Композиционная армированная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы, и способ ее получения
Номер патента: 14596
Опубликовано: 30.12.2010
Авторы: Тэйлор Джон Джерард, Мелвилл Шон Томас, Харви Стивен Дэвид Джеральд
Формула / Реферат
1. Композиционная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающая
удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность;
по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части;
удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней;
удлиненный внешний армирующий элемент, расположенный внутри дальнего края ребра параллельно внутреннему армирующему элементу, и
удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,
так что при намотке с формированием спирально намотанной трубы композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок.
2. Лента по п.1, в которой внешний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты, и внутренний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты.
3. Лента по п.1, в которой внутренний и внешний армирующие элементы полностью инкапсулированы.
4. Лента по любому из пп.1 или 3, в которой армирующие элементы представляют собой скрученные или нескрученные волокна.
5. Лента по п.4, в которой армирующие элементы представляют собой проволоку.
6. Лента по п.1, включающая множество проходящих по всей длине ребер, выступающих вверх от внешней поверхности основной части.
7. Лента по п.1, включающая соединительные конструкции на ее противоположных краях, причем соединительные конструкции приспособлены для взаимного сцепления, когда ленту наматывают по спиральной траектории и смежные края ленты накладываются друг на друга.
8. Лента по п.7, в которой для каждого композиционного ребра расстояние от внутренней поверхности ленты вверх до дальнего края композиционного ребра не больше, чем расстояние от внутренней поверхности ленты вверх до верхней точки соединительных конструкций.
9. Лента по п.1, содержащая первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра, расположенные со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части.
10. Композиционная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающая
удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность;
по меньшей мере одно проходящее по всей длине продольное ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части;
удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней;
первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра параллельно внутреннему армирующему элементу и расположенные со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части, и
удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,
так что при намотке с формированием спирально намотанной трубы композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок.
11. Лента по п.10, в которой внешний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты, и внутренний армирующий элемент выполнен из материала с более высоким модулем упругости Юнга, чем у пластмассовой ленты.
12. Лента по п.10, в которой внутренний и внешний армирующие элементы полностью инкапсулированы.
13. Лента по любому из пп.11 или 12, в которой армирующие элементы представляют собой скрученные или нескрученные волокна.
14. Лента по п.13, в которой армирующим элементом является проволока.
15. Лента по п.10, включающая множество проходящих по всей длине ребер, выступающих вверх от внешней поверхности основной части.
16. Лента по п.10, включающая соединительные конструкции на ее противоположных краях, причем соединительные конструкции приспособлены для взаимного сцепления, когда ленту наматывают по спиральной траектории и смежные края ленты накладываются друг на друга.
17. Лента по п.16, в которой для каждого композиционного ребра расстояние от внутренней поверхности ленты вверх до дальнего края композиционного ребра не больше, чем расстояние от внутренней поверхности ленты вверх до верхней точки соединительных конструкций.
18. Труба, включающая сферически намотанную композиционную ленту, причем композиционная лента включает
удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность;
по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части;
удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней;
удлиненный внешний армирующий элемент, расположенный внутри дальнего края ребра параллельно внутреннему армирующему элементу, и
удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,
так что композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок.
19. Труба по п.18, в которой композиционная лента содержит первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части.
20. Способ получения трубы, включающий стадии:
а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части;
б) внедрения нижнего армирующего элемента в основную часть ленты в позиции, прилегающей к по меньшей мере одному ребру, с получением частично собранной композиционной ленты;
в) намотки частично собранной композиционной ленты на бобину ленты или с получением спирально намотанной трубы;
г) внедрения верхнего армирующего элемента в верхнюю часть по меньшей мере одного ребра с получением собранной композиционной ленты,
тем самым стадию внедрения нижнего армирующего элемента осуществляют в ходе или после завершения стадии экструзии, но перед стадией намотки, и тем самым стадию внедрения верхнего армирующего элемента осуществляют в ходе или после завершения стадии намотки.
21. Способ по п.20, в котором экструзию и стадию (б) внедрения осуществляют совместно с помощью экструзии с Т-образной головкой.
22. Способ по п.20, в котором стадия (в) намотки включает намотку частично собранной композиционной ленты с образованием трубы.
23. Способ по любому из предшествующих пунктов, в котором стадия (г) внедрения включает натяжение внешнего армирующего элемента, так что трубе придают предварительное напряжение.
24. Способ по п.20, дополнительно включающий стадию изолирования верхнего армирующего элемента внутри верхней части по меньшей мере одного ребра.
25. Способ получения трубы, включающий стадии:
а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части;
б) внедрения нижнего армирующего элемента в основную часть ленты в позиции, прилегающей к по меньшей мере одному ребру, с получением частично собранной композиционной ленты;
в) сгибания композиционной ленты вокруг оси, перпендикулярной основной части;
г) внедрения верхнего армирующего элемента в дальний край по меньшей мере одного ребра с получением собранной композиционной ленты,
тем самым стадию внедрения нижнего армирующего элемента осуществляют в ходе или после завершения стадии экструзии, но перед стадией сгибания, и тем самым стадию внедрения верхнего армирующего элемента осуществляют в ходе или после завершения стадии сгибания.
26. Способ получения трубы, включающий стадии:
а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части;
б) внедрения первого армирующего элемента либо в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру, либо в дальний край по меньшей мере одного ребра с получением частично собранной композиционной ленты;
в) сгибания композиционной ленты вокруг оси, перпендикулярной основной части;
г) внедрения второго армирующего элемента в другое из следующих положений: в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру, или в дальний край по меньшей мере одного ребра с получением собранной композиционной ленты;
тем самым стадию внедрения первого армирующего элемента осуществляют в ходе или после стадии экструзии и тем самым стадию внедрения второго армирующего элемента осуществляют в ходе или после стадии сгибания.

