Способ изготовления композиционного материала алмаз-карбид кремния-кремний и композиционный материал, изготовленный этим способом
Номер патента: 3437
Опубликовано: 24.04.2003
Авторы: Данчукова Лия Владимировна, Жуков Сергей Германович, Гордеев Сергей Константинович, Экстрем Томми
Формула / Реферат
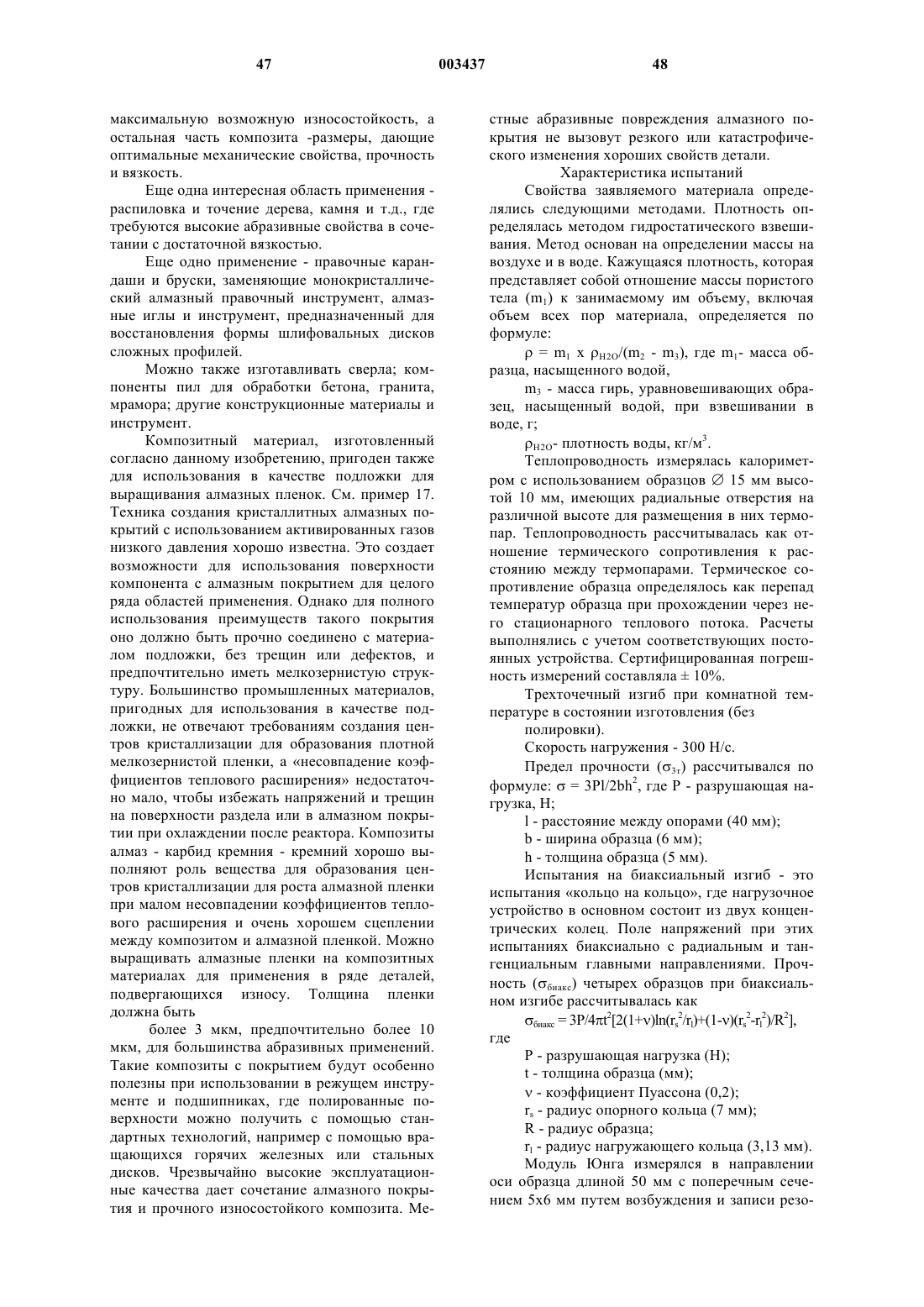
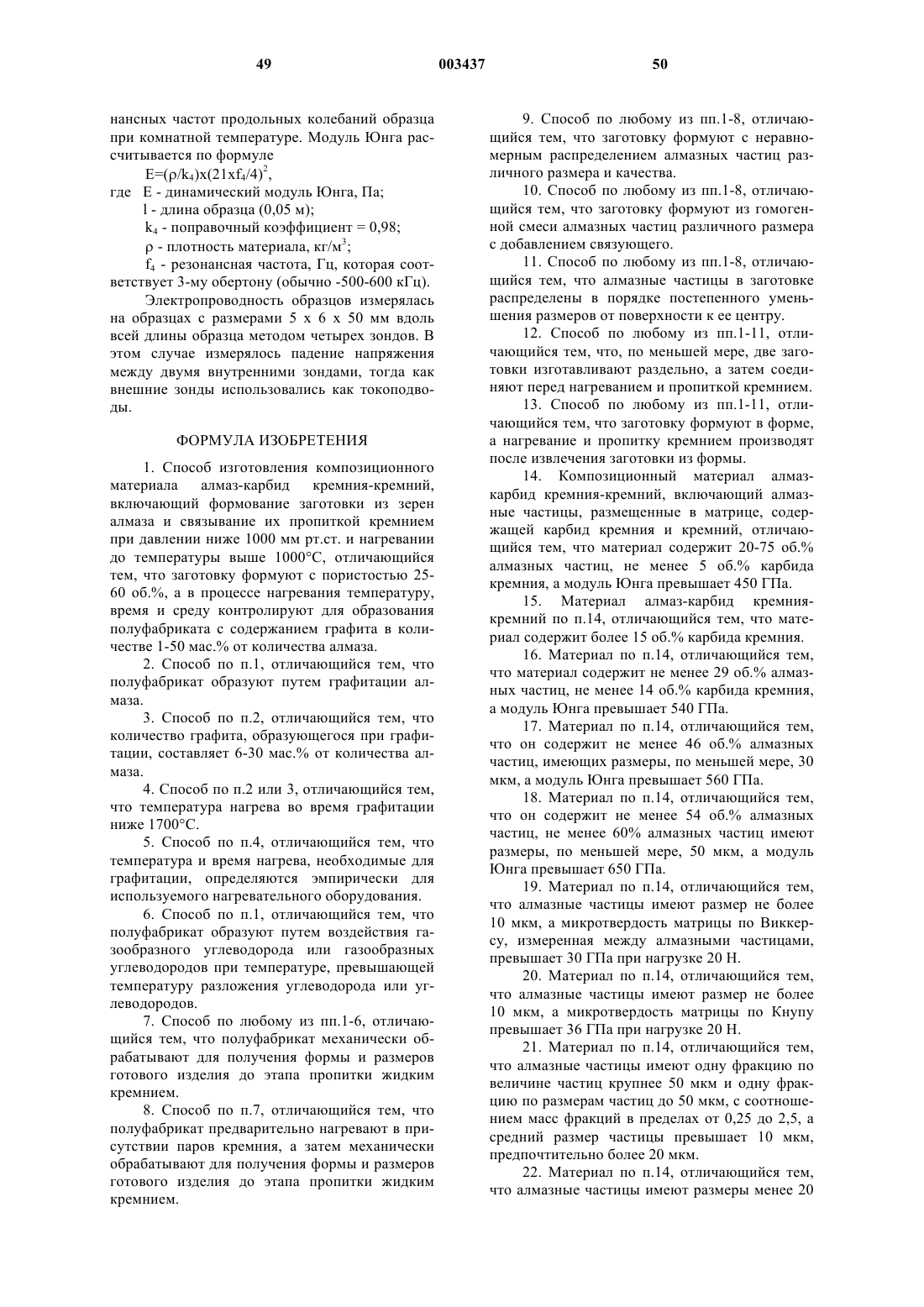
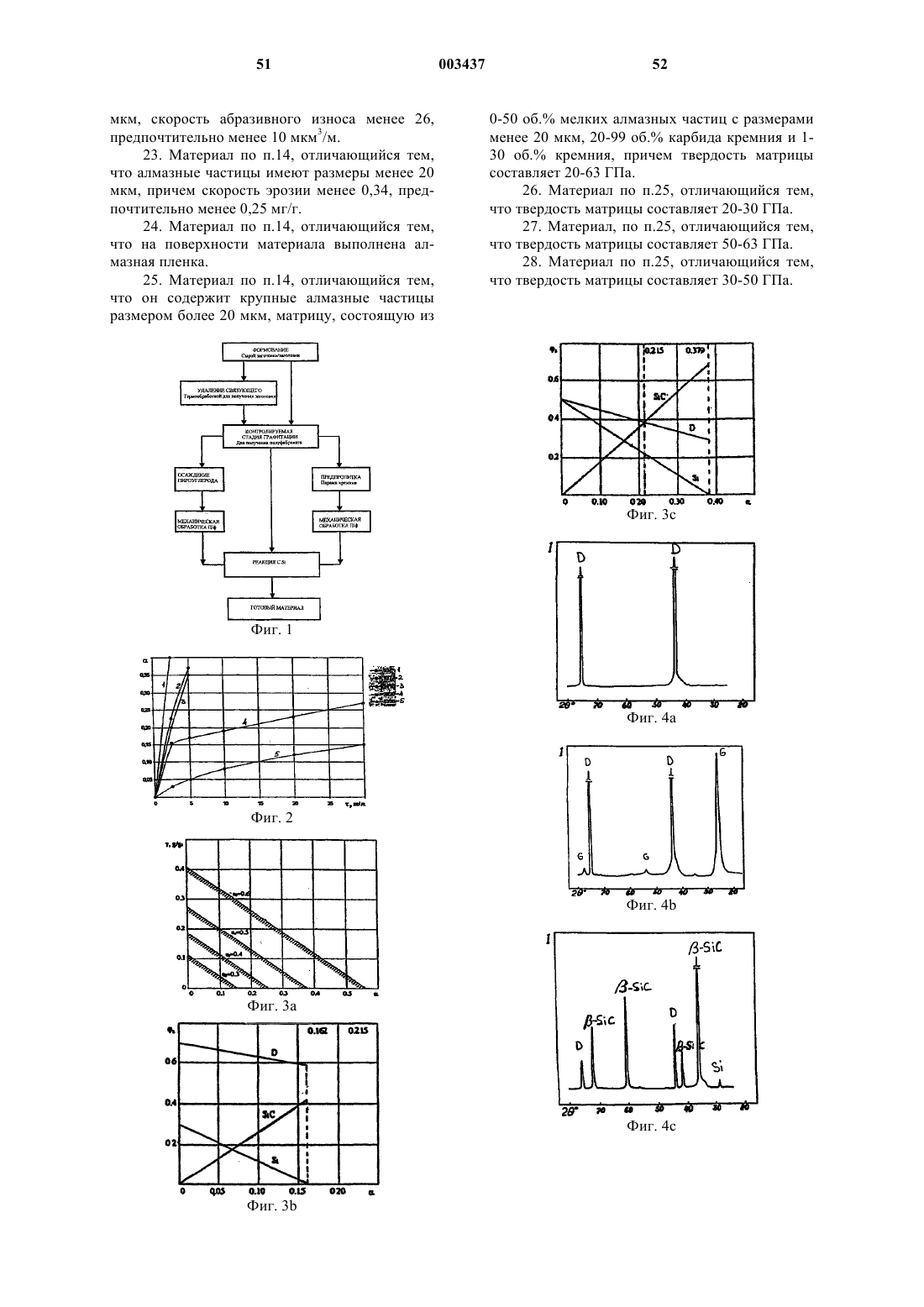
1. Способ изготовления композиционного материала алмаз-карбид кремния-кремний, включающий формование заготовки из зерен алмаза и связывание их пропиткой кремнием при давлении ниже 1000 мм рт.ст. и нагревании до температуры выше 1000шC, отличающийся тем, что заготовку формуют с пористостью 25-60 об.%, а в процессе нагревания температуру, время и среду контролируют для образования полуфабриката с содержанием графита в количестве 1-50 мас.% от количества алмаза.
2. Способ по п.1, отличающийся тем, что полуфабрикат образуют путем графитации алмаза.
3. Способ по п.2, отличающийся тем, что количество графита, образующегося при графитации, составляет 6-30 мас.% от количества алмаза.
4. Способ по п.2 или 3, отличающийся тем, что температура нагрева во время графитации ниже 1700шС.
5. Способ по п.4, отличающийся тем, что температура и время нагрева, необходимые для графитации, определяются эмпирически для используемого нагревательного оборудования.
6. Способ по п.1, отличающийся тем, что полуфабрикат образуют путем воздействия газообразного углеводорода или газообразных углеводородов при температуре, превышающей температуру разложения углеводорода или углеводородов.
7. Способ по любому из пп.1-6, отличающийся тем, что полуфабрикат механически обрабатывают для получения формы и размеров готового изделия до этапа пропитки жидким кремнием.
8. Способ по п.7, отличающийся тем, что полуфабрикат предварительно нагревают в присутствии паров кремния, а затем механически обрабатывают для получения формы и размеров готового изделия до этапа пропитки жидким кремнием.
9. Способ по любому из пп.1-8, отличающийся тем, что заготовку формуют с неравномерным распределением алмазных частиц различного размера и качества.
10. Способ по любому из пп.1-8, отличающийся тем, что заготовку формуют из гомогенной смеси алмазных частиц различного размера с добавлением связующего.
11. Способ по любому из пп.1-8, отличающийся тем, что алмазные частицы в заготовке распределены в порядке постепенного уменьшения размеров от поверхности к ее центру.
12. Способ по любому из пп.1-11, отличающийся тем, что, по меньшей мере, две заготовки изготавливают раздельно, а затем соединяют перед нагреванием и пропиткой кремнием.
13. Способ по любому из пп.1-11, отличающийся тем, что заготовку формуют в форме, а нагревание и пропитку кремнием производят после извлечения заготовки из формы.
14. Композиционный материал алмаз-карбид кремния-кремний, включающий алмазные частицы, размещенные в матрице, содержащей карбид кремния и кремний, отличающийся тем, что материал содержит 20-75 об.% алмазных частиц, не менее 5 об.% карбида кремния, а модуль Юнга превышает 450 ГПа.
15. Материал алмаз-карбид кремния-кремний по п.14, отличающийся тем, что материал содержит более 15 об.% карбида кремния.
16. Материал по п.14, отличающийся тем, что материал содержит не менее 29 об.% алмазных частиц, не менее 14 об.% карбида кремния, а модуль Юнга превышает 540 ГПа.
17. Материал по п.14, отличающийся тем, что он содержит не менее 46 об.% алмазных частиц, имеющих размеры, по меньшей мере, 30 мкм, а модуль Юнга превышает 560 ГПа.
18. Материал по п.14, отличающийся тем, что он содержит не менее 54 об.% алмазных частиц, не менее 60% алмазных частиц имеют размеры, по меньшей мере, 50 мкм, а модуль Юнга превышает 650 ГПа.
19. Материал по п.14, отличающийся тем, что алмазные частицы имеют размер не более 10 мкм, а микротвердость матрицы по Виккерсу, измеренная между алмазными частицами, превышает 30 ГПа при нагрузке 20 Н.
20. Материал по п.14, отличающийся тем, что алмазные частицы имеют размер не более 10 мкм, а микротвердость матрицы по Кнупу превышает 36 ГПа при нагрузке 20 Н.
21. Материал по п.14, отличающийся тем, что алмазные частицы имеют одну фракцию по величине частиц крупнее 50 мкм и одну фракцию по размерам частиц до 50 мкм, с соотношением масс фракций в пределах от 0,25 до 2,5, а средний размер частицы превышает 10 мкм, предпочтительно более 20 мкм.
22. Материал по п.14, отличающийся тем, что алмазные частицы имеют размеры менее 20 мкм, скорость абразивного износа менее 26, предпочтительно менее 10 мкм3/м.
23. Материал согласно п.14, отличающийся тем, что алмазные частицы имеют размеры менее 20 мкм, причем скорость эрозии менее 0,34, предпочтительно менее 0,25 мг/г.
24. Материал по п.14, отличающийся тем, что на поверхности материала выполнена алмазная пленка.
25. Материал по п.14, отличающийся тем, что он содержит крупные алмазные частицы размером более 20 мкм, матрицу, состоящую из 0-50 об.% мелких алмазных частиц с размерами менее 20 мкм, 20-99 об.% карбида кремния и 1-30 об.% кремния, причем твердость матрицы составляет 20-63 ГПа.
26. Материал по п.25, отличающийся тем, что твердость матрицы составляет 20-30 ГПа.
27. Материал, по п.25, отличающийся тем, что твердость матрицы составляет 50-63 ГПа.
28. Материал по п.25, отличающийся тем, что твердость матрицы составляет 30-50 ГПа.
