Производственное оборудование для изготовления предмета одежды
Номер патента: 17625
Опубликовано: 30.01.2013
Авторы: Такети Кенджи, Кавадзу Фумихито, Ямамото Хироки
Формула / Реферат
1. Производственное оборудование для изготовления предмета одежды, включающего в себя поглощающее основное тело и секцию поясной области, причем поглощающее основное тело имеет поглощающее тело, включающее в себя, по меньшей мере, измельченную целлюлозу, которая поглощает жидкость, и расположенное в области ластовицы и размещенное между поверхностным листовым элементом и листовым элементом тыльной стороны поглощающего основного тела, при этом секция поясной области охватывает талию, содержащее множество модулей, между которыми полуфабрикат одежды транспортируется в заданном направлении транспортирования, при этом модули размещены на своих основаниях, а основания являются элементами плиты нивелирования, составляющее устройство каждого из модулей закреплено на элементе плиты нивелирования соответствующего модуля, причем длина каждого модуля в направлении, перпендикулярном направлению транспортирования полуфабриката одежды, больше длины в направлении транспортирования, при этом размеры модулей таковы, что они могут быть размещены в контейнере, соответствующем стандарту JIS или ISO, причем основания, смежные друг другу, соединены посредством соединительного элемента, концевые части которого закреплены на соответствующих элементах плиты нивелирования.
2. Производственное оборудование по п.1, включающее в себя, по меньшей мере, следующие устройства:
модуль получения измельченной целлюлозы;
модуль профилирования поглощающего тела, посредством которого выполняется этап профилирования измельченной целлюлозы в поглощающее тело и этап, в котором образуется поверхностный листовой элемент;
модуль образования поглощающего основного тела, посредством которого выполняют этап размещения поглощающего тела между поверхностным листовым элементом и листовым элементом тыльной стороны, производимым в этом модуле, при этом образуется непрерывное поглощающее основное тело;
соединительный модуль, посредством которого выполняют этап, в котором непрерывное поглощающее основное тело разделяют и получают основное поглощающее тело; этап, в котором пару поясных элементов, получаемых из модуля получения промежуточных продуктов, соединяют с обоими концами частей основного поглощающего тела; этап, на котором основное поглощающее тело складывают пополам и совмещают пару поясных элементов, этап, на котором совмещенные поясные элементы соединяют с интервалами в части, подлежащей соединению, и получают секцию поясной области; и этап, в котором разделение выполняют соответственно для части, подлежащей соединению для каждой секции поясной области, и получают предмет одежды;
модуль получения промежуточных продуктов, посредством которого выполняют этапы получения по меньшей мере части поясного элемента, составляющего секцию поясной области.
3. Производственное оборудование по п.2, в котором по меньшей мере одна пара модулей среди множества модулей выполнена так, что полуфабрикат одежды для изготовления предмета одежды передается путем непрерывного его вытягивания между парой модулей в направлении движения полуфабриката предмета одежды.
4. Производственное оборудование по п.2, в котором модуль образования поглощающего основного тела выполнен со средствами, обеспечивающими соединение поверхностного листового элемента, на котором размещено множество поглощающих тел вдоль направления движения полуфабриката, и листового элемента тыльной стороны, непрерывного в направлении движения полуфабриката и образования непрерывного поглощающего основного тела в направлении движения, а соединительный модуль выполнен со средствами, обеспечивающими соединение поясного элемента, составляющего секцию поясной области, и поглощающего основного тела и вытягивание из модуля образования поглощающего основного тела и передачи к соединительному модулю, причем в вытягиваемой части масса поглощающего основного тела поддерживается только его натяжением.
5. Производственное оборудование по п.2, в котором модуль профилирования поглощающего тела выполнен со средствами, обеспечивающими размещение поглощающих тел с определенным шагом в направлении движения на поверхностном листовом элементе, непрерывным в направлении движения, и вытягивается из модуля профилирования поглощающего тела и передается к модулю образования поглощающего основного тела, и в вытянутой части масса поглощающего тела и поверхностного листового элемента поддерживается натяжением поверхностного листового элемента.
6. Производственное оборудование по п.2, в котором модуль получения измельченной целлюлозы содержит средства измельчения листовидной целлюлозы и ее подачи к модулю профилирования поглощающего тела.
7. Производственное оборудование по п.2, в котором модуль получения промежуточных продуктов выполнен со средствами, обеспечивающими образование поясного элемента на основе нетканого материала, при этом поясной элемент находится в виде непрерывного тела вдоль направления движения, вытягивается из модуля получения промежуточных продуктов и передается к соединительному модулю, причем в вытягиваемой части масса промежуточного продукта поддерживается только натяжением промежуточного продукта.
8. Производственное оборудование по п.2, в котором соединительный модуль выполнен со средствами, обеспечивающими соединение каждой из обеих концевых секций поглощающего основного тела с поясным элементом, в котором поглощающее основное тело образовано разделением непрерывного поглощающего основного тела на части с определенной длиной в направлении движения.


Текст
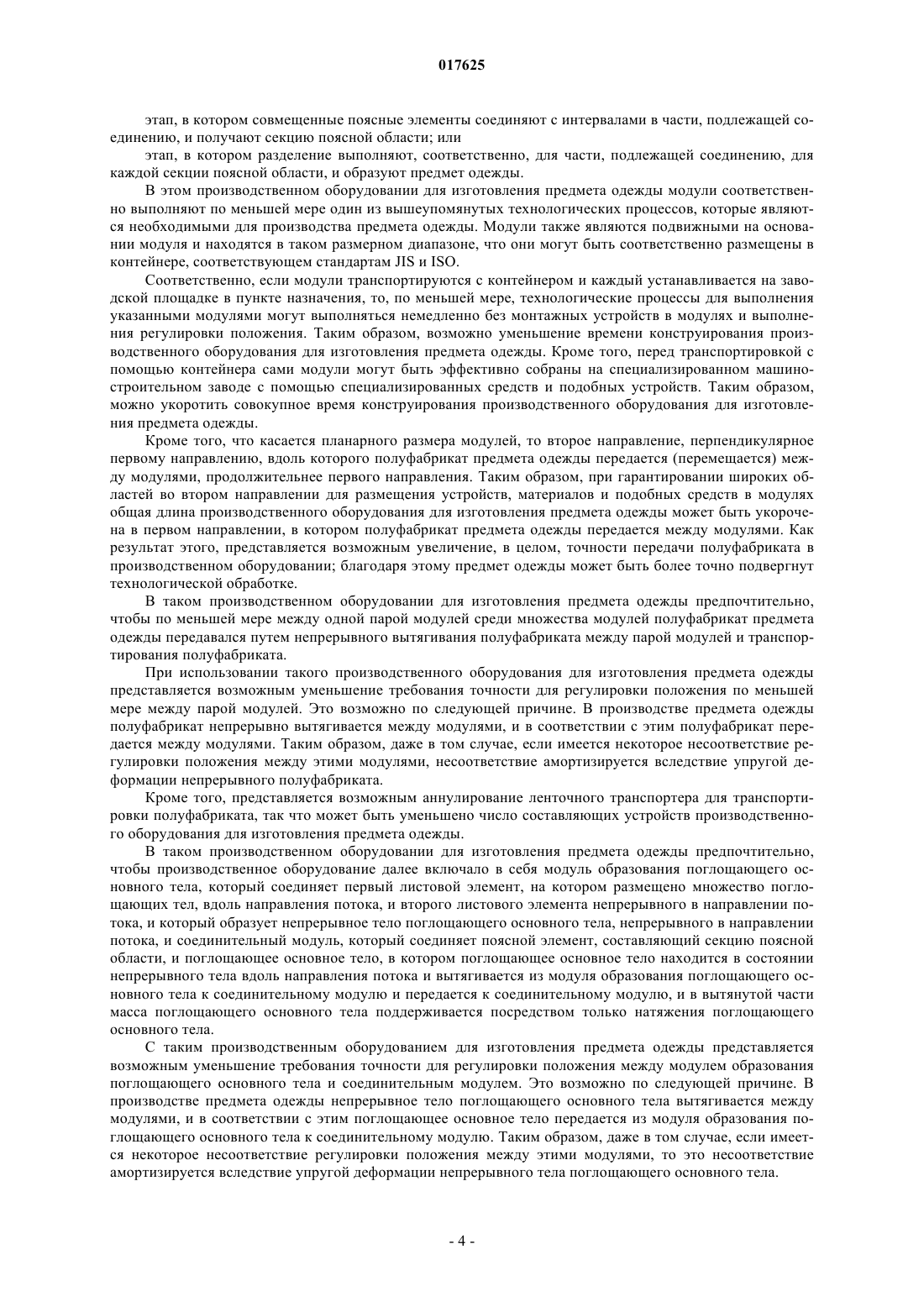
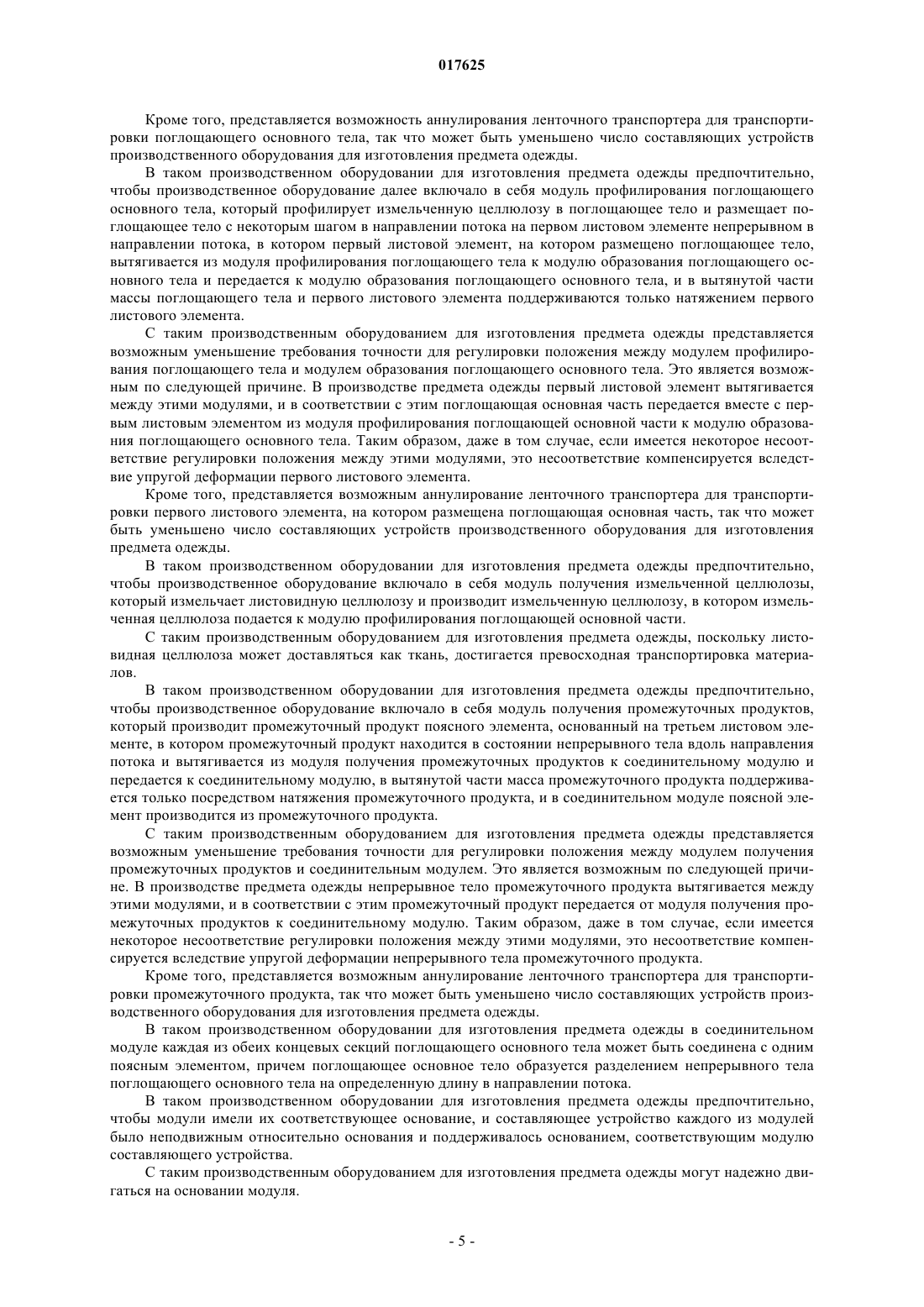
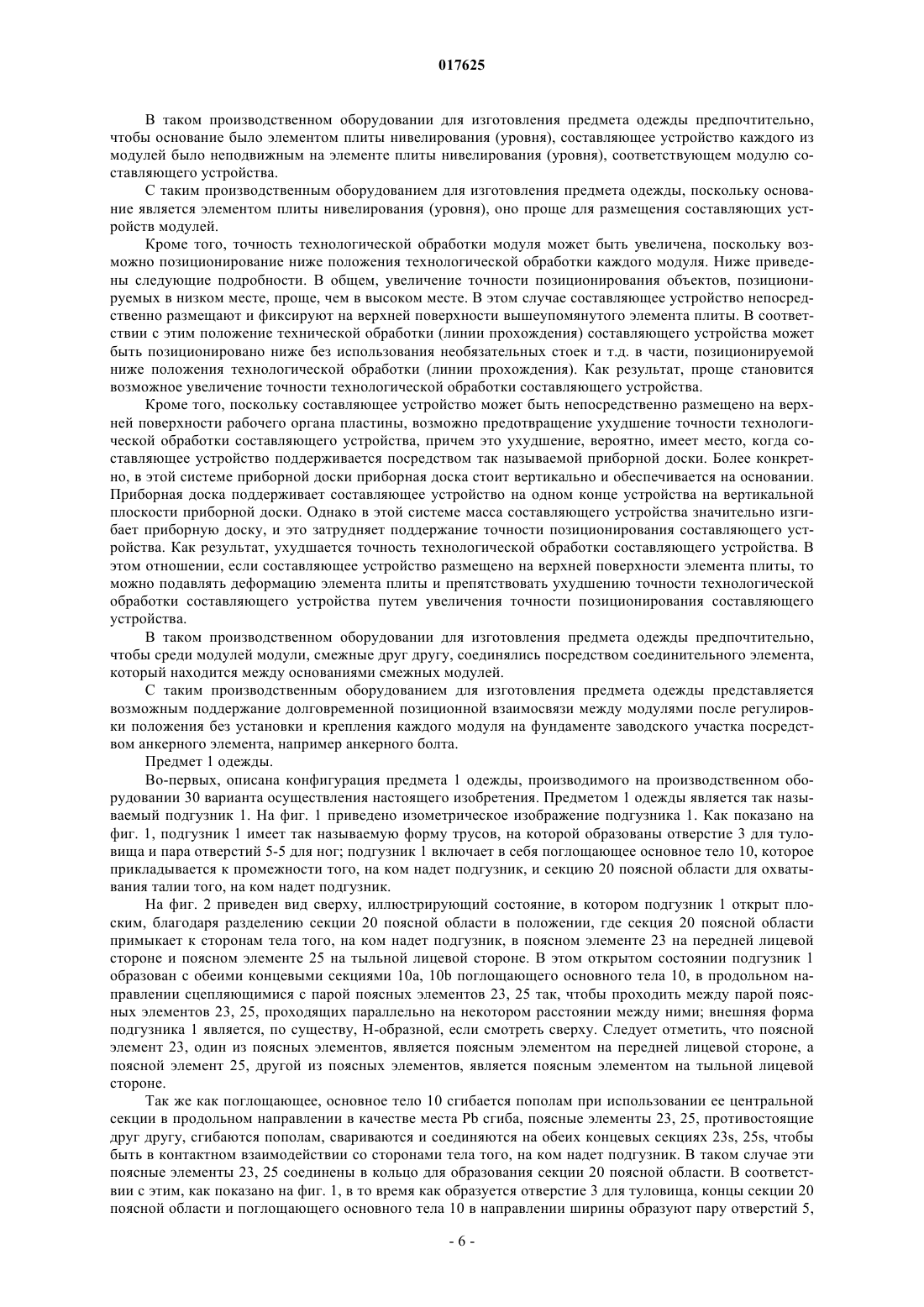
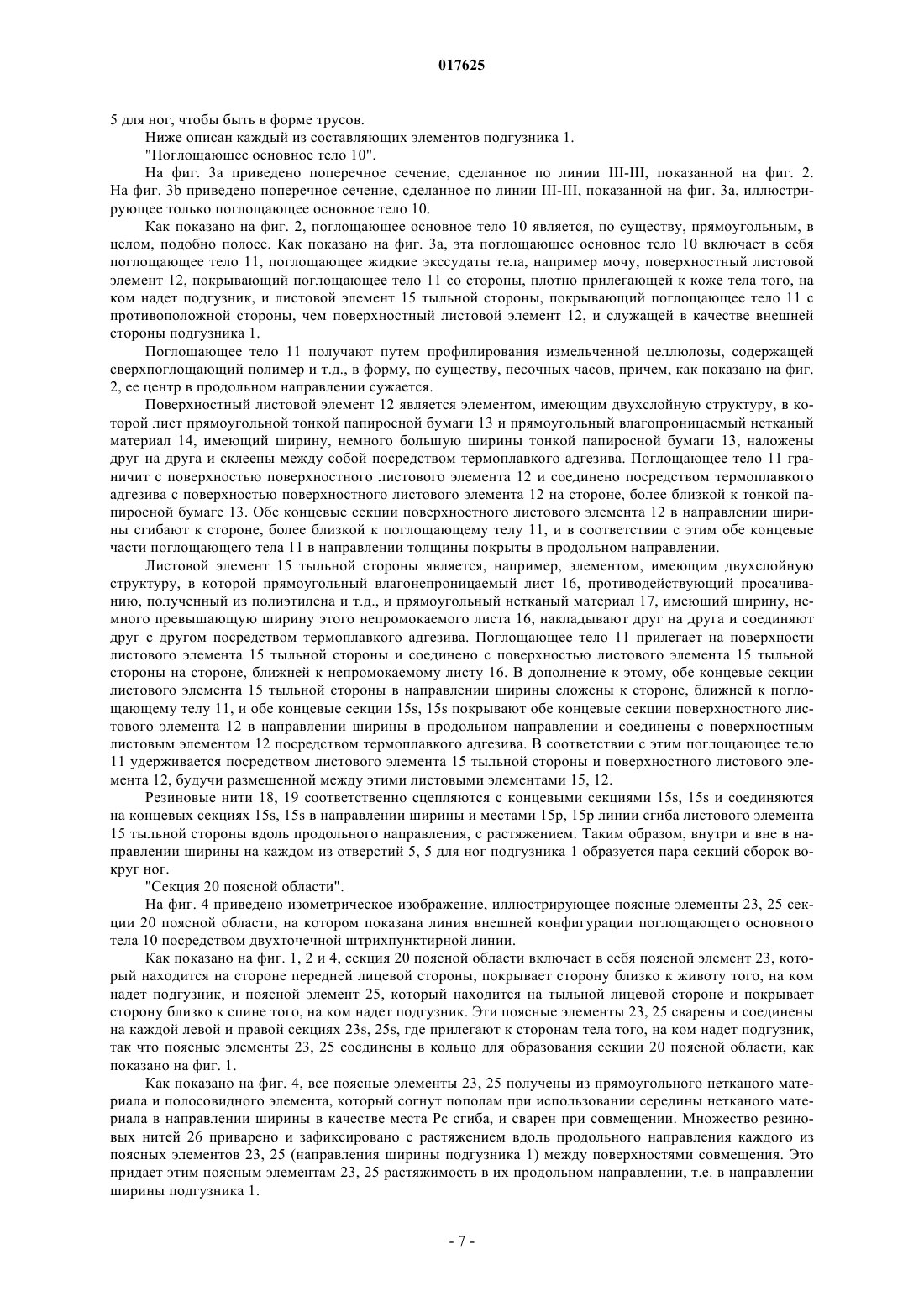
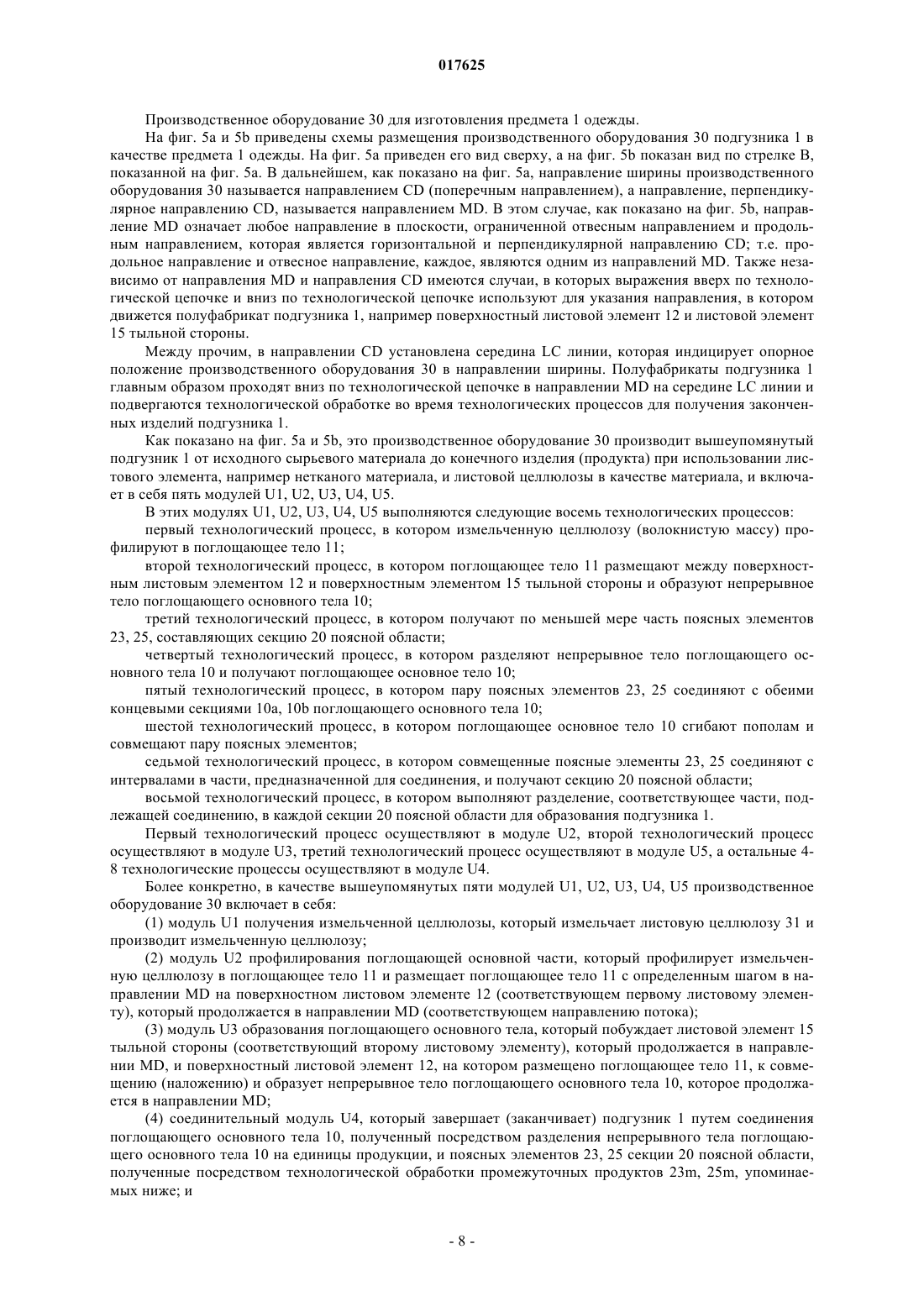
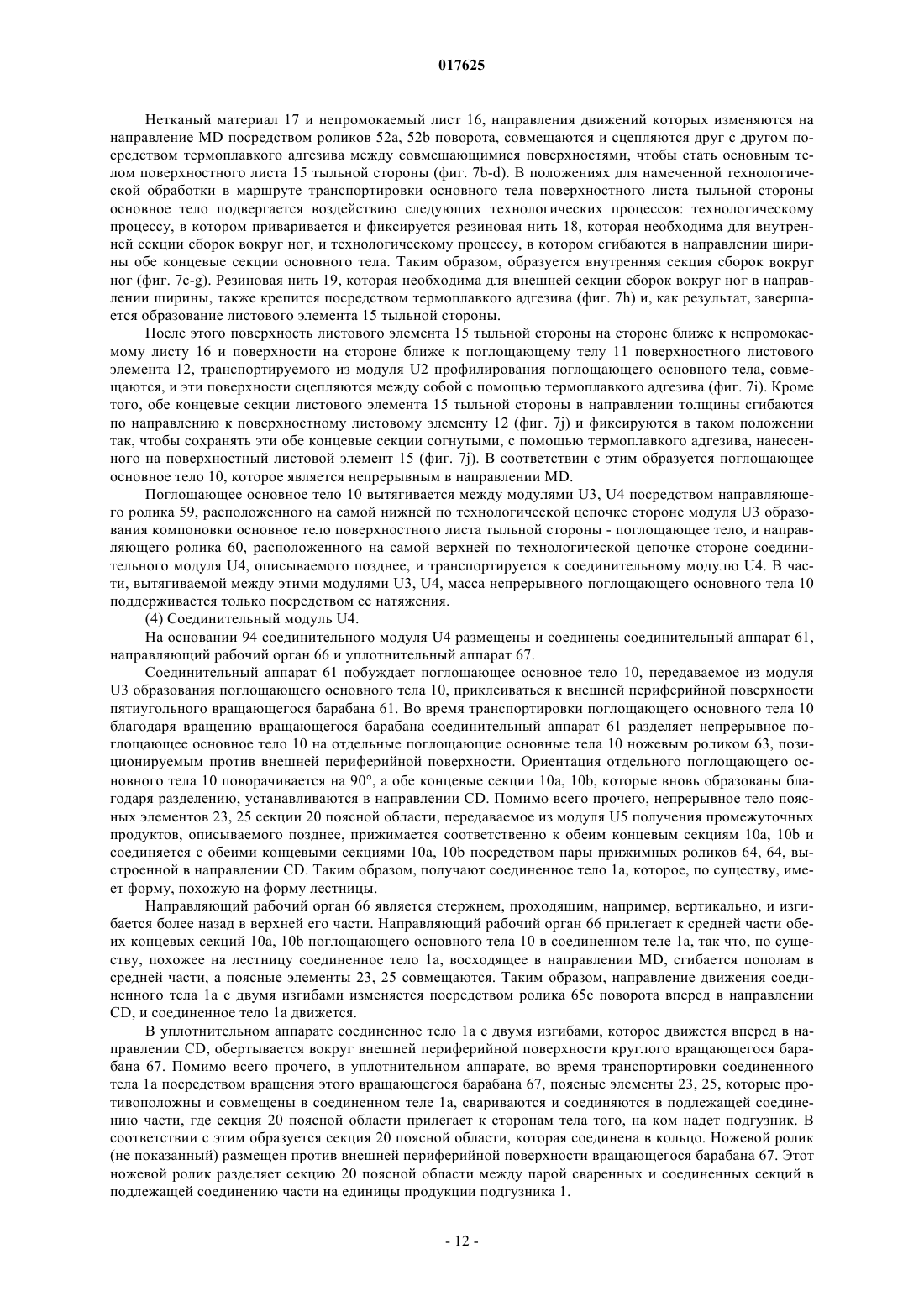
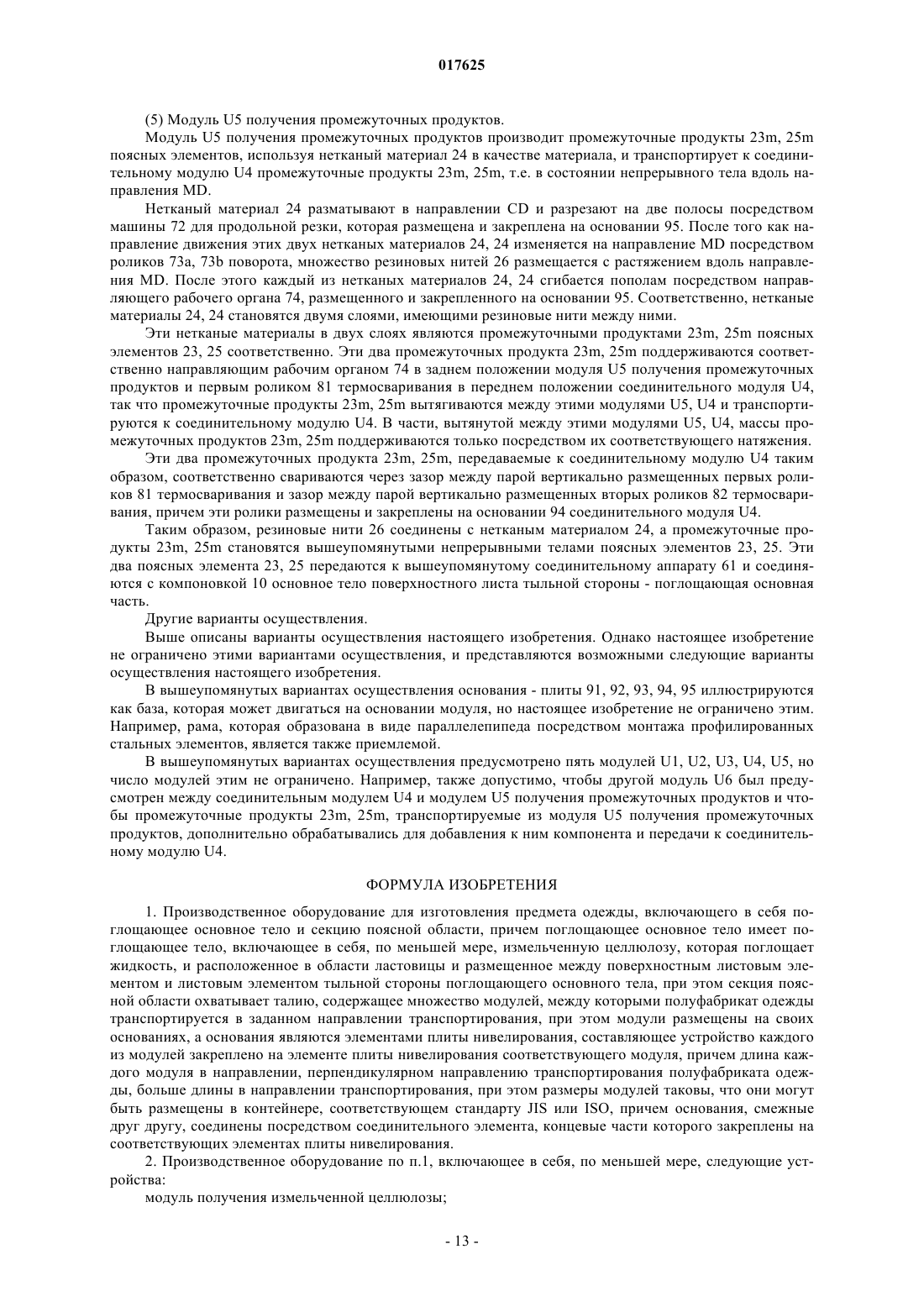
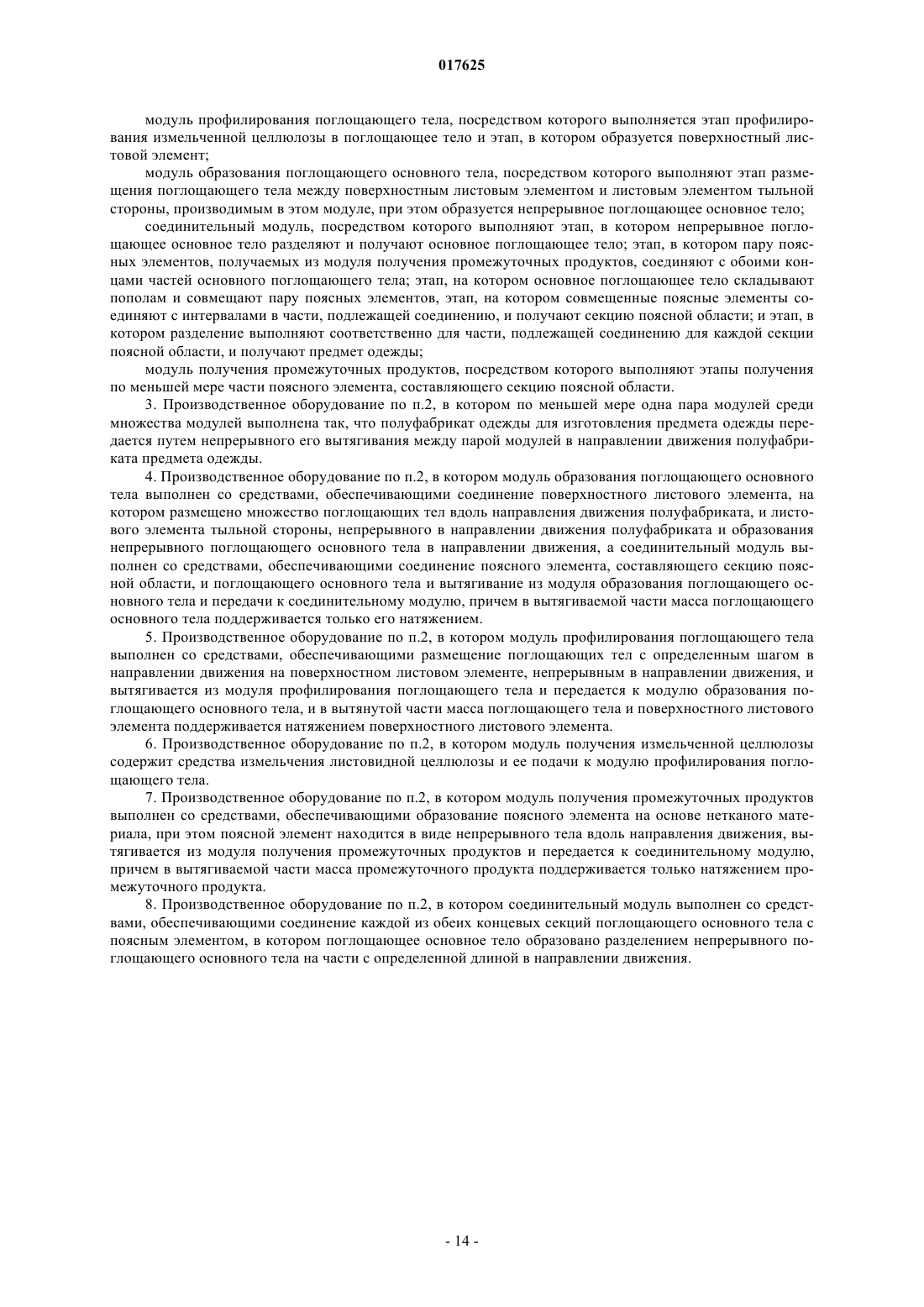
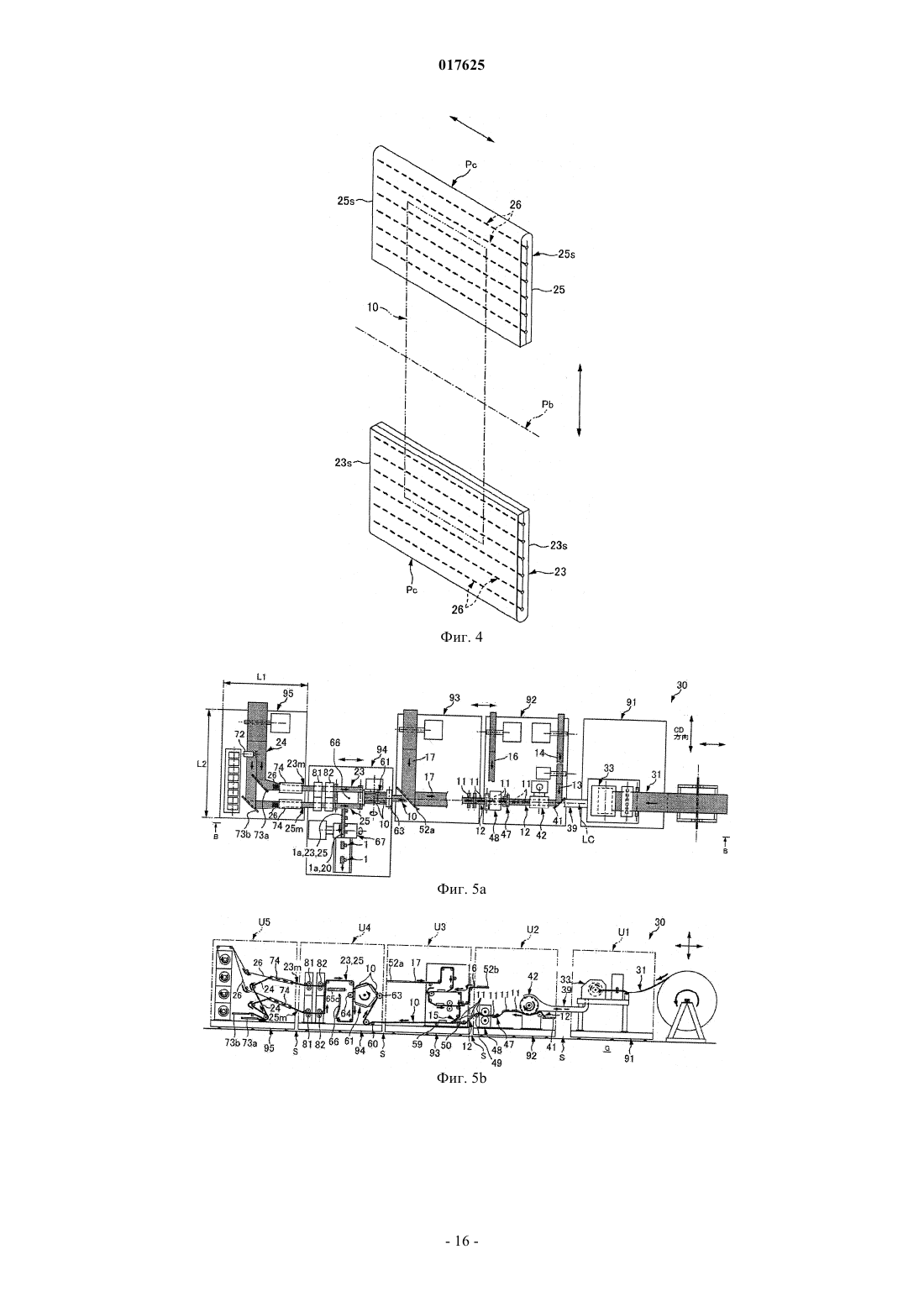
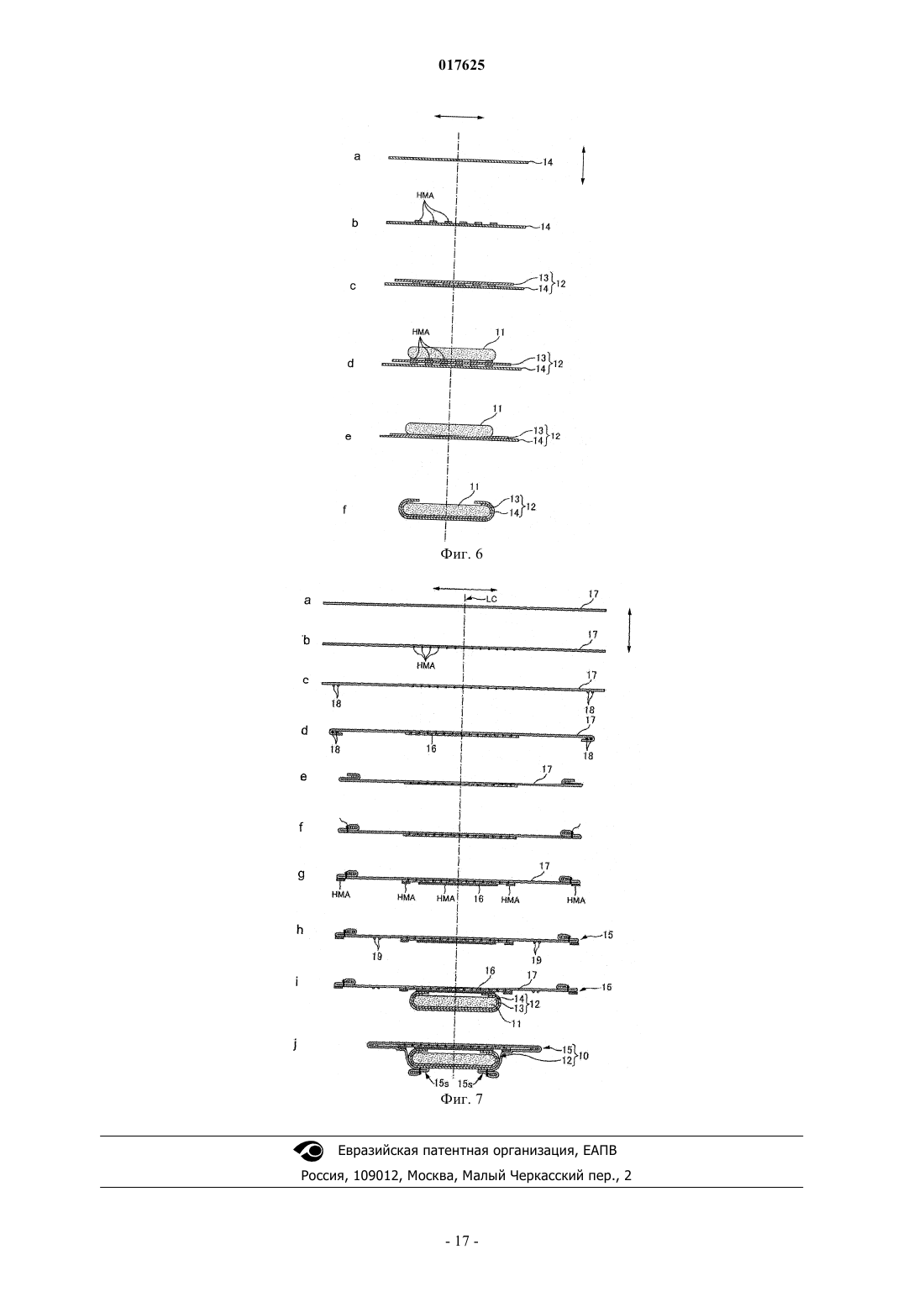
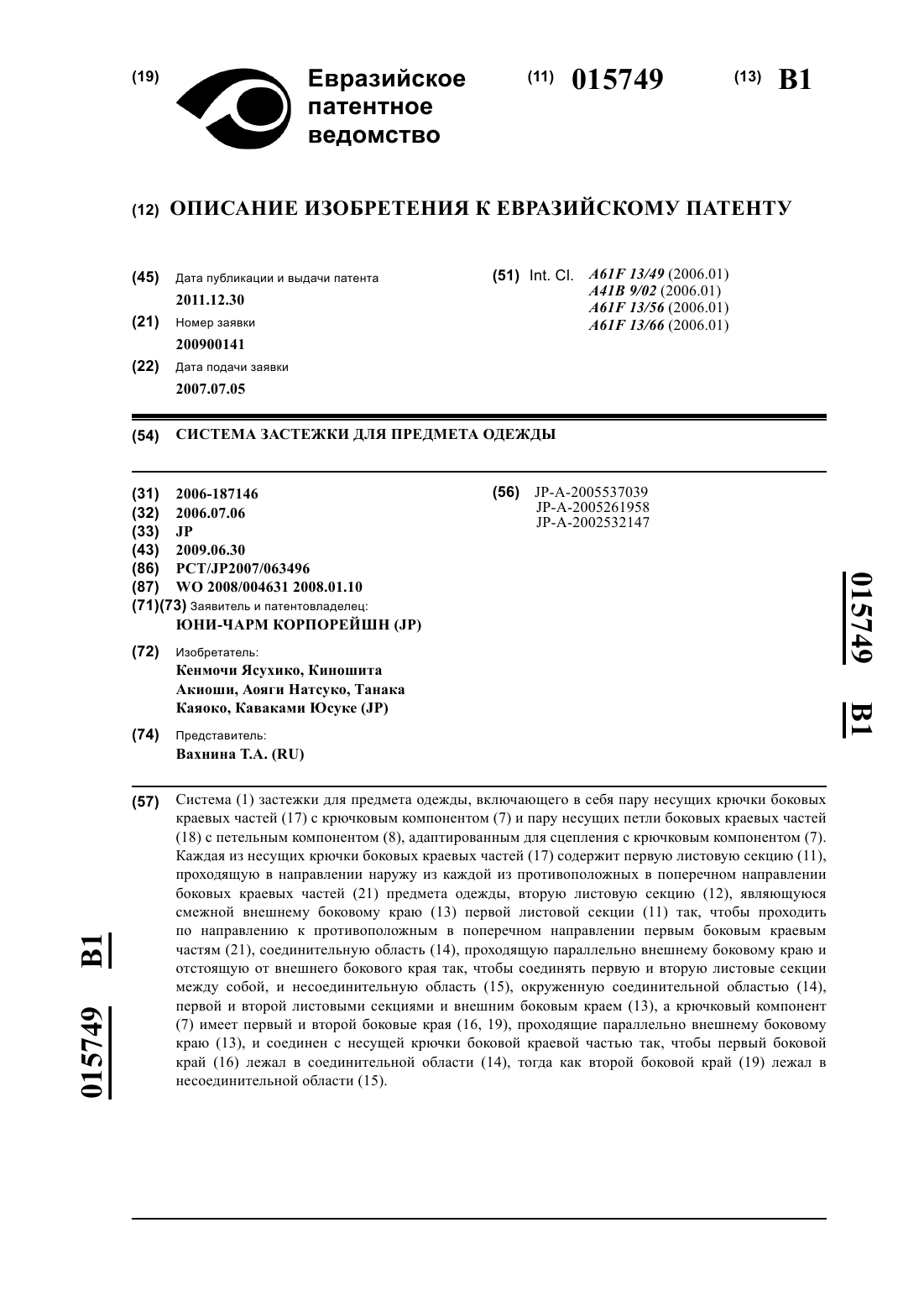
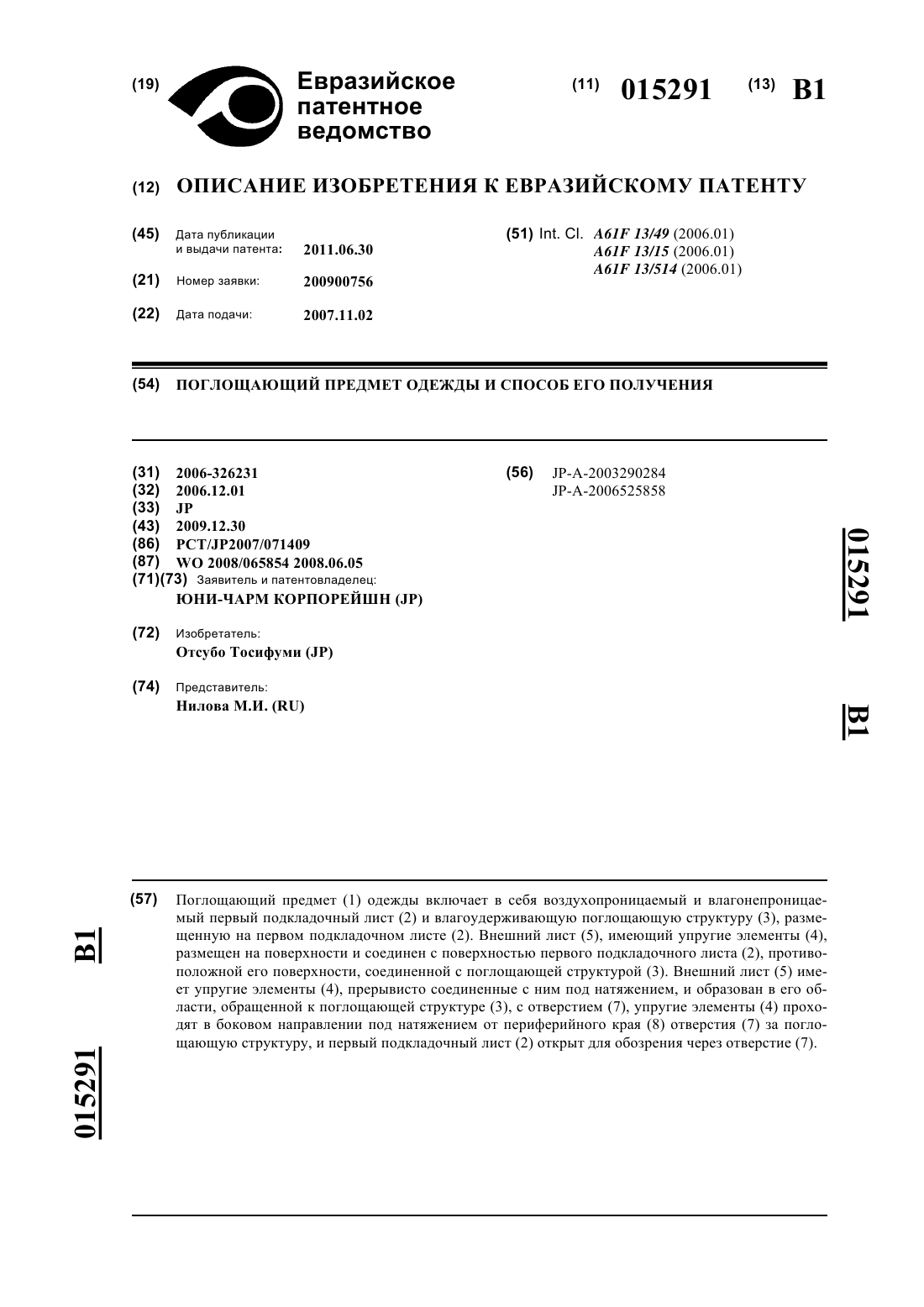
ПРОИЗВОДСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДМЕТА ОДЕЖДЫ Изобретение относится к производственному оборудованию для изготовления предметов одежды,например подгузников одноразового использования. Задачей изобретения является сокращение времени формирования производственного оборудования для изготовления предмета одежды. Производственное оборудование для изготовления предмета одежды, включающего в себя поглощающее основное тело и секцию поясной области, причм поглощающее основное тело имеет поглощающее тело, включающее в себя, по меньшей мере, измельчнную целлюлозу,которая поглощает жидкость, и расположенное в области ластовицы и размещнное между поверхностным листовым элементом и листовым элементом тыльной стороны поглощающего основного тела, при этом секция поясной области охватывает талию, содержащее множество модулей, между которыми полуфабрикат одежды транспортируется в заданном направлении транспортирования, при этом модули размещены на своих основаниях, а основания являются элементами плиты нивелирования, и составляющее устройство каждого из модулей закреплено на элементе плиты нивелирования соответствующего модуля, причм длина каждого модуля в направлении, перпендикулярном направлению транспортирования полуфабриката одежды, больше длины в направлении транспортирования, при этом размеры модулей таковы, что они могут быть размещены в контейнере, и соответствуют стандарту JIS или ISO, причм основания, смежные друг другу, соединены посредством соединительного элемента, концевые части которого закреплены на соответствующих элементах плиты нивелирования. 017625 Область техники, к которой относится изобретение Настоящее изобретение относится к производственному оборудованию для изготовления предметов одежды, например подгузников одноразового использования. Предшествующий уровень техники Так называемый подгузник одноразового использования (называемый ниже подгузником) обычно известен, например, как предмет одежды, включающий в себя поглощающее основное тело, которое поглощает жидкость, и секцию поясной области, покрывающую пользователя вокруг талии (см.JP-A-200611970). Краткое описание изобретения Проблема, решаемая изобретением Подгузник создают, начиная от исходного материала до конечного изделия, на производственной линии, например, используя нетканые материалы и т.д. в качестве материала. Эта производственная линия имеет, как правило, ленточный транспортер, размещенный в ней. Полуфабрикат подгузника движется на ленточном транспортере, будучи поддерживаемым ленточным транспортером, а устройства рабочих мест комбинируют полуфабрикат подгузника и различные составляющие детали, например поглощающую основную часть, полученную из измельченной целлюлозы, и т.