Текст
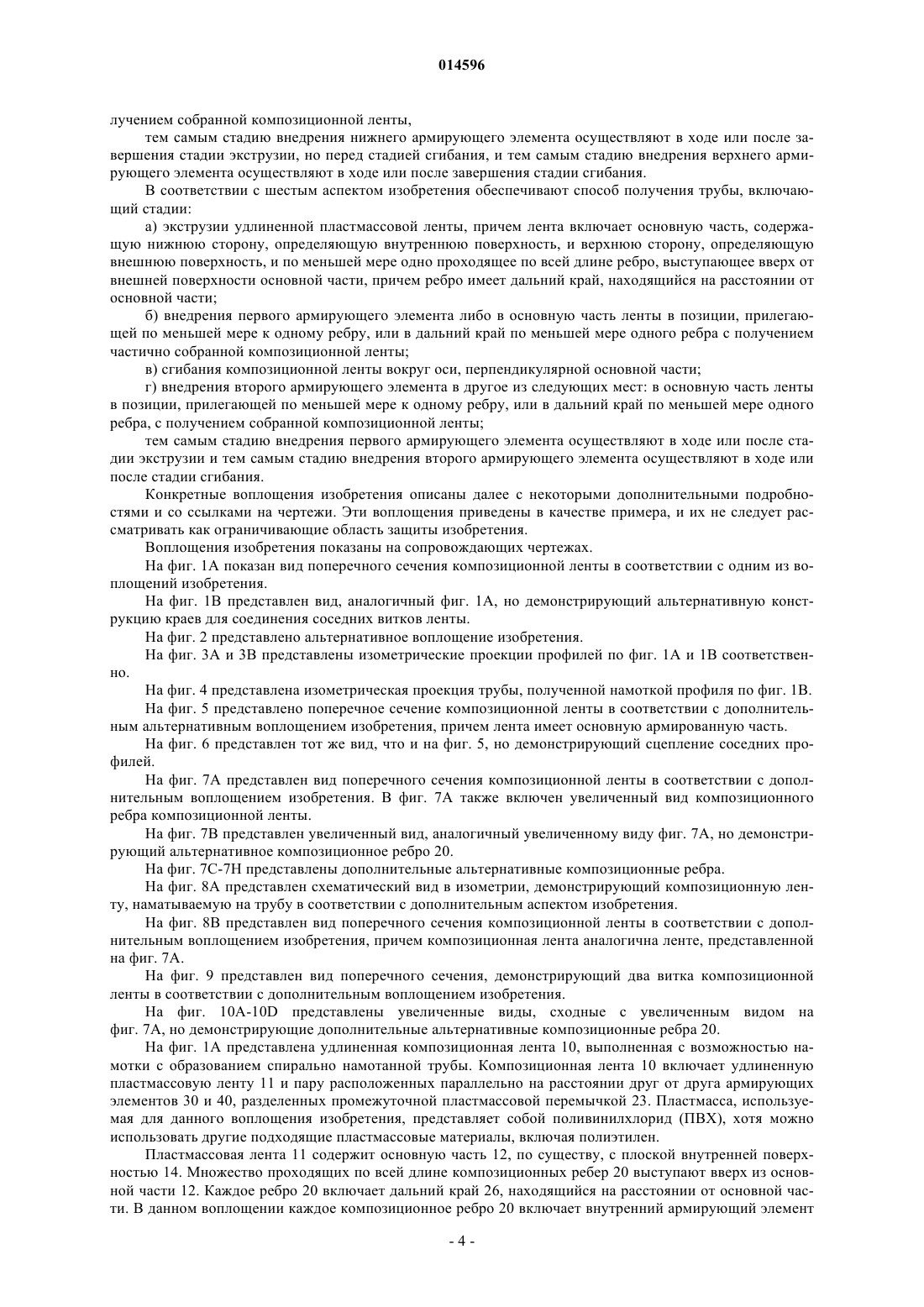
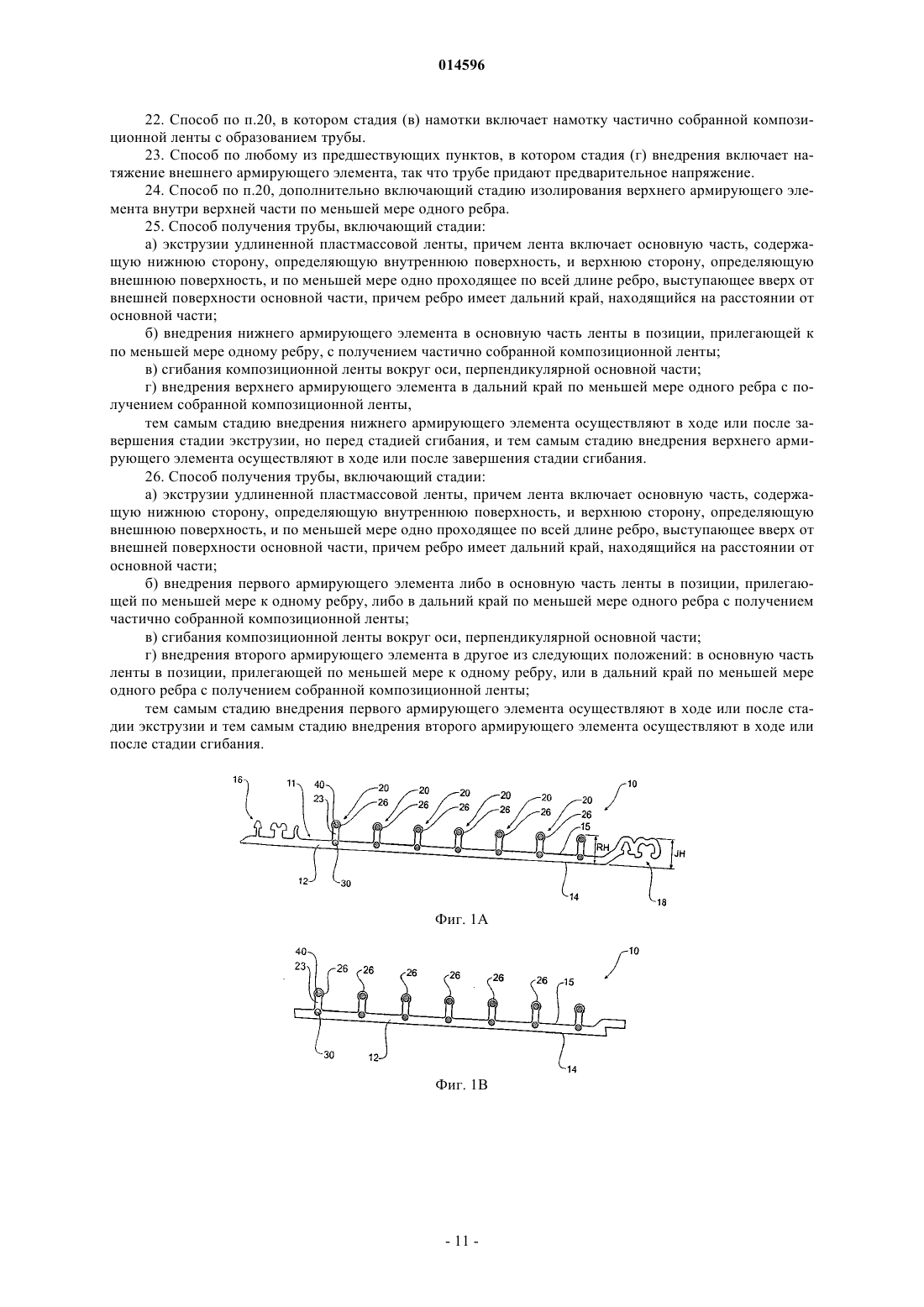
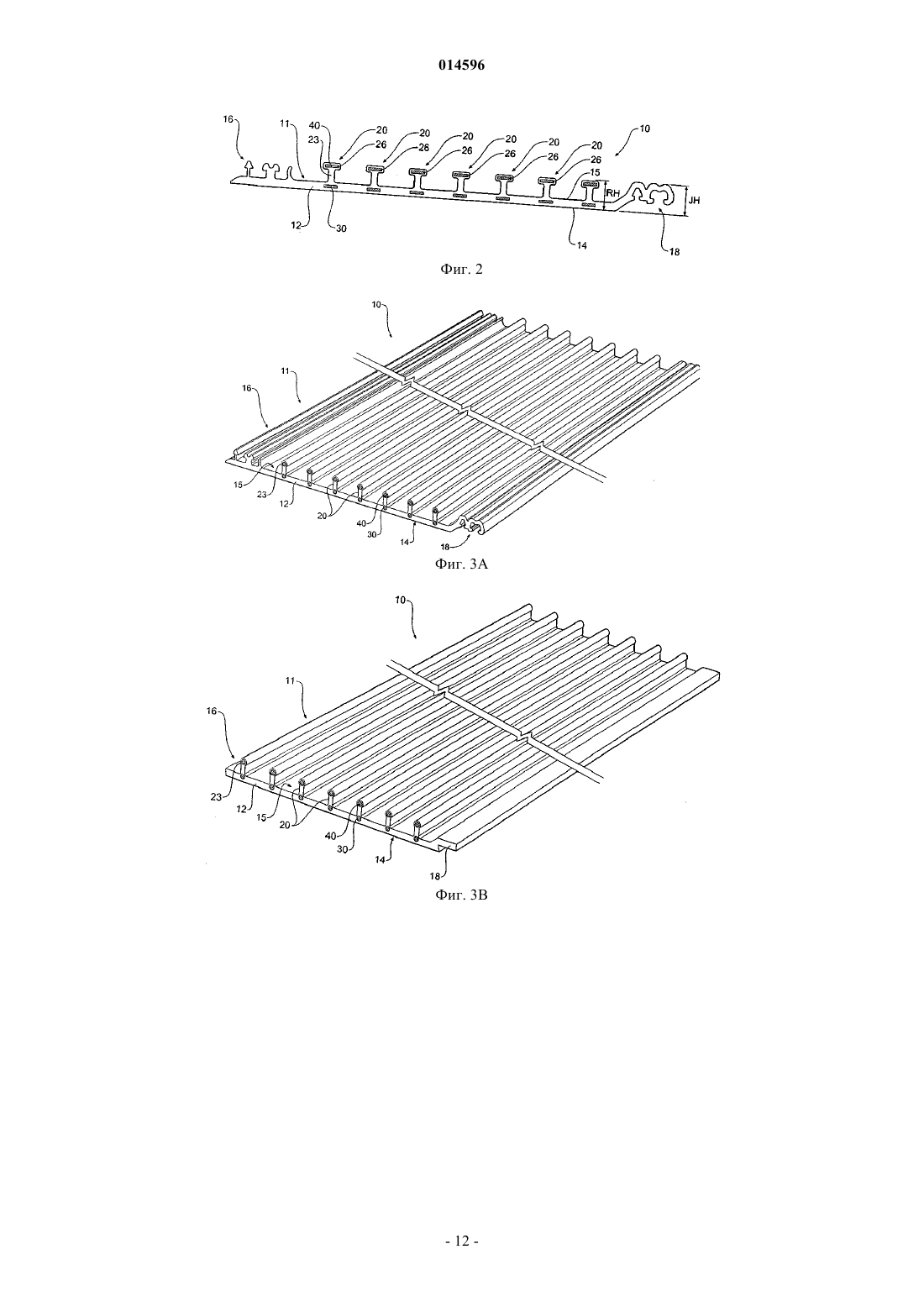
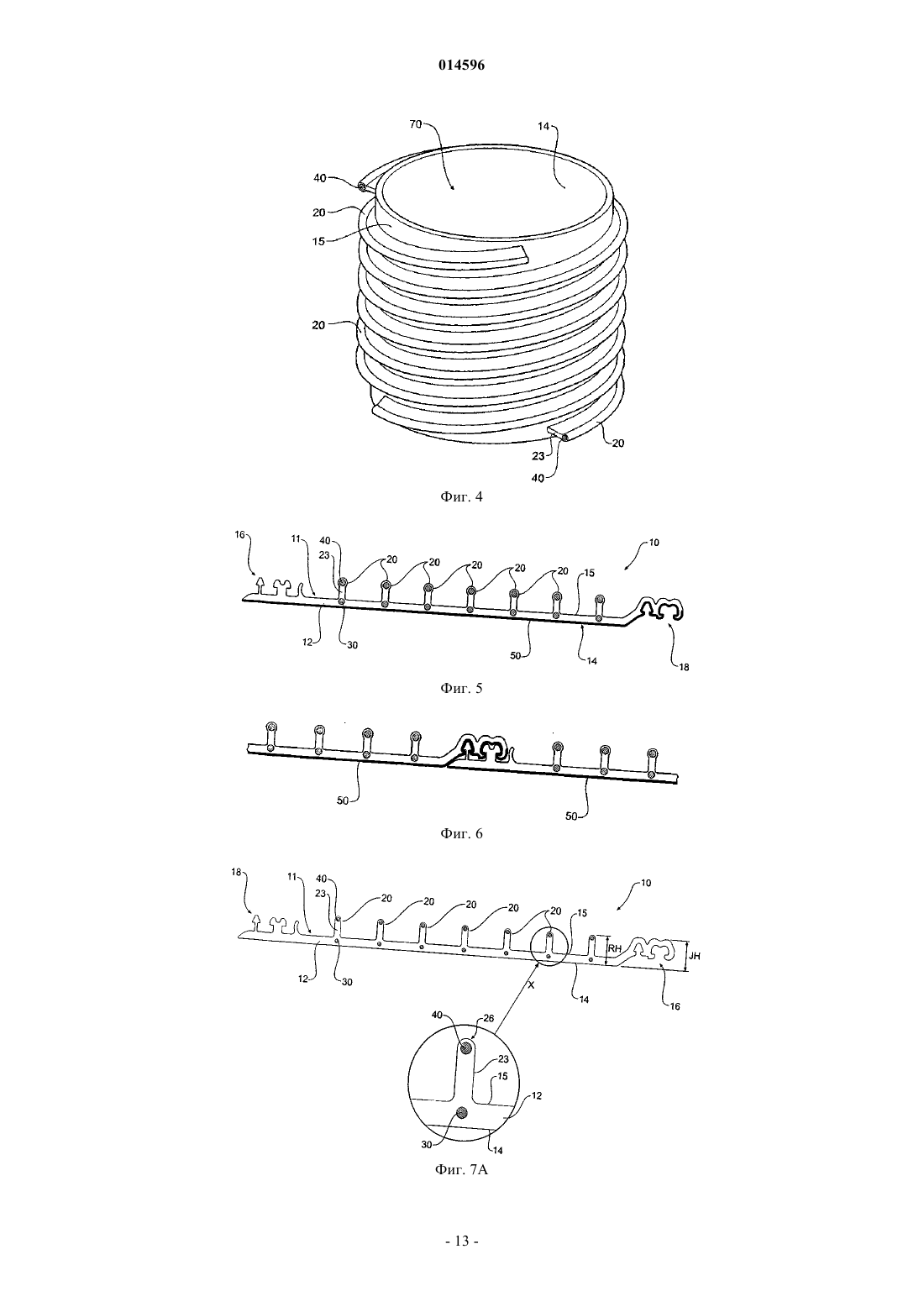
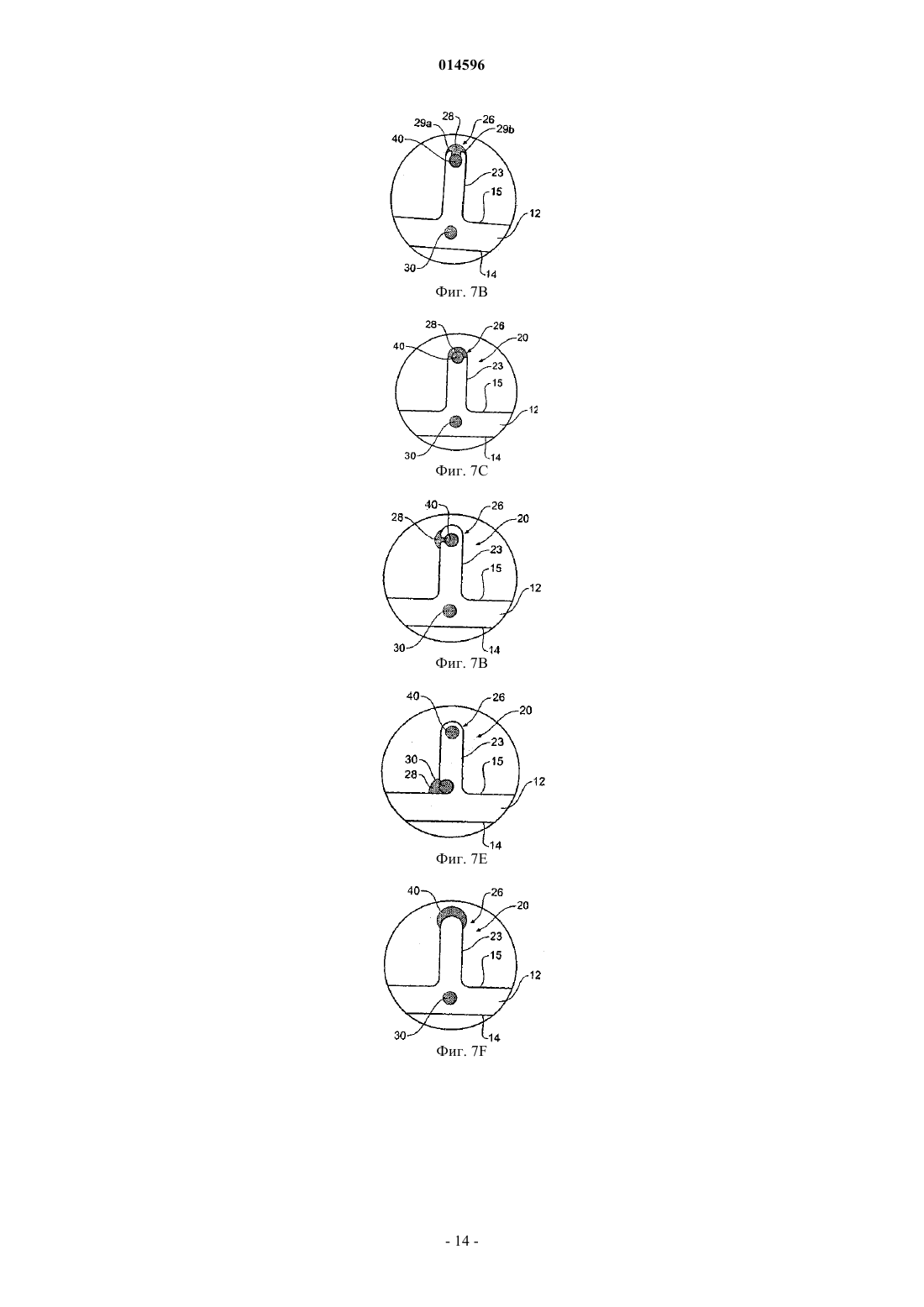
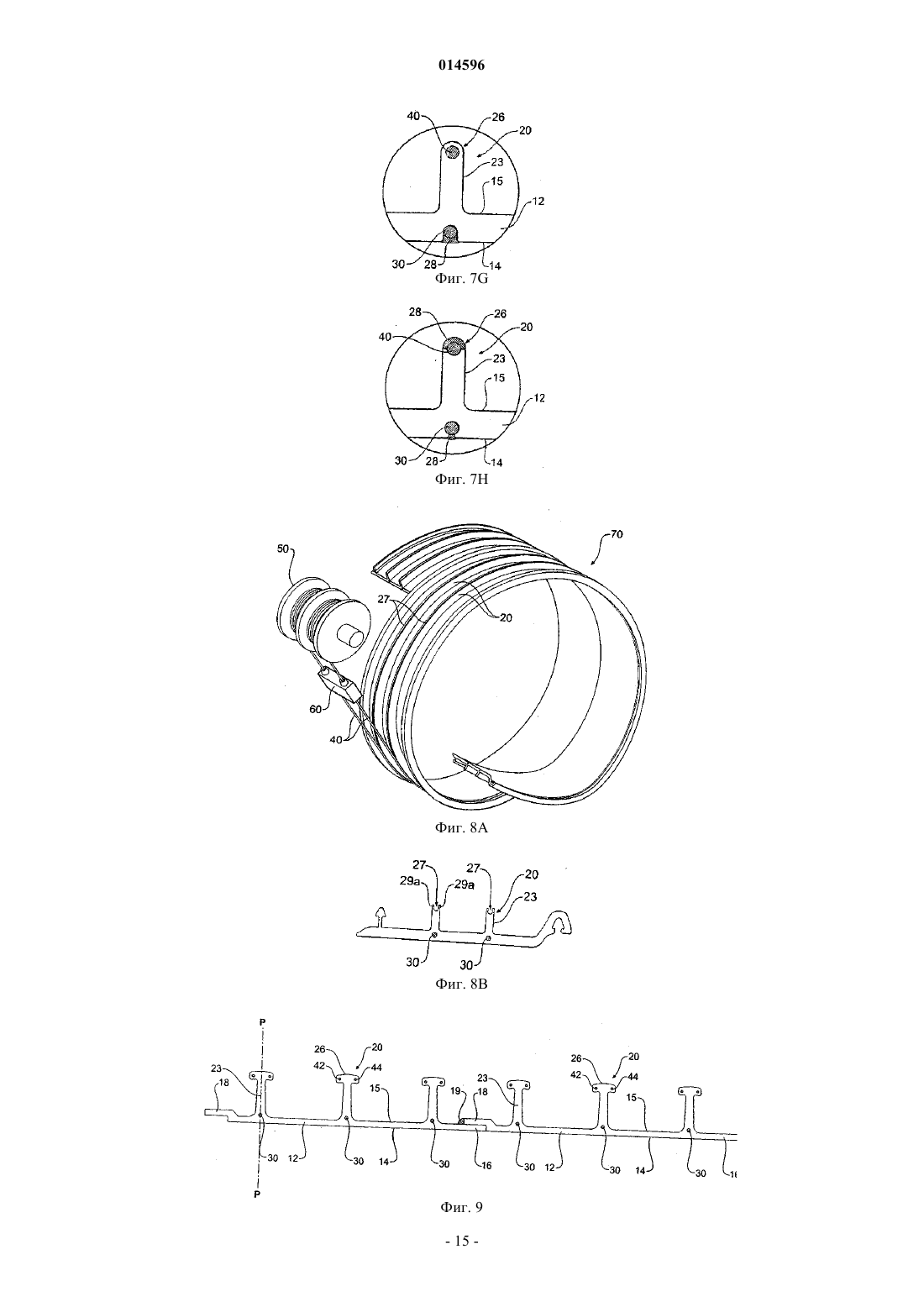
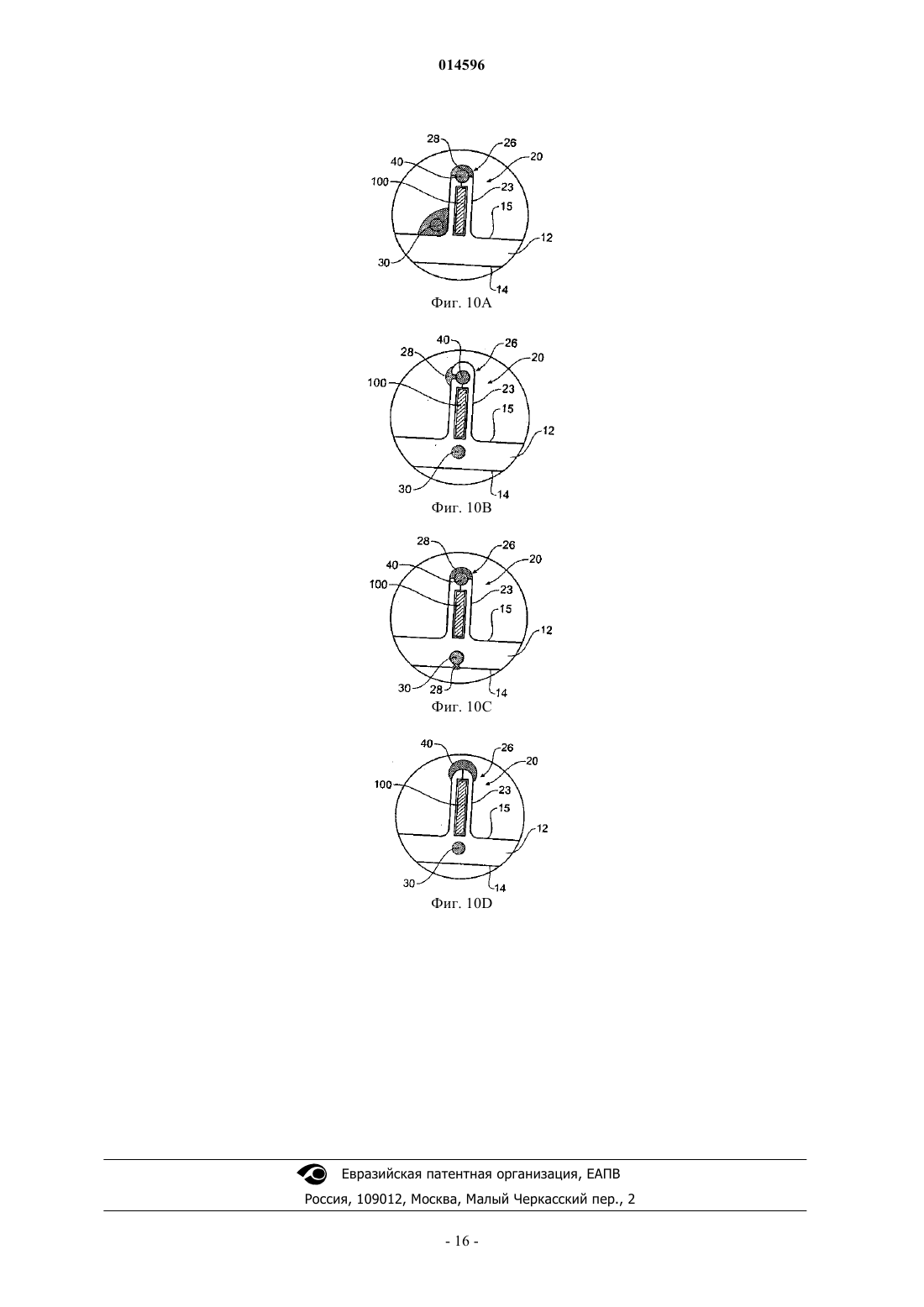
КОМПОЗИЦИОННАЯ АРМИРОВАННАЯ ЛЕНТА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ НАМОТКИ С ОБРАЗОВАНИЕМ СПИРАЛЬНО НАМОТАННОЙ ТРУБЫ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ(71)(73) Заявитель и патентовладелец: РИБ ЛОК ОСТРЕЙЛИА ПТИ ЛИМИТЕД Мелвилл Шон Томас, Тэйлор Джон Джерард, Харви Стивен Дэвид Джеральд (AU) Представитель: Предложена композиционная лента (10), выполненная с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды. Композиционная лента включает удлиненную пластмассовую ленту (11) с основной частью (12), причем основная часть (12) содержит верхнюю сторону, определяющую внешнюю поверхность (15), и по меньшей мере одно проходящее по всей длине композиционное ребро (20), выступающее вверх от внешней поверхности (15) основной части (12). Ребро (20) имеет дальний край (23), находящийся на расстоянии от основной части (12). Композиционное ребро включает удлиненный внешний армирующий элемент (40), расположенный внутри дальнего края (20) ребра (20) параллельно внутреннему армирующему элементу (30), и удлиненную промежуточную пластмассовую перемычку(23), проходящую между внутренним и внешним армирующими элементами (30, 40). При намотке с образованием спирально намотанной трубы композиционное ребро (20) усиливает трубу в отношении радиальных раздавливающих нагрузок. 014596 Область изобретения Данное изобретение относится к улучшению армированных ребристых структур, в частности армированию или упрочнению спирально намотанных труб, трубок или трубопроводов, выполняемых из композиционных материалов. Уровень техники Ниже представлено обсуждение предшествующего уровня техники и предпосылок изобретения для лучшего понимания изобретения. Однако необходимо принять во внимание, что данное обсуждение не является подтверждением или признанием того, что любой из материалов, на которые сделаны ссылки,были опубликованы, известны или являются частью общих знаний на дату приоритета заявки. Известно, что пластмассовые трубы можно изготавливать спиральной намоткой пластмассовой ленты, включающей ряд расположенных на расстоянии выступающих вверх ребер, проходящих в продольном направлении ленты, либо при комнатной температуре, либо при повышенной температуре, когда пластмасса становится более гибкой. Такая форма спирально намотанной трубы уже известна в промышленном изготовлении труб и описана в патентах, поданных заявителем, как в отношении формы пластмассовых лент, формы труб, так и в отношении типов оборудования, посредством которого трубы или трубки получают из таких лент. При изготовлении таких труб для применений, требующих высоких эксплуатационных характеристик, чтобы достичь необходимой степени прочности, толщина стенок пластмассовой ленты должна быть достаточной, так же как и толщина ребер. В качестве альтернативы готовые трубы или трубки могут быть армированы упрочняющими и армирующими элементами. В областях применений, где армированные трубки или трубки заглубляют в траншею или подвергают высокому давлению грунта, прочность трубы или трубки является крайне важным параметром. В патенте АвстралииAU607431, принадлежащем заявителю, раскрыт способ получения армированной пластмассовой трубки с использованием армирующего элемента, размещенного между ребрами таким образом, что сопротивление прогибу готовой трубы или трубки существенно увеличивается. Армирующий элемент включает металлический элемент с профилем поперечного сечения U-образной формы, причем свободные концы армирующего элемента сконструированы так, что они зацеплены под конструкциями из пары соседних ребер на противоположных краях, что обеспечивает фиксацию металлической полосы в положении между ребрами и, в свою очередь, придает жесткость ребрам и готовой трубе. В патенте АвстралииAU661047, принадлежащем заявителю, предложено усовершенствование патента АвстралииAU607431, указанного выше. Усовершенствование обеспечивают размещением армирующего элемента с центральной частью, имеющей П- или V-образное поперечное сечения, причем радиальная высота этого элемента больше, чем высота ребер, посредством чего достигают существенного увеличения эффективного внешнего диаметра трубы из композиционного материала. Это обеспечивает повышенную жесткость трубы. В патенте АвстралииAU2003227090, принадлежащем заявителю, предложено усовершенствование патента АвстралииAU661047, указанного выше. Усовершенствование обеспечивают размещением армирующего элемента с отношением высоты к толщине по меньшей мере 3:1 и расположенного, по существу, перпендикулярно к основе ленты. Внутренняя поверхность ленты образует непрерывную поверхность ниже армирующей ленты. Обеспечение указанной выше армирующей ленты усиливает трубу в отношении радиальных раздавливающих нагрузок более эффективно, чем армирование предшествующего уровня техники, тогда как внутренняя поверхность обеспечивает гладкую внутреннюю поверхность трубы и отделяет армирующую ленту от текучей среды внутри трубы. До промышленного внедрения патента АвстралииAU2003227090, принадлежащего заявителю,спирально намотанные композиционные трубы изготавливали в ходе многостадийного процесса. Пластичную массу экструдировали и затем осуществляли спиральную намотку с образованием трубы. Удлиненные стальные армирующие элементы отдельно формировали путем прокатки с получением профиля,обеспечивающего требуемую жесткость (такого как профили с П- или V-образным поперечным сечением, указанные выше). Стальной профиль, полученный прокаткой, затем скатывали до радиуса, приближающегося к радиусу спирально намотанных пластмассовых труб. И, наконец, армирующий элемент или элементы определенного профиля и радиуса наматывали на внешнюю сторону пластмассовой трубы,чтобы получить композиционную трубу требуемой жесткости. При использовании армирующих элементов, раскрытых в патентах АвстралииAU607431 иAU661047, стадия скатывания стального армирующего элемента до радиуса, приближающегося к радиусу пластмассовой трубы, вызывает натяжение стального армирующего элемента сверх предела его эластичности. Это требует приложения значительного усилия в ходе скатывания. В отличие от этого, намотка экструдированного пластмассового профиля с образованием спирально намотанной трубы требует намного меньшего усилия вследствие свойств пластмассового материала. Используя композиционный профиль согласно патенту АвстралииAU2003227090, принадлежащему заявителю, становится возможным наматывать выполненную из стали и пластмассы композиционную ленту прямо на трубу с бобины композиционного профиля. Целью настоящего изобретения является обеспечение определенных усовершенствований, сверх-1 014596 раскрытых в указанных выше описаний патентов AU607431, AU661047 и AU2003227090, лент, выполненных с возможностью намотки с образованием армированных спирально намотанных пластмассовых труб или трубок, и улучшения характеристик труб, полученных намоткой таких лент. В соответствии с первым аспектом изобретения обеспечивают композиционную ленту, выполненную с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающую удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность; по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней; удлиненный внешний армирующий элемент, расположенный внутри дальнего края ребра параллельно внутреннему армирующему