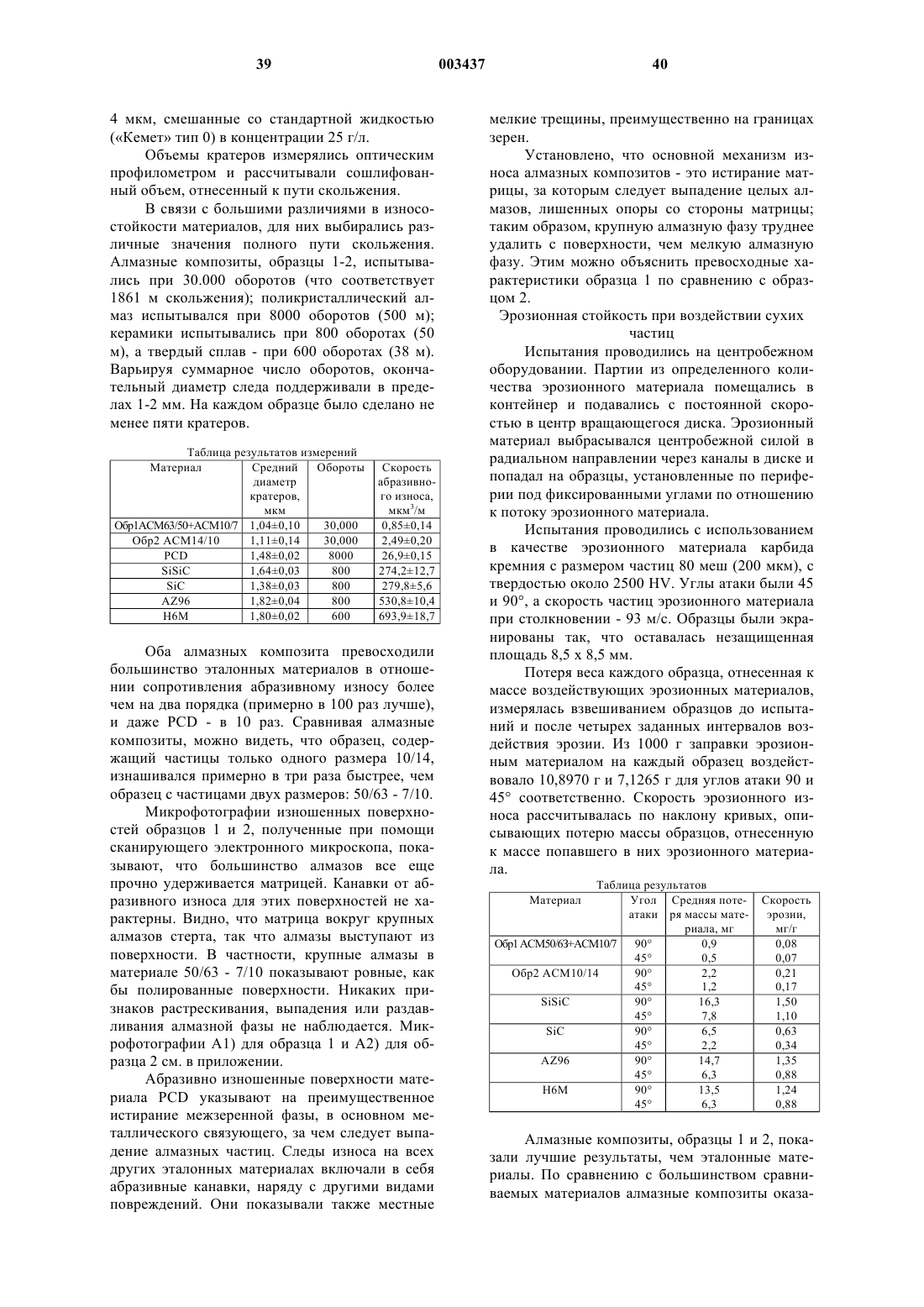
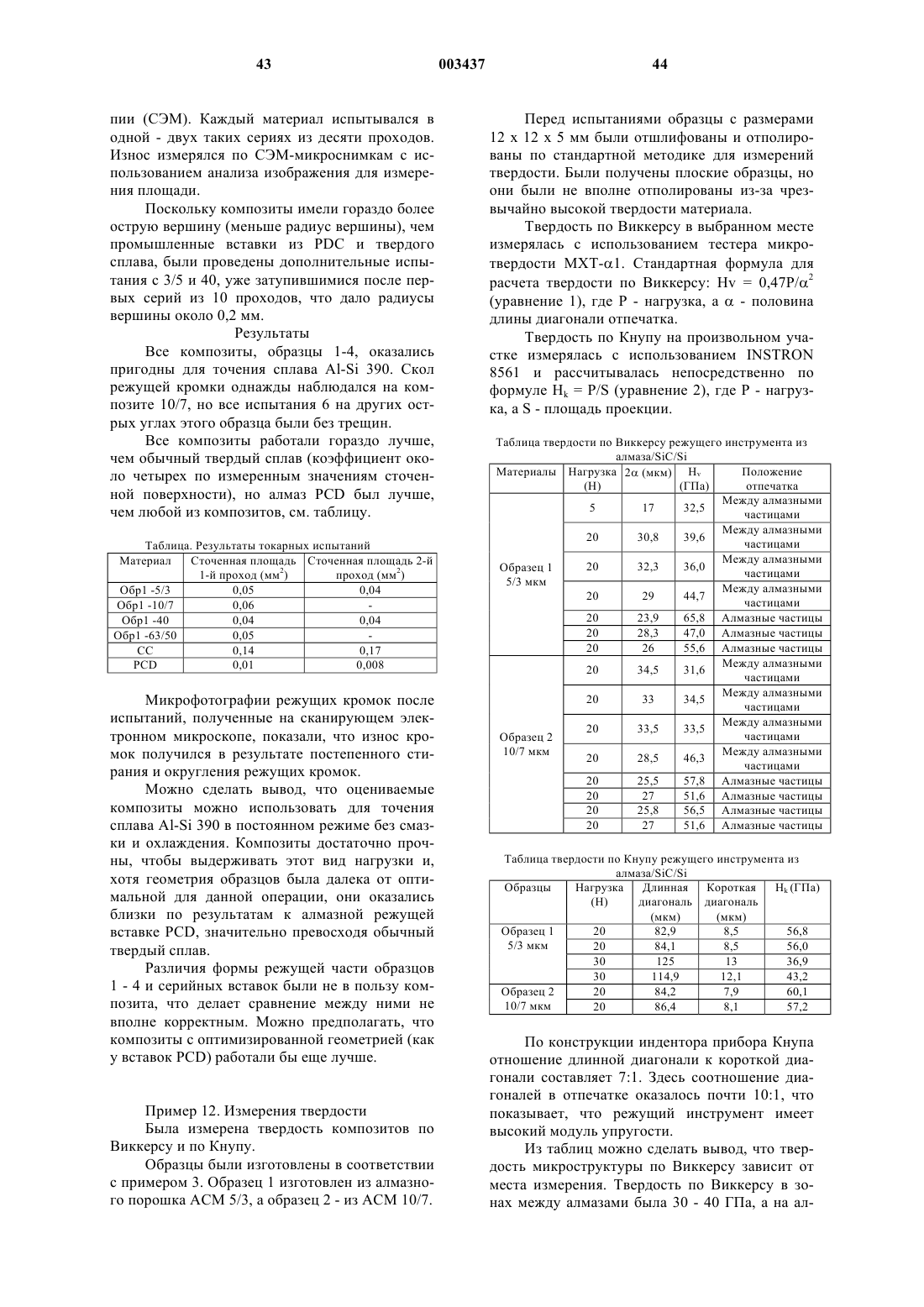
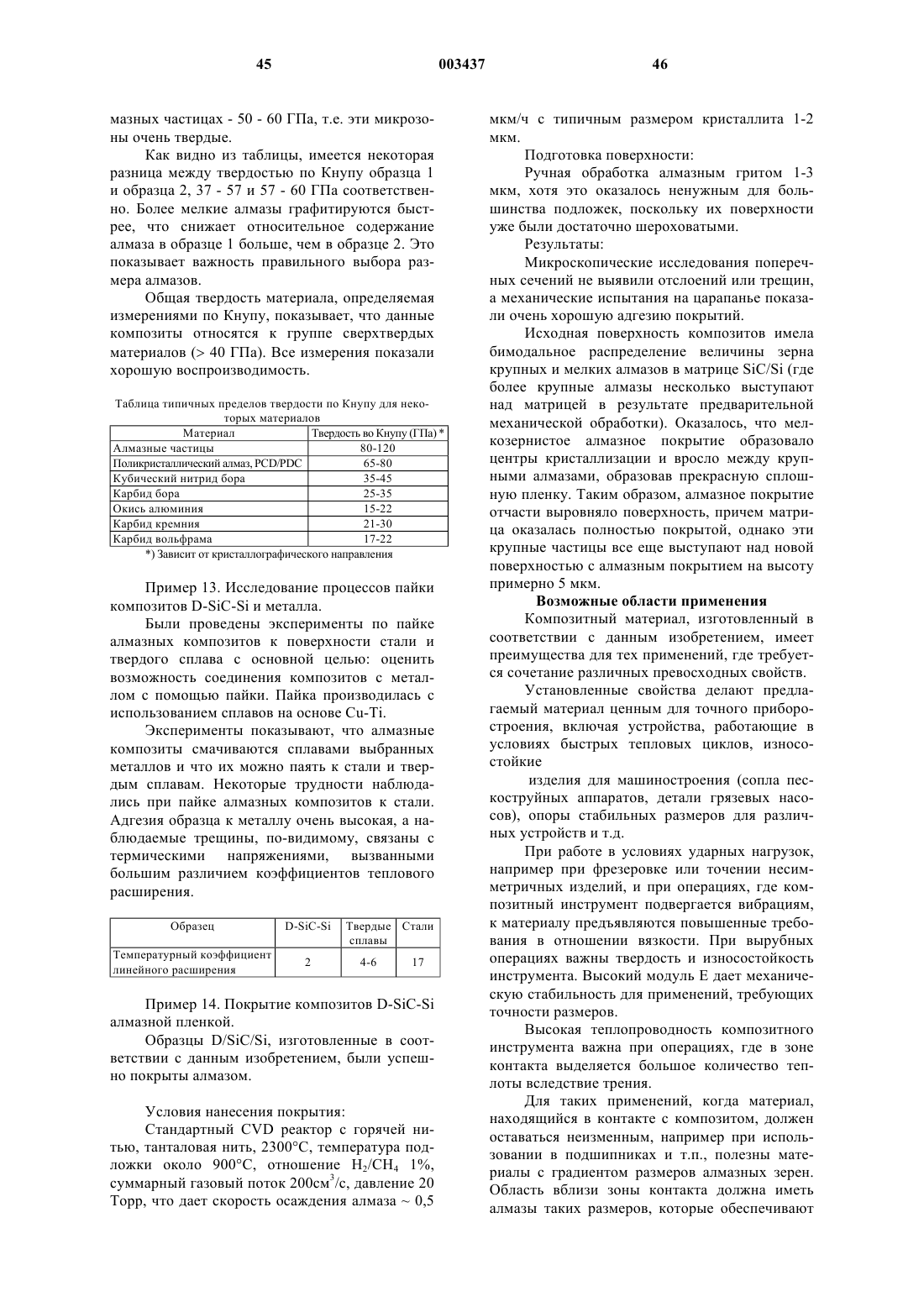
Текст
1 Область техники Данное изобретение относится к способу изготовления композита алмаз - карбид кремния- кремний и композиту алмаз - карбид кремния кремний, изготовленному этим способом. Предпосылки создания изобретения Существует общая потребность в чрезвычайно твердых (сверхтвердых,40 ГПа) материалах для многих областей применения. Это может быть применение для инструментов,предназначенных для резки, точения, фрезеровки, сверловки, распиловки или шлифовки и т.д. Благодаря своей износостойкости, абразивной и эрозионной стойкости твердые материалы могут использоваться также для подшипников, уплотнений, сопел и в иных подобных случаях. Эти материалы могут работать по или быть в контакте с чугуном, сталью, цветными металлами,деревом, бумагой, полимерами, бетоном, камнем, металлокерамическими твердыми сплавами и шлифовальными кругами из окиси алюминия,карбида кремния, алмаза или кубического нитрида бора и т.д. Будучи самым твердым из известных материалов, моно- или поликристаллический алмаз подходит для этих целей. Среди других обычных материалов, применяемых благодаря их твердости, можно указать, например,кубический нитрид бора (КНБ), карбид бора и другие керамики и металлокерамические твердые сплавы, но только материалы, содержащие алмаз или КНБ, могут достигать уровня свойств группы сверхтвердых промышленных материалов. Известны поликристаллические тела с алмазными частицами, связанными матрицей,включающей металлические и/или керамические фазы, получаемые спеканием алмазных частиц в присутствии таких материалов. Из-за нестабильности алмазов и их тенденции к графитации термообработка производится при условиях, обеспечивающих стабильность алмазов,при 1300 -1600C в камерах высокого давления при давлении 30.000 - 60.000 атм. Недостатком этого процесса является то,что получаемые тела имеют относительно малые размеры. Кроме того, технология их изготовления довольно сложна и требует специального оборудования. Несколько патентов раскрывают методику изготовления материалов, содержащих алмазы,карбид кремния и кремний без применения высоких давлений и температур. Есть несколько вариантов процесса, в основном связанных с использованием различных углеродсодержащих материалов (здесь имеются в виду все виды неалмазных углеродных материалов, такие как сажа, угольные волокна, кокс, графит, пироуглерод и т.д.). Процесс состоит в основном в следующем. А. В качестве исходных материалов используются алмазные частицы, покрытые или не покрытые углеродом, и углеродсодержащие 2 материалы. Обычно используются алмазы, покрытые углеродом. Согласно примерам патента США 4.220.455, сначала на алмазы наносят тонкий слой (500 - 1000 ангстрем) углерода с помощью реакции пиролиза. Пиролиз производится в вакууме в течение нескольких минут, для чего в печь с алмазными частицами при температуре 1200 С подается природный газ или метан. Иногда используются алмазы без пироуглеродного слоя, как например в патентах US 4,381,271, ЕРО 0 043 541, ЕРО 0 056 596 и JP 6199571A. Алмазы, с углеродным покрытием или без него, смешиваются с углеродсодержащими материалами, служащими основным источником углерода (например, с сажей, короткими угольными волокнами или тканью) и связующим перед формовкой сырых заготовок. В. Формовка сырых заготовок из смеси алмазных частиц с углеродным материалом производится в формы, иногда при умеренном давлении. Формуемые сырые заготовки содержат дополнительно растворители и временные или постоянные связующие из органических материалов для облегчения формовки и повышения прочности сырой заготовки. С. Заготовки получают термообработкой сырых заготовок. Некоторые связующие при этом испаряются, не оставляя следов (например,парафин). Некоторые связующие затвердевают,оставляя в составе детали углеродсодержащий остаток (например, различные смолы, такие как фенолформальдегидная или эпоксидная).D. Производится пропитка пористой заготовки расплавленным кремнием для образования карбида кремния в ходе реакции между углеродом и кремнием. Образовавшийся карбид кремния заполняет поры вместе с некоторым количеством остаточного кремния. Термообработка осуществляется таким образом, чтобы свести к минимуму графитацию алмазов, которая считается вредной. Согласно примеру патента US 4,220,455 пропитка кремнием производится в вакууме, когда заготовка находится в форме, при температуре между 1400 и 1550 С в течение 15 мин; за это время реакция между кремнием и углеродом завершается. В патентеUS 4,242,106 во время пропитки кремнием используется вакуум 0,01 - 2 торр. Требуемое время, в значительной степени зависящее от размеров заготовки, определяется эмпирически и составляет примерно 15-20 мин при температуре выше 1400 С или 10 мин при 1500 С. В патентеUS 4,381,271 используются угольные волокна,что способствует инфильтрации жидкого кремния за счет капиллярного эффекта. В большинстве патентов пропитка производится в форме. В некоторых более ранних патентах пропитка осуществляется вне формы, как например в патенте ЕPO 0 043 541. Процессы, в которых алмазы, покрытые или не покрытые углеродом,смешиваются с углеродсодержащими материалами, могут иметь недостатки, например, труд 3 ности в приготовлении гомогенных смесей этих материалов, трудности инфильтрации кремния из-за очень малых размеров пор и необходимость в специальном оборудовании для приготовления гомогенных смесей. В патенте РФ 2064399 добавление углерода пиролизом производится только после формовки и изготовления заготовки. Предварительно отформованная заготовка из частиц алмаза или из смеси алмазных частиц и зерен карбида в качестве наполнителя, например карбидов кремния и титана, формуется с использованием воды или этилового спирта в качестве временного связующего. Связующее испаряется и деталь помещают в реактор, где пироуглерод осаждается на все зерна заготовки путем реакции пиролиза из газовой фазы, например, из метана при 950 С в течение 10 ч. За этим следует пропитка кремнием. Недостатки этого процесса: использование большого количества углеводородного газа и довольно большая продолжительность обработки. Если в качестве наполнителя применяются зерна карбида, появляются упомянутые выше проблемы гомогенизации. При термообработке на воздухе графитация и окисление алмазов начинается при температурах около 700 С. На скорость процесса ухудшения алмаза влияют давление, температура, время выдержки, тип, размер и качество алмазных частиц, примеси в алмазе и состав атмосферы. Например, присутствие кобальта может оказать каталитический эффект, и реакция пойдет уже при 500 С. Чтобы предотвратить такое ухудшение, нагревание можно производить в вакууме или в среде инертного газа. В высоком вакууме и водороде высококачественный алмаз показывает длительную стабильность соответственно при 1700 и 2000 С. Ни в одном из вышеописанных методов графитация не используется преднамеренно. Напротив, графитация считается вредной и нежелательной. В патенте РФ 2036779 заготовку формуют из алмазного порошка вместе с водой или этиловым спиртом. Заготовку помещают в печь и пропитывают жидким кремнием при 14201700 С в аргоне или вакууме. При этом процессе поверхность алмазных зерен минимально графитируется, так что большая часть алмаза остается без изменения. Это малое количество графита реагирует в контакте с пропитывающим кремнием, создавая тонкий поверхностный слой карбида кремния, предотвращающий дальнейшее преобразование алмаза в графит в ходе используемого процесса. Недостаток этого способа - плохая управляемость; отсутствует способ регулирования количества образующегося SiC,остаточного кремния или остаточной пористости композита. Таким образом, в этих предшествующих патентах ничего не говорится о хорошо управляемом этапе добавления углеродсодержащих 4 материалов и этапе намеренной графитации для получения материалов с заданным количеством алмазов, карбида кремния и кремния, с низкой пористостью и без графита. Имеются способы улучшения алмазных композиционных материалов, изготовляемых по описанным технологиям. Один из них состоит в расположении алмазных частиц в материале в виде фракционированных структур по концентрации и размеру. Такое расположение алмазов оказывает влияние на некоторые свойства и,следовательно, области применения композита. Способ получения материала, в котором алмазы фракционированы по размеру, описан в патенте ЕРО 0 196 777. Этот материал получают спеканием при высоком давлении и высокой температуре в зоне стабильности алмаза. Размер зерна и/или плотность упаковки меняются по слоям между передним и задним торцами, чтобы получить различную износостойкость. Твердость или износостойкость различных частей материала определяется изменением величины алмазных частиц или изменением добавок из менее твердых материалов к алмазным частицам. Размер алмазных частиц - менее 10 мкм на переднем торце и в пределах 75 - 500 мкм на заднем торце. Недостаток этого метода в том, что из-за применения высокого давления и температуры материал становится дороже в производстве,требуется специальное оборудование и имеются ограничения по размерам. Имеется также ряд патентов, где используется различное количество алмазов в разных частях композитной детали. Патенты US 4,242,106; US 4,247,304; US 4,453,951; ЕРО 0 043 541; ЕРО 0 056 596 и некоторые другие описывают производство конечного материала слоистой структуры, где слой алмазного композита находится в контакте, например, с несущей подложкой из карбида кремния или карбида кремния - кремния. Патент US 4,698,070 описывает получение композита с алмазосодержащей частью и сердцевиной, соединенными матрицей из карбида кремния и кремния. Могут быть предусмотрены также добавочные слои частиц с иной концентрацией. Эти слои располагаются в различных конфигурациях, например в углах, на вершине, в сердцевине и т.д. Вообще недостатком таких слоистых материалов с различным размером и концентрацией алмазов является то, что возможны различия физико-механических свойств алмазосодержащих и несущих слоев. Например, различия коэффициента теплового расширения и модуля Е могут вызвать нежелательную картину напряжений на границах и тем самым уменьшить прочность композита. Алмазы имеют относительно низкую прочность при растяжении и низкую вязкость, и заметная разница в содержании алмазов в различных частях, соединенных промежуточным слоем, может также повлиять 5 на стойкость композита против трещин. Ни один из описанных ранее методов не обеспечивает получения деталей с заданным распределением алмазных частиц различного размера по объему материала, с равномерно меняющимися свойствами. В патентах РФ 2036779 и РФ 2064399 получаемый материал содержит алмазные частицы только одной величины, что существенно снижает абразивные свойства. Композиты, изготавливаемые согласно патенту US 4,220,455, состоят из смеси алмазных частиц различного размера. Эта смесь используется для всего композита, т.е. композит не имеет слоистой структуры. Размер или размеры применяемых частиц выбираются в зависимости от требуемой упаковки частиц и получаемого тела. Для большинства абразивных применений предпочтительными являются частицы размером не более 60 мкм. Для максимальной упаковки частиц они должны быть фракционированы по величине, чтобы имелись пределы размеров, т.е. мелкие, средние и крупные частицы. Предпочтительно размеры частиц должны лежать в пределах примерно от 1 до 60 мкм. Имеется также несколько патентов, USP 4,231,195;USP 4,353,953, где алмазы различной величины смешиваются для получения необходимой плотности упаковки. Основной задачей данного изобретения является способ изготовления композитов алмаз- карбид кремния - кремний с прекрасными свойствами, а также сверхтвердый материал,изготовленный этим способом. Способ должен быть легко реализуемым, быстрым и экономически эффективным и давать возможность управлять некоторыми свойствами и стоимостью конечных материалов. Сущность изобретения Поставленная задача достигается созданием способа изготовления композита алмаз - карбид кремния - кремний из алмазных частиц,включающего этапы формовки заготовки, нагревания заготовки и контроля температуры и времени нагрева таким образом, чтобы создавалось определенное заданное количество графита за счет графитации алмазных частиц, т.е. получение полуфабриката, и пропитки полуфабриката кремнием. В предпочтительном исполнении количество графита, создаваемого при графитации,составляет 1-50 мас.%, преимущественно 6-30 мас.%, от количества алмазов, а температура нагрева в процессе графитации ниже 1700 С. Температура и время нагрева, необходимые для графитации, определяются эмпирически для применяемого нагревательного оборудования. Заготовка формуется с пористостью 25 - 60 об.%. В одном из вариантов определенное количество углерода наносится на заготовку путем воздействия газообразным углеводородом или 6 углеводородами при температуре, превышающей температуру разложения углеводорода или углеводородов, причем, по меньшей мере, некоторая графитация кристаллов алмаза происходит до того, как заготовка подвергается действию газообразного углеводорода или углеводородов при температуре, превышающей температуру разложения углеводорода или углеводородов. Полуфабрикат можно обрабатывать для получения окончательной формы и размеров детали до этапа пропитки жидким кремнием. В другом варианте полуфабрикат нагревается в присутствии паров кремния и затем обрабатывается для получения окончательной формы и размеров детали до этапа пропитки жидким кремнием. Заготовка формуется с неравномерным распределением алмазных частиц различной величины и качества. Алмазные частицы в заготовке могут быть распределены с последовательным уменьшением размера от поверхности детали к центру. В одном из вариантов заготовка может формоваться из гомогенной смеси алмазных кристаллов различной величины, в том числе с добавлением связующего. В еще одном варианте две или более заготовки изготавливаются раздельно, а затем соединяются перед этапами термообработки и пропитки. Формование заготовки может выполняться в форме, причем термообработка и пропитка кремнием производятся после того, как заготовка извлечена из формы. Изобретение относится также к изделию, в котором алмазные частицы связаны с матрицей из карбида кремния, причем указанное изделие содержит не менее 20 об.% алмазных частиц, не менее 5 об.% карбида кремния, предпочтительно более 15 об.% карбида кремния, и кремний, а модуль Юнга превышает 450 ГПа. В одном из исполнений указанное изделие содержит не менее 29 об.% алмазных частиц, не менее 14 об.% карбида кремния и кремний, причем модуль Юнга превышает 540 ГПа. В предпочтительном исполнении указанное изделие содержит не менее 46 об.% алмазных частиц размером не более 30 мкм, причем модуль Юнга превышает 560 ГПа. В другом предпочтительном исполнении указанное изделие содержит не менее 54 об.% алмазных частиц, причем не менее 60 об.% алмазных частиц имеют размер не менее 50 мкм, а модуль Юнга превышает 650 ГПа. Во всех этих исполнениях форма тела и величина модуля Юнга сохраняются до температуры не менее 1500 С. В одном варианте алмазные частицы размером около 10 мкм и менее внедрены и включены в матрицу, причем микротвердость матрицы по Виккерсу, измеренная между алмазными частицами, превышает 30 ГПа при нагрузке 20 7 Н, а макротвердость матрицы по Кнупу превышает 36 ГПа при нагрузке 20 Н. В другом варианте алмазные частицы имеют одну фракцию с размером частиц более 50 мкм и одну фракцию с размером частиц не более 50 мкм, причем массовое соотношение падает в области от 0,25 до 2,5 и средний размер частицы превышает 10 мкм, предпочтительно превышает 20 мкм. Еще в одном варианте алмазы имеют одну фракцию крупных алмазных частиц и одну фракцию мелких алмазных частиц, причем массовое соотношение находится в области от 0,25 до 2,5 и средний размер частицы превышает 10 мкм, предпочтительно превышает 20 мкм. Еще в одном исполнении алмазы имеют одну фракцию крупных алмазных частиц и одну фракцию мелких алмазных частиц, причем износ материала составляет менее 26 мкм 3/м,предпочтительно менее 10 мкм 3/м. Еще в одном исполнении алмазы имеют одну фракцию крупных алмазных частиц и одну фракцию мелких алмазных частиц, причем скорость эрозии составляет менее 0,34 мг/г, предпочтительно менее 0,25 мг/г. Еще в одном исполнении алмазные частицы имеют размеры менее 20 мкм, причем износ материала составляет менее 26 мкм 3/м, предпочтительно менее 10 мкм 3/м. Еще в одном исполнении алмазные частицы имеют размеры менее 20 мкм, причем скорость эрозии составляет менее 0,34 мг/г, предпочтительно менее 0,25 мг/г. В одном из вариантов исполнения изделие выполнено полым. Еще в одном исполнении поверхность изделия покрыта алмазной пленкой. Еще в другом исполнении изделие включает крупные алмазные частицы размером более 20 мкм, а матрица включает 0 - 50 об.% мелких алмазных частиц размером менее 20 мкм, 20 99 об.% карбида кремния и 1 - 30 об.