Способ и катализатор прямого окисления в серу h2s, содержащегося в газе
Номер патента: 1118
Опубликовано: 30.10.2000
Авторы: Леду Марк, Нугайред Жан, Савэн-Понсе Сабин, Фам Хуу Куонг, Келлер Николя, Крузе Клод
Формула / Реферат
1. Регенеративный способ прямого окисления в серу каталитическим путем Н2S, содержащегося в низкой концентрации в газе, предусматривающий приведение в контакт вышеупомянутого газа, содержащего Н2S, и газа, содержащего свободный кислород, в количестве, способном обеспечить молярное отношение О2:Н2S в диапазоне от 0,05 до 15, с катализатором селективного окисления Н2S в серу, который образован каталитически активной фазой, связанной с носителем из карбида кремния и состоящей из соединения, по меньшей мере, одного переходного металла, действуя при температурах ниже точки росы серы, образующейся в результате окисления Н2S, которая осаждается на катализаторе, затем катализатор окисления, наполненный серой, периодически подвергают регенерации путем продувки при помощи неокисляющего газа, действуя при температурах, составляющих от 200 до 500шС, для испарения серы, удерживаемой на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требующейся для нового осуществления окисления Н2S, осуществляя это охлаждение при помощи газа, имеющего температуру ниже 180ш С, отличающийся тем, что активная фаза катализатора содержит, по меньшей мере, один оксисульфид, по меньшей мере, одного металла, выбираемого среди никеля, железа, кобальта, меди, хрома, молибдена и вольфрама.
2. Способ по п.1, отличающийся тем, что реакцию окисления Н2S в серу осуществляют при температурах, составляющих от 30 до 180шС.
3. Способ по п.1, отличающийся тем, что реакцию окисления Н2S в серу осуществляют при температурах от 35 до 70шС и, в частности, от 40 до 65шС.
4. Способ по п.3, отличающийся тем, что газ, содержащий Н2S, приводят в контакт с катализатором окисления с температурой, составляющей от 35 до 70шС и, в частности, от 40 до 65шС, при этом вышеупомянутая температура ниже или равна температуре, выбираемой для реакции окисления Н2S в серу.
5. Способ по одному из пп.1-4, отличающийся тем, что регенерированный катализатор затем приводят в контакт при температурах ниже 250шС и в течение времени, составляющего от 0,2 до 3 ч, с кислородсодержащим газовым потоком, образованным инертным газом-носителем, содержащим по объему от 0,1 до 3% кислорода и от 0 до 50% воды для восстановления фазы оксисульфида металла катализатора.
6. Способ по одному из пп.1-5, отличающийся тем, что активная фаза, связанная с носителем из карбида кремния для образования катализатора окисления, состоит, по меньшей мере, из одного оксисульфида переходного металла, выбранного среди никеля, кобальта, железа и меди.
7. Способ по одному из пп.1-6, отличающийся тем, что носитель из карбида кремния катализатора окисления составляет, по меньшей мере, 40% и более конкретно, по меньшей мере, 50% от массы выше упомянутого катализатора.
8. Способ по одному из пп.1-7, отличающийся тем, что активная фаза катализатора окисления в расчете на массу металла составляет от 0,1 до 20%, более конкретно от 0,2 до 15% и более конкретно от 0,2 до 7% от массы катализатора.
9. Способ по одному из пп.1-8, отличающийся тем, что удельная поверхность катализатора, определенная методом БЭТ по адсорбции азота, принимает значения в интервале от 0,1 до 600 м2/г.
10. Способ по одному из пп.1-9, отличающийся тем, что газ, содержащий свободный кислород, используют в количестве, способном обеспечить молярное отношение О2:Н2S, изменяющееся в интервале от 0,1 до 10 и более конкретно от 0,1 до 4.
11. Способ по одному из пп.1-10, отличающийся тем, что время контакта газообразной реакционной среды с катализатором окисления в нормальных условиях давления и температуры достигает от 0,5 до 20 с и предпочтительно от 1 до 12 с.
12. Способ по одному из пп.1-11, отличающийся тем, что регенерацию катализатора окисления, наполненного серой, осуществляют при температурах, составляющих от 230 до 450шС.
13. Способ по одному из пп.1-12, отличающийся тем, что содержание Н2S в обрабатываемом газе составляет от 0,001 до 25 об.% и более конкретно от 0,01 до 20 об.%.
14. Способ по п.3, отличающийся тем, что обрабатываемый газ имеет температуру выше 70шС и содержит от 10 до 50 об.% воды, причем вышеупомянутый газ до приведения его в контакт с катализатором окисления Н2S в серу охлаждают до температуры, составляющей от 35 до 70шС и более конкретно от 40 до 65шС, выбранной для окисления, при этом часть этой воды конденсируется во время вышеупомянутого охлаждения и ее отделяют или не отделяют от охлажденного очищаемого газа перед контактированием этого последнего с катализатором окисления Н2S.
15. Способ по п.14, отличающийся тем, что охлаждение обрабатываемого газа проводят таким образом, что охлажденный газ имеет содержание водяного пара меньше, приблизительно 10 об.%, при этом сконденсировавшуюся воду отделяют от охлажденного газа перед контактированием последнего с катализатором окисления Н2S.
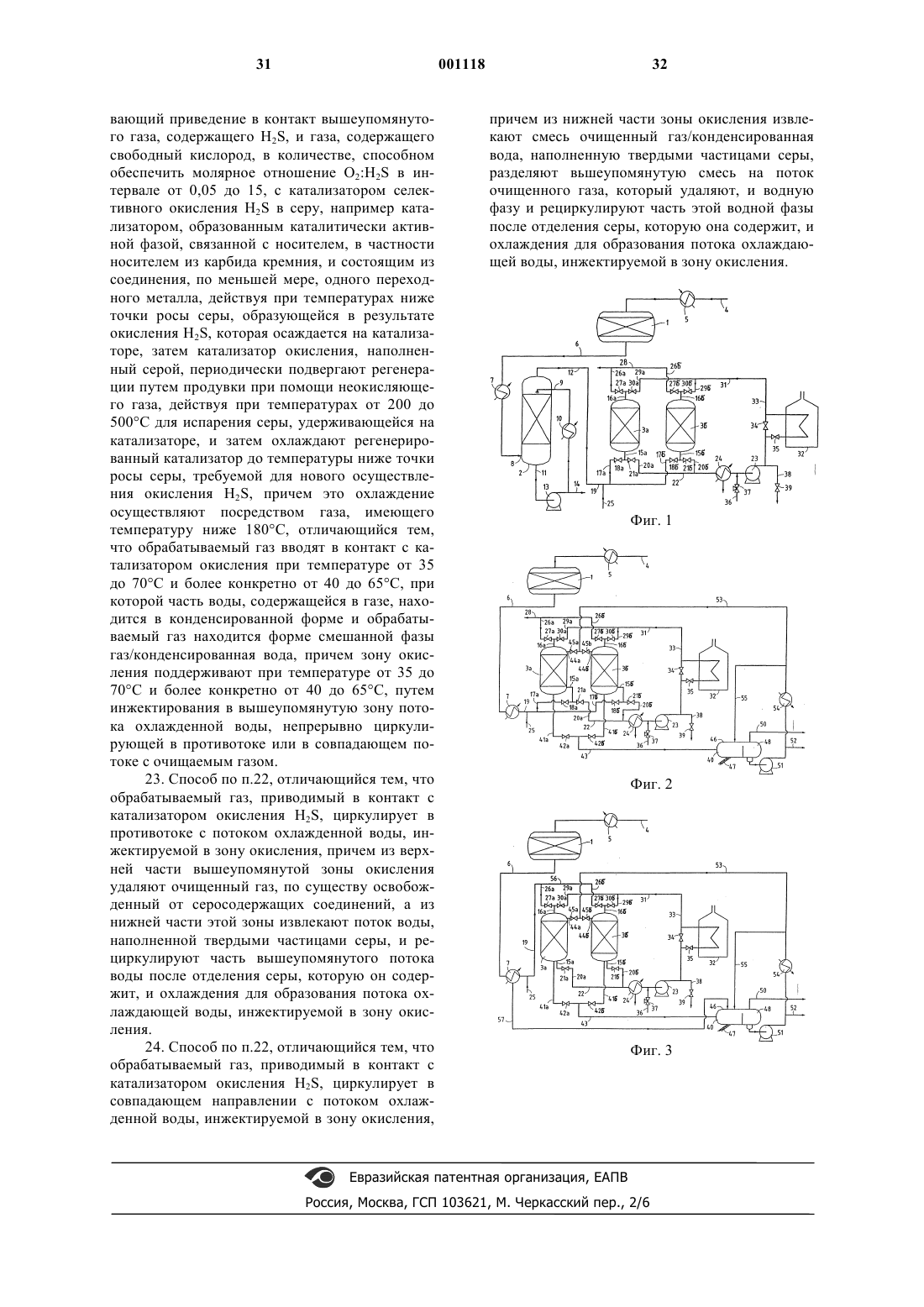
16. Способ по п.14, отличающийся тем, что воду, сконденсировавшуюся во время охлаждения обрабатываемого газа, не отделяют от охлажденного газа и смешанную фазу газ/конденсированная вода приводят в контакт с катализатором окисления Н2S, поддерживают температуру в зоне окисления на значении, выбранном в интервале от 35 до 70шС и, в частности, от 40 до 65шС, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующей в противотоке с обрабатываемым газом, из верхней части зоны окисления удаляют очищенный газ, по существу освобожденный от серосодержащих соединений, а из нижней части вышеупомянутой зоны извлекают поток воды, наполненной твердыми частицами серы, и рециркулируют часть вышеупомянутого потока воды после выделения серы, которую он содержит, и охлаждения, чтобы образовать поток охлаждающей воды, инжектируемой в зону окисления.
17. Способ по п.14, отличающийся тем, что воду, сконденсировавшуюся во время охлаждения обрабатываемого газа, не отделяют от охлажденного газа и смешанную фазу газ/конденсированная вода приводят в контакт с катализатором окисления Н2S, поддерживают температуру в зоне окисления на значении, выбранном в интервале от 35 до 70шС и, в частности, от 40 до 65шС, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующей в совпадающем потоке с обрабатываемым газом, из нижней части зоны окисления извлекают смесь очищенный газ/конденсированная вода, наполненную твердыми частицами серы, разделяют вышеупомянутую смесь на поток очищенного газа, который удаляют, и водную фазу и рециркулируют часть этой водной фазы после отделения серы, которую она содержит, и охлаждения для образования потока охлаждающей воды, инжектируемой в зону окисления.
18. Катализатор для прямого селективного каталитического окисления Н2S в серу, образованный каталитически активной фазой, связанной с носителем из карбида кремния и состоящей из соединения, по меньшей мере, одного переходного металла, причем носитель составляет, по меньшей мере, 40% и более конкретно, по меньшей мере, 50% от массы вышеупомянутого катализатора, отличающийся тем, что его активная фаза образована, по меньшей мере, одним оксисульфидом, по меньшей мере, одного металла, выбираемого среди никеля, железа, кобальта, меди, хрома, молибдена и вольфрама.
