Система одноразовых форм, применяемая для создания модульной опалубки при возведении бетонных стен сложной формы
Формула / Реферат
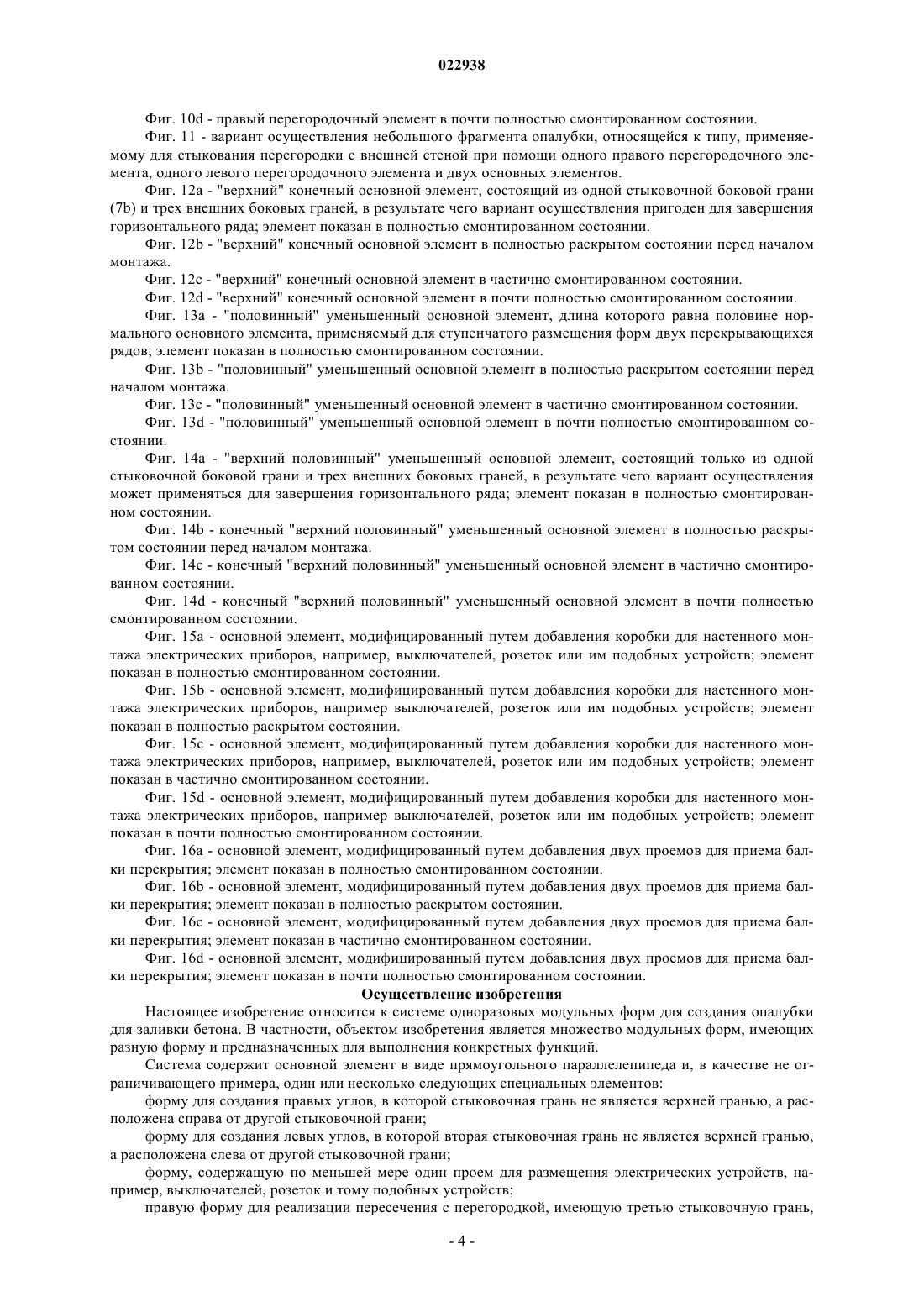
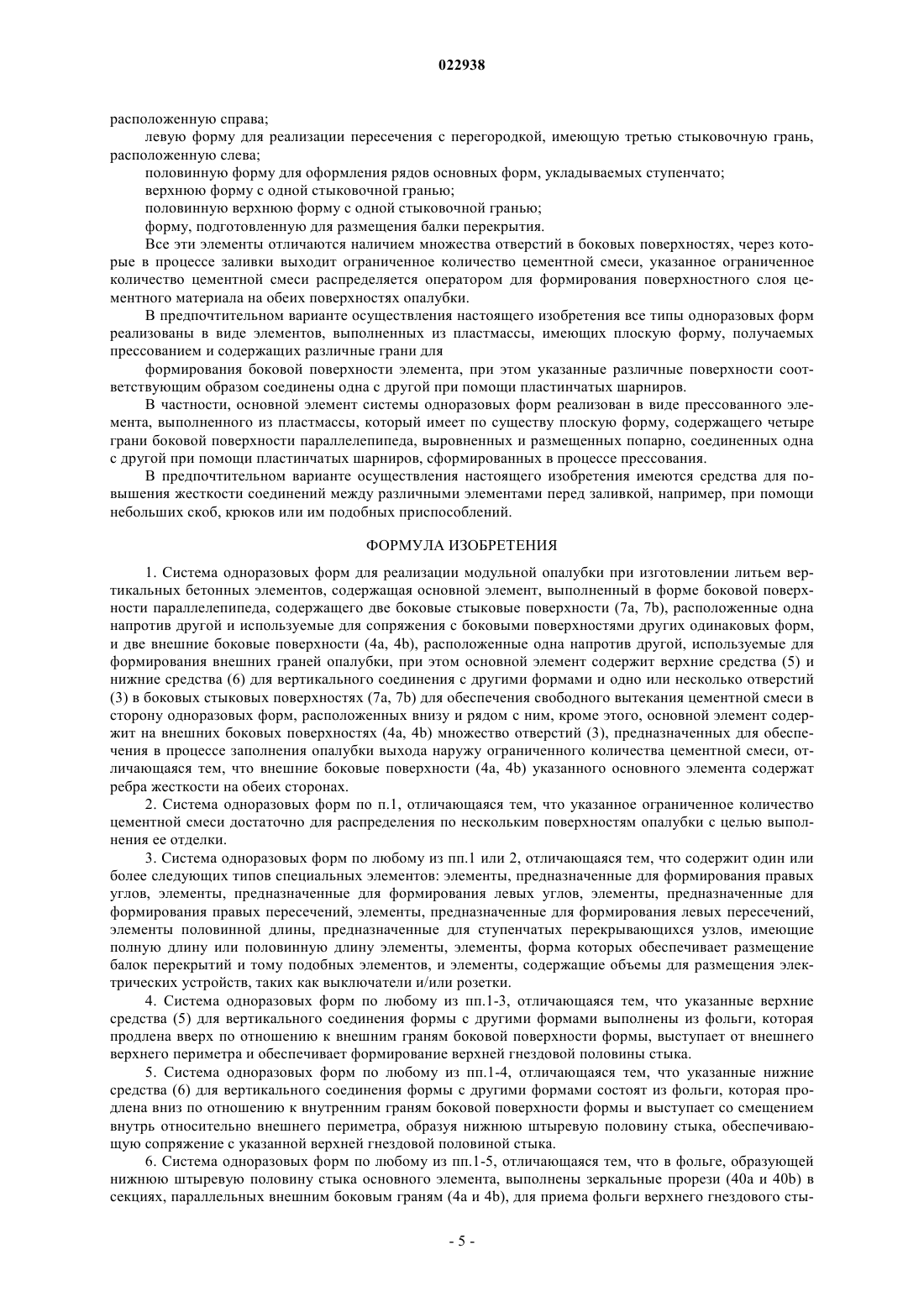
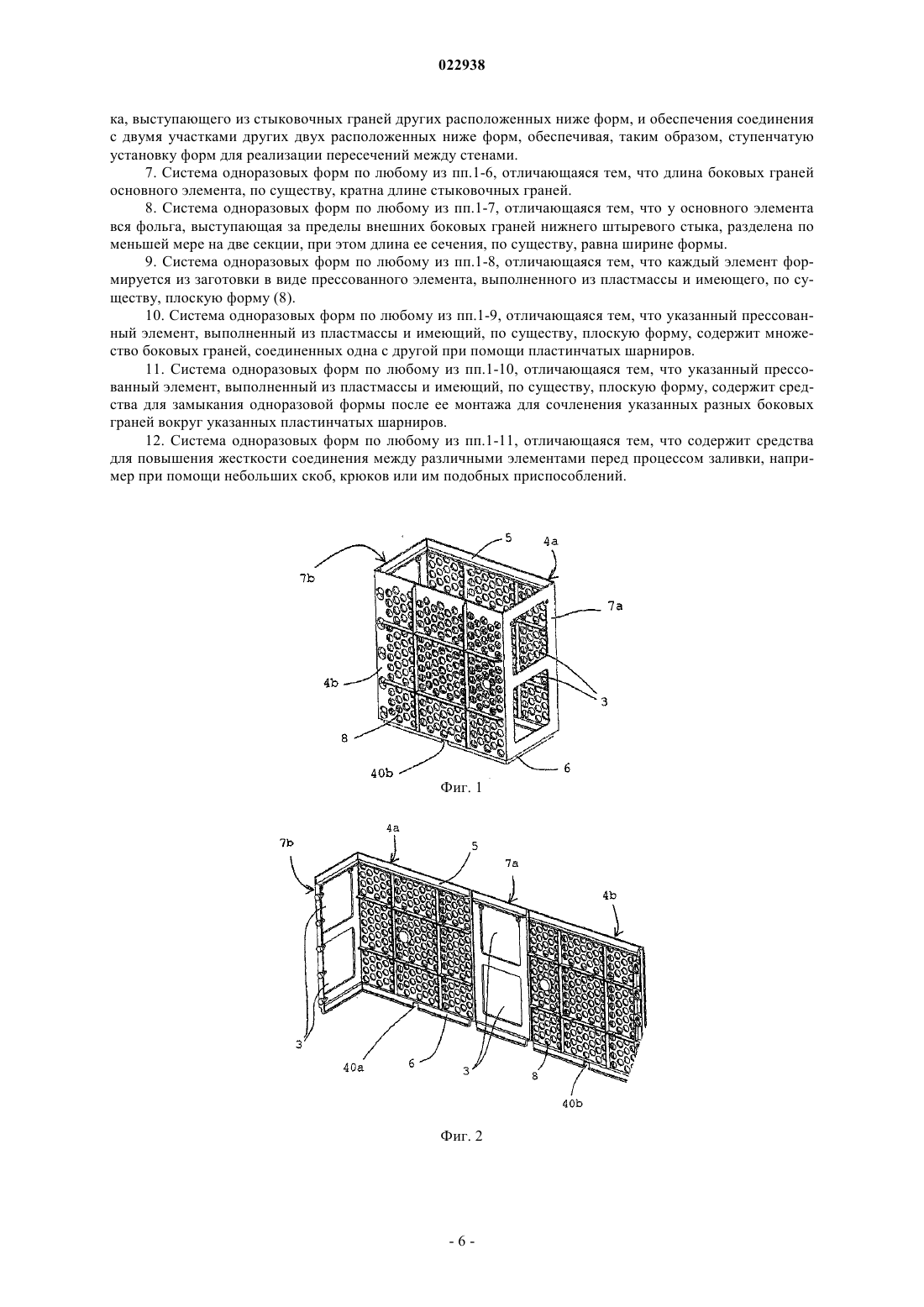
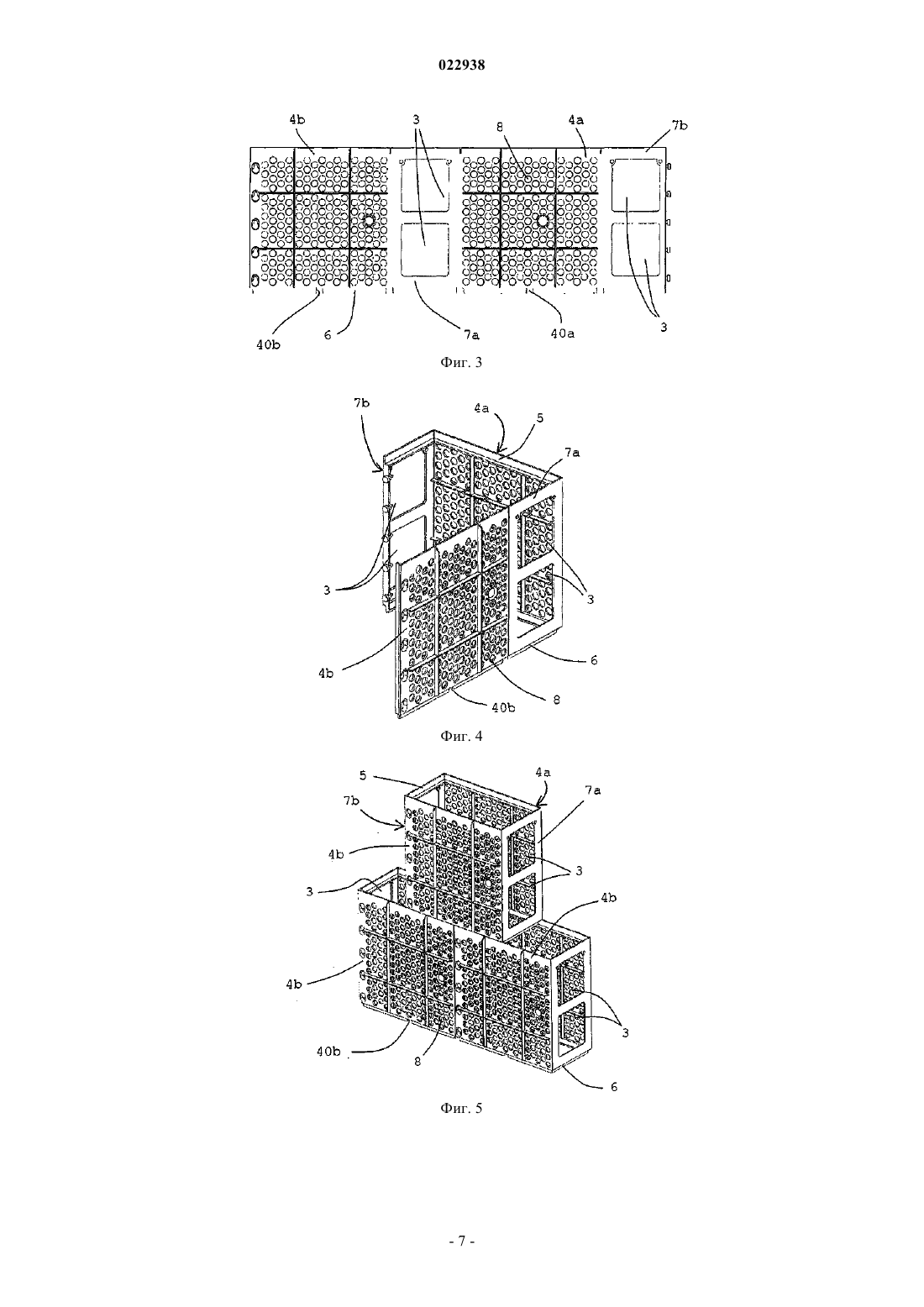
1. Система одноразовых форм для реализации модульной опалубки при изготовлении литьем вертикальных бетонных элементов, содержащая основной элемент, выполненный в форме боковой поверхности параллелепипеда, содержащего две боковые стыковые поверхности (7а, 7b), расположенные одна напротив другой и используемые для сопряжения с боковыми поверхностями других одинаковых форм, и две внешние боковые поверхности (4а, 4b), расположенные одна напротив другой, используемые для формирования внешних граней опалубки, при этом основной элемент содержит верхние средства (5) и нижние средства (6) для вертикального соединения с другими формами и одно или несколько отверстий (3) в боковых стыковых поверхностях (7а, 7b) для обеспечения свободного вытекания цементной смеси в сторону одноразовых форм, расположенных внизу и рядом с ним, кроме этого, основной элемент содержит на внешних боковых поверхностях (4а, 4b) множество отверстий (3), предназначенных для обеспечения в процессе заполнения опалубки выхода наружу ограниченного количества цементной смеси, отличающаяся тем, что внешние боковые поверхности (4а, 4b) указанного основного элемента содержат ребра жесткости на обеих сторонах.
2. Система одноразовых форм по п.1, отличающаяся тем, что указанное ограниченное количество цементной смеси достаточно для распределения по нескольким поверхностям опалубки с целью выполнения ее отделки.
3. Система одноразовых форм по любому из пп.1 или 2, отличающаяся тем, что содержит один или более следующих типов специальных элементов: элементы, предназначенные для формирования правых углов, элементы, предназначенные для формирования левых углов, элементы, предназначенные для формирования правых пересечений, элементы, предназначенные для формирования левых пересечений, элементы половинной длины, предназначенные для ступенчатых перекрывающихся узлов, имеющие полную длину или половинную длину элементы, элементы, форма которых обеспечивает размещение балок перекрытий и тому подобных элементов, и элементы, содержащие объемы для размещения электрических устройств, таких как выключатели и/или розетки.
4. Система одноразовых форм по любому из пп.1-3, отличающаяся тем, что указанные верхние средства (5) для вертикального соединения формы с другими формами выполнены из фольги, которая продлена вверх по отношению к внешним граням боковой поверхности формы, выступает от внешнего верхнего периметра и обеспечивает формирование верхней гнездовой половины стыка.
5. Система одноразовых форм по любому из пп.1-4, отличающаяся тем, что указанные нижние средства (6) для вертикального соединения формы с другими формами состоят из фольги, которая продлена вниз по отношению к внутренним граням боковой поверхности формы и выступает со смещением внутрь относительно внешнего периметра, образуя нижнюю штыревую половину стыка, обеспечивающую сопряжение с указанной верхней гнездовой половиной стыка.
6. Система одноразовых форм по любому из пп.1-5, отличающаяся тем, что в фольге, образующей нижнюю штыревую половину стыка основного элемента, выполнены зеркальные прорези (40а и 40b) в секциях, параллельных внешним боковым граням (4а и 4b), для приема фольги верхнего гнездового стыка, выступающего из стыковочных граней других расположенных ниже форм, и обеспечения соединения с двумя участками других двух расположенных ниже форм, обеспечивая таким образом ступенчатую установку форм для реализации пересечений между стенами.
7. Система одноразовых форм по любому из пп.1-6, отличающаяся тем, что длина боковых граней основного элемента, по существу, кратна длине стыковочных граней.
8. Система одноразовых форм по любому из пп.1-7, отличающаяся тем, что у основного элемента вся фольга, выступающая за пределы внешних боковых граней нижнего штыревого стыка, разделена по меньшей мере на две секции, при этом длина ее сечения, по существу, равна ширине формы.
9. Система одноразовых форм по любому из пп.1-8, отличающаяся тем, что каждый элемент формируется из заготовки в виде прессованного элемента, выполненного из пластмассы и имеющего, по существу, плоскую форму (8).
10. Система одноразовых форм по любому из пп.1-9, отличающаяся тем, что указанный прессованный элемент, выполненный из пластмассы и имеющий, по существу, плоскую форму, содержит множество боковых граней, соединенных одна с другой при помощи пластинчатых шарниров.