% кремния,причем твердость матрицы составляет 20 - 63 ГПа. В первом варианте твердость матрицы составляет 20 - 30 ГПа. Во втором варианте твердость матрицы составляет 50 - 63 ГПа. В третьем варианте твердость матрицы составляет 30 50 ГПа. Краткое описание чертежей В дальнейшем изобретение будет описано со ссылкой на прилагаемые иллюстрации, где фиг. 1 показывает в виде блок-схемы предпочтительные этапы способа в соответствии с изобретением; фиг. 2 - степень графитации в зависимости от времени графитации при одной температуре; фиг. 3 а - соотношение между количеством углерода ( и ), введенным в заготовку при различной исходной пористости 0, отвечающим условиям Si 0 в готовой детали; 8 фиг. 3b,с - соотношение между составом конечного изделия и степенью графитации при начальной пористости заготовки 0 = 0,3 и 0,5 соответственно; фиг. 4 а-с - результаты рентгеновского дифракционного анализа заготовки, полуфабриката и конечного изделия соответственно; фиг. 5 - изменение пористости заготовки во время графитации при различной начальной пористости заготовки, и фиг. 6 А 1, 6 А 2 - фотографии шлифов двух различных образцов, полученные с помощью электронной сканирующей микроскопии. Описание изобретения Основной задачей данного изобретения является получение композитов алмаз - карбид кремния - кремний, имеющих превосходные свойства, несложным способом, быстрым, экономически эффективным и управляемым методом. Изобретение включает несколько принципов: в процессе преднамеренно используется графитация алмаза, вместо того чтобы ее избегать; градиенты и изменения параметров различного рода используются для управления как конечными свойствами изделия, так и себестоимостью; использование формовки и техники изготовления деталей практически в размер в сочетании с упрочнением полуфабриката для возможности получения изделий сложной формы и во избежание дорогой и затруднительной механической обработки пропитанного изделия; дешевое производство крупных изделий и большого количества изделий. В процессе согласно настоящему изобретению могут использоваться алмазы любых размеров. Субмикронными алмазами считаются алмазные частицы менее 1 мкм, а мелкими алмазами - алмазные частицы менее 20 мкм, предпочтительно менее 10 мкм. Для некоторых применений используются крупные алмазы, 20 мкм. Для высокой механической прочности,особенно для деталей машин, размер применяемых алмазных частиц должен быть предпочтительно менее 20 мкм. Очень крупные алмазы величиной более 60 мкм используются благодаря их абразивным свойствам, часто в сочетании с мелкими алмазами. Материал в соответствии с настоящим изобретением получают с помощью процесса,который использует графитацию алмаза, возможно в сочетании с пиролитическим отложением углерода, для производства композитов алмаз - карбид кремния - кремний. Это означает,что в изобретении используется графитация алмаза, т.е. частичное превращение алмаза в графит заданным и контролируемым способом. На фиг. 1 показаны в виде блок-схемы предпочтительные этапы процесса. Различные 9 этапы процесса в соответствии с данным изобретением описаны ниже. Формовка сырой заготовки производится из смеси алмазных частиц различной величины вместе с небольшим количеством временного или постоянного связующего (до 5 мас.%) или без применения связующего. Формовка осуществляется обычными методами, например прессованием, шликерным литьем и шликерным наливом, литьем под давлением и т.д. В случае использования формы для формовки сырая заготовка извлекается из формы. Изготовление заготовки производится испарением или отверждением и разложением растворителей и/или связующих, присутствующих в сырой заготовке. Если сырая заготовка изготовлена без каких-либо связующих, она рассматривается как заготовка. Для обеспечения равномерной и управляемой графитации по всему объему заготовки нежелательно иметь примеси от присутствующего в ней связующего. Они могут катализировать или тормозить процесс графитации. Очевидно, что причина, по которой содержание алмазов в заготовке должно быть не менее 95 мас.%, состоит в том, что точный контроль количества и местоположения углерода возможен только в изделии без наполнителей и других дополнительных материалов. Термообработка заготовки для получения полуфабриката Заготовку с содержанием алмазов 95 - 100 маc.% от полной массы подвергают термообработке для получения полуфабриката при помощи управляемой графитации алмаза или сочетания управляемой графитации алмаза с осаждением пиролитического углерода, называемого здесь пироуглеродом. При использовании такого сочетания желательно применять графитацию до осаждения пироуглерода. Графитация для получения полуфабриката Во время графитации заготовка (или полуфабрикат с осажденным пироуглеродом) подвергается термообработке в вакууме или в контролируемой атмосфере, предпочтительно в среде инертного газа, при 1000 - 1900 С, предпочтительно при 1200 - 1700 С. Графитация пренебрежимо мала при температурах ниже 1000 С. При температурах выше 1900 С скорость графитации столь высока, что ее может быть трудно контролировать с требуемой точностью при использовании алмазов низкого качества. Давление желательно иметь ниже 1 мм рт.ст. В качестве инертного газа можно использовать азот, аргон, водород или гелий, чем обеспечивается отсутствие в системе кислорода. Давление инертного газа не столь важно и выбирается, исходя из применимости процесса,например 760 мм рт.ст. Пиролитическое осаждение углерода на графитизированный полуфабрикат Во время пиролитического нанесения углерода на графитизированный полуфабрикат(или на заготовку) изделие подвергается воздействию газообразного углеводорода или углеводородов при температуре, превышающей температуру разложения данного газа или газов,например природного газа при температуре Т = 750 - 950 С, или газа, содержащего ацетилен,метан, этан, пропан, пентан, гексан, бензол и их производные, при Т = 510 - 1200 С. Осаждение пироуглерода повышает прочность полуфабриката и позволяет производить его механическую обработку. Предварительная пропитка полуфабриката может производиться для повышения прочности и обеспечения механической обработки полуфабриката вместо нанесения пироуглерода. Частичная предварительная пропитка достигается,например, нагреванием заготовки в присутствии паров кремния или методом химического отложения из паровой фазы (CVD) с использованием органических силанов, таких как семейство метилхлоросиланов. Прочность такого изделия может управляться количеством кремния, которому дают возможность реагировать с графитом. Пропитка кремнием полуфабриката или предварительно пропитанной заготовки производится известными способами. Предпочтительно пропитка может производиться вне формы, например при помощи плавления твердого кремния или подачей жидкого кремния на наружную поверхность полуфабриката или предварительно пропитанной заготовки, с применением методики дифференциальной вакуумной инфильтрации или погружением полуфабриката или предварительно пропитанной заготовки в жидкий кремний. Имеется также возможность наносить кремний частично или полностью путем инфильтрации парообразного кремния или химическими методами, например с применением методик типа золь-гель, химического осаждения из паровой фазы и т.д. с последующей высокотемпературной реакцией. Во время пропитки имеет место химическая реакция неалмазного углерода с кремнием,приводящая к образованию карбида кремния,который иногда вместе со свободным кремнием образует матрицу изготавливаемого изделия. Готовое изделие является результатом возможной дополнительной обработки, механической или иной, пропитанного изделия. Специфика образования углерода Таким образом, неалмазный углерод в изделии может быть получен следующими различными способами: 1. Графитацией при термообработке алмазных частиц заготовки с преобразованием их поверхностного слоя из алмаза в графит. 2. Если для целей механической обработки нужна упрочненная заготовка, полезно нанесение пиролитического углерода. Пироуглеродная часть требуемого суммарного углерода опреде 11 ляется необходимой прочностью для операции механической обработки. 3. При термообработке для пропитки кремнием производится дополнительная графитация. 4. Иногда как остаточный пироуглерод от связующих. Таким образом, определение составляющих суммарного количества неалмазного углерода производится: а) определением возможной потребности в пироуглероде; б) определением степени графитации во время термообработки для пропитки кремнием; в) определением возможного количества остаточного пироуглерода от связующих; г) первичная графитация пополняет требуемое количество дополнительного углерода. Отметим, что если пироуглерод не нужен,этапы 1 и 3 процесса соединяются. Таким образом, одной из особенностей данного изобретения является возможность регулировать и варьировать степень графитации алмазов одновременным контролем параметров процесса и материала, таких как форма кривой время - температура, например, температуры,времени выдержки и скорости нагрева, размера,типа и качества алмазных частиц, примесей,атмосферы и давления. Соображения, определяющие контроль, включают в себя, в частности, следующее: 1. Относительный объем кремния или остаточных пор, карбида кремния и алмазов в готовом изделии зависит от степени графитации,которую, следовательно, следует выполнять с точным контролем. 2. Для субмикронных и мелких алмазных частиц важно, чтобы графитация не продолжалась до исчезновения этих частиц. Графитация должна быть менее 50 мас.%, предпочтительно находясь в пределах 6 - 30 мас.%. 3. Если смешиваются мелкие и крупные алмазные частицы, размер мелких частиц должен быть тщательно выбран, с тем чтобы мелкие частицы не исчезали, если этого не требуется, а крупные частицы были достаточно графитизированы. Графитация должна быть менее 50 мас.% и предпочтительно находиться в пределах 6 - 30 мас.%. 4. Преобладающим способом управления степенью графитации является выбор правильной формы кривой время - температура примерно от 1200 до 1700 С, в вакууме или в атмосфере инертного газа при атмосферном давлении, в зависимости от величины и качества алмазных частиц. 5. Для различных заданных степеней графитации, оптимальных для материалов различного технологического применения, должны выбираться различные формы этих кривых. 6. Выбирая правильную термообработку,можно получить готовое изделие с очень низкой 12 пористостью, без графита и с хорошо сбалансированным составом по алмазам, карбиду кремния и кремнию. При низкой степени графитации готовый композит будет содержать большее количество кремния или иметь большую пористость. Чем выше степень графитации, тем больше карбида кремния будет содержаться в готовом изделии. Повышение температуры и увеличение времени выдержки вообще увеличивают количество образовавшегося графита. Скорость движения фронта графитации от поверхности алмазной частицы внутрь частицы определяется также кристаллографическим направлением и количеством примесей и дефектов в материале. При прочих равных условиях скорость распространения фронта графитации одна и та же для крупных и мелких алмазных частиц. Однако различие в размерах частиц определяет различную относительную степень графитации для крупных и мелких частиц. Эта степень значительно выше для мелких частиц и пропорциональна удельной площади алмаза. Поэтому важно выбрать оптимальные условия термообработки для контроля производства материала предлагаемым способом, и особенно при использовании мелких алмазных частиц. Для мелких частиц очень важно ускорить нагрев в области температур выше 1200 С, поскольку скорость графитации сильно зависит от температуры. При этом графитация снижается(по сравнению с более медленным нагревом до тех же температур) и степень графитации не превышает требуемого предела ( 50 мас.%). Это делает возможной последующую пропитку полуфабриката жидким кремнием. Инфильтрация кремния сквозь вс тело не произойдет, если вс тело не будет пронизано порами достаточного размера. Процесс графитации достаточно тонкий в смысле контроля и реализации. Он должен быть приспособлен к используемому оборудованию и материалу. Некоторые из этих параметров нужно эмпирически подбирать исходя из используемого оборудования и материалов. На фиг. 2 показана зависимость степени графитацииот времени графитациипри одной заданной температуре. Как можно видеть,степень графитации возрастает более быстро для мелких алмазных частиц (5/3, 10/7 и 14/10 мкм) по сравнению с более крупными (28/20 и 63/50). Чем больше размер, тем медленнее возрастает относительная скорость графитации. Одно из преимуществ процесса графитации - улучшение поверхности алмаза. В основном, стоимость алмазов связана с их качеством и размером. Известно, что поверхностный слой большинства алмазных частиц имеет множество дефектов. Дефекты и примеси на поверхности снижают механическую и химическую стойкость. Желательно не иметь поверхностных де 13 фектов и включений и в то же время не применять дорогостоящих высококачественных алмазов. Это достигается преднамеренным преобразованием поверхностного слоя алмаза в графит при помощи термообработки. Графитация начинается на поверхности, постепенно распространяясь вглубь частицы. Более того, с помощью графитации алмаза можно улучшить не только поверхность алмаза, но и его свойства в целом. При нагревании в алмазе начинаются процессы диффузии. Благодаря этому процессу диффузии металлические и другие включения перемещаются к поверхности алмаза и внедряются в карбид кремния или кремний. По мере того, как графитация преобразует дефектный слой на поверхности алмаза, происходит улучшение общих свойств частицы и, как следствие, всего композиционного материала. Чтобы добиться этого улучшения, слой графита, окружающий алмазную частицу, должен быть толщиной не менее 50 нм, предпочтительно толще 200 нм. Графитация должна быть не менее 1 мас.%,предпочтительно не менее 6 мас.%. Другое очень важное достижение графитации алмаза - чрезвычайно прочное соединение образовавшегося SiC, покрывающего каждую отдельную алмазную частицу. Алмаз будет соединен с матрицей и не оторвется при использовании в ответственных деталях. В течение всего процесса производства,ведущего к получению плотного или почти плотного изделия без графита, следует соблюдать определенные правила: Пористость материалов состоит из пор различного размера: более крупных и более мелких пор. Отформованные заготовки имеют определенный объемный процент пористости и определенные размеры пор до термообработки и пропитки кремнием, что определяется размерами алмазных частиц и распределением размеров, другими материалами, имеющимися или добавленными, и возможным уплотнением сырых заготовок. Содержание алмаза снижается в соответствии с образованием графита при графитации алмазов. Суммарное количество неалмазного углерода в изделии, включая добавленный пироуглерод или возможный остаточный от связующего, должно контролироваться для получения конечного изделия с оптимальным содержанием карбида кремния (образовавшегося в ходе реакции между неалмазным углеродом и кремнием) по отношению к элементарному кремнию, причем элементарный кремний заполняет поры, создавая плотное или почти плотное тело. Исследования, выполненные изобретателями, показывают влияние исходной пористости и степени графитации на свойства конечного изделия. При пористости заготовки более 60 об.% прочность заготовки недостаточна для реализации последующих этапов процесса. Ко 003437 14 гда пористость заготовки менее 25 об.%, затруднена инфильтрация кремния в полуфабрикат, а конечный продукт будет иметь значительную остаточную пористость. Те же проблемы возникают, если степень графитации превышает 50 мас.% или если количество нанесенного пироуглерода и остаточного углерода от связующих превышает 25 мас.%, так как лимитирующие маленькие поры не будут достаточно широки (из-за слишком толстых слоев углерода). В таких случаях во время пропитки кремнием в поверхностной зоне полуфабриката образуется плотный слой карбида кремния, который блокирует проникновение жидкого кремния во внутренние части указанного полуфабриката. Для данной исходной пористости заготовки 0 максимальное количество углерода, полученного графитацией, отложением пироуглерода и возможным остаточным пиролитическим углеродом от связующих, которое на дальнейших этапах обработки сделает возможной реакцию между всеми видами углерода и проникающим кремнием для образования карбида кремния, показано на фиг. 3 а. Относительные количества графитаи пироуглерода плюс остаточный углерод от связующихдля любой допустимой их комбинации также можно увидеть на этой фигуре. Процесс ограничивается суммарным количеством углерода, отнесенным к пористости. При определенной исходной пористости конечный композит будет содержать большое количество кремния, если количество углерода слишком мало. Если количество углерода слишком велико, определенные количества остаточного углерода останутся в конечном композите, что нежелательно, поскольку углерод действует как дефект материала. См. также два графика, фиг. 3b и 3 с, которые показывают соотношение между степенью графитации для некоторой начальной пористости и составом конечного композита. Как можно видеть, изменение компонентов - алмаза, карбида кремния и кремния - линейно. С увеличением степени графитации содержание углерода возрастает, тогда как содержание алмаза и кремния снижается. Эти фигуры были получены при использовании следующих уравнений при условиях, что общий объем тела не меняется и что в готовом изделии поры отсутствуют. Объемное содержание алмаза в конечном материалеD = (1-0)(1-),(1) где- степень графитации, т.