д. или листовой элемент, покрывающий поглощающую основную часть, и завершают подгузник как конечное изделие. При формировании вышеупомянутой производственной линии от исходного материала до конечного продукта, во-первых, различные устройства, необходимые для производственной линии, изготавливают на специализированном машиностроительном заводе производителя производственных установок. Эти устройства собирают на заводе до конечного производственного оборудования для изготовления подгузника; затем проводят испытание производственного оборудования в автоматическом режиме для проверки на наличие дефектов. После этого производственное оборудование для изготовления подгузника разбирают, размещают в контейнере, транспортируют на заводскую площадку в пункте назначения и монтируют на фундаменте заводской площадки в соответствующей последовательности. Однако размер контейнера стандартизирован в соответствии со стандартом JIS или ISO. Таким образом, при разборке после вышеупомянутого испытания в автоматическом режиме необходимо разобрать производственное оборудование до такого небольшого размера, чтобы оно могло было размещено в контейнере. Имеются случаи, в которых, если устройство, например ленточный транспортер, не может быть размещено на основании устройства, то необходимо дополнительно разобрать устройство. В таком случае время конструирования станет продолжительнее, поскольку повторная сборка на заводской площадке занимает много времени. Настоящее изобретение было создано для решения обычных проблем, описанных выше, и его преимуществом является обеспечение получения производственного оборудования для изготовления предмета одежды, например подгузника одноразового использования, причем это производственное оборудование является способным к уменьшению времени конструирования производственного оборудования для изготовления предмета одежды. Средство для решения проблемы Для достижения вышеописанных преимуществ главным аспектом настоящего изобретения является создание производственного оборудования для изготовления предмета одежды, включающего в себя поглощающее основное тело и секцию поясной области, причем поглощающее основное тело имеет основную поглощающую область, которая поглощает жидкость и прикладывается к промежности того, на ком надет предмет одежды, а секция поясной области покрывает талию того, на ком надет предмет одежды,содержащего множество модулей, которые подвижно размещены на основании модуля, между которыми полуфабрикат предмета одежды транспортируется вдоль определенного первого направления, которые,соответственно, имеют планарный размер, в котором длина во втором направлении, перпендикулярном первому направлению, больше, чем в первом направлении, чьи соответствующие высота и длины первого направления и второго направления находятся в размерном диапазоне так, чтобы эти модули могли быть соответственно размещены в контейнере, соответствующем стандарту JIS или ISO, и которые соответственно выполняют, по меньшей мере следующие этапы: этап, в котором измельченную целлюлозу профилируют в поглощающее тело; или этап, в котором поглощающее основное тело размещают между первым листовым элементом и вторым листовым элементом и образуют непрерывное тело поглощающего основного тела; или этап, в котором получают по меньшей мере часть поясного элемента, составляющего секцию поясной области; или этап, в котором разделяют непрерывное тело поглощающего основного тела и получают поглощающее основное тело; или этап, в котором пару поясных элементов соединяют с обеими концевыми секциями поглощающего основного тела; или этап, в котором поглощающее основное тело сгибают пополам и совмещают пару поясных элементов; или-1 017625 этап, в котором совмещенные поясные элементы соединяют с интервалами в части, подлежащей соединению, и получают секцию поясной области;, или этап, в котором разделение выполняют, соответственно, для части, подлежащей соединению, для каждой секции поясной области и образуют предмет одежды. Признаки настоящего изобретения другие, чем описаны выше, станут очевидными из подробного описания, сделанного со ссылкой на сопроводительные чертежи. Эффекты настоящего изобретения Настоящее изобретение обеспечивает возможность уменьшения времени конструирования производственного оборудования для изготовления предмета одежды, например подгузника. Краткое описание чертежей Фиг. 1 - изометрическое изображение подгузника 1 в качестве предмета одежды 1. Фиг. 2 - вид сверху подгузника 1, развернутого до плоского состояния. фиг. 3a - поперечное сечение, сделанное по линии III-III, показанной на фиг. 2. Фиг. 3b - поперечное сечение, сделанное по линии III- III, показанной на фиг. 3a, иллюстрирующее только поглощающее основное тело 10. Фиг. 4 - изометрическое изображение, иллюстрирующее поясные элементы 23, 25 секции 20 поясной области. Фиг. 5a и 5b - схемы размещения производственного оборудования 30 для получения подгузника 1. Фиг. 6a-f - пояснительные схемы, иллюстрирующие способ получения поверхностного листового элемента 12 и т.д. в модуле U2 профилирования поглощающей основной части, и поперечные сечения,иллюстрирующие поверхностный листовой элемент 12 и так далее, сделанные вдоль направления ширины. Фиг. 7a-j - пояснительные схемы, иллюстрирующие способ получения поглощающего основного тела 10 в модуле U3 образования поглощающего основного тела и поперечные сечения, иллюстрирующие поглощающее основное тело 10 и т.д., сделанные вдоль направления ширины (подобного направления, что и направление CD). Список ссылочных номеров На фигурах приняты следующие обозначения позиций: 1 - подгузник (предмет одежды),1 а - объединенное тело,3 - отверстие для туловища,5 - отверстие для ног,10 - поглощающее основное тело,10 а - концевая секция,10b - концевая секция,11 - поглощающее тело,12 - поверхностный листовой элемент (первый листовой элемент),13 - тонкая папиросная бумага,14 - нетканый материал,15 -листовой элемент тыльной стороны (второй листовой элемент),15 р - участок линии сгиба,15s - концевая секция,16 - влагонепроницаемый лист (лист защиты от просачивания),17 - нетканый материал,18 - резиновая нить,19 - резиновая нить,20 - секция поясной области,23 - поясной элемент,23s - обе концевые секции,23m - промежуточный продукт,26 - резиновая нить,30 - производственное оборудование,31 - листовая целлюлоза,33 - измельчитель,39 - канал подачи целлюлозы,41 - ролик поворота,42 - укладочный барабан,47 - направляющий рабочий орган,48 - прижимной ролик,49 - направляющий ролик,50 - направляющий ролик,52 а - ролик поворота,-2 017625 52b - ролик поворота,59 - направляющий ролик,60 - направляющий ролик,61 - вращающийся барабан (соединительное устройство),63 - ножевой ролик,64 - прижимной ролик,65 с - ролик поворота,66 - направляющий рабочий орган,67 - вращающийся барабан (уплотнительный аппарат),72 - машина для продольной резки,73 а - ролик поворота,73b - ролик поворота,74 - направляющий рабочий орган,81 - первый ролик термосваривания,82 - второй ролик термосваривания,91 - основание,92 - основание,93 - основание,94 - основание,95 - основание,U1 - модуль получения измельченной целлюлозы,U2 - модуль профилирования поглощающего тела,U3 - модуль образования поглощающего основного тела,U4 - соединительный модуль,U5 - модуль получения промежуточного продукта,G - фундамент,S - промежуток,LC - середина линии,Pb - место сгиба,Pc - место сгиба. Подробное описание предпочтительного варианта осуществления изобретения По меньшей мере, следующие предметы изобретения станут понятными, благодаря описанию, сделанному со ссылкой на сопроводительные чертежи. Производственное оборудование для изготовления предмета одежды, включающего в себя поглощающее основное тело и секцию поясной области, причем поглощающее основное тело имеет поверхностный листовой элемент, листовой элемент тыльной стороны и поглощающее тело, включающее в себя,по меньше мере, измельченную целлюлозу, которая поглощает жидкость и прикладывается к промежности, размещенное между поверхностным листовым элемент и листовым элементом тыльной стороны, а секция поясной области охватывает талию, содержащее множество модулей между которыми полуфабрикат одежды транспортируется в заданном первом направлении транспортирования, при этом модули размещены на своих основаниях, а основания являются элементами плиты нивелирования (уровня), составляющее устройство каждого из модулей закреплено на элементе плиты нивелирования (уровня) соответствующего модуля причем модули имеют размеры в плоскости, в которой длина в направлении,перпендикулярном направлению транспортирования полуфабриката одежды, больше длины в первом направлении транспортирования, при этом соответствующие высота и длины и находятся в размерном диапазоне так, чтобы эти модули могли соответственно размещаться в контейнере, соответствующему стандарту JIS или ISO, причем среди модулей модули, смежные друг другу, соединены посредством соединительного элемента, который находится между основаниями смежных модулей, а обе концевые части соединительного элемента закреплены на соответствующих элементах плиты нивелирования (уровня),которые соответственно выполняют, по меньшей мере, следующие этапы: этап, в котором измельченную целлюлозу профилируют в поглощающую часть; этап, в котором поглощающее тело размещают между первым листовым элементом и вторым листовым элементом и образуют непрерывное тело для формирования поглощающего основного тела; или этап, в котором получают по меньшей мере часть поясного элемента, составляющего секцию поясной области; или этап, в котором разделяют непрерывное тело поглощающего основного тела и получают поглощающее основное тело; или этап, в котором пару поясных элементов соединяют с обеими концевыми секциями поглощающего основного тела; или этап, в котором поглощающее основное тело сгибают пополам и совмещают пару поясных элементов; или-3 017625 этап, в котором совмещенные поясные элементы соединяют с интервалами в части, подлежащей соединению, и получают секцию поясной области; или этап, в котором разделение выполняют, соответственно, для части, подлежащей соединению, для каждой секции поясной области, и образуют предмет одежды. В этом производственном оборудовании для изготовления предмета одежды модули соответственно выполняют по меньшей мере один из вышеупомянутых технологических процессов, которые являются необходимыми для производства предмета одежды. Модули также являются подвижными на основании модуля и находятся в таком размерном диапазоне, что они могут быть соответственно размещены в контейнере, соответствующем стандартам JIS и ISO. Соответственно, если модули транспортируются с контейнером и каждый устанавливается на заводской площадке в пункте назначения, то, по меньшей мере, технологические процессы для выполнения указанными модулями могут выполняться немедленно без монтажных устройств в модулях и выполнения регулировки положения. Таким образом, возможно уменьшение времени конструирования производственного оборудования для изготовления предмета одежды. Кроме того, перед транспортировкой с помощью контейнера сами модули могут быть эффективно собраны на специализированном машиностроительном заводе с помощью специализированных средств и подобных устройств. Таким образом,можно укоротить совокупное время конструирования производственного оборудования для изготовления предмета одежды. Кроме того, что касается планарного размера модулей, то второе направление, перпендикулярное первому направлению, вдоль которого полуфабрикат предмета одежды передается (перемещается) между модулями, продолжительнее первого направления. Таким образом, при гарантировании широких областей во втором направлении для размещения устройств, материалов и подобных средств в модулях общая длина производственного оборудования для изготовления предмета одежды может быть укорочена в первом направлении, в котором полуфабрикат предмета одежды передается между модулями. Как результат этого, представляется возможным увеличение, в целом, точности передачи полуфабриката в производственном оборудовании; благодаря этому предмет одежды может быть более точно подвергнут технологической обработке. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы по меньшей мере между одной парой модулей среди множества модулей полуфабрикат предмета одежды передавался путем непрерывного вытягивания полуфабриката между парой модулей и транспортирования полуфабриката. При использовании такого производственного оборудования для изготовления предмета одежды представляется возможным уменьшение требования точности для регулировки положения по меньшей мере между парой модулей. Это возможно по следующей причине. В производстве предмета одежды полуфабрикат непрерывно вытягивается между модулями, и в соответствии с этим полуфабрикат передается между модулями. Таким образом, даже в том случае, если имеется некоторое несоответствие регулировки положения между этими модулями, несоответствие амортизируется вследствие упругой деформации непрерывного полуфабриката. Кроме того, представляется возможным аннулирование ленточного транспортера для транспортировки полуфабриката, так что может быть уменьшено число составляющих устройств производственного оборудования для изготовления предмета одежды. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы производственное оборудование далее включало в себя модуль образования поглощающего основного тела, который соединяет первый листовой элемент, на котором размещено множество поглощающих тел, вдоль направления потока, и второго листового элемента непрерывного в направлении потока, и который образует непрерывное тело поглощающего основного тела, непрерывного в направлении потока, и соединительный модуль, который соединяет поясной элемент, составляющий секцию поясной области, и поглощающее основное тело, в котором поглощающее основное тело находится в состоянии непрерывного тела вдоль направления потока и вытягивается из модуля образования поглощающего основного тела к соединительному модулю и передается к соединительному модулю, и в вытянутой части масса поглощающего основного тела поддерживается посредством только натяжения поглощающего основного тела. С таким производственным оборудованием для изготовления предмета одежды представляется возможным уменьшение требования точности для регулировки положения между модулем образования поглощающего основного тела и соединительным модулем. Это возможно по следующей причине. В производстве предмета одежды непрерывное тело поглощающего основного тела вытягивается между модулями, и в соответствии с этим поглощающее основное тело передается из модуля образования поглощающего основного тела к соединительному модулю. Таким образом, даже в том случае, если имеется некоторое несоответствие регулировки положения между этими модулями, то это несоответствие амортизируется вследствие упругой деформации непрерывного тела поглощающего основного тела.-4 017625 Кроме того, представляется возможность аннулирования ленточного транспортера для транспортировки поглощающего основного тела, так что может быть уменьшено число составляющих устройств производственного оборудования для изготовления предмета одежды. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы производственное оборудование далее включало в себя модуль профилирования поглощающего основного тела, который профилирует измельченную целлюлозу в поглощающее тело и размещает поглощающее тело с некоторым шагом в направлении потока на первом листовом элементе непрерывном в направлении потока, в котором первый листовой элемент, на котором размещено поглощающее тело,вытягивается из модуля профилирования поглощающего тела к модулю образования поглощающего основного тела и передается к модулю образования поглощающего основного тела, и в вытянутой части массы поглощающего тела и первого листового элемента поддерживаются только натяжением первого листового элемента. С таким производственным оборудованием для изготовления предмета одежды представляется возможным уменьшение требования точности для регулировки положения между модулем профилирования поглощающего тела и модулем образования поглощающего основного тела. Это является возможным по следующей причине. В производстве предмета одежды первый листовой элемент вытягивается между этими модулями, и в соответствии с этим поглощающая основная часть передается вместе с первым листовым элементом из модуля профилирования поглощающей основной части к модулю образования поглощающего основного тела. Таким образом, даже в том случае, если имеется некоторое несоответствие регулировки положения между этими модулями, это несоответствие компенсируется вследствие упругой деформации первого листового элемента. Кроме того, представляется возможным аннулирование ленточного транспортера для транспортировки первого листового элемента, на котором размещена поглощающая основная часть, так что может быть уменьшено число составляющих устройств производственного оборудования для изготовления предмета одежды. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы производственное оборудование включало в себя модуль получения измельченной целлюлозы,который измельчает листовидную целлюлозу и производит измельченную целлюлозу, в котором измельченная целлюлоза подается к модулю профилирования поглощающей основной части. С таким производственным оборудованием для изготовления предмета одежды, поскольку листовидная целлюлоза может доставляться как ткань, достигается превосходная транспортировка материалов. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы производственное оборудование включало в себя модуль получения промежуточных продуктов,который производит промежуточный продукт поясного элемента, основанный на третьем листовом элементе, в котором промежуточный продукт находится в состоянии непрерывного тела вдоль направления потока и вытягивается из модуля получения промежуточных продуктов к соединительному модулю и передается к соединительному модулю, в вытянутой части масса промежуточного продукта поддерживается только посредством натяжения промежуточного продукта, и в соединительном модуле поясной элемент производится из промежуточного продукта. С таким производственным оборудованием для изготовления предмета одежды представляется возможным уменьшение требования точности для регулировки положения между модулем получения промежуточных продуктов и соединительным модулем. Это является возможным по следующей причине. В производстве предмета одежды непрерывное тело промежуточного продукта вытягивается между этими модулями, и в соответствии с этим промежуточный продукт передается от модуля получения промежуточных продуктов к соединительному модулю. Таким образом, даже в том случае, если имеется некоторое несоответствие регулировки положения между этими модулями, это несоответствие компенсируется вследствие упругой деформации непрерывного тела промежуточного продукта. Кроме того, представляется возможным аннулирование ленточного транспортера для транспортировки промежуточного продукта, так что может быть уменьшено число составляющих устройств производственного оборудования для изготовления предмета одежды. В таком производственном оборудовании для изготовления предмета одежды в соединительном модуле каждая из обеих концевых секций поглощающего основного тела может быть соединена с одним поясным элементом, причем поглощающее основное тело образуется разделением непрерывного тела поглощающего основного тела на определенную длину в направлении потока. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы модули имели их соответствующее основание, и составляющее устройство каждого из модулей было неподвижным относительно основания и поддерживалось основанием, соответствующим модулю составляющего устройства. С таким производственным оборудованием для изготовления предмета одежды могут надежно двигаться на основании модуля.-5 017625 В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы основание было элементом плиты нивелирования (уровня), составляющее устройство каждого из модулей было неподвижным на элементе плиты нивелирования (уровня), соответствующем модулю составляющего устройства. С таким производственным оборудованием для изготовления предмета одежды, поскольку основание является элементом плиты нивелирования (уровня), оно проще для размещения составляющих устройств модулей. Кроме того, точность технологической обработки модуля может быть увеличена, поскольку возможно позиционирование ниже положения технологической обработки каждого модуля. Ниже приведены следующие подробности. В общем, увеличение точности позиционирования объектов, позиционируемых в низком месте, проще, чем в высоком месте. В этом случае составляющее устройство непосредственно размещают и фиксируют на верхней поверхности вышеупомянутого элемента плиты. В соответствии с этим положение технической обработки (линии прохождения) составляющего устройства может быть позиционировано ниже без использования необязательных стоек и т.