11. Система одноразовых форм по любому из пп.1-10, отличающаяся тем, что указанный прессованный элемент, выполненный из пластмассы и имеющий, по существу, плоскую форму, содержит средства для замыкания одноразовой формы после ее монтажа для сочленения указанных разных боковых граней вокруг указанных пластинчатых шарниров.
12. Система одноразовых форм по любому из пп.1-11, отличающаяся тем, что содержит средства для повышения жесткости соединения между различными элементами перед процессом заливки, например при помощи небольших скоб, крюков или им подобных приспособлений.

Текст
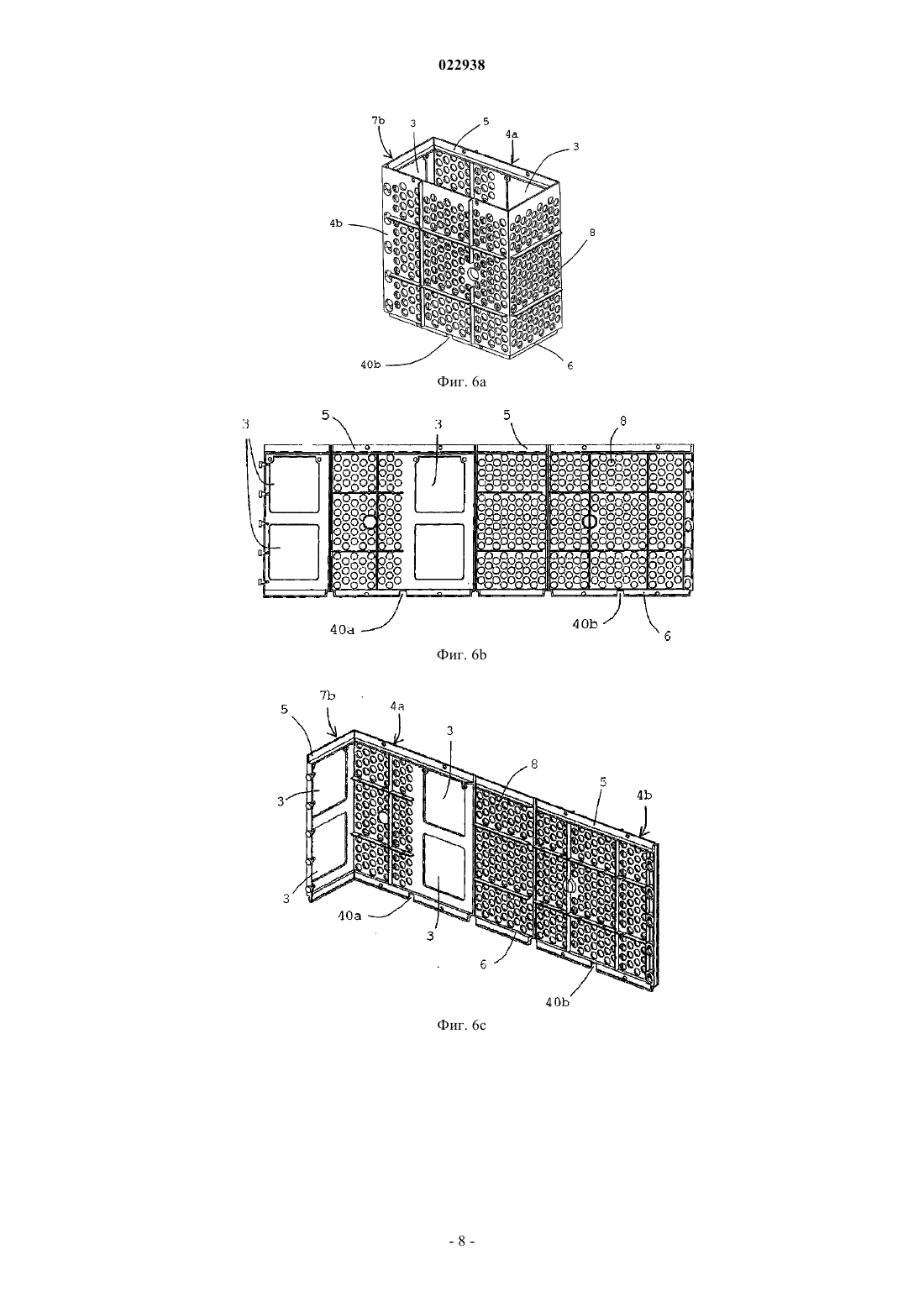
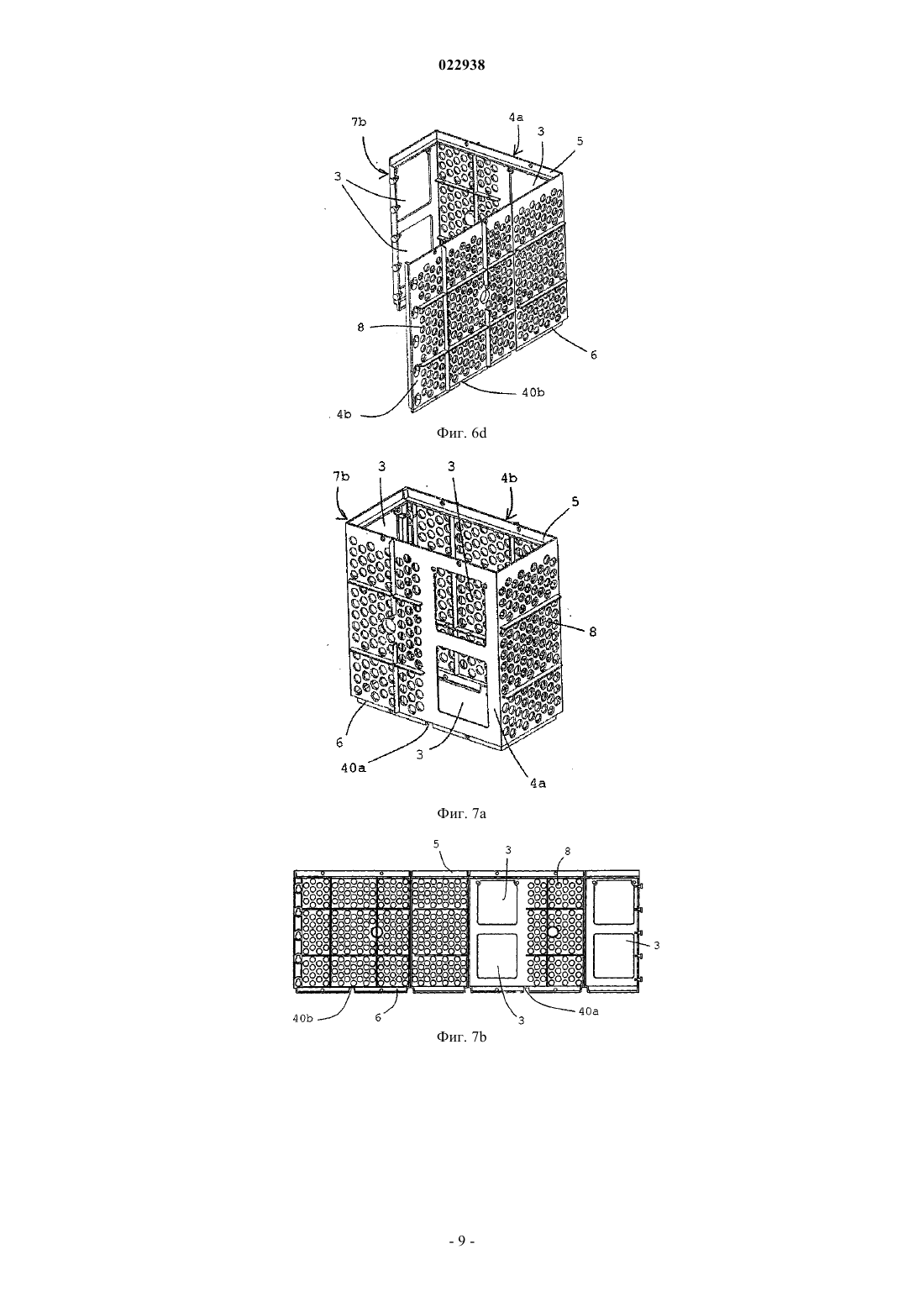
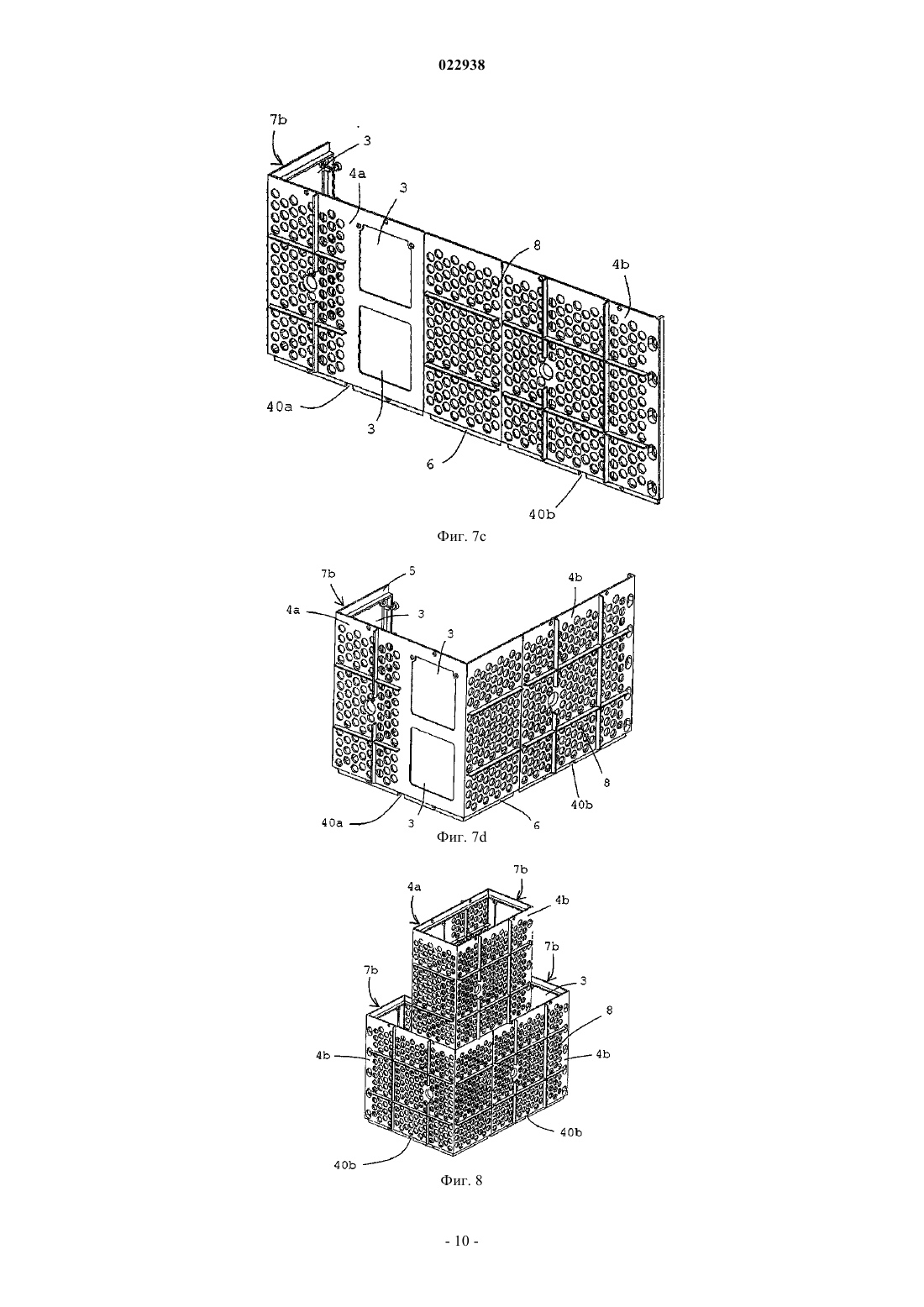
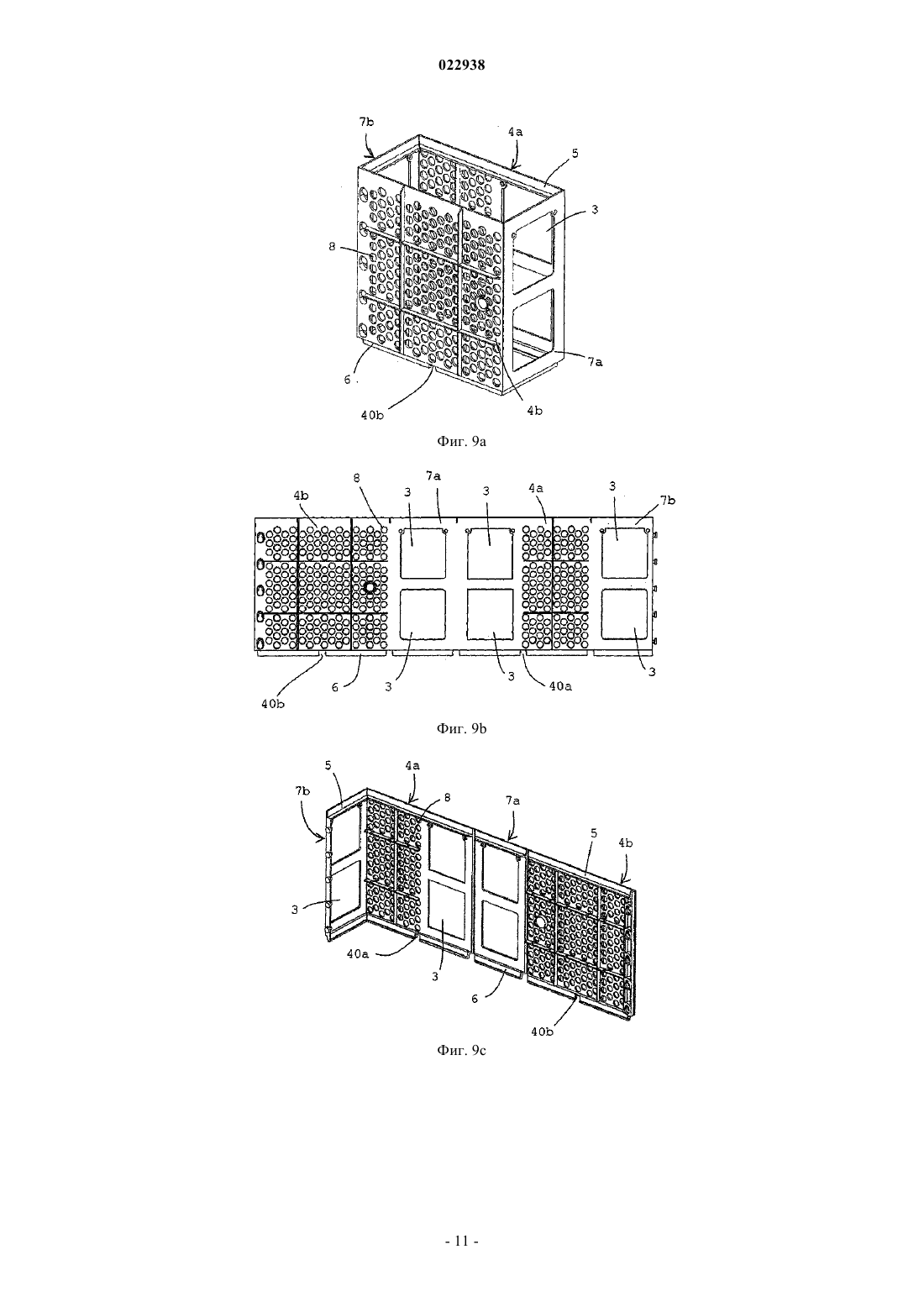
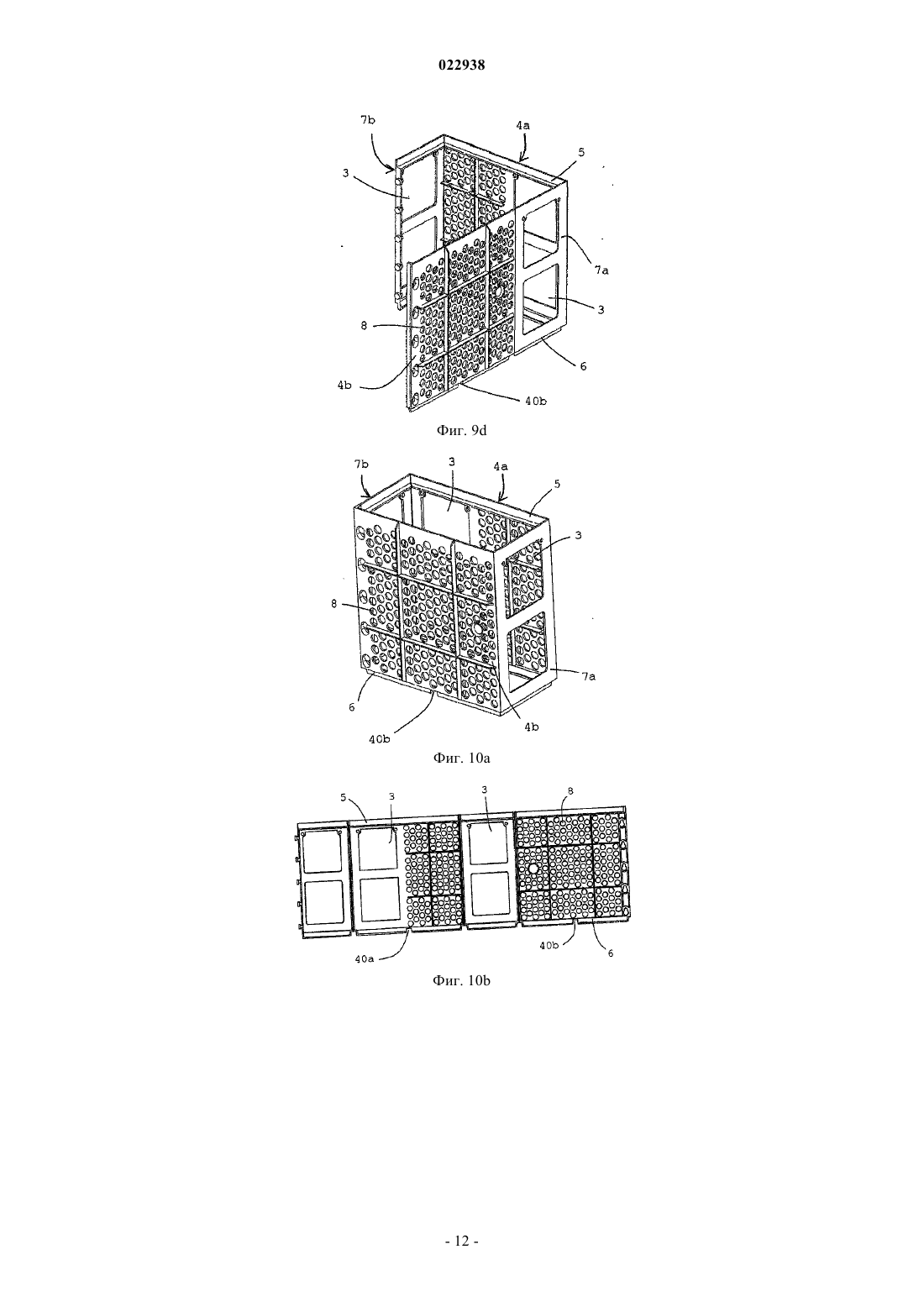
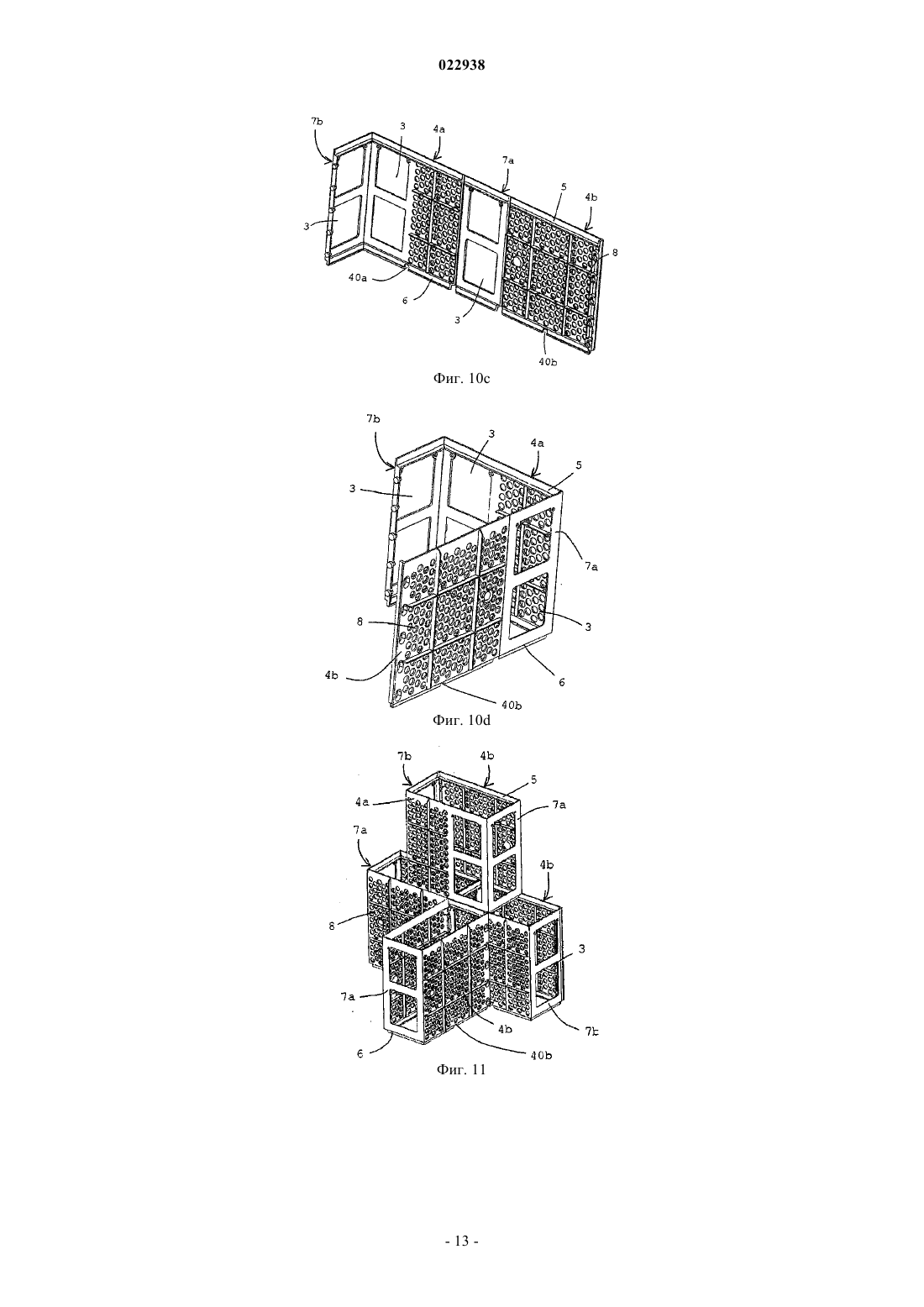
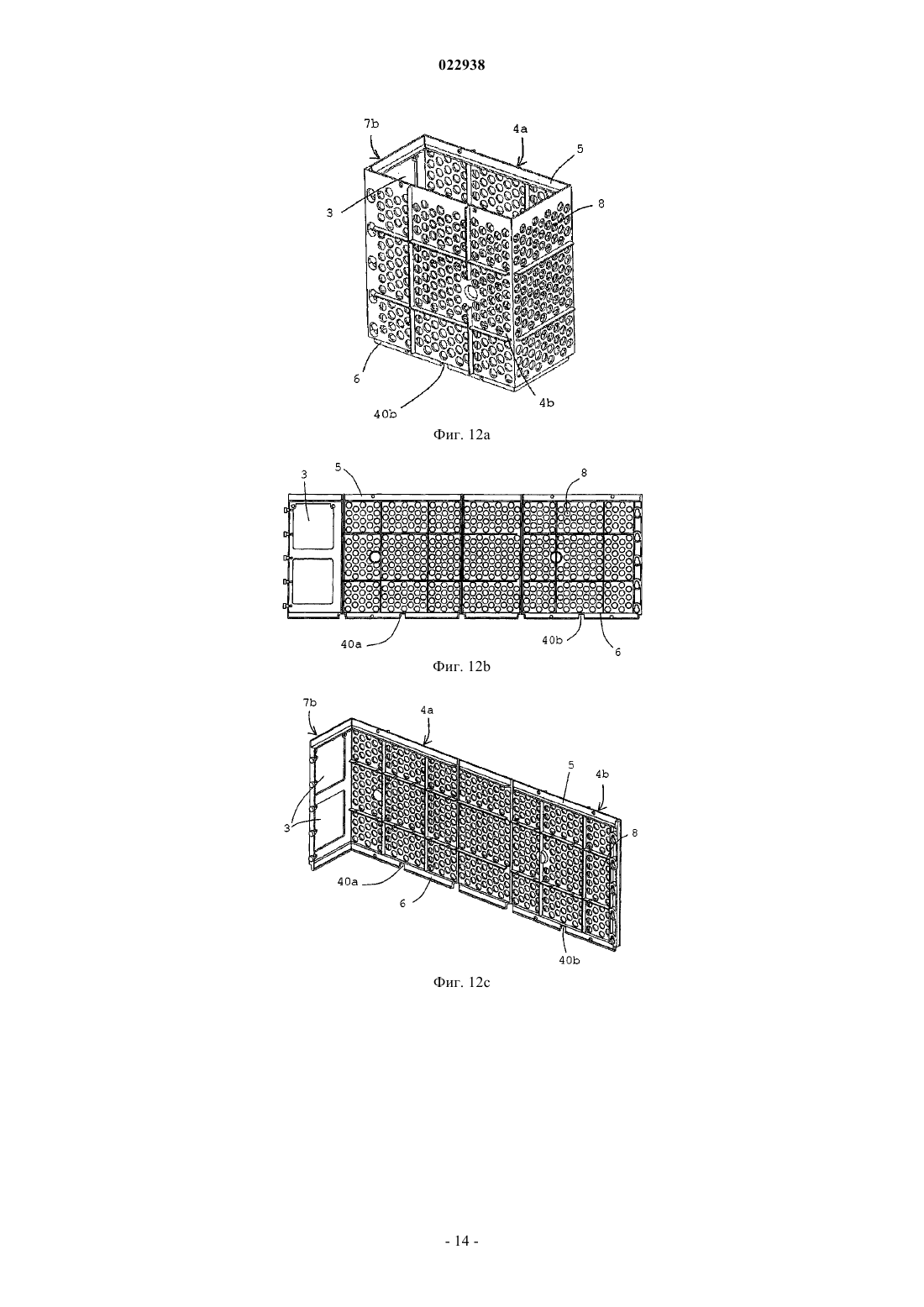
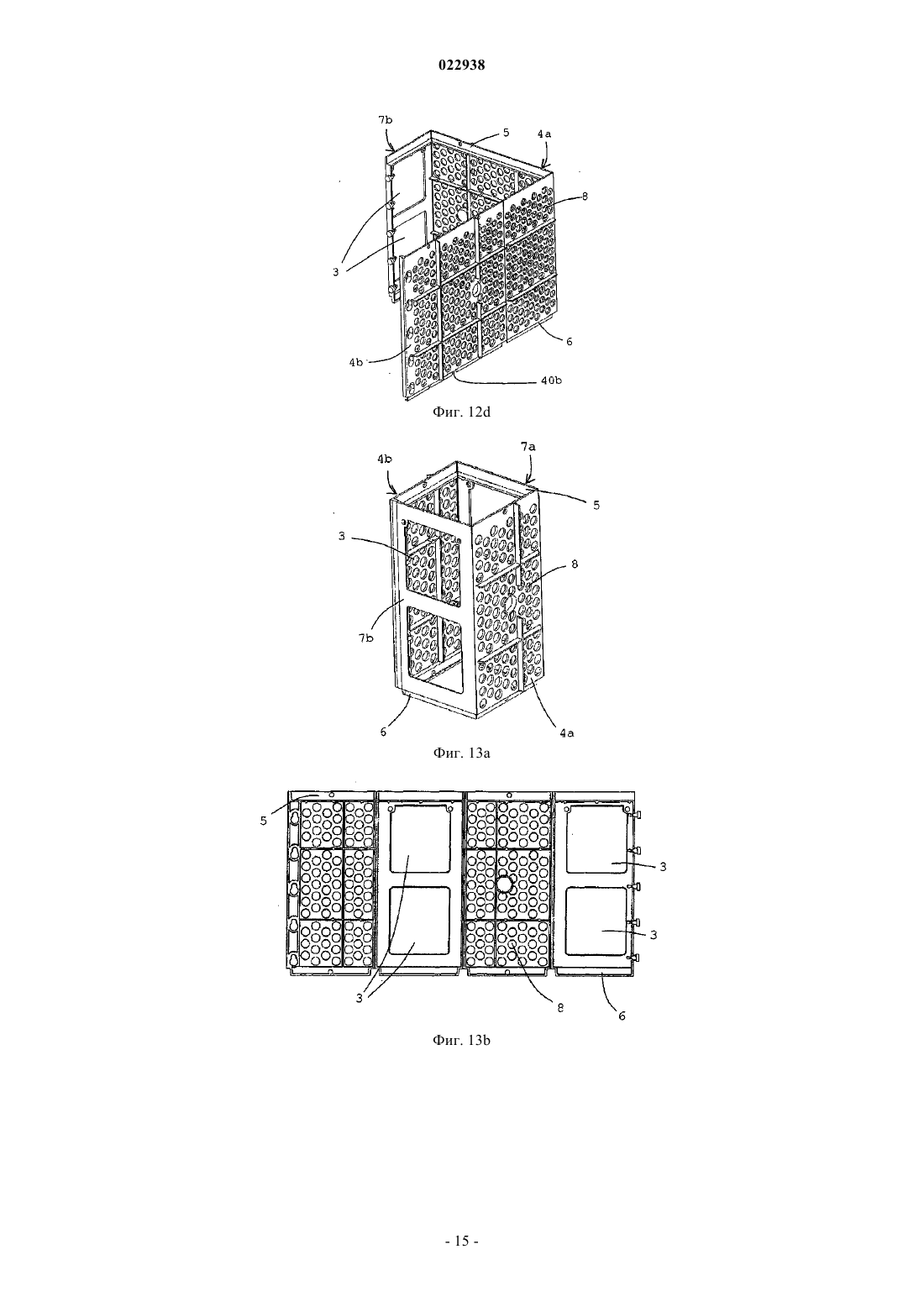
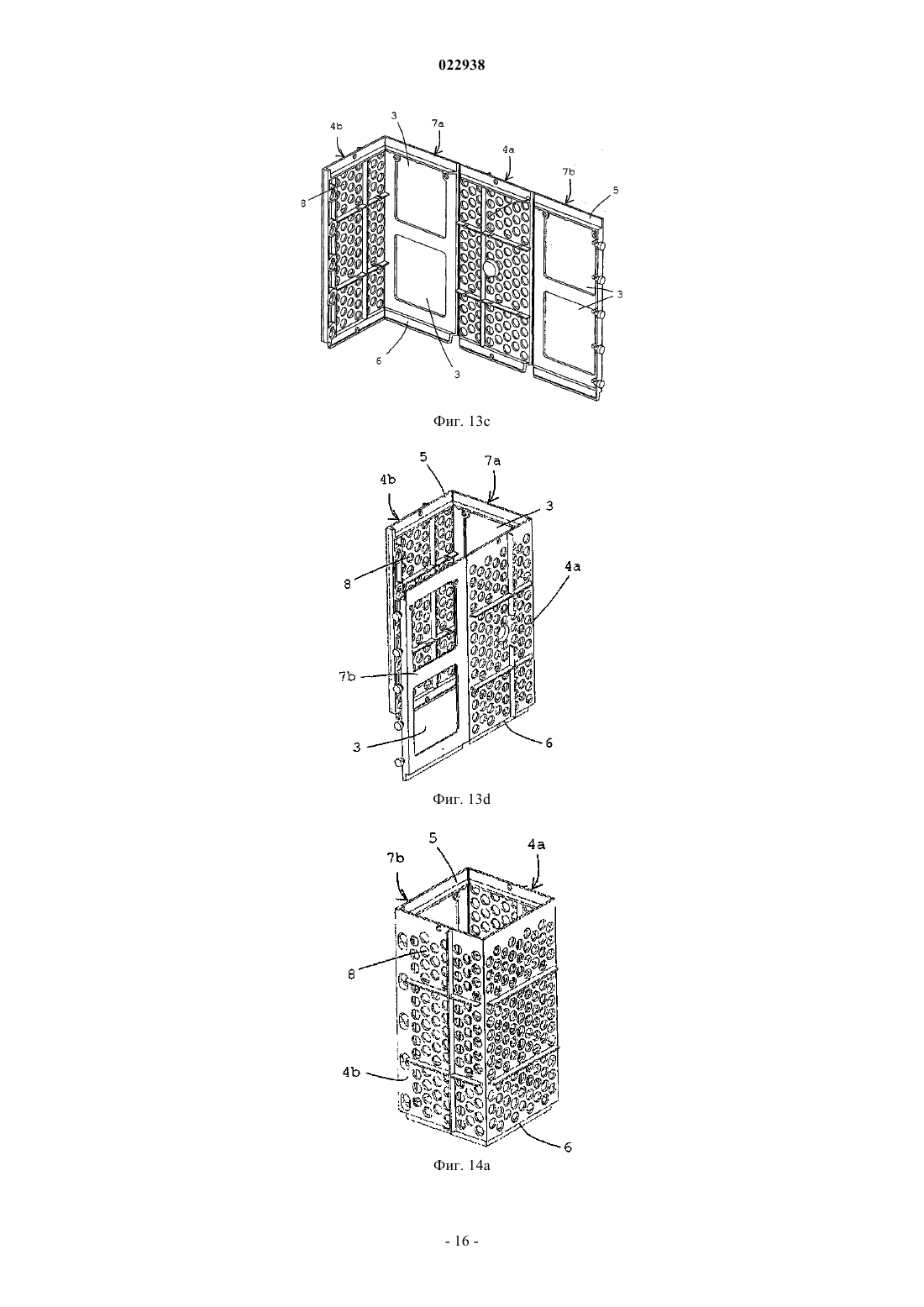
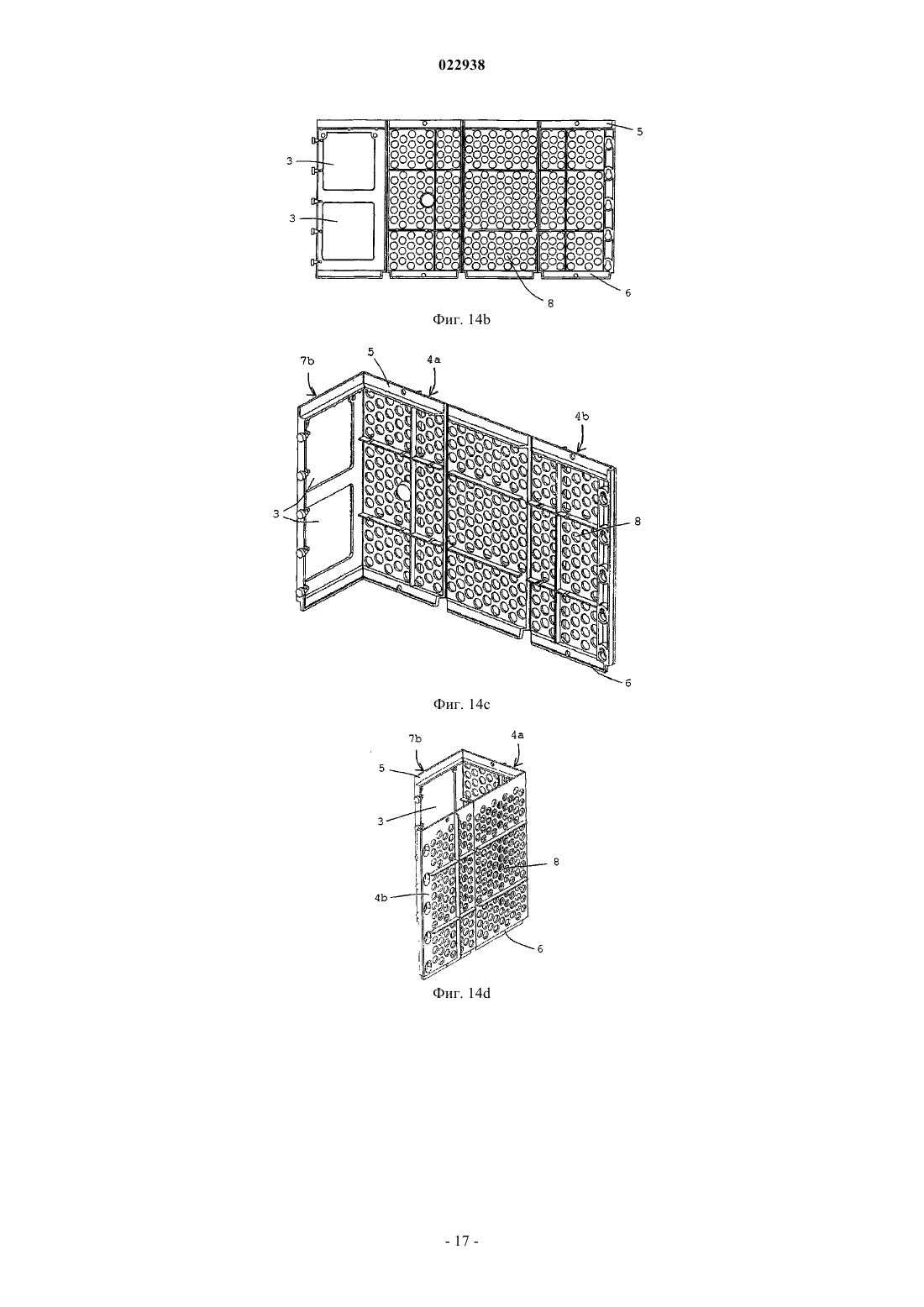
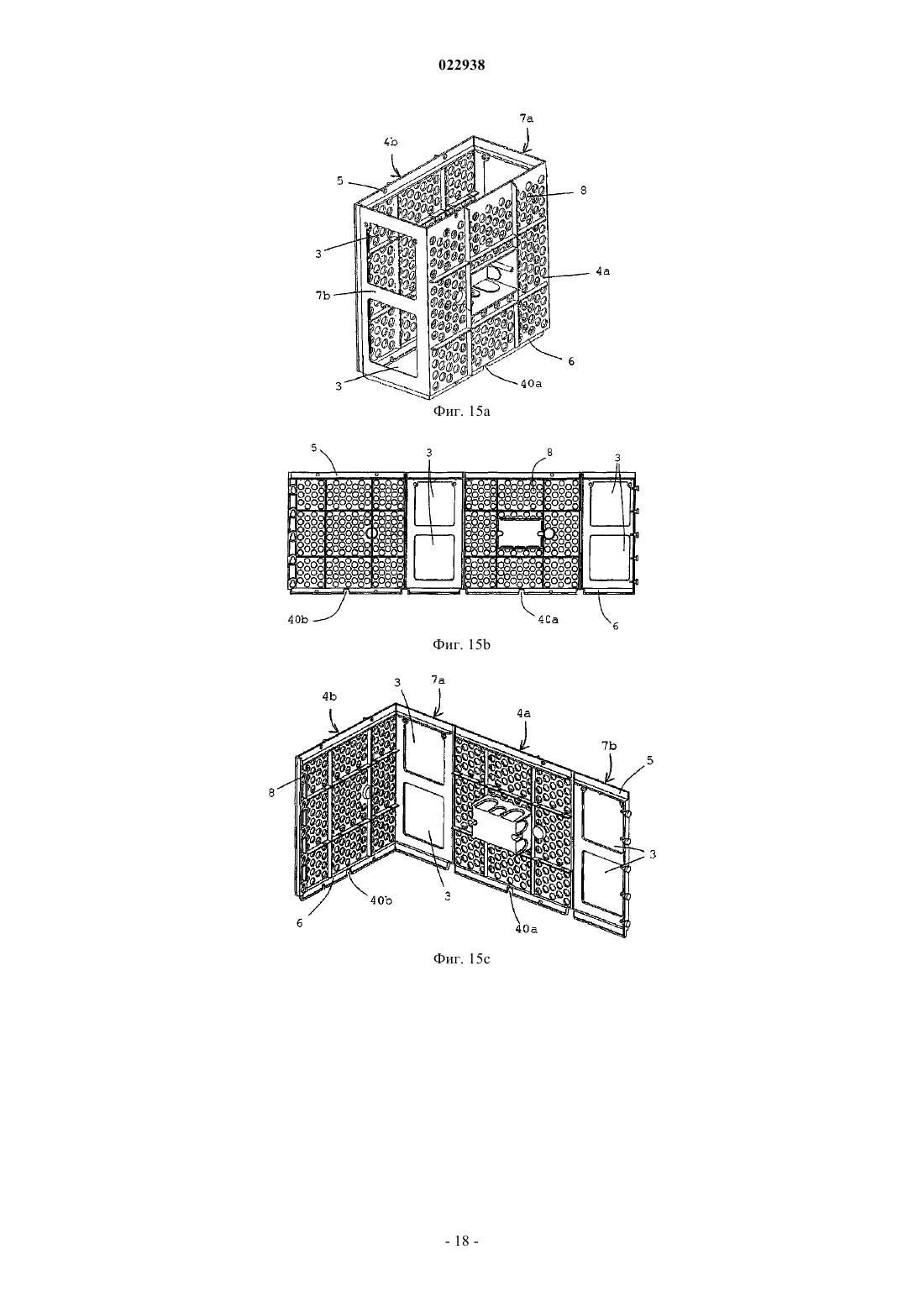
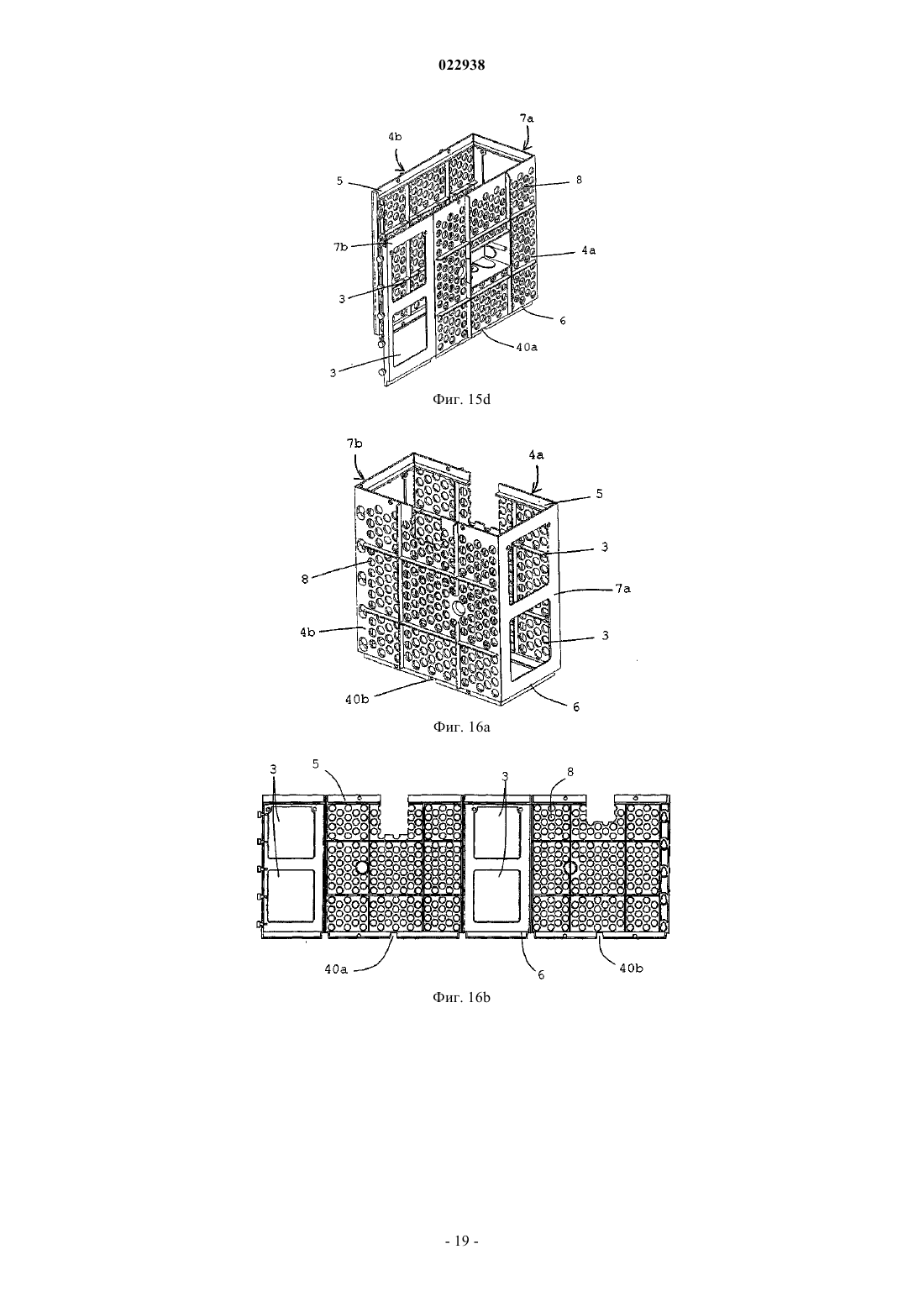
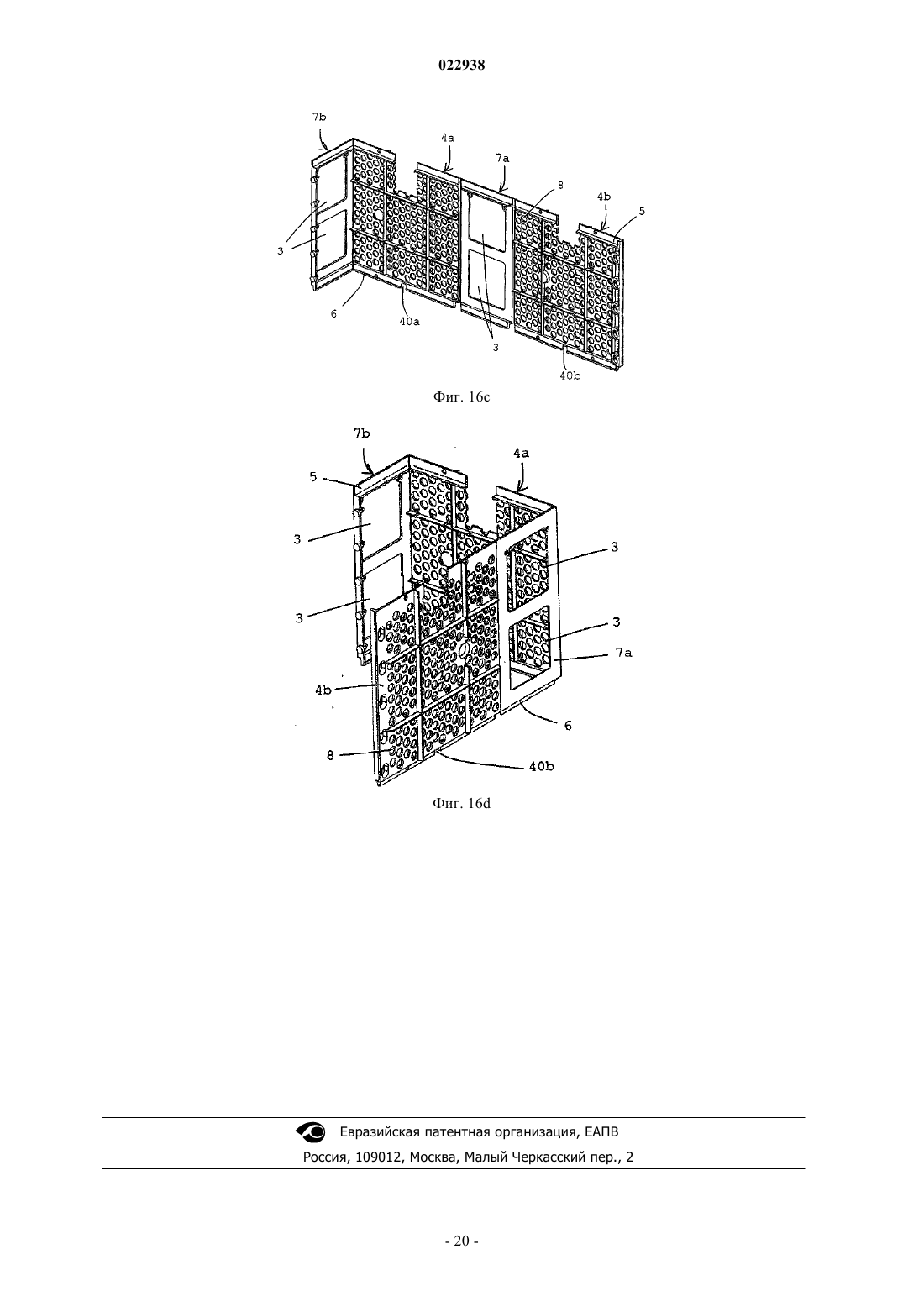
СИСТЕМА ОДНОРАЗОВЫХ ФОРМ, ПРИМЕНЯЕМАЯ ДЛЯ СОЗДАНИЯ МОДУЛЬНОЙ ОПАЛУБКИ ПРИ ВОЗВЕДЕНИИ БЕТОННЫХ СТЕН СЛОЖНОЙ ФОРМЫ Система одноразовых форм для реализации модульной опалубки для поддержки и формирования получаемых литьем вертикальных бетонных элементов, содержащая один основной элемент и множество специальных элементов, обеспечивающих выход наружу ограниченного количества цементной смеси, которая может распределяться по граням опалубки для осуществления ее отделки. Область техники, к которой относится изобретение Данное изобретение относится к системе одноразовых форм для создания модульной опалубки,предназначенной для поддержки и формирования получаемых литьем вертикальных бетонных элементов, возможно, имеющих сложную форму. Система содержит один основной элемент и ряд специальных элементов для формирования дверных и оконных проемов, углов, пересечений, корпусов для балок перекрытий и электроприборов, и любые другие элементы, необходимые для реализации опалубки любой формы. Уровень техники В практике гражданского строительства применяют различные типы бетонных стен. Указанные стены либо изготавливают заранее, либо выполняют при помощи модульных бетонных элементов, заранее сформированных на заводе и затем укладываемых на строительной площадке. Настоящее изобретение не является частью вышеупомянутых строительных технологий, а относится к строительной технологии возведения бетонных стен, изготавливаемых по месту. Технология литья бетона является давно известной и обычно основана на применении опалубки,назначением которой является удержание бетона до его полного отверждения для получения требуемых прочностных характеристик. Опалубка имеет двойное назначение: первой ее функцией является придание отливке требуемой геометрической формы и размеров, а второй функцией является обеспечение механической прочности при воздействии гидростатического давления со стороны жидкого бетона и вибраций при отверждении. Опалубка может быть подразделена на две следующие основные категории: многоразовая опалубка, которая обычно состоит из плоских панелей, выполненных из дерева, металла или других подходящих материалов, и одноразовая опалубка. В тех случаях, когда материал заливается в опалубку, которая не подлежит последующему удалению, а остается одним целым с отвержденным цементом, речь идет об одноразовой опалубке. В строительной технологии существует множество примеров конструкций, реализованных с применением одноразовой опалубки, включающих различные типы фундаментных свай и подпорных стенок; также известны модульные элементы, называемые формами, размеры каждого из которых, по существу, меньше размеров выполняемого элемента, путем соответствующего комбинирования которых составляют опалубку требуемых размеров. Известно применение одноразовых форм для возведения небольших малобюджетных домов на две семьи, обычно, но не исключительно, в развивающихся странах, формируемых из удерживающих панелей, которые собираются на стройплощадке для создания опалубки, применяемой в качестве опоры для труб гидравлической системы и/или каналов для кабелей электрической системы, включающих, например, MX 2008011228 А или FR 2558868 (А 1). Эти решения неудобны тем, что они требуют транспортировки крупногабаритных элементов и также сложны в установке, поскольку требуют квалифицированных специалистов-операторов для проведения необходимой подгонки и