на микрофотографию на фиг. 1, где волокнистый слой был подвергнут вытяжке, составлявшей 45%. На фигуре видно, что микроскладки были расширены, и при этом волокна были рассеяны из области скопления волокон вдоль продольного направления. Не связывая это явление с какой-либо определенной теорией, авторы считают, что эта особенность изобретения, т.е. переформирование, или раскрывание,складок материала в области скопления волокон, приводит к обретению материалом необычных макроскопических свойств. Согласно настоящему изобретению создан способ изготовления крепированного на ткани абсорбирующего целлюлозного полотна, включающий стадии: а) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги; b) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокон, на транспортирующую передающую поверхность, перемещаемую с первой скоростью; и с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием рисунчатой крепирующей ткани; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости упомянутой передающей поверхности; причем рисунок ткани, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы крепировать волокнистый слой с передающей поверхности и перераспределять на крепирующей ткани с образованием волокнистого слоя с растяжимой сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере, (i) множество областей скопления волокон, обладающих большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. Растяжимая сетчатая структура волокнистого слоя отличается тем, что она содержит связанную волокнистую матрицу, которая обладает способностью к увеличению пористости после высушивания и последующей вытяжки. При вытяжке волокнистого слоя происходит увеличение его объемности; уменьшение разносторонности и ослабление областей скопления волокон в волокнистом слое. В результате применения способа изготовления абсорбирующего полотна согласно изобретению обычно получают нехаотическое распределение волокон в волокнистом слое, в котором ориентация волокон в областях скопления волокон наклонена в поперечном направлении. Очевидно, при рассмотрении приложенных микрофотографий, что ориентация в поперечном направлении является наиболее сильной рядом с перегибами в ткани. Волокнистый слой обычно отличается тем, что области скопления волокон содержат множество микроскладок, где линии складок, или загибов, расположены в поперечном направлении относительно продольного направления. При вытяжке волокнистого слоя в продольном направлении происходит расширение микроскладок. Предложенный в изобретении способ обычно выполняют при степени крепирования на ткани, составляющей от около 10 до около 100%, например выполняют при степени крепирования на ткани, составляющей по меньшей мере около 40%. Степень крепирования на ткани, составляющая по меньшей мере около 60 или 80%, предпочтительна в некоторых случаях; однако способ можно осуществлять при степени крепирования на ткани, составляющей 100% или более, возможно даже свыше 125% в некоторых случаях. Согласно другому аспекту изобретения создан способ изготовления крепированного на ткани абсорбирующего целлюлозного полотна, включающий стадии: а) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги; b) укладку обезвоженного волокнистого слоя,обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую-2 012673 поверхность, перемещаемую с первой скоростью; с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием рисунчатой крепирующей ткани; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости упомянутой передающей поверхности. Рисунок ткани, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы волокнистый слой крепировать с передающей поверхности и перераспределять на крепирующей ткани таким образом,чтобы формировать волокнистый слой с растяжимой сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере, (i) множество областей скопления волокон, обладающих относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. Растяжимая сетчатая структура волокнистого слоя отличается тем, что она содержит связанную волокнистую матрицу, которая обладает способностью к увеличению пористости при вытяжке в сухом состоянии. Способ дополнительно включает: d) укладку волокнистого слоя на сушильный барабан; е) сушку волокнистого слоя на сушильном барабане; f) съем волокнистого слоя с сушильного барабана; где стадииd), e) и f) выполняют таким образом, чтобы, по существу, предохранить растяжимую волокнистую сетчатую структуру; и g) вытяжку высушенного волокнистого слоя. Предпочтительно сушильный цилиндр является цилиндром сушильной машины Янки, снабженной сушильной камерой, как это хорошо известно в данной области техники. Волокнистый слой можно снимать с цилиндра сушильной машины Янки без существенного крепирования. Хотя крепирующий шабер можно использовать или не использовать, может быть желательным в некоторых случаях использовать шабер, например неметаллический шабер, чтобы мягко способствовать съему или инициировать съем волокнистого слоя с цилиндра сушильной машины Янки. Вообще, способ согласно изобретению можно выполнять при степени крепирования на ткани, составляющей от около 10 до около 100 или даже 200 либо 300%, и при степени восстановления крепирования, составляющей от около 10 до около 100%. Как показано в последующем описании, восстановление крепирования является мерой степени крепирования, приданной волокнистому слою, который впоследствии вытягивают. Способ выполняют при степени восстановления крепирования, составляющей по меньшей мере около 20% в предпочтительных вариантах исполнения, например, выполняют при степени восстановления крепирования, составляющей по меньшей мере около 30, 40, 50, 60, 80 или 100%. Любая подходящая композиция бумажной массы может быть использована для изготовления целлюлозного полотна согласно настоящему изобретению. Способ особенно пригоден для использования вторичного волокна, так как в волокнистой массе может содержаться короткое волокно. Наиболее предпочтительно каландрировать и вытягивать волокнистый слой на производственной линии. Хотя можно использовать любой подходящий способ вытяжки волокнистого слоя, особенно предпочтительно производить его вытяжку между первым валом, приводимым со скоростью в продольном направлении, большей скорости крепирующей ткани, и вторым валом, приводимым со скоростью в продольном направлении, большей скорости первого вала. В предпочтительных вариантах исполнения способа крепируемое на ткани абсорбирующее целлюлозное полотно высушивают до сухости, составляющей по меньшей мере около 90% или даже более; предпочтительно по меньшей мере до 92% до его вытяжки. Обычно волокнистый слой высушивают приблизительно до 98% сухости при сушке в ткани. В общем, параметры технологического процесса и крепирование на ткани регулируют таким образом, чтобы отношение уменьшения (%) толщины волокнистого слоя к уменьшению (%) его плотности составляло менее приблизительно 0,85 при вытяжке волокнистого слоя. Значение, составляющее менее приблизительно 0,7 или даже 0,6, является более предпочтительным. Согласно другому аспекту изобретения создан способ изготовления крепируемого на ткани абсорбирующего целлюлозного бумажного полотна, включающий стадии: а) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги; b) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещаемую с первой скоростью; с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием рисунчатой крепирующей ткани. Стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани,ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости передающей поверхности. Рисунок ткани, параметры зоны контакта,разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы волокнистый слой крепировать с передающей поверхности и перераспределять на крепирующей ткани таким образом, чтобы формировать волокнистый слой с растяжимой сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере, (i) множество областей скопления волокон, обладающих относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. Растя-3 012673 жимая сетчатая структура волокнистого слоя отличается тем, что она содержит связанную волокнистую матрицу, которая обладает способностью к увеличению пористости при вытяжке в сухом состоянии. Способ дополнительно включает стадии: d) укладку волокнистого слоя на сушильный цилиндр; е) сушку волокнистого слоя на сушильном цилиндре; f) отслаивание волокнистого слоя от сушильного цилиндра;g) регулирование угла съема волокнистого слоя с сушильного цилиндра, где стадии d), е), f) и g) выполняют таким образом, чтобы, по существу, предохранить растяжимую волокнистую сетчатую структуру. Затем высушенный волокнистый слой вытягивают до окончательной длины. Стадию регулирования угла съема волокнистого слоя с сушильного цилиндра выполняют в предпочтительных вариантах исполнения, используя направляющий вал для полотна. Направляющий вал для полотна располагают рядом с сушильным цилиндром таким образом, чтобы зазор между поверхностью сушильного цилиндра и поверхностью направляющего вала для полотна был меньше приблизительно двойной толщины волокнистого слоя. В предпочтительных случаях направляющий вал для полотна располагают таким образом, чтобы зазор между поверхностью сушильного цилиндра и поверхностью направляющего вала для полотна был приблизительно равен или меньше толщины волокнистого слоя. Волокнистый слой предпочтительно каландрируют и вытягивают на производственной линии после отслоения от сушильного цилиндра. Волокнистый слой вытягивают в любой подходящей степени в зависимости от желаемых свойств. В общем, волокнистый слой вытягивают по меньшей мере приблизительно на 10%, обычно по меньшей мере приблизительно на 15%, предпочтительно по меньшей мере приблизительно на 30%. Волокнистый слой можно вытягивать по меньшей мере приблизительно на 45 или 75% или более в зависимости от степени крепирования на ткани, достигнутой ранее. Любой подходящий способ можно использовать для вытяжки волокнистого слоя. Один предпочтительный способ заключается в вытяжке волокнистого слоя между первым, вытяжным валом, приводимым с первой скоростью в продольном направлении, которая желательно несколько больше скорости крепирующей ткани, и вторым вытяжным валом, приводимым со скоростью производственной линии в продольном направлении, существенно большей скорости первого вытяжного вала. При использовании этого аппарата волокнистый слой предпочтительно обводят вокруг первого вытяжного вала таким образом, чтобы он охватывал дугу, достаточную для сдерживания проскальзывания, в идеальном случае более 180 окружности вала. Подобным же образом волокнистый слой обводят вокруг второго вытяжного вала, чтобы он охватывал другую дугу, достаточную для сдерживания проскальзывания, в идеальном случае также - более 180 окружности вала. В предпочтительных случаях волокнистый слой обводят вокруг каждого из (первого и второго) вытяжных валов таким образом, чтобы он охватывал дугу от около 200 до около 300 их соответствующих окружностей. Также предпочтительно, чтобы первый и второй вытяжные валы были установлены с возможностью перемещения одного относительно другого потому,что их надлежит располагать в первом положении для заправки и во втором положении для работы, таким образом, чтобы волокнистый слой одной стороной контактировал с первым вытяжным валом, а другой стороной контактировал со вторым вытяжным валом. Согласно еще одному дополнительному аспекту настоящего изобретения создан способ изготовления крепируемого на ткани абсорбирующего целлюлозного полотна, включающий стадии: а) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги; b) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещаемую с первой скоростью; с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием рисунчатой крепирующей ткани. Стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости передающей поверхности. Рисунок ткани, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы волокнистый слой крепировать с передающей поверхности и перераспределять на крепирующей ткани таким образом, чтобы формировать волокнистый слой с растяжимой сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере,(i) множество областей скопления волокон, обладающих относительно большой местной плотностью,взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. Растяжимая сетчатая структура волокнистого слоя отличается тем, что она содержит связанную волокнистую матрицу, которая обладает способностью к увеличению пористости при вытяжке в сухом состоянии. Способ дополнительно включает стадии: d) приклеивание волокнистого слоя к сушильному цилиндру с помощью полимерной клеящей покрывающей композиции; е) сушку волокнистого слоя на сушильном цилиндре и f) съем волокнистого слоя с сушильного цилиндра. Стадии d), e) и f) выполняют таким образом, чтобы, по существу, предохранять растяжимую волокнистую сетчатую структуру. После сушки волокнистый слой вытягивают до его окончательной длины. Сушильный цилиндр по выбору снабжают полимерным защитным покрывающим слоем, располагаемым под полимерной клеящей покрывающей композицией. Полимерный защитный покрывающий-4 012673 слой предпочтительно содержит полиамид, например диэтилентриаминовый полимер, как это хорошо известно в данной области техники. Эти полимеры могут быть сшиты любым подходящим способом. Полимерная клеящая покрывающая композиция предпочтительно является повторно смачиваемой. Процесс ведут таким образом, чтобы он включал поддержание клеящей полимерной покрывающей композиции на сушильном цилиндре в таком состоянии, чтобы с помощью покрывающей композиции обеспечивать достаточную прочность приклеивания в мокром состоянии при передаче волокнистого слоя на сушильный цилиндр для прикрепления волокнистого слоя к цилиндру во время сушки. Клеящую полимерную покрывающую композицию также поддерживают в таком состоянии, чтобы она была податливой после высушивания, чтобы волокнистый слой можно было снимать с сушильного цилиндра без применения крепирующего шабера. При этом под словом податливая понимают, что клеящая полимерная покрывающая композиция не затвердевает при высушивании, или ее какими-либо другими способами поддерживают в эластичном состоянии, чтобы волокнистый слой можно было отделять от сушильного цилиндра без существенного повреждения. Клеящая покрывающая композиция может содержать поливиниловый спирт и предпочтительно содержит по меньшей мере один дополнительный полимер. Дополнительным полимером может быть полисахарид, например целлюлозный полимер или крахмал. Согласно еще одному дополнительному аспекту настоящего изобретения создан способ изготовления крепируемого на ткани абсорбирующего целлюлозного полотна в соответствии с описанным выше, в котором волокнистый слой подвергают тиснению в то время, когда он находится на сушильном цилиндре. После тиснения волокнистый слой дополнительно сушат на сушильном цилиндре и снимают с цилиндра. Предпочтительно стадии подачи волокнистого слоя на сушильный цилиндр, тиснения волокнистого слоя в то время, когда он находится на сушильном цилиндре, сушки волокнистого слоя на сушильном цилиндре и съема волокнистого слоя с сушильного цилиндра выполняют таким образом, чтобы, по существу, предохранить растяжимую волокнистую сетчатую структуру. После съема с сушильного цилиндра высушенный волокнистый