Формовочная смесь для изготовления литейных форм для металлообработки, имеющая улучшенную текучесть
Номер патента: 22102
Опубликовано: 30.11.2015
Авторы: Кёршген Йёрг, Мюллер Йенс, Фрон Маркус, Кох Дитер
Формула / Реферат
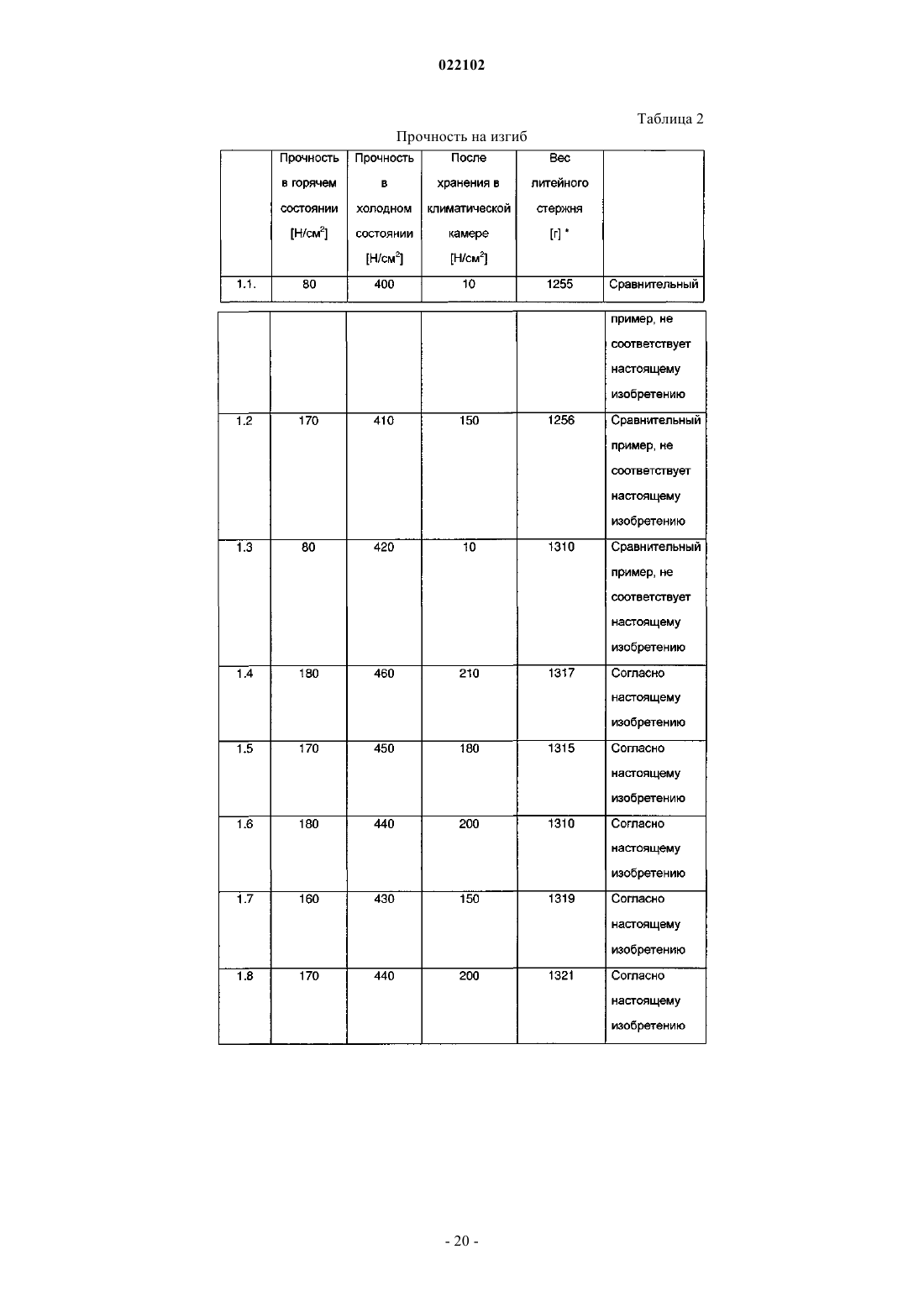
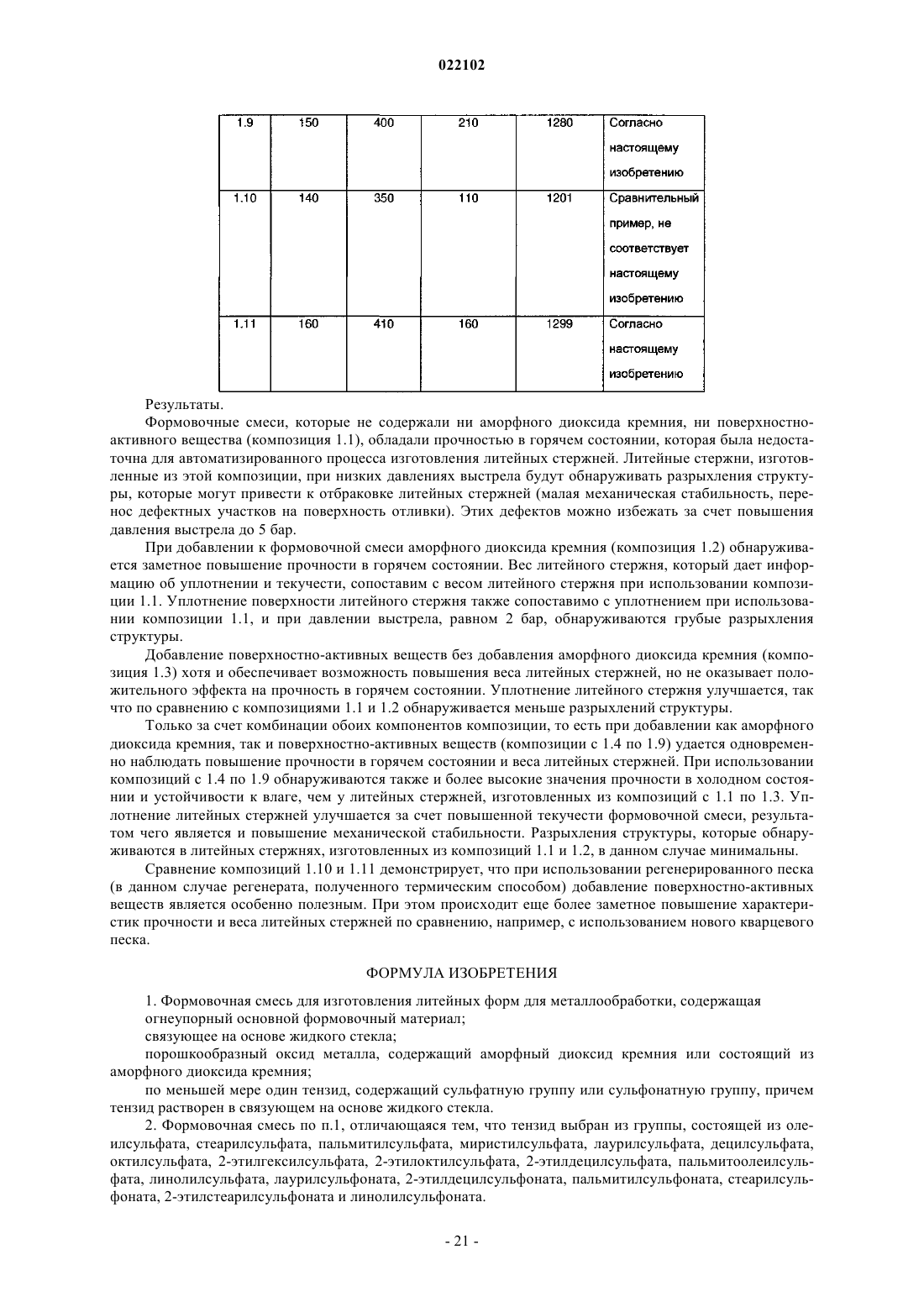
1. Формовочная смесь для изготовления литейных форм для металлообработки, содержащая
огнеупорный основной формовочный материал;
связующее на основе жидкого стекла;
порошкообразный оксид металла, содержащий аморфный диоксид кремния или состоящий из аморфного диоксида кремния;
по меньшей мере один тензид, содержащий сульфатную группу или сульфонатную группу, причем тензид растворен в связующем на основе жидкого стекла.
2. Формовочная смесь по п.1, отличающаяся тем, что тензид выбран из группы, состоящей из олеилсульфата, стеарилсульфата, пальмитилсульфата, миристилсульфата, лаурилсульфата, децилсульфата, октилсульфата, 2-этилгексилсульфата, 2-этилоктилсульфата, 2-этилдецилсульфата, пальмитоолеилсульфата, линолилсульфата, лаурилсульфоната, 2-этилдецилсульфоната, пальмитилсульфоната, стеарилсульфоната, 2-этилстеарилсульфоната и линолилсульфоната.
3. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержание тензида в формовочной смеси составляет от 0,001 до 1 мас.% от массы огнеупорного основного формовочного материала.
4. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что огнеупорный основной формовочный материал, по меньшей мере, частично состоит из регенерированного огнеупорного основного формовочного материала.
5. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит по меньшей мере один углевод.
6. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит фосфорсодержащее соединение.
7. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что порошкообразный оксид металла выбран из группы, состоящей из осадочной кремниевой кислоты и пирогенной кремниевой кислоты.
8. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что жидкое стекло имеет соотношение SiO2/М2О от 1,6 до 4,0, предпочтительно от 2,0 до 3,5, где М обозначает ионы натрия и/или ионы калия.
9. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержание связующего в формовочной смеси составляет менее 20 мас.%.
10. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержание порошкообразного оксида металла составляет от 2 до 80 мас.% от массы связующего.
11. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что огнеупорный основной формовочный материал содержит полые микросферы.
12. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что основной формовочный материал содержит стеклянные гранулы, стеклянные бусины и/или керамические формовочные материалы в форме шариков.
13. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит металл, способный окисляться, и окислитель.
14. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержит по меньшей мере одну органическую добавку, которая является твердой при комнатной температуре.
15. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит по меньшей мере один силан или силоксан.
16. Способ изготовления литейных форм для металлообработки, включающий следующие стадии, на которых:
готовят формовочную смесь по любому из пп.1-15;
формуют формовочную смесь;
отверждают сформованную формовочную смесь нагреванием с получением литейной формы.
17. Способ по п.16, отличающийся тем, что формовочную смесь нагревают до температуры от 100 до 300°С.
18. Способ по п.16 или 17, отличающийся тем, что для отверждения через сформованную формовочную смесь продувают нагретый воздух.
19. Способ по любому из пп.16-18, отличающийся тем, что нагревание сформованной формовочной смеси осуществляют путем воздействия микроволнами.
20. Литейная форма, изготовленная с использованием способа по любому из пп.16-19.
21. Применение литейной формы по п.20 для литья металлов.
22. Применение по п.21, где литье металлов представляет собой литье легких металлов.
23. Формовочная смесь для изготовления литейных форм для металлообработки, содержащая
огнеупорный основной формовочный материал, содержащий регенерированный формовочный песок, полученный из бывшей в употреблении литейной формы;
связующее на основе жидкого стекла;
порошкообразный оксид металла, содержащий аморфный диоксид кремния или состоящий из аморфного диоксида кремния;
по меньшей мере один тензид, содержащий сульфатную или сульфонатную группу, причем тензид растворен в связующем на основе жидкого стекла,
где средний размер частиц оксида металла, включая агломераты, составляет от 5 до 300 мкм.