обеспечения перпендикулярности форм. Кроме того, для получения дверей и окон требуется применение выполняемых по месту специальных элементов. Это является причиной, по которой были разработаны модульные одноразовые формы, как показано в документе FR 2618825, которые обеспечивают простоту сборки опалубки различных форм и размеров для получения проемов для дверей и других подобных элементов. Эти модульные одноразовые формы обычно проектируются и разрабатываются для совместной сборки, после которой внутри остаются сквозные проходы через одну форму в другую форму. Благодаря вышеуказанным сквозным проходам цементная смесь может растекаться из перекрывающихся или частично перекрывающихся в пространстве модульных форм, а также между соседними модульными формами, обеспечивая эффективную заливку бетона внутрь опалубки. К сожалению, цементные изделия, полученные с применением одноразовой опалубки данного типа,имеют весьма непривлекательный окончательный внешний вид, поскольку опалубка, которая остается видна, имеет неэстетичный вид ине может быть подвергнута отделке, например, путем нанесения штукатурки, поскольку слой штукатурки, наносимый на внешнюю поверхность опалубки склонен к отслоению и осыпанию, что придает весьма ветхий вид только что возведенной стене. Кроме того, модульные формы являются очень дорогими в транспортировке, поскольку габаритный объем форм, по существу, равен габаритному объему завершенных стен. Существо изобретения Основной целью настоящего изобретения является разработка завершенной и интегрированной системы добавляемых форм, простых в использовании и недорогих в реализации, которая позволит создавать опалубку требуемой формы и размеров с дверными и оконными проемами, углами, корпусами для закрытия стропил и электроприборов, в том числе, выключателей и розеток, которые также обеспечивают беспрепятственное прохождение цементной смеси между соседними модульными формами и обеспечивают выход ограниченного количества цементной смеси из опалубки для растекания по поверхностям опалубки для формирования тонкого поверхностного слоя, как на внешней стороне, так и на внутренней стороне только что отлитой стены. Поверхностный слой, полученный таким способом, хорошо крепится к стене, поскольку он образует единое тело с бетоном стены через отверстия, имеющиеся во внешних гранях модульной формы, кроме того, данный слой легко поддается отделке и окраске. Эта и прочие цели и преимущества настоящего изобретения, которые очевидны специалистам в данной области техники из нижеследующего текста, в основном получены за счет применения модульной опалубки, которая, в свою очередь, получена за счет применения множества типов одноразовых форм различной формы, каждая из которых является модульной и, конструкция которой обеспечивает ее сборку с другими формами. Каждый тип одноразовой формы соответствует четко выраженной функции, например, элемент для формирования углов, элемент для соединения поперечных перегородок, элемент для размещения управляющих элементов электрической системы, элемент для размещения закрывающей конструкции и т.д. Основной элемент одноразовой формы, предпочтительно выполняемый из пластмассы, имеет форму подобную боковой поверхности параллелепипеда; на указанной боковой поверхности обычно сформированной четырьмя гранями, мы определяем две боковые стыковые поверхности, расположенные одна напротив другой, используемые для сопряжения с боковыми поверхностями других одинаковых форм, и две внешние боковые поверхности, расположенные одна напротив другой, используемые для формирования внешних граней опалубки. Все типы форм в настоящем изобретении являются открытыми сверху и снизу для прохождения бетона сверху вниз и постепенного заполнения всех форм, составляющих опалубку; для упрощения постепенного заполнения всей опалубки каждая из по меньшей мере двух боковых стыковочных граней каждой формы содержит по меньшей мере одно отверстие для прохождения цементной смеси не только в вертикальном, но и в горизонтальном направлении. Внешние боковые грани включают множество небольших отверстий, из которых наружу выходит ограниченное количество цементной смеси в процессе заливки и распределяется оператором для формирования внешнего покрытия опалубки. Для формирования опалубки сложной формы система одержит различные типы одноразовых форм; кроме основной формы разработан ряд одноразовых форм для создания правых углов, левых углов, правых и левых стыков перегородок, половинные формы для сборки ступенчатых форм, целые формы и половинные формы для верхней установки и формы со