слой вытягивают. Волокнистый слой подвергают тиснению на сушильном цилиндре, когда его сухость составляет менее приблизительно 80%; обычно - когда его сухость составляет менее 70%, а предпочтительно волокнистый слой подвергают тиснению, когда его сухость составляет менее приблизительно 50%. В некоторых случаях бывает возможно подвергать тиснению волокнистый слой, при подаче его на сушильный цилиндр вместе с поверхностью для тиснения, транспортируемой в продольном направлении линии со скоростью, меньшей скорости сушильного цилиндра. В данном варианте исполнения производят дополнительное крепирование волокнистого слоя, когда он находится на сушильном цилиндре. Применение вакуума полезно для увеличения удлинения в поперечном направлении. Другой способ изготовления крепируемого на ткани абсорбирующего целлюлозного полотна включает: а) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги; b) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещаемую с первой скоростью; с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием крепирующей ткани; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости упомянутой передающей поверхности. Рисунок ткани,параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом,чтобы волокнистый слой крепировать с передающей поверхности и перераспределять на крепирующей ткани таким образом, чтобы формировать волокнистый слой с растяжимой сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере, (i) множество областей скопления волокон, обладающих относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. Способ также включает d) приложение вакуума к волокнистому слою для увеличения его удлинения в поперечном направлении по меньшей мере приблизительно на 5% в сравнении с подобным волокнистым слоем, изготовленным подобным способом без приложения вакуума после крепирования на ткани. Предпочтительно вакуум прикладывают к волокнистому слою в то время, когда его удерживают в крепирующей ткани, а крепирующую ткань выбирают таким образом, чтобы увеличить удлинение в поперечном направлении при приложении подходящих уровней вакуума к волокнистому слою. Обычно прикладывают вакуум, составляющий по меньшей мере 5 дюймов ртутного столба; более типично по меньшей мере 10 дюймов ртутного столба, если это желательно. Могут быть приложены более высокие уровни вакуума, например по меньшей мере 15, или по меньшей мере 20, или по меньшей мере 25 дюймов ртутного столба, или более высокие уровни вакуума. Приложение вакуума к волокнистому слою предпочтительно ведет к увеличению удлинения в поперечном направлении волокнистого слоя по меньшей мере приблизительно на 5,0-7,5% в сравнении с подобным волокнистым слоем, изготовленным таким же способом, но без приложения вакуума к волокнистому слою после крепирования на ткани; более предпочтительно приложение вакуума к волокнистому слою ведет к увеличению удлинения в поперечном направлении волокнистого слоя по меньшей мере-5 012673 приблизительно на 10% в сравнении с подобным волокнистым слоем, изготовленным таким же способом, но без приложения вакуума к волокнистому слою после крепирования на ткани. В других вариантах исполнения приложением вакуума к волокнистому слою увеличивают удлинения в поперечном направлении волокнистого слоя по меньшей мере приблизительно на 20% в сравнении с подобным волокнистым слоем, изготовленным таким же способом, но без приложения вакуума к волокнистому слою после крепирования на ткани; еще более предпочтительно в других случаях по меньшей мере приблизительно на 35% в сравнении с подобным волокнистым слоем, изготовленным таким же способом, но без приложения вакуума к волокнистому слою после крепирования на ткани; или по меньшей мере приблизительно на 50% в сравнении с подобным волокнистым слоем, изготовленным таким же способом, но без приложения вакуума к волокнистому слою после крепирования на ткани. Разность скоростей потока волокнистой массы и сеточного транспортера также является важным параметром способа изготовления продуктов, предложенного в изобретении. Способ изготовления крепируемого на ткани абсорбирующего целлюлозного полотна включает: а) напуск потока композиции бумажной массы на формующий сеточный транспортер; где поток подают со скоростью потока, а сеточный транспортер перемещают со скоростью движения формующего сеточного транспортера, причем разницу между скоростью потока и скоростью формующего сеточного транспортера называют разностью скоростей потока и сеточного транспортера; b) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя; с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием крепирующей ткани; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости упомянутой передающей поверхности. Рисунок ткани, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы волокнистый слой крепировать с передающей поверхности и перераспределять на крепирующей ткани. Способ дополнительно включает: d) сушку волокнистого слоя и е) регулирование разности скоростей потока и сеточного транспортера и стадии крепирования на ткани, включая выбор ткани, таким образом, чтобы отношение растяжений в продольном и поперечном направлениях волокнистого слоя в сухом состоянии составляло около 1,5 или менее. В некоторых случаях предпочтительно регулировать разность скоростей потока и сеточного транспортера и стадию крепирования на ткани таким образом, чтобы отношение растяжений в продольном и поперечном направлениях волокнистого слоя в сухом состоянии составляло около 1,00-0,75 или менее либо около 0,5 или менее. Разность скоростей потока и сеточного транспортера может быть больше приблизительно 300 фут/мин, например больше приблизительно 350 фут/мин; или разность скоростей потока и сеточного транспортера может быть менее приблизительно 50 фут/мин. Разность скоростей потока и сеточного транспортера может также быть менее 0 фут/мин, чтобы скорость формующего сеточного транспортера превышала скорость потока. Еще один способ изготовления крепируемого на ткани абсорбирующего целлюлозного полотна включает: а) напуск потока композиции бумажной массы на формующий сеточный транспортер; где поток подают со скоростью потока, а сеточный транспортер перемещают со скоростью движения формующего сеточного транспортера, причем разницу между скоростью потока и скоростью формующего сеточного транспортера называют разностью скоростей потока и сеточного транспортера; b) обезвоживание с уплотнением композиции бумажной массы для формования исходного волокнистого слоя; с) крепирование на ткани волокнистого слоя с передающей поверхности при сухости от около 30 до около 60% с использованием крепирующей ткани; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ткани, ограниченной между передающей поверхностью и крепирующей тканью, где ткань перемещают со второй скоростью, меньшей скорости упомянутой передающей поверхности. Рисунок ткани, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы волокнистый слой крепировать с передающей поверхности и перераспределять на крепирующей ткани. Способ дополнительно включает: d) сушку волокнистого слоя и е) регулирование разности скоростей потока и сеточного транспортера и стадии крепирования на ткани,включая выбор ткани, таким образом, чтобы отношение растяжений в продольном и поперечном направлениях волокнистого слоя в сухом состоянии составляло около 1,5 или менее, при условии, что разность скоростей потока и сеточного транспортера: (i) является отрицательной величиной или (ii) большей приблизительно 350 фут/мин. Разность скоростей потока и сеточного транспортера может быть больше приблизительно 400 фут/мин, например больше приблизительно 450 фут/мин. Обычно волокнистый слой содержит множество взаимосвязанных областей с различной местной плотностью, включающей, по меньшей мере, (i) множество областей скопления волокон, обладающих относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. В предпочтительных вариантах исполнения ориентация волокон в областях скопления волокон наклонена в поперечном направлении. Другие отличительные особенности и преимущества изобретения станут очевидными при ознакомлении с последующим описанием и прилагаемыми чертежами.-6 012673 Краткое описание чертежей Изобретение описано подробно ниже со ссылками на чертежи, на которых одинаковыми номерами позиций обозначены сходные части и на которых изображено: на фиг. 1 - микрофотография (120-кратное увеличение) сечения в продольном направлении области скопления волокон в крепированном на ткани бумажном полотне, которое не подвергали вытяжке после крепирования на ткани; на фиг. 2 - микрофотография (120-кратное увеличение) сечения в продольном направлении области скопления волокон в крепированном на ткани бумажном полотне, изготовленном согласно изобретению,которое было подвергнуто вытяжке, составлявшей 45%, после крепирования на ткани; на фиг. 3 - микрофотография (10-кратное увеличение) крепированного на ткани волокнистого слоя со стороны крепирующей ткани, который сушили в ткани; на фиг. 4 - микрофотография (10-кратное увеличение) крепированного на ткани волокнистого слоя со стороны крепирующей ткани, который сушили в ткани, а затем подвергли вытяжке, составлявшей 45%; на фиг. 5 - микрофотография (10-кратное увеличение) волокнистого слоя, представленного на фиг. 3, со стороны, обращенной к сушильному цилиндру; на фиг. 6 - микрофотография (10-кратное увеличение) волокнистого слоя, представленного на фиг. 4, со стороны, обращенной к сушильному цилиндру; на фиг. 7 - микрофотография (8-кратное увеличение) разреженного волокнистого слоя, содержащего множество областей скопления волокон с большой плотностью, соединенных областями с меньшей плотностью, проходящих между ними; на фиг. 8 - микрофотография в увеличенном масштабе участка (32-кратное увеличение) волокнистого слоя, представленного на фиг. 7; на фиг. 9 - микрофотография (8-кратное увеличение) разреженного волокнистого слоя, представленного на фиг. 7, уложенного на крепирующую ткань, используемую для изготовления волокнистого слоя; на фиг. 10 - микрофотография волокнистого слоя с плотностью 19 фунт/стопа, изготовленного со степенью крепирования на ткани, составляющей 17%; на фиг. 11 - микрофотография волокнистого слоя с плотностью 19 фунт/стопа, изготовленного со степенью крепирования на ткани, составляющей 40%; на фиг. 12 - микрофотография волокнистого слоя с плотностью 27 фунт/стопа, изготовленного со степенью крепирования на ткани, составляющей 28%; на фиг. 13 - вид поверхности (10-кратное увеличение) абсорбирующего полотна, содержащего участки, где брали образцы для исследования поверхности и сечений на сканирующем электронном микроскопе (СЭМ); на фиг. 14-16 - виды поверхностей образца, полученные на СЭМ, материала, взятого из полотна,показанного на фиг. 13; на фиг. 17 и 18 - виды сечения образца полотна, полученные на СЭМ, в поперечном направлении полотна, показанного на фиг. 13; на фиг. 19 и 20 - виды сечения образца полотна, полученные на СЭМ, в продольном направлении полотна, показанного на фиг. 13; на фиг. 21 и 22 - виды сечения образца полотна, полученные на СЭМ, также в продольном направлении полотна, показанного на фиг. 13; на фиг. 23 и 24 - виды сечения образца полотна, полученные на СЭМ, в поперечном направлении полотна, показанного на фиг. 13; на фиг. 25 - схематический вид бумагоделательной машины для осуществления способа согласно настоящему изобретению; на фиг. 26 - схематический вид другой бумагоделательной машины для осуществления способа согласно настоящему изобретению; на фиг. 27 - схематический вид части еще одной бумагоделательной машины для осуществления способа согласно настоящему изобретению; на фиг. 28 А и 28 В - схематические виды клеящего и защитного покрытий для использования согласно настоящему изобретению; на фиг. 29 А и 29 В - схематические виды вытяжных валов, которые можно использовать в бумагоделательной машине, представленной на фиг. 27; на фиг. 30 - схематический вид части еще одной бумагоделательной машины, снабженной тиснильным валом, с помощью которого тиснят волокнистый слой в то время, когда он приклеен к цилиндру сушильной машины Янки; на фиг. 31 - диаграмма зависимости пористости от плотности волокнистых слоев по мере их вытяжки; на фиг. 32 - диаграмма зависимости модуля в продольном направлении волокнистых слоев согласно изобретению, на которой абсцисса растянута для большей ясности картины;-7 012673 на фиг. 33 - диаграмма зависимости модуля в продольном направлении от относительного удлинения продуктов согласно настоящему изобретению; на фиг. 34 - диаграмма зависимости изменения толщины от изменения плотности различных продуктов согласно изобретению; на фиг. 35 - диаграмма зависимости толщины от прикладываемого вакуума крепированных на ткани волокнистых слоев; на фиг. 36 - диаграмма зависимости толщины от прикладываемого вакуума крепированных на ткани волокнистых слоев и от модели крепирующей ткани; на фиг. 37 - диаграмма зависимости значений показателя трения по ТМГ (TMI - Институт обрабатываемости, США) от вытяжки различных волокнистых слоев согласно изобретению; на фиг. 38 - диаграмма зависимости изменения пористости от изменения плотности различных продуктов; и на фиг. 39 - представительные кривые отношений прочности при растяжении (пределов прочности на разрыв) в продольном и поперечном направлениях к разности скоростей потока и формующего сеточного транспортера для продуктов согласно изобретению и для абсорбирующего полотна, полученного обычным прессованием в мокром состоянии (CWP). Подробное описание Ниже приведено подробное описание изобретения со ссылками на некоторые варианты исполнения и ряд примеров. Целью такого рассмотрения является только иллюстрация изобретения. Для специалиста в данной области вполне очевидны возможные модификации конкретных примеров в пределах сущности и объема настоящего изобретения, заявленных в прилагаемой формуле изобретения. Терминология, использованная в настоящем описании, употребляется в ее обычном значении, соответствующем примерным определениям, приведенным непосредственно ниже. Когда авторы в данном описании и формуле изобретения говорят о том, что имеет место очевидное хаотическое распределение ориентации волокон в исходном волокнистом слое (или используют подобную терминологию), то они имеют в виду распределение ориентации волокон, которое получается при известных технологиях формования, используемых при напуске композиции на формующую ткань. Во время микроскопических исследований обнаруживают, что расположение волокон представляет картину хаотической ориентации, даже если (в зависимости от соотношения скоростей потока композиции и транспортерной ткани) может иметь место значительный уклон ориентации в сторону продольного направления, в результате чего прочность при растяжении волокнистого слоя в продольном направлении превышает прочность при растяжении в поперечном направлении. Под термином плотность (BWT), (bwt) и т.д. (если не указано иное) понимают массу стопы бумажных полотен площадью 3000 кв.