Пластиковые контейнеры с наружным газо-барьерным покрытием
Номер патента: 1023
Опубликовано: 28.08.2000
Авторы: Хумеле Хайнц, Эрих Хорст, Плестер Джордж, Рул Марк, Пикель Херберт
Формула / Реферат
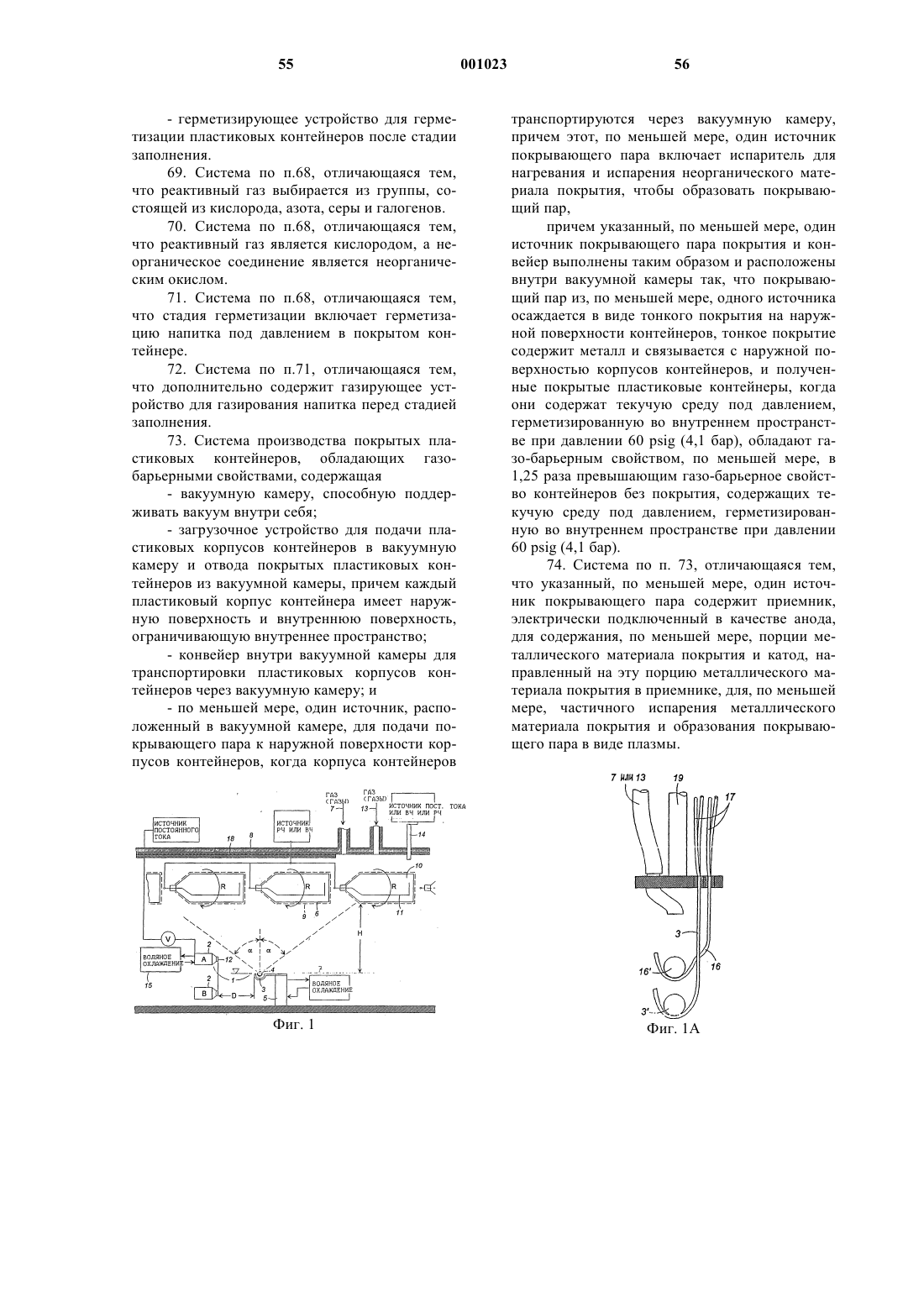
1. Система изготовления покрытого пластикового контейнера, обладающего газо-барьерными свойствами, причем система содержит
- вакуумную камеру, способную поддерживать вакуум внутри себя;
- загрузочное устройство для подачи пластиковых корпусов контейнеров в вакуумную камеру и отвода покрытых пластиковых контейнеров из вакуумной камеры, причем каждый пластиковый корпус контейнера имеет наружную поверхность и внутреннюю поверхность, ограничивающую внутреннее пространство;
- конвейер внутри вакуумной камеры для транспортировки пластиковых корпусов контейнеров через вакуумную камеру; и
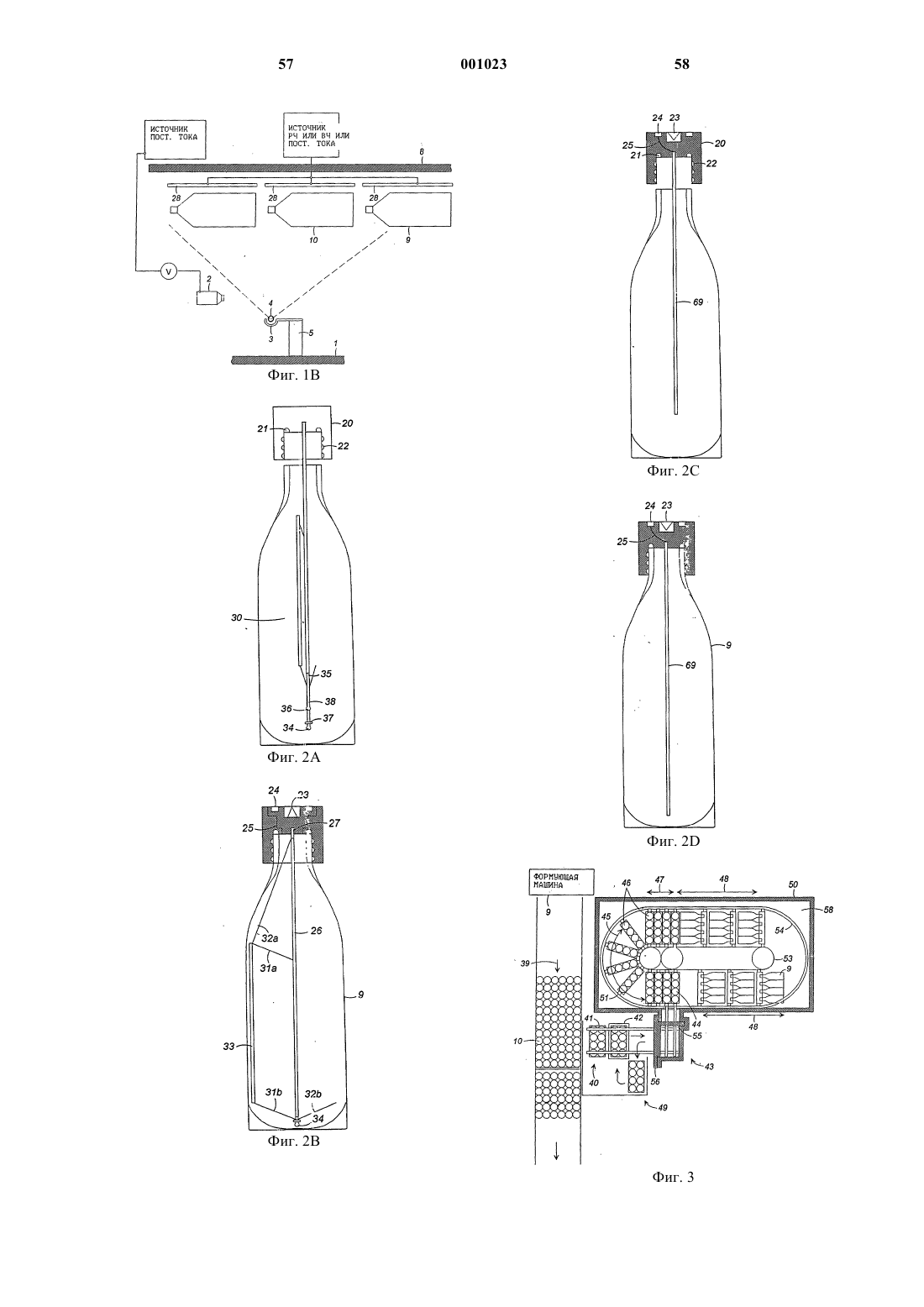
- по меньшей мере, один источник, расположенный в вакуумной камере, для подачи покрывающего пара к наружной поверхности корпусов контейнеров, когда корпуса контейнеров транспортируются через вакуумную камеру, причем этот, по меньшей мере, один источник покрывающего пара включает испаритель для нагревания и испарения неорганического материала покрытия, чтобы образовать покрывающий пар;
- средства подачи газа для подачи, по меньшей мере, одного реактивного газа во внутрь вакуумной камеры,
причем указанный, по меньшей мере, один источник покрывающего пара и конвейер выполнены таким образом и расположены внутри вакуумной камеры так, что (а) покрывающий пар из, по меньшей мере, одного источника реагирует с реактивным газом и осаждается в виде тонкого покрытия на наружной поверхности контейнеров, (b) тонкое покрытие содержит неорганическое соединение и связывается с наружной поверхностью корпусов контейнеров, а (с) полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар), обладают газо-барьерным свойством, по меньшей мере, в 1,25 раза превышающим газо-барьерные свойства контейнеров без покрытия, содержащих текучую среду под давлением во внутреннем пространстве, герметизированную при давлении 60 psig (4,1 бар).
2. Система по п.1, отличающаяся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов.
3. Система по п.1, отличающаяся тем, что реактивный газ является кислородом, а неорганический состав является неорганическим окислом.
4. Система по п.1, отличающаяся тем, что, когда в вакуумной камере поддерживается вакуум, загрузочное устройство непрерывно подает корпуса контейнеров, находящиеся снаружи вакуумной камеры, в вакуумную камеру к конвейеру, который непрерывно переносит корпуса контейнеров через вакуумную камеру мимо указанного, по меньшей мере, одного источника, а загрузочное устройство непрерывно забирает покрытые контейнеры с конвейера и отводит покрытые контейнеры из вакуумной камеры.
5. Система по п.1, отличающаяся тем, что дополнительно содержит средства поворота корпусов контейнеров, когда корпуса контейнеров транспортируются через вакуумную камеру.
6. Система по п.4, отличающаяся тем, что корпуса контейнеров, каждый, имеют дно и боковые стороны, а конвейер способен ориентировать пластиковые корпуса контейнеров относительно, по меньшей мере, одного источника покрывающего пара, чтобы покрывать как дно, так и боковые стороны контейнера покрывающим паром.
7. Система по п.1, отличающаяся тем, что дополнительно содержит устройство установки крышек для герметизации каждого корпуса контейнера крышкой перед тем, как корпус контейнера подается на конвейер, причем конвейер содержит множество рычагов для зацепления крышек, когда они находятся на корпусах контейнеров, и переноса корпусов контейнеров, когда конвейер транспортирует корпуса контейнеров через вакуумную камеру.
8. Система по п.1, отличающаяся тем, что дополнительно содержит средства образования покрывающего пара в виде плазмы высокой энергии.
9. Система по п.1, отличающаяся тем, что, по меньшей мере, один источник покрывающего пара содержит приемник, электрически подключенный в качестве анода, для содержания, по меньшей мере, одной порции материала покрытия, и катод, направленный на эту порцию материала покрытия в приемнике, для, по меньшей мере, частичного испарения материала покрытия и образования покрывающего пара в виде плазмы.
10. Система по п.9, отличающаяся тем, что катод способен испаряться с образованием порции покрывающего пара.
11. Система по п.10, отличающаяся тем, что катод содержит медь.
12. Система по п.10, отличающаяся тем, что катод содержит магний.
13. Система по п.1, отличающаяся тем, что конвейер и, по меньшей мере, один источник покрывающего пара выполнены и расположены так, что покрывающий пар реагирует на наружной поверхности корпусов контейнеров с реактивным газом, подаваемым средством подачи газа, с образованием покрытия.
14. Система по п.3, отличающаяся тем, что тонкое покрытие дополнительно содержит стеклообразующую металлическую добавку.
15. Способ производства покрытых пластиковых контейнеров, обладающих газо-барьерными свойствами, предусматривающий стадии
- подачи пластиковых корпусов контейнеров в вакуумную камеру при поддержании вакуума в вакуумной камере, причем пластиковые корпуса контейнеров, каждый, имеют внешнюю поверхность и внутреннюю поверхность, ограничивающую внутреннее пространство;
- перемещения пластиковых корпусов контейнеров через вакуумную камеру;
- подачи реактивного газа в вакуумную камеру;
- нагревания и испарения неорганического материала покрытия с помощью испарителя, расположенного в вакуумной камере, с образованием покрывающего пара;
- отвода покрытых пластиковых контейнеров из вакуумной камеры,
причем стадии перемещения корпусов контейнеров и образования покрывающего пара проводят так, чтобы при перемещении корпусов контейнеров через вакуумную камеру покрывающий пар реагировал с реактивным газом, и осаждалось тонкое покрытие на наружной поверхности контейнеров, причем (b) тонкое покрытие содержит неорганическое соединение и связывается с наружной поверхностью корпусов контейнеров, и (с) полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар), обладают газо-барьерным свойствам, по меньшей мере, в 1,25 раза превышающим газо-барьерные свойства контейнеров без покрытия, когда контейнеры без покрытия содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар).
16. Способ по п.15, отличающийся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов.
17. Способ по п.15, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом.
18. Способ по п.15, отличающийся тем, что когда в вакуумной камере поддерживают вакуум, стадия подачи предусматривает непрерывную подачу корпусов контейнеров, находящихся снаружи вакуумной камеры, в вакуумную камеру к конвейеру, причем стадия перемещения предусматривает непрерывное перемещение корпусов контейнеров через вакуумную камеру мимо указанного, по меньшей мере, одного источника, а стадия подачи дополнительно включает непрерывное забирание покрытых контейнеров с конвейера и отвод покрытых контейнеров из вакуумной камеры.
19. Способ по п.15, отличающийся тем, что стадия перемещения включает поворот корпусов контейнеров, когда они перемещаются через вакуумную камеру.
20. Способ по п.18, отличающийся тем, что стадия подачи предусматривает автоматическую и непрерывную подачу корпусов контейнеров роторным загрузочным устройством в вакуумную камеру к конвейеру от источника корпусов контейнеров, находящегося снаружи вакуумной камеры, и автоматическое и непрерывное забирание покрытых контейнеров с конвейера и их транспортирование к месту снаружи вакуумной камеры.
21. Способ по п.20, отличающийся тем, что роторное загрузочное устройство содержит подающее колесо, установленное с возможностью вращения во входе вакуумной камеры.
22. Способ по п.21, отличающийся тем, что в каждом входе с колесом подачи имеются зажимы для захватывания горловин корпуёют контейнеров, когда корпуса контейнеров транспортируются подающим колесом.
23. Способ по п.20, отличающийся тем, что роторное загрузочное устройство содержит первый наружный роторный питатель для автоматической и непрерывной подачи непокрытых пластиковых корпусов контейнеров к подающему колесу и первый внутренний роторный питатель для автоматической и непрерывной подачи непокрытых пластиковых корпусов контейнеров от подающего колеса к конвейеру, второй внутренний роторный питатель для автоматической и непрерывной подачи покрытых пластиковых корпусов контейнеров от конвейера к подающему колесу и второй наружный роторный питатель для автоматического и непрерывного отвода покрытых пластиковых контейнеров от подающего колеса.
24. Способ по п.23, отличающийся тем, что зажимы для захватывания горловин корпусов контейнеров расположены на внутренних и наружных роторных питателях.
25. Способ по п.15, отличающийся тем, что дополнительно предусматривает стадию образования покрывающего пара в виде плазмы высокой энергии.
26. Способ по п.15, отличающийся тем, что дополнительно предусматривает стадию герметизации корпусов контейнеров так, чтобы корпуса контейнеров герметизировались, когда они находятся в вакуумной камере, для предотвращения выхода воздуха из внутреннего пространства корпусов контейнеров.
27. Способ по п.26, отличающийся тем, что корпуса контейнеров герметизируют при большем давлении во внутреннем пространстве контейнеров, чем в вакуумной камере.
28. Способ по п.15, отличающийся тем, что стадия подачи покрывающего пара дополнительно предусматривает, по меньшей мере, один из способов химического или физического связывания неорганического соединения с наружной поверхностью корпусов контейнеров.
29. Способ по п.15, отличающийся тем, что испаритель содержит приемник, электрически подключенный в качестве анода, для содержания, по меньшей мере, одной порции материала покрытия и катод, а стадия образования покрывающего пара предусматривает направление катода на эту порцию материала покрытия в приемнике для, по меньшей мере, частичного испарения материала покрытия и образования покрывающего пара в виде плазмы.
30. Способ по п.29, отличающийся тем, что стадия испарения включает испарение, по меньшей мере, части катода, чтобы образовать порцию покрывающего пара.
31. Способ по п.30, отличающийся тем, что катод содержит медь.
32. Способ по п.30, отличающийся тем, что катод содержит магний.
33. Способ по п.15, отличающийся тем, что стадия подачи включает испарение компонента, который придает цвет покрытию на контейнере.
34. Способ по п.17, отличающийся тем, что стадию образования покрывающего пара проводят так, что неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0.
35. Способ по п.17, отличающийся тем, что тонкое покрытие дополнительно содержит стеклообразующую металлическую добавку.
36. Способ по п.35, отличающийся тем, что стеклообразующая металлическая добавка содержит Мg.
37. Способ по п.35, отличающийся тем, что стадию подачи покрывающего пара проводят так, что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 50 вес.% относительно Si и выбирается из группы, состоящей из Li, Na, К, Rb, Cr, Мg, Са, Sr, Ba, Ti, Al, Mn, V, Fe, Co, Ni, Zn, Cu, Sn, Ge и In.
38. Способ по п.35, отличающийся тем, что стадию подачи покрывающего пара проводят так, что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 15 вес.% относительно Si.
39. Способ по п.35, отличающийся тем, что стадию подачи покрывающего пара проводят так, что покрытие осаждают на наружной поверхности корпуса контейнера с использованием вакуумного осаждения из паровой фазы, причем получают по существу однородное, аморфное покрытие, имеющее некоторую толщину, а неорганический окисел и стеклообразующая металлическая добавка присутствуют в покрытии в концентрациях, которые по существу постоянны по толщине покрытия, неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0.
40. Покрытый пластиковый контейнер, полученный способом по п.15.
41. Контейнер по п.40, отличающийся тем, что реактивный газ выбран из группы, состоящей из кислорода, азота, серы и галогенов.
42. Контейнер по п.40, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом.
43. Контейнер по п.40, отличающийся тем, что покрытие по существу однородно.
44. Контейнер по п.40, отличающийся тем, что покрытие аморфно.
45. Контейнер по п.42, отличающийся тем, что покрытие дополнительно содержит стеклообразующую металлическую добавку.
46. Контейнер по п.45, отличающийся тем, что покрытие имеет некоторую толщину, а неорганический окисел и стеклообразующая металлическая добавка присутствуют в покрытии в концентрациях, которые по существу постоянны по толщине покрытия.
47. Контейнер по п.45, отличающийся тем, что неорганический окисел есть SiOx, a x находится в диапазоне от 1,7 до 2,0.
48. Контейнер по п.45, отличающийся тем, что стеклообразующая металлическая добавка содержит Мg.
49. Контейнер по п.47, отличающийся тем, что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 50 вес.% на основании Si и выбрана из группы, состоящей из Li, Na, К, Rb, Cr, Мg, Са, Sr, Ba, Ti, Al, Mn, V, Fe, Co, Ni, Zn, Cu, Sn, Ge и In.
50. Контейнер по п.47, отличающийся тем, что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 15 вес.% на основании Si.
51. Контейнер по п.47, отличающийся тем, что покрытие является по существу однородным аморфным и имеет некоторую толщину, а неорганический окисел и стеклообразующая металлическая добавка присутствуют в покрытии в концентрациях, которые по существу постоянны по толщине покрытия, неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0.
52. Контейнер по п.51, отличающийся тем, что толщина покрытия составляет 10-100 нм.