встроенными корпусами для закрывающей конструкции электрических устройств. После сборки отдельных форм для формирования дополняемой опалубки, но перед начальным заполнением опалубки, помимо прочего, возможна прокладка труб гидравлической системы и кабельных каналов электрической системы, последние также прокладываются в корпусах, которыми уже снабжена форма специального типа. В предпочтительном варианте осуществления изобретения внешние боковые грани форм включают ребра жесткости на одной или обеих сторонах; указанные ребра предпочтительно также служат для повышения сцепных свойств цементного слоя, который составляет внешнее покрытие. В качестве не накладывающего ограничений примера без ограничения объема изобретения на прилагаемой фигуре указанные ребра показаны параллельными краям одноразовой модульной формы. Для соединения с другими одинаковыми формами, расположенными вверху и внизу, вверху каждой формы имеется гнездовая половина стыка, а в нижней части расположена штыревая половина стыка. Верхняя гнездовая половина стыка состоит из тонкой фольги, которая продлена в направлении верха внешних граней боковой поверхности стыка. Нижняя штыревая половина стыка состоит из тонкой фольги, которая продлена в направлении нижней части внутренних граней боковой поверхности формы. Толщина фольги, образующей соответственно нижнюю штыревую половину стыка и верхнюю гнездовую половину стыка, такова, что штыревая половина стыка входит в гнездовую половину стыка с небольшим усилием, и данный небольшой натяг специально предусмотрен для надежной фиксации стыка,в том числе и во время процесса заливки бетона, выдерживающей гидростатическое давление и вибрации при отверждении. Для обеспечения перекрытия модульных форм не только при вертикальной установке в одну линию, но и при сборке рядами, в которых элементы расположены ступенчато, фольга нижней штыревой половины стыка разрушается вдоль тех сечений, которые выступают по отношению к внешним граням; таким образом, при установке формы поперек двух форм, находящихся под ней, фольга верхней гнездовой половины стыка, которая выступает за пределы стыковых граней расположенных внизу форм, может входить в прорезы фольги нижней штыревой половины стыка формы, расположенной вверху. Еще более предпочтительно для обеспечения перекрытия разных форм и формирования прямого угла между нижней формой и верхней формой прорези в фольге нижней штыревой половины стыка выполняются на расстоянии от стыковой грани, которое по существу равно ширине указанной стыковой грани. В особенно предпочтительном варианте осуществления изобретения настоящее изобретение также обеспечивает транспортировку форм на стройплощадку чрезвычайно дешевым и удобным способом, за счет того, что объем, занимаемый ими при транспортировке, является пренебрежимо малым по сравнению с объемом готовых стен, и сравним с объемом, занимаемым не модульными одноразовыми формами. Данный результат достигается путем создания каждого элемента системы из одноразовых форм в виде полученного прессованием элемента из пластмассы, имеющего по существу плоскую форму, содержащего различные грани боковой поверхности элемента, соединенные одна с другой при помощи пластинчатых шарниров. В частности, основной элемент формируется из плоского полученного прессованием элемента, содержащего четыре грани боковой поверхности параллелепипеда, выровненные и размещенные попарно,соединенные одна с другой при помощи пластинчатых шарниров, сформированных в процессе прессования. На строительной площадке отдельные одноразовые формы сначала перепрофилируют путем поворота граней на прямой угол вокруг указанных пластинчатых шарниров, а затем собирают путем соединения с другими формами для образования опалубки. Вдоль двух крайних кромок полученного прессованием элемента, которые после сборки формы примут вертикальное положение, установлены фиксирующие приспособления, которые обеспечивают соединение первой и последней граней друг с другом для образования прямого угла и, таким образом,замыкания формы. Одноразовая форма, реализованная в соответствии с данной конфигурацией, доставляется на строительную площадку в штабелированном виде, в результате чего она занимает очень малый объем, а затем она монтируется и окончательно собирается с другими формами того же типа для создания опалубки,имеющей требуемую форму и размеры. Остальные элементы системы одноразовых форм также могут создаваться путем прессования пластмассы, при котором формируется, по существу, плоский элемент, в котором отдельные грани соединены друг с другом при помощи пластинчатых