фут (278,7 м 2). Под термином сухость понимают процентное содержание твердых веществ в исходном волокнистом слое, например, вычисленное в расчете на содержание абсолютно сухого вещества. Под термином воздушная сухость понимают содержание остаточной влажности, обычно - приблизительно до 10% влажности для волокнистой массы и приблизительно до 6% для бумаги. Считается, что исходный волокнистый слой, содержащий 50% воды и 50% абсолютно сухой волокнистой массы, обладает сухостью 50%. Под термином целлюлозный, целлюлозное полотно и т.п. понимают любой продукт, включая волокно для изготовления бумаги, содержащее целлюлозу в качестве основного компонента. Под словами волокно для изготовления бумаги понимают первичные волокнистые массы или повторно используемые (вторичные) целлюлозные волокна или смеси волокон, содержащие целлюлозные волокна. Волокна, пригодные для изготовления бумажных полотен согласно настоящему изобретению, включают недревесные волокна, например хлопковое волокно или производные от хлопкового волокна, манильскую пеньку, кенаф, траву sabai, лен, траву эспарто, солому, джут, коноплю, багассу, пух молочая, волокно из листьев ананаса; древесные волокна, например, получаемые из твердых и мягких пород древесины, включающие волокна из древесины мягких пород, например крафт-целлюлозные волокна северных и южных мягких пород древесины; волокна древесины твердых пород, например эвкалипта, клена,березы, тополя (осины) и т.п. Волокно для изготовления бумаги может быть получено из источников этих волокон любым из способов, включая химические способы получения волокнистой массы, известные специалистам в данной области, включая сульфатную, сульфитную, полисульфидную, натронную целлюлозную волокнистую массу и т.д. Волокнистая масса может быть отбеленной, если это желательно, химическими средствами, включающими использование хлора, двуокиси хлора, кислорода, щелочной перекиси и т.д. Продукты согласно настоящему изобретению могут содержать смесь обычных волокон (полученных из первичной целлюлозы или из повторно используемых источников) и очень грубых,богатых лигнином трубчатых волокон, например отбеленную химическую термомеханическую волокнистую массу (ОХТМВМ). Под термином композиция и подобными терминами понимают водные композиции, содержащие волокно для изготовления бумаги, возможно полимеры, придающие прочность в мокром состоянии, разрыхлители и т.п. для изготовления бумажной продукции. Под словами обезвоживание с уплотнением волокнистого слоя или композиции в настоящем описании понимают механическое обезвоживание посредством прессования в мокром состоянии на-8 012673 обезвоживающем сукне, например, в некоторых вариантах исполнения посредством использования механического прессования, которым воздействуют непрерывно на поверхность волокнистого слоя, например, в зоне контакта между прессующим валом и башмаком пресса, где волокнистый слой находится в контакте с бумагоделательным сукном. Термин обезвоживание с уплотнением используют для различения процессов, в которых первоначальное обезвоживание волокнистого слоя производят в основном тепловыми средствами, как, например, сказано в патенте США 4529480, зарегистрированном на имяTrokhan, и в патенте США 5607551, зарегистрированном на имя Farrington и др., упомянутых выше. Обезвоживание с уплотнением волокнистого слоя, таким образом, относится, например, к удалению воды из исходного волокнистого слоя, обладающего сухостью меньше 30% или около этого значения, посредством его прессования, и/или к повышению сухости волокнистого слоя приблизительно на 15% или более посредством его прессования. Под словами крепирующая ткань и подобной терминологией понимают ткань или транспортерную ленту, на которой имеется рисунок, пригодный для осуществления способа согласно настоящему изобретению, и предпочтительно являющуюся достаточно проницаемой, чтобы можно было сушить волокнистый слой, удерживаемый при этом в крепирующей ткани. В случаях, когда волокнистый слой переносят на другую ткань или поверхность (отличную от крепирующей ткани) для сушки, крепирующая ткань может обладать меньшей проницаемостью. Под словами со стороны ткани и подобными терминами понимают сторону волокнистого слоя,находящуюся в контакте с крепирующей и сушильной тканью. Под словами со стороны сушильного цилиндра или со стороны цилиндров понимают сторону волокнистого слоя, противоположную стороне, обращенной к ткани. Сокращение фут/мин (fpm) означает футов в минуту; тогда как под термином сухость понимают содержание (мас.%) волокна в волокнистом слое. Под словами разность скоростей потока и сеточного транспортера понимают разницу между скоростью потока волокнистой массы, напускаемого из напорного ящика (например, напорного ящика 70 на фиг. 25, .26), и скоростью формующего сеточного транспортера или тканой сетки; скорость потока и сеточного транспортера обычно показывают в фут/мин. В случаях, когда используют пару формующих тканых сеток, в расчетах разности скоростей потока и сеточного транспортера используют скорость тканой сетки, посредством которой продвигают волокнистый слой в продольном направлении, т.е. тканой сетки 54 на фиг. 25 или сукна 78 на фиг. 26 в случае использования серповидной формующей машины. В любом случае обе формующие тканые сетки обычно имеют одинаковую скорость. Под словами подобный волокнистый слой, изготовленный таким же способом понимают волокнистый слой, изготовленный, по существу, на идентичном оборудовании, по существу, тем же способом; т.е., по существу, с такими же степенью крепирования, крепирующей тканью, параметрами зоны контакта и т.д. Под сокращением MD понимают продольное направление (ПрН), под сокращением CD понимают поперечное направление (ПН). К числу параметров зоны контакта относятся (без ограничения): давление в зоне контакта, длина зоны контакта, твердость опорного вала, угол в точке подхода ткани, угол в точке отдаления ткани, равномерность и разность скоростей поверхностей в зоне контакта. Под длиной зоны контакта понимают расстояние, на котором находятся в контакте поверхности,входящие в эту зону. Растяжимую сетчатую структуру по существу, предохраняют, когда волокнистый слой обладает способностью к увеличению пористости при его вытяжке. Под термином на линии и подобными терминами понимают стадию процесса, выполняемую без удаления волокнистого слоя с бумагоделательной машины, на которой изготавливают этот волокнистый слой. Волокнистый слой вытягивают или каландрируют на линии, если его вытягивают или каландрируют, не разделяя на части до намотки. Под словом податливый в отношении к крепирующему клеящему веществу понимают, что клеящая полимерная покрывающая композиция не затвердевает при высушивании или какими-либо другими способами поддерживают в эластичном состоянии таким образом, чтобы волокнистый слой можно было отделять от сушильного цилиндра без существенного повреждения. Клеящая покрывающая композиция может содержать поливиниловый спирт и предпочтительно по меньшей мере один дополнительный полимер. Дополнительный полимер может быть полисахаридом, например целлюлозным полимером или крахмалом. Под словами транспортирующая передающая поверхность понимают поверхность, с которой волокнистый слой переносят с крепированием в крепирующую ткань. Транспортирующей передающей поверхностью может служить поверхность вращаемого цилиндра, как сказано ниже, или поверхность непрерывной ровной перемещаемой ткани или другой перемещаемой ткани, которая может иметь текстурированную поверхность и т.д. Транспортирующая передающая поверхность требуется для поддержания волокнистого слоя и с ее помощью осуществляют крепирование при большом содержании твердого вещества, о чем сказано ниже.-9 012673 Толщину и/или объемность, о которых идет речь в данном описании, можно измерять, используя 1,4 или 8 толщин бумажных полотен в соответствии с указанными условиями. Бумажные полотна настилают друг на друга и измерение толщины настила производят в области его центральной части. Предпочтительно, чтобы испытываемые образцы были подвергнуты кондиционированию в атмосфере при температуре 231,0 С (73,41,8F) и относительной влажности 50% в течение по меньшей мере около 2 ч, после чего определяют их толщину, используя прибор модели 89-II-JR или электронный толщиномерProgage, компании Thwing-Albert, со щупами диаметром 2 дюйма (50,8 мм), при постоянной нагрузке 53910 г и при скорости опускания подвижного щупа 0,231 дюйма/с. Для испытания готовой продукции каждое бумажное полотно, подвергаемое испытаниям, должно содержать такое же число слоев, как и продукт при продаже. Для испытаний вообще отбирают восемь бумажных полотен и настилают друг на друга. Для испытаний салфеток их разворачивают до настилания. Для испытаний базового бумажного полотна его сматывают с рулона, каждое бумажное полотно, подвергаемое испытаниям, должно содержать такое же число слоев, как и снимаемое с наката. Для испытаний базового бумажного полотна с наката бумагоделательной машины следует использовать слои по одному. Бумажные полотна настилают друг на друга, совмещая их продольные направления. При испытаниях изготовленной по заказу тисненой или отпечатанной продукции следует попытаться исключить проведение измерений в этих областях, если это вообще возможно. Объемность может быть также выражена в единицах, соответствующих отношению объем/масса, полученных путем деления значения толщины на значение плотности. Абсорбционную способность продуктов согласно изобретению определяют, используя простой прибор для измерения абсорбционной способности. Простой прибор для измерения абсорбционной способности особенно пригоден для определения гидрофильности и абсорбционной способности образца тонкой бумаги, салфеток или полотенец. При этих испытаниях образец тонкой бумаги, салфеток или полотенца диаметром 2,0 дюйма располагают между верхней плоской пластиковой крышкой и нижней рифленой предметной пластиной. Кружок образца тонкой бумаги, салфетки или полотенца удерживают на месте за его края на ширине 1/8 дюйма. Образец не сжимают держателем. На образец в центральную область нижней предметной пластины наливают деионизированную воду при температуре 73F(22,78C) через трубку диаметром 1 мм. Эта вода находится под гидростатическим напором - 5 мм. Поток инициируют импульсом, подаваемым при начале измерений с помощью механизма прибора. Вода,таким образом, поглощается образцом тонкой бумаги, салфетки или полотенца из этой центральной входной точки по радиальным направлениям от центра к периферии за счет капиллярности. Когда скорость поглощения воды становится меньше 0,005 г воды за 5 с, испытания прекращают. Количество воды, вылитое из емкости и поглощенное образцом, определяют взвешиванием и регистрируют в граммах воды на квадратный метр образца или в граммах воды на грамм бумажного полотна. Практически использовали гравиметрический прибор для определения абсорбционной способности компании M/K Systems Inc. Этот прибор коммерчески поставляется компанией M/K Systems Inc. (США 01923, шт. Массачусетс, г. Денвер, ул. Грин стрит, 12). Абсорбционную способность (по воде) (AC) (WAC), также сокращенно обозначаемую SAT, в действительности измеряют этим прибором. Абсорбционная способность(по воде) (AC) (WAC) определяется точкой, в которой линия на диаграмме изменения массы во времени имеет нулевой наклон, т.е. образец перестает поглощать воду. Критерий прекращения испытания выражается в максимальном изменении массы поглощенной воды в течение фиксированного периода времени. Это является базовой оценкой нулевого наклона линии на диаграмме изменения массы во времени. В программе используют интервал изменения, составляющий 0,005 г за 5 с, в качестве критерия прекращения испытания, если не указано условие Slow SAT (медленное поглощение), в соответствии с которым критерий прекращения испытания составляет 1 мг за 20 с. Показатели - прочность при растяжении в сухом состоянии (в продольном направлении и в поперечном направлении), относительное удлинение, отношение этих показателей, модуль, модуль разрыва,кривую нагрузка-удлинение - определяют, используя стандартную разрывную машину компании Инстрон или другой пригодный прибор для определения относительного удлинения при растяжении,который может быть выполнен в различных конфигурациях, причем обычно в качестве образцов используют полоски тонкой бумаги или полотенца шириной 3 или 1 дюйм, кондиционированных в атмосфере при температуре 231 С (73,41F) и при относительной влажности 50% в течение 2 ч. Испытания на растяжение выполняют при скорости перемещения подвижного зажима 2 дюйма/мин. Модуль выражают в фунт/дюйм на дюйм удлинения, если не указано иное. Под относительной прочностью при растяжении понимают просто отношение значений, определенных выше описанными способами. Если не указано иное, то под прочностью при растяжении понимают свойства высушенного бумажного полотна. Под выражением отношение крепирования на ткани понимают разницу скоростей крепирующей ткани и формующего сеточного транспортера и обычно ее вычисляют как отношение скорости волокнистого слоя непосредственно перед крепированием на ткани к скорости волокнистого слоя непосредственно после крепирования на ткани, так как формующий сеточный транспортер и передающую поверхность обычно, но не обязательно, перемещают с одинаковой скоростью.