53. Контейнер по п.40, отличающийся тем, что неорганическое покрытие дополнительно содержит краситель для окрашивания наружной поверхности контейнера.
54. Способ получения переработанного пластика, предусматривающий стадии
- обеспечения партии пластика, по меньшей мере, часть которой содержит покрытые пластиковые контейнеры, изготовленные способом по п.15, причем каждый покрытый пластиковый контейнер содержит пластиковый корпус, имеющий внутреннюю поверхность, ограничивающую внутреннее пространство, наружную поверхность и покрытие на наружной поверхности, содержащее неорганическое соединение;
- преобразования партии пластика в форму, пригодную для экструзии расплава.
55. Способ по п.54, отличающийся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов.
56. Способ по п.54, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом.
57. Способ по п.54, отличающийся тем, что стадия преобразования включает измельчение партии пластика для получения чешуек и расплавление чешуек с образованием расплавленного экструдируемого вторичного пластика.
58. Способ по п.54, отличающийся тем, что стадия преобразования включает деполимеризацию партии пластика и повторную полимеризацию упомянутой деполяризованной партии пластика с образованием расплавленного экструдируемого вторичного пластика.
59. Способ по п.56, отличающийся тем, что неорганический окисел является двуокисью кремния.
60. Способ по п.56, отличающийся тем, что неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0.
61. Способ по п.54, отличающийся тем, что толщина покрытия составляет 10-100 нм.
62. Способ упаковки напитков, предусматривающий стадии
- обеспечения покрытого пластикового контейнера, изготовленного способом по п.15, причем покрытыщ пластиковый контейнер содержит пластиковый корпус, имеющий внутреннюю поверхность, ограничивающую внутреннее пространство, и наружную поверхность, и покрытие на наружной поверхности, содержащее неорганическое соединение, причем покрытие обладает газо-барьерными свойствами;
- наполнения пластикового контейнера напитком; и
- герметизации пластикового контейнера после стадии заполнения.
63. Способ по п.62, отличающийся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов.
64. Способ по п.62, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом.
65. Способ по п.62, отличающийся тем, что стадия обеспечения включает непрерывную подачу множества покрытых пластиковых контейнеров, стадия заполнения включает непрерывное заполнение множества покрытых пластиковых контейнеров напитком, а стадия герметизации включает непрерывную герметизацию напитка во множестве контейнеров после стадии заполнения.
66. Способ по п.62, отличающийся тем, что стадия герметизации включает герметизацию напитка под давлением в покрытом контейнере.
67. Способ по п.66, отличающийся тем, что дополнительно содержит стадию газирования напитка перед стадией заполнения.
68. Система упаковки напитков, содержащая
- систему производства покрытых пластиковых контейнеров по п.1;
- заполняющее устройство для заполнения пластиковых контейнеров напитком; и
- герметизирующее устройство для герметизации пластиковых контейнеров после стадии заполнения.
69. Система по п.68, отличающаяся тем, что реактивный газ выбирается из группы, состоящей из кислорода, азота, серы и галогенов.
70. Система по п.68, отличающаяся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом.
71. Система по п.68, отличающаяся тем, что стадия герметизации включает герметизацию напитка под давлением в покрытом контейнере.
72. Система по п.71, отличающаяся тем, что дополнительно содержит газирующее устройство для газирования напитка перед стадией заполнения.
73. Система производства покрытых пластиковых контейнеров, обладающих газо-барьерными свойствами, содержащая
- вакуумную камеру, способную поддерживать вакуум внутри себя;
- загрузочное устройство для подачи пластиковых корпусов контейнеров в вакуумную камеру и отвода покрытых пластиковых контейнеров из вакуумной камеры, причем каждый пластиковый корпус контейнера имеет наружную поверхность и внутреннюю поверхность, ограничивающую внутреннее пространство;
- конвейер внутри вакуумной камеры для транспортировки пластиковых корпусов контейнеров через вакуумную камеру; и
- по меньшей мере, один источник, расположенный в вакуумной камере, для подачи покрывающего пара к наружной поверхности корпусов контейнеров, когда корпуса контейнеров транспортируются через вакуумную камеру, причем этот, по меньшей мере, один источник покрывающего пара включает испаритель для нагревания и испарения неорганического материала покрытия, чтобы образовать покрывающий пар,
причем указанный, по меньшей мере, один источник покрывающего пара покрытия и конвейер выполнены таким образом и расположены внутри вакуумной камеры так, что покрывающий пар из, по меньшей мере, одного источника осаждается в виде тонкого покрытия на наружной поверхности контейнеров, тонкое покрытие содержит металл и связывается с наружной поверхностью корпусов контейнеров, и полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар), обладают газо-барьерным свойством, по меньшей мере, в 1,25 раза превышающим газо-барьерное свойство контейнеров без покрытия, содержащих текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар).
74. Система по п. 73, отличающаяся тем, что указанный, по меньшей мере, один источник покрывающего пара содержит приемник, электрически подключенный в качестве анода, для содержания, по меньшей мере, порции металлического материала покрытия и катод, направленный на эту порцию металлического материала покрытия в приемнике, для, по меньшей мере, частичного испарения металлического материала покрытия и образования покрывающего пара в виде плазмы.

Текст
1 Это изобретение относится к пластиковым контейнерам под давлением, имеющим улучшенные барьерные свойства, и способам для производства упомянутых контейнеров, а также к покрытиям. Улучшенные барьерные свойства обеспечиваются путем нанесения неорганических покрытий на наружную поверхность контейнера. Эти покрытия демонстрируют улучшенное сцепление по сравнению с известными покрытиями. Кроме того, это изобретение также касается вторичной переработки покрытых пластиковых контейнеров и к упаковке напитков в упомянутый контейнер. Пластиковые контейнеры в настоящее время составляют большой и растущий участок индустрии продуктов и напитков. Пластиковые контейнеры предлагают множество преимуществ перед традиционными металлическими и стеклянными контейнерами. Они легкие, недорогие, не разбиваются, прозрачные, их легко производить и обслуживать. Однако пластиковые контейнеры имеют, по меньшей мере, один существенный недостаток, который ограничивает их универсальное применение, особенно в случае более требовательных пищевых применений. Этот недостаток состоит в том, что все пластиковые контейнеры более или менее проницаемы для воды, кислорода, двуокиси углерода и других газов и паров. Для многих применений степень проницаемости имеющихся пластиков достаточно велика, чтобы значительно ограничить срок хранения содержащихся в них продуктов или напитков или вообще препятствовать использованию пластиковых контейнеров. Некоторое время признавали, что может быть получена структура контейнера, которая соединяет лучшие качества пластиковых контейнеров и более традиционных контейнеров,путем нанесения стеклоподобного и металлоподобного слоя на пластиковый контейнер и с помощью контейнеров из металлизированного пластика. Например, металлизированные пакеты для картофельных чипсов коммерчески доступны уже в течение некоторого времени. Однако для многих применений прозрачность упаковки имеет важное значение, и для этих применений металлизированные покрытия неприменимы. Получение прочных стеклоподобных покрытий на пластиковых контейнерах без изменения внешнего вида контейнера оказалось значительно более трудным. Несколько способов было разработано с целью нанесения стеклоподобных покрытий на пластиковые пленки, из которых затем формировали гибкие пластиковые контейнеры. Однако было разработано сравнительно мало способов,позволяющих наносить стеклоподобное покрытие на предварительно сформированный относительно жесткий пластиковый контейнер, такой как РЕТ-бутылки, широко используемые в США для газированных напитков, и до сих пор 2 не было разработано ни одного способа, который бы позволял наносить стекловидное покрытие на наружную поверхность пластикового контейнера, достаточно надежное, чтобы выдерживать действие давления в контейнере, сохранять улучшенные барьерные свойства для газов и паров после создания давления и не влиять на способность контейнеров к их рециркуляции (в качестве вторсырья). Контейнеры для напитков под давлением в настоящее время широко распространены во всем мире, и известные в настоящее время пластики имеют значительную степень проницаемости, чтобы ограничить использование пластиковых контейнеров во многих применениях. Такие контейнеры под давлением включают пластиковые бутылки как для газированных,так и не газированных напитков. Пластиковые бутылки были сконструированы из различных полимеров, причем преимущественно среди них используется терефталат (PET), особенно для газированных напитков, но все эти полимеры демонстрируют различные степени проницаемости для газов и паров, что ограничивает срок хранения напитков, находящихся в них. Например, бутылки для газированных напитков имеют срок хранения на полке, ограниченный потерейCO2. (Срок хранения обычно определяется как время, необходимое для потери семнадцати процентов начального газированного напитка). В зависимости от отношения поверхности к объему, скорость потерь увеличивается по мере уменьшения размера бутылки. Контейнеры малого объема требуются для многих применений,и это значительно ограничивает использование пластиковых бутылок в таких случаях. Поэтому,желательно иметь контейнер с улучшенными свойствами удержания углекислого газа. Для негазированных напитков подобные ограничения возникают также по мере уменьшения размера бутылки в отношении диффузии кислорода и/или водяного пара. Следует иметь в виду, что диффузия означает как вход, так и выход (диффузию и инфузию) в бутылку или контейнер или из них. Важность степени непроницаемости (описанная здесь как "газо-барьер") для СО 2 и скорости диффузии кислорода, водного пара и других газов повышается в условиях высокой температуры окружающей среды. Наружное покрытие с высокими газо-барьерными свойствами может улучшить качество напитков,упакованных в пластиковые бутылки, и увеличить срок хранения таких бутылок, делая малые бутылки более пригодной альтернативой, а это в свою очередь предоставляет много преимуществ в виде снижения стоимости распределения и более гибком рыночном применении. Некоторые полимеры, например PET, также способны трескаться, когда они входят в контакт со смазкой бутылочного конвейера,используемой в установках для заполнения бутылок, или с моющими средствами, растворите 3 лями и другими материалами. Такое растрескивание часто описывается как "растрескивание от действия окружающей среды" и может ограничить срок службы бутылки из-за появления утечек, которые могут нанести ущерб свойствам продукта. Непроницаемая наружная поверхность пластиковых бутылок, которая сопротивляется растрескиванию от действия химикатов,предотвращает ущерб продукту и удлиняет срок хранения пластиковых бутылок, что для некоторых применений в высшей степени желательно. Другим ограничением срока хранения и качества напитка часто является ультрафиолетовое облучение, которое может влиять на вкус,цвет и другие качества напитка. Это особенно важно в условиях продолжительного солнечного облучения. Наружное покрытие, способное поглощать ультрафиолетовое излучение, может улучшить качество таких напитков и делает пластиковые бутылки гораздо более применимыми в таких условиях. Желательно также, чтобы пластиковые контейнеры, такие как РЕТ-бутылки, были рециркулируемыми (вторично перерабатываемыми). Однако известные усиленные защитные покрытия часто являются органическими и сравнительно толстыми и поэтому могут загрязнять рециркулируемый пластиковый продукт. Органические покрытия, включенные в рециркулируемый пластик, делают контейнеры неприменимыми для напитков или продуктов изза того, что эти напитки или продукты могут контактировать с органическим материалом покрытия и загрязниться. Кроме того, сравнительно толстые покрытия образуют сравнительно большие частицы во время вторичного использования пластикового материала и могут нанести ущерб внешнему виду и свойствам вторичного пластикового продукта. В частности,сравнительно большие частицы покрытия в рециркулированном пластике могут сделать обычно прозрачный пластик дымчатым. Дымчатый пластик часто нежелателен для контейнеров, таких как контейнеры для напитков и продуктов. Наконец, стоимость нанесения на наружную поверхность бутылки покрытия, которое является газо-барьером, значительно увеличивающим срок хранения напитка, содержащегося в этой бутылке, и/или значительно уменьшающим порчу напитка, содержащегося в этой бутылке, и/или значительно уменьшающим порчу продукта из-за ультрафиолетового облучения,и/или предотвращающим растрескивание от действия окружающей среды, и/или обеспечивающим специфический цвет, не должна значительно увеличивать стоимость основной упаковки. Этот критерий отклоняет многие способы обеспечения покрытий с высоким газобарьерным свойством, поскольку сами пластиковые бутылки имеют очень низкую стоимость,будучи продуктами массового производства. 4 Доступность производства означает на практике, что стоимость покрытия должна добавлять минимальную стоимость или вообще не увеличивать стоимость упаковки в целом, а фактически эта стоимость может даже снизиться. Покрытие снаружи пластиковой бутылки должно быть гибким. Когда бутылки используют для контейнеров под давлением, покрытие предпочтительно должнобыть способно к биаксиальной вытяжке вместе с вытягиваемой пластиковой подложкой. Кроме того, предпочтительно, чтобы покрытие было непрерывным на основной части поверхности контейнера. Сцепление особенно важно в случае газированных напитков, поскольку СO2 внутри бутылки частично или полностью создает внутреннее давление, действующее на покрытие. Это давление может возрастать до 6 бар, создавая значительные напряжения на поверхности покрытия/пластика. Покрытие также должно быть устойчивым к истиранию, обычному обращению, погоде (дождю, солнцу и т.п.), и покрытие должно поддерживать свои газо-барьерные свойства в течение всего времени использования бутылки. Известно несколько усиленных плазмой способов нанесения наружного неорганического покрытия на различные изделия, которые в некоторых случаях включают бутылки. Многие из этих способов направлены на обеспечение покрытий, которые совершенно отличаются, и гораздо менее обременительны, чем бутылочные покрытия с высокими газо-барьерными свойствами. Целью таких способов является,например, устойчивость к истиранию, когда непрерывность покрытия не является главным фактором, поскольку покрытие может защитить микроскопические щели. Целью других способов являются косметические или светоотражающие свойства, а некоторые способы играют роль только защиты при обращении. Часто вещество не является гибким и не вытягивается, и сам предмет имеет большую стоимость, чем пластиковые бутылки, так что стоимость не относится к преимуществам этой конструкции. В некоторых случаях субстрат допускает значительно более высокие температуры нанесения покрытия, чем те, которые допускает PET, наиболее распространенный материал пластиковых бутылок. Такие процессы в общем не обеспечивают непрерывность покрытия, сцепление и гибкость, необходимые для покрытий с высокими газо-барьерными свойствами, и они не обеспечивают решение других вышеописанных проблем, относящихся к покрытиям с высокими газо-барьерными свойствами. Известны также способы придания газобарьерных свойств бутылкам, но отсутствие в продаже покрытых бутылок для продуктов под давлением связанно с тем, что эти способы не имеют желаемых признаков, описанных выше, и не могут обеспечить покрытие с адекватным 5 сцеплением, непрерывностью и/или гибкостью при высоком давлении внутри бутылки или покрытие, которое не создает проблем при вторичном использовании, или низкую стоимость,необходимую для доступности покрытия. Патент США 5,565,248 Плестера и Эриха описывает способ покрытия контейнеров изнутри. Однако наружные покрытия требуют значительно большего сцепления, чем внутренние,потому что внутрибутылочное давление действует против наружных покрытий, а внутренние покрытия не подвергаются тому же воздействию и/или износу при использовании. По этим и другим причинам покрытие бутылок снаружи отличается от их покрытия изнутри, и настоящее изобретение поэтому совершенно другое. Чтобы пластиковые контейнеры, такие как РЕТ-бутылки, были экономически приемлемы для коммерческих продуктов, таких как напитки и пищевые продукты, эти контейнеры (бутылки) должны производиться со сравнительно небольшими затратами, с высокой скоростью и в большом количестве. Соответственно, способ и система покрытия пластиковых контейнеров должны быть экономичными и способными функционировать при высокой скорости и большом объеме производства. Многие системы уровня техники для покрытия предметов газобарьерным покрытием являются периодическими способами, или, иначе говоря, медленными и неэффективными. Соответственно, имеется потребность в том, чтобы пластиковые контейнеры, которые покрыты эффективным газо-барьерным покрытием, могли эффективно рециркулироваться,(подвергаться вторичной переработке), и могли экономно производиться для использования в качестве контейнеров для товаров массового спроса, таких как напитки и пищевые продукты. Нижеприведенные публикации касаются способов покрытия пластиковых изделий и относятся к уровню техники этого изобретения. Европейская патентная заявка 0535810(Вильямс) описывает трубку для сбора крови,содержащую пластиковый корпус, покрытый пленкой на основе окиси кремния в качестве газо-барьера. Трубка для сбора крови описана как выполненная из полиэтилентерефталата(PET), и покрытие из окиси кремния нанесено с использованием усиленного плазмой химического осаждения из паровой фазы (PECVD). Патент США 4,552,791 (Хан) описывает РЧ (радиочастотный) плазменный способ покрытия пластиковых контейнеров оксидами,такими как SiO. Эта ссылка описывает осаждение SiO из паровой фазы на PET-контейнеры с помощью непосредственного испарения SiO в вакуумной камере и осаждения ионов SiO на поверхность контейнера. Пары SiO ионизируются РЧ-энергией, и затем ионы разделяются напряжением постоянного тока. 6 Патент Великобритании 2139647 (Стерн) описывает способ напыления с помощью магнетрона для покрытия пластиковых контейнеров окислом металла. В этом процессе РЧ-энергия ионизирует газ, такой как аргон, и ионы инертного газа направляются магнетроном на твердый покрывающий материал, такой как проводящий металл. Ионы инертного газа вызывают эрозию поверхности металлического материала покрытия, и эродированный металл реагирует с кислородом и образует окисел металла, который осаждается на поверхность контейнера. ЕР 0460796 (Дик) описывает способ покрытия структур, таких как РЕТ-контейнеры,двуокисью кремния и металлической легирующей примесью с использованием технологии вакуумного осаждения. Эта ссылка описывает нереактивное напыление или распыление материала покрытия, такого как двуокись кремния, и реконденсацию материала покрытия на пластиковый контейнер в вакууме. Соответственно, задачей настоящего изобретения является создание наружного покрытия или слоя для контейнера, такого как термочувствительная пластиковая бутылка, и в частности для одноразовых бутылок для газированных напитков. Еще одной задачей настоящего изобретения является создание покрытия и системы и способа покрытия, которые могут обеспечить стекловидное покрытие, которое является гибким, надежным, и обладает достаточным сцеплением, чтобы выдерживать действие давления,такое как изгиб и вытягивание контейнера, и чтобы выдерживать сдавливание контейнера без существенной потери улучшенных барьерных свойств. Дополнительной задачей изобретения является создание покрытого снаружи контейнера,который предотвращает появление трещин от воздействия окружающей среды, такого как контакт контейнера с конвейерной смазкой во время его заполнения, а также с моющими средствами, чистящими средствами и растворителями или подобными веществами во время его использования. Такие смазки могут включать 409, Mean Green или другие коммерчески доступные чистящие средства или смазочные вещества. Еще одной задачей изобретения является создание более легкого контейнера, а также системы и способа производства контейнера, с помощью которого количество пластика, используемого для производства контейнера по изобретению, по сравнению с обычным контейнером может быть уменьшено без вредного воздействия на эффективность газовой преграды контейнера или с ее улучшением. Другой задачей изобретения является создание покрытия, которое содержит слой неорганического окисла на наружной поверхности пластикового контейнера, причем слой неорга 7 нического