шарниров. Опалубка может непосредственно собираться на любых поверхностях, предпочтительно снабженных крепежной системой. Преимущества настоящего изобретения, а также его технические характеристики станут более очевидны из нижеследующего подробного описания варианта осуществления, которое приведено в качестве примера, не ограничивающего объем изобретения. Краткое описание чертежей Фиг. 1 - основной элемент в замкнутом состоянии. Фиг. 2 - основной элемент в полностью раскрытом состоянии перед началом монтажа. Фиг. 3 - основной элемент в процессе монтажа после поворота одной боковой закрепленной на шарнире грани на 90. Фиг. 4 - этап монтажа более поздний, чем показанный на фиг. 3. Фиг. 5 - участок прямолинейной опалубки, сформированной из трех основных элементов, собранных в два перекрывающихся ряда с образованием ступеньки для размещения шарниров. Фиг. 6 а - левый угловой элемент, полностью смонтированный и подготовленный для сборки с другими элементами. Фиг. 6b - левый угловой элемент в полностью открытом состоянии перед началом операции монтажа. Фиг. 6 с - левый угловой элемент в частично смонтированном состоянии. Фиг. 6d - левый угловой элемент в почти полностью смонтированном состоянии. Фиг. 7 а - правый угловой элемент, полностью смонтированный и подготовленный для сборки с другими элементами. Фиг. 7b - правый угловой элемент в полностью открытом состоянии перед началом операции монтажа. Фиг. 7 с - правый угловой элемент в частично смонтированном состоянии. Фиг. 7d - правый угловой элемент в почти полностью смонтированном состоянии. Фиг. 8 - пример сборки правого углового элемента, левого углового элемента и основного элемента для формирования небольшого фрагмента опалубки и реализации двух стен, расположенных под прямым углом одна к другой. Фиг. 9 а - левый перегородочный элемент в полностью смонтированном состоянии, подготовленный для сборки с другими элементами. Фиг. 9b - левый перегородочный элемент в полностью раскрытом состоянии перед началом монтажа. Фиг. 9 с - левый перегородочный элемент в частично смонтированном состоянии. Фиг. 9d - левый перегородочный элемент в почти полностью смонтированном состоянии. Фиг. 10 а - правый перегородочный элемент в полностью смонтированном состоянии, подготовленный для сборки с другими элементами. Фиг. 10b - правый перегородочный элемент в полностью раскрытом состоянии перед началом монтажа. Фиг. 10 с - правый перегородочный элемент в частично смонтированном состоянии. Фиг. 10d - правый перегородочный элемент в почти полностью смонтированном состоянии. Фиг. 11 - вариант осуществления небольшого фрагмента опалубки, относящейся к типу, применяемому для стыкования перегородки с внешней стеной при помощи одного правого перегородочного элемента, одного левого перегородочного элемента и двух основных элементов. Фиг. 12 а - "верхний" конечный основной элемент, состоящий из одной стыковочной боковой грани(7b) и трех внешних боковых граней, в результате чего вариант осуществления пригоден для завершения горизонтального ряда; элемент показан в полностью смонтированном состоянии. Фиг. 12b - "верхний" конечный основной элемент в полностью раскрытом состоянии перед началом монтажа. Фиг. 12 с - "верхний" конечный основной элемент в частично смонтированном состоянии. Фиг. 12d - "верхний" конечный основной элемент в почти полностью смонтированном состоянии. Фиг. 13 а - "половинный" уменьшенный основной элемент, длина которого равна половине нормального основного элемента, применяемый для ступенчатого размещения форм двух перекрывающихся рядов; элемент показан в полностью смонтированном состоянии. Фиг. 13b - "половинный" уменьшенный основной элемент в полностью раскрытом состоянии перед началом монтажа. Фиг. 13 с - "половинный" уменьшенный основной элемент в частично смонтированном состоянии. Фиг. 13d - "половинный" уменьшенный основной элемент в почти полностью смонтированном состоянии. Фиг. 14 а - "верхний половинный" уменьшенный основной элемент, состоящий только из одной стыковочной боковой грани и трех внешних боковых граней, в результате чего вариант осуществления может применяться для завершения горизонтального ряда; элемент показан в полностью смонтированном состоянии. Фиг. 14b - конечный "верхний половинный" уменьшенный основной элемент в полностью раскрытом состоянии перед началом монтажа. Фиг. 14 с - конечный "верхний половинный" уменьшенный основной элемент в частично смонтированном состоянии. Фиг. 14d - конечный "верхний половинный" уменьшенный основной элемент в почти полностью смонтированном состоянии. Фиг. 15 а - основной