- 10012673 Отношение крепирования на ткани = скорости передающего цилиндра, деленной на скорость крепирующей ткани. Степень крепирования на ткани может быть также выражена в процентах: Степень крепирования на ткани, % = (Отношение крепирования на ткани - 1)100. Волокнистый слой, крепируемый с передающего цилиндра, перемещаемого со скоростью поверхности 750 фут/мин, на ткань, перемещаемую со скоростью 500 фут/мин, обладает отношением крепирования на ткани, равным 1,5, и степенью крепирования на ткани, равной 50%. Отношение вытяжки вычисляют аналогичным образом, обычно как отношение скорости намотки к скорости крепирующей ткани. Вытяжку можно выразить в процентах, вычитая 1 из отношения вытяжки и умножая на 100 (%). Вытяжку, приложенную к пробному образцу, вычисляют по отношению окончательной длины к его длине до вытяжки. Под вытяжкой понимают удлинение относительно длины волокнистого слоя непосредственно после сушки, если не указано иное. Эту величину можно выразить также в процентах. Например, пробный образец длиной 4 дюйма, подвергнутый вытяжке до 5 дюймов,обладает отношением вытяжки 5/4 или 1,25, а степень вытяжки составляет 25%. Суммарное отношение крепирования вычисляют как отношение скорости формующего сеточного транспортера к скорости намотки, а суммарную степень крепирования вычисляют по формуле Суммарная степень крепирования, % = (Суммарное отношение крепирования - 1)100. В процессе, проводимом со скоростью формующего сеточного транспортера 2000 фут/мин и скоростью намотки 1000 фут/мин, суммарное отношение крепирования на линии, или суммарное отношение крепирования, будет равно 2, а суммарная степень крепирования равна 100%. Под восстанавливаемым крепированием волокнистого слоя понимают величину крепирования на ткани, восстановленную при удлинении волокнистого слоя, или при его вытяжке. Эту величину вычисляют по следующей формуле и выражают в процентах: В процессе при суммарной степени крепирования, составляющей 25%, и степени крепирования на ткани, составляющей 50%, степень восстанавливаемого крепирования равна 50%. Под восстанавливаемым крепированием понимают восстановление после крепирования при количественной оценке крепирования и вытяжки, сообщенных конкретному волокнистому слою. Примерные вычисления различных количественных величин для бумагоделательной машины 40 типа, показанного на фиг. 25, снабженной передающим цилиндром 90, крепирующей тканью 80, а также накатом 120,приведены в табл. 1, ниже. Восстанавливаемое крепирование на ткани является признаком продукта, который относится к объемности и пористости, как это показано на чертежах и в примерах, приведенных ниже. Таблица 1 Вычисления степени крепирования на ткани, вытяжки и восстанавливаемого крепирования Значения показателей трения и разносторонности вычисляют путем модификации методики TMI(TMI - Институт обрабатываемости, США), рассмотренной в патенте США 6827819, зарегистрированном на имя Dwiggins и др.; эта модифицированная методика описана ниже. Изменение (%) значений показателей трения, или разносторонности, при вытяжке выражается как разность между начальным значением до вытяжки и значением после вытяжки, деленная на начальное значение и выраженная в процентах. Измерения отклонений в показателях разносторонности и трения могут быть выполнены путем использования прибора Lab Master SlipFriction со специальным высокочувствительным верхним и опорным блоком для измерения нагрузки, применяемым по выбору и приобретаемым по заказу; модель 3290, поставляемая компаниейkatotechmxl.alpha-web.ne.jp Программное обеспечение к прибору Lab Master SlipFriction модифицировали таким образом,чтобы приспособить его к выполнению следующих действий: (1) определению и непосредственной записи мгновенных показателей силы, воздействующей на датчик трения при перемещении его по образцам;(2) вычислению средних значений показателей; (3) вычислению значений отклонение-абсолютное значение разности между каждым значением в мгновенной точке и вычисленным средним значением; (4) вычисление среднего отклонения от сканированного значения, в граммах. Перед испытаниями предназначенные к испытаниям образцы следовало кондиционировать в атмосфере при температуре 23,01 С (73,41,8F) и относительной влажности 502%. Испытания также следовало производить при тех же условиях. Образцы следовало брать только за края и уголки, и любое прикосновение к области образов, предназначенных к испытаниям, следовало сводить к минимуму, так как образцы были очень чувствительными, и физические свойства можно было легко изменить при грубом обращении или при попадании жира с рук испытателя. Готовили образцы, предназначенные к испытаниям, используя устройство для резки бумаги, чтобы получать ровные края, например, у полосок шириной 3 дюйма (в поперечном направлении) и длиной 5 дюймов (в продольном направлении); любые бумажные полотна с очевидными признаками неоднородности исключали и заменяли приемлемыми бумажными полотнами. Эти размеры соответствовали образцам для стандартных испытаний на прочность при растяжении, что позволяло один и тот же образец,который сначала растягивали при испытаниях на прочность при растяжении, затем использовать в испытаниях по определению поверхностного трения. Каждый пробный образец укладывали на предметный столик прибора и края пробного образца совмещали с передним краем предметного столика и зажимного приспособления. Сверху на пробный образец укладывали металлическую рамку в центре предметного столика, обеспечивая плоскостность пробного образца под рамкой осторожным разглаживанием наружных краев бумажного полотна. Датчик очень аккуратно располагали на пробном образце так, чтобы рычажок датчика находился посередине держателя датчика. Два сканирующих устройства задействовали с каждой стороны каждого пробного образца. Для вычисления значений показателей трения по TMI образа задействовали в продольном направлении два сканирующих устройства головки датчика с каждой стороны каждого бумажного полотна, и при этом средние отклонения от первого задействованного в продольном направлении сканирующего устройства, которым испытывали сторону бумажного полотна, обращенную к ткани, регистрировали какMDF1; результат, полученный на втором сканирующем устройстве, которым испытывали сторону бумажного полотна, обращенную к ткани, регистрировали как MDF2. Величины MDD1 и MDD2, которые были результатами испытаний сканирующих устройств, которыми испытывали сторону бумажного полотна, обращенную к сушильному устройству (сторону, контактировавшую с цилиндром сушильной машины Янки). Значение показателя трения по TMI бумажного полотна со стороны, обращенной к ткани, вычисляли следующим образом: где FVF - значение показателя трения со стороны, обращенной к ткани;MDF1 - значение показателя трения со стороны, обращенной к ткани, полученное с помощью одного сканирующего устройства;MDF2 - значение показателя трения со стороны, обращенной к ткани, полученное с помощью второго сканирующего устройства. Аналогичным образом вычисляли значение показателя трения по TMI бумажного полотна со стороны, обращенной к сушильному цилиндру: где FVD - значение показателя трения со стороны, обращенной к сушильному цилиндру;MDD1 - значение показателя трения со стороны, обращенной к сушильному цилиндру, полученное с помощью одного сканирующего устройства;MDD2 - значение показателя трения со стороны, обращенной к сушильному цилиндру, полученное с помощью второго сканирующего устройства.- 12012673 Суммарное значение показателя трения бумажного полотна можно вычислять как среднее значение показателей трения со стороны, обращенной к ткани, и со стороны, обращенной к сушильному цилиндру, следующим образом: где FVAVG - среднее значение показателей трения со стороны, обращенной к ткани, и со стороны, обращенной к сушильному цилиндру;FVF - значение показателя трения со стороны, обращенной к ткани;FVD - значение показателя трения со стороны, обращенной к сушильному цилиндру. Разносторонность бумажного листа авторы предлагают оценивать по различию показателей трения с двух сторон бумажного полотна. Разносторонность определяли следующим образом: где FVAVG - среднее значение показателей трения со стороны, обращенной к ткани, и со стороны, обращенной к сушильному цилиндру; а индексами U и L обозначены большие и малые значения отклонений показателей трения с двух сторон (со стороны, обращенной к ткани, и со стороны, обращенной к сушильному цилиндру) - это значит, что большее значение показателя трения всегда будет находиться в числителе. У продуктов, крепированных на ткани, значение показателя трения со стороны, обращенной к ткани, больше, чем со стороны, обращенной к сушильному цилиндру. При определении разносторонности учитывают не только относительное различие между двумя сторонами бумажного полотна, но и суммарный уровень трения. В соответствии с этим обычно предпочтительными являются низкие значения разносторонности. Сокращениями PLI или pli обозначена размерность фунт-сила/погонный дюйм (фунт/п. дюйм). Твердость по Pusey и Jones (P+J) (определяемую методом вдавливания) определяют по методикеASTM D 531 и выражают числом, характеризующим вдавливание (используют стандартные образцы и условия) (ASTM - Американское общество по испытанию бумажных материалов). Под разностью скоростей понимают разность линейных скоростей. Пористость и/или относительную пористость, как сказано ниже, определяют путем пропитки бумажного полотна неполярной жидкостью POROFIL и измерения количества поглощенной жидкости. Объем поглощенной жидкости эквивалентен объему пор в структуре бумажного полотна. Относительное увеличение массы (PWI) (%) выражают массой (г) жидкости, поглощенной 1 г волокна структуры бумажного полотна, умноженной на 100, как сказано ниже. Более конкретно, для каждого однослойного образца бумажного полотна, подвергаемого испытаниям, подбирают 8 бумажных полотен и вырезают квадрат размером 11 дюйм (1 дюйм в продольном направлении и 1 дюйм в поперечном направлении). Для образцов многослойной продукции каждый слой испытывают как отдельный объект. Множество образцов следует отделить в виде отдельных единичных слоев и 8 бумажных полотен следует вырезать из каждой позиции (слоя), используемой для испытаний. Для измерения абсорбционной способности сухую массу каждого испытываемого пробного образца определяют взвешиванием с точностью до 0,0001 г (до ближайшего значения) и регистрируют. Укладывают пробный образец в чашку, содержащую жидкость POROFIL, имеющую удельную массу 1,875 г/см 3, поставляемую компанией Coulter Electronics Ltd. (Northwell Drive, Luton, Beds, Англия) (часть 9902458). Спустя 10 с захватывают пробный образец пинцетом за один угол, за самый край (1-2 мм), и вынимают из жидкости. Удерживают пробный образец этим углом вверх в течение 30 с и дают возможность стечь избыточному количеству жидкости. Слегка прикладывают пробный образец (меньше, чем на полсекунды) нижним углом к бумажному фильтру 4 (фильтр компании Whatman Lt., Maidstone, Англия) для удаления любого избыточного количества жидкости (до последней капли). Сразу же взвешивают пробный образец, в течение 10 с, и регистрируют массу с точностью до 0,0001 г (до ближайшего значения). Относительное увеличение массы(PWI) (%) каждого пробного образца, выраженное в форме массы (г) жидкости POROFIL, поглощенной 1 г волокна, вычисляют следующим образом: где W1 - масса сухого пробного образца, г;W2 - масса мокрого пробного образца, г. Относительное увеличение массы (PWI) (%) всех восьми отдельных пробных образцов определяют так же, как описано выше, и среднее значение, вычисленное по восьми пробным образцам, принимают за относительное увеличение массы (PWI) данного образца. Относительную пористость вычисляют путем деления, относительного увеличения массы (PWI) на 1,9 (плотность жидкости) для выражения отношения в процентах, поскольку пористость (г/г) - это просто относительное увеличение массы; т.е. относительное увеличение массы (PWI), деленное на 100. Во время крепирования на ткани в зоне контакта под давлением волокно перераспределяется на ткани, делая процесс толерантным к условиям, отличающимся от идеальных условий формования, что- 13012673 иногда можно наблюдать при работе формующего устройства Фурдринье. Формующая часть формующего устройства Фурдринье содержит две основные составляющие части: напорный ящик и стол формующего устройства Фурдринье. Последний состоит из ветви сеточного транспортера, перемещаемой по различным устройствам для регулирования дренажа. Реальное формование происходит на формующем столе формующего устройства Фурдринье. Гидродинамические эффекты дренажа, ориентированный сдвиг и турбулентность, создаваемые вдоль стола, обычно являются факторами регулирования в процессе формования. Конечно, напорный ящик также оказывает существенное влияние на процесс, обычно в масштабе, который значительно больше, чем структурные элементы бумажного волокнистого слоя. Таким образом, при работе напорного ящика могут возникать такие крупномасштабные эффекты, как колебания в распределении расходов потока, скоростей и концентраций волокнистой массы по всей ширине машины; вихревые струи, образующиеся впереди и направляемые в продольном направлении ускоряющимся потоком при приближении к срезу; варьирующиеся по времени большие волны или пульсации потока, поступающего в напорный ящик. Наличие образующихся в продольном направлении вихрей на выходе из напорного ящика - обычное явление. Формующие устройства Фурдринье дополнительно описаны в книге Паркера Дж.Д. The Sheet Forming Process, J.D., Ed., TAPPI Прессов, 1972, переизданной в 1994 г. (г. Атланта, шт. Джорджия, США) (TAPPI - Техническая ассоциация бумагоделательной промышленности, США). Согласно настоящему изобретению абсорбирующий волокнистый слой формуют путем диспергирования волокна для изготовления бумаги в водной композиции (суспензии) и напуска водной композиции на формующий сеточный транспортер бумагоделательной машины. Можно использовать любую пригодную технологию формования. Например, обширный, но не исчерпывающий, перечень, помимо формующих машин Фурдринье, включает серповидную формующую часть, формующую часть с двумя сеточными транспортерами с С-образным охватом; формующую часть с двумя сеточными транспортерами с S-образным охватом; формующую часть с отсасывающим грудным валом. В качестве формующей ткани может быть использована любая пригодная перфорированная структура, включающая однослойные ткани, двухслойные ткани, трехслойные ткани, фотополимерные ткани и т.п. Неисчерпывающий перечень аналогов формующих тканей включает решения, описанные в патентах США 4157276,4605585, 4161195, 3545705, 3549742, 3858623, 4041989, 4071050, 4112982, 4149571, 4182381, 4184519,4314589, 4359069, 4376455, 4379735, 4453573, 4564052, 4592395, 4611639, 4640741, 4709732, 4759391,4759976, 4942077, 4967085, 4998568, 5016678, 5054525, 5066532, 5098519, 5103874, 5114777, 5167261,5199261, 5199467, 5211815, 5219004, 5245025, 5277761, 5328565 и 5379808, которые включены в настоящее изобретение в полном объеме путем ссылки. Одна формующая ткань, особенно пригодная для осуществления настоящего изобретения, является формующей тканью модели 2164, изготавливаемой компанией Voith Fabrics Corp. (Shreveport, шт. Луизиана, США). Формование волокнистого слоя из вспененной водной композиции на формующем сеточном транспортере или формующей ткани можно использовать для регулирования проницаемости или пористости бумажного полотна при крепировании его на ткани. Способы формования волокнистого слоя из вспененной композиции раскрыты в патенте США 4543156 и в Канадском патенте 2053505, сущность которых включена в настоящий патент путем ссылки. Вспененную волокнистую композицию готовят из водной суспензии волокна, смешанного с вспененным жидким носителем непосредственно перед ее введением в напорный ящик. Концентрация волокна в суспензии волокнистой массы, подаваемой в систему,составляет в пределах от около 0,5 до около 7,0 мас.%, предпочтительно в пределах от около 2,5 до около 4,5 мас.%. Суспензию волокнистой массы добавляют во вспененную жидкость, включающую воду, воздух и поверхностно-активное вещество, содержащую 50-80 об.% воздуха, благодаря чему образуется вспененная волокнистая композиция с концентрацией волокна в пределах от около 0,1 до около 3,0 мас.%, получаемая простым смешиванием в результате естественной турбулентности и смешивания,присущих компонентам, используемым в процессе. Добавление волокнистой массы в форме суспензии малой концентрации приводит к избыточному количеству вспененной жидкости, отходящей с формующих сеточных транспортеров. Избыточное количество вспененной жидкости выводят из системы, и ее можно использовать где-то в другом месте или обрабатывать для извлечения из нее поверхностноактивных веществ. Композиция может содержать химические добавки, вводимые для изменения физических свойств изготавливаемой бумаги. Эти химические вещества хорошо известны специалистам в данной области, и их можно использовать в любом известном сочетании. Такие добавки могут быть модификаторами поверхности, умягчителями, разрыхлителями, упрочнителями, латексами, средствами для повышения непрозрачности, осветляющими веществами, красителями, пигментами, клеящими веществами, изолирующими химическими веществами, удерживающими добавками, средствами для понижения растворимости, органическими или неорганическими сшивающими веществами или их сочетаниями; упомянутые химические вещества могут по выбору содержать высокомолекулярные спирты, крахмалы, полипропиленгликолевые (PPG) сложные эфиры, полиэтиленгликолевые (PEG) сложные эфиры, фосфолипиды, поверхностно-активные вещества, полиамины, НМСР (гидрофобно модифицированные катионные полимеры), НМАР (гидрофобно модифицированные анионные полимеры) и т.