е. количество графита, 0 - исходная пористость заготовки. Объемное содержание карбида кремния в конечном материале определяется количеством углерода, прореагировавшего с кремнием: 15 где D и SiC - плотности алмаза и карбида кремния, MSiC и MCмолекулярные массы карбида кремния и углерода. Объемное содержание кремния в конечном материалеSi = 1 - (SiC + D) Для получения непористого материала необходимо выполнение условия SiC0. Это условие выполняется, когда величиныипопадают в зоны, показанные на фиг. 3 а. Поэтому количество пироуглерода и остатков связующего, которые могут быть введены для удовлетворения условия SiC0 в конечном материале, в значительной степени зависит от степени графитации. Решение уравнений (1), (2) и (3) при= 0 дает соотношение между составом алмазного композита и исходной пористостью заготовки согласно фиг. 3b-с. Как указывалось выше, начальная пористость заготовки составляет 25 - 60 об.%, а степень графитации алмазов - от 1 до 50%, предпочтительно 6 - 30%. Уравнения (1) - (3) показывают, что пределы содержания алмазов в любом материале, полученном в соответствии с данным изобретением, должны быть от 20 до 75 об.% предпочтительно 28 - 71 об.%. На фиг. 4 представлены результаты фазового рентгеновского дифракционного анализа образцов, изготовленных в соответствии с этим процессом. Из фиг. 4 а очевидно, что исходная заготовка, отформованная из алмазного порошка, содержит алмазную фазу (помеченную буквой D). Последующая термообработка заготовки для получения полуфабриката приводит к образованию в ней графитовой фазы, как можно видеть на фиг. 4b (помечена буквой G). При последующей пропитке полуфабриката кремнием последний реагирует с графитом, образуя карбид кремния. Фиг. 4 с показывает, что в конечном продукте графит отсутствует, и что алмаз,карбид кремния (помеченный "SiC") и кремний(помеченный "Si") имеются в наличии. Применение различного рода вариаций параметров Вариации параметров могут быть применены к материалу на различных стадиях обработки для управления как свойствами конечного продукта, так и стоимостью изготовления. Вариация может происходить как постепенное изменение параметра, т.е. как градиент. Различные сочетания градиентов и/или вариаций параметров могут быть применены ко всему телу или к его частям. Варьируемые параметры - это размер алмазных частиц качество алмаза соединение алмазов пористость и размер пор количество карбида кремния и кремния Некоторые из этих параметров зависят друг от друга. Ниже даются примеры управления конечными свойствами с применением градиентов и их сочетаний. 16 Вариация размеров алмазных частиц Комбинация алмазов различных размеров Материал в соответствии с данным изобретением может включать в себя не только один, но и несколько размеров алмазных частиц. Использование в материале алмазов различной величины придает ему специальные характеристики. Крупные алмазные частицы обеспечивают материалу хорошие абразивные свойства (сюда относятся абразивные, истирающие, режущие и другие свойства, относящиеся к механическому удалению материала). Однако пониженная относительная износостойкость матрицы SiC/Si может привести к разрушению связей, выпадению крупных алмазов из матрицы, в особенности в тяжелых условиях работы, что снижает срок службы композитного инструмента. Комбинируя крупные алмазные частицы с мелкими в гомогенной смеси, можно повысить долговечность инструмента благодаря увеличенной износостойкости полученной новой матрицы. Мелкие алмазные частицы упрочняют композит. Будучи распределены по всей матрице SiC-Si, мелкие алмазные частицы повышают модуль Юнга, теплопроводность, твердость, износостойкость и т.д. Например, когда в матрицу SiC-Si включено около 40 об.% алмазных частиц размером около 10 мкм, модуль Юнга возрастает с 400 до 650 ГПа, а теплопроводность - с 80 до 250 Вт/мК по сравнению с матрицей SiC-Si без алмазов. Таким образом,применение мелких алмазов вместе с крупными не только дает повышенные свойства материала,но оно и более экономично, чем использование только крупных алмазов. Градиент размеров алмазов Вообще говоря, недостатком изготовления материалов с различными размерами алмазов или их концентрацией в различных частях (что достигается совместным прессованием перед пропиткой кремнием) является возможность различий в физико-механических свойствах разных слоев. Эти различия могут явиться причиной нежелательных напряжений на поверхностях раздела и тем самым ослабить композит. Способ согласно данному изобретению позволяет получать материал с заданным распределением алмазных частиц с плавным изменением размеров по объему тела, градиентный материал с равномерно меняющимися свойствами, что позволяет устранить или значительно снизить отмеченные выше недостатки. Практичный способ получения композита с градиентным составом состоит, например, в том, что заготовка формуется из трех различных частей в одной форме. В первой части используется смесь частиц с размерами А, В и С. Вторая часть состоит из частиц с размерами А, С иD. Третья часть, в свою очередь, состоит из частиц с размерами А, D и Е. Алмазные частицы с размером А - самые мелкие. Наличие мелких алмазов (размер А) во всем объеме тела увели 17 чивает прочность матрицы, т.е. материала между более крупными алмазными частицами. После помещения в форму эти индивидуальные части подвергают вибрации, а затем их спрессовывают вместе. Эти части затем связывают друг с другом в процессе графитации, пирокарбонизации и пропитки кремнием. Плавный переход от части к части с различной величиной частиц по всему объему тела дает материал с градиентом размера частиц, а мелкие частицы размера А упрочняют матрицу. Преимуществом градиентного состава является возможность повысить некоторые свойства, зависящие от размера алмазных частиц, в тех частях материала, где это требуется, например чтобы повысить износостойкость в местах,подвергающихся износу. Практический пример- применение в уплотнениях и подшипниках. Кроме того, использование мелких алмазов более экономично, чем использование одних только крупных. Вариации качества алмазов Алмазы высокого качества, вообще говоря,дороже низкосортных алмазов. Термин качество следует понимать как нечто, что меняется со следующими параметрами: механические и оптические свойства, хорошая или плохая кристалличность, дефекты - такие как включения и трещины (преимущественно на поверхности),форма, синтетический это алмаз или природный, и т.д. Материал в соответствии с данным изобретением может изготавливаться с использованием более дешевых алмазов пониженного качества в тех частях композита, к которым не предъявляются высокие требования. Высококачественные алмазы используются для повышения свойств и эксплуатационных качеств в критических зонах. Таким образом можно снизить суммарную стоимость алмазов. Кроме того,графитация улучшает поверхность алмазов с низким качеством поверхности. Вариации соединения крупных алмазов Материал в соответствии с нашим процессом может использоваться в различных областях применения, начиная от инструмента, например, для шлифования, токарной обработки,фрезерования, и кончая применениями, где на материал, находящийся в контакте с композитом, не должно оказываться воздействия. Наш процесс позволяет приспосабливать материал к различным областям применения,оптимизируя характеристики композита для каждой области. Благодаря своей превосходной твердости, алмаз является той составляющей композита, которая используется для основной части работы, поэтому такая оптимизация может осуществляться путем изменения параметров алмазов: типа, размера и концентрации частиц. Имеется несколько типов алмазных частиц, от хорошо кристаллизованных монокристаллов с острыми режущими кромками до со 003437 18 стоящих из различных алмазных слоев, один поверх другого, например, лукообразных, где каждый слой имеет режущие кромки. Последний тип иногда называют рыхлым. Эти два типа имеют существенно различные свойства, а между этими крайностями имеется большое разнообразие типов алмазов. В других материалах, например, при использовании для шлифовальных кругов, известно, что выбранный тип алмаза оказывает большое влияние на свойства шлифовального круга. Для правильного подбора свойств необходимо,однако, согласовать прочность соединения алмазов с используемым типом алмазов. В известных материалах для шлифовальных кругов трудно достичь такой тонкой регулировки связующего для получения оптимальных характеристик. Для шлифовальных кругов в основном используются три различных типа связующих: на основе смолы, металла и стекла. С помощью способа согласно данному изобретению имеется возможность согласовать связующее для крупных алмазов ( 20 мкм) и свойства связующей матрицы (здесь состоящей из мелких алмазов, карбида кремния и кремния). Подходящая твердость матрицы может быть выбрана изменением концентрации мелких алмазов величиной 20 мкм, предпочтительно 10 мкм (0 - 50 об.%), карбида кремния (20 - 99 об.%) и кремния (1 - 30 об.%) и, следовательно,также износостойкость матрицы и прочность присоединения крупных алмазных частиц. Можно выбрать твердость матрицы в пределах примерно 20 - 63 ГПа, варьируя состав матрицы; твердость алмаза составляет примерно 100 ГПа, карбида кремния - примерно 25 ГПа, а кремния - значительно меньше 10 ГПа. С помощью такого подбора характеристики нашего усовершенствованного материала можно оптимизировать для различных видов применения. Твердость матрицы 20 - 30 ГПа предпочтительна для типов алмазов, требующих сравнительно слабой связки, 50 - 63 ГПа - для типов алмазов, требующих прочной связки, а твердость 30 - 50 ГПа - для типов алмазов или их смесей, требующих промежуточной прочности связки. Вариации пористости и размеров пор в заготовке Градиент пористости и размеров пор С помощью предлагаемого способа можно получать полуфабрикат с различной пористостью и различными размерами пор по объему тела. С помощью этого способа можно получать заготовки с суммарной пористостью, изменяющейся от 25 до 60% и с размерами пор, изменяющимися в соответствии с размерами алмазных частиц. Структура пор определяет возможную степень пропитки кремнием, так чтобы весь неалмазный углерод полуфабриката прореагировал с 19 кремнием. Слишком маленькие поры, а также слишком малая пористость, неудачное распределение каналов пор, недостаточная инфильтрация, слишком высокая вязкость кремния и т.д. все эти факторы могут привести к блокированию пропитки, поскольку образующийся карбид кремния не дает расплавленному кремнию проникать дальше в глубину материала, заполняя весь объем тела. Особенно опасны узкие поры,поскольку они легко могут быть закупорены,что заблокирует и прервет дальнейшую пропитку. Это прекращение инфильтрации ранее было одним из ограничений при изготовлении толстых и крупных пропитанных тел, которые могли бы использоваться для таких изделий, как детали машин, элементы конструкций, устройства, работающие под нагрузкой - подшипники и т.п. При распределении алмазных частиц с постепенным уменьшением размеров от поверхности сырой заготовки к центру получается изделие с градиентом размеров пор. Поры с возрастанием размеров от центра тела к поверхности способствуют пропитке, позволяя кремнию проникать во внутренние части тела с минимальным риском блокировки инфильтрации вблизи поверхностной зоны. Такое возрастание пористости делает возможным изготовление более крупных изделий, чем раньше. Кроме того, в данном способе контролируемое количество углерода плотно прилегает к алмазным частицам, а не располагается между алмазами, что дает преимущества при создании соответствующей пористой структуры. На практике градиент размеров пор легко достигается через градиент размеров алмазов, а также варьированием плотности упаковки алмазов в сырой заготовке и порядком загрузки алмазов. Вариация количества и градиентной структуры карбида кремния и/или кремния Матрица из карбида кремния и кремния прочно связана с алмазными частицами, обеспечивая превосходные свойства материала согласно данному изобретению. Более того, содержание карбида кремния важно для свойств материала, оказывая влияние, например, на твердость и закрепление алмазов. Количество кремния также влияет на свойства: повышенное содержание кремния снижает твердость и износостойкость. Другие свойства, на которые влияет состав, это, например, теплопроводность, возрастающая с увеличением содержания алмазов,электропроводность, возрастающая с увеличением содержания кремния, и т.д. Поэтому требуется хорошо сбалансированное соотношение алмаза, карбида кремния и кремния. Это равновесие состава зависит от предполагаемого применения данного композита. Меняя состав, можно контролировать свойства и приспосабливать их к определенному 20 применению. Способ изменения содержания кремния и карбида кремния в готовом изделии это изменение количества неалмазного углерода по отношению к имеющейся пористости. Это делается путем изменения условий термообработки, что дает различное количество образующегося графита и добавленного пироуглерода,изменением количества остаточного неалмазного углерода связующего, вариациями отношения размера алмазов/размера пор, и т.д. (Градиент размера дает градиент содержания карбида кремния и кремния.) Для использования в качестве конструкционных материалов предпочтительными являются непористые изделия. Однако для некоторых областей применения, таких как шлифовальные круги, желательно иметь пористое конечное изделие. Остаточная пористость должна регулироваться пропиткой полуфабриката жидким кремнием, что очень трудно, если вообще возможно. Одна причина состоит в том, что трудно добавлять точное количество кремния, необходимое для процесса, особенно для мелких деталей. Это приводит к невозможности контролировать однородность пропитанного изделия. Недостаток кремния приводит к избытку углерода в материале. Другая причина - невозможность влиять на места возможного отложения избыточного кремния. Остаточную пористость конечного продукта легче контролировать при использовании предлагаемого способа, используя процедуру предпропитки кремнием, т.е. подвергая полуфабрикат воздействию паров кремния или используя технику CVD. В таком процессе количество кремния, добавленного к полуфабрикату,может контролироваться сочетанием количества испаренного кремния, температуры и давления и времени процесса. Таким образом, введение паров кремния является другим способом влиять на содержание карбида кремния и кремния в конечном материале, независимо от изменений других параметров. Предварительная формовка и безусадочная технология в сочетании с упрочнением полуфабриката С помощью этого способа можно получать изделия различных заданных форм и размеров. Изготовленные изделия могут быть крупными и иметь сложную форму, что будет показано в этом разделе. При использовании известных способов формовка сырых заготовок из алмазов с углеродным покрытием или без него в смеси с углеродсодержащими материалами производится во временные формы или в те же формы, что и для испарения/разложения связующих и пропитки кремнием. Для этой формовки может потребоваться относительно большое количество связующих, особенно при использовании крупных алмазных частиц. Эффективность производства снижается из-за того, что для каждой сырой за 21 готовки при помещении ее в печь требуется отдельная форма. Расход форм при этом высок; срок службы форм снижается из-за большого износа в процессе термообработки. Могут быть также проблемы с извлечением композита из формы. Обычно используются графитовые формы, и на этапе пропитки жидким кремнием часть кремния может реагировать с графитом,что вызывает проблемы с извлечением изделия из формы. Техника предварительной формовки в нашем способе не ограничивается использованием форм, возможностью изготовления изделий сложной конфигурации или возможностью извлечения пропитанной заготовки из формы, как для других известных способов. Формование сырых заготовок в соответствии с данным изобретением производится известными методами,такими как прессование в формы, шликерное литье и шликерный налив, литье под давлением и т.д. Можно, но не обязательно использовать форму на этапах формовки, термообработки или пропитки. Предпочтительно этапы термообработки и пропитки осуществлять без применения формы. В процессе графитации алмаз преобразуется в графит, имеющий меньшую плотность и поэтому требующий большего объема. Однако процесс в соответствии с заявляемым изобретением характеризуется постоянством формы и размеров на протяжении всех этапов процесса,начиная от формовки сырой заготовки и кончая получением конечного продукта (если не производится механическая обработка полуфабриката). Из этого следует вывод, что графитация алмазных частиц влияет на поры, т.