элемент, модифицированный путем добавления коробки для настенного монтажа электрических приборов, например, выключателей, розеток или им подобных устройств; элемент показан в полностью смонтированном состоянии. Фиг. 15b - основной элемент, модифицированный путем добавления коробки для настенного монтажа электрических приборов, например выключателей, розеток или им подобных устройств; элемент показан в полностью раскрытом состоянии. Фиг. 15 с - основной элемент, модифицированный путем добавления коробки для настенного монтажа электрических приборов, например, выключателей, розеток или им подобных устройств; элемент показан в частично смонтированном состоянии. Фиг. 15d - основной элемент, модифицированный путем добавления коробки для настенного монтажа электрических приборов, например выключателей, розеток или им подобных устройств; элемент показан в почти полностью смонтированном состоянии. Фиг. 16 а - основной элемент, модифицированный путем добавления двух проемов для приема балки перекрытия; элемент показан в полностью смонтированном состоянии. Фиг. 16b - основной элемент, модифицированный путем добавления двух проемов для приема балки перекрытия; элемент показан в полностью раскрытом состоянии. Фиг. 16 с - основной элемент, модифицированный путем добавления двух проемов для приема балки перекрытия; элемент показан в частично смонтированном состоянии. Фиг. 16d - основной элемент, модифицированный путем добавления двух проемов для приема балки перекрытия; элемент показан в почти полностью смонтированном состоянии. Осуществление изобретения Настоящее изобретение относится к системе одноразовых модульных форм для создания опалубки для заливки бетона. В частности, объектом изобретения является множество модульных форм, имеющих разную форму и предназначенных для выполнения конкретных функций. Система содержит основной элемент в виде прямоугольного параллелепипеда и, в качестве не ограничивающего примера, один или несколько следующих специальных элементов: форму для создания правых углов, в которой стыковочная грань не является верхней гранью, а расположена справа от другой стыковочной грани; форму для создания левых углов, в которой вторая стыковочная грань не является верхней гранью,а расположена слева от другой стыковочной грани; форму, содержащую по меньшей мере один проем для размещения электрических устройств, например, выключателей, розеток и тому подобных устройств; правую форму для реализации пересечения с перегородкой, имеющую третью стыковочную грань,-4 022938 расположенную справа; левую форму для реализации пересечения с перегородкой, имеющую третью стыковочную грань,расположенную слева; половинную форму для оформления рядов основных форм, укладываемых ступенчато; верхнюю форму с одной стыковочной гранью; половинную верхнюю форму с одной стыковочной гранью; форму, подготовленную для размещения балки перекрытия. Все эти элементы отличаются наличием множества отверстий в боковых поверхностях, через которые в процессе заливки выходит ограниченное количество цементной смеси, указанное ограниченное количество цементной смеси распределяется оператором для формирования поверхностного слоя цементного материала на обеих поверхностях опалубки. В предпочтительном варианте осуществления настоящего изобретения все типы одноразовых форм реализованы в виде элементов, выполненных из пластмассы, имеющих плоскую форму, получаемых прессованием и содержащих различные грани для формирования боковой поверхности элемента, при этом указанные различные поверхности соответствующим образом соединены одна с другой при помощи пластинчатых шарниров. В частности, основной элемент системы одноразовых форм реализован в виде прессованного элемента, выполненного из пластмассы, который имеет по существу плоскую форму, содержащего четыре грани боковой поверхности параллелепипеда, выровненных и размещенных попарно, соединенных одна с другой при помощи пластинчатых шарниров, сформированных в процессе прессования. В предпочтительном варианте осуществления настоящего изобретения имеются средства для повышения жесткости соединений между различными элементами перед заливкой, например, при помощи небольших скоб, крюков или им подобных приспособлений. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Система одноразовых форм для реализации модульной опалубки при изготовлении литьем вертикальных бетонных элементов, содержащая основной элемент, выполненный в форме боковой поверхности параллелепипеда, содержащего две боковые стыковые поверхности (7 а, 7b), расположенные одна напротив другой и используемые для сопряжения с боковыми поверхностями других одинаковых форм,и две внешние боковые поверхности (4 а, 4b), расположенные одна напротив другой, используемые для формирования внешних граней опалубки, при этом основной элемент содержит верхние средства (5) и нижние средства (6) для вертикального соединения с другими формами и одно или несколько отверстий(3) в боковых стыковых поверхностях (7 а, 7b) для обеспечения свободного вытекания цементной смеси в сторону одноразовых форм, расположенных внизу и рядом с ним, кроме этого, основной элемент содержит на внешних боковых поверхностях (4 а, 4b) множество отверстий (3), предназначенных для обеспечения в процессе заполнения опалубки выхода наружу ограниченного количества цементной смеси, отличающаяся тем, что внешние боковые поверхности (4 а, 4b) указанного основного элемента содержат ребра жесткости на обеих сторонах. 2. Система одноразовых форм по п.1, отличающаяся тем, что указанное ограниченное количество цементной смеси достаточно для распределения по нескольким поверхностям опалубки с целью выполнения ее отделки. 3. Система одноразовых форм по любому из пп.1 или 2, отличающаяся тем, что содержит один или более следующих типов специальных элементов: элементы, предназначенные для формирования правых углов, элементы, предназначенные для формирования левых углов, элементы, предназначенные для формирования правых пересечений, элементы, предназначенные для формирования левых пересечений,элементы половинной длины, предназначенные для ступенчатых перекрывающихся узлов, имеющие полную длину или половинную длину элементы, элементы, форма которых обеспечивает размещение балок перекрытий и тому подобных элементов, и элементы, содержащие объемы для размещения электрических устройств, таких как выключатели и/или розетки. 4. Система одноразовых форм по любому из пп.1-3, отличающаяся тем, что указанные верхние средства (5) для вертикального соединения формы с другими формами выполнены из фольги, которая продлена вверх по отношению к внешним граням боковой поверхности формы, выступает от внешнего верхнего периметра и обеспечивает формирование верхней гнездовой половины стыка. 5. Система одноразовых форм по любому из пп.1-4, отличающаяся тем, что указанные нижние средства (6) для вертикального соединения формы с другими формами состоят из фольги, которая продлена вниз по отношению к внутренним граням боковой поверхности формы и выступает со смещением внутрь относительно внешнего периметра, образуя нижнюю штыревую половину стыка, обеспечивающую сопряжение с указанной верхней гнездовой половиной стыка. 6. Система одноразовых форм по любому из пп.1-5, отличающаяся тем, что в фольге, образующей нижнюю штыревую половину стыка основного элемента, выполнены зеркальные прорези (40 а и 40b) в секциях, параллельных внешним боковым граням (4 а и 4b), для приема фольги верхнего гнездового сты-5 022938 ка, выступающего из стыковочных граней других расположенных ниже форм, и обеспечения соединения с двумя участками других двух расположенных ниже форм, обеспечивая, таким образом, ступенчатую установку форм для реализации пересечений между стенами. 7. Система одноразовых форм по любому из пп.1-6, отличающаяся тем, что длина боковых граней основного элемента, по существу, кратна длине стыковочных граней. 8. Система одноразовых форм по любому из пп.1-7, отличающаяся тем, что у основного элемента вся фольга, выступающая за пределы внешних боковых граней нижнего штыревого стыка, разделена по меньшей мере на две секции, при этом длина ее сечения, по существу, равна ширине формы. 9. Система одноразовых форм по любому из пп.1-8, отличающаяся тем, что каждый элемент формируется из заготовки в виде прессованного элемента, выполненного из пластмассы и имеющего, по существу, плоскую форму (8). 10. Система одноразовых форм по любому из пп.1-9, отличающаяся тем, что указанный прессованный элемент, выполненный из пластмассы и имеющий, по существу, плоскую форму, содержит множество боковых граней, соединенных одна с другой при помощи пластинчатых шарниров. 11. Система одноразовых форм по любому из пп.1-10, отличающаяся тем, что указанный прессованный элемент, выполненный из пластмассы и имеющий, по существу, плоскую форму, содержит средства для замыкания одноразовой формы после ее монтажа для сочленения указанных разных боковых граней вокруг указанных пластинчатых шарниров. 12. Система одноразовых форм по любому из пп.1-11, отличающаяся тем, что содержит средства для повышения жесткости соединения между различными элементами перед процессом заливки, например при помощи небольших скоб, крюков или им подобных приспособлений.