Текст
ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ МЕТАЛЛООБРАБОТКИ, ИМЕЮЩАЯ УЛУЧШЕННУЮ ТЕКУЧЕСТЬ Изобретение относится к формовочной смеси для литейных форм, предназначенной для изготовления литейных форм для металлообработки, к способу изготовления литейных форм, к литейным формам, изготовленным с использованием этого способа, а также к их применению. Для изготовления литейных форм используют огнеупорный основной формовочный материал и связующее на основе жидкого стекла. К связующему добавляют некоторое количество порошкообразного оксида металла, который выбран из группы, состоящей из диоксида кремния,оксида алюминия, оксида титана и оксида цинка, причем особо предпочтительно использовать синтетический аморфный диоксид кремния. Формовочная смесь для литейных форм в качестве следующей важной составной части содержит поверхностно-активное вещество. За счет добавления поверхностно-активного вещества можно улучшить текучесть формовочной смеси для литейных форм, что позволяет изготавливать литейные формы с очень сложной геометрией.(71)(73) Заявитель и патентовладелец: АСК КЕМИКАЛЗ ГМБХ (DE) Изобретение относится к формовочной смеси, предназначенной для изготовления литейных форм для металлообработки, которая содержит по меньшей мере один огнеупорный основной формовочный материал, связующее на основе жидкого стекла, а также некоторое количество порошкообразного оксида металла, выбранного из группы, состоящей из диоксида кремния, оксида алюминия, оксида титана и оксида цинка. Кроме того, изобретение относится к способу изготовления литейных форм для металлообработки с использованием формовочной смеси и к литейной форме, полученной с использованием этого способа. Литейные формы для изготовления металлических деталей, по существу, бывают двух видов. Первую группу образуют так называемые литейные стержни и полуформы. Из них составляют литейную форму, которая, по существу, представляет собой негативную форму отливки, которую необходимо получить. Вторую группу образуют полые тела, так называемые питатели, действующие как компенсирующие резервуары. В них заливают жидкий металл, причем предпринимают соответствующие меры для того, чтобы металл оставался в жидкой фазе дольше, чем металл, который находится в литейной форме, представляющей собой негативную форму. Когда металл, находящийся в негативной форме, отвердевает, жидкий металл вытекает из компенсирующего резервуара для компенсации уменьшения объема, происходящего при отвердевании металла. Литейные формы состоят из огнеупорного материала, например из кварцевого песка, зерна которого после формования литейной формы связывают подходящим связующим, чтобы обеспечить достаточную механическую прочность литейной формы. Для изготовления литейных форм также используют огнеупорный основной формовочный материал, обработанный подходящим связующим. Огнеупорный основной формовочный материал предпочтительно является сыпучим, так что его можно засыпать в подходящую полую форму и там уплотнить. За счет связующего обеспечивается прочная связь между частицами основного формовочного материала, так что литейная форма приобретает необходимую механическую стабильность. Литейные формы должны соответствовать различным требованиям. Во время самого процесса литья они должны, прежде всего, обнаруживать достаточную стабильность и термостойкость, чтобы можно было залить жидкий металл в полость литейной формы, состоящей из одной или нескольких частей. После начала процесса отверждения механическая стабильность литейной формы обеспечивается слоем отвержденного металла, который образуется вдоль стенок полой формы. Материал литейной формы при этом должен распасться под влиянием тепла, отдаваемого металлом, то есть он теряет механическую прочность; сцепление между частицами огнеупорного материала также снижается. Это обеспечивается,например, за счет разложения связующего под действием тепла. После охлаждения отвержденную отливку встряхивают; при этом в идеальном случае материал литейных форм должен снова распасться на мелкий песок, который можно высыпать из пустот металлической формы. Для изготовления литейных форм можно использовать как органические, так и неорганические связующие, отверждение которых можно произвести холодным или горячим способом. Под холодным способом при этом понимают способы, которые осуществляют, по существу, при комнатной температуре,без нагревания литейной формы. Отверждение при этом обычно происходит за счет химической реакции, которая начинается, например, из-за того, что к форме, подлежащей отверждению, подводят газ в качестве катализатора. При горячем способе формовочную смесь после формования нагревают до достаточно высокой температуры, чтобы, например, удалить растворитель, содержащийся в связующем, или инициировать химическую реакцию, за счет которой связующее отвердевает, например, в результате"сшивания". В настоящее время для изготовления литейных форм часто используют такие органические связующие, у которых реакция отверждения ускоряется газообразным катализатором или которые отвердевают за счет реакции с газообразным отвердителем. Такие способы называют "Cold-Box"-процессами(процессами с холоднотвердеющими смесями). Примером изготовления литейных форм с использованием органического связующего является так называемый способ Ashland-Cold-Box. При этом используется двухкомпонентная система. Первый компонент состоит из раствора полиола, чаще всего фенольной смолы. Вторым компонентом является раствор полиизоцианата. Согласно публикации US 3409579 затем проводится реакция между обоими компонентами полиуретанового связующего; при этом после формования через смесь основного формовочного материала и связующего пропускают газообразный третичный амин. Реакция отверждения полиуретанового связующего является реакцией полиприсоединения, то есть реакцией без отщепления побочных продуктов, например воды. К другим преимуществам этого Cold-Box-способа относятся хорошая производительность, точность размеров литейных форм и хорошие технические свойства, такие как прочность литейных форм, время обработки смеси основного формовочного материала и связующего и т.п. К способам с использованием термоотверждаемого органического связующего относится Hot-Boxспособ на основе фенольных или фурановых смол, Warm-Box-способ на основе фурановых смол иCroning-способ на основе фенольных новолаковых смол. В случае Hot-Box и Warm-Box способов к формовочной смеси добавляют жидкие смолы с латентным отвердителем, эффективным лишь при повы-1 022102 шенной температуре. В случае Croning-способа основные формовочные вещества, такие как кварц, хромитовый песок, цирконовый песок и т.п., при температуре в диапазоне от примерно 100 до 160 С обволакивают жидкой при данной температуре фенольной новолаковой смолой. В качестве второго компонента последующей реакции отверждения добавляют гексаметилентетрамин. В вышеуказанных технологиях горячего отверждения формование и отверждение проводят в подогреваемых опоках, которые нагревают до температуры, достигающей 300 С. Независимо от механизма отверждения, общим для всех органических систем является то, что при заливке жидкого металла в литейную форму они термически разлагаются и при этом могут выделяться вредные вещества, например бензол, толуол, ксилол, фенол, формальдегид и более высокомолекулярные,частично не идентифицированные продукты крекинга. Хотя с помощью различных мер удается минимизировать эти эмиссии, все же полностью избежать их при использовании органических связующих не удается. При использовании неоргано-органических гибридных систем, которые, как, например, в случае резол-СО 2-способа содержат определенную долю органических соединений, при заливке металла также возникают такие нежелательные эмиссии. Для предотвращения эмиссии продуктов разложения во время процесса литья необходимо использовать связующие, основанные на неорганических материалах или содержащие очень небольшое количество органических соединений. Такие системы связующих давно и хорошо известны. Неорганические связующие первой группы основаны на использовании жидкого стекла. В этих связующих жидкое стекло является важным связующим компонентом. Жидкое стекло смешивают с основным формовочным материалом, например песком, с получением формовочной смеси и из формовочной смеси формуют литейную форму. После формования формовочной смеси жидкое стекло отверждают,чтобы придать литейной форме желаемую механическую стабильность. Для этого разработано, по существу, три способа. Согласно первому способу из жидкого стекла удаляют воду, для чего после формования нагревают литейную форму, изготовленную из формовочной смеси. При этом вязкость жидкого стекла повышается и на поверхности зерен песка образуется твердая стекловидная пленка, которая обеспечивает стабильную связь между зернами песка. Этот способ называют способом "горячего отверждения". Согласно второму способу после формования через сформованное изделие пропускают диоксид углерода. Под действием диоксида углерода ионы натрия, содержащиеся в жидком стекле, выпадают в осадок в форме карбоната натрия, что обеспечивает прямое упрочнение сформованного изделия. В ходе последующего отверждения можно осуществить дополнительное сшивание сильно гидратированного диоксида кремния. Этот способ называют способом "газового отверждения". Наконец, согласно третьему способу к жидкому стеклу в качестве отвердителя добавляют сложный эфир. Подходящими сложными эфирами являются, например, ацетаты многоатомных спиртов, карбонаты, такие как пропилен- или бутиленкарбонат, или лактоны, такие как бутиролактон. В щелочной среде жидкого стекла сложные эфиры гидролизуются; при этом высвобождаются соответствующие кислоты, и жидкое стекло желатинируется. Этот вариант называют способом "самоотверждения". Так, разработаны системы связующих, отверждаемых за счет подачи газов. Такая система описана,например, в публикации GB 782205, где в качестве связующего использовано щелочное жидкое стекло,которое можно отвердить за счет подачи СО 2. В публикации DE 19925167 описана экзотермическая питающая масса, которая в качестве связующего содержит щелочной силикат. В публикации DE 102004057669 В 3 описано применение жидкого стекла в качестве связующего при производстве литейных форм и литейных стержней для литья металла. К жидкому стеклу добавляют одну или несколько трудно растворимых солей металлов, причем эти соли металлов должны быть настолько трудно растворимыми, чтобы при комнатной температуре они не реагировали в значительной мере с жидким стеклом. Трудно растворимые соли металлов могут сами по себе иметь низкую растворимость. Кроме того, чтобы обеспечить желаемую низкую растворимость, можно снабдить эти соли металлов покрытием. В примерах в качестве трудно растворимых солей металлов использованы фторид кальция, смесь фторида алюминия и гидроксида алюминия, а также смесь гидроксида магния и гидроксида алюминия. Для повышения текучести формовочной смеси, полученной из песка и композиции связующего, можно также добавить в нее поверхностно-активные вещества или смачивающие средства. Кроме того, были разработаны системы связующих, самоотверждающиеся при комнатной температуре. Такая система, основанная на фосфорной кислоте и оксидах металлов, описана, например, в публикации US 5582232. В публикации WO 97/049646 описана композиция связующего, пригодная для изготовления формовочных смесей для производства литейных форм и литейных стержней. Эта композиция связующего содержит силикат, фосфат и катализатор, выбранный из группы, состоящей из алифатических карбонатов,циклических алкиленкарбонатов, сложных эфиров алифатических карбоновых кислот, сложных эфиров циклических карбоновых кислот, сложных эфиров фосфорной кислоты и их смесей. В качестве фосфата используется полифосфат с ионным элементом, имеющим формулу PO3)nO), где n соответствует средней длине цепи и лежит в диапазоне от 3 до 45. Соотношение "силикат:фосфат" может быть выбрано в диапазоне от 97,5:2,5 до 40:60, в зависимости от вида твердых веществ. Кроме того, к композиции может быть добавлено поверхностно-активное вещество. В публикации US 6139619 описана другая система связующего на основе комбинации жидкого стекла и водорастворимого аморфного неорганического фосфатного стекла. Молярное соотношение SiO2 и М 2 О в жидком стекле лежит в диапазоне между 0,6 и 2,0; при этом М выбран из группы, состоящей из натрия, калия, лития и аммония. Согласно одной из форм осуществления настоящего изобретения система связующего может также содержать поверхностно-активное вещество. Наконец, известны также неорганические системы связующих, которые отверждаются при высоких температурах, например, в горячей опоке. Такие термоотверждаемые системы связующих известны, например, из публикации US 5474606, в которой описана система связующего, состоящая из щелочного жидкого стекла и силиката алюминия. Неорганические связующие, по сравнению с органическими связующими, обладают и недостатками. Например, литейные формы, изготовленные с использованием в качестве связующего жидкого стекла, обладают относительно низкой прочностью. Это приводит к проблемам, в частности, при извлечении литейной формы из опоки, так как литейная форма может разрушиться. Высокая прочность в этот момент времени особенно важна для производства сложных тонкостенных формованных деталей и безопасного обращения с ними. Причина низкой прочности состоит, в первую очередь, в том, что литейные формы содержат остаточную воду, происходящую из связующего. Длительное время выдержки в горячей закрытой опоке помогает лишь отчасти, так как водяной пар не может испариться в достаточном количестве. Для того чтобы обеспечить практическое полное просушивание литейных форм, в публикацииWO 98/06522 было предложено после формования выдерживать формовочную смесь в стержневом ящике с регулируемой температурой только до тех пор, пока не образуется формоустойчивая и прочная периферическая оболочка. После открывания стержневого ящика форму вынимают и затем полностью просушивают с использованием микроволн. Несмотря на то что дополнительная сушка необходима, она удлиняет время изготовления литейных форм и способствует, не в последнюю очередь из-за расходов на энергию, значительному удорожанию процесса производства. Для того чтобы обеспечить текучесть огнеупорной формовочной смеси, в которой использовано связующее на основе жидкого стекла, необходимы относительно большие количества жидкого стекла. Это приводит к снижению огнеупорности литейной формы и к плохому разрушению формы после завершения процесса литья. Поэтому лишь незначительную часть бывшего в употреблении формовочного песка можно повторно использовать для изготовления литейных форм. В публикации DE 2909107 А описан способ изготовления литейных форм из зернистого и/или волокнистого материала с