д. в части, позиционируемой ниже положения технологической обработки (линии прохождения). Как результат, проще становится возможное увеличение точности технологической обработки составляющего устройства. Кроме того, поскольку составляющее устройство может быть непосредственно размещено на верхней поверхности рабочего органа пластины, возможно предотвращение ухудшение точности технологической обработки составляющего устройства, причем это ухудшение, вероятно, имеет место, когда составляющее устройство поддерживается посредством так называемой приборной доски. Более конкретно, в этой системе приборной доски приборная доска стоит вертикально и обеспечивается на основании. Приборная доска поддерживает составляющее устройство на одном конце устройства на вертикальной плоскости приборной доски. Однако в этой системе масса составляющего устройства значительно изгибает приборную доску, и это затрудняет поддержание точности позиционирования составляющего устройства. Как результат, ухудшается точность технологической обработки составляющего устройства. В этом отношении, если составляющее устройство размещено на верхней поверхности элемента плиты, то можно подавлять деформацию элемента плиты и препятствовать ухудшению точности технологической обработки составляющего устройства путем увеличения точности позиционирования составляющего устройства. В таком производственном оборудовании для изготовления предмета одежды предпочтительно,чтобы среди модулей модули, смежные друг другу, соединялись посредством соединительного элемента,который находится между основаниями смежных модулей. С таким производственным оборудованием для изготовления предмета одежды представляется возможным поддержание долговременной позиционной взаимосвязи между модулями после регулировки положения без установки и крепления каждого модуля на фундаменте заводского участка посредством анкерного элемента, например анкерного болта. Предмет 1 одежды. Во-первых, описана конфигурация предмета 1 одежды, производимого на производственном оборудовании 30 варианта осуществления настоящего изобретения. Предметом 1 одежды является так называемый подгузник 1. На фиг. 1 приведено изометрическое изображение подгузника 1. Как показано на фиг. 1, подгузник 1 имеет так называемую форму трусов, на которой образованы отверстие 3 для туловища и пара отверстий 5-5 для ног; подгузник 1 включает в себя поглощающее основное тело 10, которое прикладывается к промежности того, на ком надет подгузник, и секцию 20 поясной области для охватывания талии того, на ком надет подгузник. На фиг. 2 приведен вид сверху, иллюстрирующий состояние, в котором подгузник 1 открыт плоским, благодаря разделению секции 20 поясной области в положении, где секция 20 поясной области примыкает к сторонам тела того, на ком надет подгузник, в поясном элементе 23 на передней лицевой стороне и поясном элементе 25 на тыльной лицевой стороне. В этом открытом состоянии подгузник 1 образован с обеими концевыми секциями 10 а, 10b поглощающего основного тела 10, в продольном направлении сцепляющимися с парой поясных элементов 23, 25 так, чтобы проходить между парой поясных элементов 23, 25, проходящих параллельно на некотором расстоянии между ними; внешняя форма подгузника 1 является, по существу, Н-образной, если смотреть сверху. Следует отметить, что поясной элемент 23, один из поясных элементов, является поясным элементом на передней лицевой стороне, а поясной элемент 25, другой из поясных элементов, является поясным элементом на тыльной лицевой стороне. Так же как поглощающее, основное тело 10 сгибается пополам при использовании ее центральной секции в продольном направлении в качестве места Pb сгиба, поясные элементы 23, 25, противостоящие друг другу, сгибаются пополам, свариваются и соединяются на обеих концевых секциях 23s, 25s, чтобы быть в контактном взаимодействии со сторонами тела того, на ком надет подгузник. В таком случае эти поясные элементы 23, 25 соединены в кольцо для образования секции 20 поясной области. В соответствии с этим, как показано на фиг. 1, в то время как образуется отверстие 3 для туловища, концы секции 20 поясной области и поглощающего основного тела 10 в направлении ширины образуют пару отверстий 5,-6 017625 5 для ног, чтобы быть в форме трусов. Ниже описан каждый из составляющих элементов подгузника 1."Поглощающее основное тело 10". На фиг. 3a приведено поперечное сечение, сделанное по линии III-III, показанной на фиг. 2. На фиг. 3b приведено поперечное сечение, сделанное по линии III-III, показанной на фиг. 3a, иллюстрирующее только поглощающее основное тело 10. Как показано на фиг. 2, поглощающее основное тело 10 является, по существу, прямоугольным, в целом, подобно полосе. Как показано на фиг. 3a, эта поглощающее основное тело 10 включает в себя поглощающее тело 11, поглощающее жидкие экссудаты тела, например мочу, поверхностный листовой элемент 12, покрывающий поглощающее тело 11 со стороны, плотно прилегающей к коже тела того, на ком надет подгузник, и листовой элемент 15 тыльной стороны, покрывающий поглощающее тело 11 с противоположной стороны, чем поверхностный листовой элемент 12, и служащей в качестве внешней стороны подгузника 1. Поглощающее тело 11 получают путем профилирования измельченной целлюлозы, содержащей сверхпоглощающий полимер и т.д., в форму, по существу, песочных часов, причем, как показано на фиг. 2, ее центр в продольном направлении сужается. Поверхностный листовой элемент 12 является элементом, имеющим двухслойную структуру, в которой лист прямоугольной тонкой папиросной бумаги 13 и прямоугольный влагопроницаемый нетканый материал 14, имеющий ширину, немного большую ширины тонкой папиросной бумаги 13, наложены друг на друга и склеены между собой посредством термоплавкого адгезива. Поглощающее тело 11 граничит с поверхностью поверхностного листового элемента 12 и соединено посредством термоплавкого адгезива с поверхностью поверхностного листового элемента 12 на стороне, более близкой к тонкой папиросной бумаге 13. Обе концевые секции поверхностного листового элемента 12 в направлении ширины сгибают к стороне, более близкой к поглощающему телу 11, и в соответствии с этим обе концевые части поглощающего тела 11 в направлении толщины покрыты в продольном направлении. Листовой элемент 15 тыльной стороны является, например, элементом, имеющим двухслойную структуру, в которой прямоугольный влагонепроницаемый лист 16, противодействующий просачиванию, полученный из полиэтилена и т.д., и прямоугольный нетканый материал 17, имеющий ширину, немного превышающую ширину этого непромокаемого листа 16, накладывают друг на друга и соединяют друг с другом посредством термоплавкого адгезива. Поглощающее тело 11 прилегает на поверхности листового элемента 15 тыльной стороны и соединено с поверхностью листового элемента 15 тыльной стороны на стороне, ближней к непромокаемому листу 16. В дополнение к этому, обе концевые секции листового элемента 15 тыльной стороны в направлении ширины сложены к стороне, ближней к поглощающему телу 11, и обе концевые секции 15s, 15s покрывают обе концевые секции поверхностного листового элемента 12 в направлении ширины в продольном направлении и соединены с поверхностным листовым элементом 12 посредством термоплавкого адгезива. В соответствии с этим поглощающее тело 11 удерживается посредством листового элемента 15 тыльной стороны и поверхностного листового элемента 12, будучи размещенной между этими листовыми элементами 15, 12. Резиновые нити 18, 19 соответственно сцепляются с концевыми секциями 15s, 15s и соединяются на концевых секциях 15s, 15s в направлении ширины и местами 15 р, 15 р линии сгиба листового элемента 15 тыльной стороны вдоль продольного направления, с растяжением. Таким образом, внутри и вне в направлении ширины на каждом из отверстий 5, 5 для ног подгузника 1 образуется пара секций сборок вокруг ног."Секция 20 поясной области". На фиг. 4 приведено изометрическое изображение, иллюстрирующее поясные элементы 23, 25 секции 20 поясной области, на котором показана линия внешней конфигурации поглощающего основного тела 10 посредством двухточечной штрихпунктирной линии. Как показано на фиг. 1, 2 и 4, секция 20 поясной области включает в себя поясной элемент 23, который находится на стороне передней лицевой стороны, покрывает сторону близко к животу того, на ком надет подгузник, и поясной элемент 25, который находится на тыльной лицевой стороне и покрывает сторону близко к спине того, на ком надет подгузник. Эти поясные элементы 23, 25 сварены и соединены на каждой левой и правой секциях 23s, 25s, где прилегают к сторонам тела того, на ком надет подгузник,так что поясные элементы 23, 25 соединены в кольцо для образования секции 20 поясной области, как показано на фиг. 1. Как показано на фиг. 4, все поясные элементы 23, 25 получены из прямоугольного нетканого материала и полосовидного элемента, который согнут пополам при использовании середины нетканого материала в направлении ширины в качестве места Рс сгиба, и сварен при совмещении. Множество резиновых нитей 26 приварено и зафиксировано с растяжением вдоль продольного направления каждого из поясных элементов 23, 25 (направления ширины подгузника 1) между поверхностями совмещения. Это придает этим поясным элементам 23, 25 растяжимость в их продольном направлении, т.е. в направлении ширины подгузника 1.