элементу, и удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,где при намотке с формированием спирально намотанной трубы композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок. Предпочтительно внешний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты, и внутренний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты. Предпочтительно внутренний и внешний армирующие элементы полностью инкапсулированы. Предпочтительно армирующие элементы представляют собой скрученные или нескрученные волокна. Предпочтительно армирующие элементы представляют собой проволоку. Предпочтительно композиционная лента включает множество проходящих по всей длине ребер,выступающих вверх от внешней поверхности основной части. Предпочтительно композиционная лента включает соединительные конструкции на ее противоположных краях, причем соединительные конструкции приспособлены для взаимного сцепления, когда ленту наматывают по спиральной траектории и смежные края ленты накладываются друг на друга. Предпочтительно для каждого композиционного ребра расстояние от внутренней поверхности ленты вверх до дальнего края композиционного ребра не больше, чем расстояние от внутренней поверхности ленты вверх до верхней точки соединительных конструкций. Предпочтительно лента содержит первый и второй удлиненные внешние армирующие элементы,расположенные внутри дальнего края ребра, расположенные со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части. В соответствии со вторым аспектом изобретения обеспечивают композиционную ленту, выполненную с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающую удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность; по меньшей мере одно проходящее по всей длине продольное ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней; первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра параллельно внутреннему армирующему элементу и расположенные со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части; удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,где при намотке с формированием спирально намотанной трубы композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок. Предпочтительно внешний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты, и внутренний армирующий элемент выполнен из материала с более высоким модулем упругости Юнга, чем у пластмассовой ленты. Предпочтительно внутренний и внешний армирующие элементы полностью инкапсулированы. Предпочтительно армирующие элементы представляют собой скрученные или нескрученные во-2 014596 локна. Предпочтительно армирующие элементы представляют собой проволоку. Предпочтительно композиционная лента включает множество проходящих по всей длине ребер,выступающих вверх от внешней поверхности основной части. Предпочтительно композиционная лента включает соединительные конструкции на противоположных краях, причем соединительные конструкции приспособлены для взаимного сцепления, когда ленту наматывают по спиральной траектории и смежные края ленты накладываются друг на друга. Предпочтительно для каждого композиционного ребра расстояние от внутренней поверхности ленты вверх до дальнего края композиционного ребра не больше, чем расстояние от внутренней поверхности ленты вверх до верхней точки соединительных конструкций. В соответствии с третьим аспектом изобретения обеспечивают трубу, включающую спирально намотанную композиционную ленту, причем композиционная лента включает удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность; по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней; удлиненный внешний армирующий элемент, расположенный внутри дальнего края ребра параллельно внутреннему армирующему элементу, и удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,где композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок. Предпочтительно композиционная лента содержит первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части. В соответствии с четвертым аспектом изобретения обеспечивают способ получения трубы, включающий стадии: а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части; б) внедрения нижнего армирующего элемента в основную часть ленты в позиции, прилегающей к по меньшей мере одному ребру, с получением частично собранной композиционной ленты; в) намотки частично собранной композиционной ленты на бобину ленты или с получением спирально намотанной трубы; г) внедрения верхнего армирующего элемента в верхнюю часть по меньшей мере одного ребра с получением собранной композиционной ленты,тем самым стадию внедрения нижнего армирующего элемента осуществляют в ходе или после завершения стадии экструзии, но перед стадией намотки, и тем самым стадию внедрения верхнего армирующего элемента осуществляют в ходе или после завершения стадии намотки. Предпочтительно экструзию и стадию (б) внедрения осуществляют совместно с помощью экструзии с Т-образной головкой. Предпочтительно стадия намотки (в) включает намотку частично собранной композиционной ленты с формированием трубы. Предпочтительно стадия установки (г) включает натяжение внешнего армирующего элемента, так что трубе придают предварительное напряжение. Предпочтительно способ дополнительно включает стадию изолирования верхнего армирующего элемента внутри верхней части по меньшей мере одного ребра. В соответствии с пятым аспектом изобретения обеспечивают способ получения трубы, включающий стадии: а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; б) внедрения нижнего армирующего элемента в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру с получением частично собранной композиционной ленты; в) сгибания композиционной ленты вокруг оси, перпендикулярной основной части; г) внедрения верхнего армирующего элемента в дальний край по меньшей мере одного ребра с по-3 014596 лучением собранной композиционной ленты,тем самым стадию внедрения нижнего армирующего элемента осуществляют в ходе или после завершения стадии экструзии, но перед стадией сгибания, и тем самым стадию внедрения верхнего армирующего элемента осуществляют в ходе или после завершения стадии сгибания. В соответствии с шестым аспектом изобретения обеспечивают способ получения трубы, включающий стадии: а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; б) внедрения первого армирующего элемента либо в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру, или в дальний край по меньшей мере одного ребра с получением частично собранной композиционной ленты; в) сгибания композиционной ленты вокруг оси, перпендикулярной основной части; г) внедрения второго армирующего элемента в другое из следующих мест: в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру, или в дальний край по меньшей мере одного ребра, с получением собранной композиционной ленты; тем самым стадию внедрения первого армирующего элемента осуществляют в ходе или после стадии экструзии и тем самым стадию внедрения второго армирующего элемента осуществляют в ходе или после стадии сгибания. Конкретные воплощения изобретения описаны далее с некоторыми дополнительными подробностями и со ссылками на чертежи. Эти воплощения приведены в качестве примера, и их не следует рассматривать как ограничивающие область защиты изобретения. Воплощения изобретения показаны на сопровождающих чертежах. На фиг. 1A показан вид поперечного сечения композиционной ленты в соответствии с одним из воплощений изобретения. На фиг. 1B представлен вид, аналогичный фиг. 1A, но демонстрирующий альтернативную конструкцию краев для соединения соседних витков ленты. На фиг. 2 представлено альтернативное воплощение изобретения. На