использованием в качестве связующего силиката натрия или силиката калия,причем к композиции добавляют поверхностно-активное вещество, предпочтительно тензид, силиконовое масло или силиконовую эмульсию. В публикации WO 95/15229 описана композиция связующего, предназначенного, например, для связывания песка. Такую композицию связующего можно использовать, например, для изготовления литейных стержней и литейных форм. Композиция связующего включает в себя смесь водного раствора силиката щелочного металла, то есть жидкого стекла, и водорастворимого поверхностно-активного соединения. При использовании такой композиции связующего обеспечивается повышение предела текучести формовочной смеси. В публикации ЕР 1095719 А 2 описана система связующего на основе жидкого стекла. Система связующего содержит жидкое стекло и гигроскопическое основание, а также эмульсионный раствор, содержащий 8-10% силиконового масла в пересчете на количество связующего, причем силиконовое масло имеет температуру кипения 250 С. Силиконовую эмульсию добавляют для регулирования гигроскопических свойств, а также для повышения текучести формовочной смеси. В публикации US 5711792 описана композиция связующего для изготовления литейных форм, которая содержит неорганическое связующее, состоящее из водного раствора, содержащего полифосфатные цепи и/или боратные ионы, а также водорастворимое поверхностно-активное вещество. За счет добавления водорастворимого поверхностно-активного вещества повышается текучесть формовочной смеси. Следующим слабым местом уже известных неорганических связующих является малая устойчивость литейных форм, изготовленных с их использованием, против высокой влажности воздуха. Из-за этого невозможно незащищенное хранение формованных изделий в течение длительного времени, которое возможно при использовании органических связующих. Литейные формы, изготовленные с использованием в качестве связующего жидкого стекла, часто обнаруживают плохое разрушение после литья металла. В частности, если жидкое стекло было отверждено посредством обработки диоксидом углерода, то под влиянием горячего металла связующее может остекловаться, так что литейная форма станет очень твердой и ее можно будет удалить с помощью отливки лишь с большим трудом. Поэтому предпринимались попытки добавлять в формовочную смесь органические компоненты, которые сгорают под влиянием горячего металла и за счет образования пор облегчают разрушение литейной формы после литья. В публикации DE 2059538 описаны песчаные смеси для изготовления литейных стержней и форм,-3 022102 которые содержат в качестве связующего силикат натрия. Чтобы обеспечить улучшенное разрушение литейной формы после литья металла, в композицию добавляют сироп глюкозы. Песчаную формовочную смесь, из которой изготовлена литейная форма, отверждают посредством пропускания газообразного диоксида углерода. Песчаная формовочная смесь содержит от 1 до 3 мас.% сиропа глюкозы, от 2 до 7 мас.% силиката щелочного металла и достаточное количество стержневого или формовочного песка. В примерах было установлено, что литейные формы и стержни, содержавшие сироп глюкозы, обнаруживали гораздо лучшую способность к разрушению, чем литейные формы и литейные стержни, содержавшие сахарозу или чистую декстрозу. В публикации WO 2006/024540 А 2 описана формовочная смесь для изготовления литейных форм для металлообработки, которая содержит по меньшей мере один огнеупорный основной формовочный материал и связующее на основе жидкого стекла. К связующему добавляют некоторое количество порошкообразного оксида металла, выбранного из группы, состоящей из диоксида кремния, оксида алюминия, оксида титана и оксида цинка. Особо предпочтительно использовать в качестве порошкообразного оксида металла осадочную кремниевую кислоту или пирогенную кремниевую кислоту. За счет порошкообразного оксида металла, прежде всего диоксида кремния, обеспечивается очень легкое разрушение литейной формы после литья металла, так что для удаления литейной формы требуется лишь небольшое усилие. Однако за счет добавления порошкообразного оксида металла к формовочной смеси заметно ухудшается текучесть формовочной смеси, так что при изготовлении литейной формы возникают трудности,связанные с равномерностью заполнения модели и соответственно с достижением равномерной плотности литейной формы. В наихудшем случае внутри литейной формы могут возникать области, в которых формовочная смесь вообще не уплотнена. Эти дефектные участки влияют на качество отливки, так что она становится непригодной к употреблению. Следующей проблемой является то, что неравномерное уплотнение формовочной смеси обуславливает повышенную хрупкость литейной формы. Это затрудняет автоматизацию процесса литья, так как литейные формы трудно транспортировать без повреждений. Поэтому в огнеупорную формовочную смесь предпочтительно добавляют некоторое количество пластинчатого смазочного средства, такого как графит, слюда или тальк, которое снижает трение между отдельными зернами песка, так что становится возможным без больших трудностей изготавливать более сложные литейные формы. С увеличением сложности геометрии литейных стержней возрастают и требования к текучести формовочной смеси. Если ранее эти проблемы решались за счет применения органических связующих,то после успешного внедрения неорганических связующих в крупносерийное литейное производство возникла потребность обеспечить неорганические связующие или огнеупорные формовочные смеси,пригодные для изготовления очень сложных литейных форм. При этом должна быть гарантирована возможность промышленно и серийно изготавливать литейные стержни с такой сложной геометрией. Кроме того, в процессе производства литейных стержней должны сохраниться короткие технологические циклы, причем литейный стержень на всех стадиях своего производства должен обладать достаточно высокой прочностью, чтобы было возможно автоматизированное производство без повреждения тонкостенных зон литейного стержня. Прочность литейных стержней на всех этапах производственного процесса должна быть гарантирована и при изменении свойств используемого формовочного песка. Для изготовления литейных стержней не обязательно используется новый песок. Чаще формовочный песок перерабатывается после литья, и регенерированный песок повторно используется для изготовления литейных форм и литейных стержней. При регенерации формовочного песка удаляют большую часть связующего,сохранившегося на поверхности зерен песка. Это можно осуществить, например, механически, приводя песок в движение таким образом, чтобы зерна песка терлись друг об друга. Затем песок очищают от пыли и повторно используют. По меньшей мере, обычно невозможно полностью удалить слой связующего. Кроме того, при механической обработке можно повредить зерна песка, так что в конечном счете приходится искать компромисс между необходимостью как можно более полного удаления связующего и необходимостью не повредить зерна песка. Поэтому при регенерации уже бывшего в употреблении песка обычно невозможно снова получить такие же свойства, как у нового песка. Как правило, регенерированный песок имеет более шероховатую поверхность по сравнению с неиспользованным песком. Это оказывает влияние на процесс производства или на текучесть формовочной смеси, приготовленной из регенерированного песка. Поэтому в основу настоящего изобретения была положена задача разработки формовочной смеси для изготовления литейных форм для металлообработки, которая содержала бы по меньшей мере один огнеупорный основной формовочный материал и связующее на основе жидкого стекла, а также некоторое количество порошкообразного оксида металла, выбранного из группы, состоящей из диоксида кремния, оксида алюминия, оксида титана и оксида цинка, и которая обеспечивала бы возможность изготовления литейных форм с очень сложной геометрией, которые могли бы, например, содержать тонкостенные участки. Эта задача решена за счет создания формовочной смеси для изготовления литейных форм с признаками п.1 формулы изобретения. Предпочтительные варианты формовочной смеси согласно настоящему изобретению являются предметами зависимых пунктов формулы изобретения. За счет добавления по меньшей мере одного поверхностно-активного вещества можно значительно улучшить текучесть формовочной смеси. При производстве литейных форм обеспечивается значительно более высокая плотность материала, то есть частицы огнеупорного основного формовочного материала упаковываются заметно плотнее. За счет этого повышается стабильность литейных форм и можно значительно уменьшить число дефектных участков, ведущих к ухудшению качества отливки, в геометрически сложных участках литейной формы. Следующим преимуществом является то, что при использовании формовочной смеси согласно настоящему изобретению значительно снижается механическая нагрузка на оборудование для изготовления литейных форм. Минимизируется абразивное воздействие песка на формовочные инструменты, так что снижаются расходы на их техническое обслуживание. Кроме того,повышенная текучесть формовочной смеси обеспечивает снижение давления струи в пескоструйных машинах без необходимости мириться со снижением плотности литейных стержней. Неожиданно оказалось, что за счет добавления поверхностно-активного вещества можно также добиться повышения прочности литейного стержня в горячем состоянии. Поэтому после изготовления литейного стержня его можно быстро вынуть из опоки, так что становятся возможными короткие производственные циклы. Это возможно и в случае литейных стержней, содержащих тонкостенные участки,которые чувствительны к механической нагрузке. Формовочную смесь согласно настоящему изобретению после формования предпочтительно отверждают посредством удаления воды и инициирования реакции поликонденсации. Неожиданно оказалось, что поверхностно-активное вещество не оказывает негативного влияния на прочность в горячем состоянии сформованного изделия, изготовленного из формовочной смеси, хотя первоначально ожидалось, что поверхностно-активное вещество будет мешать образованию структуры внутри стекловидной пленки и за счет этого приведет к снижению прочности в горячем состоянии. Формовочная смесь для изготовления литейных форм для металлообработки согласно настоящему изобретению содержит, по меньшей мере,огнеупорный основной формовочный материал; связующее на основе жидкого стекла; количество порошкообразного оксида металла, выбранного из группы, состоящей из диоксида кремния, оксида алюминия, оксида титана и оксида цинка,причем согласно настоящему изобретению в формовочную смесь добавлено количество по меньшей мере одного поверхностно-активного вещества. В качестве огнеупорного основного формовочного материала можно использовать стандартные материалы, используемые для изготовления литейных форм. Пригодны, например, кварцевый песок или цирконовый песок. Кроме того, можно использовать волокнистые огнеупорные основные формовочные материалы, например шамотные волокна. Другими подходящими огнеупорными основными формовочными материалами являются, например, оливин, песок хромовой руды, вермикулит. В качестве огнеупорных основных формовочных материалов можно использовать также синтетические формовочные материалы, например полые шарики из силиката алюминия (так называемые микросферы), стеклянные бусины, стеклянные гранулы или керамические основные формовочные материалы в форме шариков, известные под названиями "Cerabeads" или "Carboaccucast". Эти керамические основные формовочные материалы в форме шариков в качестве минеральных веществ содержат, например,муллит, корунд, -кристобалит в различных соотношениях. Они содержат оксид алюминия и диоксид кремния в значительных количествах. Типичные композиции содержат, например, Al2O3 и SiO2 в равных количествах. Кроме того, они могут содержать также другие компоненты в количестве 10%, такие какTiO2, Fe2O3. Диаметр керамических основных формовочных материалов в форме шариков предпочтительно меньше 1000 мкм, особо предпочтительно меньше 600 мкм. Пригодны также синтетические огнеупорные основные формовочные материалы, например муллит (x Al2O3y SiO2, где х=от 2 до 3, у=от 1 до 2; идеальная формула: Al2SiO5). Эти синтетические основные формовочные материалы не имеют естественного происхождения и поэтому могут быть использованы в особом способе формования, например,для изготовления полых микросфер из силиката алюминия, стеклянных бусин или керамических шариков из основных формовочных материалов. Согласно одной из форм осуществления настоящего изобретения в качестве синтетических огнеупорных основных формовочных материалов могут быть использованы стеклянные материалы. Они используются преимущественно в виде стеклянных шариков или стеклянных гранул. В качестве стекла могут быть использованы обычные виды стекла, хотя предпочтительны виды стекла, имеющие высокую температуру плавления. Например, пригодны стеклянные шарики и/или стеклянные гранулы, изготовленные из стеклянного боя. Также пригодно боратное стекло. Примерный состав таких видов стекла указан в приведенной ниже таблице. Кроме видов стекла, приведенных в таблице, можно использовать и другие виды стекла, в которых содержание указанных выше веществ выходит за пределы указанных диапазонов. Также можно использовать специальные виды стекла, которые, кроме вышеуказанных оксидов, содержат и другие элементы или их оксиды. Диаметр стеклянных шариков предпочтительно составляет от 1 до 1000 мкм, более предпочтительно от 5 до 500 мкм и особо предпочтительно от 10 до 400 мкм. В опытах по литью алюминия было обнаружено, что при использовании синтетических основных формовочных материалов, прежде всего стеклянных шариков, стеклянных гранул или микросфер, после литья на поверхности металла остается меньше сцепленного с ней формовочного песка, чем при использовании чистого кварцевого песка. Поэтому использование синтетических основных формовочных материалов позволяет получить более гладкие поверхности отливок, причем в дальнейшем не требуется или требуется в значительно меньшем объеме трудоемкая абразивно-струйная обработка. Нет необходимости в том, чтобы весь основной формовочный материал состоял из синтетических формовочных материалов. Предпочтительное содержание синтетических основных формовочных материалов составляет по меньшей мере примерно 3 мас.%, более предпочтительно по меньшей мере 5 мас.%, еще более предпочтительно по меньшей мере 10 мас.%, еще более предпочтительно по меньшей мере 15 мас.%, наиболее предпочтительно по меньшей мере примерно 20 мас.