окисла, кроме того, отличается тем,что содержит от 50 до менее 100% SiOx, где х составляет от 1,7 до 2,0. Другой задачей настоящего изобретения является создание покрытия, которое обладает достаточным сцеплением с наружной поверхностью пластикового контейнера, так что улучшение барьерного свойства, обеспеченное неорганическим оксидным слоем, не снижается существенно при герметизации контейнера до давления между 1 (0,069 бар) и 100 psig (6,9 бар). Еще одной задачей изобретения является создание способа нанесения неорганического слоя типа, описанного выше, причем этот способ приводит к получению прочного слоя неорганического окисла, который обеспечивает эффективный уровень улучшения барьерных свойств пластикового контейнера и не приводит к значительному физическому искажению контейнера. Еще одной задачей изобретения является создание системы и способа производства контейнера, с помощью которых эстетическая привлекательность контейнера будет улучшена путем нанесения цветного неорганического слоя,который дополнительно содержит элементы,поглощающие видимый свет. Еще одной задачей изобретения является создание покрытия для контейнера со свойствами поглощения ультрафиолетового излучения. Еще одной задачей изобретения является создание контейнера с цветным или светлым покрытием, который может быть легко переработан без значительного или ненормального усложнения существующих систем переработки вторичного сырья. Другой задачей изобретения является создание системы и способа недорогого изготовления покрытого снаружи контейнера с большой скоростью и с большим объемом производства. Еще одной задачей изобретения является создание способа, в котором толщина и композиция нанесенного на контейнер покрытия могут быть быстро и легко определены, причем может быть обеспечено управление процессом и контроль улучшения барьерных свойств. Еще одной задачей изобретения является создание способа определения состояния поверхности пластикового контейнера, по меньшей мере, в отношении к ее пригодности для нанесения стекловидных покрытий. Другой задачей изобретения является создание усиленного газо-барьера, значительно повышающего срок службы контейнеров, таких как пластиковые бутылки, и создание контейнеров с хорошей прозрачностью, не ухудшая внешний прозрачный вид пластиковой бутылки. Еще одной задачей изобретения является создание контейнера с достаточной надежностью и сцеплением во время его использования,когда наружная поверхность контейнера подвержена внешним условиям, таким как суровая 8 погода, трение, царапанье или истирание (например, во время транспортировки). Еще одна задача изобретения состоит в обеспечении покрытия чувствительных к теплу пластиковых контейнеров материалами, которые могут испаряться только при очень высоких температурах, без неприемлемого повышения температуры пластика, которая должна оставаться во многих случаях ниже 60 С. Вышеупомянутые и другие задачи изобретения достигаются посредством создания покрытого пластикового контейнера, содержащего пластиковый корпус, имеющей наружную поверхность, и покрытие на наружной поверхности корпуса контейнера, которое содержит неорганический окисел и стеклообразующую металлическую добавку, причем покрытый пластиковый контейнер, содержащий текучую среду под давлением во внутреннем пространстве корпуса при давлении в 60 psig (4,1 бар), обладает газо-барьерными свойствами, превышающими, по меньшей мере, в 1,25 раза газобарьерные свойства контейнера без покрытия,содержащего текучую среду под давлением во внутреннем пространстве корпуса при давлении в 60 psig (4,1 бар). Это изобретение также включает способ и систему создания покрытого пластикового контейнера, обладающего газобарьерными свойствами, способ переработки покрытых пластиковых контейнеров и способ и систему упаковки напитков, запечатываемых в пластиковых контейнерах, содержащих газобарьерное покрытие. Более конкретно, покрытый пластиковый контейнер по изобретению выполнен путем осаждения покрытия на наружной поверхности корпуса с использованием вакуумного осаждения из паровой фазы, предпочтительно усиленного плазмой вакуумного осаждения из паровой фазы. Предпочтительно полученное покрытие является по существу однородным и аморфным,и прикреплено химическим, или физическим,или обоими способами к наружной поверхности контейнера. Как это использовано здесь, выражение однородный здесь означает, что существенные изменения в атомной решетке отсутствуют по всему покрытию, а термин аморфный означает, что в покрытии по существу отсутствует кристаллизация по результатам измерений с помощью стандартной технологии дифракции рентгеновских лучей. Кроме того, неорганический окисел и стеклообразующая металлическая добавка предпочтительно присутствуют в покрытии в концентрациях, которые по существу постоянны по всей толщине покрытия. Полученное покрытие поэтому очень прочное. Благодаря сильной адгезии неорганического покрытия к поверхности пластикового контейнера по изобретению, непрерывность покрытия не является необходимой. Другими словами,даже если покрытие по изобретению будет пре 9 рывистым, например, из-за наличия в нем царапин и трещин, оно все-таки будет непрерывным в отношении эффективного сцепления с подложкой, такой как пластиковая бутылка. Настоящее изобретение может поэтому обеспечить эффективный газовый барьер, даже если поверхность имеет значительные трещины. Высокие газо-барьерные свойства, в 1,25 раз превышающие такие свойства непокрытого контейнера, могут быть получены по изобретению, и эти свойства могут в 1,5 раза или предпочтительно в 2 раза превышать такие свойства непокрытого контейнера, даже когда покрытый контейнер содержит под давлением текучую среду, такую как газированный напиток. Кроме того, покрытый контейнер по изобретению имеет повышенную устойчивость к растрескиванию от воздействия окружающей среды, даже когда контейнер содержит текучую среду под давлением. Более того, покрытый контейнер по изобретению может быть выполнен так, чтобы он имел эквивалентные газо-барьерные свойства,но сниженный вес по сравнению с пластиковым контейнером с подобными площадью поверхности и объемом, но без упомянутого наружного неорганического покрытия. Система по изобретению для производства покрытого пластикового контейнера содержит вакуумную камеру, устройство подачи контейнеров, конвейер и, по меньшей мере, один источник, расположенный в вакуумной камере для обеспечения покрывающим паром. Вакуумная камера способна поддерживать вакуум внутри вакуумной камеры, а устройство подачи контейнеров подает корпуса пластиковых контейнеров в вакуумную камеру и отводит покрытые пластиковые контейнеры из нее. Каждый корпус пластикового контейнера имеет наружную поверхность и внутреннюю поверхность, ограничивающую внутреннее пространство. Конвейер перемещает корпуса пластиковых контейнеров через вакуумную камеру, и, по меньшей мере,один источник покрывающего пара подает покрывающий пар к наружной поверхности корпусов контейнеров по мере того, как корпуса контейнеров перемещаются через вакуумную камеру. По меньшей мере, один источник покрывающего пара и конвейер построены и расположены внутри вакуумной камеры так, что покрывающий пар от, по меньшей мере, одного источника осаждает тонкое покрытие на наружной поверхности контейнеров, при этом тонкое покрытие содержит неорганический окисел и стеклообразующую металлическую добавку и присоединено к наружной поверхности корпусов контейнера, а полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением во внутреннем пространстве при давлении в 60 psig (фунтов на кв. дюйм) (4,1 бар), обладают газо-барьерными свойствами, по меньшей мере, в 1,25 раза превышающими газо-барьерные свойства контей 001023 10 неров без покрытия, когда контейнеры без покрытия содержат текучую среду под давлением во внутреннем пространстве при давлении в 60psig (4,1 бар). Это изобретение также касается соответствующего способа производства покрытых пластиковых контейнеров. Желательно, чтобы система и способ производства покрытых пластиковых контейнеров по изобретению были непрерывными и могли работать при большой скорости и большом объеме производства, чтобы экономично и массово производить покрытые контейнеры. Более конкретно, в системе и способе производства покрытых пластиковых контейнеров по изобретению, поскольку вакуумная камера поддерживает вакуум внутри вакуумной камеры, устройство подачи контейнеров непрерывно подает корпуса контейнеров снаружи вакуумной камеры внутрь вакуумной камеры к конвейеру, конвейер непрерывно перемещает корпуса контейнеров через вакуумную камеру мимо, по меньшей мере, одного источника, и устройство подачи контейнеров непрерывно подает покрытые контейнеры от конвейеров и отводит покрытые контейнеры из вакуумной камеры. Предпочтительно, система и способ автоматические. Устройство подачи контейнеров в системе и способе по изобретению желательно должно быть вращательной системой подачи, способной непрерывно и автоматически подавать корпуса контейнеров в вакуумную камеру и из нее при высокой скорости и в большом объеме, пока вакуумная камера поддерживает свой вакуум. Этот высокоскоростной процесс позволяет использовать систему и способ покрытия пластиковых контейнеров по изобретению в высокоскоростном процессе массового производства,например, на линии упаковки напитков. Покрывающая паровая фаза, производимая в вакуумной камере, предпочтительно находится в форме плазмы. Подходящим устройством для производства плазмы является холодный катод, известный также как электронная пушка. Плазма может быть образована с помощью одной или более антенн, расположенных в вакуумной камере, с использованием РЧ (радиочастотной) или ВЧ (высокочастотной) энергии,чтобы получить плазму высокой энергии. Хотя для формирования неорганического оксидного покрытия по изобретению могут быть использованы различные герметизирующие материалы, как более подробно объясняется ниже, неорганическое оксидное покрытие желательно содержит двуокись кремния и стеклообразующие металлические добавки, такие как цинк, медь или магний. Способ покрытия и система по изобретению также позволяет, чтобы чувствительные к теплу контейнеры были покрыты без значительного повышения температуры, все время поддерживая температуру бутылки значительно ниже 60 С. Кроме того, способ покрытия и сис 11 тема по изобретению позволяют наносить смеси и слои, которые могут быть выбраны по их цвету или по их свойствам поглощения ультрафиолетовых лучей, или дополнительные газобарьерные свойства. Далее, способ и система по изобретению позволяет наносить покрытия, такие как двуокись кремния, которые являются полностью прозрачными и светлыми, и поэтому не будут воздействовать на внешний вид бутылки, которая без покрытия является светлой. Материалы покрытия инертны и остаются твердыми, когда пластиковая бутылка расплавляется для рециркуляции (вторичной переработки). В неорганическое покрытие по изобретению могут быть включены дополнительные функции путем включения веществ, поглощающих видимые световые лучи, делающие пластиковые контейнеры внешне более привлекательными. Способ по изобретению для получения переработанного пластика содержит стадии обеспечения партии пластика, по меньшей мере,часть которой содержит покрытые пластиковые контейнеры, и преобразования партии пластика в форму, пригодную для прессования расплавом. Каждый покрытый пластиковый контейнер содержит корпус контейнера, имеющий наружную поверхность и покрытие на наружной поверхности, содержащее неорганический окисел. Покрытые пластиковые контейнеры могут быть выполнены способом, описанным выше, причем предпочтительно очень тонкое оксидное покрытие. Покрытие предпочтительно имеет толщину от примерно 1 до 100 нм. Подходящие способы преобразования пластиковой массы в форму, пригодную для экструзии расплава, предусматривают измельчение массы пластика с образованием чешуек и расплавление чешуек с образованием пригодного для экструзии расплава вторичного пластика. Альтернативно, партия пластика может быть деполимеризована и вновь полимеризована,чтобы образовать пригодный для экструзии расплава вторичный пластик. Вторичный пластик может быть экструзирован из расплава в пластмассовые изделия, такие как пластиковые контейнеры из вторичного сырья. Благодаря инертной природе и тонкости покрытий по изобретению, покрытые контейнеры могут перерабатываться в любой обычной системе вторичной переработки без модификации процесса. Кроме того, по изобретению удается избежать мутности полученных рециркуляционных изделий благодаря тому, что покрытие образует сравнительно малые частицы во время переработки. Более того, частицы покрытия в переработанном пластике приемлемы для контакта с пищей, и потому не оказывают вредного влияния на пластик при его размоле или деполимеризации в процессе переработки. Способ переработки по изобретению обеспечивает для переработки покрытого пластика 12 результаты, которые были до сих пор недостижимы. В частности, не требуется разделения покрытых и непокрытых пластиков, что избавляет от модификации существующих систем переработки или позволяет избежать дополнительных стадий процесса (сортировки бутылок на покрытые и непокрытые). Кроме того, можно производить прозрачные изделия из покрытого пластика, в то же время избегая упомянутых проблем туманности в конечном переработанном продукте. Поскольку настоящее изобретение может быть использовано при вторичной переработке многих типов пластика, предполагается, что это изобретение может использоваться с пластиковыми предметами, такими как контейнеры или бутылки, и более конкретно с пластиковыми бутылками для напитков. Принцип бутылка-из-бутылки остается нетронутым и переработкой по изобретению. Покрытие по изобретению не мешает последующему формованию под давлением или дутьевому формованию рециркулированного пластика. Способ упаковки напитка в соответствии с изобретением предусматривает стадии подачи покрытого пластикового контейнера, наполнения пластикового контейнера напитком и герметизации пластикового контейнера после стадии заполнения. Покрытый пластиковый контейнер содержит корпус, имеющий наружную поверхность и покрытие на наружной поверхности, содержащее неорганический окисел. Это покрытие обеспечивает газовый барьер, и желательно, чтобы покрытие было такое, как описано выше. Газо-барьерное покрытие препятствует протеканию газа в контейнер и из него. Например, газо-барьерное покрытие может защитить напиток от проникновения кислорода в контейнер снаружи или может препятствовать утечке двуокиси углерода из контейнера для напитка. Способ и система упаковки напитка по изобретению особенно полезны в производстве газированных напитков. Такой способ дополнительно содержит стадии газирования напитка перед стадией заполнения и затем герметизации напитка под давлением в покрытом контейнере. Полученный газированный напиток имеет более длительный срок хранения, потому что покрытие на контейнере лучше удерживает двуокись углерода внутри контейнера. Способ и система упаковки напитка по изобретению желательно должен быть высокоскоростным процессом с большим объемом производства, в котором покрытые пластиковые контейнеры подают непрерывно, множество пластиковых контейнеров непрерывно заполняют напитком, и наполненные контейнеры непрерывно герметизируют. Соответственно, способ и система упаковки напитка могут образовывать единую линию непрерывной обработки,включающую производство корпуса пластикового контейнера, процесс покрытия пластикового контейнера и стадии заполнения пластиковых 13 контейнеров напитком и их герметизации после стадии заполнения, хотя такая единая линия непрерывной обработки не является необходимой. Дальнейшие рамки применимости настоящего изобретения станут ясными из подробного описания, приведенного далее. Однако должно быть понятно, что подробное описание и специфические примеры, показывая предпочтительные варианты изобретения, даны только в виде иллюстрации, поскольку различные изменения и модификации в пределах существа и объема изобретения будут ясны специалистам из подробного описания. Краткое описание чертежей Настоящее изобретение станет более понятным из подробного описания, приведенного ниже, и сопровождающих чертежей, которые даны только в качестве иллюстрации, и таким образом не ограничивают настоящее изобретение и в которых фиг. 1 - частичный схематичный вид системы покрытия пластиковых контейнеров согласно первому варианту изобретения, в котором используется энергия смещения; фиг. 1 А - частичный схематичный вид, показывающий приемник 3 и дополнительный приемник, расположенный на опоре 19, полезные в варианте, показанном на фиг. 1; фиг. 1 В - частичный схематичный вид системы покрытия, подобный фиг. 1, но показывающий модифицированную форму камеры покрытия в соответствии с другим вариантом этого изобретения; фиг. 2 А - вид спереди внутрибутылочной антенны и закрывающего приспособления перед вставлением антенны; фиг. 2 В - вид в поперечном сечении внутрибутылочной антенны и закрывающего приспособления по фиг. 2 А после вставления антенны; фиг. 2 С - вид в поперечном сечении, показывающий модифицированную форму внутрибутылочной антенны до ее вставления в бутылку; фиг. 2D - вид в поперечном сечении по фиг. 2 С после вставления внутрибутылочной антенны; фиг. 3 - схематичный вид системы покрытия в соответствии с другим вариантом выполнения изобретения, использующим энергию ионизации; фиг. 4 - схематичный вид процесса обработки по изобретению бутылок, держателя,крышек, антенн и воздухоподающих манжет; фиг. 5 А - частичный вид спереди системы перемещения бутылок сначала вертикально,затем горизонтально при непрерывном поворачивании бутылок; фиг. 5 В - вид держателя (штанги) бутылки в сечении по V-V с фиг. 5 А; 14 фиг. 6 А - схематичный вид бутылок, перемещаемых мимо плазмаобразующего и покрывающего источников; фиг. 6 В - вид сбоку в сечении по VI-VI на фиг. 6 А; фиг. 7 - график, показывающий улучшение коэффициента газового барьера с повышением содержания Zn или Сu; фиг. 8 А и 8 В - частичные виды сверху высокоскоростной системы с большим объемом производства для покрытия пластиковых контейнеров в соответствии с еще одним вариантом этого изобретения, показывающие внутреннюю часть устройства подачи контейнеров, с открытой вакуумной камерой; фиг. 9 А и 9 В - частичные виды сбоку системы покрытия, показанной на фиг. 8 А и 8 В, с показанными установкой для напыления и внутренней частью устройства подачи корпусов контейнеров. Конвейер не показан на фиг. 9 А и 9 В; фиг. 10 - частичный торцевой вид сбоку,показывающий внутреннюю часть вакуумной камеры; фиг. 11 - частичный вид сверху прохода в корпусе вакуумной камеры и подающего колеса системы покрытия, показанной на фиг. 8 А и 8 В; фиг. 12 - частичный вид спереди в сечении прохода в корпусе вакуумной камеры и подающего колеса по фиг. 11; фиг. 13 - частичный вид спереди в сечении устройства подачи корпусов контейнеров, которое образует часть системы покрытия, показанной на фиг. 8 А и 8 В; фиг. 14 - частичный вид сверху устройства подачи корпусов контейнера по фиг. 13; фиг. 15 - блок-схема, показывающая стадии физической переработки рециркуляции; и фиг. 16 - блок-схема, показывающая стадии химической переработки рециркуляции. Подробное описание предпочтительных воплощений Покрытие с хорошим сцеплением с поверхностью контейнера, хорошими газобарьерными свойствами и обеспечение необходимой вытягиваемости и гибкости могут быть получены с помощью способов и систем по изобретению. В настоящем описании описаны контейнер или бутылка. К непокрытому контейнеру делается ссылка как к корпусу контейнера. Хотя корпус контейнера, в общем, описан со ссылкой на пластиковую бутылку, любой подходящий контейнер может быть обработан с помощью способа и системы по изобретению. Соответственно, бутылки для безалкогольных напитков любого размера, другие пищевые контейнеры или любые другие подходящие контейнеры можно перерабатывать, используя описанные способ и систему. 15 Системы покрытия, использующие энергию смещения Система покрытия На фиг. 1 показан источник 1, используемый в качестве типичной системы напыления и производства плазмы для настоящего изобретения. Обычный водоохлаждаемый холодный катод или электронная пушка 2 используется для передачи энергии к обычному приемнику 3, который несет материал покрытия 4. Этот приемник 3 сконструирован из материала, подходящего для плавления и напыления конкретного выбранного материала покрытия, и должен быть инертен и выдерживать температуру, необходимую для генерации необходимого количества пара. Например, напыляющийся кремний, углерод считается подходящим материалом. Приемник 3 поддерживается держателем приемника 5,который охлаждается водой или другими способами. Потенциал присоединен к холодному катоду 2 и приемнику 3, причем холодные катод является положительным (катодным) плюсом, а приемник является положительным (анодным) полюсом, так что энергия в форме потока электронов может течь между холодным катодом и приемником. Путем использования этих обычных компонентов (т.