фиг. 3A и 3B представлены изометрические проекции профилей по фиг. 1A и 1B соответственно. На фиг. 4 представлена изометрическая проекция трубы, полученной намоткой профиля по фиг. 1B. На фиг. 5 представлено поперечное сечение композиционной ленты в соответствии с дополнительным альтернативным воплощением изобретения, причем лента имеет основную армированную часть. На фиг. 6 представлен тот же вид, что и на фиг. 5, но демонстрирующий сцепление соседних профилей. На фиг. 7A представлен вид поперечного сечения композиционной ленты в соответствии с дополнительным воплощением изобретения. В фиг. 7A также включен увеличенный вид композиционного ребра композиционной ленты. На фиг. 7B представлен увеличенный вид, аналогичный увеличенному виду фиг. 7A, но демонстрирующий альтернативное композиционное ребро 20. На фиг. 7C-7H представлены дополнительные альтернативные композиционные ребра. На фиг. 8A представлен схематический вид в изометрии, демонстрирующий композиционную ленту, наматываемую на трубу в соответствии с дополнительным аспектом изобретения. На фиг. 8B представлен вид поперечного сечения композиционной ленты в соответствии с дополнительным воплощением изобретения, причем композиционная лента аналогична ленте, представленной на фиг. 7A. На фиг. 9 представлен вид поперечного сечения, демонстрирующий два витка композиционной ленты в соответствии с дополнительным воплощением изобретения. На фиг. 10A-10D представлены увеличенные виды, сходные с увеличенным видом на фиг. 7A, но демонстрирующие дополнительные альтернативные композиционные ребра 20. На фиг. 1A представлена удлиненная композиционная лента 10, выполненная с возможностью намотки с образованием спирально намотанной трубы. Композиционная лента 10 включает удлиненную пластмассовую ленту 11 и пару расположенных параллельно на расстоянии друг от друга армирующих элементов 30 и 40, разделенных промежуточной пластмассовой перемычкой 23. Пластмасса, используемая для данного воплощения изобретения, представляет собой поливинилхлорид (ПВХ), хотя можно использовать другие подходящие пластмассовые материалы, включая полиэтилен. Пластмассовая лента 11 содержит основную часть 12, по существу, с плоской внутренней поверхностью 14. Множество проходящих по всей длине композиционных ребер 20 выступают вверх из основной части 12. Каждое ребро 20 включает дальний край 26, находящийся на расстоянии от основной части. В данном воплощении каждое композиционное ребро 20 включает внутренний армирующий элемент-4 014596 30, расположенный внутри основной части 12; внешний армирующий элемент 40, расположенный внутри дальнего края ребра, параллельно внутреннему армирующему элементу 30, и промежуточную пластмассовую перемычку 23, проходящую между внутренним и внешним армирующими элементами 30 и 40. Промежуточная пластмассовая перемычка 23 удерживает внутренний и внешний армирующие элементы 30 и 40 на расстоянии друг от друга. Это особенно важно при изгибе, так как дает намного более эффективную жесткость, чем можно было бы обеспечить другим способом. Например, если профиль наматывают с получением спирально намотанной трубы, разделение внутреннего и внешнего армирующих элементов 30 и 40 усиливает трубу в отношении радиальных раздавливающих нагрузок, по сравнению с подобной трубой с подобными армирующими элементами, не отстоящими друг от друга на расстоянии в радиальном направлении. Армирующие элементы 30 и 40, представленные на фиг. 1A и 1B, имеют, по существу, круглое поперечное сечение. Данные армирующие элементы могут представлять собой одножильный провод или,например, многожильный провод. Альтернативным воплощением изобретения является воплощение, представленное на фиг. 2. В соответствии с данным воплощением армирующие элементы 30 и 40 имеют, по существу, прямоугольное поперечное сечение. Армирующие элементы 30 и 40 на фиг. 2 могут представлять собой ленты, выполненные из стали или алюминия. Получающиеся композиционные ребра 20 имеют внешний вид и назначение аналогично двутавровой балке. Такие композиционные ребра дают достаточно результативные преимущества по сравнению с композиционными ребрами, описанными заявителем в более ранней заявке на патент АвстралииAU2003227090, указанной выше. Композиционные ребра 20, представленные на фиг. 1A, 1B и 2, более эффективны, чем композиционные ребра согласно вышеупомянутой более ранней заявке. Более того, можно обеспечить эквивалентную жесткость, если полная высота ребра, показанная двунаправленной стрелкой RH на фиг. 2, значительно меньше, чем требуется в других случаях. Это имеет ряд преимуществ. Например, при применении для капитального ремонта трубы, когда труба может быть намотана внутри уже имеющейся трубы, полученный внутренний диаметр вновь намотанной трубы может быть больше при использовании композиционной ленты по фиг. 1A, 1B или 2, по сравнению с композиционной лентой по вышеупомянутой заявке. Внешние армирующие элементы как на фиг. 1A, так и на фиг. 1B находятся непосредственно над соответствующими внутренними армирующими элементами в поперечном направлении. В еще одном воплощении изобретения (например, как показано на фиг. 9) внутренние и внешние армирующие элементы могут включать множество элементов, и центр множества внутренних армирующих элементов(например) может находиться непосредственно над соответствующим(ими) внутренним(ими) армирующим(ими) элементом(ами) в поперечном направлении. Целью центровки над внутренним(ими) армирующим(ими) элементом(ами) в поперечном направлении является обеспечение сбалансированной нагрузки и снижение тенденции композиционных ребер к обрушению по бокам под воздействием радиальной раздавливающей нагрузки. В некоторых применениях может быть преимущественным устанавливать высоту RH ребра, как показано на фиг. 2, равной высоте края соединительных элементов, как показано двунаправленной стрелкой, обозначенной JH на фиг. 2. Как показано на профиле, представленном на фиг. 1A, как внутренние, так и внешние армирующие элементы 30 и 40 полностью инкапсулированы в пластмассе. Это является особенным преимуществом,когда армирующие элементы 30 и 40 выполнены из материалов, подверженных коррозии (например,стали). На фиг. 1B показана композиционная лента 10, подобная представленной на фиг. 1A. Различия между лентами 10 на фиг. 1A и 1B находятся в области краев 16 и 18. Крайние элементы на фиг. 1A обеспечивают механическое сцепление между соседними витками наматываемой ленты. Напротив, края профиля на фиг. 1B предусмотрены для сварного или сплавленного соединения между соседними витками ленты. Сплавление краев профиля, показанного на фиг. 1A, может быть достигнуто с помощью соединения растворителем, как это обычно используют при соединении ПВХ труб. Для ПВХ, полиэтилена и других материалов могут быть пригодны другие способы соединения, включая сварку и склеивание. Для внутренних и внешних армирующих элементов можно использовать различные материалы. Примеры материалов, которые можно использовать как для внутренних, так и для внешних армирующих элементов, включают сталь, нержавеющую сталь, алюминий, другие металлы, натуральные волокна,кевлар, синтетические волокна и высокопрочные пластмассы. Например, как показано на фиг. 7F, высокопрочный полимер можно приваривать непосредственно к верхней части ребра. В некоторых применениях может быть преимущественным нанесение предварительного покрытия на армирующие элементы. Например, проволока может быть покрыта ПВХ для лучшего соединения с ребрами композиционной ленты. Проволоку в некоторых применениях покрывают для предупреждения