19. Катализатор по п.18, отличающийся тем, что активная фаза, связанная с носителем, состоит, по меньшей мере, из одного оксисульфида переходного металла, выбираемого среди никеля, кобальта, железа и меди.
20. Катализатор по п.18 или 19, отличающийся тем, что активная фаза катализатора окисления в расчете на массу металла составляет от 0,1 до 20%, более конкретно от 0,2 до 15%, в частности от 0,2 до 7% от массы катализатора.
21. Катализатор по одному из пп.18-20, отличающийся тем, что он обладает удельной поверхностью, определенной методом БЭТ по адсорбции азота, изменяющейся в интервале от 0,1 до 600 м2/г.
22. Регенеративный способ прямого окисления в серу каталитическим путем Н2S, содержащегося в низкой концентрации в газе, содержащем от 10 до 50 об.% воды, предусматривающий приведение в контакт вышеупомянутого газа, содержащего Н2S, и газа, содержащего свободный кислород, в количестве, способном обеспечить молярное отношение О2:Н2S в интервале от 0,05 до 15, с катализатором селективного окисления Н2S в серу, например катализатором, образованным каталитически активной фазой, связанной с носителем, в частности носителем из карбида кремния, и состоящим из соединения, по меньшей мере, одного переходного металла, действуя при температурах ниже точки росы серы, образующейся в результате окисления Н2S, которая осаждается на катализаторе, затем катализатор окисления, наполненный серой, периодически подвергают регенерации путем продувки при помощи неокисляющего газа, действуя при температурах от 200 до 500шС для испарения серы, удерживающейся на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требуемой для нового осуществления окисления Н2S, причем это охлаждение осуществляют посредством газа, имеющего температуру ниже 180шС, отличающийся тем, что обрабатываемый газ вводят в контакт с катализатором окисления при температуре от 35 до 70шС и более конкретно от 40 до 65шС, при которой часть воды, содержащейся в газе, находится в конденсированной форме и обрабатываемый газ находится форме смешанной фазы газ/конденсированная вода, причем зону окисления поддерживают при температуре от 35 до 70шС и более конкретно от 40 до 65шС, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующей в противотоке или в совпадающем потоке с очищаемым газом.
23. Способ по п.22, отличающийся тем, что обрабатываемый газ, приводимый в контакт с катализатором окисления Н2S, циркулирует в противотоке с потоком охлажденной воды, инжектируемой в зону окисления, причем из верхней части вышеупомянутой зоны окисления удаляют очищенный газ, по существу освобожденный от серосодержащих соединений, а из нижней части этой зоны извлекают поток воды, наполненной твердыми частицами серы, и рециркулируют часть вышеупомянутого потока воды после отделения серы, которую он содержит, и охлаждения для образования потока охлаждающей воды, инжектируемой в зону окисления.
24. Способ по п.22, отличающийся тем, что обрабатываемый газ, приводимый в контакт с катализатором окисления Н2S, циркулирует в совпадающем направлении с потоком охлажденной воды, инжектируемой в зону окисления, причем из нижней части зоны окисления извлекают смесь очищенный газ/конденсированная вода, наполненную твердыми частицами серы, разделяют вьшеупомянутую смесь на поток очищенного газа, который удаляют, и водную фазу и рециркулируют часть этой водной фазы после отделения серы, которую она содержит, и охлаждения для образования потока охлаждающей воды, инжектируемой в зону окисления.
Текст
1 Изобретение относится к каталитическому способу прямого окисления в серу при низкой температуре H2S, содержащегося в низкой концентрации в газе. Оно относится также к катализатору для осуществления этого способа. Для извлечения H2S, содержащегося в низкой концентрации, а именно в концентрации меньше 20 об.% и, более конкретно, составляющей от 0,001 до 20% и, в частности, изменяющейся от 0,001 до 10 об.%, в газах различного происхождения, можно прибегнуть именно к способам, осуществляющим прямое каталитическое окисление H2S в серу по реакцииH2S+1/2 О 2S+H2O. В таких способах очищаемый газ, содержащий H2S, в смеси с соответствующим количеством газа, содержащего свободный кислород, например, воздуха, кислорода или воздуха,обогащенного кислородом, подвергают контакту с катализатором окисления H2S в серу, осуществляя этот контакт либо при температурах выше точки росы образующейся серы, в этом случае образующаяся сера находится в виде пара в реакционной смеси, образующейся в результате реакции, либо при температурах ниже точки росы образующейся серы, в этом случае вышеупомянутая сера осаждается на катализатор, что вынуждает периодически регенерировать катализатор, наполненный серой, путем продувки при помощи неокисляющего газа,имеющего температуру от 200 до 500 С. В частности, окисление H2S в серу при температурах выше точки росы серы, то есть при температурах выше приблизительно 180 С,может быть осуществлено при контактировании с катализатором, состоящим из оксида титана(ЕР-А-0078690), из оксида титана, содержащего сульфат щелочно-земельного металла (WO-A8302068), из оксида титана, содержащего оксид никеля и, в случае необходимости, оксид алюминия (ЕР-А-0140045), из оксида, типа оксида титана, оксида циркония или оксида кремния в сочетании с одним или несколькими соединениями переходных металлов, выбираемых из Fe,Сu, Zn, Cd, Cr, Мо, W, Со и Ni, предпочтительноFe и, в случае необходимости, с одним или несколькими соединениями благородных металлов, выбираемых из Pd, Pt, Ir и Rh, предпочтительно Pd (FR-A-2511663), или еще из термостабилизированного оксида алюминия в сочетании с одним или несколькими соединениями переходных металлов, таких как вышеупомянутые, особенно Fe, и, в случае необходимости,одним или несколькими соединениями благородных металлов, выбираемых среди Pd, Pt, Ir иRh (FR-A-2540092). Что касается окисления H2S в серу, действуя при таких температурах, что образующаяся сера осаждается на катализатор, то оно может быть осуществлено при контактировании с катализатором, состоящим, например, из одного или нескольких соединений, таких как соли, 001118 2 оксиды или сульфиды переходных металлов,например Fe, Сu, Сr, Мо, W, V, Со, Ni, Аg и Мn,в сочетании с носителем типа активированного оксида алюминия, боксита, оксида кремния/оксида алюминия или цеолита (FR-A2277877). Можно также осуществить это окисление H2S с осаждением серы на катализатор при контактировании с катализатором, состоящим из каталитической фазы, выбираемой среди оксидов, солей или сульфидов металлов V,Мо, W, Ni и Со, связанной с носителем из активированного угля (FR-A-9302996 от 16.03.1993). Катализаторы, такие как вышеупомянутые,состоящие из каталитической фазы на основе,по меньшей мере, одного оксида, соли или сульфида переходного металла, связанной с носителем, состоящим по меньшей мере из одного материала, выбираемого среди оксида алюминия, оксида титана, оксида циркония, оксида кремния, цеолитов, смесей оксид кремния/оксид титана и активированного угля, которые используют для каталитического окисления H2S в серу, обладают вдобавок некоторыми недостатками при продолжительном использовании. В частности/ катализаторы, носитель которых изготовлен на основе оксида алюминия, способны изменяться во времени в результате сульфатирования. В том, что касается катализаторов, носитель которых состоит из активированного угля, то при их использовании должны быть предприняты меры предосторожности, чтобы избежать выгорания носителя. Кроме того, для этих разных катализаторов каталитическая фаза,пропитывающая носитель, имеет тенденцию мигрировать в решетку носителя, что делает трудным и часто даже невозможным извлечение металла каталитической фазы из использованного катализатора. Наконец, вышеупомянутые катализаторы имеют незначительную теплопроводность, что не позволяет осуществлять эффективный контроль температуры внутри каталитических слоев, их содержащих, за счет теплообмена с охлаждающей жидкостью. Чтобы устранить недостатки катализаторов вышеупомянутого типа, которые используют в процессах каталитического окисления H2S в серу, и таким образом получить способ получения серы с улучшенной селективностью, остающийся работоспособным в течение продолжительного времени, заявитель в FR-A-2727101 и в WO-A-9719019 предложил осуществлять прямое окисление H2S в серу при контактировании с катализатором, полученным на основе носителя из карбида кремния, связанного с каталитически активной фазой, содержащей, по меньшей мере, один переходный металл, в частности Ni, Co, Fe, Сu, Аg, Mn, Mo, Cr, Ti, W и V,в форме оксида или соли или/и в элементарном состоянии. В частности, в FR-A-2727101 и в WO-A9719019 описано осуществление способа прямого окисления H2S в серу при контактировании с 3 катализатором с носителем из карбида кремния,в котором вышеупомянутое окисление осуществляют при температурах ниже точки росы серы,образующейся при этом окислении, которая осаждается на катализатор, затем катализатор окисления, наполненный серой, периодически подвергают регенерации путем продувки при помощи неокисляющего газа, действуя при температурах, составляющих от 200 до 500 С и,предпочтительно, от 230 до 450 С, чтобы испарить серу, удерживаемую на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требующейся для нового осуществления окисленияH2S, это охлаждение осуществляют при помощи газа, имеющего температуру ниже 180 С. Продолжая эти исследования, заявитель обнаружил, что можно также улучшить десульфирующую активность и селективность превращения в серу катализатора с носителем из карбида кремния, используемого в вышеупомянутом регенеративном способе при температурах ниже точки росы образующейся серы, осуществляя окисление H2S в серу с активной фазой вышеупомянутого катализатора, которая содержит один или несколько оксисульфидов некоторых из переходных металлов, упомянутых выше, и которую в предпочтительной форме осуществления регенерируют при помощи особой обработки перед каждой новой стадией окисления H2S. Итак, предметом изобретения является регенеративный способ прямого каталитического окисления в серу H2S, содержащегося в низкой концентрации в газе, при этом вышеупомянутый способ относится к типу, в котором вышеупомянутый газ, содержащий H2S, и газ, содержащий свободный кислород в количестве, способном обеспечить молярное отношение О 2:H2S в диапазоне от 0,05 до 15, подвергают контактированию с катализатором селективного окисления H2S в серу, который образован каталитически активной фазой, связанной с носителем из карбида кремния и состоящей из соединения по меньшей мере одного переходного металла,действуя при температурах ниже точки росы серы, образующейся в результате окисленияH2S, которая осаждается на катализатор, затем катализатор окисления, наполненный серой,периодически подвергают регенерации путем продувки при помощи неокисляющего газа,действуя при температурах, составляющих от 200 до 500 С и, предпочтительно, от 230 до 450 С, чтобы испарить серу, удерживаемую на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требующейся для нового осуществления окисления