% от общего количества основного формовочного материала. Огнеупорный основной формовочный материал предпочтительно является сыпучим, так что формовочная смесь согласно настоящему изобретению может использоваться в стандартных пескоструйных машинах для изготовления литейных стержней. В качестве дополнительного компонента формовочная смесь согласно настоящему изобретению содержит связующее на основе жидкого стекла. В качестве жидкого стекла могут быть использованы стандартные виды жидкого стекла, которые уже использовались в качестве связующего в формовочных смесях для изготовления литейных форм в предшествующем уровне техники. Эти виды жидкого стекла содержат растворы силикатов натрия или калия и могут быть получены посредством растворения стекловидных силикатов калия или натрия в воде. Жидкое стекло предпочтительно имеет соотношениеSiO2/M2O в диапазоне от 1,6 до 4,0, более предпочтительно в диапазоне от 2,0 до 3,5, причем М обозначает натрий и/или калий. Жидкое стекло предпочтительно имеет содержание сухого вещества в диапазоне от 30 до 60 мас.%. Содержание сухого вещества определяется содержанием в жидком стекле SiO2 и М 2 О. Связующее на основе жидкого стекла может, кроме жидкого стекла, содержать и другие компоненты, действующие в качестве связующего. Тем не менее, предпочтительно использовать в качестве связующего чистое жидкое стекло. Предпочтительно больше 80 мас.%, более предпочтительно по меньшей мере 90 мас.%, особо предпочтительно по меньшей мере 95 мас.% и согласно еще одной форме осуществления настоящего изобретения по меньшей мере 98 мас.% от содержания твердых веществ в жидком стекле составляют силикаты щелочных металлов. Если связующее содержит фосфаты, то их содержание в пересчете на Р 2 О 5 и на общее содержание твердых веществ в жидком стекле предпочтительно меньше 10 мас.%, более предпочтительно меньше 5 мас.%, и согласно еще одной форме осуществления настоящего изобретения меньше 2 мас.%. Согласно одной из форм осуществления настоящего изобретения связующее не содержит фосфата. Кроме того, формовочная смесь содержит количество порошкообразного оксида металла, выбранного из группы, состоящей из диоксида кремния, оксида алюминия, диоксида титана и оксида цинка. Средний размер исходных частиц порошкообразного оксида металла может предпочтительно лежать в диапазоне от 0,10 до 1 мкм. Однако из-за агломерации исходных частиц размер частиц оксида металла предпочтительно должен быть меньше 300 мкм, более предпочтительно меньше 200 мкм, особо предпочтительно меньше 100 мкм. Согласно одной из форм осуществления настоящего изобретения размер частиц больше 5 мкм, согласно следующей форме осуществления настоящего изобретения больше 10 мкм, согласно еще одной форме осуществления настоящего изобретения больше 15 мкм. Предпочтительно средний размер частиц лежит в диапазоне от 5 до 90 мкм, более предпочтительно от 10 до 80 мкм и особо предпочтительно в диапазоне от 15 до 50 мкм. Размер частиц можно определить, например, посредством ситового анализа. Особо предпочтительно, чтобы остаток после просеивания на сите с размером ячеек 63 мкм составлял менее 10 мас.%, еще более предпочтительно менее 8 мас.%. В качестве порошкообразного оксида металла особо предпочтительно использовать диоксид кремния, причем особо предпочтителен аморфный диоксид кремния, полученный синтетическим путем. Порошкообразный диоксид кремния нельзя отождествлять с огнеупорным основным формовочным материалом. Если, например, в качестве огнеупорного основного формовочного материала используется кварцевый песок, то кварцевый песок действует иначе, чем порошкообразный диоксид кремния. Кварцевый песок на дифрактограмме рентгеновских лучей имеет очень узкий рефлекс, тогда как аморфный диоксид кремния обнаруживает низкий уровень кристалличности и поэтому на дифрактограмме рентгеновских лучей он дает заметно более широкий рефлекс. В качестве порошкообразного диоксида кремния предпочтительно используется осадочная кремниевая кислота или пирогенная кремниевая кислота. Эти кремниевые кислоты можно использовать по отдельности или в виде смеси. Осадочную кремниевую кислоту получают в процессе реакции водного раствора силиката щелочного металла с минеральными кислотами. Выпадающий при этом осадок затем отделяют, сушат и размалывают. Под пирогенными кремниевыми кислотами понимают кремниевые кислоты, которые получают при высоких температурах посредством коагуляции из газовой фазы. Получение пирогенной кремниевой кислоты можно осуществить, например, посредством пламенного гидролиза четыреххлористого кремния или в дуговой электропечи путем восстановления кварцевого песка с коксом или антрацитом до газообразного монооксида кремния с последующим окислением до диоксида кремния. Пирогенные кремниевые кислоты, полученные в дуговой электропечи, могут также содержать углерод. Осадочная кремниевая кислота и пирогенная кремниевая кислота одинаково хорошо подходят для формовочной смеси согласно настоящему изобретению. Эти кремниевые кислоты в дальнейшем будут обозначены как "синтетический аморфный диоксид кремния". Пирогенная кремниевая кислота отличается очень большой удельной поверхностью. Предпочтительно порошкообразный диоксид кремния имеет удельную поверхность более 10 м 2/г, согласно еще одной форме осуществления настоящего изобретения - более 15 м 2/г. Согласно одной изформ осуществления настоящего изобретения порошкообразный диоксид кремния имеет удельную поверхность менее 40 м 2/г, согласно следующей форме осуществления настоящего изобретения - менее 30 м 2/г. Удельную поверхность можно определить по адсорбции азота согласно DIN 66131. Согласно одной из форм осуществления настоящего изобретения неуплотненный аморфный порошкообразный диоксид кремния имеет насыпную плотность больше 100 м 3/кг, согласно другой форме осуществления настоящего изобретения - больше 150 м 3/кг. Согласно одной из форм осуществления настоящего изобретения неуплотненный аморфный порошкообразный диоксид кремния имеет насыпную плотность меньше 500 м 2/г, согласно другой форме осуществления настоящего изобретения - меньше 400 м 2/кг. Авторы настоящего изобретения полагают, что сильнощелочное жидкое стекло может реагировать с силанольными группами, расположенными на поверхности аморфного диоксида кремния, полученного синтетическим способом, и что при испарении воды происходит образование сильных связей между диоксидом кремния и отвержденным жидким стеклом. В качестве еще одного важного компонента формовочная смесь согласно настоящему изобретению содержит поверхностно-активное вещество. Под поверхностно-активным веществом понимают такое вещество, которое на поверхности водного раствора может образовывать мономолекулярный слой, а также дает возможность образования, например, мембраны. Кроме того, за счет поверхностно-активного вещества снижается поверхностное натяжение воды. Особо предпочтительным для использования в качестве поверхностно-активного вещества является тензид. Тензиды содержат гидрофильную часть и гидрофобную часть, свойства которых сбалансированы таким образом, что в водной фазе тензиды могут, например, образовывать мицеллы или накапливаться на поверхности раздела. В формовочной смеси согласно настоящему изобретению можно использовать все классы тензидов. Кроме анионных тензидов, пригодны неионогенные тензиды, катионные тензиды и амфотерные тензиды. Примерами неионогенных тензидов являются, например, этоксилированные или пропоксилированные длинноцепочечные спирты, амины или кислоты, такие как этоксилаты жирных спиртов, этоксилаты алкилфенолов, этоксилаты жирных кислот, соответствующие пропоксилаты или тензиды на основе сахаров, например полигликозиды на основе жирных спиртов. Жирные спирты предпочтительно содержат от 8 до 20 атомов углерода. Подходящими анионными тензидами являются алкиламмониевые соединения и имидазолиниевые соединения. Для получения формовочной смеси согласно настоящему изобретению предпочтительно используются анионные тензиды. Анионный тензид предпочтительно содержит в качестве полярной гидрофильной группы сульфатную, сульфонатную, фосфатную или карбоксилатную группу, причем особо предпочтительны сульфатная и фосфатная группы. Если используются анионные тензиды, содержащие сульфатные группы, то предпочтительны сложные моноэфиры серной кислоты. Если в качестве полярной группы анионного тензида используются фосфатные группы, то особо предпочтительны сложные монои диэфиры ортофосфорной кислоты. Общим для всех тензидов, используемых в формовочной смеси согласно настоящему изобретению,является то, что неполярный гидрофобный участок предпочтительно образован алкильными, арильными и/или аралкильными группами, которые предпочтительно содержат более 6 атомов углерода, особо предпочтительно от 8 до 20 атомов углерода. Гидрофобный участок может представлять собой как линейные цепи, так и разветвленные структуры. Также могут быть использованы смеси различных тензидов. Особо предпочтительны анионные тензиды, выбранные из группы, состоящей из олеилсульфата,стеарилсульфата, пальмитилсульфата, миристилсульфата, лаурилсульфата, децилсульфата, октилсульфата, 2-этилгексилсульфата, 2-этилоктилсульфата, 2-этилдецилсульфата, пальмитоолеилсульфата, линолилсульфата, лаурилсульфоната, 2-этилдецилсульфоната, пальмитилсульфоната, стеарилсульфоната, 2 этилстеарилсульфоната, линолилсульфоната, гексилфосфата, 2-этилгексилфосфата, каприлфосфата, лаурилфосфата, миристилфосфата, пальмитилфосфата, пальмитоолеилфосфата, олеилфосфата, стеарилфосфата, поли-(1,2-этандиил)фенолгидроксифосфата, поли-(1,2-этандиил)стеарилфосфата, а также поли(1,2-этандиил)олеилфосфата. В формовочной смеси согласно настоящему изобретению чистое поверхностно-активное вещество предпочтительно содержится в количестве от 0,001 до 1 мас.%, особо предпочтительно в количестве от 0,01 до 0,5 мас.% в пересчете на массу огнеупорного основного формовочного материала. Часто поверхностно-активные вещества такого рода продаются в виде 20-80%-ного раствора. В этом случае особо предпочтительны водные растворы поверхностно-активных веществ. В принципе поверхностно-активное вещество может быть добавлено к формовочной смеси как в растворенном виде, например в связующем, так и в виде отдельного компонента или вместе с твердым компонентом, служащим носителем, например вместе с добавкой. Особо предпочтительно, чтобы поверхностно-активное вещество было растворено в связующем. Согласно одной из предпочтительных форм осуществления настоящего изобретения огнеупорный основной формовочный материал, по меньшей мере, частично состоит из регенерированного огнеупорного основного формовочного материала. Под регенерированным огнеупорным основным формовочным материалом понимают огнеупорный основной формовочный материал, который уже по меньшей мере один раз был использован для изготовления литейной формы и после этого был выделен обратно для повторного использования в процессе изготовления литейных форм. Повышенная текучесть, наблюдавшаяся у формовочной смеси согласно настоящему изобретению,особенно важна в тех случаях, когда формовочная смесь вместо чистого огнеупорного основного формовочного материала, например чистого кварцевого песка, содержит определенное количество регенерированного огнеупорного основного формовочного материала, например регенерированного кварцевого песка. Регенерированные огнеупорные основные формовочные материалы, независимо от способа регенерации, содержат остаточные количества связующего, которые невозможно удалить с поверхности зерен песка без дополнительной обработки. Эти остатки придают регенерату "матовый характер" и снижают текучесть формовочной смеси. Из-за этого на практике сложные формы часто можно изготовить только с использованием нового песка. Однако формовочная смесь согласно настоящему изобретению обладает настолько высокой текучестью, что даже в том случае, если формовочная смесь содержит определенное количество регенерированного огнеупорного основного формовочного материала, возможно изготовление литейных стержней с очень сложной геометрией. При этом неожиданно было обнаружено,что литейные формы, изготовленные из регенерированного огнеупорного основного формовочного материала, обнаруживают также очень высокую прочность формы, более конкретно - прочность в горячем состоянии. Эта прочность заметно выше, чем у форм, изготовленных из формовочной смеси, которая кроме огнеупорного основного формовочного материала содержит жидкое стекло в качестве связующего и порошкообразный аморфный диоксид кремния, но не содержит поверхностно-активного вещества, более конкретно не содержит тензида. Для регенерации могут быть использованы любые огнеупорные основные формовочные материалы,например перечисленные выше огнеупорные основные формовочные материалы. Связующее, которым загрязнен огнеупорный основной формовочный материал, также не подлежит никаким ограничениям. В предыдущем использовании огнеупорного основного формовочного материала могут быть использованы как органические, так и неорганические связующие. Также для регенерации могут быть использованы как смеси различных бывших в употреблении огнеупорных основных формовочных материалов, так и чистые сорта использованных огнеупорных основных формовочных материалов. Предпочтительно использовать регенерированные огнеупорные основные формовочные материалы, которые получены из одного сорта бывшего в употреблении огнеупорного основного формовочного материала, причем бывший в употреблении огнеупорный основной формовочный материал еще содержит остатки предпочтительно неорганического связующего, особо предпочтительно связующего на основе жидкого стекла, более конкретно - связующего, которое, по существу, состоит из жидкого стекла. Для регенерации огнеупорного основного формовочного материала могут быть использованы лю-8 022102 бые способы. Так, бывший в употреблении огнеупорный основной формовочный материал может быть,например, регенерирован механически; при этом сохранившиеся после литья на бывшем в употреблении огнеупорном основном формовочном материале остатки связующего или продукты разложения удаляются посредством трения. Для этого можно, например, привести песок в интенсивное движение, чтобы за счет соударения соседних зерен песка они освобождались от сцепленных с ними остатков связующего. Затем остатки связующего можно отделить посредством просеивания и обеспыливания регенерированного огнеупорного основного формовочного материала. При необходимости, можно предварительно провести термическую обработку бывшего в употреблении огнеупорного основного формовочного материала, чтобы сделать более хрупкой пленку связующего на зернах огнеупорного основного формовочного материала и чтобы она легче стиралась. Если же бывший в употреблении огнеупорный основной формовочный материал содержит остатки жидкого стекла как связующего, регенерация может осуществляться и таким способом, при котором бывший в употреблении огнеупорный основной формовочный материал промывается водой. Бывшие в употреблении огнеупорные основные формовочные материалы также могут быть регенерированы термически. Такая регенерация проводится, например, в случае бывших в употреблении огнеупорных основных формовочных материалов, которые загрязнены остатками органического связующего. При доступе воздуха эти остатки органического связующего сгорают. При необходимости может быть проведена предварительная механическая очистка с целью удаления части остатков связующего. Особо предпочтительно использование регенерированного огнеупорного основного формовочного материала, полученного из бывшего в употреблении огнеупорного основного формовочного материала,загрязненного жидким стеклом, если этот бывший в употреблении огнеупорный основной формовочный материал регенерирован термическим способом. В таком способе регенерации используют бывший в употреблении огнеупорный основной формовочный материал, с которым сцеплено связующее на основе жидкого стекла. Затем использованный формовочный песок подвергают термической обработке, в ходе которой использованный огнеупорный основной формовочный материал нагревают до температуры не ниже 200 С. Такой способ описан, например, в публикации WO 2008/101668 А 1. Долю регенерированного огнеупорного основного формовочного материала в формовочной смеси можно выбрать любой. Огнеупорный основной формовочный материал может полностью состоять из регенерированного огнеупорного основного формовочного материала. Однако возможен и вариант, когда огнеупорный основной формовочный материал содержит лишь небольшую долю регенерированного огнеупорного основного формовочного материала. Например, доля регенерированного огнеупорного основного формовочного материала может лежать в диапазоне от 10 до 90 мас.