п.- 14012673 Волокнистую массу можно смешивать с веществами для регулирования прочности, например веществами, повышающими прочность в мокром состоянии; веществами, повышающими прочность в сухом состоянии; разрыхлителями/умягчителями и т.д. Соответствующие вещества, повышающие прочность в мокром состоянии, известны специалистам в данной области. Широкий, но не исчерпывающий,перечень пригодных добавок, способствующих повышению прочности, включает карбамидоформальдегидные полимеры, меламинформальдегидные полимеры, глиоксилированные полиакриламидные полимеры, полиамид-эпихлоргидриновые полимеры и т.п. Термореактивные полиакриламиды изготавливают путем осуществления взаимодействия акриламида с диаллилдиметиловым хлористым аммонием (DADMAC) для получения катионного сополимера полиакриламида, который в конце вводят во взаимодействие с глиоксалем для получения катионного полимера, глиоксилированного полиакриламида, обеспечивающего сшивание и повышающего прочность в мокром состоянии. Эти вещества, в общем, описаны в патентах США 3556932, зарегистрированном на имя Coscia и др., и 3556933, зарегистрированном на имя Williams и др., включенных в настоящее изобретение в полном объеме путем ссылки. Полимеры этого типа коммерчески доступны под торговым названием PAREZ 631NC и выпускаются компанией Баер Корп Можно использовать различные молевые соотношения акриламид/-DADMAC/глиоксаля для изготовления сшивающих полимеров, пригодных в качестве веществ, придающих прочность в мокром состоянии. Кроме того, глиоксаль может быть заменен другими диальдегидами для сообщения термореактивных свойств, придающих прочность в мокром состоянии. Особенно пригодными являются полиамид-эпихлоргидриновые полимеры, придающие прочность в мокром состоянии, примером которых могут служить вещества, продаваемые под торговыми названиями Kymene 557LX и Kymene 557H, выпускаемые компанией Геркулес Инк. (г. Вильмингтон, шт. Делавер, США), и Amres, выпускаемый компанией Georgia-Pacific polymers, Inc. Эти полимеры и способ их изготовления описаны в патентах США 3700623 и 3772076, каждый из которых включен в полном объеме в настоящее изобретение путем ссылки. Обширное описание полиэпигалогидриновых полимеров, приведенное в Главе 2 AlkalineCuring Polimeric Amine-Epichlorohydrin, написанной Espy, в книге Wet Strength Resins and Theier Application (Полимеры, придающие прочность в мокром состоянии, и их применение) (под редакцией L.Chan, 1994), включено в настоящее изобретение в полном объеме путем ссылки. Достаточно всеобъемлющий перечень полимеров, придающих прочность в мокром состоянии, приведен Westfelt в изданииCellulose Chemistry и Technology, том 13, с. 813, 1979, который включен в настоящее изобретение путем ссылки. Можно также использовать соответствующие вещества, временно придающие прочность в мокром состоянии. Обширный, но не исчерпывающий, перечень пригодных веществ, временно придающих прочность в мокром состоянии, включает алифатические и ароматические альдегиды, включая глиоксаль, малоновый диальдегид, янтарный диальдегид, глютаральдегид и диальдегидные крахмалы, а также замещенные или прореагировавшие крахмалы, дисахариды, полисахариды, хитозан или другие прореагировавшие полимерные продукты реакции мономеров или полимеров, содержащих альдегидные группы и, возможно, азотные группы. К числу представительных азотосодержащих полимеров, которые можно соответствующим образом подвергнуть взаимодействию с альдегидсодержащими мономерами или полимерами, относятся виниламиды, акриламиды и соответствующие азотосодержащие полимеры. Эти полимеры сообщают положительный заряд альдегидсодержащим продуктам реакции. Кроме того, можно использовать и другие коммерчески доступные вещества, временно придающие прочность в мокром состоянии, например PAREZ 745, выпускаемое компанией Баер, вместе с веществами, описанными, например, в патенте США 4605702. Полимером, временно придающим прочность в мокром состоянии, может быть любой из широкого ряда водорастворимых органических полимеров, содержащих альдегидные звенья и катионные звенья,используемые для повышения прочности при растяжении бумажной продукции в сухом и в мокром состоянии. Такие полимеры описаны в патентах США 4675394, 5240562, 5138002, 5085736, 4981557,5008344, 4603176, 4983748, 4866151, 4804769 и 5217576. Можно использовать модифицированные крахмалы, продаваемые под торговыми марками CO-BOND 1000 и CO-BOND 1000 Plus, выпускаемые компанией National Starch and Chemical Co. (г. Бриджвотер, шт. Нью-Джерси, США). Перед использованием катионный альдегидный растворимый в воде полимер может быть приготовлен путем предварительного нагрева водной суспензии, содержащей приблизительно 5% твердого вещества, выдерживаемой при температуре приблизительно 240F (115,56C) и при рН около 2,7 в течение приблизительно 3,5 мин. В конце суспензию можно резко охладить и разбавить путем добавления воды для получения смеси, содержащей приблизительно 1,0% твердого вещества при температуре ниже приблизительно 130F(54,44 С). Другие вещества, временно придающие прочность в мокром состоянии, также выпускаемые компанией National Starch and Chemical Co., продаются под торговыми марками CO-BOND 1600 и COBOND 2300. Эти крахмалы поставляют в форме водных коллоидных дисперсий, и они не требуют предварительного нагрева перед их использованием. Можно использовать вещества, временно придающие прочность в мокром состоянии, например- 15012673 глиоксилированный полиакриламид. Вещества, временно придающие прочность в мокром состоянии, например глиоксилированные полиакриламидные полимеры, изготавливают путем осуществления взаимодействия акриламида с диаллилдиметиловым хлористым аммонием (DADMAC) для получения катионного полиакриламидного сополимера, который в конце вводят во взаимодействие с глиоксалем для получения катионного сшивающего полимера, глиоксилированного полиакриламида, временно или полупостоянно придающего прочность в мокром состоянии. Эти вещества, в общем, описаны в патенте США 3556932, зарегистрированном на имя Coscia и др., и в патенте США 3556933, зарегистрированном на имя Williams и др., которые включены в настоящее изобретение путем ссылки. Полимеры этого типа коммерчески доступны под торговым названием PAREZ 631NC и выпускаются компанией Баер Индастрис. Можно использовать различные молевые соотношения акриламид/-DADMAC/глиоксаля для изготовления сшивающих полимеров, пригодных в качестве веществ, придающих прочность в мокром состоянии. Кроме того, глиоксаль может быть заменен другими диальдегидами для сообщения термореактивных свойств, придающих прочность в мокром состоянии. Пригодные вещества, придающие прочность в сухом состоянии, включают крахмал, гуаровую смолу, полиакриламиды, карбоксиметилцеллюлозу и т.п. Особенно пригодна карбоксиметилцеллюлоза, например, продаваемая под торговым названием Hercules CMC, выпускаемая компанией Геркулес Инк.(г. Вильмингтон, шт. Делавер, США). Согласно одному варианту исполнения волокнистая масса может содержать от около 0 до около 15 фунт/т вещества, придающего прочность в сухом состоянии. Согласно другому варианту исполнения волокнистая масса может содержать от около 1 до около 5 фунт/т вещества, придающего прочность в сухом состоянии. Соответствующие разрыхлители также известны специалистам в данной области. Разрыхлители или умягчители можно также вводить в волокнистую массу или наносить распылением на волокнистый слой после его формования. Согласно настоящему изобретению можно также использовать умягчители,включающие, но не ограниченные этим перечнем, класс амидоаминовых солей, полученных из частично нейтрализованных кислотой аминов. Такие вещества описаны в патенте США 4720383. В работах Evans, (Chemistry and industry, 5 July 1969, pp. 893-903); Egan, (J. Am. Oil Chemist's Soc, Vol. 55 (1978), pp. 118-121); и Trivedi и др. (J. Am. Oil Chemist's Soc, June 1.981, pp. 754-756), включенных в полном объеме в настоящее изобретение путем ссылки, сказано, что умягчители часто коммерчески доступны только в виде комплексных смесей скорее, чем в виде отдельных компаундов. Хотя ниже в описании внимание сфокусировано на преобладающих видах, следует понимать, что коммерчески доступные смеси можно, в общем, использовать на практике.Quasoft 202-JR является пригодным умягчителем, который можно получать путем алкилирования продукта конденсации олеиновой кислоты и диэтилентриамина. В условиях синтеза, при которых создают дефицит алкилирующего вещества (например, диэтилсульфата) и используют только одну стадию алкилирования, выполняемую после регулирования значения рН, для протонирования неэтилированных веществ, получают в результате смесь, состоящую из катионных этилированых и катионных неэтилированных веществ. Малую часть (например, около 10%) полученного амидоамина циклизируют до имидазолиновых компаундов. Так как только имидазолиновые части этих веществ являются четвертичными аммониевыми компаундами, то композиции в целом являются рН-восприимчевыми. Таким образом, при практическом использовании согласно настоящему изобретению этого класса химических веществ, рН в напорном ящике должен приблизительно составлять 6-8, более предпочтительно 6-7, а наиболее предпочтительно 6,5-7,0. Четвертичные аммониевые компаунды, например диалкилдиметиловые четвертичные соли аммония, также пригодны, особенно если алкильные группы содержат около 10-24 атомов углерода. Эти компаунды обладают преимуществом, заключающимся в относительной невосприимчивости к рН. Можно использовать биологически разлагаемые умягчители. Представительные биологически разлагаемые катионные умягчители/разрыхлители раскрыты в патентах США 5312522, 5415737, 5262007,5264082 и 5223096, включенных в настоящее изобретение в полном объеме путем ссылки. Компаунды являются биологически разлагаемыми двойными сложными эфирами (diesters) четвертичных аммиачных компаундов, кватернизованными амин-эфирами и биологически разлагаемыми сложными эфирами на основе растительных масел, взаимодействующими с четвертичным хлоридом аммония и двойным сложным эфиром диэруцилдиметилхлоридом аммония, и являются представительными биологически разлагаемыми умягчителями. В некоторых вариантах исполнения особенно предпочтительная разрыхлительная композиция содержит четвертичный аминовый компонент, а также неионное поверхностно-активное вещество. Исходный волокнистый слой обычно обезвоживают на бумагоделательном сукне. Можно использовать любое пригодное сукно. Например, сукна могут содержать двухслойную базовую тканую структуру, трехслойную базовую тканую структуру или ламинированную базовую тканую структуру. Предпочтительными сукнами являются сукна, обладающие ламинированной базовой тканой структурой. Сукном мокрого пресса, которое может быть особенно пригодно для осуществления настоящего изобретения, является сукно марки Vector 3, изготавливаемое компанией Voith Fabric. Аналоги прессовых су- 16012673 кон описаны в патентах США, включающих патенты 5657797, 5368696, 4973512, 5023132, 5225269,5182164, 5372876 и 5618612. Можно также использовать прессовое сукно отличающейся структуры,описанное в патенте США 4533437, зарегистрированном на имя Curran и др. Пригодные крепирующие ткани содержат однослойные, многослойные или композиционные структуры, предпочтительно разреженные структуры. Ткани могут обладать по меньшей мере одной из следующих характеристик: (1) со стороны крепирующей ткани, находящейся в контакте с волокнистым слоем в мокром состоянии (с верхней стороны), число нитей на дюйм в продольном направлении (плотность ткани по основе) составляет от 10 до 200; число нитей на дюйм в поперечном направлении (плотность ткани по утку) также составляет от 10 до 200; (2) диаметр нити обычно составляет меньше 0,050 дюйма; (3) с верхней стороны расстояние между самой высокой точкой перегибов нитей основы и самой высокой точкой перегибов нитей утка составляет от около 0,001 до около 0,02 дюйма или 0,03 дюйма; (4) между этими двумя уровнями могут быть перегибы, образованные либо нитями основы, либо нитями утка, которые придают топографии ткани трехмерный внешний вид, содержащей возвышения и впадины, которая сообщается волокнистому слою; (5) ткань может быть ориентирована любым пригодным способом так, чтобы достигался желаемый эффект при выполнении процесса и сообщались продукту требуемые свойства; перегибы продольных (основных) нитей могут быть на верхней стороне для увеличения выступов в продольном направлении в продукте, или продольные желобки могут быть расположены на верхней стороне, если желательно получить больше выступов в поперечном направлении для оказания влияния на характеристики крепирования при переносе волокнистого слоя с передающего цилиндра на крепирующую ткань; (6) ткань может быть изготовлена так, чтобы получались определенные геометрические рисунки, благоприятно воспринимаемые глазом, которые обычно повторяют между каждыми 2-50 основными нитями. В число пригодных коммерчески доступных грубых тканей входит ряд тканей, изготавливаемых компанией Voith Fabrics. Крепирующая ткань может быть, таким образом, такого класса, который описан в патенте США 5607551 (колонки 7-8), зарегистрированном на имя Farrington и др., а также в патенте США 4239065, зарегистрированном на имя Trokhan, и в патенте США 3974025, зарегистрированном на имя Ayers. Такие ткани могут содержать от около 20 до около 60 мононитей на дюйм, и их изготавливают из полимерных мононитей, имеющих диаметры обычно в пределах от около 0,008 дюйма до около 0,025 дюйма. Основные и уточные мононити могут иметь (но это не является обязательным требованием) одинаковый диаметр. В некоторых случаях мононити переплетают таким образом и придают им такую взаимодополняющую изогнутую конфигурацию, по меньшей мере, в направлении оси Z (в направлении толщины ткани), чтобы создавать первую группу, или массив, расположенных в одной плоскости перекрестий обеих групп мононитей, расположенных в верхней плоскости, и предварительно определенную вторую группу, или массив, перекрестий, расположенных под верхней поверхностью. Массивы распределены таким образом, что части перекрестий, расположенных в верхней плоскости, определяют массив впадин,подобных тем, которые имеются в корзине из ивовых прутьев, в верхней поверхности ткани, причем эти впадины расположены в шахматном порядке как в продольном, так и в поперечном направлениях, и так,что каждая впадина перекрывает по меньшей мере одно перекрестие, расположенное под верхней поверхностью. Впадины дискретно по периметру окружены на виде в плане столбчатообразными скоплениями, содержащими части множества перекрестий, расположенных в плоскости верхней поверхности. Петля ткани может содержать термофиксированные мононити из термопластического вещества; верхние поверхности расположенных в одной плоскости перекрестий, расположенных в верхней плоскости, могут