коррозии, например, гальваническим покрытием. В некоторых применениях в качестве армирующих элементов могут быть пригодны каркасные нити из нейлона, покрытые полиэтиленом, которые можно-5 014596 сваривать без разрушения внутренних волокон. В некоторых применениях может быть преимущественным рифление поверхности армирующих элементов для содействия механическому сцеплению между элементами и окружающей пластмассовой лентой. Армирующие элементы могут быть кручеными, плетеными, ссученными, переплетенными или предварительно обработанными другими способами для получения благоприятного относительного удлинения или других свойств. Армирующие элементами могут быть предварительно термообработаны для улучшения прочности связи между элементами и окружающей лентой. Предварительная термообработка стали снижает воздействие быстрого охлаждения экструдируемой пластмассы и снижает хрупкость материала на этом этапе. Внешний армирующий элемент в некоторых применениях может быть отличным от внутреннего армирующего элемента. Например, в условиях воздействия некоторых нагрузок необходимо, чтобы внешние армирующие элементы были прочными только на растяжение (или обладали высоким модулем Юнга при растяжении) и чтобы внутренние армирующие элементы были прочными только на сжатие(или обладали высоким модулем Юнга при сжатии). Натуральные волокна являются прочными на растяжение, но слабыми на сжатие и тем самым являются подходящими для внешнего армирующего элемента или элементов, но не для внутреннего армирующего элемента или элементов. Также, в некоторых применениях внешние армирующие элементы могут быть более подвержены разрушению от коррозии, и при таких обстоятельствах данный элемент может быть выполнен из коррозионно-стойкого материала,такого как алюминий. Во многих подземных применениях армирующие элементы могут подвергаться воздействию чередующихся нагрузок на растяжение и сжатие в пределах каждого витка композиционной ленты, образующей спирально намотанную трубу. В воплощениях изобретения, представленных на фиг. 1A и 1B, предусмотрен массив из семи проходящих по всей длине ребер 20, расположенных на расстоянии друг от друга по ширине ленты. В других воплощениях изобретения может быть предусмотрено большее или меньшее число ребер 20. На фиг. 4 представлена спирально намотанная композиционная труба 70, полученная спиральной намоткой композиционной ленты, представленной на фиг. 1B, 2 и 3. При сравнении фиг. 1B и 4 видно,что ориентация армирующих элементов 30 и 40 относительно плоской поверхности 14 основной части 12 остается, по существу, неизменной после намотки ленты с образованием трубы 70. Промежуточные пластмассовые перемычки 23 обеспечивают поддержку армирующих лент 20 и 30 в ходе намотки ленты 10. В ходе намотки ленты 10 с формированием спирально намотанной трубы армирующие элементы 30 и 40 изгибают вокруг оси, по существу, перпендикулярной ленте 10. Профили лент, показанные на фиг. 1A, 1B, 2A и 2B, обеспечивают минимальную массу профиля, в то же время сохраняя критерии характеристик, необходимых для широкой области применения, чтобы обеспечить минимальную стоимость материалов. На фиг. 7A представлено другое воплощение изобретения, подобное представленному на фиг. 1A. В соответствии с данным воплощением изобретения ребра 20 имеют менее сложную форму с простыми параллельными стенками, а внутренние и внешние армирующие элементы имеют меньший диаметр. Следует принимать во внимание, что возможно множество других изменений и что перемычка 23 может иметь различную форму и толщину в зависимости от требуемых параметров конструкции. Профиль или композиционная лента, представленная на фиг. 7A, может быть получена в результате экструзии с Тобразной головкой. На фиг. 7B-7D представлены увеличенные виды вариантов исполнения области ребра 20. Например, на фиг. 7B сформировано открытое сверху устье между выступами 29 а и 29b, проходящими от дальнего края 26 ребра. Выступы 29 а и 29b выполнены с возможностью отгибания в стороны, обеспечивая возможность установки внешних армирующих элементов 40 проволоки в позицию, показанную на фиг. 7B. Затем можно сформировать изолирующий шов 28, чтобы закрыть устье между выступами 29 а и 29b, например, посредством сварки, сплавления растворителем или склеивания. На фиг. 7D открытое устье расположено сбоку. Также, открытое устье может быть заделано посредством склеивания, сплавления или сварки. На фиг. 7E представлен другой вариант исполнения ребра 20, в котором внутренний армирующий элемент 30 устанавливают после экструзии основной части 12. На фиг. 7G и 7H представлены другие варианты исполнения, где внутренние армирующие элементы 30 устанавливают после экструзии пластмассовой ленты 11 и где армирующий элемент 30 устанавливают с наружной или внутренней стороны пластмассовой ленты 11. На фиг. 7F показан другой вариант исполнения композиционной ленты 20, где внешний армирующий элемент 40 является полимером высокой прочности, который заваривают, заклеивают или совместно экструдируют на дальнем крае 26 композиционного ребра 20. Размеры и форму пластмассовой ленты 12, армирующих элементов 30 и 40 и промежуточной пластмассовой перемычки 23 можно изменять, чтобы они соответствовали диаметру наматываемой трубы.-6 014596 Например, композиционная лента типа, представленного на фиг. 7A, может содержать армирующие элементы 30 и 40, выполненные из проволоки диаметром 1,25 мм. В некоторых применениях может быть пригодна проволока диаметром 0,8 мм или менее, или для композиционной ленты, применяемой в трубах большого диаметра, может быть использована более толстая проволока, возможно диаметром несколько миллиметров. Можно применять различные сорта проволоки. Высота ребер может быть различной и обычно составляет от 5 до 40 мм (хотя при некоторых применениях подходящей является меньшая и большая высота ребер). На фиг. 9 представлено другое воплощение изобретения. В данном воплощении первый и второй удлиненные наружные армированные элементы 42 и 44 расположены со смещением в поперечном направлении в первую или вторую сторону относительно плоскости р-р, делящей пополам ребро 20 перпендикулярно основной части 12. Благодаря такому расположению композиционное ребро 20 становится устойчивым. Если композиционное ребро 20 изгибается в одну сторону в поперечном направлении, тогда напряжение в армирующем элементе на противоположной стороне стремится выпрямить ребро 20 по мере того, как композиционную ленту 10 наматывают с формированием трубы или сгибают вокруг оси,перпендикулярной и расположенной ниже основной части 12. На фиг. 10A-10D представлены увеличенные виды, демонстрирующие другие варианты исполнения области композиционных ребер 20. Согласно этим вариантам исполнения армирующая лента 100 внедрена в участок 23 композиционной ленты. Армирующая лента 100 представляет собой тип ленты, описанный заявителем в более ранней вышеупомянутой заявке на патент AU2003227090. В некоторых применениях может быть предпочтительным наматывать спирально намотанную трубу, содержащую армирующую ленту 100, как описано в вышеупомянутой заявке на патент AU2003227090, и затем последовательно добавлять внутренние и внешние армирующие элементы 30 и 40, как показано на любой из фиг. 10A-10D. Как должно быть очевидно из приведенного выше описания, композиционное ребро 20 может быть сформировано различными способами так, чтобы создать композиционную ленту, содержащую композиционное ребро, в котором внутренний армирующий элемент расположен внутри основной части или прилегает к ней, а внешний армирующий элемент расположен