е. холодного катода или электронной пушки 2 и приемника 3) и изменения положения холодного катода 2 относительно горизонтальной поверхности приемника 3 можно регулировать соотношение энергии, доступной для производства плазмы и напыления. Например, в положении А большая часть энергии идет на производство плазмы, в то время как в положении В почти вся энергия расходуется на напыления, а какая-либо плазма образуется с трудом. Уровень энергии к источнику 1 регулируется напряжением V, чтобы установить конкретную скорость осаждения на наружной поверхности бутылки 6, позволяющей материалу покрытия 4 после его напыления, осаждаться и реагировать полностью (т.е. стехиометрически) с газообразным веществом 7 (или смесью веществ), введенным в камеру покрытия 8, таким образом гарантируя, что никакие значительные количества не вступившего в реакцию газа не смогут быть заключены в покрытие 9. Например, в одном из предпочтительных выполнений, использующем кремний в качестве твердого покрытия 4 и кислород в качестве газообразного вещества 7, скорости осаждения на поверхность покрытия в от 1 до 50 нм/с могут обеспечить полностью прозрачные покрытия с конечным х = 2 в SiOx, в то же время избегая излишка кислорода (или воздуха) и поддерживая глубокий вакуум в камере покрытия (в диапазоне от 10-5 мбар до 10-2 мбар). Для получения хороших газо-барьерных свойств выгодно обеспечить, чтобы реакция на поверхности между материалом покрытия 4 и газообразным веществом 7 происходила после 16 того, как материал покрытия 4 был осажден и образовал твердую решетку, поскольку газообразное вещество 7 затем уплотняет покрытие 9 путем реакции в твердую решетку. Расстояние Н между поверхностью 6 корпуса контейнера 10 и приемником 3 важно для избежания реакции материала покрытия 4 с газообразным веществом 7 до того, как материал покрытия 4 будет осажден на поверхность контейнера 6. Равным образом состояние материала покрытия 4 важно для обеспечения максимальной реакции поверхности. Расстояние Н выбирают так, чтобы обеспечить оптимальное использование источника 1 (таким образом позволяя покрывать сразу как можно больше бутылок 10). Расстояние Н зависит от уровня вакуума и скорости осаждения, но обычно находится в диапазоне от 0,5 до 2 м. Также, увеличение расстояния Н в указанных пределах позволяет создавать в источнике 1 плазму высокой энергии без теплового повреждения корпуса контейнера 10. Плазма, генерируемая в вакуумной камере,может быть плазмой высокой энергии, определяемой положением холодного катода 2, напряжением V, расстоянием между холодным катодом и приемником 3 и углом покрытия (контакта) а, который предпочтительно находится в диапазоне от 0 до 70. Иногда для подачи энергии к плазме может использоваться энергия смещения, обеспеченная путем помещения антенны 11 внутрь бутылки или корпуса контейнера 10 и присоединения ее к источнику РЧ или ВЧ. В зависимости от материала бутылки 10 может быть использована энергия смещения до 2000 V. Излишнее напряжение смещения может быть вредным из-за перегрева и повреждения поверхности бутылки 6. Вращение бутылки 10 позволяет покрывать ее по всей поверхности с высокой скоростью осаждения материала покрытия 4, в то же время обеспечивая время для реакции с газообразным веществом (веществами) 7. При покрытии боковой стенки скорость осаждения материала покрытия 4 на части поверхности бутылки 10, которая находится непосредственно против источника 1 и которая является единственной поверхностью, на которой происходит значительное осаждение материала покрытия 4,может регулироваться путем вращения бутылки 10 с соответствующей скоростью так, чтобы этот осаждаемый слой содержал только несколько молекулярных слоев. Эти молекулярные слои могут легко вступать в реакцию с газообразным веществом (веществами) 7, таким образом достигая желаемого критерия поверхностной реакции с затвердевающим осажденным веществом, поскольку это помогает обеспечить требуемую плотность непрерывного покрытия, которое дает хороший газовый барьер. Также, поскольку та часть поверхности бутылки 10, которая не находится против источника 1,может продолжать реагировать без осаждения 17 при этом материала покрытия 4, эта процедура(вращения) включает окружность бутылки 10 на все 360 в цикл осаждения/реакции и уменьшает время покрытия. Поэтому, правильная установка скорости вращения (R) помогает обеспечить полную реакцию при оптимальных условиях скорости покрытия. Малые или незначительные добавки определенных металлов в двуокись кремния и другие покрытия могут усилить газо-барьер. Такие металлы могут быть описаны как стеклообразующие металлические добавки, потому что они известны как добавки, используемые при производстве стекла. Подходящие стеклообразующие металлические добавки включают Аg, Аl, Са,Сг, Сu, Fe, К, Мg, Mn, Na, Ni, Sn, Ti и Zn. Эти металлы добавляют в таком количестве, чтобы доля металла в покрытии 9 составила от 0,01 до 50%. Например, такие добавки к покрытию 9,главным образом состоящему из SiO2, улучшают газо-барьерные свойства в 2 раза или более. Такие металлы добавляют либо к приемнику 3,либо обеспечивают путем намеренной эрозии испускающей электроны пластины или экрана 12 холодного катода 2, выполненного из желаемого металла или смеси металлов. Альтернативно, как показано на фиг. 1 А,отдельный приемник 16 может быть обеспечен для удерживания источника 16' металлов. Приемники 3 и 16 могут поддерживаться на дне камеры покрытия 8, как показано на фиг. 1, или на опоре 19, как показано на фиг.1 А, или в любом другом подходящем месте. Холодный катод 2 может действовать на материалы 3', 16' в обоих соответствующих приемниках 3, 16, или в них могут быть обеспечены два отдельных холодных катода. Также расстояние между приемниками 3, 16 может быть либо сравнительно небольшим, как показано на фиг. 1 А, либо они могут быть разнесены дальше, либо это расстояние может быть переменным. На фиг. 1 В показано альтернативное выполнение камеры покрытия 8. Вместо использования внутрибутылочных антенн 11, или антенн камеры покрытия 14, или в дополнение к этим антеннам 11, 14, используют наружную антенну смещения 28. Эту антенну 28 используют для смещения в процессе покрытия. Конечно, она находится отдельно от уже показанной наружной антенны 14 для предварительной обработки. Хотя и не показанные на фиг. 1 В, обеспечены соответствующие средства удержания и/или транспортировки корпусов контейнеров 10. Хотя непрерывный или полунепрерывный процесс для обработки бутылок или корпусов контейнеров 10 обсуждается ниже, должно быть понятно,что настоящее изобретение применимо также и в периодическом процессе. Хотя и не показанный на фиг. 1, 1 А или 1 В, может использоваться автоматический источник для подачи материала к приемнику 3 и/или 16. Эти материалы могут подаваться в 18 виде стержня или другой твердой структуры,или в любой другой форме. Предполагается, что такой материал будет подаваться в приемник 3 в твердой форме, в частности, в виде бруска или порошка. Путем уменьшения площади поверхности этого материала можно избежать вредных эффектов окисления. Материал в приемнике 3(и 16, если таковой имеется) будет являться источником паров в камере покрытия, когда на него воздействуют холодным катодом 2. Эти пары будут осаждаться на бутылке или на корпусе контейнеров 10, как будет описано ниже. Следует отметить, что провода 17 показаны на фиг. 1 А присоединенными к приемнику 16. Эти провода 17 могут использоваться для подачи тока к приемнику 3 и/или 16, как описано в патенте США 5,565,248, если требуется. Конечно,такие провода необязательны. Когда в качестве источника используют экран или пластину 12, степенью эрозии можно приблизительно управлять регулировкой расстояния D между приемником 3 и холодным катодом 2 и степенью охлаждения, прикладываемого к пластине или экрану 12 средством охлаждения 15. Средство охлаждения 15 может охлаждать один или оба холодных катода и пластину или экран 12. Водяное или любое другое подходящее охлаждение может обеспечиваться средством охлаждения 15. Другим главным переменным фактором, воздействующим на эрозию пластины 12, является напряжение V на холодном катоде 2, но оно обычно регулируется независимо согласно требованиям генерации плазмы и скорости испарения. Материалы покрытия Выбор материала покрытия 4 и газообразного вещества 7 зависит от критериев процесса(стоимости, цвета покрытия, необходимых газобарьерных свойств, размера бутылки и особенно от типа пластика, используемого в бутылке). Хороший газо-барьер получают с помощью процедур, описанных выше, посредством поверхностной реакции кремния с кислородом,дающей SiOx, где х обычно превышает 1,7 и обычно незначительно меньше 2, а также стеклоподобные прозрачные покрытия. Предполагается, что покрытие содержит от 0,01 до 50% одного или более из стеклообразующих металлических добавок, выбранных из группы, состоящей из Li, Na, К, Rb, Cr, Мg, Са, Sr, Ba, Ti,Al, Mn, V, Fe, Co, Ni, Zn, Cu, Sn, Ge и In. Использование металлов и других газообразных веществ также позволяет получать цветные покрытия или покрытия, поглощающие ультрафиолетовые лучи (путем соответствующего выбора реагентов). Выгодным может быть также получение более одного слоя, причем каждый слой содержит разный состав, особенно при производстве цветных покрытий, поскольку объединение цветных и прозрачных слоев позволяет получить хороший газо-барьер с минимальной толщиной цветного покрытия, таким 19 образом улучшая возможность рециркуляции. Когда используют более одного типа вещества в качестве твердого покрытия 4, часто необходимо обеспечить более одного источника 1, поскольку разница в давлении паров между веществами может привести к фракционированию и неуправляемому содержанию каждого вещества в покрытии 9. Кроме того, можно, используя системы и способы, описанные здесь, покрыть корпуса пластиковых контейнеров металлами,которые не являются окислами, а являются основными металлами. Например, корпуса пластиковых контейнеров могут быть покрыты основным алюминием или кремнием путем исключения реагирующего газа из вакуумной камеры. Предварительная обработка контейнера Для некоторых пластиковых поверхностей может быть полезной предварительная обработка поверхности для легкой активизации поверхности бутылки 6 путем формирования свободных радикалов на поверхности. Такая предобработка возможна с использованием газообразного вещества 13 для предварительной обработки,которое часто может быть тем же, что и газообразное вещество 1, и при тех же условиях давления в камере. Для некоторых пластиковых подложек может быть полезно дегазировать поверхность бутылки 6, чтобы удалить поглощенную влагу и материалы с низким молекулярным весом. Это достигается удержанием бутылки 10 в вакууме в течение 5-180 с. Бутылки или корпуса контейнеров 10 дутьевого формования сразу же после их формовки могут быть дегазированы сравнительно быстро, потому узел покрытия предпочтительно находится рядом с устройством для дутьевого формования. Такая предобработка может быть проведена либо путем использования внутрибутылочной антенны 11 с РЧ- или ВЧ-энергией, чтобы создать газовую плазму на поверхности бутылки 6,или путем присоединения антенны 14 камеры покрытия к источнику постоянного тока, или ВЧ- или РЧ-источнику и создания плазмы внутри всей камеры. Для некоторых составов покрытия 9 желательно наносить покрытие на бутылку 10, которая в процессе покрытия имеет внутреннее давление значительно больше давления в камере. Это обеспечивает улучшенный газо-барьер, поскольку позволяет покрытию 9 расслабляться/сжиматься, когда бутылка 10 не находится под давлением, в то же время позволяя покрытию 9 сопротивляться появлению трещин из-за расширения, когда бутылка 10 испытывает давление при нормальном использовании. Некоторые пластиковые поверхности, в частности поверхности PET, который является полимером, чаще всего используемым в пластиковых бутылках, портятся после дутьевого формования из-за миграции к поверхности компонентов с низким молекулярным весом. Важно 20 определить качество поверхности бутылки 6 до ее покрытия. Под сканирующим электронным микроскопом эти мигрирующие компоненты могут наблюдаться на поверхности бутылки 6, и таким образом может использоваться важный контроль качества. В отношении контроля качества было также продемонстрировано, что Обратный Рассеиватель Резерфорда (RBS) способен определять толщину очень тонких покрытий (например, 50 нм), а также их состав, причем последнее важно,когда покрытие содержит более одного твердого компонента. Флюоресценция под рентгеновскими лучами также может использоваться для измерения толщины покрытия, и поскольку это сравнительно простой процесс, флюоресценция при рентгеновском облучении может быть применена в качестве встроенной системы контроля качества после покрывающего устройства. Наконец, изучение поверхности покрытых бутылок 10 под сканирующим электронным микроскопом, после того как бутылки 10 подвергнуты действию давления газа, дает первый показатель характеристики покрытия, поскольку покрытие 9 с плохой газо-барьерной характеристикой имеет тенденцию к образованию трещин и отслоению. Антенна и устройство для закупоривания бутылок Фиг. 2 в качестве примера показывает антенну и устройство для закупоривания бутылки. Возможны другие подобные приспособления,достигающие того же результата. Колпачок 20 включает герметизирующее кольцо 21, резьбовую часть 22, защелкивающийся быстросъемный соединитель 23 и контактное кольцо 24 для напряжения смещения, которое может быть приложено с помощью либо РЧ (радио частоты), либо РЧ (высокой частоты). Контактное кольцо 24 имеет электрическое соединение 25, находящееся в скользящем контакте со штырем антенны 26. Штырь антенны 26 установлен в подшипнике 27, который, в свою очередь, вмонтирован в колпачок 20 и может свободно вращаться внутри колпачка. Антенна 30 имеет штырь 26, шарнирные рычаги 31 а, 31b,легкие антенные сегменты 32 а, 32b и тяжелый антенный сегмент 33. Шарнирный рычаг 31b также действует как антенна для основания бутылки 10 при ее расширении. У основания штыря антенны 26 имеется шариковый подшипник 34, который может свободно вращаться и отжимается вниз пружиной 35 и штифтом 36. Когда антенна 30 находится вне бутылки 10, сегменты антенны 32, 33 сложены к штырю 26 под действием пружины 35, как показано на фиг. 2 А. Штифт 36 имеет нижний стопор 37 и шарнир 38, к которому присоединены шарнирный рычаг 31b и сегмент антенны 32b. Когда штифт 36 перемещается вверх/вниз, шарнирный рычаг 31b и сегмент антенны 32b соответственно раскрываются наружу или складываются вдоль штыря 26 21 антенны. Когда антенну 30 вставляют в бутылку 10, шариковый подшипник 34 сжимает пружину 35, и она раздвигает шарнирный рычаг 31b наружу от штыря 26 антенны, устанавливая антенну 30 так, что все ее сегменты 32 а, 32b и 33 приближаются к стенкам бутылки 10. Зазор между стенками бутылки 10 и антенной 30 поддерживают как можно меньшим, но не допуская касания стенок бутылки 10, и практически он составляет от 3 до приблизительно 15 мм. Колпачок 20 накручивается на нарезную горловину (выходное отверстие) бутылки 10, и газообразное содержимое бутылки 10 таким образом герметизируется с помощью герметизирующего кольца 21. Инструмент (не показан) входит в соединитель 23 в колпачке 20 и обеспечивает винтовое действие для завертывания колпачка 20 на бутылке 10. Тот же инструмент удерживает бутылку 10 (пока не будет освобожден соединителем 23) и создает контакт с РЧ/ВЧ напряжением смещения на контактном кольце 24. Конечно, вместо винтового присоединения крышки 20 может также использоваться защелкиваемое быстросъемное соединение или другие известные соединения. Когда бутылка 10 удерживается и поворачивается горизонтально,тяжелый сегмент 33 антенны обеспечивает способность антенны 30, которая не контактирует со стенками бутылки 10, поддерживать положение, направленное вертикально вниз, и потому действует в качестве средства ориентации антенны так, чтобы она была, в общем, обращена к, по меньшей мере, одному источнику в процессе покрытия. Когда антенна 30 ориентируется при вращении бутылки 10 в вертикальное положение, использование магнитных материалов в сегменте 33 антенны и внешнего магнита,расположенного соответствующим образом,позволяет антенне 30 обращаться в правильном направлении. Соответственно, этот магнит будет действовать в качестве магнитного средства ориентации антенны, когда продольная ось контейнера, в общем, ориентирована вертикально. Принцип, показанный на фиг. 2 А и 2 В,может быть также применен к многосегментной конструкции. В такой многосегментной конструкции, у которой несколько сегментов антенны 32 а, 32b, 33 и шарнирные рычаги 31 а, 31b допускают складывание конструкции, ее прохождение через горловину бутылки 10 и раскрытие внутри бутылки 10, обеспечивая 360-ный охват ее стенок. В этом случае устраняется необходимость ориентации антенны, и большая часть бутылки подвергается действию энергии смещения, позволяя сократить время покрытия в некоторых случаях. Кроме того, вместо антенны 11 или 30 может использоваться спинка вакуумной камеры пластина 18, как показано на фиг. 1. Бутылки или корпуса контейнеров 10 могут располагаться между пристеночной пластиной 18 и источником 1. При использовании пристеночной пла 001023 22 стины 18 вставление антенны 11 или 30 в бутылки 10 может стать ненужным. Это может ускорить весь процесс, устранив необходимость иметь антенны, и может обеспечить другие выгоды. Альтернативно, часть или вся вакуумная камера 50, или вся камера покрытия 8 могут использоваться в качестве антенны. Например,пластинка 18 может отсутствовать, и один потолок или потолок и некоторые стенки или вся камера 8 может использоваться в качестве антенны. Возможны также другие конструкции. Другая возможность устранения антенн 11 или 30 предусматривает обеспечение магнитного источника внутри вакуумной камеры 50, обозначенного в целом позицией 58 на фиг. 3. Количество магнитных источников 58 и их расположение внутри вакуумной камеры 50 может быть легко изменено. Этот магнитный источник 58 действует в качестве средства генерации магнитного поля внутри вакуумной камеры 50,в которой это поле направляет пары покрытия. Этот магнитный источник альтернативно может быть использован для избирательного направления покрывающего пара к поверхности бутылки, таким образом устраняя частично или полностью необходимость механического вращения или перемещения бутылок. Этот магнитный источник будет поэтому действовать в качестве средства генерации поля, чтобы направлять покрывающий пар. Хотя там все еще используется внутрибутылочная антенна, на фиг. 2 С и 2D показан другой возможный тип антенны 69. Эта антенна 69 прямая, и поэтому ее легче вставлять в бутылку или корпус контейнера 10 и вынимать из них. Эта антенна 69 просто проходит в виде прямого стержня из крышки до расстояния в несколько миллиметров от основания бутылки или корпуса контейнера 10. Эта антенна 69 также упрощает работу, потому что не требуется никакого вращения, ориентации, раскрывания, чтобы она соответствовала стенкам бутылки или корпуса контейнера 10 и т.п. Хотя антенна 69 показана как продолжающаяся, в общем, по продольной оси соответствующей бутылки или корпуса контейнера 10, предполагается, что возможна также наклонная ориентация. Другими словами, антенна 69 будет наклонена относительно продольной оси бутылки или корпуса контейнера 10. В таком наклонном положении антенна 69 может пересекать или нет продольную ось бутылки или корпуса контейнера 10. Альтернативно может быть также использована антенна типа штопора. Эта антенна будет вкручиваться в бутылку или корпус контейнера 10, что может оказаться ближе к боковым стенкам, чем прямая антенна 69, без касания боковых стенок. Конечно, возможны и другие подходящие антенны. Обычно желательно избегать покрытия резьбовой горловины бутылки для напитков, 23 потому что оно может повлиять на характеристики герметизации закрытия и может войти в контакт с напитком и, вероятно, со ртом покупателя. Хотя все покрытия, используемые по изобретению, безопасны при контакте с продуктами питания, тем не менее, желательно ограничить контакт напитка с основным материалом покрытия. Колпачок 20 покрывает концевую часть бутылки 10 и предотвращает распространение покрытия 9 на эту часть. Система покрытия и действие Фиг. 3 показывает вариант выполнения покрывающего устройства по изобретению, которое позволяет осуществлять непрерывное экономичное покрытие бутылок. Ввиду того,что бутылки дешевы, производятся в массовом порядке и часто являются одноразовыми, важно создать такое выполнение, которое обеспечивает очень низкую стоимость обработки, является компактным (поскольку предпочтительным местом его размещения является положение рядом с устройством дутьевого формования бутылок) и пригодно для массового производства (т.