H2S, осуществляя это охлаждение при помощи газа, имеющего температуру ниже 180 С, отличающийся тем, что активная фаза катализатора содержит, по меньшей мере,один оксисульфид, по меньшей мере, одного 4 металла, выбираемого среди никеля, железа,кобальта, меди, хрома, молибдена и вольфрама. Как указано выше, реакцию окисления H2S в серу осуществляют при температурах ниже точки росы образующейся серы и, более конкретно, между 30 и 180 С. Согласно предпочтительной форме осуществления, реакцию окисления H2S в серу осуществляют при температурах, заключенных между 35 и 70 С и, более конкретно, изменяющихся в интервале от 40 до 65 С. В этой предпочтительной форме осуществления газ, содержащий H2S, вводят в контакт с катализатором окисления с температурой, заключенной между 35 и 70 С и, более конкретно,между 40 до 65 С, при этом вышеупомянутая температура благоприятно ниже или равна температуре, выбираемой для реакции окисленияH2S в серу. Согласно другой предпочтительной форме осуществления, регенерированный катализатор затем контактируют при температурах ниже 250 С и в течение времени, составляющего от 0,2 до 3 ч, с кислородсодержащим газовым потоком,образованным инертным газомносителем, содержащим по объему от 0,1 до 3% кислорода и от 0 до 50% воды, чтобы восстановить фазу оксисульфида металла катализатора. Активная фаза катализатора окисления, в расчете на массу металла, наиболее часто составляет от 0,1 до 20%, более конкретно от 0,2 до 15% и, в частности, от 0,2 до 7% от массы вышеупомянутого катализатора. Носитель из карбида кремния составляет предпочтительно, по меньшей мере, 40% и более конкретно, по меньшей мере, 50% от массы катализатора окисления. Удельная поверхность катализатора окисления H2S в серу может изменяться в достаточно широких пределах сообразно условиям осуществления способа окисления. Преимущественно, вышеупомянутая удельная поверхность,определенная методом БЭТ по поглощению азота при температуре жидкого азота (стандарт NF Х 11-621), может составлять от 0,1 м 2/г до 600 м 2/г и более конкретно от 2 м 2/г до 300 м 2/г. Катализатор окисления на носителе из карбида кремния может быть приготовлен, действуя, например, следующим образом. Сначала осуществляют пропитку носителя, находящегося в форме порошка, таблеток, гранул, продуктов экструзии или других агломерированных формах, посредством раствора или золя желаемого металла или желаемых металлов в форме солей в таком растворителе как вода, затем сушат носитель, пропитанный таким образом, и высушенный продукт прокаливают при температурах, которые могут изменяться от 250 до 500 С, действуя в случае необходимости в инертной атмосфере. Прокаленный катализатор затем подвергают сульфированию путем контактирования с сульфирующим агентом, пред 5 ставляющим собой элементарную серу или газообразную смесь H2S и инертного газа, действуя при температурах, заключенных между 250 и 400 С, и в течение времени, достаточного для осуществления максимального сульфирования металла или металлов активной фазы катализатора. Чтобы получить фазу оксисульфида металла, сульфированный катализатор затем приводят в контакт при температурах ниже 250 С и особенно заключенных между 30 и 200 С, и в течение времени, составляющего от 0,2 до 3 ч и совершенно особенно от 0,5 до 2 ч, с кислородсодержащим газовым потоком, образованным инертным газом-носителем, содержащим по объему от 0,1 до 3%, преимущественно от 0,3 до 1,5% кислорода и от 0 до 50%, в частности от 0,5 до 30% воды. Количество элементарной серы, используемое для сульфирования прокаленного пропитанного носителя, составляет преимущественно небольшой избыток, например избыток, доходящий до 300 мол.% по отношению к стехиометрическому количеству, соответствующему максимальному сульфированию металла или металлов активной фазы катализатора. Продолжительность сульфирующей обработки элементарной серой составляет преимущественно от 0,5 до 4 ч. Газообразная смесь H2S и инертного газа, используемая в качестве сульфирующего агента, содержит предпочтительно от 0,2 до 30 об.% H2S. Продолжительность сульфирующей обработки газообразной смесью, содержащей H2S, составляет обычно от 0,5 до 15 ч. Карбид кремния, используемый для образования носителя катализатора окисления H2S в серу, может состоять из любого из известных карбидов кремния при условии, что он обладает требуемыми величинами удельной поверхности,а именно удельной поверхностью, определенной методом БЭТ по адсорбции азота, составляющей от 0,1 до 600 м 2/г. В частности, вышеупомянутый карбид кремния может быть получен по любому из способов, описанных в ссылках: ЕР-А-0313480US-A-4914070),ЕР-А 0440569, 0511919, 0543751 и 0543752. Газ, содержащий свободный кислород, используемый для окисления в серу H2S, содержащегося в обрабатываемом газе, обычно представляет собой воздух, хотя возможно применение чистого кислорода, воздуха, обогащенного кислородом, а также смесей в различных соотношениях кислорода и инертного газа, отличного от азота. Газ, содержащий свободный кислород и обрабатываемый газ, содержащий H2S, могут быть приведены в контакт с катализатором окисления раздельно. Однако, с целью получения очень однородной газообразной реакционной среды при контакте с катализатором, предпочтительно сначала смешать обрабатываемый газ, содержащий H2S, с газом, содержащим сво 001118 6 бодный кислород, и привести полученную таким образом смесь в контакт с катализатором окисления. Как указано выше, газ, содержащий свободный кислород, используют в количестве,способном обеспечить молярное отношениеO2:H2S в реакционной среде, приходящей в контакт с катализатором окисления H2S в серу, в диапазоне от 0,05 до 15, более конкретно от 0,1 до 10 и, в частности, от 0,1 до 4. Время контакта газообразной реакционной среды с катализатором окисления может изменяться от 0,5 до 20 с и предпочтительно от 1 до 12 с, причем эти величины даны для нормальных условий давления и температуры. Газ, содержащий H2S в низкой концентрации, который обрабатывают способом согласно изобретению, может быть различного происхождения. В частности, такой газ может быть природным газом с низким содержанием H2S или газом, образующимся при газификации каменного угля или тяжелых масел, и газом, образующимся в результате гидрирования остаточных газов, например остаточного газа установки для производства серы, содержащим серусодержащие соединения, такие как SO2, меркаптаны, COS, CS2, конвертируемые в H2S под действием водорода или водяного пара, или газом,образующимся в результате обработки в контакте с катализатором Клауса, способным осуществлять реакцию образования серы междуSO2 в молярном соотношении, большем чем 2:1,и такого, что вышеупомянутый образующийся газ всегда содержит H2S и не содержит или содержит очень мало SO2 в качестве серусодержащих соединений. Способ согласно изобретению может применяться для обработки газа,содержащего H2S в концентрации, составляющей от 0,001 до 25 об.% и, в частности, изменяющейся от 0,01 до 20 об.% Обрабатываемый газ может также содержать органические соединения серы, такие как меркаптаны, COS, CS2,общая концентрация которых может доходить до 1 об.% Используя способ согласно изобретению, можно очищать газы, содержащие H2S в концентрации свыше 25 об.%, однако, в этом случае предпочтительно используют обычные способы получения серы, предполагающие стадию термической реакции. Газ, содержащий H2S, который подвергают окислению в контакте с катализатором на носителе из карбида кремния, может быть свободным от воды или по существу свободным от воды или, напротив, содержать более или менее значительное количество воды. Так, согласно изобретению можно очищать газ, содержащийH2S, содержание воды в котором может изменяться от 0 об.% до приблизительно 50 об.% Благоприятно, особенно, когда активная фаза катализатора на носителе из карбида кремния представляет собой оксисульфид никеля, при 7 сутствие в обрабатываемом газе, содержащемH2S, количества воды, составляющего от 10 до 50 об.% и, в частности, от 15 до 30 об.%, позволяет существенно увеличить продолжительность времени, в течение которого эффективность катализатора сохраняется на оптимальном уровне. Если температура реакционной среды на выходе из окисления не в состоянии превзойти верхний предел интервала температур окисления, окисление H2S в серу может быть осуществлено адиабатически. В противном случае, тепло, выделяющееся в результате реакции окисления, отводят, подвергая катализатор охлаждению любым известным способом для поддержания температуры окисления на выбранном значении или в выбранном интервале. Можно, например, осуществить охлаждение при помощи холодной жидкости, циркулирующей в условиях прямого теплообмена с катализатором или в условиях косвенного теплообмена с вышеупомянутым катализатором внутри этого последнего. Можно также действовать, помещая катализатор в трубчатый реактор, образованный из труб, расположенных в паровой камере, например с катализатором, находящимся в трубах, и холодной жидкостью, циркулирующей между трубами и стенками паровой камеры или наоборот. Равным образом, каталитическое окисление можно осуществлять в реакторе с несколькими ярусами катализатора с охлаждением реакционной среды между последовательными ярусами катализатора путем косвенного теплообмена с холодной жидкостью, при этом теплообмен осуществляется внутри или снаружи реактора окисления. При осуществлении окисления при температурах, составляющих от 35 до 70 С и, более конкретно, изменяющихся в интервале от 40 до 65 С, когда газ, содержащий H2S, обрабатываемый согласно изобретению, находится при температурах выше 70 С, его, следовательно, надо охладить до температуры, выбранной в диапазоне от 35 до 70 С, перед тем, как приводить его в контакт с катализатором окисления H2S в серу. Если обрабатываемый газ содержит, кроме H2S,более или менее значительное количество воды,например составляющее от 10 до 50 об.%, более или менее значительная часть этой воды сконденсируется во время вышеупомянутого охлаждения и, в случае необходимости, может быть отделена от охлажденного очищаемого газа перед контактированием этого последнего с катализатором окисления. Согласно первому варианту осуществления, охлаждение очищаемого газа проводят таким образом, что содержание водяного пара в охлажденном газе меньше, приблизительно,10 об.