-7 017625 Производственное оборудование 30 для изготовления предмета 1 одежды. На фиг. 5a и 5b приведены схемы размещения производственного оборудования 30 подгузника 1 в качестве предмета 1 одежды. На фиг. 5a приведен его вид сверху, а на фиг. 5b показан вид по стрелке В,показанной на фиг. 5a. В дальнейшем, как показано на фиг. 5a, направление ширины производственного оборудования 30 называется направлением CD (поперечным направлением), а направление, перпендикулярное направлению CD, называется направлением MD. В этом случае, как показано на фиг. 5b, направление MD означает любое направление в плоскости, ограниченной отвесным направлением и продольным направлением, которая является горизонтальной и перпендикулярной направлению CD; т.е. продольное направление и отвесное направление, каждое, являются одним из направлений MD. Также независимо от направления MD и направления CD имеются случаи, в которых выражения вверх по технологической цепочке и вниз по технологической цепочке используют для указания направления, в котором движется полуфабрикат подгузника 1, например поверхностный листовой элемент 12 и листовой элемент 15 тыльной стороны. Между прочим, в направлении CD установлена середина LC линии, которая индицирует опорное положение производственного оборудования 30 в направлении ширины. Полуфабрикаты подгузника 1 главным образом проходят вниз по технологической цепочке в направлении MD на середине LC линии и подвергаются технологической обработке во время технологических процессов для получения законченных изделий подгузника 1. Как показано на фиг. 5a и 5b, это производственное оборудование 30 производит вышеупомянутый подгузник 1 от исходного сырьевого материала до конечного изделия (продукта) при использовании листового элемента, например нетканого материала, и листовой целлюлозы в качестве материала, и включает в себя пять модулей U1, U2, U3, U4, U5. В этих модулях U1, U2, U3, U4, U5 выполняются следующие восемь технологических процессов: первый технологический процесс, в котором измельченную целлюлозу (волокнистую массу) профилируют в поглощающее тело 11; второй технологический процесс, в котором поглощающее тело 11 размещают между поверхностным листовым элементом 12 и поверхностным элементом 15 тыльной стороны и образуют непрерывное тело поглощающего основного тела 10; третий технологический процесс, в котором получают по меньшей мере часть поясных элементов 23, 25, составляющих секцию 20 поясной области; четвертый технологический процесс, в котором разделяют непрерывное тело поглощающего основного тела 10 и получают поглощающее основное тело 10; пятый технологический процесс, в котором пару поясных элементов 23, 25 соединяют с обеими концевыми секциями 10 а, 10b поглощающего основного тела 10; шестой технологический процесс, в котором поглощающее основное тело 10 сгибают пополам и совмещают пару поясных элементов; седьмой технологический процесс, в котором совмещенные поясные элементы 23, 25 соединяют с интервалами в части, предназначенной для соединения, и получают секцию 20 поясной области; восьмой технологический процесс, в котором выполняют разделение, соответствующее части, подлежащей соединению, в каждой секции 20 поясной области для образования подгузника 1. Первый технологический процесс осуществляют в модуле U2, второй технологический процесс осуществляют в модуле U3, третий технологический процесс осуществляют в модуле U5, а остальные 48 технологические процессы осуществляют в модуле U4. Более конкретно, в качестве вышеупомянутых пяти модулей U1, U2, U3, U4, U5 производственное оборудование 30 включает в себя:(1) модуль U1 получения измельченной целлюлозы, который измельчает листовую целлюлозу 31 и производит измельченную целлюлозу;(2) модуль U2 профилирования поглощающей основной части, который профилирует измельченную целлюлозу в поглощающее тело 11 и размещает поглощающее тело 11 с определенным шагом в направлении MD на поверхностном листовом элементе 12 (соответствующем первому листовому элементу), который продолжается в направлении MD (соответствующем направлению потока);(3) модуль U3 образования поглощающего основного тела, который побуждает листовой элемент 15 тыльной стороны (соответствующий второму листовому элементу), который продолжается в направлении MD, и поверхностный листовой элемент 12, на котором размещено поглощающее тело 11, к совмещению (наложению) и образует непрерывное тело поглощающего основного тела 10, которое продолжается в направлении MD;(4) соединительный модуль U4, который завершает (заканчивает) подгузник 1 путем соединения поглощающего основного тела 10, полученный посредством разделения непрерывного тела поглощающего основного тела 10 на единицы продукции, и поясных элементов 23, 25 секции 20 поясной области,полученные посредством технологической обработки промежуточных продуктов 23m, 25m, упоминаемых ниже; и(5) модуль U5 получения промежуточных продуктов, который производит промежуточные продукты 23m, 25m поясных элементов 23, 25 при использовании нетканого материала 24 (соответствующего третьему листовому элементу) в качестве материала и транспортирует к соединительному модулю U4 промежуточные продукты 23m, 25m, которые находятся в состоянии непрерывного тела вдоль направления MD. С таким производственным оборудованием 30 представляется возможным уменьшение требования точности регулировки положения между этими модулями. Поскольку возможно уменьшение времени для регулировки положений между модулями во время конструирования, время конструирования может быть уменьшено. Ниже описаны подробности этого. Поверхностный листовой элемент 12, на котором размещено поглощающее тело 11, профилированно посредством модуля U2 профилирования поглощающей основной части, вытягивается из модуля U2 профилирования поглощающей основной части к модулю U3 образования поглощающего основного тела и передается к модулю U3 образования поглощающего основного тела. В соответствии с этим, даже в том случае, если имеется некоторое несоответствие регулировки положения между этими модулями U2,U3 при конструировании производственного оборудования 30, это не вызовет серьезной проблемы, поскольку это несоответствие компенсируется вследствие упругой деформации поверхностного листового элемента 12. Подобным образом, поглощающее основное тело 10, образованное посредством модуля U3 образования поглощающего основного тела, находится в состоянии непрерывного тела вдоль направления MD и вытягивается из модуля U3 образования поглощающего основного тела к соединительному модулю U4 и передается к соединительному модулю U4. В соответствии с этим, даже в том случае, если имеется некоторое несоответствие регулировки положения меду этими модулями U3, U4 при конструировании производственного оборудования 30, то оно не вызовет серьезной проблемы, поскольку это несоответствие компенсируется вследствие упругой деформации непрерывного тела поглощающего основного тела 10. Подобным образом, промежуточные продукты 23m, 25m, получаемые посредством модуля U5 получения промежуточных продуктов, находятся в состоянии непрерывного тела вдоль направления MD и вытягиваются из модуля U5 получения промежуточных продуктов к соединительному модулю U4 и передаются к соединительному модулю U4. В соответствии с этим, даже в том случае, если имеется некоторое несоответствие регулировки положения между этими модулями U5, U4 при конструировании производственного оборудования 30, то это не вызовет серьезной проблемы, поскольку это несоответствие компенсируется вследствие упругой деформации непрерывного тела промежуточных продуктов 23m,25m. Между прочим, модули U1, U2, U3, U4, U5 имеют их соответствующие прямоугольные основания плиты 91, 92, 93, 94, 95 (соответствующие плоскому рабочему органу). Каждое из оснований 91, 92, 93,94, 95, например, получено путем горизонтального размещения стальной прямоугольной плиты через раму, которая образована путем монтажа множества стальных элементов на горизонтальной плоскости. На плоской верхней поверхности уровня каждого из оснований - плит 91, 92, 93, 94, 95 размещают и крепят устройства каждого из модулей U1, U2, U3, U4, U5, связанного с основанием. На основании модуля можно двигать устройства интегральным образом. Трехмерный размер каждого из модулей U1, U2, U3,U4, U5 устанавливают до размера, который обеспечивает возможность размещения в контейнере, соответствующем стандарту JIS или ISO. В соответствии с этим во время конструирования каждый из модулей U1, U2, U3, U4, U5 может двигаться интегральным образом на основании модуля и может быть размещен в контейнере, как он есть. Таким образом, представляется возможность транспортировки модулей в контейнерах на основании модуля. Помимо всего прочего, когда модули U1, U2, U3, U4, U5 транспортируют в контейнерах и каждый устанавливают на заводской площадке в пункте назначения, первый-восьмой технологические процессы, выполняемые модулями U1, U2, U3, U4, U5, могут быть осуществлены немедленно без монтажа устройств в модули и выполнения регулировки положения. Таким образом, возможно сокращение времени конструирования для конструирования производственного оборудования 30. Ниже приведены подробности этого процесса. При конструировании производственного оборудования 30 сначала оборудование заранее, по существу, завершают на основании модуля на специализированном машиностроительном заводе. Оборудование размещают в контейнерах на основании модуля и транспортируют на заводскую площадку в пункт назначения. В пункте назначения каждый из модулейU1, U2, U3, U4, U5 устанавливают на заводской площадке и после этого выполняют регулировку положения между модулями и подобную операцию. Таким образом, производственное оборудование 30 может быть, по существу, завершенным. Другими словами, узел устройств в модулях и регулировка положения уже завершены на вышеупомянутом специализированном машиностроительном заводе, таким образом, регулировка положения между модулями - это почти все, что требуется сделать на заводской площадке. Как результат, представляется возможным большое сокращение времени конструирования на заводской площадке. Сами модули могут быть эффективно собраны на специализированном машиностроительном заводе с помощью специальных средств и т.