е. предпочтительно с непрерывной, а не периодической обработкой). На фиг. 3 показана последовательность операций по изобретению. Бутылки или корпуса контейнеров 10 будут проходить различные стадии от А до Н. Сначала бутылки подают конвейером 39 к рабочем месту 40 загрузки/выгрузки. Бутылки или корпуса контейнеров 10 могут быть поданы сразу от формующего устройства 29 к системе покрытия. Это формующее устройство включает устройство для дутьевого формования, устройство для инжекционного формования, устройство для экструзионного формования или любое другое известное устройство для формования корпусов контейнеров или бутылок 10. Как описано ниже со ссылкой на фиг. 7 А-7 С, поверхность РЕТбутылки, например, ухудшается с течением времени. Если корпуса контейнеров или бутылки 10 быстро покрыть после их формования,тогда потенциальные помехи для улучшенного сцепления на поверхности бутылок или корпусов контейнеров 10 не возникают. С конвейера 39 оператор (вручную) или подходящее оборудование (автоматически) могут перемещать бутылки или корпуса контейнеров 10 к месту загрузки/выгрузки 40. Конвейер 39 может подавать бутылки от формующего устройства или любого другого предшествующего процесса. В месте загрузки/разгрузки 40 бутылки или корпуса контейнеров 10 помещаются в держатель 41 или извлекаются из него. Этот держатель может иметь открытую внутреннюю часть или он может иметь сегментированные секции для приема отдельных бутылок 10. Конструкция держателя 41 обсуждается более подробно ниже. Держатель 41, использованный на фиг. 3,имеет по четыре бутылки в двух рядах, всего 24 восемь бутылок. Конечно, это конфигурация может быть изменена так, чтобы соответствовать потребностям системы. Держатель 41 с загруженными бутылками или корпусами контейнеров 10 может быть вручную или автоматически перемещен от места загрузки/разгрузки 40 на стадии А к инструментальному рабочему месту 42 на стадии В,как отмечено выше. Действие инструментального рабочего места 42 объяснено ниже подробно со ссылкой на фиг. 4. На этом месте 42 антенна 30, крышка 20 и насадка 60 для удаления воздуха могут вставляться в бутылки или корпуса контейнеров 10 или удаляться из них. Крышка 20, антенна 30 и насадка 60 упоминаются совместно как "инструменты". Инструменты, как и держатель 41, должны изготавливаться из непористых (со слабым поглощением) материалов,поверхность которых не может повредить поверхность покрытых или непокрытых бутылок или корпусов контейнеров 10. От инструментального рабочего места 42 на стадии В держатель 41 с бутылками или корпусами контейнеров 10 может быть вручную или автоматически перемещен в шлюзовую камеру 43 на стадии С. Какая-нибудь дверь, воздушный затвор или другое приспособление обеспечено для того, что можно было создать разрежение в шлюзовой камере 43. Как будет объяснено ниже подробно, насадка 60 для удаления воздуха, которая была предварительно установлена на бутылки или корпуса контейнеров 10, может быть снята или заново установлена в шлюзовой камере 43. Вакуум создается или устраняется в шлюзовой камере 43, как будет описано ниже. Из шлюзовой камеры 43 держатель 41 и бутылки или корпуса контейнеров 10 перемещаются на стол загрузки/разгрузки 44 на стадииD. Загрузка бутылок из держателя 41 на несущие штанги 51 осуществляется на этом столе 44. Также бутылки или корпуса контейнеров 10 разгружаются с несущих штанг 51 обратно в держатель 41, как подробно описано ниже. Когда бутылки или корпуса контейнеров 10 установлены на несущие штанги 51 на стадииD, они затем проходят к секции дегазации и предварительной обработки 45 и на стадию Е. Антенна 30, которая может находиться внутри бутылок или корпусов контейнеров 10, будет ориентирована магнитом 46 в секциях дегазации и предварительной обработки 45. Продольные оси бутылок или корпусов контейнеров 10 выровнены по существу вертикально, когда они находятся в секциях дегазации и предварительной обработки ступени Е. От секций дегазации и предварительной обработки 45 бутылки или корпуса контейнеров 10 на несущих штангах 51 будут перемещаться к секции 47 покрытия основания на стадии F. Затем бутылки или корпуса контейнеров 10 будут перемещаться к секции 48 покрытия боко 25 вых стенок на стадии G. Следует отметить, что бутылки или корпуса контейнеров 10 перемещаются от, в общем, вертикальной ориентации на стадии F до, в общем, горизонтального положения на стадии G. Это приспособление описано более подробно ниже. От стадии G бутылки возвращаются к столу загрузки/разгрузки 44. Бутылки или корпуса контейнеров 10 снимаются с несущих штанг 51 и заново вставляются в держатель 41. Держатель 41 затем перемещают через шлюзовую камеру 43 на стадии С к промежуточному положению удержания 49 на стадии Н. Теперь после этого общего описания будет дано более подробное описание приспособления на фиг. 3. Сначала бутылки или корпуса контейнеров 10 загружают в держатель 41 на стадии А, как указано выше. Оператор может вручную поместить инструменты, колпачок 20,антенну 30 и насадку 60 на бутылки или корпуса контейнеров 10, или эта стадия может выполняться автоматически соответствующим оборудованием. Эта операция осуществляется на инструментальном рабочем месте 42 на стадии В. Когда держатель 41 и бутылки или корпуса контейнеров 10 перемещаются в шлюзовую камеру 43 на стадии С, в этой камере 43 будет создан вакуум. Насадка 60, предварительно установленная на рабочем месте 42 на стадии В,будет использована для откачивания содержимого бутылок или корпусов контейнеров 10 перед снижением давления в камере 43. Цель насадки 60 состоит в уменьшении количества воздуха, вносимого в шлюзовую камеру 43. Вместе с держателем 41, в котором плотно установлены бутылки или корпуса контейнеров 10, предварительное откачивание воздуха из контейнеров или бутылок 20 уменьшает количество воздуха,которое должно быть откачено из камеры 43. Другими словами, бутылки или корпуса контейнеров 10 плотно подогнаны к держателю 41,а держатель 41 в свою очередь подогнан к стенкам шлюзовой камеры 43, чтобы свести к минимуму количество воздуха, наружного по отношению к контейнерам или бутылкам 10. До или во время введения держатели 41 с бутылками или корпусами контейнеров 10 в шлюзовую камеру 43 насадку 60 используют,чтобы удалить воздух из бутылок или корпусов контейнеров 10. Поэтому вакуумная система для шлюзовой камеры 43 должна откачать лишь небольшое количество воздуха, содержащегося в камере вне контейнеров или бутылок 10. Поэтому емкость вакуумной системы может быть уменьшена. Это является важным экономическим соображением ввиду низкого рабочего давления вакуумной камеры 50. Это также помогает продлить срок действия вакуумной системы в целом и помогает уменьшить количество энергии, затрачиваемое этой системой. Из шлюзовой камеры 43 стадии С держатель 41 с бутылками или корпусами контейне 001023 26 ров 10 перемещается к столу загрузки/разгрузки 44 стадии D. Этот стол загрузки/разгрузки 44 находится внутри вакуумной камеры 50. И вакуумная камера 50, и шлюзовая камера 43 присоединены к обычной вакуумной системе (не показана). Когда шлюзовая камера 43 достигает соответствующего давления, осуществляют различные операции, включая открывание двери 55, чтобы впустить держатель 41 с бутылками или корпусами контейнеров 10. Внутри вакуумной камеры 50 бутылки или корпуса контейнеров 10 дегазируются и предварительно обрабатываются в секции 45 на стадии Е. Дегазация на стадии Е может занимать до шестидесяти секунд, например. Следует отметить, что дегазация контейнеров или бутылок 10 в действительности начинается в шлюзовой камере 43 на ступени С. Дегазация завершается во время предварительной обработки в секции 45 на стадии Е. Бутылки или корпуса контейнеров 10 вынимаются из держателя 41 на столе загрузки/разгрузки 44 и надеваются на несущие штанги 51, которые подробнее описаны ниже. Бутылки перемещаются из области стола загрузки/разгрузки 44 стадии D к соответствующим стадиям обработки в вакуумной камере 50 с помощью несущих штанг 51. Хотя устройство конвейера для перемещения этих несущих бутылки штанг 51 будет описано ниже, следует иметь в виду, что могут использоваться различные приспособления для перемещения бутылок или корпусов контейнеров через вакуумную камеру 50. В секциях дегазации и предварительной обработки 45 могут использоваться ориентирующие магниты 46, чтобы ориентировать антенны 11 или 30, если они присутствуют, в желаемом положении. Антенны могут быть стационарными относительно определенной точки на корпусах контейнеров или бутылках 10 или могут перемещаться относительно бутылок или корпусов контейнеров 10. В секции дегазации и предварительной обработки 45 на стадии Е, так же как и в расположенной дальше по ходу секции покрытия основания 47 стадии F, бутылки или корпуса контейнеров имеют свои продольные оси, ориентированные вертикально. В зоне предварительной обработки со столом загрузки/разгрузки 44 на стадии D или в секции дегазации и предварительной обработки 45 стадии Е может осуществляться нагревание бутылок или корпусов контейнеров 10, если требуется. На этих стадиях D и Е или в вакуумной камере 50 могут быть обеспечены излучающие или инфракрасные нагреватели (не показаны),чтобы бутылки или корпуса контейнеров 10 имели подходящую температуру. Например, это температура может составлять от комнатной до 60 С. Кроме подходящей температуры бутылок или корпусов контейнеров 10 для облегчения 27 дегазации могут использоваться антенны 11 или 30 с корпусами контейнеров, как указано ранее. В частности, энергия РЧ и ВЧ прикладывается к внутренней антенне 11 или 30. Альтернативно,как отмечено со ссылкой на фиг. 1, может быть установлена антенна 14 камеры. Энергия постоянного тока/РЧ/ВЧ может быть приложена к этой антенне 14 камеры или от инфракрасного источника, расположенного вблизи поверхности бутылки 6. Все эти меры могут ускорить дегазацию. Процесс покрытия проводят в два приема или в двух частях устройства. Первая часть - это упомянутая выше секция 47 покрытия основания стадии F. Секция 48 покрытия боковых стенок 48 стадии G затем завершает покрытие бутылок или корпусов контейнеров 10. В секции 47 покрытия основания покрывается дно или основание бутылок или корпусов контейнеров 10. Затем, как описано подробнее ниже, ориентация продольных осей бутылок изменяется от вертикальной к горизонтальной. Это достигается путем увеличения расстояния между несущими штангами 51. Как будет описано ниже со ссылкой к быстродвижущейся цепи 53 и медленно движущейся цепи 52, может происходить переориентация бутылок или корпусов контейнеров 10. И во время их вертикальной и во время горизонтальной ориентации бутылки или корпуса контейнеров 10 находятся очень близко друг к другу, чтобы лучше использовать испарители или источник 1, но они не должны соприкасаться. Бутылки в горизонтальной ориентации затем перемещаются через секцию 48 покрытия боковых стенок на стадии G. По мере того, как бутылки проходят через эту секцию,они могут поворачиваться вокруг своей продольной оси. Бутылки или корпуса контейнеров 10 могут покрываться при их прохождении через секцию 48 покрытия боковых стенок или только через ее часть. На расстояние секции 48 покрытия, на котором бутылки покрываются, влияет величина покрытия, которое желательно осадить на бутылки. Например, могут быть установлены разные источники 1 в вакуумной камере 50 для подачи покрывающего пара к бутылкам или корпусам контейнеров 10. Если желательно толстое покрытие, может быть задействовано больше источников 1, чем когда желательно тонкое покрытие. Конечно, могут использоваться и другие критерии, чтобы воздействовать на толщину покрытия наружной поверхности бутылок или корпусов контейнеров 10. Подобно давлению в секции дегазирования и предварительной обработки 45 стадии Е, давление в обеих камерах 47, 48 покрытия основания и боковых стенок стадий F и G может составлять 210-4 мбар и может находиться в диапазоне от 1 до 510-4 мбар. Предполагается, 001023 28 что покрытие основания на стадии F займет 1-15 с, но может находиться в диапазоне до 30 с. Покрытие боковых стенок на стадии G может занять менее 30 с, но может находиться в диапазоне 2-120 с. Бутылки могут вращаться со скоростью 1-300 об/мин, но верхний предел зависит только от конкретного оборудования. Обычно бутылки вращают со скоростью от 1 до 100 об/мин. Внутри камеры покрытия 50 может быть обеспечена испарительная система. Испарительная система описана выше со ссылкой на фиг. 1 и подробнее описана ниже со ссылкой на фиг. 6 А и 6 В. В частности, испарители или источник 1 установлены так, чтобы обеспечить покрытие, осаждаемое на наружной поверхности бутылок или корпусов контейнеров 10. Испарители могут быть расположены в ряд так, чтобы пути потоков от испарителей перекрывались, обеспечивая равномерную скорость осаждения R в продольном направлении. Эта скорость может составлять 3 нм/с и находиться в диапазоне 1-50 нм/с. Угол контакта "а", который обсуждался выше, поэтому применяется только к концам ряда и к поперечным сечениям ряда, где нет перекрытия потоков. Этот угол контакта а показан на фиг. 6 А и 6 В и может составлять 30 или, по меньшей мере, находиться в диапазоне 30-60, например. Однако, как отмечалось ранее, этот угол обычно не превышает 70. Желательно, чтобы размещение испарителей приводило к минимальному количеству испарителей или источников 1 при их наиболее эффективном использовании. Другими словами,потери материала должны быть сведены к минимуму. Доставка рядов бутылок к испарителю или источнику 1 может осуществляться по четыре в ряд, как показано на фиг. 3, но это количество можно изменять по желанию. Это просто для оптимизации работы испарителей или источника 1. Как будет описано ниже для фиг. 6 А и 6 В,могут быть установлены пылезащитные экраны или щитки 93. Эти щитки или пылезащитные экраны должны сниматься и легко очищаться. Они будут улавливать частицы от испарителя или источника 1, не прилипшие к поверхности бутылки. Для того чтобы избежать выключения испарителей или источников 1 во время коротких пауз в цикле, могут быть обеспечены поворотные или подобные крышки для сбора покрывающего пара во время периодов цикла, когда покрытие не требуется. Это уменьшит запыление внутренней поверхности камеры покрытия. Могут быть также обеспечены средства автоматического управления функциями и автоматического определения неисправности испарителей или источников 1. Подсчитано, что указанные параметры дадут толщину покрытия около 50 нм. На их основе скорость испарения 29 оценивается следующим образом. При весе бутылки 30 г и толщине PET 0,35 мм, толщина покрытия может составить 50 нм. Значит отношение покрытия к PET (об.%/об.%) составит 0,00014. Содержание Si в SiO2 (вес.%/вес.%) составит 0,467. Плотность SiO2 составляет 2,5, а плотность PET 1,3. Поэтому вес Si-покрытия составит 0,004 г на бутылку. При скорости производства примерно 3000 бутылок в час, Si, использованный только для покрытия бутылок (не включая потери), составит 11,5 г, и около 30 г/ч,включая общие потери. Как было описано со ссылкой на фиг. 1,расстояние между испарителем или источником 1 и поверхностью бутылки (Н) может быть 0,5 и находиться в диапазоне от 0,1 до 2 м. Должна быть также обеспечена возможность удаления источника 1 из вакуумной камеры 15 для проверки и/или обслуживания без выпуска покрывающего пара или вакуума. Одной возможностью является испарительная система типа тандем, работающая через вакуумные шлюзы. Ввиду этого не потребуется автоматической подачи материала к испарителям. Конечно, при желании автоматическая подача материала может быть использована. Функция испарения должна непрерывно контролироваться приборами и может быть наблюдаема извне вакуумной камеры 50 через смотровые окна, например. После прохождения через секцию 48 покрытия боковых стенок на стадии G бутылки 10 снова вставляют в держатель 41 не столе загрузки/разгрузки 44. Это приспособление будет описано подробнее в связи с фиг. 4. Со стола загрузки/разгрузки 44 на ступени D держатели 41 с вновь вставленными бутылками или корпусами контейнеров 10 поступают обратно в шлюзовую камеру 43 на стадии С. До перемещения в шлюзовую камеру 43 насадки 60 будут надеты на контейнеры на стадии D. Когда держатель 41 и бутылки или корпуса контейнеров 10 вновь введены в шлюзовую камеру 43, вакуум может быть отключен. Затем держатель 1, содержащий покрытие бутылки или корпуса контейнеров 10, покинет шлюзовую камеру 43. Держатель 41 с бутылками 10 затем может быть сдвинут в промежуточное удерживающее положение 49. В этом положении вход в шлюзовую камеру 43 будет свободен, так что другой загруженный держатель 41 с непокрытыми бутылками или корпусами контейнеров 10 может быть быстро введен в шлюзовую камеру 43. Это помогает поддерживать непрерывную работу системы покрытия. После того, как шлюзовая камера 43 перезагружена,держатель 41 может возвратиться на стадию В,где инструменты автоматически или вручную удаляются. Другими словами, колпачок 20, антенна 30 и насадка 60 будут удалены из бутылок или корпусов контейнеров 10. Затем на установке загрузки/разгрузки 40 на стадии А покрытые бутылки или корпуса контейнеров 10 могут 30 быть удалены из держателя 41 и возвращены на конвейер 39 для последующей обработки. Новые бутылки или корпуса контейнеров 10 могут быть помещены в освободившийся держатель 41, позволяя повторить описанный цикл работы. Если рассматривать бутылки 10 и держатель 41 по отдельности, то бутылки 10 сначала проходят стадии А-G, а затем возвращаются через стадии С-Н к стадии А. Имеется два держателя 41, и они сначала проходят стадии А-G и возвращаются через стадии С-Н к стадии А. Имеется достаточный набор инструментов для покрытия всех бутылок на стадиях В-Н. Инструменты устанавливаются на стадии В и возвращаются к стадии В, проходя через все стадии от В до Н. Стадии D, Е, F, G размещены в вакуумной камере 50. Бутылки 10 захватываются штангами 51 и продвигаются по вакуумной камере 50 конвейерными цепями, одной медленно движущейся цепью 52 и второй быстро движущейся цепью 53. Медленно движущаяся цепь 52 вталкивает штанги 51 с бутылками в плотно упакованное расположение во время цикла работы, когда бутылки 10 удерживаются в вертикальном положении (для дегазации и предварительной обработки на стадии Е и покрытия основания на стадии F), а быстро движущаяся цепь 53 размещает штанги 51 с бутылками с большим промежутком между штангами, когда бутылки 20 находятся в горизонтальном положении (для покрытия боковых стенок на стадии G) . Штанги 51 перемещаются в несущих направляющих 54,которые точно размещают и несут штанги 51,как будет описано более подробно со ссылкой на фиг. 5 А. Шлюзовая камера 53 оборудована традиционными механизированными дверями 55,которые открываются/закрываются, чтобы позволить держателю 41 войти/выйти. Потолочная дверца 55 а на фиг. 5 позволяет удалить насадку 60 и/или заново установить ее традиционными средствами до того, как держатель 41 войдет в главную секцию вакуумной камеры 50. Отсек над шлюзовой камерой 53, где насадка 60 удерживается после удаления, является частью вакуумной камеры 50, и как этот отсек, так и главная часть вакуумной камеры 50 постоянно находятся под вакуумом. Из шлюзовой камеры 43 удаляют воздух, чтобы позволить держателю 41 войти в вакуумную камеру 50, и возвращают к нормальному давлению, чтобы позволить держателям 41 покинуть систему покрытия. Бутылки 10 переносятся традиционным способом посредством конвейера 39 к покрывающему устройству (предпочтительно расположенному непосредственно за устройством для дутьевого формования) и к системе штабелирования бутылок после покрытия. На фиг. 4 показана обработка бутылок 10 и инструменты. Бутылки 10 входят в держатель 41 на стадии А. Бутылки 10 плотно входят в выем 31 ки внутри держателя 41, чтобы воздушные зазоры были как можно меньше, поскольку это в свою очередь уменьшает нагрузку на вакуумный насос. На стадии В надевается насадка 60,чтобы уменьшить воздушные зазоры вокруг горловин бутылок 10, а также устанавливаются антенна 30 и колпачок 20. Колпачки 20 навинчивают на бутылки 10 последовательными винтовыми приводами, которые являются частью устройства 61 для установки инструментов. На стадии С держатель 41 входит в шлюзовую камеру через дверь 55. Потолочная дверца 55 а открывается, чтобы насадка 60 была снята и помещена в отсек хранения 62 внутри вакуумной камеры 50. На стадии D держатель 41 поднимается к штангам 51, которые захватывают бутылки 10 посредством защелкивающегося соединителя 23 не крышке 20. Штанги 51 теперь продвигаются через стадии покрытия D-G. После покрытия держатель 41 поднимается на стадии D к штангам 51, и бутылки 10 снимаются в держатель 41. Держатель 41 возвращается в шлюзовую камеру откачивания 43, где насадка 60 снова надевается, и вакуум выпускается. Держатель 41 выходит на стадию В, где устройство 61 для установки инструментов 61 опускается, захватывает колпачки 20 защелкивающимся соединителем 23, отвинчивает колпачки 20 и поднимает колпачки 20, антенны 30 и насадки 60 как единый блок, причем насадка 60 снимается колпачками 20, которые замкнуты на ее нижней части. Устройство 61 для установки инструментов 61 и быстроразъемные средства винтового привода относятся к традиционной технологии и в дальнейшем не будут описываться. На фиг. 5 А показаны детали штанг 51 для бутылок, поворачивание бутылок и их транспортировка. Штанги 51 для бутылок удерживают множество бутылок 10 в ряд. На фиг. 5 А показаны в ряду четыре бутылки 10 только в качестве примера. Приводной вал 70 для бутылок,на котором установлены червячные передачи 71, проходит внутри штанг 51 и подвешен в подшипниках 72 на каждом конце штанги 51. Колпачок 20 действует в качестве средства захвата горловины бутылки или корпуса контейнера 10, чтобы удерживать ее на штанге 51. Как видно на фиг. 5 В, колпачок 20 также покрывает горловину и/или резьбу корпуса контейнера или бутылки 10, благодаря чему покрытие этой области корпуса контейнера может быть предотвращено. Приводной вал 70, показанный также на фиг. 5 В, приводится в движение конусными шестернями 73 и вращается путем поворачивания защелкивающихся соединителей 23, которые соединены с концевой частью винтового привода (не показан), чтобы таким образом действовать в качестве средства поворота корпусов контейнеров или бутылок 10 при их транспортировке через вакуумную камеру 50. Штанга 51 снабжена на каждом ее конце несущими стерж 001023 32 нями 74, в которых она может свободно вращаться во вкладышах подшипников 75. Несущие стержни 74 снабжены несущими колесами 76, которые движутся по паре несущих рельсов 54. Штанги 51 перемещаются приводной цепью 77, к которой прикреплен кулачковый палец 78,который в свою очередь толкает консоль 79 на несущих стержнях 74. Приводная цепь 77 соединена с главным валом 80, который приводится двигателем 81 конвейера. Двигатель 82 вращения бутылок приводит звездочку 83 вращения бутылок, которая может допускать свободное скольжение вверх/вниз главного вала 80 во вкладышах подшипников 84. Звездочка 83 вращения бутылки приводит цепь вращения 85,которая в свою очередь приводит конические шестерни 73. Штанги 51 присоединены к направляющему колесу 90, которое движется по направляющему рельсу 91. Этот направляющий рельс 91 способен поворачивать штангу 51 из положения удержания бутылок 10 вертикально (как показано) в положение удержания бутылок горизонтально, посредством направления колеса 90 вверх по наклонной плоскости 92 в соответствующей части цикла перемещения. Этот переход от вертикальной ориентации к горизонтальной ориентации происходит между стадиями F и G. Когда бутылки или корпуса контейнеров 10 горизонтально ориентированы, бутылки и корпуса контейнеров 10 продолжают поворачиваться без перерыва посредством конических шестерен 73, в то время как звездочка 83 вращения бутылок перемещает вверх главный вал 80, чтобы установить новое положение конических шестерен 74. Пылезащитные экраны 93,упомянутые ранее, защищают основные части приводной системы. На фиг. 6 А представлено перемещение бутылки мимо источника 1, как для покрытия основания, так и для покрытия боковых стенок. Бутылки 10 и колпачки 20 удерживаются вертикально в секции 47 покрытия основания с помощью штанг 51, которые непрерывно поворачивают как бутылки 10, так и колпачки 20. После покрытия основания, бутылки 10 поворачиваются в горизонтальное положение для наиболее быстрого покрытия боковых стенок (т.