е. пористость полуфабриката изменяется. Таким образом, способ обеспечивает постоянство размеров и формы на протяжении всего процесса. Эта практически безусадочная технология предусматривает безотходное производство и позволяет изготавливать готовое изделие заданной формы и размеров, так что оно не требует никакой механической обработки, кроме, возможно,отделочных операций. На фиг. 5 показано линейное изменение пористости полуфабрикатав процессе графитации в зависимости от степени графитациипри различной начальной пористости заготовки. За исключением случаев, когда требуется механическая обработка или дополнительное формоизменение полуфабриката, т.е. когда нет специальных требований к форме, предпочтительно, чтобы углерод получался в процессе графитации. Безусадочная технология нашего способа применима в широких пределах. Если, однако, в дополнение к безусадочной технологии требуется обеспечить обрабатываемость полуфабриката, например, если конечный продукт требует очень сложной формы, предпочтительно приме 003437 22 нять осаждение пироуглерода или предварительную пропитку заготовки кремнием. При осаждении сохраняется твердое тело и полуфабрикат приобретает превосходную прочность даже без использования связующих, в отличие от полуфабриката, состоящего только из алмазных частиц с графитизированными поверхностями. Это позволяет производить механическую обработку полуфабриката достаточно прогрессивными методами, например фрезерованием,точением и сверлением, не разрушая его. Это допускает получение значительно более сложных форм, по сравнению с теми, которые получаются только формовкой сырой заготовки. Кроме того, это дает значительную экономию средств, поскольку механическая обработка конечного продукта чрезвычайно затруднительна из-за высокой твердости. Чтобы выбрать наилучшее соотношение между количеством углерода, полученного при графитации, и пироуглеродом, необходимо сделать анализ требуемой дополнительной механической обработки и требуемых свойств. Для отложения пироуглерода на сырую заготовку с алмазами 20/28 мкм в количестве 5% от полной массы требуется около 5-6 ч термообработки примерно при 850 С, тогда как для преобразования примерно 15 мас.% алмаза в графит требуется только 3 мин при 1550 С. И все же применение пироуглерода экономичнее, чем механическая обработка готового изделия, поскольку такая обработка очень длительна и трудна изза очень высокой твердости и износостойкости изготовленного материала. С помощью этого способа использования графитации алмаза или комбинации графитации алмаза с осаждением пироуглерода или предварительной пропиткой кремнием можно получить изделия больших размеров и очень сложной формы. Полые тела и детали с отверстиями и углублениями можно изготавливать, соединяя элементы заготовки до термообработки и пропитки кремнием. Например, полую сферу можно изготовить, соединяя две полые полусферы,полый шестигранник - соединяя шесть пластин и т.д. Эта техника дает большие преимущества,поскольку экономит дорогостоящий алмазный материал и снижает вес конечного продукта и дает возможность изготавливать полые компоненты, пригодные для различных инженерных применений, будучи в то же время избавлена от дополнительной дорогостоящей и трудоемкой механической обработки готового изделия. Возможно также изготавливать детали с полостями, соответствующими по форме и размеру валам некруглого поперечного сечения. Такой вал затем устанавливается в готовой композитной детали, возможно с клеем, для крепления вала к композиту. Могут изготавливаться также толстые и крупные детали с использованием 23 градиентов величины пор, чем обеспечивается инфильтрация кремния, как описано выше. Более того, при изготовлении композитной детали может быть применено отложение пироуглерода для предварительной механической обработки участков такой конфигурации, которая недопустима или невозможна при прессовании в форму, без разрушения формы или, например, применения разъемной формы. Очевидно, что есть возможность изготавливать крупные изделия, накладывая друг на друга несколько полуфабрикатов с кремниевыми прослойками. Это могло бы привести к неоднородным смесям, усадке детали и проблемам стабильности формы. Поэтому наш способ является предпочтительным. Возможно также комбинировать заданную графитацию и добавление углеродсодержащих материалов с самого начала, например, добавляя с самого начала большее количество связующего, но способ согласно заявляемому изобретению является предпочтительным. Были проведены опыты по смешению алмазов с углеродсодержащими материалами, такими как сажа и угольные волокна, и со связующими, такими как парафин и эпоксидные смолы. Результаты этих испытаний показали, что заготовки и образцы после пропитки имели трещины и разрывы, а также нарушения формы. Преимущества процесса и материала в соответствии с заявляемым изобретением Одно из больших преимуществ данного изобретения - это то, что параметры процесса можно варьировать, чтобы обеспечить требуемую графитизацию алмазов в заготовке для обеспечения оптимальных условий для получения поликристаллического тела заданной формы и размеров, с заданной прочностью, физическими и механическими свойствами. По сравнению со способами, где алмазы с углеродным покрытием или без него смешиваются с углеродсодержащими материалами для получения композитов алмаз - карбид кремния - кремний,предлагаемый способ, использующий графитацию и, если требуется, осаждение пироуглерода или предварительную пропитку кремнием, имеет ряд преимуществ: 1. В процессе графитации алмазов графит образуется непосредственно на поверхности всех алмазных частиц, а в процессе возможного отложения пироуглерода - прямо на графитизированных алмазах. Поэтому углерод имеет плотный контакт с поверхностью. Таким образом, необходимые мелкие поры между частицами остаются свободными для последующей инфильтрации кремния в полуфабрикат. При использовании известных способов смешения углеродсодержащих материалов с алмазными частицами мелкие частички сажи или угольных волокон и т.д. располагаются между алмазами. Эти мелкие частички могут забиться в узкие 24 поры, тем самым делая эти поры еще уже, что отрицательно повлияет на пропитку кремнием. 2. Распределение углерода имеет большое значение для свойств конечного материала. Углеродный слой находится в плотном контакте с поверхностью алмазов при трансформации алмаза в графит и при возможном отложении пироуглерода. Этот тесный контакт гарантирует образование карбида кремния непосредственно на поверхности алмазных частиц, что создает поверхность раздела алмаз - матрица с высокой адгезией, т.е. алмазы прочно связаны с матрицей карбид кремния - кремний. Свойства улучшаются благодаря высокой адгезии как мелких,так и крупных алмазов. Алмазы не будут так уж легко откалываться от матрицы при использовании в различных областях. Материал чрезвычайно износостойкий. При использовании в операциях, требующих очень прочного соединения, крупные алмазные частицы будут использоваться полностью, тогда как в традиционных абразивныхматериалах (с металлическими или органическими связующими) алмазы используются только примерно на 50 об.%, после чего выпадают из матрицы. 3. Термообработка возможного связующего и графитация могут выполняться с использованием того же самого оборудования, что и пропитка кремнием (когда отложение пироуглерода не используется). Таким образом, эти процессы можно выполнять шаг за шагом в одной и той же печи, что дает сокращение полного времени производства конечного материала. 4. Графитация алмаза начинается на поверхности алмазных частиц, постепенно распространяясь вглубь. Графитация преобразует дефектный слой на поверхности алмаза, что приводит к улучшению свойств частицы и, как следствие, всего композиционного материала,например, с точки зрения его термостойкости. Это позволяет использовать относительно дешевые алмазы. 5. В заявляемом изобретении графитация алмазов с нанесенным пироуглеродом или без него позволяет избежать различных проблем,связанных с физическим смешением алмазов с углеродсодержащими материалами как источником углерода. Эти проблемы включают неравномерное распределение углерода, неполную реакцию с кремнием, блокирование пор и неоднородность, вызванную различным размером,формой и плотностью смешиваемых материалов. 6. Графитация обеспечивает быстрое и правильное образование углерода во всем объеме тела, начиная с поверхности алмазов, с линейным распространением. Преобразуется только относительно небольшая часть алмаза. Таким образом, при производстве очень толстых и крупных изделий графитация дает преимущества благодаря возможности образования углерода даже в глубинных частях изделия без 25 риска блокирования пор для последующей пропитки. 7. В нашем способе исходная сырая заготовка содержит только один твердый материал алмазы. Это является преимуществом при использовании современных методов формования,таких как шликерное литье или шликерный налив. Эти методы формования обеспечивают изготовление изделий сложной формы. При использовании смесей, в которых частицы сильно различаются по плотности и величине, и при использовании волокон эти способы формования могут оказаться более сложными. 8. Процесс обеспечивает получение разнообразных сложных форм благодаря практически безусадочной технологии и возможности производить механическую обработку полуфабриката прогрессивными способами. Осаждение пироуглерода или предпропитка кремнием обеспечивают достаточную прочность сырой заготовки для обработки поверхностей сложной конфигурации. Форма и размеры готового изделия не ограничены технологией формовки. Это дает выигрыш в стоимости, поскольку нет ограничений со стороны технологии формовки: не обязательно применять формы и можно избежать дорогостоящего использования формы на этапах термообработки и пропитки кремнием. Кроме того, не возникает проблем с извлечением изделий из формы. 9. Процесс в соответствии с данным изобретением дает значительные экономические преимущества благодаря тому, что в составе одной партии можно изготавливать большое количество деталей и что основной способ получения углерода графитацией алмазов, имеет большую скорость, чем пирокарбонизация, и не связан с использованием газа. Благодаря тому,что прочные полуфабрикаты поддаются механической обработке, можно избежать трудоемкой и дорогостоящей механической обработки конечного продукта. Если нет необходимости в дополнительной обработке, процесс очень прост, это одностадийный процесс, когда графитация алмаза производится во время повышения температуры перед пропиткой кремнием. Нет необходимости в использовании форм, за исключением некоторых случаев при формовании. Благодаря безусадочной технологии не требуется, или почти не требуется, отделки и механической обработки конечного продукта, что дает еще большее снижение расходов. Можно использовать относительно дешевые алмазы. Материал в соответствии с настоящим изобретением имеет ряд преимуществ: Процесс обладает необычайной гибкостью. Параметры процесса можно варьировать, чтобы придать изготавливаемому материалу требуемые свойства. С помощью этого способа можно производить материалы не только с хорошей износостойкостью и с повышенными характе 003437 26 ристиками для абразивной, шлифовальной и других операций механической обработки, но также пригодные для конструкционных целей и деталей машин, для изделий, работающих под нагрузкой и т.д. Одной из особенностей изобретения является то, что предлагаемый материал характеризуется возможностью комбинировать одновременно различные превосходные свойства и подбирать такое сочетание свойств, которое наилучшим образом соответствует различным предполагаемым применениям. Следующие свойства можно регулировать: 1. Высокий модуль Юнга и достаточная прочность в сочетании с низкой плотностью. 2. Высокая твердость и высокая прочность соединения алмазов с матрицей дают превосходную абразивность и эрозионную износостойкость. 3. Высокая теплопроводность, низкий коэффициент линейного расширения в зависимости от содержания алмазов. 4. Сохранение механических свойств после воздействия температур до 1500 -1600 С. 5. Получение керамического композита с высокой стойкостью к тепловому удару. 6. Электропроводность. При смешении мелких и крупных алмазных частиц на свойства материала влияют два фактора: высокая адгезия алмазных частиц к матрице и высокая износостойкость матрицы благодаря распределенным в ней мелким алмазам. Крупные алмазные частицы будут выпадать из материала, если прочность их связи с матрицей недостаточна или если матрица имеет низкую износостойкость. Мелкие алмазные частицы армируют матрицу, придавая ей высокую износостойкость и повышенную жесткость,прочность и теплопроводность. Вс это существенно улучшает абразивные свойства материала, стойкость к истиранию, режущие и другие свойства, связанные с механическим удалением материала; повышенная теплопроводность снижает температуру в рабочей зоне алмазных частиц. Повышенная жесткость готовых изделий повышает срок службы инструмента при его использовании для высокоточной обработки. Примеры реализации способа и свойств материала Для приготовления образцов, которые подвергались испытанию, использовались следующие различные типы алмазов: синтетические алмазные частицы АСМ 5/3 (пределы размеров 3-5 мкм), синтетические алмазные частицы АСМ 10/7 (пределы размеров 7-10 мкм),синтетические алмазные частицы АСМ 14/10(пределы размеров 10-14 мкм), синтетические алмазные частицы АСМ 28/20 (пределы размеров 20 - 28 мкм), синтетические алмазные частицы АСМ 63/50 (пределы размеров 50 - 63 мкм) и частицы натурального алмаза А-800/630 мас.% алмаза (56 об.%) и имеют пористость 41 об.%. 4. Термообработка образцов производится в вакууме (давление 0,1 мм рт.ст.) при 1550 С. Образец 1 нагревался 3 мин, образец 2 - 10 мин, образец 3 - 20 мин и образец 4 - 30 мин. 5. Пропитка осуществляется расплавлением кремния на поверхностях полуфабрикатов при 1550 С. В результате получены поликристаллические стержни длиной 50 мм прямоугольного сечения 6 х 5 мм, т.е. размеры и форма не изменились в пределах точности измерения ( 0,001 мм). Образцы содержат алмазные частицы, связанные с матрицей из карбида кремния и кремния. Дополнительно были сформованы образцы 5 - 7 (5 х 6 х 50 мм) из алмазных порошков с использованием временного связующего. Образец 5 был изготовлен из алмазного порошка АСМ 10/7, образец 6 - из смеси алмазных порошков АСМ 63/50 и АСМ 14/10, а образец 7- из смеси алмазных порошков АСМ 63/50 и АСМ 10/7. Заготовки были термообработаны при 1550 С в вакууме, а затем пропитаны жидким кремнием. ные в Институте сверхтвердых материалов, Киев, Украина. Пример 1. Контроль свойств Чтобы показать нашу способность изготавливать материалы с различными свойствами,имеющими ключевое значение, мы выбрали варьирование а) модуля Е и б) электрического сопротивления. В соответствии со способом согласно данному изобретению, результат достигается контролируемым подбором следующих этапов процесса: 1. Формируется смесь из алмазного микропорошка типа АСМ 28/20 и связующего - 25% спиртового раствора фенолформальдегидной смолы - в количестве 2% сухой смолы от массы алмазного порошка. Смесь тщательно перемешивается и просевается через сито с ячейкой 200 мкм. 2. Производится формовка стержней прямоугольного сечения 6 х 5 мм длиной 50 мм прессованием в металлических формах усилием 45 кН при комнатной температуре. 3. Сырые заготовки вынимаются из формы, выдерживаются при комнатной температуре в течение 10 ч, затем подвергаются сушке при 70 С в течение 1 ч и отверждению при 150 С в течение 1 ч. Полученные заготовки содержат 98 Таблица свойств образцов в состоянии изготовления Содержание,Свойства об.% Снижение содерМодуль Е Электрическое сопрожания алмазов Таким образом, эксперимент показывает,что контролируя параметры процесса и состав материала, можно получить материалы с заданными свойствами. В особенности снижение содержания кремния в материалах приводит к повышению электрического сопротивления. Электрическое сопротивление материала находится на одном уровне с соответствующими полупроводниковыми материалами. Материал имеет достаточную электропроводность, что позволяет, например, применять электроэрозионный метод для дополнительной обработки материала. Электрическое сопротивление измерялось четырехзондовым методом. Как можно видеть, модуль Е может варьироваться в широких пределах. Заменив мелкие алмазные частицы АСМ 14/10 (образец 6) на еще более мелкие алмазы АСМ 10/7 (образец 7), можно увеличить модуль Е еще больше. Пример 2. Пропитка погружением в расплавленный кремний. Составляется смесь из алмазного порошка АСМ 10/7 и добавляется этиловый спирт в количестве 10 мас.