Композитная полоса, наматываемая с образованием спиральной трубы, и способ ее получения
Формула / Реферат
1. Композитная полоса, наматываемая с образованием спиральной трубы для транспортировки текучей среды и содержащая
удлиненную пластмассовую полосу, имеющую основание, нижняя сторона которого ограничивает внутреннюю поверхность, а верхняя сторона ограничивает внешнюю поверхность, и по меньшей мере одно ребро, проходящее в продольном направлении и выступающее от внешней поверхности основания; и
удлиненную упрочняющую полосу, проходящую в продольном направлении и поддерживаемую в поперечном направлении ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, а указанная внутренняя поверхность основания образует непрерывную поверхность под упрочняющей полосой,
при этом при намотке спиральной трубы упрочняющая полоса упрочняет трубу для противодействия радиальной раздавливающей нагрузке, а указанная внутренняя поверхность основания отделяет упрочняющую полосу от текучей среды, находящейся в трубе.
2. Композитная полоса по п.1, в которой указанное отношение высоты к толщине составляет по меньшей мере четыре к одному.
3. Композитная полоса по любому из пп.1 или 2, в которой ребро ограничивает проходящую в продольном направлении щель, в которой удерживается упрочняющая полоса, которую в поперечном направлении поддерживают стенки щели.
4. Композитная полоса по п.3, в которой ребро имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к основанию.
5. Композитная полоса по п.4, в которой упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной пластмассовой полосы.
6. Композитная полоса по п.5, в которой упрочняющая полоса полностью герметизирована для предотвращения воздействия окружающей среды.
7. Композитная полоса по п.6, в которой пластмассовая полоса имеет группу проходящих в продольном направлении ребер, образующих щели и установленных с промежутками по ширине полосы, причем каждое ребро поддерживает удлиненную упрочняющую полосу.
8. Композитная полоса по любому из пп.1-7, в которой упрочняющая полоса изготовлена из металла.
9. Композитная полоса по п.8, в которой упрочняющая полоса изготовлена из стали.
10. Композитная полоса, наматываемая с образованием спиральной трубы и содержащая
удлиненную пластмассовую полосу, имеющую основание и проходящее в продольном направлении ребро, выступающее из основания;
удлиненную плоскую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию; и
плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы,
при этом при намотке спиральной трубы упрочняющая полоса упрочняет трубу для противодействия радиальной раздавливающей нагрузке, а тонкая пластина повышает номинальное давление трубы.
11. Композитная полоса по п.10, в которой ребро ограничивает проходящую в продольном направлении щель, в которой удерживается упрочняющая полоса, которую в поперечном направлении поддерживают стенки щели.
12. Композитная полоса по п.11, в которой ребро имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к плоской стороне.
13. Наматываемая по спирали композитная труба для транспортировки текучей среды, изготовляемая из композитной полосы, содержащей
удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы и нижняя сторона которого ограничивает внутреннюю поверхность, а верхняя сторона ограничивает внешнюю поверхность, и ребро, проходящее в продольном направлении и выступающее от внешней поверхности основания;
удлиненную металлическую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, а указанная внутренняя поверхность основания образует непрерывную поверхность под упрочняющей полосой,
при этом ориентация упрочняющей полосы по отношению к основанию остается, по существу, неизменной после намотки полосы для формирования трубы, а указанная внутренняя поверхность основания отделяет упрочняющую полосу от текучей среды, находящейся в трубе.
14. Труба по п.13, в которой упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной трубы.
15. Труба по одному из пп.13, 14, в которой упрочняющая полоса выполнена из металла.
16. Труба по п.15, в которой упрочняющая полоса выполнена из стали.
17. Наматываемая по спирали композитная труба, изготовляемая из композитной полосы, содержащей
удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы, и ребро, проходящее в продольном направлении и выступающее из основания;
удлиненную плоскую металлическую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, и
удлиненную плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы,
при этом ориентация упрочняющей полосы по отношению к основанию остается, по существу, неизменной после намотки полосы для формирования трубы.
18. Труба по п.17, в которой соседние витки слоя не склеены непосредственно вместе.
19. Труба по п.18, в которой упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной трубы.
20. Труба по любому из пп.17-19, в которой упрочняющая полоса выполнена из металла.
21. Наматываемая по спирали композитная труба, изготовляемая из композитной полосы, содержащей
удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы, и ребро, проходящее в продольном направлении и выступающее из основания;
удлиненную упрочняющую полосу, проходящую в продольном направлении и поддерживаемую в поперечном направлении ребром и
удлиненную плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы.
22. Труба по п.21, в которой соседние намотанные витки тонкой пластины трубы не склеены непосредственно вместе.
23. Способ изготовления наматываемой по спирали упрочненной сталью пластмассовой трубы, включающий
экструдирование пластмассового профиля, имеющего основание и проходящее в продольном направлении ребро, выступающее из основания;
введение в ребро удлиненной упрочняющей полосы с прямыми кромками, имеющей отношение высоты к толщине по меньшей мере три к одному и расположенной, по существу, перпендикулярно к основанию, благодаря чему создается прямая композитная полоса;
наматывание композитной полосы по спирали с обеспечением пластической деформации упрочняющей полосы; и
взаимное сцепление смежных кромок соседних витков полосы с образованием спиральной трубы.
24. Способ по п.23, в котором ребро изготовлено экструдированием с образованием проходящей в продольном направлении щели, форма которой дает возможность поддерживать упрочняющую полосу.
25. Способ по п.24, в котором ребро изготовлено экструдированием таким образом, что оно имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к основанию.
26. Способ по п.25, дополнительно включающий этап герметизации упрочняющей полосы.
27. Способ по п.26, в котором этапы экструдирования и введения осуществляют одновременно в экструзионной матрицх ё угловой головкой.
28. Способ изготовления наматываемой по спирали пластмассовой трубы, упрочненной сталью, включающий
экструдирование пластмассового профиля, имеющего основание и проходящее в продольном направлении ребро, выступающее из основания; и
введение в ребро удлиненной металлической упрочняющей полосы, которая имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, в результате чего создается композитная полоса;
приклеивание к основанию тонкой пластины, имеющей модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы;
наматывание композитной полосы по спирали; и
взаимное сцепление смежных кромок соседних витков полосы с образованием спиральной трубы.
29. Способ по п.28, в котором ребро изготовлено экструдированием с образованием проходящей в продольном направлении щели, форма которой дает возможность поддерживать упрочняющую полосу.