д. перед транспортировкой в контейнерах. Та-9 017625 ким образом, можно значительно уменьшить общее время конструирования производственного оборудования 30. Вышеупомянутый контейнер, соответствующий стандартам JIS или ISO, означает контейнер, описанный ранее в стандартах Z1610 или Z1614 (Японские промышленные стандарты) или ISO (Международной организации по стандартизации). В варианте осуществления настоящего изобретения каждый из модулей U1, U2, U3, U4, U5 образован с длиной 2100 мм в продольном направлении, высотой 2200 мм и длиной в направлении CD, составляющей 2750-4100 мм. Таким образом, в качестве контейнера используют так называемый кубический контейнер высотой 40 футов (высота которого больше высоты обычного сухого контейнера), который может вмещать эти модули U1, U2, U3, U4, U5. Более конкретно, используют контейнер, внутренние размеры которого составляют 2350 мм в ширину, 2685 мм в высоту и 12020 мм в длину и размеры дверного проема которого составляют 2340 мм в ширину и 2580 мм в высоту; или используют контейнер, внутренние размеры которого составляют 2352 мм в ширину, 2691 мм в высоту и 1203 мм в длину и размеры дверного проема которого составляют 2340 мм в ширину и 2577 мм в высоту. Между прочим, как показано на фиг. 5a, планарный размер каждого из модулей U1, U2, U3, U4, U5 устанавливают таким образом, чтобы длина L1 продольного направления (соответствующего первому направлению), в которой полуфабрикат подгузника 1 передается между модулями, была короче длиныL2 в направлении CD (соответствующем второму направлению), перпендикулярном продольному направлению. Это делают по следующей причине: для гарантии широких пространств в направлении CD для размещения устройств, материалов и подобных средств в модулях и одновременно для уменьшения общей длины производственного оборудования 30 для изготовления подгузника 1 в продольном направлении, в котором полуфабрикат подгузника 1 транспортируется между модулями. Как результат этого,положения устройств, предусматриваемые в модулях U1-U5, становятся ближе друг к другу в продольном направлении, а это увеличивает относительную точность позиционирования этих устройств в целом. Таким образом, возможно увеличение точности передачи (переноса) полуфабриката подгузника 1 в производственном оборудовании 30 в целом; в соответствии с этим подгузник 1 может быть более точно технологически обработан. Следует отметить, что вышеупомянутый полуфабрикат подгузника 1 означает поверхностный листовой элемент 12, непрерывное тело поглощающего основного тела 10, промежуточные продукты 23m, 25m поясных элементов 23, 25 или подобные элементы. Между прочим, допустимо, чтобы во время конструирования, когда модули U1, U2, U3, U4, U5 размещены на фундаменте G заводской площадки, каждый из модулей U1, U2, U3, U4, U5 устанавливается и фиксируется на фундаменте G с анкерным рабочим элементом, например анкерным болтом, и в соответствии с этим позиционная взаимосвязь после регулировки положения сохраняется в долгосрочном плане. Однако в варианте осуществления настоящего изобретения соединительный элемент (не показанный) соединяет в последовательности модули, смежные друг другу в продольном направлении так,чтобы сохранять позиционную взаимосвязь после регулировки положения. Более конкретно, соединительный элемент является элементом, который получен из профилированной стали, например, и который вставлен в промежуток S между основаниями (см. фиг. 5b) для соединения оснований смежно в продольном направлении. Обе концевые секции соединительного элемента в продольном направлении закреплены на основании посредством винта или подобного крепежного средства. Хотя это не показано на фиг. 5a и 5b, но соединительные элементы предусмотрены в каждом промежутке S между основанием 91 и основанием 92, промежутке S между основанием 92 и основанием 93, промежутке S между основанием 93 и основанием 94 и промежутке S между основанием 94 и основанием 95. В этом случае предпочтительно, чтобы множество соединительных элементов обеспечивало линию в направлении CD. С такой конфигурацией возможно подавление искривления, которое побуждается между смежными основаниями, ось которых лежит в продольном направлении. После соединения и интеграции посредством соединительного элемента модули U1, U2, U3, U4, U5 переходят в состояние, в котором они не могут двигаться индивидуально. Однако очевидно, что если соединительный элемент удалить, то модули U1, U2, U3,U4, U5 вернутся в состояние, в котором они могут двигаться на основании модуля. Поскольку производственное оборудование 30, завершенное таким образом, разрешает более низкое позиционирование высоты положения технологической обработки каждого модуля U1, U2, U3, U4,U5, может быть увеличена точность технологической обработки модуля. Ниже приведены подробности этого. В общем, можно увеличить точность позиционирования объектов, позиционируемых в низком местоположении, чем в высоком местоположении. В этом примере на вышеупомянутых основаниях 91,92, 93, 94, 95 непосредственно размещены и закреплены устройства модулей U1, U2, U3, U4, U5, в которые включены соответствующие основания. В соответствии с этим положение технологической обработки (линия прохождения) каждого из устройств может быть позиционировано ниже без использования необязательных стоек и т.д. на участке, позиционируемом ниже, чем положение технологической обработки (линии прохождения). В результате становится возможным увеличение точности технологической обработки каждого из устройств.- 10017625 Кроме того, поскольку устройства могут быть непосредственно размещены на верхних поверхностях оснований 91, 92, 93, 94, 95, можно предотвращать ухудшение точности технологической обработки устройств, причем это ухудшение, вероятно, имеет место, когда устройство поддерживается так называемой приборной доской. Более конкретно, в такой системе с приборной доской панельная доска стоит вертикально и предусмотрена на фундаменте. Панельная доска поддерживает устройства на их собственном одном конце на вертикальной плоскости панельной доски. Однако в этой системе массы устройств побуждают панельную доску значительно изгибаться, и это затрудняет поддержание (сохранение) точности позиционирования устройств. В результате этого ухудшается точность позиционирования устройств. В этом отношении, если устройства размещены на верхних поверхностях оснований - плит 91,92, 93, 94, 95, соответствующих варианту осуществления настоящего изобретения, то можно сдерживать деформацию оснований 91, 92, 93, 94, 95 и препятствовать ухудшению точности позиционирования устройств путем увеличения точности позиционирования устройств. Ниже описываются модули U1, U2, U3, U4, U5.(1) Модуль U1 получения измельченной целлюлозы. На основании 91 модуля U1 получения измельченной целлюлозы размещен и закреплен измельчитель 33. Измельчитель 33 измельчает целлюлозный лист 31 и производит измельченную целлюлозу. Измельченная целлюлоза подается к укладочному барабану 42 модуля U2 профилирования поглощающей основной части, который описывается позднее, через канал 39 подачи целлюлозы. Кроме того, в канале 39 подачи целлюлозы предусмотрен аппарат подачи сверхпоглощающего полимера (не показанный), и сверхпоглощающий полимер подмешивается во время прохождения измельченной целлюлозы через канал 39 подачи целлюлозы.(2) Модуль U2 профилирования поглощающей основной части. Модуль U2 профилирования поглощающей основной части производит поверхностный листовой элемент 12. На поверхностном листовом элементе 12 модуль U2 профилирования поглощающей основной части размещает поглощающую основную часть 11, полученную из измельченной целлюлозы и подобного поглощающего материала. Нетканый материал 14 и тонкая папиросная бумага 13, которые являются материалами поверхностного листового элемента 12, направляются сзади в поперечном направлении CD в форме непрерывного листа. На этом этапе на нетканый материал 14 (фиг. 6b) наносится термоплавкий адгезив (в дальнейшем называемый НМА). Таким образом, нетканый материал 14 и тонкая папиросная бумага 13 совмещаются(накладываются друг на друга) и крепятся друг к другу (фиг. 6c) и производится поверхностный листовой элемент 12. Измельченная целлюлоза и сверхпоглощающий полимер, подаваемые из канала 39 подачи целлюлозы, укладываются в определенную форму посредством укладочного барабана 42, размещенного на основании 92; в соответствии с этим профилируется поглощающая основная часть 11. Поглощающее тело 11 размещается с определенным шагом в направлении MD на поверхностном листовом элементе 12,направление движения которого изменяется на направление MD посредством ролика 41 поворота(фиг. 6d). Перед размещением поглощающей основной части 11 таким образом термоплавкий адгезив наносится на поверхностный листовой элемент 12 (фиг. 6d), что предотвращает смещение, побуждаемое при транспортировке поглощающего тела 11. Что касается поверхностного листового элемента 12, на котором размещена поглощающая основная часть 11, обе концевые секции поверхностного листового элемента 12 в направлении ширины сгибаются по направлению к поглощающему телу 11 посредством направляющего рабочего органа 47, который размещен и закреплен на основании 92. Поверхностный листовой элемент 12 сворачивается в С-образную конфигурацию так, чтобы покрывать обе концевые секции поглощающего тела 11 в направлении ширины (фиг. 6f). Во время сворачивания поверхностного листового элемента 12 в С-образную конфигурацию поглощающее тело 11 прижимается посредством прижимного ролика 48, который размещен и закреплен на основании 92, для стабилизации формы поглощающего тела 11. Поверхностный листовой элемент 12, в котором стабилизировано поглощающее тело 11, вытягивается между модулями U2, U3 посредством направляющего ролика 49, расположенного на самой нижней по технологической цепочке стороне модуля U2 профилирования поглощающей основной части, и направляющего ролика 50, расположенного на самой верхней по технологической цепочке стороне модуляU3 образования поглощающего основного тела, описываемого позднее. В части, вытягиваемой между этими модулями U2, U3, массы поглощающего тела 11 и поверхностного листового элемента 12 поддерживаются только посредством натяжения поверхностного листового элемента 12.