%. Смесь тщательно перемешивается и пропускается через сито с размером ячейки 200 мкм. Производится формовка стержня прямоугольного сечения 6 х 5 мм длиной 50 мм прессованием в металлической форме усилием около 45 кН при комнатной температуре. Сырая заготовка извлекается из формы и выдерживается при комнатной температуре в течение 3 ч. Заготовка содержит 100% алмазов и имеет пористость 42 об.%. 29 Термообработка заготовки осуществляется в среде аргона при давлении 800 мм рт.ст. и при 1550 С в течение 4 мин. Термообработка снижает концентрацию алмаза в полуфабрикате на 22 мас.%. Следует отметить, что температура и время термообработки выбраны таким образом,чтобы кремний полностью расплавился, но только после завершения термообработки заготовки. Пропитка полуфабриката осуществляется погружением его в расплавленный кремний при 1550 С. Полученное поликристаллическое тело практически не имеет пор ( 1 об.%), его длина 50 мм при прямоугольном сечении 6 х 5 мм, т.е. размеры и форма остались без изменения в пределах точности измерения (0,001 мм). Конечный продукт содержит алмазные частицы, связанные с матрицей из карбида кремния и кремния (45 об.% алмаза, 48 об.%SiC, 7 об.% Si) плотностью 3,28 г/см 3. Предел прочности при трехточечном изгибе, измеренный на изготовленных образцах, без всякой обработки или полировки, составляет 400 МПа. Пример 3. Измерение термостойкости, модуля Е и удельной жесткости. Образец 1 изготовлен из алмазного порошка АСМ 10/7, образец 2 - из алмазного порошка АСМ 14/10, образец 3 - из алмазного порошка АСМ 28/20, а образец 4 - из смеси 30 алмазных порошков АСМ 63/50 и АСМ 10/7. Стержни размером 5x6x50 мм были сформованы из алмазных порошков с использованием временного связующего. Заготовки были термообработаны при 1550 С в вакууме, а затем пропитаны жидким кремнием. Были измерены плотность, модуль Юнга и термостойкость, а удельная жесткость, Н, рассчитана с использованием отношения Н =E/(g), где Е - модуль Юнга,-плотность, a g = 9,8 м/с 2 - ускорение свободного падения (см. таблицу). Термостойкость исследовалась последовательным нагреванием образцов в вакууме при температурах 1200, 1300, 1400, 1500, 1600 С в течение 45 мин. Модуль Юнга и форма образцов определялись при комнатной температуре после каждой термообработки. Термостойкость для сохранения модуля Юнга определяется здесь как максимальная температура, при которой модуль Юнга не меняется более чем на 4% от исходной величины после термообработки. Температура стабильности для сохранения формы определяется здесь как максимальная температура, при которой форма образцов остается неизменной и образцы не имеют трещин. Таблица свойств образцов в состоянии изготовления Окончательный Образцы Свойства составИсходный алмазПлотность Модуль Юнга Удельная жестСостав материала Термостойкость (С)(кг/м 3) Сохранение модуля Сохранение Юнга формы Алмаз 46 SiC 47 1 10/7 3290 630 19,1 1500 1500 Результаты показывают, что изготовленные материалы имеют уникальную термостойкость: они сохраняют свои свойства до 1500 С,что на 300-400 С выше, чем другие алмазные поликристаллические материалы, см.(2). Таким образом, полученный материал может быть использован в высокотемпературных условиях. Таблица показывает также, что эти материалы имеют превосходную жесткость, намного выше,чем у известных материалов.(2) A.A.Шульженко. Поликристаллические материалы на основе алмаза. Киев, 1989. Пример 4. Измерение прочности при изгибе Образец 1 изготовлен из алмазного порошка АСМ 14/10, а образец 2 - из АСМ 28/20. Образец 3 изготовлен из смеси алмазных порошков АСМ 63/50 и АСМ 10/7. Образец 4 изготовлен из смеси алмазных порошков АСМ 63/50 и АСМ 28/20. Образец 5 изготовлен из АСМ 28/20. Образцы 1-5 изготавливались в соответствии с примером 3, но образцы 1-4 имели форму круглых пластинок ( 20 мм, h = 2 мм), а образец 5 был изготовлен в виде стержня для испытаний на прочность при трехточечном изгибе. Таблица свойств образцов в состоянии изготовления Образец Исходный Состав мате- Плотность изг.биакс. алмазный риала (об.%) Таблица показывает, что пластинки из этого материала в состоянии изготовления имеют достаточную прочность при изгибе для использования, например, в качестве конструкционного материала. Прочность на изгиб измеряли на образцах в состоянии изготовления, без какойлибо обработки или полировки. Пример 5. Измерение теплопроводности Все образцы изготавливались в соответствии с примером 3. Образцы 1 - 3 выполнены цилиндрическими (15 мм, h = 10 мм). Образцы 4 - 8 - цилиндрические ( 20 мм, h = 2 мм). Характеристики используемых алмазных порошков приведены в таблице. Теплопроводность образцов определялась измерением разности температур на образцах при пропускании через них стационарного теплового потока. В образцах 1-3 были выполнены электроэрозионным способом два радиальных отверстия диаметром 1 мм и глубиной 8 мм параллельно основанию цилиндра. Расстояние между отверстиями составляло 6 мм. Образец 9 был изготовлен из смеси алмазных порошков АСМ 63/50 и АСМ 14/10. Температурный коэффициент линейного расширения измерялся с использованием кварцевого дилатометра в диапазоне температур 20 - 100 С. Измерялось изменение линейных размеров образца в функции повышения температуры. Таким образом определялся температурный коэффициент линейного расширения вдоль образца. ОбразецD SiC Si порошок 1 5/3 29 70 1 2 28/20 49 20 31 3 14/10 46 42 12 4 60 вес.% 63/50 54 40 6 40 вес.% 5/3 5 10/7 45 48 7 6 28/20 47 32 21 7 Аl 8 Сu Данные для керамики из карбида кремния,источник 1 Данные для карбида кремния (1) 9 Температурный коэффициент линейного расширения (106/К) Из таблицы видно, что образцы, изготовленные в соответствии с данным изобретением,имеют превосходную теплопроводность, кото 32 рая значительно выше, чем у керамики из карбида кремния и больше, чем у алюминия. Образец 4, имеющий повышенную концентрацию алмаза, имеет теплопроводность, близкую к теплопроводности меди. Температурный коэффициент линейного расширения данного алмазного композита очень мал (1) Г.Г. Гнесин. Бескислородные керамические материалы. Киев,1987, с.139-142. Пример 6. Измерение прочности при биаксиальном изгибе сырых заготовок, заготовок и полуфабрикатов. После графитации и осаждения пироуглерода прочность полуфабрикатов будет возрастать, что делает возможной механическую обработку полуфабрикатов до их пропитки кремнием. В описываемых испытаниях измерялась прочность при биаксиальном изгибе сырых заготовок, заготовок и полуфабрикатов. Полуфабрикаты представляли собой заготовки после графитации и осаждения пироуглерода. Сырые заготовки были изготовлены прессованием алмазных порошков. Заготовки получались нагреванием сырых заготовок в вакууме при 1000 С в течение 20 мин для удаления связующих. Полуфабрикаты получались путем графитации при 1550 С в течение 3-30 мин и осаждения пироуглерода в количестве до 5 мас.% при 850 С, или в другом порядке. Образцы можно разделить на 9 групп в зависимости от их обработки. Для каждой группы были приготовлены два типа образцов (с разными размерами алмазных частиц). Были испытаны по пять образцов каждой комбинации обработки и размеров частиц, а результаты представлены в виде усредненных величин. Таблица усредненных величин прочности при биаксиальном изгибе Образец Размер алПроцедура обработки биакс. мазных часобразца(МПа) тиц (мкм) Сырые заготовки: Прессованные сырые 1-2 5-28 1,1-1,4 заготовки Заготовки: Заготовки после нагрева 3-4 5-28 2,8-3,4 ния до 1000 С Полуфабрикаты: Графитация 3-30 мин и 5-18 5-28 2,3-12,9 отложение пироуглерода Как видно из таблицы, прочность заготовок значительно выше (примерно в 2 раза), чем прочность исходных сырых заготовок. Осаждение пироуглерода является эффективным способом повышения прочности образца и может применяться как до, так и после графитации. Таким образом, результаты показывают,что можно получать полуфабрикаты достаточной механической прочности, допускающие механическую обработку до пропитки кремнием. 33 Пример 7. Стойкость к термическому удару. Было проведено предварительное испытание на стойкость к термическому удару. Образец был нагрет до 1000 С на воздухе, а затем опущен в воду комнатной температуры. Форма образца осталась прежней, трещин не наблюдалось. Во втором подобном испытании измерялась прочность после термического удара. Был изготовлен образец размером 5 х 6 х 50 мм из алмазных частиц АСМ 14/10. Образец был нагрет до 500 С, а затем опущен в воду комнатной температуры. Последующее исследование под оптическим микроскопом не выявило какихлибо трещин или дефектов поверхности. Та же процедура была проведена и те же результаты получены после нагревания до 800 С. После этого образец был нагрет до 1100 С и быстро охлажден. На этот раз оптическая микроскопия показала мелкие микротрещины на поверхности образца. Измерение прочности при трехточечном изгибе дало результат около 38 МПа, что значительно ниже исходной прочности. Примеры технологических испытаний Для приготовления образцов, которые были испытаны, использовались следующие различные типы алмазов: Частицы природного алмаза EMBS 30/40mesh, кристаллы синтетического алмаза SDB 1025 30/40 mesh, кристаллы синтетического алмаза SDB 1125 30/40 mesh и природные овализованные алмазы DEBDUST 30/40 mesh, все фирмы Де Бирс. Значение 30/40 mesh соответствует диапазону размеров алмазных частиц 420600 мкм. Алмазные микропорошки АСМ 10/7 (диапазон размеров 7-10 мкм), АСМ 14/10 (диапазон размеров 10 - 14 мкм), АСМ 28/20 (диапазон размеров 20 - 28 мкм), АСМ 40 (размер частиц менее 40 мкм), АСМ 63/50 (диапазон размеров Образец 1 2 3 4 5 6 7 8 9 10 11 34 50 - 63 мкм) и частицы природного алмаза А 800/630 (диапазон размеров 630 - 800 мкм), все получены в Институте сверхтвердых материалов, Киев, Украина. Пример 8. Испытания правящего инструмента. Сравнение износостойкости На этом примере мы хотим показать, что можем контролировать свойства подбором типа алмазов, качества алмазов, размеров частиц и распределения частиц по величине. Условия правки в этом примере были следующие:Vкpyra = 35 м/с; продольная подача Sпp= 0,8 м/мин; поперечная Sпoп = 0,02 мм/об. Образцы испытывались правкой различных абразивных кругов российского производства (диаметром 600 мм и толщиной 63 мм) следующих типов: 600 х 63 Х 305 14 А 40 П СМ 1 6 К 7 П (электрокорундовый круг, от мягкого до среднего); 600 х 63 Х 305 14 А 40 П СТ 3 7 К 5 (электрокорундовый круг, от среднего до твердого); 600 х 63 Х 305 14 А 25 П СМ 2 6 К 5 (электрокорундовый круг, от мягкого до среднего); 600 х 63 Х 305 14 А 40 П СТ 3 37 К 5 (электрокорундовый круг, от среднего до твердого) и 600 х 63 Х 305 63 С 40 П СМ 1 6 К 7 круг из зеленого карбида кремния, мягкий до среднего). Испытание в режиме правки 1. Образцы 1-11 были испытаны в сравнении с эталонным материалом - композитом Славутич (с алмазами типа А-800/630 в матрице из цементированного карбида) Института сверхтвердых материалов, Киев, Украина. Приготовление образца: См. таблицу ниже, где указаны типы алмаза, использованные для приготовления образцов, и соотношения между различными типами. Все образцы изготовлены из смеси очень крупных ( 420 мкм) и более мелких алмазов. Использованные типы алмазов, соотношения масс различных алмазных частиц и отношение размеров Крупные алмазы Мелкие алмазы Содержание ПУ Отношение масс: крупОтношение средних ные/мелкие размеров частиц: крупные/мелкие А-800/630 Связующее (20% водная эмульсия поливинилацетата (ПВА) было добавлено к алмазным смесям для образцов 1-2 (количество сухого ПВА - 1% от массы алмазов). К алмазным смесям для образцов 3 - 7, 10 и 11 было добавлено связующее (25% спиртовой раствор фенолфор мальдегидной смолы) в количестве 8% от массы алмазов (что эквивалентно 2 мас.% сухой смолы). К алмазным смесям для образцов 8 и 9 добавлен этиловый спирт в количестве 10 мас.%. Все смеси были тщательно перемешаны, смеси для образцов 1-2 пропущены через сито с размером ячейки 1,5 мм, а смеси для образцов 3 - 1135 через сито с размером ячейки 1 мм. Формовка всех образцов производилась прессованием с использованием металлической формы при комнатной температуре усилием 15 кН. Сформованные образцы были извлечены из формы. Образцы цилиндрические, диаметром 10 мм и высотой 10 мм. Образцы 1 - 2 высушены при 70 С в течение 1 ч. Образцы 3 - 7, 10 и 11 оставлены на воздухе при комнатной температуре на 10 ч с последующей сушкой при 70 С и отверждением при 150 С в течение 1 ч. Образцы 8 и 9 выдерживались на воздухе при комнатной температуре в течение 3 ч для испарения временного связующего, этилового спирта. Образцы 1-2 были подвергнуты термообработке в течение 4 мин при 1550 С в вакууме (давление 0,1 мм рт.ст.). В образцы 3-4 был добавлен пироуглерод в количестве до 5 мас.% при 870 С. Графитация образцов 3-11 производилась в вакууме(при давлении 0.1 мм рт.ст.) при 1550 С в течение 3 мин. Снижение содержания алмаза в полученном полуфабрикате - 8 - 14 мас.%. Все образцы были пропитаны при 1550 С жидким кремнием, когда кремний, помещенный на поверхность полуфабриката, начинает плавиться. Готовые изделия 1-2, 3-7 и 11 состоят из очень крупных частиц природного алмаза, связанных матрицей, образованной мелкими алмазными частицами, карбидом кремния и кремнием. Готовые изделия 8-10 имеют такой же состав, за исключением того, что крупные алмазы - синтетические. Состав готовых изделий: Образец Крупные Мелкие Расчетная твердость матрицы 57 60 57 57 57 51 45 51 51 57 57 Расчетная твердость матрицы была получена, исходя из того, что твердость алмаза Образец Крупные алмазы 5 6 7- 100 ГПа, твердость карбида кремния - 25 ГПа, а твердость кремния - 10 ГПа. Образцы 1-4 были испытаны в режиме правки абразивных кругов типа 600 х 63 Х 305 14 А 40 П СМ 1 6 К 7 П. Относительный расход крупных алмазных частиц (мг частиц/кг абразивного круга) Образец Исходные алмазы (+ Средний отно- Средний относодержание пироугсительный сительный лерода) расход образца расход крупных Таким образом, износостойкость образцов,изготовленных в данном примере, примерно в 3 раза выше износостойкости материала Славутич. Образцы 5-9 были испытаны в режиме правки абразивных кругов типа 600 х 63 Х 305 14 А 25 ПСМ 2 6 К 5. Относительный расход крупных алмазных частиц (мг частиц/кг абразивного круга) Образец Износостойкость образцов в 2 - 3 раза выше, чем износостойкость материала Славутич. Результаты испытаний образцов с мелкими алмазами одного и того же размера и типа и крупными алмазами одного и того же размера и типа, т.е. образцов одной кондиции, указывают,что содержание кремния влияет на износостойкость детали. Сравнивая образцы 5, 6 и 7, можно увидеть связь между содержанием кремния и расчетной твердостью, а также износостойкостью матрицы(состоящей из мелких алмазов, карбида кремния и кремния), см. таблицу ниже. Расчетные значения твердости согласуются с измеренной общей твердостью 57 - 61 ГПа (см. пример 12). Образец 5 с наилучшей износостойкостью имеет также самую высокую расчетную твердость матрицы и самое низкое содержание кремния. Сравнивая образцы 8 и 9 с одним и тем же типом мелких алмазов (АСМ 10/7), одинаковой расчетной твердостью матрицы (57 37 ГПа), но с различными крупными алмазами,SDB 1025 и SDB 1125 соответственно, можно видеть, что более высокое качество алмазов образца 9 дает лучшую износостойкость. Образцы 10-11 были испытаны в режиме правки абразивных кругов типов: 1) 600 х 63 Х 305 14 А 40 П СТ 3 37 К 5 и 2) 600 х 63 Х 305 63 С 40 П СМ 1 6 К 7: Относительный расход крупных алмазных частиц Износостойкость образцов 10-11 в 2,5-3,5 раза выше, чем у материала Славутич при правке кругов средней твердости. При правке сырых кругов из карбида кремния она выше в 6 раз. Испытание в режиме правки 2 Был изготовлен образец 1 в соответствии с испытанием в режиме правки 1 с использованием алмазов типа EMBS 30/40 mesh и АСМ 14/10. В качестве эталонного материала был испытан правящий инструмент фирмы Винтер (Ernst WinterSohn DiamantwerkzeugeGmbHCo., NordenStedt, Germany), образцы 2 и 3. Образец 2 - WINTER PRO 88 D601 H770 (алмазы в матрице из твердого сплава) Образец 3 - WINTER PRO 88 D711 H770 (алмазы в матрице из твердого сплава) Образцы 1-3 были испытаны в режиме правки абразивного круга типа 600 х 63 Х 305 14 А 40 П СТ 3 7 К 5. Продолжительность испытания была 20 мин. Для охлаждения использовалась эмульсия 3%Na2CO3. Образец 1 Эталонный 2 Эталонный 3 Относительный расход крупных алмазов (мг крупных частиц/кг абразивного круга) 0,9 6,4-6,6 4,0-12,0 Износостойкость образца, изготовленного в соответствии с данным изобретением, примерно в 4-10 раз выше, чем износостойкость эталонных материалов. Пример 9. Анализ микроструктуры Характеристики правящего инструмента, использованного для анализа микроструктуры Образец Содержание/наименование Размеры Матрица Рабочие поверхности двух образцов изучались с помощью сканирующего электронного 38 микроскопа (СЭМ) типа JSM-840. Оба образца имели беспористую поверхность и содержали крупные алмазы с размером частиц 400-800 мкм. Поверхность образца 2 была шероховатой,и несколько алмазных частиц были вырваны из матрицы. На поверхности имелись царапины,которые могли возникнуть при выпадении алмазных частиц. Поверхность образца 1 была более ровной, чем у образца 2. Выпавших из матрицы алмазных частиц не наблюдалось, что свидетельствует о прочном соединении алмазов с матрицей. Пример 10. Испытания на абразивный и эрозионный износ и на износ в контакте с горячей сталью. Нижеследующие испытания показывают прочность соединения между алмазными частицами и матрицей. Два алмазных композита были подвергнуты испытаниям на абразивный износ, эрозионный износ и на износ в контакте с горячей сталью. Образец 1 был изготовлен с 60% алмазного порошка АСМ 63/50 и 40% АСМ 10/7. Образец 2 был изготовлен из алмазных частиц АСМ 14/10. Были использованы следующие эталонные материалы. Вс это стандартные материалы,имеющиеся на коммерческом рынке, а приведенные здесь данные взяты из рекламных проспектов. Эталон 1: Окись алюминия (Sandvik Coromant AB), сорт AZ 96, содержит 2,8 мас.