%, согласно другой форме осуществления настоящего изобретения - в диапазоне от 20 до 80 мас.% от содержащегося в формовочной смеси огнеупорного основного формовочного материала. Возможны и большие или меньшие доли. Согласно одной из форм осуществления настоящего изобретения в формовочную смесь согласно настоящему изобретению добавлен по крайней мере один углевод. За счет добавления углеводов к формовочной смеси могут быть изготовлены литейные формы на основе неорганического связующего, обладающие высокой прочностью как непосредственно после изготовления, так и при длительном хранении. Кроме того, после литья металла получают отливку с очень высоким качеством поверхности, так что после удаления литейной формы требуется лишь небольшая дополнительная обработка поверхности отливки. В качестве углеводов могут быть использованы как моно- или дисахариды, так и более высокомолекулярные олиго- или полисахариды. Углеводы могут быть использованы как в виде отдельного соединения, так и в виде смеси различных углеводов. К чистоте используемых углеводов не предъявляется очень высоких требований. Вполне достаточно, если углеводы в пересчете на сухой вес имеют чистоту более 80 мас.%, более предпочтительно более 90 мас.%, особо предпочтительно более 95 мас.% (во всех случаях в пересчете на сухой вес). Моносахаридные элементы углеводов могут быть соединены между собой любым способом. Предпочтительно углеводы имеют линейную структуру, например, с -или 1,4-гликозидной связью. Тем не менее, углеводы могут полностью или частично быть образованы на основе 1,6-связи, как, например, амилопектин, который содержит до 6% -1,6-связей. Содержание углевода может быть выбрано относительно небольшим, но при этом уже наблюдается явный эффект в отношении прочности литейных форм перед литьем и явное улучшение поверхности отливки. Предпочтительно долю углевода в пересчете на массу огнеупорного основного формовочного материала выбирают в диапазоне от 0,01 до 10 мас.%, более предпочтительно в диапазоне от 0,02 до 5 мас.%, еще более предпочтительно в диапазоне от 0,05 до 2,5 мас.% и наиболее предпочтительно в диапазоне от 0,1 до 0,5 мас.%. Уже небольшие добавки углеводов порядка 0,1 мас.% приводят к явным эффектам. Согласно следующей форме осуществления изобретения углевод может содержаться в формовочной смеси в недериватизированной форме. Такого рода углеводы можно с успехом получить из природных источников, таких как растения, например из злаков или картофеля. Молекулярный вес таких углеводов, полученный из природных источников, можно уменьшить, например, посредством химического или ферментативного гидролиза, чтобы повысить, например, растворимость в воде. Кроме недеривати-9 022102 зированных углеводов, которые состоят только из углерода, кислорода и воды, могут быть также использованы дериватизированные углеводы, у которых, например, часть гидроксильных групп или все гидроксильные группы этерифицированы, например, алкильными группами. Подходящими дериватизированными углеводами являются, например, этилцеллюлоза или карбоксиметилцеллюлоза. Могут быть использованы и собственно низкомолекулярные углеводороды, такие как моно- или дисахариды. Примерами являются глюкоза или сахароза. Положительные эффекты наблюдают главным образом при использовании олиго- или полисахаридов. Особо предпочтительно поэтому использовать в качестве углевода олиго- или полисахарид. При этом предпочтительно, чтобы олиго- или полисахарид имел молярную массу в диапазоне от 1,000 до 100,000 г/моль, предпочтительно от 2,000 до 30,000 г/моль. В частности, если углевод имеет молярную массу в диапазоне от 5,000 до 20,000 г/моль, наблюдается заметное повышение прочности литейной формы, так что литейная форма в процессе ее изготовления легко вынимается из опоки и может транспортироваться. При длительном хранении литейная форма также обнаруживает очень хорошую прочность, так что возможно хранение литейных форм, необходимое для серийного производства отливок, в том числе в течение нескольких дней в условиях доступа влажного воздуха, без дополнительной защиты. Также очень хорошей является устойчивость к воздействию воды, которое неизбежно, например, при нанесении формовочной краски на литейную форму. Полисахарид предпочтительно должен состоять из мономеров глюкозы, причем эти мономеры особо предпочтительно соединены - или -1,4-гликозидной связью. Кроме того, также можно использовать в качестве добавки согласно настоящему изобретению углеводные соединения, которые, кроме глюкозы,содержат другие моносахариды, например галактозу или фруктозу. Примерами подходящих углеводов являются лактоза (дисахарид с - или -1,4-гликозидными связями, состоящий из галактозы и глюкозы) и сахароза (дисахарид, состоящий из -глюкозы и -фруктозы). Особо предпочтителен углевод, выбранный из группы, состоящей из целлюлозы, крахмалов и декстринов, а также производных этих углеводов. Подходящими производными являются, например, производные, полностью или частично этерифицированные алкильными группами. Могут быть проведены и другие модификации, например этерификация неорганическими или органическими кислотами. Дальнейшая оптимизация стабильности литейной формы и поверхности отливки может быть обеспечена, если в качестве добавки в формовочную смесь используют специальные углеводы, особо предпочтительно крахмалы, декстрины (продукты гидролиза крахмалов) и их производные. В качестве крахмалов, в частности, могут быть использованы природные крахмалы, например картофельный, кукурузный, рисовый, гороховый, банановый, каштановый или пшеничный крахмал. Также существует возможность использования модифицированных крахмалов, например набухающий крахмал, жидкокипящий крахмал, окисленный крахмал, цитратный крахмал, ацетатный крахмал, простой эфир крахмала, сложный эфир крахмала или фосфат крахмала. Ограничений в выборе крахмала нет. Крахмал может быть,например, маловязким, средневязким или высоковязким, катионным или анионным, растворимым в холодной воде или растворимым в горячей воде. Декстрин особо предпочтительно выбран из группы, состоящей из картофельного декстрина, кукурузного декстрина, желтого декстрина, белого декстрина, боратного декстрина, циклодекстрина и мальтодекстрина. Формовочная смесь более конкретно для изготовления литейных форм с очень тонкостенными участками, предпочтительно дополнительно содержит фосфорсодержащее соединение. При этом могут быть использованы как органические, так и неорганические соединения фосфора. Кроме того, для того чтобы при розливе металла не происходило нежелательных побочных реакций, предпочтительно чтобы фосфор в фосфорсодержащих соединениях имел степень окисления, равную V. За счет добавления фосфорсодержащих соединений можно еще больше повысить стабильность литейной формы. Это имеет особенно большое значение в тех случаях, когда при розливе металла жидкий металл попадает на наклонную поверхность и вследствие высокого металлостатического давления оказывает очень сильное эрозионное воздействие или может привести к деформациям, особенно тонкостенных участков литейной формы. Фосфорсодержащее соединение при этом предпочтительно имеет форму фосфата или оксида фосфора. При этом фосфат может быть фосфатом щелочного или щелочно-земельного металла, причем особенно предпочтительны натриевые соли. Могут быть использованы также фосфаты аммония или фосфаты ионов других металлов. Тем не менее, названные в качестве предпочтительных фосфаты щелочных или щелочно-земельных металлов легко доступны и могут быть использованы в любых количествах без больших затрат. Если фосфорсодержащее соединение добавляют в формовочную смесь в форме оксида фосфора, то оксид фосфора предпочтительно используется в форме пентоксида фосфора. Тем не менее, могут быть использованы и триоксид фосфора, и тетраоксид фосфора. Согласно следующей форме осуществления настоящего изобретения фосфорсодержащее соединение может быть добавлено к формовочной смеси в форме солей фторфосфорных кислот. Особо предпочтительны при этом соли монофторфосфорной кислоты. Особо предпочтительна натриевая соль. Согласно одной из предпочтительных форм осуществления настоящего изобретения к формовоч- 10022102 ной смеси в качестве фосфорсодержащего соединения добавляют органические фосфаты. При этом предпочтительны алкил- или арилфосфаты. Алкильные группы при этом предпочтительно содержат от 1 до 10 атомов углерода, и они могут быть неразветвленными или разветвленными. Арильные группы предпочтительно содержат от 6 до 18 атомов углерода, причем арильные группы могут быть также замещены алкильными группами. Особо предпочтительны фосфатные соединения, являющиеся производными мономерных или полимерных углеводородов, например глюкозы, целлюлозы или крахмалов. Использование фосфорсодержащих органических компонентов в качестве добавок выгодно с двух точек зрения. С одной стороны, за счет присутствия фосфора может быть достигнута необходимая термическая стабильность литейной формы, а с другой стороны, за счет органической части оказывается положительное влияние на качество поверхности соответствующей отливки. В качестве фосфатов могут быть также использованы ортофосфаты, полифосфаты, пирофосфаты или метафосфаты. Фосфаты могут быть получены, например, посредством нейтрализации соответствующих кислот соответствующим основанием, например основанием щелочного или щелочноземельного металла, таким как NaOH, при этом необязательно, чтобы все отрицательные заряды фосфатного иона были насыщены ионами металла. Могут быть также использованы фосфаты металлов, гидрофосфаты металлов и дигидрофосфаты металлов, например Na3PO4, Na2HPO4 и NaH2PO4. Также могут быть использованы безводные фосфаты и гидраты фосфатов. Фосфаты могут быть добавлены в формовочную смесь как в кристаллической, так и в аморфной форме. Под полифосфатами, прежде всего, понимают линейные фосфаты, которые содержат более одного атома фосфора, причем атомы фосфора могут быть соответственно соединены кислородными мостиками. Полифосфаты получают посредством конденсации ионов ортофосфата с отщеплением воды, так что образуется линейная цепь РО 4-тетраэдров, которые соединены соответствующими углами. Полифосфаты имеют общую формулу (О(РО 3)n)(n+2)-, где n соответствует длине цепи. Полифосфат может содержать до нескольких сотен РО 4-тетраэдров. Тем не менее, предпочтительны полифосфаты с короткой длиной цепи. Предпочтительно n имеет значения от 2 до 100, особо предпочтительно от 5 до 50. Могут быть использованы и более высоко конденсированные полифосфаты, то есть полифосфаты, в которых РО 4 тетраэдры соединены между собой более чем двумя углами, и поэтому они обнаруживают полимеризацию в двух или трех направлениях. Под метафосфатами понимают циклические структуры, которые состоят из РО 4-тетраэдров, которые соединены своими углами. Метафосфаты имеют общую формулу РО 3)n)n-, где n составляет по меньшей мере 3. Предпочтительно n имеет значения от 3 до 10. Могут быть использованы как одиночные фосфаты, так и смеси различных фосфатов и/или оксидов фосфора. Предпочтительное содержание фосфорсодержащего соединения в пересчете на массу огнеупорного основного формовочного материала лежит в диапазоне от 0,05 до 1,0 мас.%. При содержании менее 0,05 мас.% не обнаруживается явного влияния на устойчивость формы литейной формы. Если содержание фосфата превышает 1,0 мас.%, то резко снижается прочность литейной формы в горячем состоянии. Предпочтительно содержание фосфорсодержащего соединения выбирают в диапазоне от 0,10 до 0,5 мас.%. Фосфорсодержащее соединение предпочтительно содержит от 0,5 до 90 мас.% фосфора в пересчете на Р 2 О 5. Если используют неорганические фосфорсодержащие соединения, то они предпочтительно содержат от 40 до 90 мас.% фосфора, особо предпочтительно от 50 до 80 мас.% фосфора в пересчете на Р 2 О 5. Если используют органические фосфорсодержащие соединения, то они предпочтительно содержат от 0,5 до 30 мас.% фосфора, особо предпочтительно от 1 до 20 мас.% фосфора в пересчете на Р 2 О 5. Фосфорсодержащее соединение может быть добавлено к формовочной смеси в твердой форме или в форме раствора. Предпочтительно фосфорсодержащее соединение добавляют к формовочной смеси в виде твердого вещества. Если фосфорсодержащее соединение добавляют в растворенной форме, то в качестве растворителя предпочтительна вода. Формовочная смесь согласно настоящему изобретению представляет собой интенсивную смесь, по меньшей мере, из указанных выше составных частей. При этом частицы огнеупорного основного формовочного материала предпочтительно покрыты слоем связующего. За счет испарения воды, присутствующей в связующем (примерно 40-70 мас.% от массы связующего), затем можно получить прочную связь между частицами огнеупорного основного формовочного материала. Связующее, то есть жидкое стекло, порошкообразный оксид металла, более конкретно синтетический аморфный диоксид кремния и поверхностно-активное вещество, предпочтительно содержится в формовочной смеси в количестве менее 20 мас.%, особо предпочтительно менее 15 мас.%. Содержание связующего при этом зависит от содержания твердых веществ в связующем. Если используются массивные основные формовочные материалы, как, например, кварцевый песок, то связующее предпочтительно содержится в количестве менее 10 мас.