внутри дальнего края ребра, причем между внутренним и внешним армирующими элементами проходит промежуточная пластмассовая перемычка. Кроме того, дополнительный армирующий элемент в виде ленты 100 также может быть расположен внутри промежуточной пластмассовой перемычки композиционного ребра 23 или прилегать к ней. Способы внедрения или присоединения армирующих элементов к пластмассовой ленте 11 включают, но не ограничены перечисленным, экструзию с Т-образной головкой, сварку с использованием электрического нагревания, сварку с использованием лазера, сплавление растворителем, склеивание и/или механическое соединение (например, наложением скобок). Пластмассовую ленту можно экструдировать из ПВХ, или полиэтилена (включая, например, полиэтилен высокой плотности). При использовании ПВХ сплавление растворителем может быть предпочтительнее, чем сварка, во многих областях применения. Добавление армирующих элементов 30 и 40 к пластмассовой ленте 12 также может способствовать повышению номинального давления трубы. Композиционные ленты, описанные выше, могут дополнительно включать другие элементы для повышения номинального давления намотанной трубы. Например,может быть предусмотрен тонкий слой волокнистой ткани (например, стекловолокно), пластмассы или стали, чтобы повысить номинальное давление трубы. Может быть использован любой материал с модулем Юнга и прочностью, превосходящими эту величину для пластмассового материала ленты. Тонкий слой может быть внедрен в профиль (лента 12) любым подходящим способом. Например, тонкий слой может быть приварен к основной части ленты 12 или может быть получен экструзией с Т-образной головкой в основную часть ленты 12, чтобы получить ленту, как показано на фиг. 5 и 6. Можно также обеспечить усовершенствованные детали края зацепления, чтобы увеличить номинальное давление трубы. Примеры профилей, сконструированных для применений высокого давления,показаны на фиг. 5 и 6. Механическая блокировка снабжена охватываемым краевым элементом 16 и охватывающим краевым элементом 18, выполненными из пластмассовой ленты 11. Данный профиль получают экструзией с Т-образной головкой, так что армирующие элементы 30 и 40 закрывают пластмассой по мере изготовления композиционной ленты 10, избегая необходимости включения изолирующего шва,как описано выше. В основную часть ленты 11 включен тонкий слой 50. Тонкий слой 50 обладает более высоким модулем Юнга и прочностью, чем пластмассовая лента 11 из ПВХ. При намотке с формированием спирально намотанной трубы данный профиль обеспечивает возможность получения трубы высокого давления, предназначенной для транспортировки текучих сред под давлением. Несмотря на то что соседние витки не имеют прямого соединения друг с другом, толщина пластмассы и конструкция механической блокировки, сформированной смежными краями 16 и 18, обеспечивают трубу, способную выдерживать значительное внутреннее давление. Другие воплощения изобретения могут предусматривать тонкий слой, либо соединенный с основной частью ленты 12, либо внедренный внутрь основной части ленты 12. В качестве тонкого слоя или внутри тонкого слоя можно использовать материалы с анизотропными-7 014596 свойствами. Например, можно использовать ленты из ориентированных пластмассовых пленок, обладающие высокой прочностью в продольном направлении и низкой прочностью в перпендикулярном направлении. Такие ленты могут повысить "окружную" прочность намотанной трубы. Также можно использовать ленты из полимерной пленки, обладающей высокой прочностью в перпендикулярном направлении и низкой прочностью в продольном направлении. В ряде применений желательно формировать тонкий слой из двух (или более) лент полимерной пленки, обладающей прочностью во взаимно ортогональных направлениях, тем самым получая композиционный материал, имеющий высокую прочность во всех направлениях. Примеры походящих материалов с анизотропными свойствами включают высокопрочные полиолефиновые пленки. Такие пленки содержат большую долю молекул, ориентированных в одном направлении, что обеспечивает высокий модуль Юнга и предел текучести при растяжении. В патенте АвстралииAU2003227090, принадлежащий заявителю и озаглавленный "Композиционная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы, и способ ее получения", описаны другие признаки композиционной ленты и композиционной трубы, наряду со способами получения трубы. Эти признаки и способы могут быть использованы в настоящем изобретении и при этом описание AU2003227090 включено во всей полноте в данное описание. В общем, различное процентное содержание коротких волокон с высоким модулем упругости (например, стекловолокно) может быть распределено по всему профилю, чтобы обеспечить улучшенные рабочие характеристики. Включение таких волокон может улучшить прочность на разрыв композиционной ленты и может повысить номинальное давление трубы, наматываемой из таких лент. Различные композиционные ленты, описанные и показанные выше, могут быть изготовлены различными способами. В частности, армирующие элементы можно вводить в ходе процесса экструзии(экструзия с Т-образной головкой), после завершения процесса экструзии, но перед намоткой композиционной ленты на бобину, в ходе процесса намотки бобины, в ходе процесса намотки трубы или после завершения процесса намотки трубы. В зависимости от применения намотку трубы можно осуществлять под землей, внутри трубы,предназначенной для капитального ремонта, или на строительной площадке, или на заводе по изготовлению труб. Как должно быть ясно из фиг. 7A-7F, внутренние и внешние армирующие элементы можно внедрять в различные места, по отдельности или совместно в операциях изготовления вплоть до и включая внедрение после изготовления намотанной трубы. Например, внутренний армирующий элемент может быть внедрен на стадии экструзии посредством экструзии с Т-образной головкой, а внешний армирующий элемент может быть внедрен в ходе или после завершения процесса намотки композиционной ленты 10 с формированием трубы 70. На фиг. 8A и 8B схематически показан процесс, посредством которого внешний армирующий элемент 40 в виде проволоки вводят в композиционную ленту 10 в ходе намотки трубы. Пара бобин 50 с проволокой предусмотрена для подачи проволоки 40 в канавки или выемки 27, сформированные в верхней части ребер 20. В некоторых областях применения может быть преимущественным внедрение проволоки на стадии намотки на бобины. Например, при некоторых восстановительных проектах введение проволоки на строительной площадке может быть слишком трудным. Внедрение проволоки в бобину при некоторых применениях может быть лучше, чем простое введение посредством экструзии с Т-образной головкой, так как лента уже изогнута, и таким образом меньшее напряжение передается ленте, которое в конце концов или ограничит ее использование, или приведет к необходимости увеличения внутреннего диаметра бобины, тем самым снижая емкость бобины (что, в свою очередь, увеличивает стоимость фрахта). При необходимости может быть предусмотрено натяжное устройство 60 с тем, чтобы проволока 40 находилась в натянутом состоянии. Это приводит к получению предварительно напряженной трубы 70, в которой внешние армирующие элементы 40 (проволока) находятся в натяжении, а внутренние армирующие элементы сжаты. Преимущественно выступы 29 а и 29b имеют форму с направляющей частью, как показано на фиг. 8B. Такая направляющая часть, в сочетании с эластичностью выступов 29 а и 29b, позволяет проволоке попадать на место, если она находится в натянутом состоянии. После сильного прижима в канавках 27 может быть добавлен изолирующий шов, чтобы заделать армирующий элемент (например, может быть необходимо для стальной проволоки). Введение внешнего армирующего элемента после или даже в ходе процесса намотки трубы, как описано выше и представлено на фиг. 8A, обеспечивает ряд существенных преимуществ. Без одного армирующего элемента или обоих армирующих элементов, установленных к моменту намотки трубы, усилия значительно снижаются. Это облегчает процесс намотки. Более того, согласно способу, представленному на фиг. 8A и описанному выше, может быть достигнута высокая жесткость трубы, усиленной композиционной лентой, вследствие того, что труба уже сформирована, и, следовательно, нет необходимости разрабатывать законченную композиционную ленту, обладающую способностью к намотке.