представлять одноплановую плоскую поверхность. Особые варианты исполнения изобретения включают атласные переплетения, а также гибридные переплетения из трех или большего числа систем основных нитей, и плотность по основе и утку может составлять от около 1010 до около 120120 мононитей на дюйм (от 44 до около 4747 на сантиметр), хотя предпочтительный диапазон плотности по основе и утку составляет от около 1816 до около 5548 мононитей на дюйм (от 98 до около 2219 на сантиметр). Вместо прессующей ткани в качестве крепирующей можно использовать ткань сушильной машины,если это желательно. Пригодные ткани описаны в патентах США 5449026 (ткань) и 5690149 (настланные в продольном направлении ленты из нитей), зарегистрированном на имя Lee, а также в патенте США 4490925, зарегистрированном на имя Smith (спиральная структура). Если используют формующее устройство Фурдринье или другое щелевое формующее устройство,то исходный волокнистый слой можно кондиционировать с помощью отсасывающих ящиков и паровой камеры до достижения содержания твердых веществ, соответствующего уровню, пригодному для переноса на обезвоживающее сукно. Исходный волокнистый слой можно переносить на сукно с применением отсоса. В серпообразной формующей машине использование вспомогательного отсоса является необязательным, так как исходный волокнистый слой формуют между формующей тканью и сукном. Сушку с применением сушильных барабанов можно использовать отдельно или в сочетании с сушильным устройством с ударным воздушным воздействием, причем это сочетание особенно пригодно,- 17012673 если в линии имеется в наличии двухярусная сушильная часть, как это описано ниже. Сушильное устройство с ударным воздушным воздействием можно также использовать в качестве единственного средства для сушки волокнистого слоя, так как волокнистый слой удерживают в ткани, если это желательно,или можно использовать в сочетании с барабанными сушильная машинами. Соответствующее роторное сушильное оборудование с ударным воздушным воздействием описано в патенте США 6432267, зарегистрированном на имя Watson, и в патенте США 6447640, зарегистрированном на имя Watson и др. Так как способ можно легко осуществлять на существующем оборудовании при его разумной модификации, любые существующие плоские сушильные машины можно с успехом использовать для сокращения капиталовложений. В альтернативном варианте исполнения волокнистый слой можно сушить посредством прососа воздуха после крепирования на ткани, как это хорошо известно в данной области. К репрезентативным ссылкам можно отнести патент США 3342936, зарегистрированный на имя Cole и др.; патент США 3994771, зарегистрированный на имя Morgan, Jr. и др.; патент США 4102737, зарегистрированный на имя Morton; патент США 4529480, зарегистрированный на имя Trokhan. На фиг. 1 представлено поперечное сечение (120-кратное увеличение) в продольном направлении крепированного на ткани, но не подвергнутого вытяжке, бумажного полотна 10, на котором видны области скопления волокон 12. Можно увидеть, что волокна в области скопления волокон 12 имеют наклоненную ориентацию в поперечном направлении, особенно - с правой стороны области 12, где волокнистый слой контактирует с перегибом крепирующей ткани. На фиг. 2 представлено бумажное полотно 10, подвергнутое вытяжке, составлявшей 45%, после крепирования на ткани и сушки. Здесь видно, что области 12 были утонены или рассеяны в продольном направлении при расширении, или разворачивании, микроскладок. Подвергнутый вытяжке волокнистый слой обладает увеличенной объемностью и пористостью в сравнении с не подвергнутым вытяжке волокнистым слоем. Структурные изменения и изменения свойств дополнительно проиллюстрированы на фиг. 3-12. На фиг. 3 представлена фотография (10-кратное увеличение) крепированного на ткани волокнистого слоя со стороны, обращенной к ткани, согласно изобретению, который был изготовлен без существенной последующей вытяжки. На фиг. 3 видно, что бумажное полотно 10 содержит множество очень выраженных областей 12 скопления волокон с большой плотностью, содержащих волокна, ориентированные под наклоном к поперечному направлению (ПН), соединенных областями 14 с малой плотностью. На фотографии видно, что соединительные области 14 содержат волокна, ориентация которых наклонена вдоль направления между областями 12 скопления волокон. Кроме того, видно, что линии микроскладок областей 12 скопления волокон проходят вдоль поперечного направления. На фиг. 4 представлена фотография (10-кратное увеличение) крепированного на ткани волокнистого слоя со стороны, обращенной к ткани, согласно изобретению, который был крепирован на ткани, высушен и затем подвергнут вытяжке, составлявшей 45%. На фиг. 4 видно, что бумажное полотно 10 все еще содержит множество областей 12 скопления волокон с большой плотностью, соединенных областями 14 с малой плотностью; однако при сравнении фиг. 3 и 4 видно, что области 12 скопления волокон значительно менее выражены после вытяжки волокнистого слоя. На фиг. 5 представлена микрофотография (10-кратное увеличение) волокнистого слоя, представленного на фиг. 3, со стороны, обращенной к сушильному устройству, т.е. со стороны волокнистого слоя,противоположной стороне, обращенной к крепирующей ткани. Этот волокнистый слой крепировали на ткани и сушили без вытяжки. Здесь видны области 12 скопления волокон с относительно большой плотностью, а также области 14 с меньшей плотностью, которыми соединены области скопления волокон. Эти отличительные особенности, в общем, менее выражены на стороне волокнистого слоя, обращенной к сушильному цилиндру или к сушильным барабанам; за исключением, однако, утонения или развертывания складок в областях скопления волокон, которые можно более легко обнаружить на стороне волокнистого слоя, обращенной к сушильному цилиндру, если крепированный на ткани волокнистый слой 10 был подвергнут вытяжке, как это показано на фиг. 6. На фиг. 6 представлена микрофотография (10-кратное увеличение) крепированного на ткани волокнистого слоя 10 со стороны, обращенной к сушильному устройству, изготовленного согласно изобретению, который был крепирован на ткани, высушен и затем подвергнут вытяжке, составлявшей 45%. Здесь видно, что области 12 скопления волокон с относительно большой плотностью разрыхлены или в некоторой степени развернуты складки при их утонении (что также видно на фиг. 1 и 2 при большем увеличении). Области 14 с меньшей плотностью остаются относительно неизмененными при вытяжке волокнистого слоя. Другими словами, при вытяжке волокнистого слоя преимущественно утоняются области скопления волокон. На фиг. 6, кроме того, видно, что относительно спрессованные области 12 скопления волокон бумажного полотна были расширены. Не связывая это явление с какой-либо определенной теорией, авторы считают, что при крепировании на ткани волокнистого слоя, как это описано в настоящем изобретении, образуется связанная волокнистая сетчатая структура, обладающая выраженными колебаниями местной плотности. Сетчатая структура может быть, по существу, сохранена, например, при сушке волокнистого слоя, так как при вытяжке- 18012673 высушенного волокнистого слоя происходит некоторое рассеивание или ослабление областей скопления волокон и увеличение пористости волокнистого слоя. Эта отличительная особенность изобретения отчетливо подтверждается изображением на фиг. 6, где микроскладки в волокнистом слое в областях 12 раскрыты при вытяжке волокнистого слоя на большей длине. На фиг. 5 соответствующие области 12 не подвергнутого вытяжке волокнистого слоя остаются сжатыми. Способ и предпочтительные продукты согласно изобретению могут быть дополнительно оценены при рассмотрении фиг. 7-24. На фиг. 7 представлена микрофотография разреженного волокнистого слоя 20 с очень малой плотностью, содержащего множество областей 22 скопления волокон с относительно высокой плотностью, взаимосвязанных множеством соединительных областей 24 с меньшей плотностью. Целлюлозные волокна соединительных областей 24 ориентированы с наклоном вдоль направления, в котором они проходят между областями 22 скопления, что, возможно, лучше всего видно на виде в увеличенном масштабе на фиг. 8. Ориентация и колебания местной плотности неожиданны с точки зрения того факта, что исходный волокнистый слой обладал очевидной хаотической ориентацией волокон при формовании, и его переносили в большой степени ненарушенным на передающую поверхность до крепирования на ткани с этой поверхности в мокром состоянии. Приданная упорядоченная структура отчетливо видна при очень малых плотностях, где волокнистый слой 20 содержит разреженные участки 26 и, таким образом, он обладает разреженной сетчатой структурой. На фиг. 9 показан волокнистый слой вместе с крепирующей тканью 28, на которой волокна были перераспределены в крепирующей зоне контакта в мокром состоянии после обычно хаотического формования при сухости 40-50% или около этого значения до крепирования при съеме с передающего цилиндра. Хотя структуру, содержащую столбчатые и переориентированные области, можно легко разглядеть в вариантах исполнения с разреженной структурой при очень малой плотности, упорядоченную структуру продуктов согласно изобретению можно также рассмотреть при увеличенной плотности, где покрывные области волокна 30 перекрывают столбчатые и соединительные области, как показано на фиг. 10-12,таким образом, что бумажное полотно 32 обладает, по существу, непрерывными поверхностями, как это показано более четко на фиг. 19 и 22, где более темные области являются областями с меньшей плотностью, тогда как почти сплошные белые области представляют собой относительно спрессованное волокно. Сильное воздействие переменных параметров обработки и т.д. также можно оценить по фиг. 10-12. На фиг. 10 и 11 показано бумажное полотно с плотностью 19 фунтов; однако более рельефный рисунок, с точки зрения колебания плотности, виден на фиг. 11, так как степень его крепирования на ткани была значительно больше (40% против 17%). Аналогичным образом, на фиг. 12 показан волокнистый слой с большей плотностью (27 фунтов) при степени его крепирования 28%, где столбчатые, соединительные и покрывные области более рельефны. Перераспределение волокон из обычно хаотического расположения в рисунчатое распределение,включая наклон ориентации, а также областей скопления волокон, соответствующее структуре крепирующей ткани, можно дополнительно оценить при анализе фиг. 13-24. На фиг. 13 представлена микрофотография (10-кратное увеличение) целлюлозного волокнистого слоя, из которого приготовили ряд образцов и выполнили микрофотографии на сканирующем электронном микроскопе (СЭМ) для дополнительного представления волокнистой структуры. В левой части фиг. 13 показана область поверхности, с которой были выполнены микрофотографии поверхностей 14, 15 и 16. На этих микрофотографиях видно, что волокна соединительных областей обладают ориентацией, наклоненной вдоль их направления между столбчатыми областями, как было отмечено выше со ссылками на микрофотографии. На фиг. 14, 15 и 16 дополнительно показано, что сформованные покрывные области обладают ориентацией волокон вдоль продольного направления. Эта отличительная особенность проиллюстрирована достаточно четко на фиг. 27 и 18. На фиг. 17 и 18 представлены поперечные сечения вдоль линии XS-A на фиг. 13. Видно, особенно при 200-кратном увеличении (см. фиг. 18), что волокна ориентированны по направлению к плоскости наблюдения, или в продольном направлении, так как большая часть волокон была разрезана при вырезании образца. На фиг. 19 и 20 представлены поперечные сечения вдоль линии XS-B на образце на фиг. 13, на которых видно меньшее количество разрезанных волокон, особенно в средних частях микрофотографий,что вновь указывает на наклон ориентации в продольном направлении в этих областях. Следует отметить наличие на фиг. 19 U-образных складок, которые видны в области скопления волокон в левой части фигуры. На фиг. 21 и 22 представлены микрофотографии (СЭМ) сечений образца, показанного на фиг. 13,вдоль лини XS-C. На этих фигурах видно, что столбчатые области (с левой стороны) собраны грудами с образованием более высокой местной плотности. Кроме того, на микрофотографии на фиг. 22 видно,что в столбчатой области (слева) было разрезано большое количество волокон, что указывает на переориентацию волокон в этой области в направлении, поперечном продольному направлению, в данном случае - вдоль поперечного направления. Также примечательно то, что количество наблюдаемых кончи- 19012673 ков волокон уменьшается при перемещении взгляда слева направо, что указывает на ориентацию к продольному направлению, если перемещать взгляд по направлению от столбчатых областей. На фиг. 23 и 24 представлены микрофотографии (СЭМ) сечения вдоль линии XS-D на фиг. 13. Здесь видно, что наклон ориентации волокон изменяется при перемещении взгляда в поперечном направлении. Слева, в соединительной, или связывающей, области видно большое количество кончиков,что указывает на наклон в продольном направлении. В средней части меньше кончиков, где проходит край столбчатой области, что указывает на больший наклон в поперечном направлении до тех пор, пока взгляд не приблизится к другой соединительной области, и вновь наблюдается изобилие разрезанных кончиков волокон, что вновь указывает на увеличенный наклон в продольном направлении. Желательное перераспределение волокон достигается посредством соответствующего выбора сухости, ткани или рисунка ткани, параметров зоны контакта и разности скоростей потока и сеточного транспортера, разности скоростей передающей поверхности и крепирующей ткани. Разности скоростей потока и сеточного транспортера, составляющие по меньшей мере 100, 200, 500, 1000, 1500 или даже больше 2000 фут/мин, могут требоваться при некоторых условиях для достижения желаемого перераспределения волокон и сочетания свойств, что станет понятно при ознакомлении с последующим описанием. Во многих случаях разности скоростей потока и сеточного транспортера, составляющие от около 500 до около 2000 фут/мин, достаточны. Скорость формования исходного волокнистого слоя, например, путем регулирования потока, напускаемого из напорного ящика, и скорость формующего сеточного транспортера,или ткани, так же важны для достижения желательных свойств продукта, особенно относительной прочности при растяжении в продольном и поперечном направлениях. Аналогичным образом, сушку можно выполнять при сохранении растяжимой сетчатой структуры волокнистого слоя, особенно если желательно существенное увеличение объемности посредством вытяжки волокнистого слоя. В последующем описании показано, что для достижения желаемого набора характеристик продукта выбирают или регулируют следующие существенные параметры: сухость в конкретной точке процесса (особенно при крепировании на ткани); рисунок ткани; параметры зоны контакта крепирующей ткани; отношение крепирования на ткани; разность скоростей, особенно между передающей поверхностью и крепирующей тканью и между скоростью потока из напорного ящика и скоростью формующего сеточного транспортера; обработку волокнистого слоя после крепирования на ткани. Проведено сравнение продуктов согласно изобретению с обычными продуктами; результаты