МПК / Метки
МПК: E04B 2/86
Метки: модульной, форм, формы, возведении, создания, стен, применяемая, бетонных, сложной, система, опалубки, одноразовых
Код ссылки
<a href="https://eas.patents.su/21-22938-sistema-odnorazovyh-form-primenyaemaya-dlya-sozdaniya-modulnojj-opalubki-pri-vozvedenii-betonnyh-sten-slozhnojj-formy.html" rel="bookmark" title="База патентов Евразийского Союза">Система одноразовых форм, применяемая для создания модульной опалубки при возведении бетонных стен сложной формы</a>
Высокопрочная опалубка для бетонных стен
Номер патента: 9235
Опубликовано: 28.12.2007
Авторы: Мессика Пьер, Мессика Режи
МПК: E04B 2/86
Метки: бетонных, высокопрочная, стен, опалубка
Формула / Реферат:
1. Опалубка для бетонной стены, содержащая два параллельных обращенных друг к другу опалубочных щита (1, 1'), снабженных профильными балками, которые образуют вертикальные элементы (2, 2') жесткости, и соединенных друг с другом по меньшей мере одним шарнирным соединительным устройством, выполненным с возможностью удержания опалубочных щитов (1, 1') либо на расстоянии, определяющем пространство для приема заполнителя типа бетона, либо сложенными...
Профиль опалубки и щит опалубки, изготовленный с использованием указанного профиля
Номер патента: 4029
Опубликовано: 25.12.2003
Авторы: Сахаров Борис Петрович, Амирагян Альберт Арамаиси
МПК: E04G 9/02
Метки: профиля, щит, указанного, использованием, изготовленный, профиль, опалубки
Формула / Реферат:
1. Профиль щитовой опалубки, выполненный из алюминиевого сплава и содержащий три плоских элемента, два из которых расположены параллельно друг другу и перпендикулярно третьему, отличающийся тем, что два указанных параллельных элемента выполнены одинаковой длины, профиль в поперечном сечении имеет форму прямоугольника, три стороны которого образованы указанными элементами, на одной из протяженных сторон прямоугольника, расположенной между равными...
Способ модификации гармонического содержания сигнала сложной формы
Номер патента: 2990
Опубликовано: 26.12.2002
Авторы: Смит Пол Рид, Смит Джек У.
МПК: G10H 1/06
Метки: гармонического, сложной, содержания, сигнала, модификации, формы, способ
Формула / Реферат:
1. Способ модификации амплитуд гармоник спектра определенного тона в сигнале сложной формы, содержащий привязку функции (14, 14'), модифицирующей амплитуду, к каждый гармонике спектра определенного тона, разделенного по порядку гармоник, где частота каждой функции, модифицирующей амплитуду, постоянно устанавливается (16) на частоту, соответствующую порядку гармоники, по мере того, как частоты спектра определенного тона, содержащего выбранные...
Деревянный конструктивный элемент для создания стен зданий
Номер патента: 12686
Опубликовано: 30.12.2009
Автор: Юнкер Дитер
МПК: E04B 2/46, E04B 2/02, E04C 2/34...
Метки: зданий, элемент, деревянный, стен, конструктивный, создания
Формула / Реферат:
1. Деревянный конструктивный элемент для изготовления плоскостных строительных сооружений, в частности для воздвижения установленных вертикально стен зданий, содержащий приблизительно равновеликие прямоугольные, направленные приблизительно параллельно друг другу несущие плиты (1, 2), которые установлены с помощью промежуточных элементов (9) на расстоянии друг от друга и с перекрытием друг друга в проекции перпендикулярно относительно их основных...
Способ и вспомогательные средства для изготовления бетонных элементов, в частности бетонных полуфабрикатов и/или бетонных плит, и также вспомогательные средства для изготовления бетонных плит
Номер патента: 8297
Опубликовано: 27.04.2007
Авторы: Пфеффер Карстен, Крецов Деян, Хааг Фолькер, Хаузер Алекс
МПК: B28B 23/00, E04B 5/38, E04B 5/32...
Метки: вспомогательные, бетонных, элементов, способ, полуфабрикатов, средства, плит, также, изготовления, частности
Формула / Реферат:
1. Способ изготовления бетонных элементов, в частности бетонных полуфабрикатов, при котором первый слой бетонной массы заливают в опалубку, и слой начинает схватываться; арматурную сетку помещают на наполовину схватившийся первый слой, при этом арматурная сетка предпочтительно является обычной сварной проволочной сеткой; второй слой бетонной массы заливают в опалубку сверху первого слоя и арматурной сетки, и второй слой начинает схватываться;...
Предыдущий патент: Трехфазный инвертор со звеном повышенной частоты и напряжения
Следующий патент: Производные индола
Случайный патент: Долгоживущий глюкагоноподобный пептид 2(glp-2, гпп-2) для лечения желудочно-кишечных заболеваний и расcтройств