е. с минимальным зазором между секцией 47 покрытия основания и секцией 48 покрытия боковых стенок). Бутылки непрерывно поворачиваются во время цикла перемещения. Штанги 51 имеют компактную конструкцию, чтобы минимизировать расстояние между рядами бутылок в горизонтальном положении. Источники 1 расположены так, чтобы свести к минимуму количество и согласно критерию, обсужденному в связи с фиг. 1, но с некоторым перекрытием, как показано на фиг. 6 В, чтобы гарантировать полный охват покрытием. Пылезащитные экраны 93, которые легко снимаются для очистки, защищают узлы машины от тех осадков от источ 33 ника 1, которые не попали на бутылку 10. Полосовые щетки с пылезащитными экранами используют, чтобы отделить по возможности главную камеру покрытия вакуумной камеры 50 от цепей, двигателей и т.п., используемых для транспортировки штанг 51. На фиг. 9 представлен график, показывающий улучшенное барьерное действие, что демонстрирует значение композиции покрытия для газо-барьера. Небольшое изменение в составе Zn, Сu или Мg может оказать большое влияние на улучшение газо-барьерных свойств. Высокоскоростная система большого объема производства для покрытия пластиковых корпусов контейнеров Обзор Высокоскоростная и высокопроизводительная система 200 для покрытия пластиковых корпусов контейнеров неорганическим оксидным защитным покрытием показан на фиг. 8 А 16. Эта высокоскоростная система 200 не содержит источника энергии смещения, такого как РЧ- и ВЧ-источники в вышеописанных вариантах, и не использует внутрибутылочные антенны. Эта высокоскоростная система может использоваться, однако, для нанесения таких же покрытий из тех же материалов на те же типы пластиковых контейнеров, как и система, описанная выше и показанная на фиг. 1. Кроме того, высокоскоростная система 200 работает по существу при тех же параметрах, что и вышеописанная система, за исключением использования в ней энергии смещения. В общих чертах высокоскоростная система 200 содержит автоматическое устройство 203 непрерывной подачи контейнеров для подачи корпусов 204 пластиковых контейнеров, таких как РЕТ-бутылки, в вакуумную камеру 206, в которой размещены непрерывно движущийся автоматический конвейер 209 и источники 212 покрывающего пара 215. Источник 212 покрывающего пара также упоминается как система испарения. Эти основные компоненты описаны более подробно ниже. Устройство подачи контейнеров Вакуумная камера 206 содержит кожух 218, который способен поддерживать в ней вакуум, и устройство подачи контейнеров 203, по меньшей мере, частично вращательно связанное с проходом 221 на одном конце кожуха вакуумной камеры. Устройство 203 подачи контейнеров является вращательной системой, которая непрерывно и автоматически подает непокрытые пластиковые корпуса контейнеров от источника 224 пластиковых корпусов контейнеров через проход 221 в кожухе вакуумной камеры 218 к конвейеру 209 внутри вакуумной камеры 206, когда поддерживается вакуум внутри кожуха вакуумной камеры. Устройство 203 подачи контейнеров подает пластиковые корпуса 204 контейнеров в вакуумную камеру 206 с высокой скоростью и в большом количестве. Уст 001023 34 ройство 203 подачи контейнеров подает, а система покрытия 200 может покрывать пластиковые корпуса контейнеров со скоростью до 60000 контейнеров в час, но обычно будет покрывать их со скоростью, требуемой для включения этой системы в линию производства бутылок,имеющей в настоящее время скорость от 20000 до 40000 бутылок в час. Кроме того, устройство 203 подачи контейнеров автоматически и непрерывно подает покрытые пластиковые корпуса контейнеров 204 с контейнера 209 внутри вакуумной камеры 206 и транспортирует покрытые пластиковые корпуса контейнеров к месту вне вакуумной камеры, такому как линия 227 упаковки напитков. Первый винтовой конвейер 230 непрерывно и автоматически транспортирует непокрытые пластиковые корпуса контейнеров от источника 224 корпусов контейнеров к устройству 203 подачи контейнеров, а второй винтовой конвейер 233 автоматически и непрерывно транспортирует полученные покрытые пластиковые корпуса от устройства подачи контейнеров в направлении линии 227 упаковки напитков. Это лучше всего показано на фиг. 8 А и 8 В. Устройство 203 подачи контейнеров включает подающее колесо 236, установленное с возможностью вращения в проходе 221 вакуумной камеры, для автоматической и непрерывной подачи непокрытых пластиковых корпусов 204 контейнеров в вакуумную камеру 206 и автоматической и непрерывной транспортировки покрытых пластиковых корпусов контейнеров из вакуумной камеры. Кроме того, устройство 203 подачи контейнеров содержит первое внешнее вращающееся устройство 239 для автоматической и непрерывной подачи непокрытых пластиковых корпусов 204 контейнеров от первого винтового конвейер 230 к колесу подачи 236 и первое внутреннее вращающееся устройство 245 для автоматической и непрерывной подачи непокрытых пластиковых корпусов контейнеров от колеса подачи к конвейеру 209. Подобным образом, устройство 203 подачи контейнеров содержит второе внутреннее вращающееся устройство 245 для автоматической и непрерывной подачи покрытых пластиковых корпусов 204 от конвейера 209 к колесу подачи 236, и второе внешнее вращающееся устройство 248 для автоматической и непрерывной подачи покрытых пластиковых корпусов от колеса подачи ко второму винтовому конвейеру. Как лучше показано на фиг. 8 А, 8 В, 9 А и 9 В, устройство 203 подачи контейнеров установлено на раме 250 устройства подачи, которая содержит большую поддерживающую пластину 252, опирающуюся на четыре стойки 254, прикрепленные к твердой поверхности 256, такой как бетон. Поддерживающая пластина 252 рамы 250 устройства подачи образует дно кожуха 260 колеса подачи, которое образует часть прохода 221 вакуумной камеры. Кожух 260 колеса пода 35 чи также содержит круглую верхнюю пластину 262 и цилиндрическую боковую стенку 264 между поддерживающей пластиной 252 рамы устройства подачи и верхней пластиной. Колесо подачи 236 расположено с возможностью вращения и герметизации в кожухе 260 колеса подачи. Как лучше показано на фиг. 11 и 12, колесо подачи 236 включает центральную ступицу 268,смонтированную на валу 271 болтами 273. Вал 271 продолжается вертикально через нижнюю направляющую раму 274 под рамой 250 устройства подачи и через первый подшипник 276 в пластине 252 рамы устройства подачи ко второму подшипнику 277 в верхней пластине 262 в кожухе 260 колеса подачи. Электрический двигатель (не показан) приводит в движение вал 271 колеса подачи и вращает колесо подачи 236 по часовой стрелке, как показано на фиг. 11. Вал 271 колеса подачи вращается в первом и втором подшипниках 276 и 277. Колесо подачи 236 также включает периферическую цилиндрическую структуру 282,соединенную с центральной ступицей 268 спицами 285. Колесо подачи 236 имеет множество проходов 288, расположенных по периферии 282 и открытых в поперечном направлении наружу от колеса подачи. Каждый из проходов 288 в периферической структуре 282 колеса подачи 236 проходит от верхнего кольцевого края 290 периферической структуры к нижнему кольцевому краю 289 периферической структуры. Колесо подачи 236, хотя и может вращаться в кожухе колеса подачи, обеспечивает плотную герметизацию между периферической структурой 282 колеса подачи и внутренней частью цилиндрической боковой стенки 264 кожуха 260 колеса подачи. Это уплотнение предотвращает утечки воздуха в вакуумную камеру 206, даже когда колесо подачи 236 вращается и подает пластиковые корпуса 204 в вакуумную камеру и из нее. Это уплотнение образуется бесконечной прокладкой 294, продолжающейся слегка радиально наружу от канала, проходящего вдоль верхнего кольцевого края периферической структуры 282, бесконечной прокладкой 296,продолжающейся радиально наружу от канала,проходящего вдоль нижнего края 291 периферической структуры, и множеством прокладок 298, продолжающихся от верхней бесконечной прокладки к нижней бесконечной прокладке между каждым проходом 288 в периферической структуре. Вертикальные прокладки 298 продолжаются радиально наружу от вертикальных каналов в периферической структуре 288 колеса подачи 236 между проходами 288 колеса подачи. Каждая из прокладок 294, 296 и 298 содержит полосы резинового уплотнительного материала, которые плотно подогнаны к внутренней части цилиндрической боковой стенки 254 кожуха 260 колеса подачи. Подходящим уплотнительным материалом является износостойкий 36 материал с низким коэффициентом трения, например,подходящий сорт политетрафторэтилена. Проходы 288 колеса подачи 236 принимают непокрытые пластиковые корпуса 204 от первого наружного вращающегося устройства подачи 239 и подают покрытые пластиковые корпуса контейнеров ко второму внешнему вращающемуся устройству подачи 248 через внешнее отверстие 300 в кожухе 260 колеса подачи, как показано на фиг. 9 В. Проходы 288 колеса подачи 236 подают непокрытые пластиковые корпуса 204 к первому внутреннему вращательному устройству подачи 242 внутри вакуумной камеры 203, и принимают покрытые пластиковые корпуса контейнеров от второго внутреннего вращающегося устройства подачи 245 через другое отверстие 303 в кожухе 260 колеса подачи, направленное в сторону внутренней части вакуумной камеры 206. Это лучше видно на фиг. 12. Зажимы 305 расположены в каждом из проходов колеса подачи 288 для захвата горловин корпусов контейнеров 204, пока корпуса контейнеров транспортируются колесом подачи 236. Вакуумные проходы 308 присоединены к циклической боковой стенке 264 кожуха 260 колеса подачи между отверстиями 300 и 303 в кожухе 260 колеса подачи и присоединены к вакуумному насосу 310, который откачивает воздух из проходов 288 колеса подачи по мере того, как колесо подачи переносит непокрытые пластиковые контейнеры 204 от первого наружного вращающегося устройства подачи 239 в вакуумную камеру 206. Поэтому, когда проходы 288 колеса подачи подвергают действию вакуума в вакуумной камере 206, воздух из проходов колеса подачи уже по существу откачан. Проходы 311 для подачи воздуха присоединены к кожуху 260 колеса подачи между вторым внутренним вращающимся устройством подачи 245 и вторым наружным вращающимся устройством подачи 248 для подачи воздуха к проходам 288 и колесу подачи 236, чтобы восстановить давление в проходах и покрытых корпусах контейнеров 204 с помощью воздуха, когда покрытые корпуса контейнера транспортируются от второго внутреннего вращающегося устройства подачи ко второму внешнему вращающемуся устройству подачи. Непокрытые пластиковые корпуса контейнеров 204 накрываются крышками или колпачками 312 и герметизируются с помощью устройства установки колпачков (крышек) (не показано), и затем из них частично откачивается воздух по мере того, как колесо подачи 236 транспортирует непокрытые пластиковые корпуса контейнеров от первого наружного вращающегося устройства подачи 239 в вакуумную камеру 206. Колпачки 312 имеют конструкцию,подобную колпачкам, описанным в связи с вариантом по фиг. 1, и предназначены для герме 37 тизации резьбовой горловины корпуса контейнера 204 от покрывающего пара для обеспечения присоединения корпусов контейнеров к конвейеру 209 и для управления давлением внутри корпуса контейнера. Колпачки 312 плотно подогнаны по размеру отверстий или горловин пластиковых корпусов контейнеров 204 и содержат ферромагнитный металлический элемент, так что пластиковые корпуса контейнеров могут магнитным образом перемещаться конвейером 209. Желательно, чтобы пластиковые корпуса контейнеров 204 содержали достаточно воздуха, пока они проходят через вакуумную камеру 206, чтобы в корпусе контейнеров было давление выше давления окружающей среды внутри вакуумной камеры. Первое наружное вращающееся устройство подачи 239 установлено с возможностью вращения на раме 250 устройства подачи снаружи вакуумной камеры 206 между первым винтовым конвейером 230 и колесом подачи 236. Как лучше показано на фиг. 13 и 14, первое наружное вращающееся устройство подачи 239 содержит вращающуюся ступицу 350, закрепленную на валу 353, приводимом двигателем синхронно с колесом подачи 236. Первое наружное вращающееся устройство подачи 239 также включает стационарный подшипник 356,в котором вращается ступица 350. Вал 353, присоединенный к ступице, проходит к стационарному подшипнику 356 через нижнюю направляющую 274 рамы и поддерживающую пластину 252 рамы 250 устройства подачи, через цилиндр 359, несущий стационарный подшипник к поддерживающей пластине 252 рамы устройства подачи. Болт 362 прикрепляет фланец к верхнему концу вала 353, а крышка 365 прикреплена к монтажу цилиндра 359 болтами 368. Стационарный подшипник 356 содержит нижнюю пластину 271, прикрепленную к несущему цилиндру 359, и верхнюю пластину 374,расположенную на расстоянии от нижней пластины и прикрепленную к кожуху 260 колеса подачи. Это лучше видно на фиг. 9 В и 13. Ступица 350 вращается между нижней пластиной 371 и верхней пластиной 374 стационарного подшипника 356, и имеет обращенный в радиальном направлении кольцевой канал 377. Множество поворотных штифтов 380 установлено вертикально в кольцевом канале 377 и распределено по окружности ступицы 350. Рычаги 383 для обработки корпуса контейнера поворотно прикреплены к поворотным штифтам 380 и проходят радиально наружу от ступицы 350. Каждый из рычагов 383 для обработки корпуса контейнера включает держатель 386,поворотно прикрепленный к поворотным штифтам 380, и удлинение 389, способное совершать возвратно-поступательное движение, скользяще взаимодействующее с держателем 380 таким образом, чтобы возвратно-поступательное удлинение могло происходить радиально наружу 38 или внутрь по мере вращения ступицы 350. Каждый из рычагов 383 также содержит зажим 392, прикрепленный к удаленному от центра концу возвратно-поступательного удлинения 389 болтом 393. Зажимы 392 полезны для захвата горловин корпусов контейнеров и их удержания пока рычаги перемещают корпуса контейнеров. Каждое возвратно-поступательное удлинение 389 включает направляющие штыри 396,прикрепленные к удлинению, и проходящие вверх зацепляющие канавки или каналы 403 с нижней стороны верхней пластины 374 стационарного подшипника 356. Каналы 403 через направляющие штифты 396 заставляют удлинения 389 рычагов 383 двигаться возвратнопоступательно и в горизонтальном направлении. Каналы 403 предназначены для направления рычагов 383 по мере вращения ступицы 350 так,чтобы рычаги достигали корпусов пластиковых контейнеров 204 и захватывали их с первого винтового контейнера 230, а затем вставляли корпуса контейнеров в проходы колеса подачи 288. Захваты 305, проходящие от колеса подачи 236, удерживают горловины корпусов контейнеров 204 более крепко, чем захваты 392 первого внешнего устройства подачи 239, и отталкивают корпуса контейнеров от первого внешнего устройства подачи, в то время как рычаги первого внешнего устройства подачи поворачиваются мимо колеса подачи. Удлинения 389 рычагов подачи первого расширения 383 смещаются внутрь и вбок, что необходимо для избежания нежелательных столкновений. Первое внутреннее вращающееся устройство подачи 242, второе внутреннее вращающееся устройство подачи 245 и второе внешнее вращающееся устройство подачи 248 имеют ту же конструкцию и функцию, что и первое внешнее вращающееся устройство подачи 239. Второе внешнее вращающееся устройство подачи 248 также прикреплено к раме 250 устройства подачи и кожуху 260 колеса подачи и расположено между колесом подачи 236 и вторым винтовым конвейером 233. Первое внутреннее вращающееся устройство подачи 242 прикреплено к раме 250 устройства подачи в части 406 кожуха 218 вакуумной камеры, который упоминается как кожух внутреннего устройства подачи, продолжающийся между кожухом 260 колеса подачи и конвейером 209. Первое внутреннее вращающееся устройство подачи 242 расположено так, что рычаги 383 первого внутреннего вращающегося устройства подачи захватывают корпуса контейнеров 204 из проходов 288 колеса подачи 236 по мере того, как корпуса контейнеров поступают в кожух 406 внутреннего устройства подачи. Рычаги первого внутреннего вращающегося устройства подачи 242 транспортируют непокрытые корпуса контейнеров 204 к конвейеру 209. Второе внутреннее вращающееся устройство подачи 245 расположено рядом с первым внутренним вращающимся уст 39 ройством подачи 242 в кожухе 406 внутреннего устройства подачи и прикреплено к раме 250 устройства подачи и кожуху 260 колеса подачи. Рычаги 383 второго внутреннего вращающегося устройства подачи 245 захватывают покрытые корпуса контейнеров 204 с конвейера 209 и вставляют покрытые корпуса контейнеров в проходы 288 колеса подачи 236. Вакуумная камера Вакуумная камера 206 включает кожух 218 вакуумной камеры и способна поддерживать очень глубокий вакуум в кожухе 218 вакуумной камеры. Желательно, чтобы процесс покрытия происходил внутри кожуха 218 вакуумной камеры при давлении в диапазоне от примерно 110-4 мбар до примерно 5010-4 мбар и более предпочтительно от примерно 210-4 мбар до примерно 1010-4 мбар. Кожух 218 вакуумной камеры включает кожух 260 колеса подачи и кожух 406 внутреннего устройства подачи, оба из которых образуют проход 221 вакуумной камеры, а также включает кожух покрытия 409,образующий остальную часть кожуха вакуумной камеры. Кожух 218 вакуумной камеры изготовлен из материала, такого как нержавеющая сталь, который может выдерживать глубокий вакуум, создаваемый внутри кожуха. Кожух покрытия 409 включает удлиненный цилиндр 410, продолжающийся между передней концевой пластиной 412 и задней концевой пластиной 415. Каждый из компонентов кожуха 218 вакуумной камеры соединен с воздухоплотной прокладкой, которая может выдерживать глубокий вакуум внутри кожуха. Кожух 406 внутреннего устройства подачи съемно присоединен к передней концевой пластине 412 кожуха покрытия 409. Кожух покрытия 409 установлен на раме 418, расположенной под кожухом покрытия. Рама 418 кожуха покрытия в свою очередь установлена на колесах 421 на направляющей 424,прикрепленной к твердой поверхности 256. Кожух покрытия 409 может поэтому отделяться от прохода 221 путем отсоединения прохода от кожуха покрытия и скольжения кожуха покрытия по направляющей 424. Это обеспечивает доступ к оборудованию внутри вакуумной камеры 206 для обслуживания и ремонта. Двигатель 425 приводит в движение кожух покрытия 409 вдоль направляющей 424. Кожух 427 содержит аппаратуру для удаления внутреннего оборудования из кожуха покрытия 409 и присоединен к задней концевой пластине 