% двуокиси циркония. Твердость 1820 HV, трещиностойкость 5,4 МН/м 3/2. Эталон 2: Карбид кремния реакционно связанный (пропитанный кремнием) от фирмыGoodfellow, обозначение SiSiC, с содержанием свободного кремния около 10%. Твердость 2500HV, трещиностойкость 3,8 МН/м 3/2. Эталон 4: Твердый сплав от Sandvik АВ,сорт Н 6 М, с частицами WC размером 1,3 мкм в 6 мас.% Со. Твердость 1720 НV, трещиностойкость 10,1 МН/ м 3/2. Эталон 5: Поликристаллический алмаз(PDC) на режущих пластинках Т-МАХ U(Sandvik Coromant AB). Абразивный износ с алмазной суспензией Была применена методика кратерного шлифования. На поверхностях образца создавались сферические кратеры вращением диска из нержавеющей стали со скругленной кромкой по вращающемуся образцу. Добавлялось абразивное средство - кашица из частиц. Сочетание вращений диска и образца приводит к образованию сферического кратера, вышлифованного на поверхности образца. Применялся стальной диск диаметром 20 мм и нагрузка 20 г. В качестве абразива применялись монокристаллические алмазы размером 4 мкм, смешанные со стандартной жидкостью(Кемет тип 0) в концентрации 25 г/л. Объемы кратеров измерялись оптическим профилометром и рассчитывали сошлифованный объем, отнесенный к пути скольжения. В связи с большими различиями в износостойкости материалов, для них выбирались различные значения полного пути скольжения. Алмазные композиты, образцы 1-2, испытывались при 30.000 оборотов (что соответствует 1861 м скольжения); поликристаллический алмаз испытывался при 8000 оборотов (500 м); керамики испытывались при 800 оборотах (50 м), а твердый сплав - при 600 оборотах (38 м). Варьируя суммарное число оборотов, окончательный диаметр следа поддерживали в пределах 1-2 мм. На каждом образце было сделано не менее пяти кратеров. Таблица результатов измерений Материал Средний Обороты диаметр кратеров,мкм Обр 1 АСМ 63/50+АСМ 10/7 1,040,10 30,000 Обр 2 АСМ 14/10 1,110,14 30,000 Оба алмазных композита превосходили большинство эталонных материалов в отношении сопротивления абразивному износу более чем на два порядка (примерно в 100 раз лучше),и даже PCD - в 10 раз. Сравнивая алмазные композиты, можно видеть, что образец, содержащий частицы только одного размера 10/14,изнашивался примерно в три раза быстрее, чем образец с частицами двух размеров: 50/63 - 7/10. Микрофотографии изношенных поверхностей образцов 1 и 2, полученные при помощи сканирующего электронного микроскопа, показывают, что большинство алмазов все еще прочно удерживается матрицей. Канавки от абразивного износа для этих поверхностей не характерны. Видно, что матрица вокруг крупных алмазов стерта, так что алмазы выступают из поверхности. В частности, крупные алмазы в материале 50/63 - 7/10 показывают ровные, как бы полированные поверхности. Никаких признаков растрескивания, выпадения или раздавливания алмазной фазы не наблюдается. Микрофотографии А 1) для образца 1 и А 2) для образца 2 см. в приложении. Абразивно изношенные поверхности материала PCD указывают на преимущественное истирание межзеренной фазы, в основном металлического связующего, за чем следует выпадение алмазных частиц. Следы износа на всех других эталонных материалах включали в себя абразивные канавки, наряду с другими видами повреждений. Они показывали также местные 40 мелкие трещины, преимущественно на границах зерен. Установлено, что основной механизм износа алмазных композитов - это истирание матрицы, за которым следует выпадение целых алмазов, лишенных опоры со стороны матрицы; таким образом, крупную алмазную фазу труднее удалить с поверхности, чем мелкую алмазную фазу. Этим можно объяснить превосходные характеристики образца 1 по сравнению с образцом 2. Эрозионная стойкость при воздействии сухих частиц Испытания проводились на центробежном оборудовании. Партии из определенного количества эрозионного материала помещались в контейнер и подавались с постоянной скоростью в центр вращающегося диска. Эрозионный материал выбрасывался центробежной силой в радиальном направлении через каналы в диске и попадал на образцы, установленные по периферии под фиксированными углами по отношению к потоку эрозионного материала. Испытания проводились с использованием в качестве эрозионного материала карбида кремния с размером частиц 80 меш (200 мкм), с твердостью около 2500 HV. Углы атаки были 45 и 90, а скорость частиц эрозионного материала при столкновении - 93 м/с. Образцы были экранированы так, что оставалась незащищенная площадь 8,5 х 8,5 мм. Потеря веса каждого образца, отнесенная к массе воздействующих эрозионных материалов,измерялась взвешиванием образцов до испытаний и после четырех заданных интервалов воздействия эрозии. Из 1000 г заправки эрозионным материалом на каждый образец воздействовало 10,8970 г и 7,1265 г для углов атаки 90 и 45 соответственно. Скорость эрозионного износа рассчитывалась по наклону кривых, описывающих потерю массы образцов, отнесенную к массе попавшего в них эрозионного материала. Таблица результатов Угол Средняя потеатаки ря массы материала, мг Обр 1 АСМ 50/6 З+АСМ 10/7 90 0,9 45 0,5 Обр 2 АСМ 10/14 90 2,2 45 1,2 Алмазные композиты, образцы 1 и 2, показали лучшие результаты, чем эталонные материалы. По сравнению с большинством сравниваемых материалов алмазные композиты оказа 41 лись примерно на порядок (примерно в 10 раз) лучше. Образец 2 (АСМ 14/10), однако, был только в пять раз лучше, чем лучшие из эталонов (SiC и Н 6 М), особенно при эрозии под углом 45. При нормальной эрозии во всех случаях скорость эрозии оказывалась выше, чем при эрозии под углом 45, что согласуется с опытом исследования хрупких материалов, см.(3). Однако разница в скоростях эрозии между двумя углами соударения была для алмазных композитов относительно мала, особенно для образца 1.(3) Якобсон и Хогмарк, Трибология, издательство Карлебу, 1996. Микрофотографии подвергшихся эрозии поверхностей алмазных композитов, полученные с помощью сканирующего электронного микроскопа, показали, что и алмазы, и матрица ясно видны. В отличие от поверхностей после абразивного износа, здесь можно видеть признаки трещин и сколов, особенно у крупных алмазных частиц. Однако, по всей видимости,алмазы хорошо скреплены с матрицей. Нет никаких признаков выпадения целых алмазов в составе композита или полного разрушения алмазной фазы. Напротив, преобладающим механизмом износа является, по-видимому, равномерный износ частиц вместе с матрицей. Поверхности карбидов кремния, подвергшихся эрозии, показали большое количество трещин по всей эродированной поверхности. Преобладающим механизмом износа является,по-видимому, образование мелких трещин. Окись алюминия AZ96 показала признаки как растрескивания, так и образования вмятин, тогда как твердые сплавы, по-видимому, изнашиваются по более пластичному механизму, который не приводит к значительным следам растрескивания на поверхностях. Испытания для определения свойств в сухом контакте с горячей сталью Этим испытаниям были подвергнуты только алмазные композиты. Композитные стержни шириной 5 мм вручную прижимали с усилием около 50-100 Н к ободу вращающегося колеса из нержавеющей стали (AISI 316), нагретому до температуры 600-950 С кислородно-ацетиленовым пламенем. Колесо имело диаметр 600 мм, ширину около 40 мм и вращалось со скоростью примерно 10 об/мин. Перед испытаниями обод колеса был очищен от окалины. Композитные стержни прижимали к раскаленному стальному колесу в течение периодов до 1 мин. Испытание повторяли несколько раз с целью получить видимые следы износа. Испытания не привели к какому-либо заметному снятию материала с любого из композитов. При более высоких температурах, около 900 С, иногда обнаруживалась тенденция к намазыванию стали на композит. При этих температурах сталь также легко срезалась с колеса, 003437 42 когда композитные стержни использовались как резцы. Микрофотографии, полученные с помощью сканирующего электронного микроскопа,не выявили каких-либо изменений поверхностей после испытаний горячей сталью. Дополнительно было проведено испытание, когда вращающееся стальное колесо нагревали до 900 С,композит попеременно прижимали к нему в течение примерно 2-3 мин, а затем шлифовали наждачной бумагой из SiC, 220 меш. Эта процедура повторялась десять раз при различных положениях стержней. Эти дополнительные испытания не позволили достичь какого-либо заметного снятия материала. Пример 11. Токарные испытания; точение материала Al-Si 390 Четыре композита алмаз - SiC - Si, образцы 1-4, оценивались в условиях резания без смазки,для чего были проведены токарные испытания с использованием кремний-алюминиевого сплава в качестве обрабатываемого материала. Материалы оценивались по износу режущей части после определенной последовательности токарных операций и по микрофотографиям со сканирующего электронного микроскопа. Образец 1 был изготовлен из алмазных частиц АСМ 5/3, образец 2 - из АСМ 10/7, образец 3 - из АСМ 40, а образец 4 - из АСМ 63/50. Испытуемые образцы представляли собой пластинки размером 3 х 12 х 4 мм со всеми прямыми углами. Композиты имели относительно острые кромки с радиусами между 0,01 и 0,1 мм. В качестве эталонных материалов использовались два типа серийных режущих вставок от Sandvik Coromant AB: из поликристаллического алмаза (PCD) из серии Т-МАХ U с обозначением CCMW 09 Т 3 04F, CD10 и твердосплавная режущая вставка с обозначениемCCMW 09 Т 3 04. Эти вставки имели угол заточки 80, задний угол 5 и радиус вершины 0,4 мм. Испытания проводились на токарном станке. В качестве обрабатываемой детали использовался цилиндр длиной 270 мм и радиусом 200 мм из кремний-алюминиевого сплава с обозначением Al-Si 390. Детали из этого сплава зажимались в патрон, а второй конец оставался свободным. Поверхности цилиндра сначала очищались от окалины, для чего его протачивали на пару миллиметров по диаметру. Обработка производилась по торцам цилиндра подачей режущих пластинок в направлении оси вращения. Глубина резания была 0,25 мм, подача 0,5 мм/об, а скорость вращения 1000 об/мин, что дает максимальную скорость резания около 10 м/с. Композитные пластинки были наклонены под углом 4 для имитации заднего угла серийных вставок. Сточенная выступающая поверхность пластинки после десяти проходов использовалась как величина износа. Пластинки оценивались с помощью сканирующей электронной микроско 43 пии (СЭМ). Каждый материал испытывался в одной - двух таких сериях из десяти проходов. Износ измерялся по СЭМ-микроснимкам с использованием анализа изображения для измерения площади. Поскольку композиты имели гораздо более острую вершину (меньше радиус вершины), чем промышленные вставки из PDC и твердого сплава, были проведены дополнительные испытания с 3/5 и 40, уже затупившимися после первых серий из 10 проходов, что дало радиусы вершины около 0,2 мм. Результаты Все композиты, образцы 1-4, оказались пригодны для точения сплава Al-Si 390. Скол режущей кромки однажды наблюдался на композите 10/7, но все испытания 6 на других острых углах этого образца были без трещин. Все композиты работали гораздо лучше,чем обычный твердый сплав (коэффициент около четырех по измеренным значениям сточенной поверхности), но алмаз PCD был лучше,чем любой из композитов, см. таблицу. Таблица. Результаты токарных испытаний Материал Сточенная площадь Сточенная площадь 2-й 1-й проход (мм 2) проход (мм 2) Обр 1 -5/3 0,05 0,04 Обр 1 -10/7 0,06 Обр 1 -40 0,04 0,04 Обр 1 -63/50 0,05 СС 0,14 0,17 Микрофотографии режущих кромок после испытаний, полученные на сканирующем электронном микроскопе, показали, что износ кромок получился в результате постепенного стирания и округления режущих кромок. Можно сделать вывод, что оцениваемые композиты можно использовать для точения сплава Al-Si 390 в постоянном режиме без смазки и охлаждения. Композиты достаточно прочны, чтобы выдерживать этот вид нагрузки и,хотя геометрия образцов была далека от оптимальной для данной операции, они оказались близки по результатам к алмазной режущей вставке PCD, значительно превосходя обычный твердый сплав. Различия формы режущей части образцов 1 - 4 и серийных вставок были не в пользу композита, что делает сравнение между ними не вполне корректным. Можно предполагать, что композиты с оптимизированной геометрией (как у вставок PCD) работали бы еще лучше. Пример 12. Измерения твердости Была измерена твердость композитов по Виккерсу и по Кнупу. Образцы были изготовлены в соответствии с примером 3. Образец 1 изготовлен из алмазного порошка АСМ 5/3, а образец 2 - из АСМ 10/7. 44 Перед испытаниями образцы с размерами 12 х 12 x 5 мм были отшлифованы и отполированы по стандартной методике для измерений твердости. Были получены плоские образцы, но они были не вполне отполированы из-за чрезвычайно высокой твердости материала. Твердость по Виккерсу в выбранном месте измерялась с использованием тестера микротвердости MXT-1. Стандартная формула для расчета твердости по Виккерсу: Hv = 0,47 Р/2(уравнение 1), где Р - нагрузка, а- половина длины диагонали отпечатка. Твердость по Кнупу на произвольном участке измерялась с использованием INSTRON 8561 и рассчитывалась непосредственно по формуле Hk = P/S (уравнение 2), где Р - нагрузка, a S - площадь проекции. Таблица твердости по Виккерсу режущего инструмента из алмаза/SiC/Si Положение Материалы Нагрузка 2 (мкм) Нv(Н) Между алмазными 5 17 32,5 частицами Между алмазными 20 30,8 39,6 частицами Между алмазными 20 32,3 36,0 Образец 1 частицами 5/3 мкм Между алмазными 20 29 44,7 частицами 20 23,9 65,8 Алмазные частицы 20 28,3 47,0 Алмазные частицы 20 26 55,6 Алмазные частицы Между алмазными 20 34,5 31,6 частицами Между алмазными 20 33 34,5 частицами Между алмазными 20 33,5 33,5 частицами Образец 2 Между алмазными 10/7 мкм 20 28,5 46,3 частицами 20 25,5 57,8 Алмазные частицы 20 27 51,6 Алмазные частицы 20 25,8 56,5 Алмазные частицы 20 27 51,6 Алмазные частицы Таблица твердости по Кнупу режущего инструмента из алмаза/SiC/Si Образцы Нагрузка Длинная Короткая По конструкции индентора прибора Кнупа отношение длинной диагонали к короткой диагонали составляет 7:1. Здесь соотношение диагоналей в отпечатке оказалось почти 10:1, что показывает, что режущий инструмент имеет высокий модуль упругости. Из таблиц можно сделать вывод, что твердость микроструктуры по Виккерсу зависит от места измерения. Твердость по Виккерсу в зонах между алмазами была 30 - 40 ГПа, а на ал 45 мазных частицах - 50 - 60 ГПа, т.