%, предпочтительно менее 8 мас.%, особо предпочтительно менее 5 мас.%. Если используются огнеупорные основные формовочные материалы, имеющие малую плотность, как, например, вышеописанные полые микросферы, то содержание связующего соответственно повышается. Чтобы обеспечить сцепление зерен огнеупорного основного формовочного материала, со- 11022102 держание связующего согласно одной из форм осуществления настоящего изобретения выбирают больше 1 мас.%, согласно другой форме осуществления настоящего изобретения - больше 1,5 мас.%. Соотношение жидкого стекла и порошкообразного оксида металла, более конкретно синтетического аморфного диоксида кремния, можно варьировать в широких пределах. Это создает преимущество,состоящее в том, что можно повысить первоначальную прочность литейной формы, то есть прочность непосредственно после извлечения ее из горячей опоки, и влагостойкость без влияния на конечные характеристики прочности, то есть на характеристики прочности после охлаждения литейной формы, по сравнению с использованием связующего на основе жидкого стекла без добавления аморфного диоксида кремния. Это представляет большой интерес, прежде всего, при литье легких металлов. С одной стороны, желательна высокая начальная прочность, чтобы после изготовления литейных форм их можно было беспроблемно транспортировать или складировать совместно с другими литейными формами. С другой стороны, конечная прочность после отверждения не должна быть слишком высокой во избежание трудностей с разложением связующего после литья, то есть должна существовать возможность беспроблемного удаления основного формовочного материала из полостей литейной формы после литья. Порошкообразный оксид металла, более конкретно синтетический аморфный диоксид кремния в пересчете на общую массу связующего, содержится в связующем в количестве от 2 до 80 мас.%, предпочтительно от 3 до 60 мас.%, особо предпочтительно от 4 до 50 мас.%. Основной формовочный материал, содержащийся в формовочной смеси согласно настоящему изобретению, в одной из форм осуществления настоящего изобретения может содержать, по меньшей мере,некоторое количество полых микросфер. Диаметр полых микросфер обычно лежит в диапазоне от 5 до 500 мкм, предпочтительно в диапазоне от 10 до 350 мкм, а толщина оболочки обычно составляет от 5 до 15% диаметра микросфер. Эти микросферы имеют очень небольшой удельный вес, так что литейные формы, изготовленные с использованием полых микросфер, обладают малым весом. Особенно полезным является изолирующий эффект полых микросфер. Поэтому микросферы используются для изготовления литейных форм, прежде всего, тогда, когда литейные формы должны иметь повышенные изолирующие свойства. Такими литейными формами являются, например, описанные во введении питатели, которые используются в качестве компенсирующих резервуаров и содержат жидкий металл, причем металл должен оставаться в жидком состоянии до тех пор, пока не затвердеет металл, залитый в полую форму. Другой областью применения литейных форм, содержащих полые микросферы, являются, например, участки литейной формы, соответствующие особенно тонкостенным участкам готовой литейной формы. За счет изолирующего эффекта полых микросфер обеспечивается то, что металл в тонкостенных участках не затвердевает преждевременно и не закупоривает проходы внутри литейной формы. Если используются полые микросферы, то из-за малой плотности этих полых микросфер связующее предпочтительно используется в количестве менее 20 мас.%, особо предпочтительно в диапазоне от 10 до 18 мас.%. Эти значения относятся к содержанию твердых веществ в связующем. Полые микросферы предпочтительно состоят из силиката алюминия. Эти полые микросферы из силиката алюминия предпочтительно имеют содержание оксида алюминия более 20 мас.%, однако могут иметь и содержание оксида алюминия более 40 мас.%. Такие полые микросферы продаются, например,компанией Omega Minerals Germany GmbH, Нордерштедт, под названиями Omega-Spheres SG с содержанием оксида алюминия порядка 28-33%, Omega-Spheres WSG с содержанием оксида алюминия порядка 35-39% и E-Spheres с содержанием оксида алюминия порядка 43%. Соответствующие продукты можно приобрести в компании PQ Corporation (США) под названием "Extendospheres". Согласно следующей форме осуществления настоящего изобретения в качестве огнеупорного основного формовочного материала используют полые микросферы, состоящие из стекла. Согласно особо предпочтительной форме осуществления настоящего изобретения полые микросферы состоят из боросиликатного стекла. При этом боросиликатное стекло содержит количество бора в пересчете на В 2 О 3, превышающее 3 мас.%. Содержание полых микросфер предпочтительно выбирают меньше 20 мас.% от массы формовочной смеси. При использовании полых микросфер из боросиликатного стекла предпочтительно выбирается их малое содержание. Оно предпочтительно меньше 5 мас.%, более предпочтительно меньше 3 мас.% и особо предпочтительно оно находится в диапазоне от 0,01 до 2 мас.%. Как уже описано выше, в предпочтительной форме осуществления настоящего изобретения формовочная смесь согласно настоящему изобретению содержит, по меньшей мере, некоторое количество стеклянных гранул и/или стеклянных шариков в качестве огнеупорного основного формовочного материала. Также возможно приготовить формовочную смесь в виде экзотермической формовочной смеси, которая пригодна, например, для изготовления экзотермических питателей. При этом формовочная смесь содержит металл, способный окисляться, и подходящий окислитель. В пересчете на общую массу формовочной смеси металлы, способные окисляться, предпочтительно содержатся в количестве от 15 до 35 мас.%. Окислитель предпочтительно содержится в количестве от 20 до 30 мас.% от общей массы формовочной смеси, к которой он добавлен. Подходящими металлами, способными окисляться, являют- 12022102 ся, например, алюминий или магний. Подходящими окислителями являются, например, оксид железа или нитрат калия. Согласно следующей форме осуществления настоящего изобретения формовочная смесь согласно настоящему изобретению может содержать, кроме поверхностно-активного вещества, также некоторое количество смазочных средств, например пластинчатых смазочных средств, более конкретно графита,MoS2, талька и/или пирофиллита. Количество добавленных смазочных средств, например графита, предпочтительно составляет от 0,05 до 1 мас.% от массы основного формовочного материала. Кроме уже названных составных частей, формовочная смесь согласно настоящему изобретению может содержать и другие добавки. Например, могут быть добавлены внутренние разделительные средства, которые облегчают извлечение литейных форм из опок. Подходящими внутренними разделительными средствами являются, например, стеарат кальция, сложные эфиры жирных кислот, воска, природные смолы или специальные алкидные смолы. Кроме того, к формовочной смеси согласно настоящему изобретению могут быть также добавлены силаны. Так, в одной из форм осуществления настоящего изобретения формовочная смесь согласно настоящему изобретению содержит органическую добавку, которая имеет температуру плавления в области от 40 до 180 С, предпочтительно от 50 до 175 С, то есть при комнатной температуре является твердой. Под органическими добавками при этом понимают соединения, молекулярный скелет которых преимущественно состоит из атомов углерода, например органические полимеры. Благодаря добавлению органических добавок можно еще больше улучшить качество поверхности отливки. Механизм действия органических добавок еще не ясен. Не желая связывать себя этой теорией, авторы настоящего изобретения все же полагают, что по меньшей мере часть органических добавок сгорает в процессе розлива металла и при этом образуется тонкая газовая подушка между жидким металлом и основным формовочным материалом, образующим стенку литейной формы, за счет чего предотвращается реакция между жидким металлом и основным формовочным материалом. Кроме того, авторы настоящего изобретения полагают, что часть органических добавок в восстановительной атмосфере, господствующей во время литья, образует тонкий слой так называемого "блестящего углерода", который также препятствует реакции между металлом и основным формовочным материалом. В качестве дополнительного полезного эффекта за счет добавления органических добавок может быть обеспечено повышение прочности литейной формы после ее отверждения. Органические добавки предпочтительно добавляют в количестве от 0,01 до 1,5 мас.%, более предпочтительно от 0,05 до 1,3 мас.%, особо предпочтительно от 0,1 до 1,0 мас.%, во всех случаях указаны проценты от массы формовочного материала. Было обнаружено, что улучшение поверхности отливки может быть достигнуто при использовании очень разных органических добавок. Подходящими органическими добавками являются, например, фенолформальдегидные смолы, например новолаки, эпоксидные смолы, например бисфенол-А-эпоксидные смолы, бисфенол-F-эпоксидные смолы или эпоксидированные новолаки, полиолы, например полиэтиленгликоли или полипропиленгликоли, полиолефины, например полиэтилен или полипропилен, сополимеры олефинов, таких как этилен или пропилен, и других сомономеров, таких как винилацетат, полиамиды, например полиамид-6, полиамид-12 или полиамид-6,6, природные смолы, например живичная смола, жирные кислоты, например стеариновая кислота, сложные эфиры жирных кислот, например цетилпальмитат, амиды жирных кислот, например этилендиамин-бис-стеарамид, а также мыла металлов,например стеараты или олеаты одно-трехвалентных металлов. Органические добавки могут присутствовать как в виде чистого вещества, так и в виде смеси различных органических соединений. Согласно следующей форме осуществления настоящего изобретения формовочная смесь согласно настоящему изобретению содержит некоторое количество по меньшей мере одного силана. Подходящими силанами являются, например, аминосиланы, эпоксисиланы, меркаптосиланы, гидроксисиланы, метакрилсиланы, уреидосиланы и полисилоксаны. Примерами подходящих силанов являются -аминопропилтриметоксисилан,-гидроксипропилтриметоксисилан,3-уреидопропилтриэтоксисилан,меркаптопропилтриметоксисилан,-глицидоксипропилтриметоксисилан,-(3,4-эпоксициклогексил)триметоксисилан, 3-метакрилоксипропилтриметоксисилан и N-(аминоэтил)аминопропилтриметоксисилан. В типичном случае используется примерно 5-50% силана от массы порошкообразного оксида металла, предпочтительно примерно 7-45%, особо предпочтительно примерно 10-40%. Несмотря на высокие значения прочности, достижимые при использовании связующего согласно настоящему изобретению литейные формы, изготовленные из формовочной смеси согласно настоящему изобретению, более конкретно литейные стержни и формы, неожиданно обнаруживают хорошее разрушение после розлива металла, особенно при литье алюминия. Однако применение литейных форм, изготовленных из формовочной смеси согласно настоящему изобретению, не ограничивается литьем легких металлов. Эти литейные формы обычно пригодны для литья любых металлов. Такими металлами являются, например, цветные металлы, такие как латунь или бронза, а также черные металлы. Изобретение также относится к способу изготовления литейных форм для металлообработки, в ко- 13022102 тором используется формовочная смесь согласно настоящему изобретению. Способ согласно настоящему изобретению включает в себя следующие стадии: приготовление вышеописанной формовочной смеси; формование этой формовочной смеси; отверждение сформованной формовочной смеси, при котором формовочную смесь нагревают с получением отвержденной литейной формы. При изготовлении формовочной смеси согласно настоящему изобретению обычно вначале подготавливают огнеупорный основной формовочный материал, после чего при перемешивании добавляют к нему связующее. Как уже указано при описании формовочной смеси согласно настоящему изобретению, огнеупорный основной формовочный материал может, по меньшей мере, частично состоять из регенерированного бывшего в употреблении огнеупорного основного формовочного материала. Особо предпочтительно использовать регенерированный огнеупорный основной формовочный материал, полученный из бывшего в употреблении огнеупорного основного формовочного материала, с которым сцеплены остатки связующего на основе жидкого стекла. Также предпочтительно использовать регенерированный огнеупорный основной формовочный материал, который получен из бывшего в употреблении огнеупорного основного формовочного материала, с которым сцеплены остатки связующего на основе жидкого стекла и который был регенерирован термическим способом, причем для регенерации предпочтительно используют способ, описанный в публикации WO 2008/101668 А 1. При этом термически регенерируют бывший в употреблении огнеупорный основной формовочный материал, с которым сцеплены остатки связующего на основе жидкого стекла, к которому добавлен порошкообразный оксид металла, более конкретно аморфный диоксид кремния, например пирогенная кремниевая кислота. С использованием способа согласно настоящему изобретению также можно обеспечить циркуляцию огнеупорного основного формовочного материала в процессе изготовления литейных форм и последующего литья металлов, в котором только та часть огнеупорного основного формовочного материала, которая, например, была отделена во время регенерации посредством просеивания, заменяется новым огнеупорным основным формовочным материалом. К огнеупорному основному формовочному материалу в любой последовательности могут быть добавлены жидкое стекло, порошкообразный оксид металла, более конкретно синтетический аморфный диоксид кремния и поверхностно-активное вещество. Поверхностно-активное вещество может быть добавлено в виде вещества или в виде раствора или эмульсии, причем в качестве растворителя предпочтительно используется вода. Предпочтительны водные эмульсии или растворы поверхностно-активного вещества. При приготовлении формовочной смеси согласно настоящему изобретению предпочтительно работать так, чтобы не происходило чрезмерного пенообразования. С одной стороны, это может быть обеспечено за счет правильного подбора поверхностно-активного вещества. С другой стороны, если это необходимо, можно добавить пеногасители. Другие добавки, описанные выше, можно добавить к формовочной смеси в любой форме. Они могут быть добавлены по отдельности или в виде смеси. Они могут быть добавлены в виде твердого вещества или в виде растворов, паст или дисперсий. Если производится добавление в виде раствора, пасты или дисперсии, то в качестве растворителя предпочтительна вода. Также можно использовать в качестве растворителя или дисперсионной среды для добавок жидкое стекло, используемое в качестве связующего. Согласно одной из предпочтительных форм осуществления настоящего изобретения связующее приготавливают в виде двухкомпонентной