412 кожуха покрытия. Пара диффузионных насосов 430, присоединенных к кожуху покрытия 409, соединена последовательно с вакуумным насосом 433 для поддержания вакуума внутри вакуумной камеры 206. Криогенный охладитель 436, установленный снаружи вакуумной камеры 206, охлаждает конденсатор 437, показанный на фиг. 10, внутри вакуумной 40 камеры 206. Конденсатор 437 конденсирует и замораживает любую воду внутри вакуумной камеры 206, чтобы уменьшить количество воды,которая должна быть удалена вакуумными насосами. Конвейер Конвейер 209, лучше показанный на фиг. 10, включает раму 439, имеющую, в общем,форму буквы А, с возможностью скольжения,установленную на направляющих 442, проходящих в продольном направлении вдоль противоположных внутренних сторон цилиндра кожуха покрытия 410. Рама 439 конвейера укреплена над источником покрывающего пара 212 так, что конвейер 209 переносит корпуса пластиковых контейнеров 204 над источником покрывающего пара. Рама 439 конвейера образует бесконечный путь 445 в виде двойной петли,напоминающей форму бельевой прищепки. Бесконечная двойная петля пути 445 конвейера включает наружную, нижнюю петлю 448 и внутреннюю верхнюю петлю 451. Бесконечная направляющая 454 проходит вдоль нижней и верхней петель 448 и 451. Держатели 457 контейнеров движутся вдоль бесконечной направляющей 454, перенося корпуса контейнеров над источником 212 покрывающего пара четыре раза, дважды боковыми сторонами корпусов контейнеров, обращенными в сторону источника покрывающего пара, и дважды донными частями корпусов контейнеров, обращенными в сторону источника покрывающего пара. Боковые стороны корпусов контейнеров 204 противоположны источнику покрывающего пара, когда они проходят по внешней нижней петле 448,а донные части корпусов контейнеров противоположны источнику покрывающего пара, когда корпуса контейнеров транспортируются по внутренней верхней петле 451. На фиг. 8 А и 8 В не показаны все держатели контейнеров 457 для большей наглядности. Держатели контейнеров 457 предпочтительно проходят полностью вокруг бесконечного пути 445 в виде двойной петли. На фиг. 9 А и 9 В не показаны держатели 457 контейнеров или корпуса контейнеров 204. Рама 439 конвейера, показанная на фиг. 10,включает верхнюю пластину 460, которая продолжается по существу на длину кожуха покрытия 409, и противолежащие боковые стенки 463,продолжающиеся вниз от противоположных продольных краев верхней пластины, а затем наружу к периферическим нижним краям 466. Направляющая 454 проходит вдоль нижнего края 466 боковых стенок 463 с образованием внешней петли 448. Вдоль внешней петли 448 направляющая 454 направлена под углом вверх и внутрь, чтобы сориентировать корпуса контейнеров слегка вверх и внутрь так, чтобы боковые стороны корпусов контейнеров были направлены в сторону источника 212 покрывающего пара. Пара поддерживающих устройств 469 проходит горизонтально и внутрь навстречу 41 друг другу от противоположных боковых стенок 463 рамы конвейера 439, ближайших к верхней пластине 460 рамы конвейера. Направляющая 454 конвейера проходит вдоль этих горизонтальных поддерживающих устройств 469 с образованием внутренней петли 451 бесконечного пути 445 в виде двойной петли. Вдоль внутренней петли 451 направляющая 454 направлена вертикально так, чтобы сориентировать корпуса контейнеров 204 по существу вертикально, с донными частями контейнеров, направленными в сторону источника 212 покрывающего пара. Пара пластин 472 проходит по существу горизонтально между верхней пластиной 460 и поддерживающими устройствами 469 и имеют пазы 479, проходящие в продольном направлении для обеспечения устойчивости держателей контейнеров 457, по мере того как держатели проходят по внутренней петле 451. Пылезащитный экран 478 прикреплен к раме 439 конвейера и проходит от рамы конвейера вдоль боковых стенок 463 рамы конвейера вниз и наружу к боковым стенкам цилиндра 410 кожуха покрытия. Это экранирование 478, таким образом, разделяет кожух покрытия 409 на верхний отсек 482 и нижний отсек 483, причем покрывающий пар 215 от источника 212 по существу полностью заключен в нижнем отсеке. Держатели контейнеров 457 проходят через паз в экране, по мере того как держатели проходят вдоль конвейера 209. Каждый держатель контейнера 457 содержит рычаг 484, выступ 487, отходящий от одного конца рычага, пару разнесенных колес 490,прикрепленных к рычагу рядом с выступом, и магнитный держатель и механизм 493 поворота контейнера на противоположном конце рычага. Выступ 487 проходит через пазы 475 в горизонтальных поддерживающих пластинах 472 рамы 439 конвейера. Разнесенные колеса 490 зацепляют бесконечную направляющую 454 конвейерного пути 445. Магнитный держатель 493 контейнеров включает магнит, который притягивает и удерживает колпачки 312, помещенные на резьбовых концах горловин пластиковых корпусов контейнеров 204. Магнитная сила удерживает корпуса контейнеров 204 на держателях контейнеров 457 во время всего процесса покрытия. Держатель 457 постоянно поворачивает корпуса контейнеров 204 при перемещении корпусов контейнеров через кожух 409. Весь конвейер 209 может быть выдвинут из кожуха покрытия 409 наружу путем выдвигания рамы конвейера 439 по направляющим 442, прикрепленным к кожуху покрытия, после того, как кожух покрытия отодвинут по опорам 424 кожуха покрытия. Испарительная система для производства покрывающего пара Источник 212 покрывающего пара содержит четыре испарителя 510, расположенные последовательно вдоль корпуса покрытия 409 42 ниже конвейера 209. Испарители 510 установлены на удлиненной пустотелой поддерживающей балке 513. Поддерживающая балка 513, в свою очередь, установлена на роликах 516 на пути 519, проходящем вдоль дна кожуха покрытия 409. Испарители 510 могут таким образом выкатываться из кожуха покрытия 409, когда кожух покрытия отделен от прохода 221 вакуумной камеры. Это делает испарители 510 доступными для ремонта и обслуживания. Испарители 510 подобны испарителю 1,используемому в вышеописанном варианте и показанному на фиг. 1. Испарители 510 в высокоскоростной системе 200 работают по существу при тех же параметрах, что и испаритель 1 в вышеописанном варианте. Каждый испаритель 510 включает приемник 527, содержащий испаряемый материал, причем упомянутый приемник сконструирован из подходящего материала,например углерода, когда испаряется кремний. Приемлемость материала для приемника 527 первоначально определяется способностью выдерживать требуемую температуру, чтобы расплавить и испарить материал покрытия, и его инертностью к материалу покрытия. Каждый испаритель 510 включает холодный катод 521, а приемник электрически подключен в качестве анода. Катод 521 предпочтительно содержит медь или магний, но может быть изготовлен из других составов, предпочтительно металлов,которые могут использоваться в качестве стеклообразующих металлических добавок, которые испаряются и образуют часть неорганического оксидного покрытия на корпусах контейнеров 204. Подходящие добавки были описаны выше. Приемник 527 отдельно нагревается с помощью соответствующего средства, такого как индукционный или резисторный нагреватель. Фиг. 10 показывает питающую линию 530 к аноду. Питающая линия к катоду 521 не показана. Каждый испаритель 510 включает кожух 533, содержащий анод и испаряемый твердый приемник 527. Кроме того, кожух 533 содержит нагреватель для нагревания приемника 527 до очень высоких температур, от 1200 до 1800 С. Подходящим нагревателем является углеродный резисторный нагреватель. Кремний, например,нагревается в приемнике до температуры около 1500 С. Электронная пушка или холодный катод 521 расположена так, чтобы дополнительно нагревать испаряемый материал в приемнике 527 и создавать плазменный пар, испускаемый через отверстие 538 в кожухе. На резисторный нагреватель 536 подается электрическая энергия по линии 541, проходящей через поддерживающую балку 513. Поворотно установленный пылезащитный экран 544 может избирательно устанавливаться над испарителями 510, чтобы защитить испарители от частиц покрытия, которые не прилипли к корпусам контейнеров 204, и альтернативно 43 может устанавливаться в нижнем положении,оставляя незащищенными испарители. Угол покрытия (контакта) плазменного пара, испускаемого испарителями 510, предпочтительно составляет от 30 до 60, как описано в предыдущем варианте. Расстояние между испарителями 510 и корпусами контейнеров 204 желательно поддерживать от 0,5 до 2 м, как и в ранее описанном варианте. Работа высокоскоростной системы покрытия В общих чертах пластиковые корпуса контейнеров 204 покрывают неорганическим оксидным покрытием, таким как двуокись кремния, путем подачи корпусов контейнеров автоматически и непрерывно в вакуумную камеру 206 устройством 203 подачи контейнеров, перемещающим корпуса контейнеров через вакуумную камеру с помощью конвейера 209 над источником 212 покрывающего пара и отводящим покрытые корпуса контейнеров из вакуумной камеры. Более конкретно, до того, как пластиковые корпуса контейнеров 204 покрываются в высокоскоростной системе 200, приемники 527 испарителей загружают испаряемым материалом,таким как кремний, а воздух из вакуумной камеры 206 откачивают до давления примерно 210-4 мбар. Кислород подают в вакуумную камеру 206 через подходящие газовые входные отверстия. Непокрытые пластиковые корпуса контейнеров 204 подают на устройство 203 подачи контейнеров от источника 224 корпусов контейнеров, такого как линия дутьевого формования пластиковых контейнеров. Непокрытые корпуса контейнеров 204 переносятся первым винтовым контейнером 230 к первому наружному вращающемуся устройству подачи 239, которое транспортирует корпуса контейнеров в индивидуальные проходы 288 в колесе подачи 236 через наружное отверстие 203 в проходе вакуумной камеры 221. Из проходов 288 откачивается воздух по мере того, как непокрытые корпуса контейнеров 204 транспортируются колесом подачи 236 к первому внутреннему вращающемуся устройству подачи 242. Первое внутреннее вращающееся устройство подачи 242 захватывает непокрытые корпуса контейнеров 204 и транспортирует их к конвейеру 209. Непокрытые контейнеры накрываются магнитными закрывающими колпачками 312 с помощью устройства 314 установки колпачков. Колпачки 312 позволяют корпусам контейнеров оставаться под небольшим давлением в окружающей среде глубокого вакуума вакуумной камеры 206. Держатели 457 контейнеров, переносимые конвейером 209, магнитно присоединяются к колпачкам 312 корпусов контейнеров и перемещают корпуса контейнеров туда и обратно четырежды через кожух покрытия 409 над испарителями 510. Держатели 457 контейнеров ори 001023 44 ентированы вертикально, когда они первоначально подхватывают корпуса контейнеров. Держатели 457 контейнеров и присоединенные к ним корпуса контейнеров 204 меняют свою ориентацию по мере того, как держатели 457 контейнеров движутся вдоль бесконечной направляющей 454 конвейера. Кремний в приемниках 527 испарителей нагревается резисторными нагревателями 536 испарителей 510, а также соответствующими холодными катодами 521. Это создает плазменный пар, содержащий испарившийся кремний и небольшое количество испарившихся металлических добавок, таких как цинк, медь или магний, которые испаряются из самих холодных катодов 521. По мере того как корпуса контейнеров 204 проходят над испарителями 510, материал в плазменном паре осаждается на наружной поверхности корпусов контейнеров и реагирует с кислородом в кожухе покрытия 409 с образованием тонкого прочного неорганического оксидного покрытия на наружной поверхности корпусов контейнеров. Колпачки 312 на винтовых отверстиях или арматуре корпусов контейнеров оставляют эти винтовые отверстия или арматуру непокрытой. Рельсовая направляющая 454 конвейера сначала подает корпуса контейнеров 204 к первому проходу над испарителями 510, при котором боковые стороны корпусов контейнеров направлены в сторону испарителей. Держатели 457 контейнеров постоянно поворачивают корпуса контейнеров 204 во время всего процесса перемещения и покрытия. Затем держатели 457 контейнеров перемещают корпуса контейнеров 204 вдоль одной стороны внутренней петли 451 на направляющей конвейера 454 ко второму проходу над испарителями 510. При втором проходе держатели 457 контейнеров и корпуса контейнеров 204 ориентированы вертикально так, чтобы дно корпуса контейнера было направлено в сторону испарителей 510 для покрытия дна корпуса контейнера. Затем держатели 457 контейнеров следуют по направляющей 454 конвейера по другой стороне внутренней петли 451 на третий проход над испарителями 510. Как и при втором проходе, держатели 457 контейнеров и корпуса контейнеров 204 ориентированы вертикально с донными частями корпусов контейнеров, направленными в сторону испарителей 510. При четвертом (и последнем) проходе над испарителями 510 держатели 457 контейнеров следуют по направляющей 454 конвейера по другой стороне наружной петли 448. При этом четвертом проходе направляющая 454 конвейера переориентирует держатели 457 контейнеров и корпуса контейнеров 204 так,чтобы боковые стороны корпусов контейнеров были направлены в сторону испарителей 510. Покрытые корпуса контейнеров 204 затем возвращаются в вертикальное положение и захватываются рычагами 383 второго внутреннего 45 вращающегося устройства подачи 245. Второе внутреннее вращающееся устройство подачи 245 транспортирует покрытые корпуса контейнеров 204 к проходам 288 во вращающемся колесе подачи 236. Колесо подачи 236 транспортирует покрытые корпуса контейнеров 204 ко второму внешнему устройству подачи контейнеров 248, в то время как проходы для подачи воздуха 311 заново создают давление в проходах колеса подачи 288. Второе внешнее вращающееся устройство подачи 248 захватывает покрытые корпуса контейнеров из проходов 288 колеса подачи 236 через наружное отверстие 300 и транспортирует покрытые корпуса контейнеров 204 ко второму винтовому конвейеру 233, который перемещает покрытые корпуса контейнеров к линии 227 упаковки напитков. Линия 227 упаковки напитков может быть обычной линией заполнения и герметизации контейнеров. Покрытые корпуса контейнеров сначала заполняют напитком, а затем герметизируют. Контейнеры могут заполняться различными напитками, включая алкогольные напитки, такие как пиво, и безалкогольные напитки,такие как газированные напитки, вода, соки,спортивные напитки и т.п. Напитки могут быть герметизированы под давлением в контейнере. Контейнеры, изготовленные по изобретению,обеспечивают барьер для углекислого газа и поэтому удерживают углекислый газ внутри контейнера с газированным напитком. Рециркуляция Покрытые контейнеры по изобретению,описанные выше, особенно подходят для рециркуляции (вторичной переработки). Изобретение поэтому включает способ получения переработанного (рециркулированного) пластика, предусматривающий стадии обеспечения партии пластика, по меньшей мере, часть которой содержит покрытые пластиковые контейнеры, и превращения партии пластика в форму, пригодную для экструзии из расплава. Покрытые пластиковые контейнеры для рециркуляции содержат пластиковый корпус контейнера, имеющий наружную поверхность и покрытие на наружной поверхности, содержащее неорганический окисел. Два подходящих способа рециркуляции описаны более подробно ниже. На фиг. 15 представлена блок-схема, иллюстрирующая физический процесс рециркуляции. При вторичной переработке пластиковых контейнеров обычно осуществляют либо физическую, либо химическую рециркуляцию. В физической рециркуляции на стадии 100 обеспечивают партию пластика. Хотя этот пластик может включать изделия одного типа, предполагается, что могут обеспечиваться как покрытые, так и непокрытые пластики. В обычном процессе, на стадии 102 покрытые и непокрытые пластики приходится разделять. Эта стадия может потребовать больших затрат труда, и приводит к увеличению стоимости переработки. 46 По изобретению стадия 102 может быть устранена. В частности, стадия 104 показывает смешивание покрытых и непокрытых контейнеров. Хотя эта стадия вполне осуществима на установке рециркуляции, предполагается, что действительное смешивание может происходить до прибытия пластика на установку рециркуляции. Например, когда пластик подбирается мусорной машиной и передается в центр рециркуляции, может происходить такое смешивание. Преимущество настоящего изобретения состоит в том, что когда пластик, который должен быть подвергнут рециркуляции, смешивается, включая покрытый и непокрытый пластики, разделение этих двух пластиков не требуется. На практике это разделение фактически неосуществимо. Соответственно, когда в рециркуляционный поток попадают покрытые контейнеры, это не влияет на процесс рециркуляции. Как и в традиционном процессе, смешанные пластики размалываются в чешуйки на стадии 106. Может быть включена необязательная стадия промывки чешуек 108. Фактически, стадия промывки чешуек 108 может осуществляться во многих других моментах в ходе процесса. После стадии промывки 108, если она проводится, или после стадии измельчения 106,размолотые чешуйки экструдируют из расплава на стадии 110. Затем происходит стадия формования 112, которая просто демонстрирует, что из эктрудата что-то изготавливают. Например,гранулы, чешуйки или пластики другой конфигурации могут быть экструдированы, а затем отформованы дутьем или литьем под давлением. Возможны также другие применения рециркулируемого пластика. Отформованный дутьем или литьем под давлением пластик может вновь использоваться для контейнеров и, в частности,может использоваться в контейнерах для напитков. Фактически, партия пластика, обеспеченная в способе на стадии 100, может быть пластиковыми контейнерами для напитков, при этом возможна рециркуляция по принципу одна новая бутылка из одной старой. Тип обработки пластика и результат процесса рециркуляции,конечно, этим не ограничиваются. Кроме стадий физической рециркуляции настоящее изобретение также применимо к процессу химической рециркуляции, показанному на фиг. 16. Здесь пластик обеспечивается на стадии 114. В обычном процессе необходима стадия разделения 116. Настоящее изобретение избегает этой стадии 116. Подобно вышеописанной физической рециркуляции показана стадия смешивания 118 покрытого и непокрытого пластика. Это смешивание может происходить в установке рециркуляции или до поступления пластика на эту установку. При химической рециркуляции пластик деполимеризуется с помощью традиционных процессов на стадии 120. Чтобы показать гибкость настоящего изобретения, предполагается, 47 что на стадии 114 может быть обеспечен разделенный покрытый и непокрытый пластик. Эти разделенные пластики будут деполимеризованы раздельно на стадии 120, но будут смешаны вместе на стадии 122. Эта необязательная стадия смешивания 122 показана исключительно для иллюстрации гибкости настоящего изобретения. После того, как пластик деполимеризован,его вновь полимеризуют на стадии 124. Этот пластик затем может быть сформован в желаемое изделие таким способом как дутьевое формование или пресс-формование на стадии 126. Подобно физической рециркуляции, химическая рециркуляция может перерабатывать и производить много типов пластиков. В частности,возможна рециркуляция по принципу одна новая бутылка из одной старой. Другим преимуществом процесса рециркуляции по изобретению является то, что у конечного рециркулированного продукта отсутствует мутность. Поскольку в покрытии используют сравнительно мелкие частицы, мутность конечного рециркулированного продукта может быть устранена. Кроме того, покрытие может контактировать с пищевыми продуктами, и потому не будет отрицательно влиять на результаты рециркуляции при размельчении и деполимеризации в процессах рециркуляции. Пластик, произведенный в любом процессе рециркуляции, может быть отлит под давлением или отформован дутьевым способом, как было отмечено выше. Даже если покрытый пластик был первоначально введен в процесс рециркуляции, покрытие по изобретению не будет служить препятствием для следующих процессов литья под давлением или дутьевого формования. Хотя были обсуждены конкретные физическая и химическая рециркуляции, должно быть ясно, что изобретение может также быть применено и в других типах рециркуляции (вторичной переработки). Хотя изобретение описано на конкретных примерах, должно быть очевидно, что описанное в нем может быть изменено многими способами. Такие изменения не рассматриваются как отклонение от существа и объема этого изобретения, и все такие модификации, как должно быть очевидно опытным специалистам, входят в объем прилагаемой формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Система изготовления покрытого пластикового контейнера, обладающего газобарьерными свойствами, причем система содержит- вакуумную камеру, способную поддерживать вакуум внутри себя;- загрузочное устройство для подачи пластиковых корпусов контейнеров в вакуумную 48 камеру и отвода покрытых пластиковых контейнеров из вакуумной камеры, причем каждый пластиковый корпус контейнера имеет наружную поверхность и внутреннюю поверхность,ограничивающую внутреннее пространство;- конвейер внутри вакуумной камеры для транспортировки пластиковых корпусов контейнеров через вакуумную камеру; и- по меньшей мере, один источник, расположенный в вакуумной камере, для подачи покрывающего пара к наружной поверхности корпусов контейнеров, когда корпуса контейнеров транспортируются через вакуумную камеру,причем этот, по меньшей мере, один источник покрывающего пара включает испаритель для нагревания и испарения неорганического материала покрытия, чтобы образовать покрывающий пар;- средства подачи газа для подачи, по меньшей мере, одного реактивного газа во внутрь вакуумной камеры,причем указанный, по меньшей мере, один источник покрывающего пара и конвейер выполнены таким образом и расположены внутри вакуумной камеры так, что (а) покрывающий пар из, по меньшей мере, одного источника реагирует с реактивным газом и осаждается в виде тонкого покрытия на наружной поверхности контейнеров, (b) тонкое покрытие содержит неорганическое соединение и связывается с наружной поверхностью корпусов контейнеров, а(с) полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар),обладают газо-барьерным свойством, по меньшей мере, в 1,25 раза превышающим газобарьерные свойства контейнеров без покрытия,содержащих текучую среду под давлением во внутреннем пространстве, герметизированную при давлении 60 psig (4,1 бар). 