30. Способ по п.29, в котором ребро изготовлено экструдированием таким образом, что оно имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к основанию.
31. Способ по п.23, который между этапами введения и наматывания по спирали включает дополнительные этапы
направления прямой композитной полосы на барабан, имеющий ступицу, вращающуюся вокруг, по существу, горизонтальной оси, причем основание полосы обращено к нижней стороне ступицы;
приведения барабана в движение для подтягивания к нему прямой композитной полосы и наматывания ее вокруг ступицы барабана с его нижней стороны;
транспортировки барабана на строительную площадку; и
разматывания полосы с барабана.
32. Способ по п.28, который между этапами приклеивания и наматывания по спирали включает дополнительные этапы
направления прямой композитной полосы на барабан, имеющий ступицу, вращающуюся вокруг, по существу, горизонтальной оси, причем основание полосы обращено к нижней стороне ступицы;
приведение барабана в движение для подтягивания к нему прямой композитной полосы и наматывания ее вокруг ступицы барабана с его нижней стороны;
транспортировки барабана на строительную площадку; и
разматывания полосы с барабана.

Текст
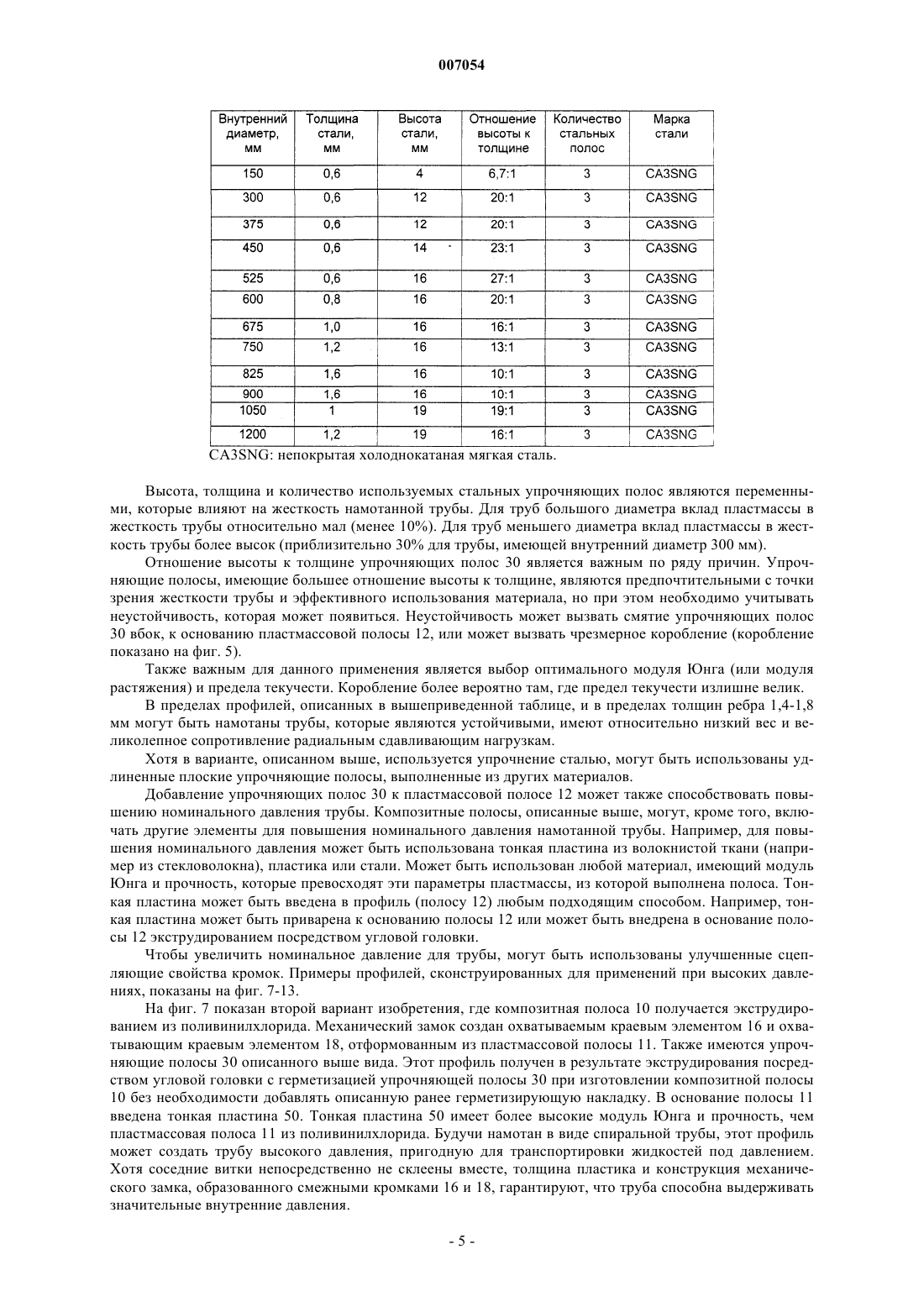
007054 Область изобретения Это изобретение относится к усовершенствованиям в упрочненных ребристых конструкциях, и, в частности, к упрочненным наматываемым по спирали трубам, изготавливаемым из композитных материалов. Предпосылки изобретения Известно, что пластмассовые трубы можно изготавливать путем наматывания по спирали при комнатной или повышенной температуре, когда пластмасса становится более гибкой, пластмассовой полосы,имеющей ряд выступающих ребер, проходящих вдоль полосы и отделенных друг от друга промежутками. Этот вид наматываемой по спирали трубы уже хорошо известен в производстве труб и описан в патентах заявителя, относящихся как к конструкции пластмассовой полосы, так и к конструкции машины,посредством которой трубы изготовляются из таких полос. Для того, чтобы эти трубы могли работать высокоэффективно и имели необходимую степень прочности, толщина стенки пластмассовой полосы, так же как и толщина ребер, должна быть весьма существенной. В альтернативном случае изготовленные трубы могут быть усилены упрочняющими или армирующими элементами. В тех случаях, когда упрочненные трубы зарывают в траншею или они подвергаются сильным нагрузкам со стороны земли, прочность труб особенно важна. Патент Австралии 607431, выданный заявителю, описывает способ изготовления упрочненной пластмассовой трубы, в котором используется упрочняющий элемент, помещенный между ребрами таким образом, что у изготовленной трубы существенно возрастает сопротивление изгибу. Упрочняющий элемент содержит металлический элемент, имеющий U-образный профиль поперечного сечения, причем свободные концы упрочняющего элемента выполнены с возможностью сцепляться с расположенными ниже противолежащими конструкциями кромок пары соседних ребер, фиксируя металлическую полосу в положении между ребрами и, в свою очередь, увеличивая жесткость ребер и изготовленной трубы. Патент Австралии 661047, выданный заявителю, описывает усовершенствование изобретения по указанному выше патенту Австралии 607431. Усовершенствование достигается использованием упрочняющего элемента, имеющего центральную часть с поперечным сечением в форме перевернутой буквы U или V, радиальная высота которого превышает высоту ребер, благодаря чему эффективный внешний диаметр композитной трубы существенно возрастает. Благодаря этому получается более жесткая труба. Известные наматываемые по спирали композитные трубы получают в многоэтапном процессе. Пластмассовое тело изготавливается экструдированием и затем наматывается по спирали, образуя трубу. Удлиненные стальные упрочняющие элементы прокатываются отдельно с получением обеспечивающего требуемую жесткость профиля (например, упомянутого выше U- или V-образного профиля). Образованный прокаткой стальной профиль затем прокатывается до радиуса, близкого к радиусу винтообразно наматываемого пластмассового тела. И, наконец, упрочняющий элемент или элементы нужного профиля и радиуса наматываются на внешнюю сторону пластмассовой трубы, образуя композитную трубу требуемой жесткости. При использовании упрочняющих элементов, описанных в патентах Австралии 607431 и 661047, этап прокатки стального упрочняющего элемента до радиуса, близкого к радиусу пластмассовой трубы, включает создание напряжения в стальном упрочняющем элементе сверх его предела упругости. Это требует приложения значительной силы во время процесса прокатки. В отличие от этого, благодаря свойствам пластмассы, намотка экструдированного пластмассового профиля в спиральную трубу требует гораздо меньшего усилия. Цель данного изобретения состоит во внесении некоторых усовершенствований, помимо тех, которые описаны в вышеупомянутых патентах 607431 и 661047, в упрочненные, наматываемые по спирали пластмассовые трубы, которые эффективно повышают жесткость труб посредством упрочняющих элементов, образованных из пластмассы и/или металла, для создания композитной конструкции из пластмассы и металла. Другая цель изобретения состоит в создании усовершенствованной композитной полосы, которую можно наматывать, формируя спиральную трубу, без необходимости добавления упрочняющего элемента во время или после процесса намотки трубы. Также целью изобретения является создание способа изготовления такой композитной полосы. Еще одной целью данного изобретения является создание способа изготовления наматываемой по спирали трубы, который устраняет необходимость предварительной прокатки упрочняющего элемента перед тем, как он вводится в пластмассовое тело полосы. Еще одной целью данного изобретения является создание наматываемой по спирали пластмассовой трубы, образованной из двух или более материалов, имеющих различные характеристики, в результате чего изготовленная труба имеет улучшенные свойства и может производиться при относительно низкой стоимости.-1 007054 Еще одной целью данного изобретения является создание наматываемой по спирали пластмассовой трубы с высоким номинальным давлением, т.