-8 014596 Не вводя один или оба армирующих элемента перед намоткой на бобину, обеспечивают возможность увеличения длины ленты, намотанной на каждую бобину, поскольку возможно начинать намотку с меньшего диаметра. В некоторых областях применения может быть преимущественным наматывать трубу непосредственно после изготовления композиционной ленты 10, без промежуточной стадии намотки на бобину композиционной ленты. Согласно различным воплощениям изобретения, описанным выше, в частности тем, в которых используют проволоку, как скрученную, так и нескрученную, это является более рентабельным для осуществления непрерывного способа изготовления трубы. Это обусловлено очень большой длиной проволоки, выпускаемой в промышленном масштабе, и таким образом трубы большой длины можно изготавливать непрерывно, без необходимости использования работы по присоединению проволоки (армирующего элемента). Такой непрерывный способ может обеспечить значительную дополнительную выгоду, включая снижение товарно-материальных запасов по сравнению со способом намотки трубы, включающей использование армирующих элементов в виде ленты (таких как описано заявителем в более ранней заявке на патент Австралии AU2003227090, указанный выше). В то время как настоящее изобретение описано в показателях предпочтительных воплощений, чтобы содействовать лучшему пониманию изобретения, следует принимать во внимание, что различные модификации могут быть сделаны без отступления от сущности изобретения. Следовательно, следует понимать, что все такие модификации включены в область защиты изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Композиционная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающая удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность; по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней; удлиненный внешний армирующий элемент, расположенный внутри дальнего края ребра параллельно внутреннему армирующему элементу, и удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,так что при намотке с формированием спирально намотанной трубы композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок. 2. Лента по п.1, в которой внешний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты, и внутренний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты. 3. Лента по п.1, в которой внутренний и внешний армирующие элементы полностью инкапсулированы. 4. Лента по любому из пп.1 или 3, в которой армирующие элементы представляют собой скрученные или нескрученные волокна. 5. Лента по п.4, в которой армирующие элементы представляют собой проволоку. 6. Лента по п.1, включающая множество проходящих по всей длине ребер, выступающих вверх от внешней поверхности основной части. 7. Лента по п.1, включающая соединительные конструкции на ее противоположных краях, причем соединительные конструкции приспособлены для взаимного сцепления, когда ленту наматывают по спиральной траектории и смежные края ленты накладываются друг на друга. 8. Лента по п.7, в которой для каждого композиционного ребра расстояние от внутренней поверхности ленты вверх до дальнего края композиционного ребра не больше, чем расстояние от внутренней поверхности ленты вверх до верхней точки соединительных конструкций. 9. Лента по п.1, содержащая первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра, расположенные со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части. 10. Композиционная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы для транспортировки текучей среды, включающая удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность; по меньшей мере одно проходящее по всей длине продольное ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части;-9 014596 удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней; первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра параллельно внутреннему армирующему элементу и расположенные со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части, и удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,так что при намотке с формированием спирально намотанной трубы композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок. 11. Лента по п.10, в которой внешний армирующий элемент выполнен из материала с более высоким модулем Юнга, чем у пластмассовой ленты, и внутренний армирующий элемент выполнен из материала с более высоким модулем упругости Юнга, чем у пластмассовой ленты. 12. Лента по п.10, в которой внутренний и внешний армирующие элементы полностью инкапсулированы. 13. Лента по любому из пп.11 или 12, в которой армирующие элементы представляют собой скрученные или нескрученные волокна. 14. Лента по п.13, в которой армирующим элементом является проволока. 15. Лента по п.10, включающая множество проходящих по всей длине ребер, выступающих вверх от внешней поверхности основной части. 16. Лента по п.10, включающая соединительные конструкции на ее противоположных краях, причем соединительные конструкции приспособлены для взаимного сцепления, когда ленту наматывают по спиральной траектории и смежные края ленты накладываются друг на друга. 17. Лента по п.16, в которой для каждого композиционного ребра расстояние от внутренней поверхности ленты вверх до дальнего края композиционного ребра не больше, чем расстояние от внутренней поверхности ленты вверх до верхней точки соединительных конструкций. 18. Труба, включающая сферически намотанную композиционную ленту, причем композиционная лента включает удлиненную пластмассовую ленту с основной частью, включающей нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность; по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; удлиненный внутренний армирующий элемент, расположенный внутри основной части или прилегающий к ней; удлиненный внешний армирующий элемент, расположенный внутри дальнего края ребра параллельно внутреннему армирующему элементу, и удлиненную промежуточную пластмассовую перемычку, проходящую между внутренним и внешним армирующими элементами, причем перемычка совместно с внутренним и внешним армирующими элементами образует композиционное ребро,так что композиционное ребро усиливает трубу в отношении радиальных раздавливающих нагрузок. 19. Труба по п.18, в которой композиционная лента содержит первый и второй удлиненные внешние армирующие элементы, расположенные внутри дальнего края ребра со смещением в поперечном направлении в одну или вторую сторону относительно плоскости, делящей пополам ребро перпендикулярно основной части. 