%, при этом сконденсировавшуюся воду отделяют от охлажденного газа перед контактированием этого последнего с катализатором окисления H2S. 8 Согласно второму варианту осуществления воду, сконденсировавшуюся во время охлаждения очищаемого газа, не отделяют от охлажденного газа и приводят смешанную фазу газ/конденсированная вода в контакт с катализатором окисления H2S, поддерживают температуру в зоне окисления на величине, выбранной в интервале от 35 до 70 С и, в частности, изменяющейся в интервале от 40 до 65 С, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующего в противотоке с очищаемым газом, из верхней части зоны окисления отводят очищенный газ, по существу свободный от серосодержащих соединений, а из нижней части вышеупомянутой зоны отбирают поток воды, содержащей твердые частицы серы, и часть вышеупомянутого потока воды, после извлечения серы, которую она содержит, и охлаждения,рециркулируют, чтобы образовать поток охлаждающей воды, инжектируемой в зону окисления. Согласно третьему варианту осуществления, который представляет собой вариант второго варианта, воду, сконденсировавшуюся во время охлаждения очищаемого газа, не отделяют от охлажденного газа и приводят смешанную фазу газ/конденсированная вода в контакт с катализатором окисления H2S, поддерживают температуру в зоне окисления на величине, выбранной в интервале от 35 до 70 С и, в частности, изменяющейся в интервале от 40 до 65 С,путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующего в том же направлении, что и очищаемый газ, из нижней части зоны окисления извлекают смесь очищенный газ/конденсированная вода, содержащую твердые частицы серы, разделяют вышеупомянутую смесь на поток очищенного газа, который выводят, и водную фазу, и часть этой водной фазы после извлечения серы, которую она содержит, и охлаждения рециркулируют для образования потока охлаждающей воды, инжектируемой в зону окисления. Продувочный газ, используемый для регенерации катализатора, наполненного серой, может быть таким, как метан, азот, CO2 или смеси таких газов, или может еще состоять из части газового потока, выходящего со стадии окисления, или из части обрабатываемого газа. Продувочный газ, используемый для вышеупомянутой регенерации, может в известных случаях содержать некоторое количество газообразного соединения с восстановительными свойствами,такого как, например, H2, CO или H2S, по меньшей мере, в течение конечной фазы регенерации, то есть после испарения наибольшей части серы, осажденной на катализатор окисления. Осуществление реакции окисления согласно изобретению при температурах ниже точки росы образующейся серы может быть 9 реализовано в единой зоне окисления, содержащей катализатор окисления на носителе из карбида кремния, которая функционирует поочередно в фазе окисления и в фазе регенерация/охлаждение. Такое осуществление сохраняют, когда очищаемый газ содержит небольшое количество H2S и, благодаря этому, регенерация катализатора является не частой. Преимущественное осуществление каталитической реакции реализуют во множестве зон окисления, каждая из которых содержит катализатор окисления на носителе из карбида кремния, которые функционируют таким образом, что, по меньшей мере, одна из вышеупомянутых зон функционирует в фазе регенерация/охлаждение,в то время как другие зоны находятся в фазе каталитического окисления. Можно также действовать, имея одну или несколько зон в фазе реакции окисления, по меньшей мере, одну зону в фазе регенерации и, по меньшей мере, одну зону в фазе охлаждения. Газ, используемый для регенерации катализатора окисления, циркулирует, предпочтительно, по замкнутому контуру, начиная с зоны нагрева, последовательно проходя через каталитическую зону во время регенерации и зону охлаждения, в которой большая часть серы, присутствующей в вышеупомянутом газе, извлекается в результате конденсации для возвращения в зону нагрева. Разумеется, регенерирующий газ, равньм образом, может циркулировать в открытом контуре. Газ, используемый для охлаждения регенерированного катализатора окисления, является того же самого типа, что и газ, используемый для регенерации катализатора, наполненного серой. Цикл регенерирующего газа и охлаждающего газа могут быть независимыми один от другого. Однако, согласно способу осуществления, цикл регенерирующего газа, определенный выше, может, равным образом, содержать ответвление, соединяющее выход из его зоны охлаждения с входом зоны во время регенерации,обходя его зону нагрева, что позволяет миновать вышеупомянутую зону нагрева и таким образом использовать регенерирующий газ в качестве охлаждающего газа. Восстановление активной фазы катализатора после каждой регенерации катализатора,наполненного серой, осуществляют путем контактирования регенерированного катализатора при температурах ниже 250 С и, особенно, заключенных между 30 и 200 С, в течение времени, составляющего от 0,2 до 3 ч, и, более конкретно, от 0,5 до 2 ч, с кислородсодержащим газовым потоком, образованным инертным газом-носителем, содержащим по объему от 0,1 до 3%, в частности от 0,3 до 1,5% кислорода и от 0 до 50%, в частности, от 0,5 до 30% воды. Вышеупомянутое восстановление активной фазы оксисульфида регенерированного катализатора может быть осуществлено в конце охлаждения 10 регенерированного катализатора или во время охлаждения вышеупомянутого регенерированного катализатора. Другие преимущества и характеристики будут показаны при чтении приводимого ниже описания трех вариантов осуществления способа согласно изобретению, которые адаптированы для обработки остаточных газов заводов по производству серы и осуществлены в установках, схематически изображенных на фиг. 1-3 прилагаемого рисунка, при этом окисление H2S в серу осуществляется при температурах от 35 до 70 С. Фиг. 1 изображает установку, в которой окисление H2S в серу осуществляется в реакторе, функционирующем в адиабатическом режиме. Фиг. 2 и 3 изображают два варианта установки, в которой окисление H2S в серу осуществляется в реакторе, типа реактора со струйным течением жидкости в каталитическим слое (по английски "trickle bed"). На этих фигурах элементы, идентичные для одной и другой фигуры, помечены одними и теми же номерами. Установка, изображенная на фиг. 1, включает в себя реактор 1 гидрирования и гидролиза,промывочную колонну 2 и два реактора каталитического окисления 3 а и 3 б, при этом вышеупомянутые реакторы каталитического окисления смонтированы параллельно и каждый содержит слой катализатора окисления H2S в серу. Реактор 1 имеет, с одной стороны, трубопровод 4 для подачи обрабатываемого остаточного газа,образующегося на заводе по производству серы или в установке для обработки, например в установке SULFREEN, продуцирующей остаточный газ сравнимого состава, в который вмонтирован подогреватель 5, и, с другой стороны,трубопровод 6 для отвода газов, соединенный через косвенный теплообменник 7, работающий как холодильник, с входом 8, расположенным в нижней части промывочной колонны 2. Эта колонна содержит трубопровод для распыления воды 9, выходящий в ее верхнюю половину и в который вмонтирован холодильник 10, кроме того, в нижней части она имеет трубопровод 11 для откачки жидкости, а в верхней части трубопровод 12 для отвода газа. Трубопровод 11 соединен с всасывающим входом насоса 13, нагнетающий выход которого продолжается трубопроводом 14 для удаления жидкости, на котором трубопровод 9 смонтирован в виде ответвления. Реакторы каталитического окисления 3 а и 3 б снабжены первым трубопроводом, соответственно 15 а и 15 б, и вторым трубопроводом,соответственно 16 а и 16 б, расположенными по одну и по другую стороны каталитического слоя, находящегося в каждом из вышеупомянутых реакторов. Трубопровод 15 а реактора 3 а соединен, с одной стороны, трубопроводом 17 а, 11 снабженным вентилем 18 а, с трубопроводом 19,который сам соединен с трубопроводом 12, и, с другой стороны, трубопроводом 20 а, снабженным вентилем 21 а, с трубопроводом 22, который сам соединен с всасывающим отверстием воздуходувки 23 и на котором смонтирован конденсатор серы 24. Также, патрубок 15 б реактора 36 соединен, с одной стороны, трубопроводом 17 б, снабженным вентилем 18 б, с трубопроводом 19 ниже соединения трубопровода 17 а с вышеупомянутым трубопроводом 19 и, с другой стороны, трубопроводом 20 б, снабженным вентилем 21 б, с трубопроводом 22 в точке этого последнего, расположенной между трубопроводом 20 а и конденсатором серы 24. Выше его соединения с трубопроводом 17 а трубопровод 19 имеет ответвление в виде патрубка 25 для добавления газа, содержащего свободный кислород. Трубопровод 16 а реактора 3 а соединен, с одной стороны, трубопроводом 26 а, снабженным вентилем 27 а, с трубопроводом 28 для отвода очищенного остаточного газа в реактор сжигания, не изображенный, и оттуда в атмосферу и, с другой стороны, трубопроводом 29 а,снабженным вентилем 30 а, с трубопроводом 31,продолжающимся до нагнетающего отверстия воздуходувки 23. Трубопровод 31 имеет при себе нагреватель 32 и ответвление 33, которое снабжено вентилем 34 и позволяет миновать нагреватель, и, равным образом, оно содержит вентиль 35 между нагревателем и частью ответвления 33 выше этого последнего. Также,трубопровод 16 б реактора 3 б соединен трубопроводом 26 б, снабженным вентилем 27 б, с трубопроводом 28 для отвода очищенного остаточного газа и, с другой стороны, трубопроводом 29 б, снабженным вентилем 30 б, с трубопроводом 31 в точке этого последнего, расположенной между ответвлением 33 и трубопроводом 29 а. Трубопровод 36, снабженный вентилем 37 с регулируемым расходом, вмонтирован в ответвление на трубопроводе 22 между конденсатором серы 24 и воздуходувкой 23 и представляет собой трубопровод для подачи добавочного газа, в то время, как трубопровод 38,снабженный вентилем 39 с регулируемым расходом вмонтирован в ответвление на трубопроводе 31 между воздуходувкой 23 и соединением ответвления 33 с трубопроводом 31 выше вентиля 35 и представляет собой трубопровод для продувки. Установка, изображенная на фиг. 2, включает в себя реактор 1 гидрирования и гидролиза,два реактора каталитического окисления 3 а и 3 б, при этом вышеупомянутые реакторы каталитического окисления смонтированы параллельно и каждый содержит слой катализатора окисления H2S в серу и систему охлаждения путем инжектирования воды, имеющую в своем составе резервуар 40, выполняющий функции отстойника и сепаратора газ/жидкость. Реактор 12 1 имеет, с одной стороны, трубопровод 4 для подачи обрабатываемого остаточного газа, образующегося на заводе по производству серы или в установке для обработки, например, в установке SULFREEN, производящей остаточный газ сравнимого состава, в который вмонтирован подогреватель 5 и, с другой стороны, трубопровод 6 для отвода газов, соединенный с входом косвенного теплообменника 1, работающего как холодильник. Реакторы каталитического окисления 3 а и 3 б снабжены первьм трубопроводом, соответственно 15 а и 15 б, и вторым трубопроводом, соответственно 16 а и 16 б, расположенными по одну и по другую стороны каталитического слоя, находящегося в каждом из вышеупомянутых реакторов. Трубопровод 15 а реактора 3 а соединен, с одной стороны, трубопроводом 17 а,снабженным вентилем 18 а, с трубопроводом 19,который соединен с выходом косвенного теплообменника 7, и, с другой стороны, трубопроводом 20 а, снабженным вентилем 21 а, с трубопроводом 22, который сам соединен с всасывающим отверстием воздуходувки 23 и на котором смонтирован конденсатор серы 24. Также, патрубок 15 б реактора 36 соединен, с одной стороны, трубопроводом 17 б, снабженным вентилем 18 б, с трубопроводом 19 ниже соединения трубопровода 17 а с вышеупомянутым трубопроводом 19 и, с другой стороны, трубопроводом 20 б,снабженным вентилем 21 б, с трубопроводом 22 в точке этого последнего, расположенной между трубопроводом 20 а и конденсатором серы 24. Выше его