е. трубы, способной выдерживать высокое внутреннее давление без разрушения. Сущность изобретения Согласно первому аспекту изобретения предлагается композитная полоса, наматываемая с образованием спиральной трубы и содержащая удлиненную пластмассовую полосу, имеющую основание и по меньшей мере одно ребро, выступающее из основания и проходящее в продольном направлении; и удлиненную упрочняющую полосу, проходящую в продольном направлении и поддерживаемую в поперечном направлении ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию,при этом при намотке спиральной трубы упрочняющая полоса упрочняет трубу для противодействия радиальной раздавливающей нагрузке. Предпочтительней, если указанное отношение высоты к толщине составляет по меньшей мере четыре к одному. Предпочтительней, если ребро ограничивает проходящую в продольном направлении щель, в которой удерживается упрочняющая полоса, которую в поперечном направлении поддерживают стенки щели. Предпочтительней, если ребро имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к основанию. Предпочтительней, если упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной пластмассовой полосы. Предпочтительней, если упрочняющая полоса полностью герметизирована для предотвращения воздействия окружающей среды. Предпочтительней, если пластмассовая полоса имеет группу проходящих в продольном направлении ребер, образующих щели и установленных с промежутками по ширине полосы, причем каждое ребро поддерживает удлиненную упрочняющую полосу. Композитная полоса может включать различные материалы, однако, предпочтительней, если упрочняющая полоса изготовлена из металла. В частности, предпочтительней, если упрочняющая полоса изготовлена из стали. Согласно второму аспекту изобретения, предлагается композитная полоса, наматываемая с образованием спиральной трубы и содержащая удлиненную пластмассовую полосу, имеющую основание и проходящее в продольном направлении ребро, выступающее из основания; удлиненную плоскую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию; и плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы,при этом при намотке спиральной трубы упрочняющая полоса упрочняет трубу для противодействия радиальной раздавливающей нагрузке, а тонкая пластина повышает номинальное давление трубы. Предпочтительней, если указанное отношение высоты к толщине составляет по меньшей мере четыре к одному. Согласно третьему аспекту изобретения предлагается наматываемая по спирали композитная труба,изготовляемая из композитной полосы, содержащей удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы, и ребро, проходящее в продольном направлении и выступающее из основания; удлиненную металлическую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному, и расположена, по существу, перпендикулярно к плоской стороне основания,при этом ориентация упрочняющей полосы по отношению к основанию остается, по существу, неизменной после намотки полосы при формировании трубы. Предпочтительней, если указанное отношение высоты к толщине составляет по меньшей мере четыре к одному. Предпочтительней, если упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной трубы. Предпочтительней, если упрочняющая полоса выполнена из металла. Предпочтительней, если металл является сталью. Желательно, чтобы композитная полоса, кроме того, содержала плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность,превышающие эти параметры пластмассовой полосы.-2 007054 Согласно четвертому аспекту изобретения предлагается способ изготовления наматываемой по спирали упрочненной сталью пластмассовой трубы, включающий экструдирование пластмассового профиля, имеющего основание и проходящее в продольном направлении ребро, выступающее из основания; введение удлиненной прямой упрочняющей полосы так, что она проходит вдоль ребра и поддерживается им в поперечном направлении, причем металлическая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к плоской стороне основания, благодаря чему создается прямая композитная полоса; наматывание композитной полосы по спирали; и взаимное сцепление смежных кромок соседних витков полосы с образованием спиральной трубы. Предпочтительней, если ребро изготавливается экструдированием с образованием проходящей в продольном направлении щели, форма которой дает возможность размещать и поддерживать упрочняющую полосу. Предпочтительней, если ребро изготавливается экструдированием таким образом, что оно имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных,по существу, перпендикулярно к плоской стороне. Предпочтительней, если способ дополнительно включает этап герметизации упрочняющей полосы. Предпочтительней, если этапы экструдирования и введения осуществляются одновременно в экструзионной матрице с угловой головкой. Согласно пятому аспекту изобретения предлагается способ изготовления наматываемой по спирали пластмассовой трубы, упрочненной сталью, включающий экструдирование пластмассового профиля, имеющего основание и проходящее в продольном направлении ребро, выступающее из основания; и введение в ребро удлиненной металлической упрочняющей полосы, которая имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, в результате чего создается композитная полоса; приклеивание к плоской стороне основания тонкой пластины, имеющей модуль Юнга и прочность,превышающие эти параметры пластмассовой полосы; наматывание композитной полосы по спирали; и взаимное сцепление смежных кромок соседних витков полосы с образованием спиральной трубы. Предпочтительней, если между этапами приклеивания и наматывания по спирали способ включает дополнительные этапы направления прямой композитной полосы на барабан, имеющий ступицу, вращающуюся вокруг, по существу, горизонтальной оси, причем основание полосы обращено к нижней стороне ступицы; приведения барабана в движение для подтягивания к нему прямой композитной полосы и наматывания ее вокруг ступицы барабана с его нижней стороны; транспортировки барабана на строительную площадку; и разматывания полосы с барабана. Подробное описание предпочтительных вариантов изобретения Некоторые предпочтительные варианты изобретения представлены на сопровождающих чертежах,где фиг. 1 показывает поперечный разрез композитной полосы согласно первому варианту изобретения; фиг. 2 показывает в разобранном виде полосу на фиг. 1; фиг. 3 является аксонометрическим видом композитной полосы, показанной на фиг. 1; фиг. 4 является аксонометрическим видом спирально намотанной композитной трубы, полученной из профиля, показанного на фиг. 1 и 3; фиг. 5 показывает частичный разрез трубы, показанной на фиг. 4, на котором виден упрочняющий элемент; фиг. 6 является аксонометрическим видом, показывающим упрочняющий элемент, введенный в профиль; фиг. 7 показывает поперечное сечение композитной полосы, согласно второму варианту изобретения; фиг. 8 показывает поперечное сечение смежных витков композитной полосы согласно третьему варианту изобретения; фиг. 