сравнения представлены в табл. 2. Таблица 2 Сравнение типичных свойств волокнистого слоя Толщина 8 бумажных полотен, мил (мил=0,001 дюйма=0,0254 мм). На фиг. 25 схематически изображена бумагоделательная машина 40, содержащая обычную двухсеточную формующую часть 42, прогон бумагоделательного сукна 44, башмачную прессовую часть 46,крепирующую ткань 48 и сушильную машину Янки 50, подходящую для осуществления настоящего изобретения. Формующая часть 42 содержит пару формующих тканых сеток 52, 54, поддерживаемых с помощью множества опорных валов 56, 58, 60, 62, 64, 66 и формующего вала 68. Из напорного ящика 70- 20012673 подают композицию бумажной массы, напуская ее из напорного ящика в виде потока в продольном направлении к зоне контакта 72 между формующим валом 68 и валом 56, и ткаными сетками. Из композиции формуют исходный волокнистый слой 74, который обезвоживают на тканых сетках при содействии вакуума, например, посредством отсасывающего ящика 76. Исходный волокнистый слой продвигают к бумагоделательному сукну 78, поддерживаемому с помощью множества валов 80, 82, 84, 85, причем сукно находится в контакте с башмачным прессовым валом 86. Волокнистый слой обладает низким уровнем сухости, когда его передают на сукно. Передаче могут способствовать отсосом; например, вал 80 может быть отсасывающим валом, если это желательно,или подхватывающим или отсасывающим башмаком, как это известно в данной области техники. Когда волокнистый слой подходит к башмачному прессовому валу, он может обладать сухостью 10-25%, предпочтительно 20-25% или близким к этому значением, при входе в зону контакта 88 между башмачным прессовым валом 86 и передающим валом 90. Передающий вал 90 может быть нагреваемым валом, если это желательно. Вместо башмачного прессового вала может быть установлен обычный отсасывающий прижимной вал 86. Если используют башмачный пресс, то желательно и предпочтительно, чтобы вал 84 был отсасывающим валом, с помощью которого можно эффективно удалять воду из сукна до входа сукна в зону контакта башмачного пресса, так как вода из композиции может быть внедрена в сукно в зоне контакта башмачного пресса. В любом случае, использование отсасывающего вала на позиции 84 обычно желательно для обеспечения того, чтобы волокнистый слой оставался в контакте с сукном во время изменения направления движения, что очевидно для специалиста в данной области при рассмотрении чертежа. Волокнистый слой 74 прессуют в мокром состоянии на сукне в зоне контакта 88 при содействии прессующего башмака 92. Волокнистый слой, таким образом, обезвоживают с уплотнением в зоне контакта 88, обычно до увеличения сухости на 15% или более на этой стадии выполнения процесса. Конфигурацию, показанную в зоне 88, обычно называют башмачным прессом; согласно настоящему изобретению цилиндр 90 используют как передающий цилиндр, с помощью которого волокнистый слой 74 с высокой скоростью, обычно 1000-6000 фут/мин, транспортируют к крепирующей ткани. Цилиндр 90 имеет гладкую поверхность 94, которая может быть снабжена клеящими и/или антиадгезивными веществами, если это требуется. Волокнистый слой 74 приклеивают к передающей поверхности 94 цилиндра 90, который вращают с высокой угловой скоростью, продолжая продвигать волокнистый слой в продольном направлении, указанном стрелками 96. На цилиндре волокнистый слой 74 обычно обладает хаотическим очевидным распределением волокон. Направление 96 называют продольным направлением (ПрН) волокнистого слоя, а также бумагоделательной машины 40; тогда как поперечное направление (ПН) машины - это направление в плоскости волокнистого слоя, перпендикулярное продольному направлению. Волокнистый слой 74 обычно подают в зону контакта 88 при сухости 10-25% или близком к этому значении, обезвоживают и сушат до сухости от около 25 до около 70%, в то время как его подают к крепирующей ткани 48, как это показано на чертеже. Крепирующую ткань 48 поддерживают с помощью множества валов 98, 100, 102 и прессового вала 104, посредством которого образуют зону контакта 106 между крепирующей тканью и передающим цилиндром 90, как показано на фиг. 25. Крепирующей тканью определяют крепирующую зону контакта на расстоянии, где крепирующая ткань 48 может находиться в контакте с валом 90, т.е. где может быть приложено значительное давление к волокнистому слою относительно передающего цилиндра. По этой причине опорный (или крепирующий) вал 100 может быть снабжен мягкой деформируемой поверхностью, посредством чего можно увеличить длину крепирующей зоны контакта и увеличить угол крепирования между тканью с бумажным полотном и точкой контакта, или можно использовать башмачный прессовый вал вместо вала 100 для увеличения эффективного контакта с волокнистым слоем в зоне контакта 106, где осуществляют сильное воздействие посредством крепирующей ткани и где волокнистый слой 74 переносят на ткань 48 и продвигают в продольном направлении. Путем использования различного оборудования в крепирующей зоне контакта можно регулировать угол крепирования тканью или угол отдаления от крепирующей зоны контакта. Таким образом, можно оказывать влияние на характер и степень перераспределения волокон,расслоение/разрыхление, которые могут происходить в зоне контакта 106 крепирующей ткани, регулированием этих параметров зоны контакта. В некоторых вариантах исполнения может быть желательным реструктурирование межволоконных характеристик в направлении оси z, тогда как в других случаях может быть желательным влияние на свойства только в плоскости волокнистого слоя. Посредством параметров крепирующей зоны контакта можно оказывать влияние на распределение волокон в волокнистом слое во множестве различных направлений, включая изменение в направлении по оси z, а также в продольном и поперечном направлениях. В любом случае при переносе с передающего цилиндра на крепирующую ткань производят сильное воздействие, заключающееся в том, что ткань перемещают медленнее, чем волокнистый слой, и происходит значительное изменение скорости. Обычно волокнистый слой крепируют на ткани со степенью крепирования где-то в пределах 10-60% и даже больше (200-300%) во время переноса с передающего цилиндра на ткань.- 21012673 Крепирующая зона контакта 106 обычно простирается на большем расстоянии, чем крепирующая зона контакта ткани, на величину, составляющую где-то в пределах от около 3,175 мм (1/8") до около 50,8 мм (2"), обычно в пределах 12,7-50,8 мм (1/2-2"). При использовании крепирующей ткани с плотностью по утку 32 нити на дюйм, волокнистый слой 74, таким образом, будет сталкиваться в зоне контакта с уточными мононитями где-то в пределах от около 4 до 64 раз. Давление в зоне контакта 106, т.е. давление между крепирующим валом 100 и передающим валом 90, обычно составляет 20-200 фунтов на погонный дюйм (фунт/п.дюйм), предпочтительно 4070 фунт/п.дюйм. После крепирования на ткани волокнистый слой продолжают продвигать в продольном направлении 96, где его прессуют в мокром состоянии на цилиндре 110 сушильной машины Янки в передаточной зоне контакта 112. Передачу в зоне контакта 112 обычно производят при сухости волокнистого слоя от около 25 до около 70%. При таких уровнях сухости сложно осуществлять приклеивание с достаточной прочностью волокнистого слоя к поверхности 114 цилиндра 110 таким образом, чтобы полностью отделять волокнистый слой от ткани. Данный аспект способа является важным, особенно когда желательно использовать высокоскоростную сушильную машину, а также поддерживать высокоударные крепирующие условия. В этой связи следует сказать, что замечено, что в обычных способах сушки посредством прососа воздуха (TAD) не используют высокоскоростные сушильные машины, так как не достигают достаточного приклеивания к цилиндру сушильной машины Янки. Установлено, согласно настоящему изобретению, что использование особых клеящих веществ совместно с умеренно влажным волокнистым слоем (25-70% сухости) для приклеивания его к цилиндру сушильной машины Янки достаточно для того, чтобы обеспечить возможность работы системы с высокой скоростью и работы сушильной машины с ударным воздействием высокоскоростных потоков воздуха. Для этого на поверхность 116 наносят клеящую композицию из поливинилового спирта и полиамида, как было отмечено выше, если требуется. Волокнистый слой сушат на цилиндре 110 сушильной машины Янки, являющемся нагреваемым цилиндром, и высокоскоростными ударными потоками воздуха в камере 118 сушильной машины Янки. При вращении цилиндра волокнистый слой 74 снимают с крепированием с этого цилиндра с помощью крепирующего шабера 119 и наматывают на наматывающий вал 120. Крепирование бумаги при съеме с цилиндра сушильной машины Янки можно выполнять, используя волнообразный крепирующий шабер, например, раскрытый в патенте США 5690788, сущность которого включена сюда путем ссылки. Было показано, что посредством использования волнообразного крепирующего шабера может быть получен ряд преимуществ при изготовлении изделий из тонкой бумаги. Вообще, изделия из тонкой бумаги, крепированные с использованием волнообразного шабера, имеют большую толщину, большее относительное удлинение в поперечном направлении и большую пористость, чем сравнимые изделия из тонкой бумаги, изготовленные с использованием обычных крепирующих шаберов. Все эти изменения,получаемые посредством использования волнообразного шабера, имеют тенденцию к корелированию с улучшенным восприятием мягкости изделий из тонкой бумаги. При использовании способа крепирования в мокром состоянии вместо сушильной машины Янки можно использовать сушильную машину с ударными потоками воздуха, сушильную машину с прососом воздуха или многобарабанную сушильную машину. Сушильные машины с ударными потоками воздуха раскрыты в следующих патентах и заявках на патенты, сущность которых включена в настоящее изобретение путем ссылок: в патенте США 5865955, зарегистрированном на имя Ilvespaaet и др.; патенте США 5968590, зарегистрированном на имя Ahonen и др.; патенте США 6001421, зарегистрированном на имя Ahonen и др.; патенте США 6119362, зарегистрированном на имя Sundqvist и др.; заявке на патент США 09/733172, озаглавленной Способ изготовления абсорбирующих полотен путем крепирования в мокром состоянии и сушки ударными потоками воздуха, в настоящее время являющейся патентом США 6432267. Сушильная машина с прососом воздуха хорошо известна в данной области техники и описана в патенте США 3432936, зарегистрированном на имя Cole и др., сущность которой включена в настоящее изобретение путем ссылки; барабанная сушильная машина описана в патенте США 5851353. На фиг. 26 представлена предпочтительная бумагоделательная машина 40 для использования согласно настоящему изобретению. Бумагоделательная машина 40 является машиной с тремя транспортерными лентами, содержащей формующую часть 42, обычно называемую серповидным формующим устройством. Формующая часть 42 содержит формующий сеточный транспортер 52, поддерживаемый с помощью множества валов, например валов 62, 65. Формующая часть также содержит формующий вал 68,посредством которого поддерживают бумагоделательное сукно 78 таким образом, чтобы волокнистый слой 74 формировался непосредственно на сукне 78. Прогон бумагоделательного сукна 44 проходит к башмачной прессовой части 46, где влажный волокнистый слой переносят на передающий вал 90, как было описано выше. Затем волокнистый слой 74 крепируют на крепирующей ткани в зоне контакта меж- 22012673 ду валами 90, 100 перед переносом в сушильную машину Янки в другую прессовую зону контакта 112. Вакуум по выбору используют посредством отсасывающего ящика 75, удерживая волокнистый слой в ткани. Напорный ящик 70 и прессовый башмак 92 действуют так же, как описано выше со ссылкой на фиг. 25. Система в некоторых вариантах исполнения содержит отсасывающий поворотный вал 84; однако система с тремя транспортерными лентами может быть скомпонована различными способами, в которых поворотный вал не требуется. Эта особенность имеет очень важное значение при переоборудовании бумагоделательной машины, так как расходы на перестройку оборудования, т.е. оборудования для приготовления волокнистой массы или переработки волокна и/или крупногабаритного и дорогого сушильного оборудования, например сушильной машины Янки или многобарабанных сушильных машин,превращали бы переоборудование в недоступно дорогостоящий процесс, если бы усовершенствования не были бы совместимыми с существующими установками. На фиг. 27 схематически показана часть бумагоделательной машины 200. Бумагоделательная машина 200 снабжена формующей частью и частью для крепирования на ткани, как это описано выше, где волокнистый слой 205 крепируют на крепирующей ткани 202. Волокнистый слой 205 переносят с крепирующей ткани на цилиндр 206 сушильной машины Янки. Скорее, чем крепировать волокнистый слой при съеме с цилиндра сушильной машины Янки, его передают с цилиндра сушильной машины на направляющий вал 210. Затем волокнистый слой подают в жало пары вытяжных валов 212, 214, как это описано более подробно ниже. По выбору используют каландр 216, содержащий пару валов 218, 220. Волокнистый слой 205, таким образом, каландрируют на производственной линии перед наматыванием на накате 224 на приемный вал 222. По мнению авторов для достижения преимуществ при использовании изобретения целесообразно осуществлять крепирование на ткани в высокой степени в крепирующей части. Полотно, обработанное таким образом, можно затем прикреплять к цилиндру сушильной машины Янки, как это показано, в общем, на фиг. 27, но с использованием специальной технологии приклеивания, поясненной более подробно ниже. Полотно предпочтительно высушивают до желаемой сухости на цилиндре сушильной машины Янки. Вместо крепирования полотна при съеме с цилиндра располагают направляющий вал 210 относительно малого диаметра очень близко (а по выбору - соприкасающийся) к цилиндру сушильной машины Янки. С помощью этого вала относительно малого диаметра регулируют угол съема полотна таким образом, чтобы полотно не прыгало вверх и вниз на поверхности цилиндра сушильной машины. Чем меньше диаметр, тем острее угол съема полотна, а чем острее угол съема, тем меньшее требуется натяжение в продольном направлении полотна для отрыва волокнистого слоя 205, приклеенного к цилиндру 206 сушильной машины Янки. Полотно можно затем проводить через вытяжную часть, где большую долю крепирования волокнистого слоя, произведенного на ткани, в крепирующей части, удаляют из полотна. Посредством этого удлинения, или вытяжки, волокнистого слоя раскрывают скопления волокон, которые имеют тенденцию к образованию перед крепирующим перегибом, таким образом улучшая абсорбирующие свойства полотна, а также его тактильные свойства. Полотно, или волокнистый слой, можно затем каландрировать для уменьшения двухсторонности и сохранения желаемой толщины. Каландрирование предпочтительно выполняют на производственной линии, как это показано на фиг. 27. Специалисту в данной области понятно, что способ, в общем, очень эффективен, так как мокрый конец можно транспортировать с очень высокой скоростью в сравнении с сушильной машиной Янки,и накат может также работать со значительно более высокой скоростью, чем сушильная машина Янки. Говоря о низких скоростях сушильной машины