соединения с трубопроводом 17 а трубопровод 19 имеет ответвление в виде патрубка 25 для добавления газа, содержащего свободный кислород. Трубопровод 16 а реактора 3 а соединен, с одной стороны, трубопроводом 26 а, снабженным вентилем 27 а, с трубопроводом 28 для отвода очищенного остаточного газа в реактор сжигания, не изображенный, и оттуда в атмосферу и, с другой стороны, трубопроводом 29 а,снабженным вентилем 30 а, с трубопроводом 31,продолжающимся до нагнетающего отверстия воздуходувки 23. Трубопровод 31 имеет при себе нагреватель 32 и ответвление 33, которое снабжено вентилем 34 и позволяет миновать нагреватель и, равным образом, оно содержит вентиль 35 между нагревателем и частью ответвления 33 выше этого последнего. Также,трубопровод 16 б реактора 3 б соединен трубопроводом 26 б, снабженным вентилем 27 б, с трубопроводом 28 для отвода очищенного остаточного газа и, с другой стороны, трубопроводом 29 б, снабженным вентилем 30 б, с трубопроводом 31 в точке этого последнего, расположенной между ответвлением 33 и трубопроводом 29 а. Трубопровод 36, снабженный вентилем 37 с регулируемым расходом, вмонтирован в ответвление на трубопроводе 22 между конденсатором серы 24 и воздуходувкой 23 и пред 13 ставляет собой трубопровод для подачи добавочного газа, в то время как трубопровод 38,снабженный вентилем 39 с регулируемым расходом, вмонтирован в ответвление на трубопроводе 31 между воздуходувкой 23 и соединением ответвления 33 с трубопроводом 31 выше вентиля 35 и представляет собой трубопровод для продувки. Равным образом, реакторы каталитического окисления 3 а и 3 б снабжены в нижней части трубопроводом для откачки, соответственно 41 а и 41 б, снабженным вентилем, соответственно 42 а и 42 б, который соединен трубопроводом 43 для удаления жидкости с входом резервуара 40,являющегося отстойником и сепаратором газ/жидкость, и в их верхней части трубопроводом для инжектирования жидкости, соответственно 44 а и 44 б, снабженным вентилем, соответственно 45 а и 45 б. Трубопровод для откачки и трубопровод для инжектирования жидкости,которыми оснащены каждый из реакторов каталитического окисления 3 а и 3 б, расположены одинаково по одну и по другую стороны каталитического слоя, находящегося в рассматриваемом реакторе. Резервуар 40 состоит из зоны 46 декантации, которая снабжена в ее нижней части системой 47 для извлечения твердых веществ, и зоны 48 разделения газ/жидкость, которая имеет в своей нижней части выход 49 для жидкостей и в своей верхней части выход 50 для газов. Выход 49 резервуара 40 соединен с всасывающим отверстием насоса 51, нагнетательный трубопровод которого продолжается трубопроводом для удаления жидкости 52. Трубопровод 53, который присоединен к ответвлению на трубопроводе 52 и в который вмонтирован косвенный теплообменник 54, функционирующий как холодильник, соединен с трубопроводом для инжектирования жидкости, соответственно 44 а и 44 б, которым снабжен каждый из реакторов каталитического окисления 3 а и 36. Трубопровод 55, присоединенный к ответвлению на трубопроводе 53 между теплообменником 54 и соединением трубопровода 53 с трубопроводами 44 а и 44 б, соединяет так же вышеупомянутый трубопровод 53 с зоной декантации 46 резервуара 40. Установка, изображенная на фиг. 3, включает в себя реактор 1 гидрирования и гидролиза,два реактора каталитического окисления 3 а и 3 б, при этом вышеупомянутые реакторы каталитического окисления смонтированы параллельно и каждый содержит слой катализатора окисления H2S в серу, и систему охлаждения путем инжектирования воды, имеющую в своем составе резервуар 40, выполняющий функции отстойника и сепаратора газ/жидкость. Реактор 1 имеет, с одной стороны, трубопровод 4 для подачи очищаемого остаточного газа, образующегося на заводе по производству серы или в установке для обработки, например, в установке 14 сравнимого состава, в который вмонтирован подогреватель 5 и, с другой стороны, трубопровод 6 для отвода газов, соединенный с входом косвенного теплообменника 7, работающего как холодильник. Реакторы каталитического окисления 3 а и 3 б снабжены первым трубопроводом, соответственно 15 а и 15 б, и вторым трубопроводом,соответственно 16 а и 16 б, расположенными по одну и по другую стороны каталитического слоя, находящегося в каждом из вышеупомянутых реакторов. Трубопровод 15 а реактора 3 а соединен трубопроводом 20 а, снабженным вентилем 21 а, с трубопроводом 22, который сам соединен с всасывающим отверстием воздуходувки 23 и на котором смонтирован конденсатор серы 24. Также, патрубок 15 б реактора 3 б соединен трубопроводом 20 б, снабженным вентилем 21 б, с трубопроводом 22 в точке этого последнего, расположенной между трубопроводом 20 а и конденсатором серы 24. Трубопровод 16 а реактора 3 а соединен, с одной стороны, трубопроводом 26 а, снабженным вентилем 27 а, с трубопроводом 56 для подачи газа и, с другой стороны, трубопроводом 29 а, снабженным вентилем 30 а, с трубопроводом 31, продолжающимся до нагнетающего отверстия воздуходувки 23. Трубопровод 31 имеет при себе нагреватель 32 и ответвление 33, которое снабжено вентилем 34 и позволяет миновать нагреватель, и, равным образом, оно содержит вентиль 35 между нагревателем и частью ответвления 33 выше этого последнего. Также,трубопровод 16 б реактора 3 б соединен трубопроводом 26 б, снабженным вентилем 27 б, с трубопроводом 56 для подачи газа и, с другой стороны, трубопроводом 29 б, снабженным вентилем 30 б, с трубопроводом 31 в точке этого последнего, расположенной между ответвлением 33 и трубопроводом 29 а. Трубопровод 36,снабженный вентилем 37 с регулируемым расходом, вмонтирован в ответвление на трубопроводе 22 между конденсатором серы 24 и воздуходувкой 23 и представляет собой трубопровод для подачи добавочного газа, в то время, как трубопровод 38, снабженный вентилем 39 с регулируемым расходом, вмонтирован в ответвление на трубопроводе 31 между воздуходувкой 23 и соединением ответвления 33 с трубопроводом 31 выше вентиля 35 и представляет собой трубопровод для продувки. Равным образом, реакторы каталитического окисления 3 а и 3 б снабжены в нижней части трубопроводом для откачки, соответственно 41 а и 41 б, снабженным вентилем, соответственно 42 а и 42 б, который соединен трубопроводом 43 для удаления жидкости с входом резервуара 40,являющегося отстойником и сепаратором газ/жидкость, и в их верхней части трубопроводом для инжектирования жидкости, соответственно 44 а и 44 б, снабженным вентилем, соответственно 45 а и 45 б. Трубопровод для откачки 15 и трубопровод для инжектирования жидкости,которыми оснащены каждый из реакторов каталитического окисления 3 а и 3 б, расположены одинаково по одну и по другую стороны каталитического слоя, находящегося в рассматриваемом реакторе. Резервуар 40 состоит из зоны 46 декантации, которая снабжена в ее нижней части системой 47 для извлечения твердых веществ, и зоны 48 разделения газ/жидкость, которая имеет в своей нижней части выход 49 для жидкостей и в своей верхней части выпускной трубопровод 50 для удаления очищенного остаточного газа в реактор сжигания, не изображенный, и оттуда в атмосферу. Выход 49 резервуара 40 соединен с всасывающим отверстием насоса 51, нагнетательный трубопровод которого продолжается трубопроводом для удаления жидкости 52. Трубопровод 53, который присоединен к ответвлению на трубопроводе 52 и в который вмонтирован косвенный теплообменник 54,функционирующий как холодильник, соединен с трубопроводом для инжектирования жидкости, соответственно 44 а и 44 б, которым снабжен каждый из реакторов каталитического окисления 3 а и 3 б. Трубопровод 55, присоединенный к ответвлению на трубопроводе 53 между теплообменником 54 и соединением трубопровода 53 с трубопроводами 44 а и 44 б, соединяет также вышеупомянутый трубопровод 53 с зоной декантации 46 резервуара 40. Трубопровод 56 для подачи газа соединен трубопроводом 19 с выходом теплообменника 7. Кроме того, вышеупомянутый теплообменник имеет выход для сконденсировавшихся жидкостей, который соединен трубопроводом 57 с зоной декантации 46 резервуара 40. Выше его соединения с трубопроводом 57 трубопровод 19 имеет ответвление в виде патрубка 25 для добавления газа, содержащего свободный кислород. Ход обработки остаточного газа в установках, которые были только что описаны, может быть схематически представлен следующим образом. Ссылаясь на установку фиг. 1, полагают,что реактор 3 а находится в фазе каталитического окисления, тогда как реактор 3 б находится в фазе регенерации, при этом вентили 18 а, 21 б,27 а, 30 б и 35 открыты, тогда как вентили 18 б,21 а, 27 б, 30 а и 34 закрыты. Остаточный газ, поступающий с завода по изготовлению серы по трубопроводу 4, проходит в теплообменник 5, в котором его доводят до температуры, требуемой для гидрирования,например между 200 и 400 С. Горячий остаточный газ, выходящий из вышеупомянутого теплообменника 5, проходит в реактор гидрирования и гидролиза, содержащий соответствующее количество катализатора, способного осуществлять гидрирование SO2 и элементарной серы вH2S, а также гидролиз соединений COS и CS2 вH2S, при этом вышеупомянутый катализатор является, например, катализатором на основе 16 кобальта и молибдена. Для получения более подробного описания осуществления фазы гидрирования и гидролиза серосодержащих соединений, присутствующих в остаточном газе,можно сослаться на сведения, содержащиеся вWO-A-94/21359. В реакторе 1 серосодержащие соединения, отличные от H2S, присутствующие в остаточном газе, практически полностью превращаются в H2S. Газообразный эфлюент, выходящий из реактора 1 через трубопровод 6,температура которого составляет, приблизительно, от 280 до 450 С, проходит затем в теплообменник 7 в целях охлаждения, прежде чем проникнуть в промывочную колонну 2 через отверстие 8. В этой колонне охлажденный гидрированный газообразный эфлюент промывают путем непрерывного диспергирования воды,осуществляемого через трубопровод 9, для конденсации наибольшей части водяного пара, который он содержит. Через трубопровод 11 отбирают поток воды, которую, после ответвления в трубопровод 9 части вышеупомянутого потока воды, которая требуется для осуществления,после охлаждения в теплообменнике 10, диспергирования воды, вводимой в промывочную колонну, откачивают при помощи насоса 13 и трубопровода 14 в хранилище кислых вод. В верхнюю часть промывочной колонны 2 выходит охлажденный газообразный эфлюент, содержащий приблизительно меньше 10 об.