системы, в которой первый жидкий компонент содержит жидкое стекло, а второй твердый компонент содержит порошкообразный оксид металла. Твердый компонент может также содержать, например, фосфат или, при необходимости, углевод. Поверхностноактивное вещество предпочтительно добавлять к жидкому компоненту. При приготовлении формовочной смеси огнеупорный основной формовочный материал предпочтительно загружают в смеситель, после чего сначала предпочтительно добавляют твердый компонент (или твердые компоненты) связующего и смешивают их с огнеупорным основным формовочным материалом. Длительность перемешивания выбирают такой, чтобы получить однородную смесь огнеупорного основного формовочного материала и твердого компонента связующего. Длительность перемешивания зависит от необходимого количества формовочной смеси и от использованного смесителя. Предпочтительно длительность перемешивания выбирают в диапазоне от 1 до 5 мин. Затем предпочтительно продолжая перемешивание, добавляют жидкий компонент связующего, после чего смесь перемешивают дальше до тех пор, пока на зернах огнеупорного основного формовочного материала не образуется равномерный слой связующего. И в этом случае длительность перемешивания зависит от необходимого количества получаемой формовочной смеси и от использованного смесителя. Предпочтительно длительность перемешивания выбирают в диапазоне от 1 до 5 мин. Под жидким компонентом понимают как смесь различных жидких компонентов, так и совокупность всех отдельных жидких компонентов, причем последние можно добавлять и по отдельности. Точно так же под твердым компонентом понимают как смесь некоторых или всех описанных выше твердых компонентов, так и совокупность всех твердых отдельных компонентов, причем последние можно добавлять к формовочной смеси как совместно, так и поочередно. Согласно следующей форме осуществления настоящего изобретения к огнеупорному основному формовочному материалу можно вначале добавить жидкий компонент связующего, а лишь затем добавить к смеси твердый компонент. Согласно следующей форме осуществления настоящего изобретения вначале к огнеупорному основному формовочному материалу добавляют от 0,05 до 3% воды от массы основного формовочного материала, и лишь затем добавляют твердые и жидкие компоненты связующего. При такой форме осуществления настоящего изобретения можно получить неожиданный положительный эффект на время переработки формовочной смеси. Авторы настоящего изобретения полагают,что при таком способе снижается водооттягивающее действие твердых компонентов связующего и за счет этого замедляется процесс отверждения. Затем формовочной смеси придают желаемую форму. При этом могут быть использованы стандартные способы формования. Например, можно выстрелить формовочной смесью из пескоструйной машины для изготовления литейных стержней в опоку с помощью сжатого воздуха. Затем формовочную смесь отверждают за счет подачи тепла, необходимого для испарения воды, содержащейся в связующем. Нагревание может производиться, например, в опоке. Также можно полностью отвердить литейную форму еще в опоке. Однако можно отвердить литейную форму только в краевой зоне, чтобы она приобрела прочность, достаточную для того, чтобы ее можно было извлечь из опоки. После этого можно полностью отвердить литейную форму, дополнительно удалив из нее воду. Это можно осуществить, например, в печи. Удаление воды можно осуществить и, например, посредством испарения воды при пониженном давлении. Отверждение литейных форм можно ускорить посредством продувки опоки горячим воздухом. В такой форме осуществления способа согласно настоящему изобретению обеспечивается быстрое удаление воды, содержащейся в связующем, за счет чего литейная форма отверждается за периоды времени,подходящие для промышленного производства. Температура вдуваемого воздуха предпочтительно составляет от 100 до 180 С, особо предпочтительно от 120 до 150 С. Скорость потока подогретого воздуха предпочтительно устанавливается такой, чтобы отверждение литейной формы происходило за промежутки времени, подходящие для промышленного производства. Промежутки времени зависят от размеров изготавливаемых литейных форм. Желательно отверждение за промежуток времени менее 5 мин,предпочтительно менее 2 мин. В случае очень больших литейных форм могут быть необходимы и более длительные промежутки времени. Удаление воды из формовочной смеси может осуществляться и способом, при котором нагревание формовочной смеси обеспечивается за счет ее облучения микроволнами. Однако облучение микроволнами предпочтительно производят после извлечения литейной формы из опоки. Для этого литейная форма уже должна иметь достаточную прочность. Как уже описано выше, это может быть обеспечено,например, за счет того, что, по меньшей мере, наружная оболочка литейной формы отвердевает еще в опоке. Формовочная смесь может содержать и другие органические добавки, как уже описано выше. Добавление этих дополнительных органических добавок может осуществляться в любой момент процесса приготовления формовочной смеси. Добавление органической добавки может при этом производиться в форме вещества или в форме раствора. Водорастворимые органические добавки можно использовать в форме водного раствора. Если органические добавки растворимы в связующем и могут сохраняться в нем в течение нескольких месяцев без разложения, то можно также растворить их в связующем и совместно с ним добавить в формовочную смесь. Добавки, не растворимые в воде, можно использовать в форме дисперсии или пасты. В качестве дисперсионной среды дисперсии или пасты предпочтительно содержат воду. Растворы или пасты из органических добавок могут быть приготовлены и на основе органических растворителей. Однако если для добавления органических добавок используется растворитель, то предпочтительно используется вода. Добавление органических добавок предпочтительно производится в форме порошка или коротких волокон, причем средний размер частиц или среднюю длину волокон предпочтительно выбирают такими, чтобы они не превышали размеры частиц огнеупорного основного формовочного материала. Особо предпочтительны органические добавки, просеянные через сито с размером ячеек порядка 0,3 мм. Для того чтобы уменьшить число компонентов, добавляемых к огнеупорному основному формовочному материалу, порошкообразный оксид металла и, например, органические добавки предпочтительно добавляют к формовочному песку не по отдельности, а после предварительного смешивания. Если формовочная смесь содержит силаны или силоксаны, то обычно их добавление производится в такой форме, когда они предварительно смешаны со связующим. Однако силаны или силоксаны могут быть добавлены к формовочной смеси и в виде отдельных компонентов. Тем не менее, особо предпочтительно силанизировать порошкообразный оксид металла, то есть смешать оксид металла с силаном или силоксаном, чтобы его поверхность была покрыта тонким слоем силана или силоксана. Если используется такой предварительно обработанный оксид металла, то обнаруживаются повышенные характеристики прочности и повышенная устойчивость к высокой влажности воздуха по сравнению с необработанным оксидом металла. Если, как описано выше, к формовочной смеси или к порошкообразному оксиду металла добавляют органическую добавку, то целесообразно выполнить это перед силанизацией. Способ согласно настоящему изобретению пригоден для изготовления любых стандартных форм,используемых для литья из металла, в том числе, например, для изготовления литейных стержней и полуформ. Особенно полезно то, что таким способом можно изготавливать литейные формы, имеющие очень тонкостенные участки или сложные изгибы. В случае добавления изолирующего огнеупорного основного формовочного материала или добавления экзотермических материалов к формовочной смеси согласно настоящему изобретению способ согласно настоящему изобретению применим, в частности,для изготовления питателей. Литейные формы, изготовленные из формовочной смеси согласно настоящему изобретению или с использованием способа согласно настоящему изобретению, обнаруживают высокую прочность непосредственно после изготовления, однако прочность этих литейных форм после отверждения не настолько высока, чтобы после получения отливки возникали трудности с удалением литейных форм. Кроме того, эти литейные формы обнаруживают высокую стабильность при повышенной влажности воздуха, то есть неожиданно оказалось, что эти литейные формы можно беспроблемно хранить в течение длительного времени. В качестве особого преимущества литейная форма обнаруживает очень высокую стабильность при механической нагрузке, так что можно получить тонкостенные участки литейной формы или участки с очень сложной геометрией, которые не будут деформироваться под действием металлостатического давления в процессе литья. Поэтому еще одним предметом настоящего изобретения является литейная форма, полученная с использованием вышеописанного способа согласно настоящему изобретению. Литейная форма согласно настоящему изобретению в целом пригодна для литья из металлов, более конкретно для литья из легких металлов. Особенно хорошие результаты получают при литье из алюминия. Согласно одной из предпочтительных форм осуществления настоящего изобретения при этом обеспечивается циркуляция огнеупорного основного формовочного материала, в котором литейная форма,изготовленная из формовочной смеси согласно настоящему изобретению, после литья перерабатывается с получением регенерированного огнеупорного основного формовочного материала, который затем можно снова использовать для приготовления формовочной смеси, из которой впоследствии снова изготавливают литейные формы. При этом регенерацию бывшего в употреблении огнеупорного основного формовочного материала предпочтительно осуществляют термическим способом. При этом согласно одной из форм осуществления настоящего изобретения получают бывший в употреблении огнеупорный основной формовочный материал, который сцеплен со связующим на основе жидкого стекла, к которому добавлен порошкообразный оксид металла, более конкретно аморфный диоксид кремния. Бывший в употреблении огнеупорный основной формовочный материал подвергают термической обработке, в ходе которой бывший в употреблении огнеупорный основной формовочный материал нагревается до температуры по меньшей мере 200 С. При этом весь объем бывшего в употреблении огнеупорного основного формовочного материала должен достигнуть этой температуры. Промежуток времени, в течение которого бывший в употреблении огнеупорный основной формовочный материал подвергается термической обработке, зависит, например,от количества бывшего в употреблении огнеупорного основного формовочного материала или от количества содержащего жидкое стекло связующего, которое сцеплено с бывшим в употреблении огнеупорным основным формовочным материалом. Длительность обработки также зависит от того, разрушена ли уже литейная форма, до этого использованная для литья, в значительной степени до песка, или песок еще содержит крупные обломки или агрегаты. Ход процесса термической регенерации можно оценить, например, путем отбора проб. Взятая проба при легком механическом воздействии, например при встряхивании литейной формы, должна распадаться на рыхлый песок. Сцепление между зернами огнеупорного основного формовочного материала должно быть ослаблено настолько, чтобы термически обработанный огнеупорный основной формовочный материал без проблем можно было просеять с целью удаления крупных агрегатов или загрязнений. Длительность термической обработки можно выбрать, например, в диапазоне от 5 мин до 8 ч. Однако, при необходимости, возможны и более длительные или более короткие сроки обработки. Ход процесса термической регенерации можно проследить, например, посредством определения потребления кислоты пробами термически обработанного формовочного песка. Формовочные пески, такие как хромитовый песок, сами по себе могут обладать основными свойствами, так что характер формовочного песка влияет на потребление кислоты. Тем не менее, относительное потребление кислоты можно выбрать и в качестве параметра, характеризующего протекание процесса регенерации. Для этого вначале определяют потребление кислоты бывшим в употреблении огнеупорным основным формовочным материалом, предназначенным для повторного использования. Для наблюдения за ходом процесса регенерации определяют потребление кислоты регенерированного огнеупорного основного формовочного материала и сравнивают с потреблением кислоты использованным огнеупорным основным формовочным материалом. В результате проводимой в способе согласно настоящему изобретению термической обработки потребление кислоты регенерированным огнеупорным основным формовочным материалом предпочтительно снижается по меньшей мере на 10%. Термическую обработку предпочтительно продолжают до тех пор, пока потребление кислоты по сравнению с потреблением кислоты, бывшим в употреблении огнеупорным основным формовочным материалом, не снизится по меньшей мере на 20%, предпочтительно по меньшей мере на 40%, особо предпочтительно по меньшей мере на 60% и еще более предпочтительно по меньшей мере на 80%. Потребление кислоты выражают в мл использованной кислоты на 50 г огнеупорного основного формовочного материала, при этом используют 0,1 N раствор соляной кислоты, аналогично способу, описанному в Инструкции Р 28 VDG (май 1979 г.). Способ определения потребления кислоты более подробно описан в примерах. Более точные детали способа регенерации бывшего в употреблении основного формовочного материала описаны в публикации WO 2008/101668 А 1. Изобретение далее будет описано на основании примеров осуществления со ссылкой на прилагаемые графические материалы. При этом чертеж является изображением литейных стержней для впускных каналов, использованных для исследования свойств формовочных смесей. Использованные способы измерения.AFS-число. AFS-число определяли согласно Инструкции Р 27 Союза немецких литейщиков (VDG)(Дюссельдорф, октябрь 1999 г.). Средний размер зерен. Средний размер зерен определяли согласно Инструкции Р 27 Союза немецких литейщиков (VDG) (Дюссельдорф, октябрь 1999 г.). Реагенты и приборы. Соляная кислота - 0,1 N раствор. Едкий натр - 0,1 N раствор. Метилоранж - 0,1%-ный раствор. Пластмассовые (полиэтиленовые) флаконы на 250 мл. Калиброванные пипетки с одной меткой. Проведение измерения. Если формовочный песок еще содержит крупные агрегаты связанного формовочного песка, то эти агрегаты измельчают, например, с помощью молотка и просеивают формовочный песок через сито с размером ячейки 1 мм. В пластмассовый флакон пипеткой наливают 50 мл дистиллированной воды и 50 мл 0,1 N раствора соляной кислоты. Затем с использованием воронки во флакон добавляют 50,0 г формовочного песка,подлежащего исследованию, и закрывают флакон. В течение первых 5 мин через каждую минуту в течение 5 с, затем через каждые 30 мин также в течение 5 с сильно встряхивают флакон. После каждого встряхивания песку дают возможность осесть в течение нескольких секунд и, наклоняя флакон, смывают песок, приставший к стенкам. В течение периодов покоя флакон оставляют стоять при комнатной температуре. Через 3 ч содержимое флакона фильтруют через средний фильтр (Weissband, диаметр 12,5 см). Воронка и стакан, используемый для приема фильтрата, должны быть сухими. Первые миллилитры фильтрата отбрасывают. 