9 показывает поперечное сечение композитной полосы согласно четвертому варианту изобретения; фиг. 10 показывает поперечное сечение композитной полосы согласно пятому варианту изобретения; фиг. 11 показывает поперечное сечение композитной полосы согласно шестому варианту изобретения;-3 007054 фиг. 12 показывает поперечное сечение композитной полосы согласно седьмому варианту изобретения; фиг. 13 показывает поперечное сечение композитной полосы согласно восьмому варианту изобретения; фиг. 14 показывает аксонометрический вид приводного устройства барабана для использования с вариантом изобретения. На фиг. 1 и 2 показана удлиненная композитная полоса 10, которую можно наматывать для получения спиральной трубы. Композитная полоса 10 содержит удлиненную пластмассовую полосу 11 и удлиненную металлическую упрочняющую полосу 30. Пластмассой, используемой для этого варианта изобретения, является полиэтилен, хотя могут быть использованы другие подходящие пластики. Пластмассовая полоса 11 имеет основание 12 с по существу плоской стороной 14. Из основания 12 выступают наружу проходящие в продольном направлении ребра 20. В этом варианте каждое ребро 20 имеет пару параллельных стенок 22 и 24, которые проходят в продольном направлении основания 12, ограничивая проходящую в продольном направлении щель 23. Щель 23 имеет размеры и форму, позволяющие поместить в нее с плотным прилеганием упрочняющую полосу 30, как хорошо показано на фиг. 2. Чтобы заполнить промежуток между верхними концами стенок 22 и 24 ребер, и тем самым герметизировать упрочняющую полосу 30, устанавливается накладка 40 из пластмассы. Это предотвращает воздействие окружающей среды на упрочняющую полосу и, таким образом, способствует предупреждению коррозии. В первом варианте изобретения имеется группа из трех проходящих в продольном направлении ребер 20, отделенных друг от друга промежутками по ширине полосы. Каждое ребро 20 поддерживает соответствующую удлиненную плоскую металлическую упрочняющую полосу 30. В других вариантах изобретения может быть использовано больше или меньше ребер и упрочняющих полос. Ребра 20, которые поддерживают удлиненные металлические упрочняющие полосы 30, не обязательно должны быть непрерывными. Ребра 20 могут иметь любую форму при условии, что они поддерживают вертикально расположенные упрочняющие полосы 30. На фиг. 4 показана спирально намотанная композитная труба, изготовленная посредством спиральной намотки композитной полосы, показанной на фиг. 1, 2 и 3. Соединение между прилегающими кромками 18 и 16 соседних витков полосы хорошо видно в поперечном сечении на фиг. 1. При сравнении фиг. 1 и 4 видно, что расположение упрочняющих полос 30 по отношению к плоской стороне 14 основания 12 остается по существу неизменным после намотки полосы для создания трубы. Ребра 20 обеспечивают поддержку для упрочняющих полос 30, в особенности, во время намотки полосы 10. Во время намотки полосы 10 для создания спиральной трубы упрочняющие полосы 30 изгибаются вокруг оси, по существу, поперечной к полосе 10. Это вызывает пластическую деформацию упрочняющих полос 30. Ребра 20 способствуют предотвращению продольного изгиба упрочняющих полос 30 в сторону и к основания пластмассовой полосы 12. Фиг. 5 показывает дугообразную часть упрочняющего элемента после того, как он был согнут для наматывания трубы, показанной на фиг. 4. Показаны небольшие области коробления 32. Важно, чтобы эти области либо отсутствовали, либо были относительно малы. Если присутствует чрезмерное коробление, то способность трубы выдерживать радиальные раздавливающие нагрузки находится под угрозой. Важно также свести к минимуму массу профиля, сохраняя в то же время рабочие характеристики,чтобы обеспечить минимальные затраты на материалы. Размеры и формы пластмассовой полосы 12 и удлиненных металлических упрочняющих полос 30 могут изменяться, чтобы соответствовать диаметру наматываемой трубы. Приведенная ниже таблица показывает область конфигураций, подходящих для труб с внутренним диаметром от 300 до 600 мм.CA3SNG: непокрытая холоднокатаная мягкая сталь. Высота, толщина и количество используемых стальных упрочняющих полос являются переменными, которые влияют на жесткость намотанной трубы. Для труб большого диаметра вклад пластмассы в жесткость трубы относительно мал (менее 10%). Для труб меньшего диаметра вклад пластмассы в жесткость трубы более высок (приблизительно 30% для трубы, имеющей внутренний диаметр 300 мм). Отношение высоты к толщине упрочняющих полос 30 является важным по ряду причин. Упрочняющие полосы, имеющие большее отношение высоты к толщине, являются предпочтительными с точки зрения жесткости трубы и эффективного использования материала, но при этом необходимо учитывать неустойчивость, которая может появиться. Неустойчивость может вызвать смятие упрочняющих полос 30 вбок, к основанию пластмассовой полосы 12, или может вызвать чрезмерное коробление (коробление показано на фиг. 5). Также важным для данного применения является выбор оптимального модуля Юнга (или модуля растяжения) и предела текучести. Коробление более вероятно там, где предел текучести излишне велик. В пределах профилей, описанных в вышеприведенной таблице, и в пределах толщин ребра 1,4-1,8 мм могут быть намотаны трубы, которые являются устойчивыми, имеют относительно низкий вес и великолепное сопротивление радиальным сдавливающим нагрузкам. Хотя в варианте, описанном выше, используется упрочнение сталью, могут быть использованы удлиненные плоские упрочняющие полосы, выполненные из других материалов. Добавление упрочняющих полос 30 к пластмассовой полосе 12 может также способствовать повышению номинального давления трубы. Композитные полосы, описанные выше, могут, кроме того, включать другие элементы для повышения номинального давления намотанной трубы. Например, для повышения номинального давления может быть использована тонкая пластина из волокнистой ткани (например из стекловолокна), пластика или стали. Может быть использован любой материал, имеющий модуль Юнга и прочность, которые превосходят эти параметры пластмассы, из которой выполнена полоса. Тонкая пластина может быть введена в профиль (полосу 12) любым подходящим способом. Например, тонкая пластина может быть приварена к основанию полосы 12 или может быть внедрена в основание полосы 12 экструдированием посредством угловой головки. Чтобы увеличить номинальное давление для трубы, могут быть использованы улучшенные сцепляющие свойства кромок. Примеры профилей, сконструированных для применений при высоких давлениях, показаны на