20. Способ получения трубы, включающий стадии: а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части; б) внедрения нижнего армирующего элемента в основную часть ленты в позиции, прилегающей к по меньшей мере одному ребру, с получением частично собранной композиционной ленты; в) намотки частично собранной композиционной ленты на бобину ленты или с получением спирально намотанной трубы; г) внедрения верхнего армирующего элемента в верхнюю часть по меньшей мере одного ребра с получением собранной композиционной ленты,тем самым стадию внедрения нижнего армирующего элемента осуществляют в ходе или после завершения стадии экструзии, но перед стадией намотки, и тем самым стадию внедрения верхнего армирующего элемента осуществляют в ходе или после завершения стадии намотки. 21. Способ по п.20, в котором экструзию и стадию (б) внедрения осуществляют совместно с помощью экструзии с Т-образной головкой.- 10014596 22. Способ по п.20, в котором стадия (в) намотки включает намотку частично собранной композиционной ленты с образованием трубы. 23. Способ по любому из предшествующих пунктов, в котором стадия (г) внедрения включает натяжение внешнего армирующего элемента, так что трубе придают предварительное напряжение. 24. Способ по п.20, дополнительно включающий стадию изолирования верхнего армирующего элемента внутри верхней части по меньшей мере одного ребра. 25. Способ получения трубы, включающий стадии: а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; б) внедрения нижнего армирующего элемента в основную часть ленты в позиции, прилегающей к по меньшей мере одному ребру, с получением частично собранной композиционной ленты; в) сгибания композиционной ленты вокруг оси, перпендикулярной основной части; г) внедрения верхнего армирующего элемента в дальний край по меньшей мере одного ребра с получением собранной композиционной ленты,тем самым стадию внедрения нижнего армирующего элемента осуществляют в ходе или после завершения стадии экструзии, но перед стадией сгибания, и тем самым стадию внедрения верхнего армирующего элемента осуществляют в ходе или после завершения стадии сгибания. 26. Способ получения трубы, включающий стадии: а) экструзии удлиненной пластмассовой ленты, причем лента включает основную часть, содержащую нижнюю сторону, определяющую внутреннюю поверхность, и верхнюю сторону, определяющую внешнюю поверхность, и по меньшей мере одно проходящее по всей длине ребро, выступающее вверх от внешней поверхности основной части, причем ребро имеет дальний край, находящийся на расстоянии от основной части; б) внедрения первого армирующего элемента либо в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру, либо в дальний край по меньшей мере одного ребра с получением частично собранной композиционной ленты; в) сгибания композиционной ленты вокруг оси, перпендикулярной основной части; г) внедрения второго армирующего элемента в другое из следующих положений: в основную часть ленты в позиции, прилегающей по меньшей мере к одному ребру, или в дальний край по меньшей мере одного ребра с получением собранной композиционной ленты; тем самым стадию внедрения первого армирующего элемента осуществляют в ходе или после стадии экструзии и тем самым стадию внедрения второго армирующего элемента осуществляют в ходе или после стадии сгибания.
МПК / Метки
МПК: F16L 9/128, F16L 57/00, F16L 9/133, F16L 9/16, B29C 53/78
Метки: выполненная, намотанной, получения, спирально, армированная, образованием, трубы, лента, композиционная, возможностью, намотки, способ
Код ссылки
<a href="https://eas.patents.su/17-14596-kompozicionnaya-armirovannaya-lenta-vypolnennaya-s-vozmozhnostyu-namotki-s-obrazovaniem-spiralno-namotannojj-truby-i-sposob-ee-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Композиционная армированная лента, выполненная с возможностью намотки с образованием спирально намотанной трубы, и способ ее получения</a>
Композитная полоса, наматываемая с образованием спиральной трубы, и способ ее получения
Номер патента: 7054
Опубликовано: 30.06.2006
Авторы: Айсэл Галкэй, Бейтман Айан Роджер
МПК: F16L 9/16, B29C 53/78, B29C 63/32...
Метки: трубы, наматываемая, полоса, способ, композитная, получения, спиральной, образованием
Формула / Реферат:
1. Композитная полоса, наматываемая с образованием спиральной трубы для транспортировки текучей среды и содержащая удлиненную пластмассовую полосу, имеющую основание, нижняя сторона которого ограничивает внутреннюю поверхность, а верхняя сторона ограничивает внешнюю поверхность, и по меньшей мере одно ребро, проходящее в продольном направлении и выступающее от внешней поверхности основания; и удлиненную упрочняющую полосу, проходящую в...
Плоская текстильная упрочняющая лента для трубы и труба, упрочненная такой лентой
Номер патента: 5335
Опубликовано: 24.02.2005
Авторы: Жерез Жан-Мишель, Дьемегар Кристоф
МПК: F16L 11/08
Метки: лента, труба, плоская, упрочненная, упрочняющая, трубы, текстильная, лентой
Формула / Реферат:
1. Плоская текстильная лента, предназначенная для упрочнения путем обмотки трубы, служащей для перемещения текучей среды под давлением, отличающаяся тем, что лента (10) образована из центрального участка (11) с приблизительно прямоугольным поперечным сечением и двух продольных кромок (12), выполненных более тонкими, чем центральный участок. 2. Лента по п.1, отличающаяся тем, что толщина продольных кромок (12) приблизительно равна половине...
Сталь для трубы, предназначенной для нефтяной скважины, и способ получения трубы
Номер патента: 11363
Опубликовано: 27.02.2009
Автор: Омура Томохико
МПК: C21D 8/10, C22C 38/00
Метки: скважины, получения, предназначенной, способ, нефтяной, трубы, сталь
Формула / Реферат:
1. Сталь для трубы, предназначенной для нефтяной скважины, имеющая высокое сопротивление растрескиванию под действием напряжений в сульфидосодержащей среде, отличающаяся тем, что состоит из (мас.%): C - от 0,30 до 0,60; Si - от 0,05 до 0,5; Mn - от 0,05 до 1,0; Al - от 0,005 до 0,10; Cr+Mo - от 1,5 до 3,0; при этом содержание Mo составляет 0,5% или более; V - от 0,05 до 0,3; Nb - от 0 до 0,1; Ti - от 0 до 0,1; Zr - от 0 до 0,1; N - от 0 до 0,03;...
Устройство для намотки горячего проката, например, полосы или листа и способ намотки
Номер патента: 1059
Опубликовано: 28.08.2000
Авторы: Дригани Фаусто, Дал Пан Джачинто, Галлетти Чезаре
МПК: B21C 47/24
Метки: например, намотки, способ, горячего, листа, устройство, полосы, проката
Формула / Реферат:
1. Устройство для намотки горячего проката, например полосы или листа толщиной от 0,5 до 5 мм, расположенное после линии (100) прокатки и приспособления (11) для резки, из которого прокат поступает вдоль плоскости (14) подачи, в котором устройство для намотки содержит поворотный узел (12), поворачивающийся вокруг центральной оси (13) вращения, параллельной плоскости (14) подачи, два намоточных барабана (15а, 15b), установленных с возможностью...
Подземное частично погруженное устройство для намотки труб и способ намотки труб
Номер патента: 11779
Опубликовано: 30.06.2009
Авторы: Мэйман Крейг Энтони, Бейтман Айан Роджер
МПК: B29C 63/32
Метки: устройство, труб, способ, частично, намотки, подземное, погруженное
Формула / Реферат:
1. Способ облицовки подземного трубопровода при его нахождении в эксплуатации, когда по нему проходит жидкость, включающий размещение устройства для намотки труб в смотровом колодце, примыкающем к трубопроводу, который нужно облицовывать, причем указанное устройство имеет кольцевой корпус, через который течет жидкость, подачу в указанное устройство вниз в колодец удлиненной пластмассовой или пластмассовой композитной полосы, которая имеет...
Предыдущий патент: Матричная плита со сплошной поверхностью
Следующий патент: Строительная машина с выдвижной мачтой и способ эксплуатации такой машины
Случайный патент: Фармацевтическая композиция и способ лечения вич-инфекции