Янки, авторы имеют в виду, что более эффективно сушку полотен большой плотности можно легко осуществлять, используя аппарат согласно настоящему изобретению. На фиг. 28 а и 28b схематически проиллюстрирована предпочтительная система приклеивания, которую используют согласно настоящему изобретению. На фиг. 28 а схематически показан профиль цилиндра сушильной машины Янки, например цилиндра 206 сушильной машины Янки, который снабжен слоем 230 клеящего вещества, расположенным под волокнистым слоем 205. На фиг. 28b вид в увеличенном масштабе различных слоев, представленных на фиг. 28 а. Поверхность цилиндра сушильной машины Янки обозначена поз. 232, а волокнистый слой обозначен поз. 205. Слой 230 клеящего вещества содержит мягкое клеящее вещество 234, а также слой 236 для защиты цилиндра сушильной машины. Для осуществления предпочтительного варианта исполнения способа согласно изобретению покрытие цилиндра сушильной машины должно обладать следующими характеристиками. Так как полотно должно быть внедрено в крепирующую ткань на стадии крепирования на ткани, то клеящее вещество должно обладать значительной клеящей способностью в мокром состоянии для эффективной передачи волокнистого слоя с крепирующей ткани на цилиндр сушильной машины Янки. По этой причине для осуществления крепирования в соответствии со способом согласно настоящему изобретению обычно требуется клеящее вещество с высокой клеящей способностью в мокром состоянии, например, следует использовать поливиниловый спирт (PVOH) в смеси клеящего вещества. Однако поливиниловый спирт (PVOH), обладающий высокой клеящей способностью в мокром состоянии, также обладает очень высокой клеящей способностью в сухом состоянии, из-за чего требуется использовать крепирующий шабер для съема высушенного полотна с поверхности цилиндра сушильной машины. Для- 23012673 осуществления способа, проиллюстрированного на фиг. 27, полотно следует отслаивать от поверхности цилиндра сушильной машины, не подвергая его чрезмерно большой вытяжке, чтобы избежать нарушения целостности волокнистого слоя или разрывов полотна в дефектных местах. Таким образом, этот уровень приклеивания, описанный как мягкое приклеивание, должен быть агрессивным в отношении приклеивания полотна в мокром состоянии к поверхности цилиндра сушильной машины, достаточно прочным для удерживания полотна на поверхности цилиндра сушильной машины, находящегося под воздействием высокой скорости сушильной машины, но в месте съема клеящее вещество должно обладать достаточно слабыми удерживающими свойствами, чтобы сохранить желаемые свойства полотна. Это означает, что природа растяжимой волокнистой сетчатой структуры должна быть сохранена. По мнению авторов клеящее вещество должно обладать высокой клеящей способностью в мокром состоянии и низкой клеящей способностью в сухом состоянии полотна; когезионной внутренней прочностью, значительно большей прочности прилипания высушенной бумаги, чтобы частицы клеящего вещества не оставались с полотном; и очень высокой способностью приклеивания в сухом состоянии к поверхности цилиндра сушильной машины. Защитный слой цилиндра сушильной машины должен обладать очень высокой способностью приклеивания в сухом состоянии к поверхности цилиндра сушильной машины. При нормальных условиях работы требуется использовать крепирующий шабер для обеспечения начала процесса намотки полотна, прежде чем можно будет отслоить его от поверхности цилиндра сушильной машины. Во время этого процесса следует внимательно следить за тем, чтобы предотвратить повреждение шабером поверхности цилиндра сушильной машины или съем клеящего покрытия. Это можно осуществить, учитывая природу этих покрывающих материалов, применяя мягкий, неметаллический крепирующий шабер для начала отслоения полотна. Защитный слой для поверхности цилиндра сушильной машины наносят и отверждают до использования сушильной машины для сушки бумаги. Этот слой можно наносить после шлифования или после тщательной очистки старого слоя покрытия с поверхности цилиндра сушильной машины. Это покрытие обычно представляет собой сшиваемый материал на полиамидной основе, который наносят, а затем отверждают, используя нагрев, до начала работы. На фиг. 29 А и 29 В схематически показаны положения вытяжных валов 212 и 214 при начале и при установившемся режиме работы. Вытяжные валы установлены на перемещаемых осях 240 и 242 соответственно. Во время пуска валов 212 и 214 их обычно располагают с противоположных сторон волокнистого слоя 205. Показанное расположение особенно удобно для заправки волокнистого слоя 205. После выполнения заправки валы поворачивают вверх на 270 так, чтобы полотно огибало два вала в достаточной мере, чтобы полотно могло быть захвачено, и чтобы его можно было тянуть каждым из приводных валов. На фиг. 29b показано положение в рабочем режиме, где валы приводят со скоростями, которые выше скоростей сушильной машины Янки. Вал 214 приводят со скоростями, несколько большими скоростей сушильной машины Янки, чтобы полотно можно было отслаивать от поверхности цилиндра сушильной машины Янки и чтобы начать процесс вытяжки. Вал 212 приводят со скоростью, значительно большей скорости вала 214. Ниже по ходу процесса от этой вытяжной части могут быть установлены дополнительные каландры, где можно производить остальную вытяжку между валами каландров и валом 212. Предпочтительно, чтобы все валы были расположены так близко, как это можно практически выполнить, чтобы минимизировать вытяжку полотна в свободном состоянии при продвижении волокнистого слоя в продольном направлении. Дополнительное преимущество изобретения может быть оценено специалистом в данной области. Например, на фиг. 30 показана бумагоделательная машина 300, по существу, аналогичная бумагоделательной машине 200, дополнительно снабженная тиснильным валом 315, установленным для тиснения волокнистого слоя на небольшом расстоянии от места наложения волокнистого слоя на поверхность цилиндра сушильной машины Янки. На фиг. 30 показана бумагоделательная машина 300, содержащая обычную формующую часть,часть крепирования на ткани (не показана), которая содержит крепирующую ткань 302, на которой транспортируют волокнистый слой 305 к цилиндру 306 сушильной машины Янки. Волокнистый слой 305 переносят на поверхность цилиндра 306 сушильной машины Янки и на небольшом расстоянии от места наложения подвергают тиснению с помощью тиснильного вала 315, где волокнистый слой 305 продолжают сушить. В некоторых случаях, когда желательно отслаивать волокнистый слой от поверхности цилиндра сушильной машины Янки, может быть предпочтительным сообщение тиснильному валу и поверхности цилиндра сушильной машины отличающихся в некоторой степени скоростей. Предпочтительно, чтобы поверхность цилиндра 306 сушильной машины Янки была снабжена клеящей системой, содержащей защитный слой и мягкий слой, как было отмечено выше. Волокнистый слой сушат на поверхности цилиндра сушильной машины Янки и снимают у направляющего вала 310. Волокнистый слой вытягивают вытяжными валами 312, 314, а затем каландрируют на каландре 316 до накатывания в рулон на накате 324. Примеры 1-8 и примеры A-F. Ряд абсорбирующих бумажных полотен был изготовлен с различной степенью крепирования на ткани и суммарной степенью крепирования. В общем, использовали композицию, содержавшую крафтцеллюлозу из южных пород мягкой древесины и крафт-целлюлозу из южных пород твердой древесины в- 24012673 соотношении 50%/50%, и ткань модели 36m (ткань модели М обращена перегибами к бумажному полотну). Химические вещества, такие как разрыхлители и упрочняющие полимеры, не использовали. Отношение крепирования на ткани составляло около 1,6. Бумажное полотно крепировали на ткани при приблизительно 50-процентной сухости при давлении около 25 фунт/п.дюйм опорного вала; затем бумажное полотно сушили во внедренном в ткань состоянии путем введения в контакт с нагреваемыми сушильными барабанами; снимали с ткани и наматывали в рулон на накате бумагоделательной машины. Данные этих испытаний обозначены как примеры 1-8 в табл. 3, где также указана вытяжка, произведенная после крепирования на ткани. Дополнительные испытания выполняли на линии класса, показанного на фиг. 25 и 26, используя обезвоживание с уплотнением, крепирование на ткани и сушку на машине Янки (вместо сушильных барабанов), в которой волокнистый слой прикрепляли к цилиндру сушильной машины Янки посредством поливинилового спирта, содержавшего клеящее вещество, и снимали посредством крепирования шабером. Данные этих испытаний приведены в табл. 3 в форме примеров A-F. Таблица 3 Свойства бумажного полотна примеры 1-8, A-F Не связывая это явление с какой-либо определенной теорией, авторы считают, что, если связанность крепированной на ткани, растяжимой сетчатой структуры волокнистого слоя сохраняется во время сушки, то при вытяжке волокнистого слоя происходит развертывание складок или ослабление какимлибо иным способом областей скопления волокон волокнистого слоя, что приводит к увеличению абсорбционной способности. В табл. 4 показано, что свойства продуктов, полученных с использованием обычного способа прессования в мокром состоянии (CWP) и сушки с прососом воздуха (TAD), значительно меньше изменяются при вытяжке, чем свойства абсорбирующего бумажного полотна согласно изобретению, крепированного на ткани и просушенного в барабанной сушильной машине. Эти результаты рассмотрены дополнительно ниже вместе с дополнительными примерами. После выполнения обычных операций, описанных выше, выполняли дополнительные пропуски базового бумажного полотна, внедренного в ткань и просушенного (на барабанной сушильной машине и на сушильной машине Янки). Просушиваемый в сушильной машине Янки материал был прикреплен к цилиндру сушильной машины Янки с помощью клеящего вещества на поливиниловом спирте, и его крепировали с помощью шабера. Свойства материала, просушенного в сушильной машине Янки,меньше изменялись при вытяжке (до тех пор, пока не выбирали большую часть относительного удлинения), чем это имело место при сушке материала в барабанной сушильной машине. Это может быть изменено при менее агрессивном крепировании с использованием шабера, чтобы продукт обладал свойствами, более сходными с продуктом, полученным с использованием барабанной сушки. Данные испытаний приведены в табл. 5-12 и на фиг. 31-39. В испытаниях использовали ткани моделей 44G, 44 М и 36 М,ориентированные в продольном или в поперечном направлениях. Формование производили посредством разрежения с помощью отсасывающего ящика, например ящика 75 (см. фиг. 26), с использованием узкой щели 6,35 мм (1/4 дюйма) и более широкой щели 38,1 мм (1,5 дюйма) при разрежении до около 635 мм- 29012673 Таблица 8 Сравнение по увеличению толщины Представительные примеры 35-56
МПК / Метки
МПК: D21F 11/00, B31F 1/16
Метки: полотна, вытяжку, способ, крепирование, включающий, ткани, абсорбирующего, изготовления
Код ссылки
<a href="https://eas.patents.su/30-12673-sposob-izgotovleniya-absorbiruyushhego-polotna-vklyuchayushhijj-krepirovanie-na-tkani-i-vytyazhku.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления абсорбирующего полотна, включающий крепирование на ткани и вытяжку</a>
Способ и устройство для изготовления композиционного полотна из волокнистого нетканого материала для впитывания и аккумулирования жидкостей
Номер патента: 3492
Опубликовано: 26.06.2003
Автор: Босколо Джанни Дж.
МПК: D04H 1/46, A61F 13/15
Метки: волокнистого, композиционного, материала, нетканого, изготовления, аккумулирования, полотна, впитывания, способ, устройство, жидкостей
Формула / Реферат:
1. Способ изготовления композиционного полотна из волокнистого нетканого материала для впитывания и аккумулирования жидкостей и т.п., состоящего из холста-основы, подвергаемого для упрочнения иглопрокалыванию, например гидродинамически, и нанесенного на упрочненный холст-основу слоя целлюлозы, например, из волокон древесной массы, который приводят в прочный контакт с холстом-основой, отличающийся тем, что на упрочненный холст-основу наносят...
Способ изготовления нижнего покровного полотна для крыш
Номер патента: 8639
Опубликовано: 29.06.2007
Авторы: Лаур Рюдигер, Шреер Йорн, Клингельхаге Норберт
МПК: D06N 3/14, B32B 27/12, E04D 12/00...
Метки: крыш, покровного, полотна, нижнего, изготовления, способ
Формула / Реферат:
1. Способ изготовления ленточного воздухопроницаемого комбинированного материала из нетканого полотна из синтетического материала и слоя, состоящего полностью или преимущественно из полиуретана, для использования в качестве нижнего покровного полотна для крыш и в качестве фасадного полотна, отличающийся тем, что полиуретан (PU) или смесь с высокой долей полиуретана, далее называемая также PU-продукт или PU-слой, нагревается до температуры...
Способ изготовления ткани
Номер патента: 6660
Опубликовано: 24.02.2006
Автор: Сазонова Татьяна Викторовна
МПК: D03D 15/00
Метки: способ, изготовления, ткани
Формула / Реферат:
1. Способ изготовления ткани, включающий получение суровой ткани с использованием целлюлозного волокна, в частности суровой льняной ткани, ее подготовку путем, по меньшей мере, промывки, обработку и отделку, отличающийся тем, что суровую льняную ткань получают из пряжи сухого прядения из короткого льняного волокна, обработку осуществляют путем беления в жгуте и крашения, при этом беление проводят путем гипохлоритной обработки с лежкой в аппарате...
Наклонное плоскосеточное формовочное устройство под суконным транспортером для изготовления многослойного или однослойного бумажного полотна
Номер патента: 596
Опубликовано: 29.12.1999
Автор: Кабрера Уай Лопез Кэрэм Луис Фернандо
МПК: D21F 1/48
Метки: суконным, бумажного, многослойного, формовочное, изготовления, плоскосеточное, однослойного, наклонное, полотна, устройство, транспортером
Формула / Реферат:
1. Наклонное плоскосеточное формовочное устройство под суконным транспортером в бумагоделательной машине, содержащее грудной вал 97', опорный цилиндр 32', расположенный по ходу машины от грудного вала 97', формовочную сетку 72', средство обезвоживания 167, 168, расположенное между грудным валом 97' и опорным цилиндром 32', для удаления жидкости из формовочной сетки 72'; причем упомянутые грудной вал 97', опорный цилиндр 32', формовочная сетка...
Уточная пряжа и способ изготовления уточной пряжи из термозащищенного полиамида 66 для кордной ткани для шин
Номер патента: 1120
Опубликовано: 30.10.2000
Авторы: Ланг Бруно, Шаффнер Пауль
МПК: D02G 1/16
Метки: термозащищенного, пряжа, ткани, кордной, способ, пряжи, шин, уточной, уточная, изготовления, полиамида
Формула / Реферат:
1. Уточная пряжа из термозащищенного мультифиламента полиамида 6.6 для кордной ткани для шин с общим титром 100-400 дтекс, отличающаяся тем, что сырая пряжа одновременно имеет: - SLASE при 80%-ном удлинении - 6-12 сН/текс; - остаточное удлинение при разрыве - 150-300%; - прочность >14 сН/текс; - предел обратимости 5-10 сН/текс; - усилие термоусадки при 160шС 0,15-0,8 сН/текс; - свободную усадку при 160шС >1%; 2. Уточная пряжа...
Предыдущий патент: Фасадная панель, содержащая устройство упругого соединения с каркасной рамой
Следующий патент: Табачный продукт в пакетиках
Случайный патент: Гибкий многоцелевой провод для поверхностного монтажа