% водяного пара и имеющий температуру от 35 до 70 С, который после получения через трубопровод 25 контролируемого количества газа, содержащего свободный кислород, особенно воздуха, подают в реактор окисления 3 а через трубопроводы 12 и 19, трубопровод 17 а, через вентиль 18 а и трубопровод 15 а для осуществления окисления H2S в серу. В реакторе 3 а, который, как и реактор 3 б,содержит катализатор окисления H2S в серу согласно изобретению, H2S селективно окисляется в серу кислородом в контакте с катализатором окисления согласно реакции H2S+1/2 О 2S+Н 2 О. Окисление осуществляется адиабатически между 35 и 70 С и, в частности, в интервале от 40 до 65 С, при этом сера, образующаяся в результате окисления, осаждается на катализатор окисления. Через трубопровод 16 а из реактора 3 а выходит очищенный остаточный газ с предельно низким остаточным содержанием H2S,который по трубопроводу 26 а через вентиль 27 а направляют в выпускной трубопровод 28, подводящий вышеупомянутый очищенный остаточный газ к не изображенному реактору термического или каталитического сжигания. Поток неокисляющего продувочного газа направляется воздуходувкой 23 в трубопровод 31 через вентиль 35 и нагреватель 32, в котором этот газовый поток нагревается до температуры,применяемой для регенерации, которая обычно составляет от 200 до 500 С и, в частности, от 17 230 до 400 С. Поток нагретого газа, циркулирующего в трубопроводе 31, вводят в реактор 3 б по трубопроводу 29 б через вентиль 306 и трубопровод 16 б и продувают наполненный серой катализатор окисления, находящийся в вышеупомянутом реакторе. Поток продувочного газа,увлекающий испарившуюся серу, выходит из реактора 36 через трубопровод 15 б и проходит по трубопроводу 20 б через вентиль 21 б и трубопровод 22 до конденсатора серы 24, в котором большая часть серы выделяется в результате конденсации. На выходе из конденсатора серы 24 поток продувочного газа вновь захватывается воздуходувкой 23 и нагнетается в трубопровод 31, как указано выше. После продувки катализатора, находящегося в реакторе 3 б, продувочным газом, проходящим через нагреватель 32, в течение времени,достаточного для полного удаления серы, осажденной на катализатор, открывают вентиль 34 и закрывают вентиль 35 таким образом, чтобы миновать нагреватель 32 и понизить температуру продувочного газа, и продолжают продувку в течение соответствующего времени, чтобы охладить регенерированный катализатор, находящийся в реакторе 3 б, до надлежащей температуры, позволяющей контактировать катализатор с двухфазным потоком, проходящим по трубопроводу 19 ниже патрубка 25. Во время охлаждения регенерированного катализатора, когда температура вышеупомянутого катализатора достигает значений ниже 250 С и, в частности, заключенных между 30 С и 200 С, в продувочный газ по трубопроводу 36 через вентиль 37 вводят кислородсодержащий газовый поток, образованный инертным газомносителем, содержащим по объему, от 0,1 до 3%, в частности, от 0,3 до 1,5% кислорода и от 0 до 50%, в частности, от 0,5 до 30% воды, причем вышеупомянутый газ имеет температуру ниже 250 С и, в частности, составляющую от 30 до 200 С, и поддерживают инжектирование вышеупомянутого кислородсодержащего газового потока в течение времени, составляющего от 0,2 до 3 ч и, в частности, от 0,5 до 2 ч таким образом, чтобы восстановить активную фазу оксисульфида катализатора окисления. Когда вышеупомянутый катализатор будет охлажден до требуемой температуры и его активная фаза будет восстановлена, меняют функции, выполняемые реакторами 3 а и 3 б, то есть реактор 3 б переводят в фазу реакции окисления,а реактор 3 а в фазу регенерация/охлаждение. Для этого закрывают вентили 30 б и 21 б, затем открывают вентили 18 б и 27 б и потом закрывают вентили 18 а и 27 а, в результате чего реактор 3 б переходит в фазу реакции. Наконец, открывают вентили 30 а и 21 а, чтобы ввести циркуляцию горячего регенерирующего газа в реакторе 3 а, который действует в таком случае в фазе регенерации. По истечении времени, достаточного для регенерации, реактор 3 а переводят в 18 фазу охлаждения с восстановлением активной фазы катализатора, как указано выше по поводу реактора 3 б. Ссылаясь на установку фиг. 2, полагают,что реактор 3 а находится в фазе каталитического окисления, тогда как реактор 3 б находится в фазе регенерации, при этом вентили 18 а, 21 б,27 а, 30 б, 35, 42 а и 45 а открыты, тогда как вентили 18 б, 21 а, 27 б, 30 а, 34, 42 б и 45 б закрыты. Остаточный газ, поступающий с завода по изготовлению серы по трубопроводу 4, проходит в теплообменник 5, реактор 1 гидрирования и гидролиза и теплообменник 7, где его обрабатывают, как указано в ссылке на фиг. 1. Вышеупомянутый теплообменник производит двухфазный эфлюент газ/конденсированная вода,температура которого составляет от 35 до 70 С и который после получения через трубопровод 25 контролируемого количества газа, содержащего свободный кислород, особенно воздуха,подают в реактор окисления 3 а по трубопроводу 19, трубопроводу 17 а, через вентиль 18 а и трубопровод 15 а для осуществления окисления H2S в серу. Поток охлаждающей воды, подаваемый по трубопроводу 53, непрерывно вводят в реактор 3 а по трубопроводу 44 а через вентиль 45 а, при этом вышеупомянутый поток воды циркулирует в реакторе 3 а в противотоке с газом, содержащимся в двухфазном эфлюенте, инжектируемом в вышеупомянутый реактор через трубопровод 15 а, и выходит из этого реактора по трубопроводу 41 а через вентиль 42 а, наполненный твердыми частицами серы, после чего его по трубопроводу 43 вводят в зону декантации резервуара 40. В этой зоне 46 твердые частицы серы, которые содержатся в потоке воды, подаваемом через трубопровод 43, собираются в нижней части вышеупомянутой зоны, откуда их удаляют в форме водной суспензии через систему извлечения 47. Вода, освобожденная от частиц серы,проходит в таком случае в зону разделения газ/жидкость резервуара 40, в которой она дегазируется, при этом отделенный газ удаляют через трубопровод 50. Из нижней части зоны 48 через трубопровод 49 непрерывно отбирают поток воды и после отвода доли вышеупомянутого отбираемого потока в трубопровод 53 откачивают его при помощи насоса 51 через трубопровод 52 в хранилище кислых вод. Отведенную таким образом долю воды охлаждают в теплообменнике 54 и часть доли охлажденной воды используют для образования потока охлаждающей воды, вводимого в реактор 3 а в целях контроля температуры в вышеупомянутом реакторе, тогда как остаток вышеупомянутой доли воды по трубопроводу 55 возвращают в зону 46 резервуара 40. В реакторе 3 а, который, как и реактор 3 б,содержит катализатор окисления H2S в серу согласно изобретению, H2S селективно окисляется в серу кислородом в контакте с катализаторомS+H2O. При температурах, поддерживаемых между 35 и 70 С и, в частности, в интервале от 40 до 65 С при помощи вышеупомянутого инжектирования воды, которые используют для осуществления окисления, сера, образующаяся в результате окисления, осаждается на вышеупомянутый катализатор. Через трубопровод 16 а из реактора 3 а выходит очищенный остаточный газ с предельно низким остаточным содержаниемH2S, который по трубопроводу 26 а через вентиль 27 а направляют в выпускной трубопровод 28, подводящий вышеупомянутый очищенный остаточный газ к не изображенному реактору термического или каталитического сжигания. Поток неокисляющего продувочного газа направляется воздуходувкой 23 в трубопровод 31 через вентиль 35 и нагреватель 32, в котором этот газовый поток нагревается до температуры,применяемой для регенерации, как указано в ссылке на фигуру 1. Поток нагретого газа, циркулирующего в трубопроводе 31, вводят в реактор 3 б по трубопроводу 29 б через вентиль 30 б и трубопровод 16 б и продувают наполненный серой катализатор окисления, находящийся в вышеупомянутом реакторе. Поток продувочного газа, увлекающий испарившуюся серу, выходит из реактора 3 б через трубопровод 15 б и проходит по трубопроводу 20 б через вентиль 21 б и трубопровод 22 до конденсатора серы 24,в котором большая часть серы выделяется в результате конденсации. На выходе из конденсатора серы 24 поток продувочного газа вновь захватывается воздуходувкой 23 и нагнетается в трубопровод 31, как указано выше. После продувки катализатора, находящегося в реакторе 3 б, продувочным газом, проходящим через нагреватель 32, в течение времени,достаточного для полного удаления серы, осажденной на катализатор, открывают вентиль 34 и закрывают вентиль 35 таким образом, чтобы миновать нагреватель 32 и понизить температуру продувочного газа, и продолжают продувку в течение соответствующего времени, чтобы охладить регенерированный катализатор, находящийся в реакторе 3 б до надлежащей температуры, позволяющей контактировать катализатор с двухфазным потоком, проходящим по трубопроводу 19 ниже патрубка 25. Во время охлаждения регенерированного катализатора, когда температура вышеупомянутого катализатора достигает значений ниже 250 С и, в частности, заключенных между 30 и 200 С, осуществляют восстановление каталитической фазы оксисульфида регенерированного катализатора, действуя как описано в ссылке на фиг. 1. Когда вышеупомянутый катализатор будет охлажден до требуемой температуры и его активная фаза будет восстановлена, меняют функции, выполняемые реакторами 3 а и 3 б, то есть 20 реактор 3 б переводят в фазу реакции окисления,а реактор 3 а в фазу регенерация/охлаждение. Для этого закрывают вентили 30 б и 21 б, затем открывают вентили 18 б, 27 б, 42 б и 45 б и потом закрывают вентили 18 а, 27 а, 42 а и 45 а, в результате чего реактор 3 б переходит в фазу реакции. Наконец, открывают вентили 30 а и 21 а, чтобы ввести циркуляцию горячего регенерирующего газа в реакторе 3 а, который действует в таком случае в фазе регенерации. По истечении времени, достаточного для регенерации, реактор 3 а переводят в фазу охлаждения с восстановлением активной фазы катализатора, как указано выше по поводу реактора 3 б. Ссылаясь на установку фиг. 3, полагают,что реактор 3 а находится в фазе каталитического окисления, тогда как реактор 3 б находится в фазе регенерации, при этом вентили 21 б, 27 а,30 б, 35, 42 а и 45 а открыты, тогда как вентили 21 а, 27 б, 30 а, 34, 42 б и 45 б закрыты. Остаточный газ, поступающий с завода по изготовлению серы по трубопроводу 4, проходит в теплообменник 5, реактор 1 гидрирования и гидролиза и теплообменник 7, где его очищают, как указано в ссылке на фиг. 1. Вышеупомянутый теплообменник производит конденсированную воду, которую по трубопроводу 57 подают в зону 46 декантации резервуара 40, и двухфазный эфлюент газ/конденсированная вода, температура которого составляет от 35 до 70 С и который после получения через трубопровод 25 контролируемого количества газа,содержащего свободный кислород, особенно воздуха, подают в реактор окисления 3 а по трубопроводу 19, трубопроводу 56, трубопроводу 26 а, через вентиль 27 а и трубопровод 16 а для осуществления окисления H2S в серу. Поток охлаждающей воды, подаваемый по трубопроводу 53, непрерывно вводят в реактор 3 а по трубопроводу 44 а через вентиль 45 а, при этом вышеупомянутый поток воды циркулирует в реакторе 3 а в совпадающем потоке с газом,содержащимся в двухфазном эфлюенте, инжектируемом в вышеупомянутый реактор через трубопровод 16 а. В реакторе 3 а, который, как и реактор 3 б,содержит катализатор окисления H2S в серу согласно изобретению, H2S селективно окисляется в серу кислородом в контакте с катализатором окисления согласно реакции H2S+1/2 О 2S+H2O. При температурах, поддерживаемых между 35 и 70 С и, в частности, в интервале от 40 до 65 С при помощи вышеупомянутого инжектирования воды, которые используют для осуществления окисления, сера, образующаяся в результате окисления, осаждается на вышеупомянутый катализатор. Двухфазная