фиг. 7-13. На фиг. 7 показан второй вариант изобретения, где композитная полоса 10 получается экструдированием из поливинилхлорида. Механический замок создан охватываемым краевым элементом 16 и охватывающим краевым элементом 18, отформованным из пластмассовой полосы 11. Также имеются упрочняющие полосы 30 описанного выше вида. Этот профиль получен в результате экструдирования посредством угловой головки с герметизацией упрочняющей полосы 30 при изготовлении композитной полосы 10 без необходимости добавлять описанную ранее герметизирующую накладку. В основание полосы 11 введена тонкая пластина 50. Тонкая пластина 50 имеет более высокие модуль Юнга и прочность, чем пластмассовая полоса 11 из поливинилхлорида. Будучи намотан в виде спиральной трубы, этот профиль может создать трубу высокого давления, пригодную для транспортировки жидкостей под давлением. Хотя соседние витки непосредственно не склеены вместе, толщина пластика и конструкция механического замка, образованного смежными кромками 16 и 18, гарантируют, что труба способна выдерживать значительные внутренние давления.-5 007054 Фиг. 8 показывает поперечное сечение двух смежных витков композитной полосы 10 согласно третьему варианту изобретения. Эта композитная полоса 10 содержит экструдированную из полиэтилена полосу 11, имеющую три ребра 20, выступающих из основания 12, причем каждое ребро 20 поддерживает упрочняющую полосу 30. Имеется и четвертое ребро 21, поддерживающее четвертый упрочняющий элемент 31. Помещение четвертого ребра 21 и упрочняющей полосы 31 на краю профиля служит упрочнению намотанной трубы вдоль промежутка между тонкими пластинами смежных витков. Этот промежуток 54 показан на фиг. 8. Посредством упрочнения, создаваемого сверху замка между смежными витками композитной полосы и над областью, где прерывается тонкая пластина, может быть создана труба, способная выдержать высокое давление. Четвертый вариант изобретения показан на фиг. 9. Этот вариант изобретения подобен третьему варианту, за исключением того, что вместо создания дополнительного ребра и упрочняющего элемента над областью соединения охватывающая часть замка имеет толстую стенку, чтобы обеспечить способность выдерживать давление там, где тонкая пластина прерывается. Пятый вариант изобретения показан на фиг. 10, где между соседними витками не используются дополнительные элементы, чтобы покрыть область, в которой тонкие пластины прерываются. На фиг. 11 показан шестой вариант изобретения. В этом варианте изобретения, как показано, к краевой части профиля приварена дополнительная тонкая пластина. На фиг. 12 показан седьмой вариант изобретения. Этот вариант изобретения слегка отличается от вышеописанного варианта тем, что дополнительная тонкая пластина 55 вставляется во время процесса наматывания трубы. Последний вариант изобретения показан на фиг. 13. В этом варианте изобретения непрерывная тонкая пластина либо получена в основании 12 профиля и крайних областях соединения экструдированием посредством угловой головки, либо приварена к основанию после экструдирования. Другие варианты изобретения могут иметь тонкую пластину, либо приклеенную к основанию полосы 12, либо внедренную в это основание. В качестве тонкой пластины или внутри нее могут быть использованы материалы, обладающие анизотропией. Например, могут быть использованы ориентированные полосы из пластмассовой пленки,которые являются прочными в продольном направлении и слабыми в поперечном направлении. Такие полосы могут улучшить "кольцевую" прочность намотанной трубы. Могут также быть использованы полосы пластмассовой пленки, которые являются прочными в поперечном направлении и слабыми в продольном направлении. В некоторых применениях желательно формировать тонкую пластину из двух (или более) тонких полос пластмассовой пленки, которые обладают прочностью во взаимно ортогональных направлениях, в результате чего получается композит высокой прочности во всех направлениях. Примеры подходящих материалов, обладающих анизотропией, включают сильно растянутые полиолефиновые листы. В таких листах значительная часть молекул ориентированы в одном направлении,что обеспечивает высокий модуль Юнга и предел текучести. В настоящее время наматываемые по спирали композитные трубы формируют в многошаговом процессе. Обычно пластмассовое тело экструдируют в заводских условиях и затем наматывают на барабан для транспортировки. Затем экструдированную полосу сматывают с барабана и пропускают через намоточную машину, которая также может быть расположена на заводе или, в альтернативном случае,может быть расположена на площадке, где требуется готовая труба. Наконец, на вновь намотанную трубу наматывают удлиненные стальные упрочняющие полосы. Во многих применениях, чтобы сформировать композитную трубу с требуемой жесткостью, стальные упрочняющие полосы, прежде чем они вводятся на внешнюю поверхность пластмассовой трубы, предварительно прокатывают по радиусу, близкому к радиусу намотанного по спирали пластмассового тела. Предварительный изгиб упрочняющей полосы требуется тогда, когда упрочняющие элементы имеют высокую степень жесткости относительно соответствующей оси изгиба. Процесс образования спиральной трубы из профиля, описанного выше со ссылкой на фиг. 1, 2, 3, 5 и 6 упрощен, так как упрочняющие элементы 30 вводятся в полосу на ранней стадии производства и перед намоткой трубы. Способ создания композитной полосы 10, наматываемой с образованием спиральной трубы, показан на фиг. 6. Экструдированием получают пластмассовую полосу 11, имеющую основание с, по существу, плоской стороной и группу параллельных, разделенных промежутками, проходящих в продольном направлении ребер 20, выступающих из основания 12. Затем в ребра 20 вводят удлиненные металлические упрочняющие полосы 30. Упрочняющая полоса 30 имеет соотношение высоты и толщины, равное по меньшей мере четырем к одному, и направлена, по существу, перпендикулярно к плоской стороне 14 основания 12. Этап введения или вставки, описанный выше, происходит в то время, когда пластмассовая полоса лежит, по существу, плашмя. Упрочняющие полосы 30 вставляются прямыми, без предварительного из-6 007054 гибания. Наконец, накладки из пластмассы 40 (как показано на фиг. 1 и 2) выдавливаются на верхушки ребер 20 для герметизации упрочняющих полос 30. Еще один способ создания композитной полосы, наматываемой с образованием спиральной трубы,можно представить следующим образом. Пластмасса и стальная полоса вводятся в экструзионную матрицу с угловой головкой, где два материала объединяются в один