(3) Модуль U3 образования поглощающего основного тела. Модуль U3 образования поглощающего основного тела не только производит листовой элемент 15 тыльной стороны, но также образует непрерывное тело поглощающего основного тела 10 путем размещения поглощающего тела 11 между поверхностным листовым элементом 12, поступающим из модуляU2 профилирования поглощающей основной части, и листовым элементом 15 тыльной стороны и соединения их вместе.- 11017625 Нетканый материал 17 и непромокаемый лист 16, направления движений которых изменяются на направление MD посредством роликов 52 а, 52b поворота, совмещаются и сцепляются друг с другом посредством термоплавкого адгезива между совмещающимися поверхностями, чтобы стать основным телом поверхностного листа 15 тыльной стороны (фиг. 7b-d). В положениях для намеченной технологической обработки в маршруте транспортировки основного тела поверхностного листа тыльной стороны основное тело подвергается воздействию следующих технологических процессов: технологическому процессу, в котором приваривается и фиксируется резиновая нить 18, которая необходима для внутренней секции сборок вокруг ног, и технологическому процессу, в котором сгибаются в направлении ширины обе концевые секции основного тела. Таким образом, образуется внутренняя секция сборок вокруг ног (фиг. 7c-g). Резиновая нить 19, которая необходима для внешней секции сборок вокруг ног в направлении ширины, также крепится посредством термоплавкого адгезива (фиг. 7h) и, как результат, завершается образование листового элемента 15 тыльной стороны. После этого поверхность листового элемента 15 тыльной стороны на стороне ближе к непромокаемому листу 16 и поверхности на стороне ближе к поглощающему телу 11 поверхностного листового элемента 12, транспортируемого из модуля U2 профилирования поглощающего основного тела, совмещаются, и эти поверхности сцепляются между собой с помощью термоплавкого адгезива (фиг. 7i). Кроме того, обе концевые секции листового элемента 15 тыльной стороны в направлении толщины сгибаются по направлению к поверхностному листовому элементу 12 (фиг. 7j) и фиксируются в таком положении так, чтобы сохранять эти обе концевые секции согнутыми, с помощью термоплавкого адгезива, нанесенного на поверхностный листовой элемент 15 (фиг. 7j). В соответствии с этим образуется поглощающее основное тело 10, которое является непрерывным в направлении MD. Поглощающее основное тело 10 вытягивается между модулями U3, U4 посредством направляющего ролика 59, расположенного на самой нижней по технологической цепочке стороне модуля U3 образования компоновки основное тело поверхностного листа тыльной стороны - поглощающее тело, и направляющего ролика 60, расположенного на самой верхней по технологической цепочке стороне соединительного модуля U4, описываемого позднее, и транспортируется к соединительному модулю U4. В части, вытягиваемой между этими модулями U3, U4, масса непрерывного поглощающего основного тела 10 поддерживается только посредством ее натяжения.(4) Соединительный модуль U4. На основании 94 соединительного модуля U4 размещены и соединены соединительный аппарат 61,направляющий рабочий орган 66 и уплотнительный аппарат 67. Соединительный аппарат 61 побуждает поглощающее основное тело 10, передаваемое из модуляU3 образования поглощающего основного тела 10, приклеиваться к внешней периферийной поверхности пятиугольного вращающегося барабана 61. Во время транспортировки поглощающего основного тела 10 благодаря вращению вращающегося барабана соединительный аппарат 61 разделяет непрерывное поглощающее основное тело 10 на отдельные поглощающие основные тела 10 ножевым роликом 63, позиционируемым против внешней периферийной поверхности. Ориентация отдельного поглощающего основного тела 10 поворачивается на 90, а обе концевые секции 10 а, 10b, которые вновь образованы благодаря разделению, устанавливаются в направлении CD. Помимо всего прочего, непрерывное тело поясных элементов 23, 25 секции 20 поясной области, передаваемое из модуля U5 получения промежуточных продуктов, описываемого позднее, прижимается соответственно к обеим концевым секциям 10 а, 10b и соединяется с обеими концевыми секциями 10 а, 10b посредством пары прижимных роликов 64, 64, выстроенной в направлении CD. Таким образом, получают соединенное тело 1 а, которое, по существу, имеет форму, похожую на форму лестницы. Направляющий рабочий орган 66 является стержнем, проходящим, например, вертикально, и изгибается более назад в верхней его части. Направляющий рабочий орган 66 прилегает к средней части обеих концевых секций 10 а, 10b поглощающего основного тела 10 в соединенном теле 1 а, так что, по существу, похожее на лестницу соединенное тело 1 а, восходящее в направлении MD, сгибается пополам в средней части, а поясные элементы 23, 25 совмещаются. Таким образом, направление движения соединенного тела 1a с двумя изгибами изменяется посредством ролика 65 с поворота вперед в направленииCD, и соединенное тело 1 а движется. В уплотнительном аппарате соединенное тело 1 а с двумя изгибами, которое движется вперед в направлении CD, обертывается вокруг внешней периферийной поверхности круглого вращающегося барабана 67. Помимо всего прочего, в уплотнительном аппарате, во время транспортировки соединенного тела 1 а посредством вращения этого вращающегося барабана 67, поясные элементы 23, 25, которые противоположны и совмещены в соединенном теле 1 а, свариваются и соединяются в подлежащей соединению части, где секция 20 поясной области прилегает к сторонам тела того, на ком надет подгузник. В соответствии с этим образуется секция 20 поясной области, которая соединена в кольцо. Ножевой ролик(не показанный) размещен против внешней периферийной поверхности вращающегося барабана 67. Этот ножевой ролик разделяет секцию 20 поясной области между парой сваренных и соединенных секций в подлежащей соединению части на единицы продукции подгузника 1.(5) Модуль U5 получения промежуточных продуктов. Модуль U5 получения промежуточных продуктов производит промежуточные продукты 23m, 25m поясных элементов, используя нетканый материал 24 в качестве материала, и транспортирует к соединительному модулю U4 промежуточные продукты 23m, 25m, т.е. в состоянии непрерывного тела вдоль направления MD. Нетканый материал 24 разматывают в направлении CD и разрезают на две полосы посредством машины 72 для продольной резки, которая размещена и закреплена на основании 95. После того как направление движения этих двух нетканых материалов 24, 24 изменяется на направление MD посредством роликов 73 а, 73b поворота, множество резиновых нитей 26 размещается с растяжением вдоль направления MD. После этого каждый из нетканых материалов 24, 24 сгибается пополам посредством направляющего рабочего органа 74, размещенного и закрепленного на основании 95. Соответственно, нетканые материалы 24, 24 становятся двумя слоями, имеющими резиновые нити между ними. Эти нетканые материалы в двух слоях являются промежуточными продуктами 23m, 25m поясных элементов 23, 25 соответственно. Эти два промежуточных продукта 23m, 25m поддерживаются соответственно направляющим рабочим органом 74 в заднем положении модуля U5 получения промежуточных продуктов и первым роликом 81 термосваривания в переднем положении соединительного модуля U4,так что промежуточные продукты 23m, 25m вытягиваются между этими модулями U5, U4 и транспортируются к соединительному модулю U4. В части, вытянутой между этими модулями U5, U4, массы промежуточных продуктов 23m, 25m поддерживаются только посредством их соответствующего натяжения. Эти два промежуточных продукта 23m, 25m, передаваемые к соединительному модулю U4 таким образом, соответственно свариваются через зазор между парой вертикально размещенных первых роликов 81 термосваривания и зазор между парой вертикально размещенных вторых роликов 82 термосваривания, причем эти ролики размещены и закреплены на основании 94 соединительного модуля U4. Таким образом, резиновые нити 26 соединены с нетканым материалом 24, а промежуточные продукты 23m, 25m становятся вышеупомянутыми непрерывными телами поясных элементов 23, 25. Эти два поясных элемента 23, 25 передаются к вышеупомянутому соединительному аппарату 61 и соединяются с компоновкой 10 основное тело поверхностного листа тыльной стороны - поглощающая основная часть. Другие варианты осуществления. Выше описаны варианты осуществления настоящего изобретения. Однако настоящее изобретение не ограничено этими вариантами осуществления, и представляются возможными следующие варианты осуществления настоящего изобретения. В вышеупомянутых вариантах осуществления основания - плиты 91, 92, 93, 94, 95 иллюстрируются как база, которая может двигаться на основании модуля, но настоящее изобретение не ограничено этим. Например, рама, которая образована в виде параллелепипеда посредством монтажа профилированных стальных элементов, является также приемлемой. В вышеупомянутых вариантах осуществления предусмотрено пять модулей U1, U2, U3, U4, U5, но число модулей этим не ограничено. Например, также допустимо, чтобы другой модуль U6 был предусмотрен между соединительным модулем U4 и модулем U5 получения промежуточных продуктов и чтобы промежуточные продукты 23m, 25m, транспортируемые из модуля U5 получения промежуточных продуктов, дополнительно обрабатывались для добавления к ним компонента и передачи к соединительному модулю U4. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Производственное оборудование для изготовления предмета одежды, включающего в себя поглощающее основное тело и секцию поясной области, причем поглощающее основное тело имеет поглощающее тело, включающее в себя, по меньшей мере, измельченную целлюлозу, которая поглощает жидкость, и расположенное в области ластовицы и размещенное между поверхностным листовым элементом и листовым элементом тыльной стороны поглощающего основного тела, при этом секция поясной области охватывает талию, содержащее множество модулей, между которыми полуфабрикат одежды транспортируется в заданном направлении транспортирования, при этом модули размещены на своих основаниях, а основания являются элементами плиты нивелирования, составляющее устройство каждого из модулей закреплено на элементе плиты нивелирования соответствующего модуля, причем длина каждого модуля в направлении, перпендикулярном направлению транспортирования полуфабриката одежды, больше длины в направлении транспортирования, при этом размеры модулей таковы, что они могут быть размещены в контейнере, соответствующем стандарту JIS или ISO, причем основания, смежные друг другу, соединены посредством соединительного элемента, концевые части которого закреплены на соответствующих элементах плиты нивелирования. 2. Производственное оборудование по п.1, включающее в себя, по меньшей мере, следующие устройства: модуль получения измельченной целлюлозы;- 13017625 модуль профилирования поглощающего тела, посредством которого выполняется этап профилирования измельченной целлюлозы в поглощающее тело и этап, в котором образуется поверхностный листовой элемент; модуль образования поглощающего основного тела, посредством которого выполняют этап размещения поглощающего тела между поверхностным листовым элементом и листовым элементом тыльной стороны, производимым в этом модуле, при этом образуется непрерывное поглощающее основное тело; соединительный модуль, посредством которого выполняют этап, в котором непрерывное поглощающее основное тело разделяют и получают основное поглощающее тело; этап, в котором пару поясных элементов, получаемых из модуля получения промежуточных продуктов, соединяют с обоими концами частей основного поглощающего тела; этап, на котором основное поглощающее тело складывают пополам и совмещают пару поясных элементов, этап, на котором совмещенные поясные элементы соединяют с интервалами в части, подлежащей соединению, и получают секцию поясной области; и этап, в котором разделение выполняют соответственно для части, подлежащей соединению для каждой секции поясной области, и получают предмет одежды; модуль получения промежуточных продуктов, посредством которого выполняют этапы получения по меньшей мере части поясного элемента, составляющего секцию поясной области. 3. Производственное оборудование по п.2, в котором по меньшей мере одна пара модулей среди множества модулей выполнена так, что полуфабрикат одежды для изготовления предмета одежды передается путем непрерывного его вытягивания между парой модулей в направлении движения полуфабриката предмета одежды. 4. Производственное оборудование по п.2, в котором модуль образования поглощающего основного тела выполнен со средствами, обеспечивающими соединение поверхностного листового элемента, на котором размещено множество поглощающих тел вдоль направления движения полуфабриката, и листового элемента тыльной стороны, непрерывного в направлении движения полуфабриката и образования непрерывного поглощающего основного тела в направлении движения, а соединительный модуль выполнен со средствами, обеспечивающими соединение поясного элемента, составляющего секцию поясной области, и поглощающего основного тела и вытягивание из модуля образования поглощающего основного тела и передачи к соединительному модулю, причем в вытягиваемой части масса поглощающего основного тела поддерживается только его натяжением. 5. Производственное оборудование по п.2, в котором модуль профилирования поглощающего тела выполнен со средствами, обеспечивающими размещение поглощающих тел с определенным шагом в направлении движения на поверхностном листовом элементе, непрерывным в направлении движения, и вытягивается из модуля профилирования поглощающего тела и передается к модулю образования поглощающего основного тела, и в вытянутой части масса поглощающего тела и поверхностного листового элемента поддерживается натяжением поверхностного листового элемента. 6. Производственное оборудование по п.2, в котором модуль получения измельченной целлюлозы содержит средства измельчения листовидной целлюлозы и ее подачи к модулю профилирования поглощающего тела. 7. Производственное оборудование по п.2, в котором модуль получения промежуточных продуктов выполнен со средствами, обеспечивающими образование поясного элемента на основе нетканого материала, при этом поясной элемент находится в виде непрерывного тела вдоль направления движения, вытягивается из модуля получения промежуточных продуктов и передается к соединительному модулю,причем в вытягиваемой части масса промежуточного продукта поддерживается только натяжением промежуточного продукта. 8. Производственное оборудование по п.2, в котором соединительный модуль выполнен со средствами, обеспечивающими соединение каждой из обеих концевых секций поглощающего основного тела с поясным элементом, в котором поглощающее основное тело образовано разделением непрерывного поглощающего основного тела на части с определенной длиной в направлении движения.
МПК / Метки
МПК: A61F 13/15, A61F 13/49, A61F 13/496
Метки: предмета, производственное, одежды, оборудование, изготовления
Код ссылки
<a href="https://eas.patents.su/18-17625-proizvodstvennoe-oborudovanie-dlya-izgotovleniya-predmeta-odezhdy.html" rel="bookmark" title="База патентов Евразийского Союза">Производственное оборудование для изготовления предмета одежды</a>
Система застежки для предмета одежды
Номер патента: 15749
Опубликовано: 30.12.2011
Авторы: Танака Каяоко, Аояги Натсуко, Каваками Юсуке, Киношита Акиоши, Кенмочи Ясухико
МПК: A61F 13/49, A41B 9/02, A61F 13/56...
Метки: предмета, одежды, застежки, система
Формула / Реферат:
1. Система застежки (1) для предмета одежды в виде трусов, содержащаябоковые краевые части (17), имеющие крючковый компонент (7), содержащий подложку (5) и крючковые элементы (6), выступающие из верхней поверхности подложки (5), где боковые краевые части (17), имеющие крючковый компонент, находятся вдоль первых боковых краевых частей (21) передней поясной области (2);боковые краевые части (18), имеющие петельный компонент (8), находящийся вдоль...
Поглощающий предмет одежды и способ его получения
Номер патента: 15291
Опубликовано: 30.06.2011
Автор: Отсубо Тосифуми
МПК: A61F 13/15, A61F 13/514, A61F 13/49...
Метки: способ, поглощающий, получения, предмет, одежды
Формула / Реферат:
1. Поглощающий предмет (1) одежды, содержащий воздухопроницаемый и влагонепроницаемый первый подкладочный лист (2) и влагоудерживающую поглощающую структуру (3), размещенную на указанном первом подкладочном листе, отличающийся тем, чтоуказанный поглощающий предмет одежды дополнительно содержит внешний лист (5), имеющий упругие элементы (4), площадь которого больше площади указанного первого подкладочного листа, при этом он соединен с...
Предмет одежды
Номер патента: 15544
Опубликовано: 31.08.2011
Авторы: Аояги Натсуко, Киношита Акиоши, Кенмочи Ясухико
МПК: A61F 13/49, A61F 13/496, A41B 9/02...
Формула / Реферат:
1. Предмет одежды, содержащий основание в виде трусов, которое содержит переднюю поясную область, имеющую передний край, ограничивающий поясное отверстие, заднюю поясную область, имеющую задний край, ограничивающий поясное отверстие, и область ластовицы, расположенную между передней и задней поясными областями;переднюю и заднюю эластичные зоны поясного отверстия, соответственно, проходящие вдоль переднего и заднего краев с верхними и нижними...
Предмет одежды
Номер патента: 17575
Опубликовано: 30.01.2013
Автор: Оцубо Тошифуми
МПК: A61F 13/496
Формула / Реферат:
1. Предмет одежды в виде трусов, содержащий корпус, имеющий внутреннюю обращенную к коже сторону, внешнюю обращенную к одежде сторону, переднюю поясную область, заднюю поясную область, промежностную область, проходящую в продольном направлении между передней и задней поясными областями, и передний и задний поясные листы, присоединенные к передней и задней поясным областям соответственно, причем боковые кромки передней и задней поясных областей...
Паропроницаемая и водостойкая подошва для предмета обуви, предмет обуви с такой подошвой и способ изготовления такой подошвы и такой обуви
Номер патента: 17197
Опубликовано: 30.10.2012
Автор: Полегато Моретти Марио
МПК: B29D 35/12, B29D 35/00, A43B 7/12...
Метки: изготовления, предмет, подошвой, подошва, водостойкая, паропроницаемая, предмета, способ, обуви, подошвы
Формула / Реферат:
1. Паропроницаемая и водостойкая подошва для обуви, содержащаяпо меньшей мере один первый опорный элемент (12, 112), имеющий по меньшей мере один паропроницаемый или перфорированный участок (13, 113), который содержит паропроницаемый или перфорированный внутренний слой (14, 114, 314);по меньшей мере один второй элемент (19, 119), который преимущественно расположен под упомянутым первым элементом (12, 112) и на котором расположен протектор (20,...
Предыдущий патент: Способ общего обезболивания
Следующий патент: Фармацевтические композиции, содержащие антагонисты брадикинина и гиалуроновую кислоту, и их применения
Случайный патент: Способ и устройство для изготовления металлических объектов с использованием технологии изготовления твердого тела свободной формовкой