смесь вода/очищенный газ,наполненная твердыми частицами серы, выходит из реактора 3 а по трубопроводу 41 а через вентиль 42 а, после чего его по трубопроводу 43 21 вводят в зону 46 декантации резервуара 40. В этой зоне 46 твердые частицы серы, которые содержатся в двухфазной смеси вода/очищенный газ, подаваемой через трубопровод 43, собираются в нижней части вышеупомянутой зоны, откуда их удаляют в форме водной суспензии через систему извлечения 47. Вышеупомянутая двухфазная смесь, освобожденная от частиц серы, проходит в таком случае в зону 48 разделения газ/жидкость резервуара 40, в которой вода отделяется от очищенного газа,при этом вышеупомянутый очищенный газ удаляют через трубопровод 50 в не изображенный реактор термического или каталитического сжигания. Из нижней части зоны 48 через трубопровод 49 непрерывно отбирают поток воды и после отвода доли вышеупомянутого отбираемого потока в трубопровод 53 откачивают его при помощи насоса 51 через трубопровод 52 в хранилище кислых вод. Отведенную таким образом долю воды охлаждают в теплообменнике 54 и часть доли охлажденной воды используют для образования потока охлаждающей воды,вводимого в реактор 3 а в целях контроля температуры в вышеупомянутом реакторе, тогда как остаток вышеупомянутой доли воды по трубопроводу 55 возвращают в зону 46 резервуара 40. Поток неокисляющего продувочного газа направляется воздуходувкой 23 в трубопровод 31 через вентиль 35 и нагреватель 32, в котором этот газовый поток нагревается до температуры,применяемой для регенерации, как указано в ссылке на фигуру 1. Поток нагретого газа, циркулирующего в трубопроводе 31, вводят в реактор 3 б по трубопроводу 29 б через вентиль 30 б и трубопровод 16 б и продувают наполненный серой катализатор окисления, находящийся в вышеупомянутом реакторе. Поток продувочного газа, увлекающий испарившуюся серу, выходит из реактора 3 б через трубопровод 15 б и проходит по трубопроводу 20 б через вентиль 21 б и трубопровод 22 до конденсатора серы 24,в котором большая часть серы выделяется в результате конденсации. На выходе из конденсатора серы 24 поток продувочного газа вновь захватывается воздуходувкой 23 и нагнетается в трубопровод 31, как указано выше. После продувки катализатора, находящегося в реакторе 3 б, продувочным газом, проходящим через нагреватель 32, в течение времени,достаточного для полного удаления серы, осажденной на катализатор, открывают вентиль 34 и закрывают вентиль 35 таким образом, чтобы миновать нагреватель 32 и понизить температуру продувочного газа, и продолжают продувку в течение соответствующего времени, чтобы охладить регенерированный катализатор, находящийся в реакторе 3 б, до надлежащей температуры, позволяющей контактировать катализатор с двухфазным потоком, проходящим по трубопроводу 19 и затем по трубопроводу 56 ниже патрубка 25. 22 Во время охлаждения регенерированного катализатора, когда температура вышеупомянутого катализатора достигает значений ниже 250 С и, в частности, заключенных между 30 С и 200 С, осуществляют восстановление каталитической фазы оксисульфида регенерированного катализатора, действуя, как описано в ссылке на фиг. 1. Когда вышеупомянутый катализатор будет охлажден до требуемой температуры и его активная фаза будет восстановлена, меняют функции, выполняемые реакторами 3 а и 3 б, то есть реактор 3 б переводят в фазу реакции окисления,а реактор 3 а в фазу регенерация/охлаждение. Для этого закрывают вентили 29 б и 21 б, затем открывают вентили 27 б, 42 б и 45 б и потом закрывают вентили 27 а, 42 а и 45 а, в результате чего реактор 3 б переходит в фазу реакции. Наконец, открывают вентили 30 а и 21 а, чтобы ввести циркуляцию горячего регенерирующего газа в реакторе 3 а, который действует в таком случае в фазе регенерации. По истечении времени, достаточного для регенерации, реактор 3 а переводят в фазу охлаждения с восстановлением активной фазы катализатора, как указано выше по поводу реактора 3 б. Чтобы завершить предшествующее описание, ниже, в качестве не ограничивающих объем охраны изобретения, дают ряд примеров, иллюстрирующих изобретение. Пример 1. Очищают остаточный газовый эфлюент, содержащий 0,8% об. Н 2S в качестве единственного серосодержащего соединения,полученный гидрированием/гидролизом остаточного газа завода, производящего серу по процессу Клауса, на котором перерабатывают кислый газ, содержащий 70% об. Н 2S. Обработку вышеупомянутого газового эфлюента осуществляют при температуре ниже точки росы серы, образующейся в результате окисления вышеупомянутого Н 2S, прибегая к катализатору, состоящему из карбида кремния,на который нанесена активная фаза, содержащая никель в форме оксисульфида, при этом вышеупомянутый катализатор имеет удельную поверхность, определенную методом БЭТ, 23 м 2/г и содержит 5 мас.% никеля. Вышеупомянутый катализатор получают,действуя как описано ниже. Микропористые зерна карбида кремния, имеющие средний диаметр 1 мм и обладающие удельной поверхностью, определенной методом БЭТ, 25 м 2/г, пропитывают при помощи соответствующего количества водного раствора нитрата никеля, затем сушат пропитанный продукт при 100 С и прокаливают высушенный продукт при 300 С в течение 3 ч. Прокаленный продукт затем сульфируют путем контактирования при температуре 300 С в течение 1 ч с потоком азота, содержащим 0,8 об.% Н 2S, и наконец подвергают сульфированный продукт окислительной обработке путем контактирования при температуре 23 150 С в течение 1 ч с газообразным потоком,образованным по объему 94,2% азота, 0,8% кислорода и 5% водяного пара, чтобы получить катализатор с активной фазой оксисульфида никеля. Обработку остаточного газа осуществляют в установке, составленной из двух реакторов окисления, смонтированных параллельно, причем каждый реактор имеет вход и выход, разделенные неподвижным слоем вышеупомянутого катализатора. Вышеупомянутые реакторы, кроме того,устроены таким образом, что поочередно один из реакторов действует в фазе реакции, то есть его вход соединен с трубопроводом для подачи газов, на котором смонтирована насадка для инжектирования воздуха, и его выход соединен с трубопроводом для удаления газов, а другой реактор действует в фазе регенерации/охлаждения, то есть расположен в контуре регенерации/охлаждения, снабженном средствами для обеспечения циркуляции продувочного газа через реактор окисления от нагревателя до конденсатора серы и возврата в вышеупомянутый нагреватель и для того, чтобы затем заставить циркулировать охлаждающий газ через реактор,подвергнутый регенерации. Такая установка аналогична части установки, изображенной на фигуре 1, ниже трубопровода 12. Обрабатываемый газовый эфлюент,имеющий температуру 120 С, поступает по трубопроводу для подачи газов с производительностью 100 кмоль/ч и к нему путем шприцевания добавляют 8,4 кмоль окружающего воздуха. Полученная смесь, в которой молярное отношение O2:Н 2S равно 2,1:1 (в 4,2 раза выше стехиометрического), проникает в реактор в фазе окисления с температурой, чувствительно равной 120 С. Реакцию окисления в реакторе в фазе реакции осуществляют при 120 С, поддерживая вышеупомянутый реактор при этой температуре путем косвенного теплообмена с жидкостью с соответствующей температурой. Время контакта газообразной смеси, поступающей в реактор в фазе реакции, со слоем катализатора,содержащимся в вышеупомянутом реакторе,равно 4,3 с. Степень конверсии Н 2S в реакторе в фазе реакции окисления равна 100%. На выходе из вышеупомянутого реактора извлекают газообразный поток, имеющий температуру 120 С и содержащий менее 1,510-2 об.% SО 2. В реактор, действующий в фазе регенерации/охлаждения, в целях регенерации катализатора окисления, наполненного серой, инжектируют продувочный газ, при этом вышеупомянутый продувочный газ состоит из азота и инжектируется в вышеупомянутый реактор с температурой приблизительно 300 С и производительностью, равной 1000 мз/ч при нормальных условиях. В момент окончания фазы регенерации катализатора, во время которой собирают всю совокупность серы, осажденной на катализато 001118 24 ре, температуру продувочного газа понижают до 120 С и продолжают продувку с охлажденным катализатором до тех пор, пока каталитический слой не достигнет вышеупомянутой температуры. На этой стадии регенерированный и охлажденный катализатор подвергают окислительной обработке, заключающейся в том,что в контакте с регенерированным и охлажденным катализатором в течение 1 ч заставляют проходить газообразный поток, имеющий производительность 1000 мз/ч при нормальных условиях, температуре 120 С и образованный, по объему, 94,2% азота, 0,8% кислорода и 5% водяного пара, чтобы получить катализатор с активной фазой оксисульфида азота, содержащий,по объему, 0,5% кислорода и 5% водяного пара,чтобы восстановить фазу оксисульфида никеля катализатора. Реакторы окисления действуют поочередно в течение 24 ч в фазе реакции и в течение 24 ч, из которых 9 ч охлаждение и 1 ч окислительная обработка, в фазе регенерации/охлаждения. Степень конверсии H2S в реакторе в фазе реакции окисления равна 100% с момента начала и в течение каждого цикла обработки на протяжении нескольких месяцев. Газовый поток,выходящий из реактора в фазе реакции окисления имеет содержание SO2, которое остается меньше 1,510-2 об.% в течение каждого цикла обработки, и практически не содержит Н 2S, что соответствует селективности превращения в серу катализатора больше 98% в каждом цикле обработки. Пример 2. Очищают кислый газ с низким содержанием Н 2S, состоящий, по объему, из 95,5% CO2; 4% Н 2 О и 0,5% Н 2S. Обработку вышеупомянутого кислого газа осуществляют при температуре ниже точки росы серы, образующейся в результате окисления Н 2S этого кислого газа, действуя в установке,аналогичной использованной в примере 1 и прибегая к катализатору, состоящему из карбида кремния, на который нанесена активная фаза,содержащая никель в форме оксисульфида, при этом вышеупомянутый катализатор имеет удельную поверхность, определенную методом БЭТ, 22 м 2/г и содержит 3,6% мас. никеля. Вышеупомянутый катализатор получают,действуя как описано ниже. Продукты экструзии карбида кремния, имеющие средний диаметр 2 мм и длину от 4 до 6 мм и обладающие удельной поверхностью, определенной методом БЭТ, 25 м 2/г, пропитывают при помощи соответствующего количества водного раствора нитрата никеля, затем сушат пропитанный продукт при 100 С и прокаливают высушенный продукт при 300 С в течение 3 ч. Прокаленный продукт затем сульфируют путем контактирования при температуре 300 С в течение 1 ч с потоком азота, содержащим 0,8 об.