композитный профиль, например композитную полосу, описанную выше и показанную на фиг. 3. Композитная полоса, образованная экструдированием посредством угловой головки, может слегка отличаться от описанного выше профиля тем,что не требуются накладки из пластмассы 40 (показанные на фиг. 1 и 2). Вместо этого экструзионная матрица с угловой головкой может быть выполнена так, что матрицу покидает стальная полоса, полностью герметизированная пластмассой. После изготовления композитной упрочненной полосы из нее можно непосредственно наматывать спиральную трубу, например показанную на фиг. 4, или, в альтернативном случае, полосу можно намотать на барабан для последующего использования. Возможность наматывать композитный профиль на барабан для транспортировки дает ряд преимуществ. Например, отдельный барабан может быть доставлен на площадку и расположен рядом с трубонамоточной машиной, расположенной там, где требуется готовая труба. Композитная труба может затем быть спирально намотана за одну операцию, без необходимости в большом количестве специального оборудования. Чтобы можно было наматывать на барабан прямую композитную полосу 12 без коробления стальных упрочняющих полос 30, было необходимо создать новый способ наматывания на барабан. Существующие обычные способы наматывания на барабан создают для полосы путь, на котором полосу перегибают и выпрямляют перед тем, как полоса поступает на ступицу барабана. Барабан вращается вокруг горизонтальной оси, а полоса подается к верхней стороне барабана. Для пластмассовых полос без стали этот способ является удовлетворительным. Однако, когда в полосе имеется упрочнение из стали, этот способ непригоден, так как он вызывает коробление упрочняющего стального элемента 30. Фиг. 14 показывает приводное устройство 100 барабана, разработанное для намотки усиленной сталью композитной полосы 10. Барабан 101 удерживается так, что происходит его вращение вокруг горизонтальной оси 102. Чтобы распределить полосу 10 по ширине ступицы барабана, предусмотрено направляющее устройство 110 для полосы. Бесконечный пневматический цилиндр 114, передвигающийся по стержню 112, передвигает направляющее устройство 110 для полосы взад и вперед. Способ наматывания на барабан, разработанный для стальной упрочняющей полосы и показанный на фиг. 14, создает путь для полосы, который минимизирует прикладываемую к полосе нагрузку, которая могла бы вызвать коробление. В этом устройстве полоса направляется на барабан 101 по прямолинейному пути к нижней или обратной стороне 103 барабана с ребрами, обращенными вниз, а, следовательно, с основанием 12, обращенным вверх, что позволяет полосе сгибаться в правильном направлении на барабане (ребра обращены наружу, как это имеет место в намотанной трубе). Способ управления скоростью вращения барабана 101, разработанный для этого нового способа,основывается на натяжении в полосе 10 (крутящий момент на моторе). Кроме изменения способов наматывания на барабан, необходимо выбрать оптимальный размер ступицы барабана, чтобы предотвратить коробление ребер во время процесса наматывания. Был испытан первоначальный размер ступицы 450 мм, который оказался подходящим для некоторых толщин стали; однако, когда сталь становится толще и выше, размер ступицы необходимо увеличить. Для полосы 10, изготовленной для труб до 750 мм в диаметре, требуются ступицы размером 1000 мм. Профили со второго до восьмого вариантов изобретения, показанные на фиг. 7-13, могут быть созданы с использованием способа, описанного выше для профиля первого варианта изобретения, показанного на фиг. 1-6. Тонкая пластина может быть введена на отдельном этапе, после экструдирования полосы. Хотя данное изобретение описано на основе предпочтительного варианта, чтобы облегчить лучшее понимание изобретения, следует иметь в виду, что могут быть выполнены различные модификации без отклонения от принципов изобретения. Поэтому, следует понимать, что изобретение включает все такие модификации. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Композитная полоса, наматываемая с образованием спиральной трубы для транспортировки текучей среды и содержащая удлиненную пластмассовую полосу, имеющую основание, нижняя сторона которого ограничивает внутреннюю поверхность, а верхняя сторона ограничивает внешнюю поверхность, и по меньшей мере одно ребро, проходящее в продольном направлении и выступающее от внешней поверхности основания; и-7 007054 удлиненную упрочняющую полосу, проходящую в продольном направлении и поддерживаемую в поперечном направлении ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, а указанная внутренняя поверхность основания образует непрерывную поверхность под упрочняющей полосой,при этом при намотке спиральной трубы упрочняющая полоса упрочняет трубу для противодействия радиальной раздавливающей нагрузке, а указанная внутренняя поверхность основания отделяет упрочняющую полосу от текучей среды, находящейся в трубе. 2. Композитная полоса по п.1, в которой указанное отношение высоты к толщине составляет по меньшей мере четыре к одному. 3. Композитная полоса по любому из пп.1 или 2, в которой ребро ограничивает проходящую в продольном направлении щель, в которой удерживается упрочняющая полоса, которую в поперечном направлении поддерживают стенки щели. 4. Композитная полоса по п.3, в которой ребро имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к основанию. 5. Композитная полоса по п.4, в которой упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной пластмассовой полосы. 6. Композитная полоса по п.5, в которой упрочняющая полоса полностью герметизирована для предотвращения воздействия окружающей среды. 7. Композитная полоса по п.6, в которой пластмассовая полоса имеет группу проходящих в продольном направлении ребер, образующих щели и установленных с промежутками по ширине полосы,причем каждое ребро поддерживает удлиненную упрочняющую полосу. 8. Композитная полоса по любому из пп.1-7, в которой упрочняющая полоса изготовлена из металла. 9. Композитная полоса по п.8, в которой упрочняющая полоса изготовлена из стали. 10. Композитная полоса, наматываемая с образованием спиральной трубы и содержащая удлиненную пластмассовую полосу, имеющую основание и проходящее в продольном направлении ребро, выступающее из основания; удлиненную плоскую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию; и плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы,при этом при намотке спиральной трубы упрочняющая полоса упрочняет трубу для противодействия радиальной раздавливающей нагрузке, а тонкая пластина повышает номинальное давление трубы. 