50 мл фильтрата с помощью пипетки переносят в колбы для титрования объемом 300 мл и добавляют 3 капли метилоранжа в качестве индикатора. Затем фильтрат титруют 0,1 N раствором едкого натра от красной окраски до желтой. Расчет.(25,0 мл 0,1 N раствора соляной кислоты - использованное количество мл 0,1 N раствора едкого натра)2=потребление кислоты в мл/50 г формовочного песка. Определение насыпной плотности. Мерный цилиндр, обрезанный по метке на 1000 мл, взвешивают. Затем с помощью насыпной воронки переносят в мерный цилиндр пробу, подлежащую исследованию, так, чтобы над концом мерного цилиндра образовался насыпной конус. Насыпной конус срезают при помощи линейки, которую проводят над отверстием мерного цилиндра, и снова взвешивают заполненный мерный цилиндр. Разность значений соответствует насыпной плотности. Описание примеров осуществления изобретения Пример 1. Влияние поверхностно-активных веществ на прочность и плотность литейных форм. 1. Приготовление и испытание формовочной смеси. Для испытания формовочной смеси были изготовлены литейные стержни для впускных каналов,изображенные на чертеже. Состав формовочной смеси приведен в табл. 1. Для того чтобы изготовить литейные стержни для впускных каналов, поступали следующим образом. Компоненты, указанные в табл. 1, смешивали в смесителе. Для этого в смеситель вначале загружали кварцевый песок, а затем при перемешивании добавляли жидкое стекло и, при необходимости, поверхностно-активное вещество. В качестве жидкого стекла использовали натриевое жидкое стекло, которое содержало некоторое количество калия. Соотношение SiO2:M2O жидкого стекла было равно примерно 2,2, где М - это сумма натрия и калия. После перемешивания смеси в течение 1 мин, при необходимости,добавляли аморфный диоксид кремния, продолжая перемешивание. После этого смесь перемешивали в течение еще 1 мин. Формовочные смеси перегружали в накопительный бункер объемом 6,5 л пескоструйной машины для изготовления литейных стержней производства компании Roperwerk-Giessereimaschinen GmbH, Вирсен, Германия, формовочный инструмент которой был нагрет до 180 С. Формовочные смеси с помощью сжатого воздуха (2 бар) переносили в формовочный инструмент и оставляли в формовочном инструменте на 50 с. Для ускорения отверждения смесей в течение последних 20 с через формовочный инструмент пропускали горячий воздух (3 бар, 150 С на входе в формовочный инструмент). Затем открывали формовочный инструмент и вынимали из него впускной канал. Для определения прочности на изгиб образцы для испытания помещали в аппарат для испытания на прочность по Георгу-Фишеру, оборудованный устройством для изгиба в 3 точках (производства компании DISA Industrie AG, Шаффхаузен, Швейцария), и измеряли силу, которая приводила к разрушению испытываемого стержня. Прочность на изгиб измеряли по следующей схеме: через 10 с после извлечения из формовочного инструмента (прочность в горячем состоянии); через 1 ч после извлечения из формовочного инструмента (прочность в холодном состоянии); после 3 ч хранения охлажденных стержней в камере для климатических испытаний при 30 С и 75%-ной относительной влажности воздуха. Таблица 1 Состав формовочных смесей Щелочное жидкое стекло с соотношением SiO2:M2O, равным примерно 2,2; в пересчете на общее количество жидкого стекла.i) Термически обработанный использованный песок из смеси 1,6 (90 мин, 650 С). Результаты испытаний на прочность сведены в табл. 2. Результаты. Формовочные смеси, которые не содержали ни аморфного диоксида кремния, ни поверхностноактивного вещества (композиция 1.1), обладали прочностью в горячем состоянии, которая была недостаточна для автоматизированного процесса изготовления литейных стержней. Литейные стержни, изготовленные из этой композиции, при низких давлениях выстрела будут обнаруживать разрыхления структуры, которые могут привести к отбраковке литейных стержней (малая механическая стабильность, перенос дефектных участков на поверхность отливки). Этих дефектов можно избежать за счет повышения давления выстрела до 5 бар. При добавлении к формовочной смеси аморфного диоксида кремния (композиция 1.2) обнаруживается заметное повышение прочности в горячем состоянии. Вес литейного стержня, который дает информацию об уплотнении и текучести, сопоставим с весом литейного стержня при использовании композиции 1.1. Уплотнение поверхности литейного стержня также сопоставимо с уплотнением при использовании композиции 1.1, и при давлении выстрела, равном 2 бар, обнаруживаются грубые разрыхления структуры. Добавление поверхностно-активных веществ без добавления аморфного диоксида кремния (композиция 1.3) хотя и обеспечивает возможность повышения веса литейных стержней, но не оказывает положительного эффекта на прочность в горячем состоянии. Уплотнение литейного стержня улучшается, так что по сравнению с композициями 1.1 и 1.2 обнаруживается меньше разрыхлений структуры. Только за счет комбинации обоих компонентов композиции, то есть при добавлении как аморфного диоксида кремния, так и поверхностно-активных веществ (композиции с 1.4 по 1.9) удается одновременно наблюдать повышение прочности в горячем состоянии и веса литейных стержней. При использовании композиций с 1.4 по 1.9 обнаруживаются также и более высокие значения прочности в холодном состоянии и устойчивости к влаге, чем у литейных стержней, изготовленных из композиций с 1.1 по 1.3. Уплотнение литейных стержней улучшается за счет повышенной текучести формовочной смеси, результатом чего является и повышение механической стабильности. Разрыхления структуры, которые обнаруживаются в литейных стержнях, изготовленных из композиций 1.1 и 1.2, в данном случае минимальны. Сравнение композиций 1.10 и 1.11 демонстрирует, что при использовании регенерированного песка(в данном случае регенерата, полученного термическим способом) добавление поверхностно-активных веществ является особенно полезным. При этом происходит еще более заметное повышение характеристик прочности и веса литейных стержней по сравнению, например, с использованием нового кварцевого песка. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Формовочная смесь для изготовления литейных форм для металлообработки, содержащая огнеупорный основной формовочный материал; связующее на основе жидкого стекла; порошкообразный оксид металла, содержащий аморфный диоксид кремния или состоящий из аморфного диоксида кремния; по меньшей мере один тензид, содержащий сульфатную группу или сульфонатную группу, причем тензид растворен в связующем на основе жидкого стекла. 2. Формовочная смесь по п.1, отличающаяся тем, что тензид выбран из группы, состоящей из олеилсульфата, стеарилсульфата, пальмитилсульфата, миристилсульфата, лаурилсульфата, децилсульфата,октилсульфата, 2-этилгексилсульфата, 2-этилоктилсульфата, 2-этилдецилсульфата, пальмитоолеилсульфата, линолилсульфата, лаурилсульфоната, 2-этилдецилсульфоната, пальмитилсульфоната, стеарилсульфоната, 2-этилстеарилсульфоната и линолилсульфоната. 3. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержание тензида в формовочной смеси составляет от 0,001 до 1 мас.% от массы огнеупорного основного формовочного материала. 4. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что огнеупорный основной формовочный материал, по меньшей мере, частично состоит из регенерированного огнеупорного основного формовочного материала. 5. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит по меньшей мере один углевод. 6. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит фосфорсодержащее соединение. 7. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что порошкообразный оксид металла выбран из группы, состоящей из осадочной кремниевой кислоты и пирогенной кремниевой кислоты. 8. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что жидкое стекло имеет соотношение SiO2/М 2 О от 1,6 до 4,0, предпочтительно от 2,0 до 3,5, где М обозначает ионы натрия и/или ионы калия. 9. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержание связующего в формовочной смеси составляет менее 20 мас.%. 10. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержание порошкообразного оксида металла составляет от 2 до 80 мас.% от массы связующего. 11. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что огнеупорный основной формовочный материал содержит полые микросферы. 12. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что основной формовочный материал содержит стеклянные гранулы, стеклянные бусины и/или керамические формовочные материалы в форме шариков. 13. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит металл, способный окисляться, и окислитель. 14. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что содержит по меньшей мере одну органическую добавку, которая является твердой при комнатной температуре. 15. Формовочная смесь по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит по меньшей мере один силан или силоксан. 16. Способ изготовления литейных форм для металлообработки, включающий следующие стадии,на которых: готовят формовочную смесь по любому из пп.1-15; формуют формовочную смесь; отверждают сформованную формовочную смесь нагреванием с получением литейной формы. 17. Способ по п.16, отличающийся тем, что формовочную смесь нагревают до температуры от 100 до 300 С. 18. Способ по п.16 или 17, отличающийся тем, что для отверждения через сформованную формовочную смесь продувают нагретый воздух. 19. Способ по любому из пп.16-18, отличающийся тем, что нагревание сформованной формовочной смеси осуществляют путем воздействия микроволнами. 20. Литейная форма, изготовленная с использованием способа по любому из пп.16-19. 21. Применение литейной формы по п.20 для литья металлов. 22. Применение по п.21, где литье металлов представляет собой литье легких металлов. 23. Формовочная смесь для изготовления литейных форм для металлообработки, содержащая огнеупорный основной формовочный материал, содержащий регенерированный формовочный песок, полученный из бывшей в употреблении литейной формы; связующее на основе жидкого стекла; порошкообразный оксид металла, содержащий аморфный диоксид кремния или состоящий из аморфного диоксида кремния; по меньшей мере один тензид, содержащий сульфатную или сульфонатную группу, причем тензид растворен в связующем на основе жидкого стекла,где средний размер частиц оксида металла, включая агломераты, составляет от 5 до 300 мкм.
МПК / Метки
Метки: изготовления, формовочная, форм, имеющая, смесь, литейных, металлообработки, текучесть, улучшенную
Код ссылки
<a href="https://eas.patents.su/24-22102-formovochnaya-smes-dlya-izgotovleniya-litejjnyh-form-dlya-metalloobrabotki-imeyushhaya-uluchshennuyu-tekuchest.html" rel="bookmark" title="База патентов Евразийского Союза">Формовочная смесь для изготовления литейных форм для металлообработки, имеющая улучшенную текучесть</a>
Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов
Номер патента: 17010
Опубликовано: 28.09.2012
Авторы: Иванов Юрий Иванович, Волкомич Анатолий Александрович, Лосицкая Тамара Михайловна, Иванова Анна Виллоровна, Воронцова Татьяна Валерьевна
МПК: B22C 1/20
Метки: формовочная, форм, литейных, сырых, черных, разовых, изготовления, получения, смесь, сплавов, отливок
Формула / Реферат:
1. Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов, включающая кварцевый песок, бентонит и воду, отличающаяся тем, что она дополнительно содержит шунгит при следующем соотношении компонентов, мас.%:бентонит - 5-10;шунгит - 2-5 от содержания бентонита;кварцевый песок - остальное до 100%;вода - 2,5-3,5 сверх 100%.2. Формовочная смесь по п.1, отличающаяся тем, что для получения отливок из...
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Сакаи Цуйоси, Комияма Такаюки, Хирата Минору, Сакагути Коити, Оя Тосихико
МПК: B22C 11/10, B22C 15/08, B22C 11/00...
Метки: способ, формовочная, эксплуатации, форм, машина, нижней, машины, изготовления, литейных, верхней
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Фосфорсодержащая формовочная смесь для получения литейной формы для металлообработки
Номер патента: 15778
Опубликовано: 30.12.2011
Авторы: Кершген Йорг, Мюллер Йенс, Кох Дитер, Фрон Маркус
МПК: B22C 1/18
Метки: фосфорсодержащая, формы, получения, металлообработки, смесь, литейной, формовочная
Формула / Реферат:
1. Формовочная смесь для получения литейной формы для металлообработки, содержащая, по меньшей мере,огнеупорный основной формовочный материал;связующее на основе жидкого стекла;фракцию измельченного оксида металла, который выбран из группы диоксида кремния, оксида алюминия, оксида титана и оксида цинка;отличающаяся тем, что формовочная смесь содержит фракцию фосфорсодержащего соединения.2. Формовочная смесь по п.1, отличающаяся тем, что...
Способ изготовления керамических литейных форм
Номер патента: 13188
Опубликовано: 26.02.2010
Авторы: Паттилло Пол, Смит Дэвид, Хогланд Питер
МПК: B22C 9/04, B22C 1/16, C04B 35/00...
Метки: изготовления, керамических, форм, способ, литейных
Формула / Реферат:
1. Способ формования керамической литейной формы, включающий в себя пропитку керамической ткани глинистой суспензией, обертывание ткани вокруг формы и выдержку раствора до его затвердевания.2. Способ по п.1, дополнительно включающий в себя удаление формы из литейной формы.3. Способ по п.1, в котором глинистая суспензия содержит цемент.4. Способ по п.1, в котором глинистая суспензия содержит глинозем.5. Способ по п.1, в котором глинистая...
Способ изготовления литейных форм
Номер патента: 21549
Опубликовано: 30.07.2015
Авторы: Гиник Энтони, Кох Дитер, Фрон Маркус
Метки: форм, способ, литейных, изготовления
Формула / Реферат:
1. Способ изготовления литейных стержней и форм для литейной промышленности, в которомполучают сыпучий огнеупорный основной формовочный материал;на сыпучий огнеупорный основной формовочный материал наносят кислоту с получением огнеупорного основного формовочного материала, покрытого кислотой;на огнеупорный основной формовочный материал, покрытый кислотой, наносят кислотоотверждаемое связующее с получением огнеупорного основного формовочного...
Предыдущий патент: Контейнер, в особенности для сельскохозяйственных продуктов
Следующий патент: Способ получения кабеля
Случайный патент: Замещенные производные тетрациклина, фармацевтическая композиция и способ лечения субъекта с их использованием