2. Система по п.1, отличающаяся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов. 3. Система по п.1, отличающаяся тем, что реактивный газ является кислородом, а неорганический состав является неорганическим окислом. 4. Система по п.1, отличающаяся тем, что,когда в вакуумной камере поддерживается вакуум, загрузочное устройство непрерывно подает корпуса контейнеров, находящиеся снаружи вакуумной камеры, в вакуумную камеру к конвейеру, который непрерывно переносит корпуса контейнеров через вакуумную камеру мимо указанного, по меньшей мере, одного источника, а загрузочное устройство непрерывно забирает покрытые контейнеры с конвейера и отводит покрытые контейнеры из вакуумной камеры. 5. Система по п.1, отличающаяся тем, что дополнительно содержит средства поворота 49 корпусов контейнеров, когда корпуса контейнеров транспортируются через вакуумную камеру. 6. Система по п.4, отличающаяся тем, что корпуса контейнеров, каждый, имеют дно и боковые стороны, а конвейер способен ориентировать пластиковые корпуса контейнеров относительно, по меньшей мере, одного источника покрывающего пара, чтобы покрывать как дно, так и боковые стороны контейнера покрывающим паром. 7. Система по п.1, отличающаяся тем, что дополнительно содержит устройство установки крышек для герметизации каждого корпуса контейнера крышкой перед тем, как корпус контейнера подается на конвейер, причем конвейер содержит множество рычагов для зацепления крышек, когда они находятся на корпусах контейнеров, и переноса корпусов контейнеров,когда конвейер транспортирует корпуса контейнеров через вакуумную камеру. 8. Система по п.1, отличающаяся тем, что дополнительно содержит средства образования покрывающего пара в виде плазмы высокой энергии. 9. Система по п.1, отличающаяся тем, что,по меньшей мере, один источник покрывающего пара содержит приемник, электрически подключенный в качестве анода, для содержания,по меньшей мере, одной порции материала покрытия, и катод, направленный на эту порцию материала покрытия в приемнике, для, по меньшей мере, частичного испарения материала покрытия и образования покрывающего пара в виде плазмы. 10. Система по п.9, отличающаяся тем, что катод способен испаряться с образованием порции покрывающего пара. 11. Система по п.10, отличающаяся тем,что катод содержит медь. 12. Система по п.10, отличающаяся тем,что катод содержит магний. 13. Система по п.1, отличающаяся тем, что конвейер и, по меньшей мере, один источник покрывающего пара выполнены и расположены так, что покрывающий пар реагирует на наружной поверхности корпусов контейнеров с реактивным газом, подаваемым средством подачи газа, с образованием покрытия. 14. Система по п.3, отличающаяся тем, что тонкое покрытие дополнительно содержит стеклообразующую металлическую добавку. 15. Способ производства покрытых пластиковых контейнеров, обладающих газобарьерными свойствами, предусматривающий стадии- подачи пластиковых корпусов контейнеров в вакуумную камеру при поддержании вакуума в вакуумной камере, причем пластиковые корпуса контейнеров, каждый, имеют внешнюю поверхность и внутреннюю поверхность, ограничивающую внутреннее пространство;- перемещения пластиковых корпусов контейнеров через вакуумную камеру;- подачи реактивного газа в вакуумную камеру;- нагревания и испарения неорганического материала покрытия с помощью испарителя,расположенного в вакуумной камере, с образованием покрывающего пара;- отвода покрытых пластиковых контейнеров из вакуумной камеры,причем стадии перемещения корпусов контейнеров и образования покрывающего пара проводят так, чтобы при перемещении корпусов контейнеров через вакуумную камеру покрывающий пар реагировал с реактивным газом, и осаждалось тонкое покрытие на наружной поверхности контейнеров, причем (b) тонкое покрытие содержит неорганическое соединение и связывается с наружной поверхностью корпусов контейнеров, и (с) полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60psig (4,1 бар), обладают газо-барьерным свойствам, по меньшей мере, в 1,25 раза превышающим газо-барьерные свойства контейнеров без покрытия, когда контейнеры без покрытия содержат текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар). 16. Способ по п.15, отличающийся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов. 17. Способ по п.15, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом. 18. Способ по п.15, отличающийся тем, что когда в вакуумной камере поддерживают вакуум, стадия подачи предусматривает непрерывную подачу корпусов контейнеров, находящихся снаружи вакуумной камеры, в вакуумную камеру к конвейеру, причем стадия перемещения предусматривает непрерывное перемещение корпусов контейнеров через вакуумную камеру мимо указанного, по меньшей мере, одного источника, а стадия подачи дополнительно включает непрерывное забирание покрытых контейнеров с конвейера и отвод покрытых контейнеров из вакуумной камеры. 19. Способ по п.15, отличающийся тем, что стадия перемещения включает поворот корпусов контейнеров, когда они перемещаются через вакуумную камеру. 20. Способ по п.18, отличающийся тем, что стадия подачи предусматривает автоматическую и непрерывную подачу корпусов контейнеров роторным загрузочным устройством в вакуумную камеру к конвейеру от источника корпусов контейнеров, находящегося снаружи вакуумной камеры, и автоматическое и непрерывное забирание покрытых контейнеров с кон 51 вейера и их транспортирование к месту снаружи вакуумной камеры. 21. Способ по п.20, отличающийся тем, что роторное загрузочное устройство содержит подающее колесо, установленное с возможностью вращения во входе вакуумной камеры. 22. Способ по п.21, отличающийся тем, что в каждом входе с колесом подачи имеются зажимы для захватывания горловин корпусов контейнеров, когда корпуса контейнеров транспортируются подающим колесом. 23. Способ по п.20, отличающийся тем, что роторное загрузочное устройство содержит первый наружный роторный питатель для автоматической и непрерывной подачи непокрытых пластиковых корпусов контейнеров к подающему колесу и первый внутренний роторный питатель для автоматической и непрерывной подачи непокрытых пластиковых корпусов контейнеров от подающего колеса к конвейеру,второй внутренний роторный питатель для автоматической и непрерывной подачи покрытых пластиковых корпусов контейнеров от конвейера к подающему колесу и второй наружный роторный питатель для автоматического и непрерывного отвода покрытых пластиковых контейнеров от подающего колеса. 24. Способ по п.23, отличающийся тем, что зажимы для захватывания горловин корпусов контейнеров расположены на внутренних и наружных роторных питателях. 25. Способ по п.15, отличающийся тем, что дополнительно предусматривает стадию образования покрывающего пара в виде плазмы высокой энергии. 26. Способ по п.15, отличающийся тем, что дополнительно предусматривает стадию герметизации корпусов контейнеров так, чтобы корпуса контейнеров герметизировались, когда они находятся в вакуумной камере, для предотвращения выхода воздуха из внутреннего пространства корпусов контейнеров. 27. Способ по п.26, отличающийся тем, что корпуса контейнеров герметизируют при большем давлении во внутреннем пространстве контейнеров, чем в вакуумной камере. 28. Способ по п.15, отличающийся тем, что стадия подачи покрывающего пара дополнительно предусматривает, по меньшей мере, один из способов химического или физического связывания неорганического соединения с наружной поверхностью корпусов контейнеров. 29. Способ по п.15, отличающийся тем, что испаритель содержит приемник, электрически подключенный в качестве анода, для содержания, по меньшей мере, одной порции материала покрытия и катод, а стадия образования покрывающего пара предусматривает направление катода на эту порцию материала покрытия в приемнике для, по меньшей мере, частичного испарения материала покрытия и образования покрывающего пара в виде плазмы. 52 30. Способ по п.29, отличающийся тем, что стадия испарения включает испарение, по меньшей мере, части катода, чтобы образовать порцию покрывающего пара. 31. Способ по п.30, отличающийся тем, что катод содержит медь. 32. Способ по п.30, отличающийся тем, что катод содержит магний. 33. Способ по п.15, отличающийся тем, что стадия подачи включает испарение компонента,который придает цвет покрытию на контейнере. 34. Способ по п.17, отличающийся тем, что стадию образования покрывающего пара проводят так, что неорганический окисел являетсяSiOx, где х находится в диапазоне от 1,7 до 2,0. 35. Способ по п.17, отличающийся тем, что тонкое покрытие дополнительно содержит стеклообразующую металлическую добавку. 36. Способ по п.35, отличающийся тем, что стеклообразующая металлическая добавка содержит Мg. 37. Способ по п.35, отличающийся тем, что стадию подачи покрывающего пара проводят так, что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 50 вес.% относительно Si и выбирается из группы, состоящей из Li, Na, К, Rb, Cr, Мg,Са, Sr, Ba, Ti, Al, Mn, V, Fe, Co, Ni, Zn, Cu, Sn,Ge и In. 38. Способ по п.35, отличающийся тем, что стадию подачи покрывающего пара проводят так, что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 15 вес.% относительно Si. 39. Способ по п.35, отличающийся тем, что стадию подачи покрывающего пара проводят так, что покрытие осаждают на наружной поверхности корпуса контейнера с использованием вакуумного осаждения из паровой фазы,причем получают по существу однородное,аморфное покрытие, имеющее некоторую толщину, а неорганический окисел и стеклообразующая металлическая добавка присутствуют в покрытии в концентрациях, которые по существу постоянны по толщине покрытия, неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0. 40. Покрытый пластиковый контейнер, полученный способом по п.15. 41. Контейнер по п.40, отличающийся тем,что реактивный газ выбран из группы, состоящей из кислорода, азота, серы и галогенов. 42. Контейнер по п.40, отличающийся тем,что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом. 43. Контейнер по п.40, отличающийся тем,что покрытие по существу однородно. 44. Контейнер по п.40, отличающийся тем,что покрытие аморфно. 53 45. Контейнер по п.42, отличающийся тем,что покрытие дополнительно содержит стеклообразующую металлическую добавку. 46. Контейнер по п.45, отличающийся тем,что покрытие имеет некоторую толщину, а неорганический окисел и стеклообразующая металлическая добавка присутствуют в покрытии в концентрациях, которые по существу постоянны по толщине покрытия. 47. Контейнер по п.45, отличающийся тем,что неорганический окисел есть SiOx, a x находится в диапазоне от 1,7 до 2,0. 48. Контейнер по п.45, отличающийся тем,что стеклообразующая металлическая добавка содержит Мg. 49. Контейнер по п.47, отличающийся тем,что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 50 вес.% на основании Si и выбрана из группы, состоящей из Li, Na, К, Rb, Cr, Мg, Са, Sr,Ba, Ti, Al, Mn, V, Fe, Co, Ni, Zn, Cu, Sn, Ge и In. 50. Контейнер по п.47, отличающийся тем,что стеклообразующая металлическая добавка присутствует в покрытии в количестве от 0,01 до 15 вес.% на основании Si. 51. Контейнер по п.47, отличающийся тем,что покрытие является по существу однородным аморфным и имеет некоторую толщину, а неорганический окисел и стеклообразующая металлическая добавка присутствуют в покрытии в концентрациях, которые по существу постоянны по толщине покрытия, неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0. 52. Контейнер по п.51, отличающийся тем,что толщина покрытия составляет 10-100 нм. 53. Контейнер по п.40, отличающийся тем,что неорганическое покрытие дополнительно содержит краситель для окрашивания наружной поверхности контейнера. 54. Способ получения переработанного пластика, предусматривающий стадии- обеспечения партии пластика, по меньшей мере, часть которой содержит покрытые пластиковые контейнеры, изготовленные способом по п.15, причем каждый покрытый пластиковый контейнер содержит пластиковый корпус, имеющий внутреннюю поверхность, ограничивающую внутреннее пространство, наружную поверхность и покрытие на наружной поверхности, содержащее неорганическое соединение;- преобразования партии пластика в форму, пригодную для экструзии расплава. 55. Способ по п.54, отличающийся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов. 56. Способ по п.54, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом. 54 57. Способ по п.54, отличающийся тем, что стадия преобразования включает измельчение партии пластика для получения чешуек и расплавление чешуек с образованием расплавленного экструдируемого вторичного пластика. 58. Способ по п.54, отличающийся тем, что стадия преобразования включает деполимеризацию партии пластика и повторную полимеризацию упомянутой деполяризованной партии пластика с образованием расплавленного экструдируемого вторичного пластика. 59. Способ по п.56, отличающийся тем, что неорганический окисел является двуокисью кремния. 60. Способ по п.56, отличающийся тем, что неорганический окисел является SiOx, где х находится в диапазоне от 1,7 до 2,0. 61. Способ по п.54, отличающийся тем, что толщина покрытия составляет 10-100 нм. 62. Способ упаковки напитков, предусматривающий стадии- обеспечения покрытого пластикового контейнера, изготовленного способом по п.15,причем покрытый пластиковый контейнер содержит пластиковый корпус, имеющий внутреннюю поверхность, ограничивающую внутреннее пространство, и наружную поверхность,и покрытие на наружной поверхности, содержащее неорганическое соединение, причем покрытие обладает газо-барьерными свойствами;- наполнения пластикового контейнера напитком; и- герметизации пластикового контейнера после стадии заполнения. 63. Способ по п.62, отличающийся тем, что реактивный газ выбирают из группы, состоящей из кислорода, азота, серы и галогенов. 64. Способ по п.62, отличающийся тем, что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом. 65. Способ по п.62, отличающийся тем, что стадия обеспечения включает непрерывную подачу множества покрытых пластиковых контейнеров, стадия заполнения включает непрерывное заполнение множества покрытых пластиковых контейнеров напитком, а стадия герметизации включает непрерывную герметизацию напитка во множестве контейнеров после стадии заполнения. 66. Способ по п.62, отличающийся тем, что стадия герметизации включает герметизацию напитка под давлением в покрытом контейнере. 67. Способ по п.66, отличающийся тем, что дополнительно содержит стадию газирования напитка перед стадией заполнения. 68. Система упаковки напитков, содержащая- систему производства покрытых пластиковых контейнеров по п.1;- заполняющее устройство для заполнения пластиковых контейнеров напитком; и- герметизирующее устройство для герметизации пластиковых контейнеров после стадии заполнения. 69. Система по п.68, отличающаяся тем,что реактивный газ выбирается из группы, состоящей из кислорода, азота, серы и галогенов. 70. Система по п.68, отличающаяся тем,что реактивный газ является кислородом, а неорганическое соединение является неорганическим окислом. 71. Система по п.68, отличающаяся тем,что стадия герметизации включает герметизацию напитка под давлением в покрытом контейнере. 72. Система по п.71, отличающаяся тем,что дополнительно содержит газирующее устройство для газирования напитка перед стадией заполнения. 73. Система производства покрытых пластиковых контейнеров, обладающих газобарьерными свойствами, содержащая- вакуумную камеру, способную поддерживать вакуум внутри себя;- загрузочное устройство для подачи пластиковых корпусов контейнеров в вакуумную камеру и отвода покрытых пластиковых контейнеров из вакуумной камеры, причем каждый пластиковый корпус контейнера имеет наружную поверхность и внутреннюю поверхность,ограничивающую внутреннее пространство;- конвейер внутри вакуумной камеры для транспортировки пластиковых корпусов контейнеров через вакуумную камеру; и- по меньшей мере, один источник, расположенный в вакуумной камере, для подачи покрывающего пара к наружной поверхности корпусов контейнеров, когда корпуса контейнеров транспортируются через вакуумную камеру,причем этот, по меньшей мере, один источник покрывающего пара включает испаритель для нагревания и испарения неорганического материала покрытия, чтобы образовать покрывающий пар,причем указанный, по меньшей мере, один источник покрывающего пара покрытия и конвейер выполнены таким образом и расположены внутри вакуумной камеры так, что покрывающий пар из, по меньшей мере, одного источника осаждается в виде тонкого покрытия на наружной поверхности контейнеров, тонкое покрытие содержит металл и связывается с наружной поверхностью корпусов контейнеров, и полученные покрытые пластиковые контейнеры, когда они содержат текучую среду под давлением,герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар), обладают газо-барьерным свойством, по меньшей мере, в 1,25 раза превышающим газо-барьерное свойство контейнеров без покрытия, содержащих текучую среду под давлением, герметизированную во внутреннем пространстве при давлении 60 psig (4,1 бар). 74. Система по п. 73, отличающаяся тем,что указанный, по меньшей мере, один источник покрывающего пара содержит приемник,электрически подключенный в качестве анода,для содержания, по меньшей мере, порции металлического материала покрытия и катод, направленный на эту порцию металлического материала покрытия в приемнике, для, по меньшей мере, частичного испарения металлического материала покрытия и образования покрывающего пара в виде плазмы.
МПК / Метки
МПК: C23C 14/10, B67C 7/00, B65D 23/08
Метки: контейнеры, покрытием, газо-барьерным, наружным, пластиковые
Код ссылки
<a href="https://eas.patents.su/30-1023-plastikovye-kontejjnery-s-naruzhnym-gazo-barernym-pokrytiem.html" rel="bookmark" title="База патентов Евразийского Союза">Пластиковые контейнеры с наружным газо-барьерным покрытием</a>
Упаковывание стерилизуемых пищевых веществ в тонкостенные контейнеры
Номер патента: 194
Опубликовано: 24.12.1998
Авторы: Слокум Рэй Дж., Даймонд Джордж Б.
МПК: B65D 23/00, B65B 31/04
Метки: тонкостенные, контейнеры, упаковывание, веществ, стерилизуемых, пищевых
Формула / Реферат:
1. Герметизированный контейнер под давлением, содержащий в тонкостенном корпусе пищевое вещество, стерилизованное каким-либо стерилизационным способом, и инертный газ под давлением, при этом стенки контейнера сохраняются жесткими посредством давления инертного газа, но легко деформируются при отсутствии такого давления, контейнер имеет верхний и нижний торцы, отличающийся тем, что, по меньшей мере, один из торцов имеет вогнутость относительно...
Порошок с многослойным покрытием частиц и способ его получения
Номер патента: 1017
Опубликовано: 28.08.2000
Авторы: Атараси Такафуми, Накатсука Катсуто
МПК: B22F 1/02, C03C 12/00, C09C 1/00...
Метки: многослойным, порошок, способ, получения, частиц, покрытием
Формула / Реферат:
1. Порошок с многослойным покрытием частиц, в котором, по меньшей мере, один слой многослойного покрытия содержит пленку гидроксида металла или пленку оксида металла, образованную путем гидролиза алкоголята металла, несущий на себе покровную пленку, содержащую пленку гидроксида металла или пленку оксида металла, образованную путем реакции соли металла в водном растворе. 2. Способ получения порошка с многослойным покрытием частиц, содержащий...
Порошок с многослойным покрытием частиц (варианты)
Номер патента: 820
Опубликовано: 24.04.2000
Авторы: Атараси Такафуми, Накатсука Катсуто
МПК: B22F 1/02, C09C 1/00, C03C 12/00...
Метки: многослойным, покрытием, порошок, частиц, варианты
Формула / Реферат:
1. Порошок с многослойным покрытием частиц, содержащий основу частиц, покрытую многослойной пленкой, содержащей, по меньшей мере, один тонкий слой, содержащий сульфид металла, фторид металла, карбонат металла или фосфат металла, отличающийся тем, что металл, входящий в состав фторида металла, карбоната металла или фосфата металла, представляет собой щелочной металл или щелочно-земельный металл, и многослойная пленка отражает определенную длину...