е. эти микрозоны очень твердые. Как видно из таблицы, имеется некоторая разница между твердостью по Кнупу образца 1 и образца 2, 37 - 57 и 57 - 60 ГПа соответственно. Более мелкие алмазы графитируются быстрее, что снижает относительное содержание алмаза в образце 1 больше, чем в образце 2. Это показывает важность правильного выбора размера алмазов. Общая твердость материала, определяемая измерениями по Кнупу, показывает, что данные композиты относятся к группе сверхтвердых материалов ( 40 ГПа). Все измерения показали хорошую воспроизводимость. Таблица типичных пределов твердости по Кнупу для некоторых материалов Материал Твердость во Кнупу (ГПа)Алмазные частицы 80-120 Поликристаллический алмаз, PCD/PDC 65-80 Кубический нитрид бора 35-45 Карбид бора 25-35 Окись алюминия 15-22 Карбид кремния 21-30 Карбид вольфрама 17-22) Зависит от кристаллографического направления Пример 13. Исследование процессов пайки композитов D-SiC-Si и металла. Были проведены эксперименты по пайке алмазных композитов к поверхности стали и твердого сплава с основной целью: оценить возможность соединения композитов с металлом с помощью пайки. Пайка производилась с использованием сплавов на основе Cu-Ti. Эксперименты показывают, что алмазные композиты смачиваются сплавами выбранных металлов и что их можно паять к стали и твердым сплавам. Некоторые трудности наблюдались при пайке алмазных композитов к стали. Адгезия образца к металлу очень высокая, а наблюдаемые трещины, по-видимому, связаны с термическими напряжениями, вызванными большим различием коэффициентов теплового расширения. Образец Температурный коэффициент линейного расширения Твердые Стали сплавы 4-6 Пример 14. Покрытие композитов D-SiC-Si алмазной пленкой. Образцы D/SiC/Si, изготовленные в соответствии с данным изобретением, были успешно покрыты алмазом. Условия нанесения покрытия: Стандартный CVD реактор с горячей нитью, танталовая нить, 2300 С, температура подложки около 900 С, отношение Н 2/СН 4 1%,суммарный газовый поток 200cм 3/c, давление 20Topр, что дает скорость осаждения алмаза 0,5 46 мкм/ч с типичным размером кристаллита 1-2 мкм. Подготовка поверхности: Ручная обработка алмазным гритом 1-3 мкм, хотя это оказалось ненужным для большинства подложек, поскольку их поверхности уже были достаточно шероховатыми. Результаты: Микроскопические исследования поперечных сечений не выявили отслоений или трещин,а механические испытания на царапанье показали очень хорошую адгезию покрытий. Исходная поверхность композитов имела бимодальное распределение величины зерна крупных и мелких алмазов в матрице SiC/Si (где более крупные алмазы несколько выступают над матрицей в результате предварительной механической обработки). Оказалось, что мелкозернистое алмазное покрытие образовало центры кристаллизации и вросло между крупными алмазами, образовав прекрасную сплошную пленку. Таким образом, алмазное покрытие отчасти выровняло поверхность, причем матрица оказалась полностью покрытой, однако эти крупные частицы все еще выступают над новой поверхностью с алмазным покрытием на высоту примерно 5 мкм. Возможные области применения Композитный материал, изготовленный в соответствии с данным изобретением, имеет преимущества для тех применений, где требуется сочетание различных превосходных свойств. Установленные свойства делают предлагаемый материал ценным для точного приборостроения, включая устройства, работающие в условиях быстрых тепловых циклов, износостойкие изделия для машиностроения (сопла пескоструйных аппаратов, детали грязевых насосов), опоры стабильных размеров для различных устройств и т.д. При работе в условиях ударных нагрузок,например при фрезеровке или точении несимметричных изделий, и при операциях, где композитный инструмент подвергается вибрациям,к материалу предъявляются повышенные требования в отношении вязкости. При вырубных операциях важны твердость и износостойкость инструмента. Высокий модуль Е дает механическую стабильность для применений, требующих точности размеров. Высокая теплопроводность композитного инструмента важна при операциях, где в зоне контакта выделяется большое количество теплоты вследствие трения. Для таких применений, когда материал,находящийся в контакте с композитом, должен оставаться неизменным, например при использовании в подшипниках и т.п., полезны материалы с градиентом размеров алмазных зерен. Область вблизи зоны контакта должна иметь алмазы таких размеров, которые обеспечивают 47 максимальную возможную износостойкость, а остальная часть композита -размеры, дающие оптимальные механические свойства, прочность и вязкость. Еще одна интересная область применения распиловка и точение дерева, камня и т.д., где требуются высокие абразивные свойства в сочетании с достаточной вязкостью. Еще одно применение - правочные карандаши и бруски, заменяющие монокристаллический алмазный правочный инструмент, алмазные иглы и инструмент, предназначенный для восстановления формы шлифовальных дисков сложных профилей. Можно также изготавливать сверла; компоненты пил для обработки бетона, гранита,мрамора; другие конструкционные материалы и инструмент. Композитный материал, изготовленный согласно данному изобретению, пригоден также для использования в качестве подложки для выращивания алмазных пленок. См. пример 17. Техника создания кристаллитных алмазных покрытий с использованием активированных газов низкого давления хорошо известна. Это создает возможности для использования поверхности компонента с алмазным покрытием для целого ряда областей применения. Однако для полного использования преимуществ такого покрытия оно должно быть прочно соединено с материалом подложки, без трещин или дефектов, и предпочтительно иметь мелкозернистую структуру. Большинство промышленных материалов,пригодных для использования в качестве подложки, не отвечают требованиям создания центров кристаллизации для образования плотной мелкозернистой пленки, а несовпадение коэффициентов теплового расширения недостаточно мало, чтобы избежать напряжений и трещин на поверхности раздела или в алмазном покрытии при охлаждении после реактора. Композиты алмаз - карбид кремния - кремний хорошо выполняют роль вещества для образования центров кристаллизации для роста алмазной пленки при малом несовпадении коэффициентов теплового расширения и очень хорошем сцеплении между композитом и алмазной пленкой. Можно выращивать алмазные пленки на композитных материалах для применения в ряде деталей,подвергающихся износу. Толщина пленки должна быть более 3 мкм, предпочтительно более 10 мкм, для большинства абразивных применений. Такие композиты с покрытием будут особенно полезны при использовании в режущем инструменте и подшипниках, где полированные поверхности можно получить с помощью стандартных технологий, например с помощью вращающихся горячих железных или стальных дисков. Чрезвычайно высокие эксплуатационные качества дает сочетание алмазного покрытия и прочного износостойкого композита. Ме 003437 48 стные абразивные повреждения алмазного покрытия не вызовут резкого или катастрофического изменения хороших свойств детали. Характеристика испытаний Свойства заявляемого материала определялись следующими методами. Плотность определялась методом гидростатического взвешивания. Метод основан на определении массы на воздухе и в воде. Кажущаяся плотность, которая представляет собой отношение массы пористого тела (m1) к занимаемому им объему, включая объем всех пор материала, определяется по формуле:= m1 x H2O/(m2 - m3), где m1- масса образца, насыщенного водой,m3 - масса гирь, уравновешивающих образец, насыщенный водой, при взвешивании в воде, г;H2O- плотность воды, кг/м 3. Теплопроводность измерялась калориметром с использованием образцов 15 мм высотой 10 мм, имеющих радиальные отверстия на различной высоте для размещения в них термопар. Теплопроводность рассчитывалась как отношение термического сопротивления к расстоянию между термопарами. Термическое сопротивление образца определялось как перепад температур образца при прохождении через него стационарного теплового потока. Расчеты выполнялись с учетом соответствующих постоянных устройства. Сертифицированная погрешность измерений составляла 10%. Трехточечный изгиб при комнатной температуре в состоянии изготовления (без полировки). Скорость нагружения - 300 Н/с. Предел прочности (3 т) рассчитывался по формуле:= 3Pl/2bh2, где Р - разрушающая нагрузка, Н;l - расстояние между опорами (40 мм);h - толщина образца (5 мм). Испытания на биаксиальный изгиб - это испытания кольцо на кольцо, где нагрузочное устройство в основном состоит из двух концентрических колец. Поле напряжений при этих испытаниях биаксиально с радиальным и тангенциальным главными направлениями. Прочность (биакс) четырех образцов при биаксиальном изгибе рассчитывалась как биакс = 3P/4t2[2(1+)ln(rs2/rl)+(1-)(rs2-rl2)/R2],где Р - разрушающая нагрузка (Н);rs - радиус опорного кольца (7 мм);rl - радиус нагружающего кольца (3,13 мм). Модуль Юнга измерялся в направлении оси образца длиной 50 мм с поперечным сечением 5 х 6 мм путем возбуждения и записи резо 49 нансных частот продольных колебаний образца при комнатной температуре. Модуль Юнга рассчитывается по формулеf4 - резонансная частота, Гц, которая соответствует 3-му обертону (обычно -500-600 кГц). Электропроводность образцов измерялась на образцах с размерами 5 х 6 х 50 мм вдоль всей длины образца методом четырех зондов. В этом случае измерялось падение напряжения между двумя внутренними зондами, тогда как внешние зонды использовались как токоподводы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления композиционного материала алмаз-карбид кремния-кремний,включающий формование заготовки из зерен алмаза и связывание их пропиткой кремнием при давлении ниже 1000 мм рт.ст. и нагревании до температуры выше 1000 С, отличающийся тем, что заготовку формуют с пористостью 2560 об.%, а в процессе нагревания температуру,время и среду контролируют для образования полуфабриката с содержанием графита в количестве 1-50 мас.% от количества алмаза. 2. Способ по п.1, отличающийся тем, что полуфабрикат образуют путем графитации алмаза. 3. Способ по п.2, отличающийся тем, что количество графита, образующегося при графитации, составляет 6-30 мас.% от количества алмаза. 4. Способ по п.2 или 3, отличающийся тем,что температура нагрева во время графитации ниже 1700 С. 5. Способ по п.4, отличающийся тем, что температура и время нагрева, необходимые для графитации, определяются эмпирически для используемого нагревательного оборудования. 6. Способ по п.1, отличающийся тем, что полуфабрикат образуют путем воздействия газообразного углеводорода или газообразных углеводородов при температуре, превышающей температуру разложения углеводорода или углеводородов. 7. Способ по любому из пп.1-6, отличающийся тем, что полуфабрикат механически обрабатывают для получения формы и размеров готового изделия до этапа пропитки жидким кремнием. 8. Способ по п.7, отличающийся тем, что полуфабрикат предварительно нагревают в присутствии паров кремния, а затем механически обрабатывают для получения формы и размеров готового изделия до этапа пропитки жидким кремнием. 50 9. Способ по любому из пп.1-8, отличающийся тем, что заготовку формуют с неравномерным распределением алмазных частиц различного размера и качества. 10. Способ по любому из пп.1-8, отличающийся тем, что заготовку формуют из гомогенной смеси алмазных частиц различного размера с добавлением связующего. 11. Способ по любому из пп.1-8, отличающийся тем, что алмазные частицы в заготовке распределены в порядке постепенного уменьшения размеров от поверхности к ее центру. 12. Способ по любому из пп.1-11, отличающийся тем, что, по меньшей мере, две заготовки изготавливают раздельно, а затем соединяют перед нагреванием и пропиткой кремнием. 13. Способ по любому из пп.1-11, отличающийся тем, что заготовку формуют в форме,а нагревание и пропитку кремнием производят после извлечения заготовки из формы. 14. Композиционный материал алмазкарбид кремния-кремний, включающий алмазные частицы, размещенные в матрице, содержащей карбид кремния и кремний, отличающийся тем, что материал содержит 20-75 об.% алмазных частиц, не менее 5 об.% карбида кремния, а модуль Юнга превышает 450 ГПа. 15. Материал алмаз-карбид кремниякремний по п.14, отличающийся тем, что материал содержит более 15 об.% карбида кремния. 16. Материал по п.14, отличающийся тем,что материал содержит не менее 29 об.% алмазных частиц, не менее 14 об.% карбида кремния,а модуль Юнга превышает 540 ГПа. 17. Материал по п.14, отличающийся тем,что он содержит не менее 46 об.% алмазных частиц, имеющих размеры, по меньшей мере, 30 мкм, а модуль Юнга превышает 560 ГПа. 18. Материал по п.14, отличающийся тем,что он содержит не менее 54 об.% алмазных частиц, не менее 60% алмазных частиц имеют размеры, по меньшей мере, 50 мкм, а модуль Юнга превышает 650 ГПа. 19. Материал по п.14, отличающийся тем,что алмазные частицы имеют размер не более 10 мкм, а микротвердость матрицы по Виккерсу, измеренная между алмазными частицами,превышает 30 ГПа при нагрузке 20 Н. 20. Материал по п.14, отличающийся тем,что алмазные частицы имеют размер не более 10 мкм, а микротвердость матрицы по Кнупу превышает 36 ГПа при нагрузке 20 Н. 21. Материал по п.14, отличающийся тем,что алмазные частицы имеют одну фракцию по величине частиц крупнее 50 мкм и одну фракцию по размерам частиц до 50 мкм, с соотношением масс фракций в пределах от 0,25 до 2,5, а средний размер частицы превышает 10 мкм,предпочтительно более 20 мкм. 22. Материал по п.14, отличающийся тем,что алмазные частицы имеют размеры менее 20 51 мкм, скорость абразивного износа менее 26,предпочтительно менее 10 мкм 3/м. 23. Материал по п.14, отличающийся тем,что алмазные частицы имеют размеры менее 20 мкм, причем скорость эрозии менее 0,34, предпочтительно менее 0,25 мг/г. 24. Материал по п.14, отличающийся тем,что на поверхности материала выполнена алмазная пленка. 25. Материал по п.14, отличающийся тем,что он содержит крупные алмазные частицы размером более 20 мкм, матрицу, состоящую из 52 0-50 об.% мелких алмазных частиц с размерами менее 20 мкм, 20-99 об.% карбида кремния и 130 об.% кремния, причем твердость матрицы составляет 20-63 ГПа. 26. Материал по п.25, отличающийся тем,что твердость матрицы составляет 20-30 ГПа. 27. Материал, по п.25, отличающийся тем,что твердость матрицы составляет 50-63 ГПа. 28. Материал по п.25, отличающийся тем,что твердость матрицы составляет 30-50 ГПа.
МПК / Метки
МПК: C04B 37/00, B23B 27/14, C04B 35/573, C04B 41/87
Метки: кремния-кремний, изготовленный, алмаз-карбид, изготовления, материала, этим, композиционного, способом, материал, способ, композиционный
Код ссылки
<a href="https://eas.patents.su/28-3437-sposob-izgotovleniya-kompozicionnogo-materiala-almaz-karbid-kremniya-kremnijj-i-kompozicionnyjj-material-izgotovlennyjj-etim-sposobom.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления композиционного материала алмаз-карбид кремния-кремний и композиционный материал, изготовленный этим способом</a>
Способ изготовления абразивных зерен и абразивные зерна, изготовленные этим способом
Номер патента: 1843
Опубликовано: 27.08.2001
Авторы: Экстрем Томми, Гордеев Сергей Константинович, Данчукова Лия Владимировна, Жуков Сергей Германович
МПК: C04B 35/573, C09K 3/14
Метки: абразивных, способом, зерен, изготовленные, изготовления, этим, зерна, абразивные, способ
Формула / Реферат:
1. Способ получения абразивных зерен, отличающийся тем, что изготавливают поликристаллическое тело, содержащее алмазные частицы в матрице из карбида кремния и кремния, причем изготовление поликристаллического тела включает следующие этапы: формование заготовки из алмазных частиц, нагревание заготовки и контроль температуры и времени нагрева с тем, чтобы определенное требуемое количество графита создалось за счет графитации алмазных частиц, в...
Композиционный материал, содержащий подложку и барьерный слой, нанесенный на подложку, и способ его изготовления
Номер патента: 2635
Опубликовано: 29.08.2002
Авторы: Яхроми Шахаб, Хаубен Ян Мария, Агард Олав Маркус, Рамакерс Карел Герардус Хюбертус
МПК: B05D 7/04, B65D 65/42, C08J 7/06...
Метки: подложку, барьерный, изготовления, материал, слой, способ, содержащий, композиционный, нанесенный
Формула / Реферат:
1. Композиционный материал, содержащий подложку и слой на подложке, отличающийся тем, что слой содержит соединение триазина, выбранное из меламина, аммелина, аммелида, циануровой кислоты, 2-уреидомеламина, мелама, мелема, мелона и солей меламина. 2. Композиционный материал по п.1, отличающийся тем, что слой содержит соединение триазина, выбранное из меламина, мелама, мелема, мелона или их сочетания. 3. Композиционный материал по п.1 или 2,...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C21D 8/00, C22C 38/44
Метки: стойкостью, мартенситная, этим, способ, изготовленное, нержавеющая, сталь, способом, изготовления, прочностью, коррозионной, изделие, стали, этой, изделий, механической, высокой
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Композиционный материал на основе гексацианоферратов и полимера, способ его получения и применение
Номер патента: 1349
Опубликовано: 26.02.2001
Авторы: Дюлье Жаклин, Лоос Нескович Кристиан, Пантазаки Анастасия, Видал-Маджар Клэр
МПК: G21F 9/12, B01J 20/02
Метки: способ, основе, материал, гексацианоферратов, композиционный, применение, полимера, получения
Формула / Реферат:
1. Твердый композиционный материал на основе гексацианоферратов, фиксирующий минеральные примеси, отличающийся тем, что он содержит твердофазный носитель, покрытый пленкой анионообменного полимера, на котором зафиксирован нерастворимый гексацианоферрат металла в виде тонкого слоя. 2. Материал по п.1, отличающийся тем, что количество фиксированного гексацианоферрата металла составляет от 1 до 10% по отношению к массе твердого носителя. 3....
Фрикционный композиционный материал
Номер патента: 750
Опубликовано: 28.02.2000
Авторы: Хайлов Сергей Иванович, Гимадутдинова Галина Анатольевна
МПК: C08K 13/02, C08L 61/10, C08J 5/14...
Метки: композиционный, фрикционный, материал
Формула / Реферат:
1. Фрикционный композиционный материал, содержащий связующее на основе фенольной смолы и наполнитель, отличающийся тем, что он содержит в качестве наполнителя силикатное и полиоксадиазольное волокна, барит и порошок цветных металлов при следующем соотношении компонентов, мас. %: Связующее на основе фенольной смолы 8-20 Полиоксадиазольное волокно 15-80 Силикатное волокно 1-30 Порошок ...
Предыдущий патент: Способ получения высокоскоростного потока частиц и устройство для его осуществления
Следующий патент: Способ увеличения масштаба проницаемости для неструктурированных сеток
Случайный патент: Элемент для прокалывания блистера в ингаляторе сухого порошка