11. Композитная полоса по п.10, в которой ребро ограничивает проходящую в продольном направлении щель, в которой удерживается упрочняющая полоса, которую в поперечном направлении поддерживают стенки щели. 12. Композитная полоса по п.11, в которой ребро имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных, по существу, перпендикулярно к плоской стороне. 13. Наматываемая по спирали композитная труба для транспортировки текучей среды, изготовляемая из композитной полосы, содержащей удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы и нижняя сторона которого ограничивает внутреннюю поверхность, а верхняя сторона ограничивает внешнюю поверхность, и ребро, проходящее в продольном направлении и выступающее от внешней поверхности основания; удлиненную металлическую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, а указанная внутренняя поверхность основания образует непрерывную поверхность под упрочняющей полосой,при этом ориентация упрочняющей полосы по отношению к основанию остается, по существу, неизменной после намотки полосы для формирования трубы, а указанная внутренняя поверхность основания отделяет упрочняющую полосу от текучей среды, находящейся в трубе. 14. Труба по п.13, в которой упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной трубы. 15. Труба по одному из пп.13, 14, в которой упрочняющая полоса выполнена из металла. 16. Труба по п.15, в которой упрочняющая полоса выполнена из стали. 17. Наматываемая по спирали композитная труба, изготовляемая из композитной полосы, содержащей удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы, и ребро, проходящее в продольном направлении и выступающее из основания;-8 007054 удлиненную плоскую металлическую упрочняющую полосу, проходящую в продольном направлении и поддерживаемую ребром, причем упрочняющая полоса имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, и удлиненную плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы,при этом ориентация упрочняющей полосы по отношению к основанию остается, по существу, неизменной после намотки полосы для формирования трубы. 18. Труба по п.17, в которой соседние витки слоя не склеены непосредственно вместе. 19. Труба по п.18, в которой упрочняющая полоса является непрерывной и имеет длину, одинаковую с длиной трубы. 20. Труба по любому из пп.17-19, в которой упрочняющая полоса выполнена из металла. 21. Наматываемая по спирали композитная труба, изготовляемая из композитной полосы, содержащей удлиненную пластмассовую полосу, имеющую основание, которое образует внутреннюю сторону намотанной трубы, и ребро, проходящее в продольном направлении и выступающее из основания; удлиненную упрочняющую полосу, проходящую в продольном направлении и поддерживаемую в поперечном направлении ребром и удлиненную плоскую тонкую пластину, проходящую в продольном направлении, приклеенную к основанию и имеющую модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы. 22. Труба по п.21, в которой соседние намотанные витки тонкой пластины трубы не склеены непосредственно вместе. 23. Способ изготовления наматываемой по спирали упрочненной сталью пластмассовой трубы,включающий экструдирование пластмассового профиля, имеющего основание и проходящее в продольном направлении ребро, выступающее из основания; введение в ребро удлиненной упрочняющей полосы с прямыми кромками, имеющей отношение высоты к толщине по меньшей мере три к одному и расположенной, по существу, перпендикулярно к основанию, благодаря чему создается прямая композитная полоса; наматывание композитной полосы по спирали с обеспечением пластической деформации упрочняющей полосы; и взаимное сцепление смежных кромок соседних витков полосы с образованием спиральной трубы. 24. Способ по п.23, в котором ребро изготовлено экструдированием с образованием проходящей в продольном направлении щели, форма которой дает возможность поддерживать упрочняющую полосу. 25. Способ по п.24, в котором ребро изготовлено экструдированием таким образом, что оно имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных,по существу, перпендикулярно к основанию. 26. Способ по п.25, дополнительно включающий этап герметизации упрочняющей полосы. 27. Способ по п.26, в котором этапы экструдирования и введения осуществляют одновременно в экструзионной матрице с угловой головкой. 28. Способ изготовления наматываемой по спирали пластмассовой трубы, упрочненной сталью,включающий экструдирование пластмассового профиля, имеющего основание и проходящее в продольном направлении ребро, выступающее из основания; и введение в ребро удлиненной металлической упрочняющей полосы, которая имеет отношение высоты к толщине по меньшей мере три к одному и расположена, по существу, перпендикулярно к основанию, в результате чего создается композитная полоса; приклеивание к основанию тонкой пластины, имеющей модуль Юнга и прочность, превышающие эти параметры пластмассовой полосы; наматывание композитной полосы по спирали; и взаимное сцепление смежных кромок соседних витков полосы с образованием спиральной трубы. 29. Способ по п.28, в котором ребро изготовлено экструдированием с образованием проходящей в продольном направлении щели, форма которой дает возможность поддерживать упрочняющую полосу. 30. Способ по п.29, в котором ребро изготовлено экструдированием таким образом, что оно имеет пару параллельных стенок, проходящих в продольном направлении вдоль основания и расположенных,по существу, перпендикулярно к основанию. 31. Способ по п.23, который между этапами введения и наматывания по спирали включает дополнительные этапы направления прямой композитной полосы на барабан, имеющий ступицу, вращающуюся вокруг, по существу, горизонтальной оси, причем основание полосы обращено к нижней стороне ступицы; приведения барабана в движение для подтягивания к нему прямой композитной полосы и наматывания ее вокруг ступицы барабана с его нижней стороны; транспортировки барабана на строительную площадку; и-9 007054 разматывания полосы с барабана. 32. Способ по п.28, который между этапами приклеивания и наматывания по спирали включает дополнительные этапы направления прямой композитной полосы на барабан, имеющий ступицу, вращающуюся вокруг, по существу, горизонтальной оси, причем основание полосы обращено к нижней стороне ступицы; приведение барабана в движение для подтягивания к нему прямой композитной полосы и наматывания ее вокруг ступицы барабана с его нижней стороны; транспортировки барабана на строительную площадку; и разматывания полосы с барабана.
МПК / Метки
МПК: B29C 63/32, F16L 9/16, B29C 53/78
Метки: трубы, спиральной, способ, образованием, наматываемая, получения, композитная, полоса
Код ссылки
<a href="https://eas.patents.su/13-7054-kompozitnaya-polosa-namatyvaemaya-s-obrazovaniem-spiralnojj-truby-i-sposob-ee-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Композитная полоса, наматываемая с образованием спиральной трубы, и способ ее получения</a>
Прокладочная шайба и композитная пленка для закрытия емкости
Номер патента: 3180
Опубликовано: 27.02.2003
Авторы: Вининг Хайнц-Рудольф, Тромбах Хорст
МПК: B65D 77/20
Метки: шайба, емкости, пленка, композитная, прокладочная, закрытия
Формула / Реферат:
1 .Композитная пленка для закрытия емкости с отверстием, ограниченным краем, состоящая из нескольких слоев, и между верхним слоем и лежащим под ним слоем, по крайней мере, на части поверхности помещен клеевой слой, характеризующаяся тем, что верхний слой композитной пленки имеет направленный наверх выступ. 2. Композитная пленка по п.1, характеризующаяся тем, что она состоит, по крайней мере, из трех слоев, где нижний слой является...
Дефлектор для спирального сепаратора и способ спиральной сепарации
Номер патента: 5731
Опубликовано: 30.06.2005
Автор: Палмер Марк Кеннет
МПК: B03B 5/52
Метки: способ, спирального, спиральной, дефлектор, сепарации, сепаратора
Формула / Реферат:
1. Дефлектор, выполненный с возможностью крепления к спиральному сепаратору и предназначенный для захвата и переадресации контролируемой порции текущего потока материала, проходящего через указанный спиральный сепаратор, включающий в себя средство крепления, предназначенное для крепления указанного дефлектора к указанному спиральному сепаратору; участок захвата с конфигурацией, обеспечивающей ему плавучесть и возможность захватывать порцию...
Способ лечения заболеваний, связанных с образованием конкрементов
Номер патента: 2999
Опубликовано: 26.12.2002
Авторы: Соломатова Анна Викторовна, Санников Юрий Петрович, Соломатова Галина Владимировна, Соломатова Мария Викторовна, Соломатов Виктор Геннадьевич
МПК: A61H 39/00
Метки: образованием, лечения, связанных, заболеваний, способ, конкрементов
Формула / Реферат:
1. Способ лечения заболеваний, связанных с образованием конкрементов, преимущественно при желчекаменной и мочекаменной болезнях, включающий воздействие на биологически активные точки и/или рефлексогенные зоны, отвечающие за физико-химическое состояние литогенного субстрата и/или усиление деятельности гладкой мускулатуры полостного органа, включая сфинктеры, отличающийся тем, что в качестве биологически активных точек и/или рефлексогенных зон,...
Способ лечения заболеваний, связанных с образованием конкрементов
Номер патента: 1750
Опубликовано: 27.08.2001
Авторы: Санников Юрий Петрович, Брижан Мария Валерьевна, Соломатов Виктор Геннадьевич, Бобренко Андрей Владимирович
МПК: A61H 39/00, A61H 39/08
Метки: заболеваний, связанных, конкрементов, образованием, лечения, способ
Формула / Реферат:
1. Способ лечения заболеваний, связанных с образованием конкрементов, включающий воздействие на биологически активные точки и/или рефлексогенные зоны, отвечающие за физико-химическое состояние литогенного субстрата и/или усиление деятельности гладкой мускулатуры полостного органа, включая сфинктеры, отличающийся тем, что в качестве биологически активных точек и/или рефлексогенных зон, ответственных за физико-химическое состояние литогенного...
Упрочненная труба из пластмассы и способ изготовления такой трубы
Номер патента: 4965
Опубликовано: 28.10.2004
Авторы: Матз Пьер, Деэнно Клод
МПК: F16L 9/12
Метки: способ, упрочненная, изготовления, пластмассы, труба, трубы
Формула / Реферат:
1. Многослойная упрочненная пластмассовая труба, состоящая из трубчатого стержня на основе полимерного состава, на который намотаны упрочняющие полосы, содержащие ориентированный полимерный состав, отличающаяся тем, что полосы выбирают из тех, которые удовлетворяют следующему соотношению: где IR - коэффициент сопротивления упрочняющей полосы, рассчитываемый следующим образом: где s представляет максимальное значение напряжения, полученного...
Предыдущий патент: Полимерная пробка и обкладка скважины и способы их использования
Следующий патент: Способ подвода дополнительного тепла в систему реакторов для превращения оксигенатов в олефины
Случайный патент: Система электромагнитной защиты