% Н 2S, и,наконец, контактируют сульфированный про 25 дукт при температуре 40 С в течение 1 ч с газообразным потоком, образованным по объему 80,2% азота, 19% водяного пара и 0,8% кислорода, чтобы получить катализатор с активной фазой оксисульфида никеля. Обрабатываемый газовый эфлюент,имеющий температуру 40 С, поступает по трубопроводу для подачи газов с производительностью 100 кмоль/ч и к нему путем шприцевания добавляют 3,5 кмоль окружающего воздуха. Полученная смесь, в которой молярное отношение О 2:Н 2S равно 1,4:1 (в 2,8 раза выше стехиометрического), проникает в реактор в фазе окисления с температурой почти равной 40 С. Реакцию окисления в реакторе в фазе реакции осуществляют при 40 С, поддерживая вышеупомянутый реактор при этой температуре, путем косвенного теплообмена с жидкостью с соответствующей температурой. Время контакта газообразной смеси, поступающей в реактор в фазе реакции, со слоем катализатора, содержащимся в вышеупомянутом реакторе, равно 4,0 секундам. Степень конверсии Н 2S в реакторе в фазе реакции окисления равна 100%. На выходе из вышеупомянутого реактора извлекают газообразный поток, имеющий температуру 120 С и не содержащий Н 2S и SO2. В реактор, действующий в фазе регенерации/охлаждения, в целях регенерации катализатора окисления, наполненного серой, инжектируют продувочный газ, при этом вышеупомянутый продувочный газ состоит из азота и инжектируется в вышеупомянутый реактор с температурой приблизительно 300 С и производительностью, равной 1000 м 3/ч при нормальных условиях. В момент окончания фазы регенерации катализатора, во время которой собирают всю совокупность серы, осажденной на катализаторе, температуру продувочного газа понижают до 40 С и продолжают продувку с охлажденным катализатором до тех пор, пока каталитический слой не достигнет вышеупомянутой температуры. На этой стадии регенерированный и охлажденный катализатор подвергают тогда окислительной обработке, заключающейся в том, что в контакте с регенерированным и охлажденным катализатором в течение 1 ч заставляют проходить газообразный поток, имеющий температуру 40 С и состоящий по объему из 80,2% азота,19% водяного пара и 0,8% кислорода, для восстановления фазы оксисульфида никеля катализатора. Реакторы окисления действуют поочередно в течение 60 ч в фазе реакции и в течение 24 ч, из которых 9 ч охлаждение и 1 ч окислительная обработка, в фазе регенерации/охлаждения. Степень конверсии Н 2S в реакторе в фазе реакции окисления равна 100% с момента начала и в течение каждого цикла обработки и это на протяжении нескольких месяцев. Газовый поток, выходящий из реактора в фазе реакции окисления в течение каждого цикла обработки, 001118 26 не содержит Н 2S и SO2, что соответствует селективности превращения в серу катализатора 100% в каждом цикле обработки. Осуществление способа согласно изобретению, описанное выше, в котором обрабатывают газ, содержащий, кроме Н 2S, более или менее значительное количество воды, например составляющее от 10 до 50 об.%, осуществляя каталитическое окисление на катализаторе типа оксисульфида при температурах, составляющих от 35 до 70 С и, более конкретно, изменяющихся в интервале от 40 до 65 С, с поддержанием температуры в зоне окисления путем инжектирования в вышеупомянутую зону потока охлажденной воды, циркулирующего в совпадающем потоке или в противотоке с очищаемым газом,может быть обобщено на использование любого катализатора окисления, способного осуществлять селективное окисление Н 2S в серу при температурах, составляющих от 35 до 70 С. Это обобщенное осуществление может быть определено как регенеративный способ прямого окисления в серу, каталитическим путем, Н 2S, содержащегося в низкой концентрации в газе, содержащем, равным образом, от 10 до 50 об.% воды, причем вышеупомянутый способ относится к типу, в котором вышеупомянутый газ, содержащий Н 2S, и газ, содержащий свободный кислород в количестве, способном обеспечить молярное отношение О 2:Н 2S в интервале от 0,05 до 15, вводят в контакт с катализатором селективного окисления Н 2S в серу,например катализатором, образованным каталитически активной фазой, связанной с носителем,а именно носителем из карбида кремния, и состоящим из соединения, по меньшей мере, одного переходного металла, действуя при температурах ниже точки росы серы, образующейся в результате окисления Н 2S, которая осаждается на катализатор, затем катализатор окисления,наполненный серой, периодически подвергают регенерации путем продувки при помощи неокисляющего газа, действуя при температурах,составляющих от 200 до 500 С, для испарения серы, удерживающейся на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требуемой для нового осуществления окисления Н 2S, причем это охлаждение осуществляют при помощи газа, имеющего температуру ниже 180 С, отличающийся тем, что обрабатываемый газ вводят в контакт с катализатором окисления при температуре, составляющей от 35 до 70 С и, более конкретно, изменяющейся в интервале от 40 до 65 С, при которой часть воды, содержащейся в газе, находится в конденсированной форме и очищаемый газ находится в таком случае в форме смешанной фазы газ/конденсированная вода, и тем, что зону окисления поддерживают при температуре от 35 до 70 С и, более конкретно, изменяющейся в интервале от 40 до 65 С, путем инжектирования в вышеупомяну 27 тую зону потока охлажденной воды, непрерывно циркулирующей в противотоке или в совпадающем потоке с очищаемым газом. Когда обрабатываемый газ, приводимый в контакт с катализатором окисления Н 2S, циркулирует в противотоке с потоком охлажденной воды, инжектируемой в зону окисления, из верхней части вышеупомянутой зоны окисления удаляют очищенный газ, по существу освобожденный от серосодержащих соединений, а из нижней части этой зоны извлекают поток воды,наполненной твердыми частицами серы, и рециркулируют часть вышеупомянутого потока воды после отделения серы, которую он содержит, и охлаждения, чтобы образовать поток охлаждающей воды, инжектируемой в зону окисления. Когда очищаемый газ, приводимый в контакт с катализатором окисления Н 2S, циркулирует в совпадающем направлении с потоком охлажденной воды, инжектируемой в зону окисления, из нижней части зоны окисления извлекают смесь очищенный газ/конденсированная вода, наполненную твердыми частицами серы, разделяют вышеупомянутую смесь на поток очищенного газа, который удаляют, и водную фазу и рециркулируют часть этой водной фазы, после отделения серы, которую она содержит, и охлаждения, для образования потока охлаждающей воды, инжектируемой в зону окисления. Другие рабочие условия для этих обобщенных осуществлений, такие как природа и количество газа, содержащего свободный кислород, время контакта газообразной реакционной среды с катализатором окисления, условия,относящиеся к регенерации катализатора, наполненного серой, и охлаждению регенерированного катализатора, те же самые, что определенные перед этим в случае катализатора типа оксисульфида. Также, предшествующее описание вариантов осуществления способа согласно изобретению для обработки газа с низким содержанием Н 2S и с высоким содержанием воды в установках, схематически изображенных на фиг. 2 и 3 прилагаемого рисунка, с использованием катализатора окисления Н 2S в серу типа оксисульфида, применимо тем же самым образом, когда катализатор селективного окисления Н 2S в серу не является катализатором типа оксисульфида. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Регенеративный способ прямого окисления в серу каталитическим путем Н 2S, содержащегося в низкой концентрации в газе, предусматривающий приведение в контакт вышеупомянутого газа, содержащего Н 2S, и газа, содержащего свободный кислород, в количестве, способном обеспечить молярное отношение О 2:Н 2S в диапазоне от 0,05 до 15, с катализатором се 001118 28 лективного окисления Н 2S в серу, который образован каталитически активной фазой, связанной с носителем из карбида кремния и состоящей из соединения, по меньшей мере, одного переходного металла, действуя при температурах ниже точки росы серы, образующейся в результате окисления Н 2S, которая осаждается на катализаторе, затем катализатор окисления, наполненный серой, периодически подвергают регенерации путем продувки при помощи неокисляющего газа, действуя при температурах,составляющих от 200 до 500 С, для испарения серы, удерживаемой на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требующейся для нового осуществления окисления Н 2S, осуществляя это охлаждение при помощи газа, имеющего температуру ниже 180 С, отличающийся тем, что активная фаза катализатора содержит, по меньшей мере, один оксисульфид,по меньшей мере, одного металла, выбираемого среди никеля, железа, кобальта, меди, хрома,молибдена и вольфрама. 2. Способ по п.1, отличающийся тем, что реакцию окисления Н 2S в серу осуществляют при температурах, составляющих от 30 до 180 С. 3. Способ по п.1, отличающийся тем, что реакцию окисления Н 2S в серу осуществляют при температурах от 35 до 70 С и, в частности,от 40 до 65 С. 4. Способ по п.3, отличающийся тем, что газ, содержащий Н 2S, приводят в контакт с катализатором окисления с температурой, составляющей от 35 до 70 С и, в частности, от 40 до 65 С, при этом вышеупомянутая температура ниже или равна температуре, выбираемой для реакции окисления Н 2S в серу. 5. Способ по одному из пп.1-4, отличающийся тем, что регенерированный катализатор затем приводят в контакт при температурах ниже 250 С и в течение времени, составляющего от 0,2 до 3 ч, с кислородсодержащим газовым потоком, образованным инертным газомносителем, содержащим по объему от 0,1 до 3% кислорода и от 0 до 50% воды для восстановления фазы оксисульфида металла катализатора. 6. Способ по одному из пп.1-5, отличающийся тем, что активная фаза, связанная с носителем из карбида кремния для образования катализатора окисления, состоит, по меньшей мере, из одного оксисульфида переходного металла, выбранного среди никеля, кобальта, железа и меди. 7. Способ по одному из пп.1-6, отличающийся тем, что носитель из карбида кремния катализатора окисления составляет, по меньшей мере, 40% и более конкретно, по меньшей мере,50% от массы выше упомянутого катализатора. 8. Способ по одному из пп.1-7, отличающийся тем, что активная фаза катализатора окисления в расчете на массу металла составля 29 ет от 0,1 до 20%, более конкретно от 0,2 до 15% и более конкретно от 0,2 до 7% от массы катализатора. 9. Способ по одному из пп.1-8, отличающийся тем, что удельная поверхность катализатора, определенная методом БЭТ по адсорбции азота, принимает значения в интервале от 0,1 до 600 м 2/г. 10. Способ по одному из пп.1-9, отличающийся тем, что газ, содержащий свободный кислород, используют в количестве, способном обеспечить молярное отношение О 2:Н 2S, изменяющееся в интервале от 0,1 до 10 и, более конкретно, от 0,1 до 4. 11. Способ по одному из пп.1-10, отличающийся тем, что время контакта газообразной реакционной среды с катализатором окисления в нормальных условиях давления и температуры достигает от 0,5 до 20 с и, предпочтительно, от 1 до 12 с. 12. Способ по одному из пп.1-11, отличающийся тем, что регенерацию катализатора окисления, наполненного серой, осуществляют при температурах, составляющих от 230 до 450 С. 13. Способ по одному из пп.1-12, отличающийся тем, что содержание Н 2S в обрабатываемом газе составляет от 0,001 до 25 об.% и более конкретно от 0,01 до 20 об.%. 14. Способ по п.3, отличающийся тем, что обрабатываемый газ имеет температуру выше 70 С и содержит от 10 до 50 об.% воды, причем вышеупомянутый газ до приведения его в контакт с катализатором окисления Н 2S в серу охлаждают до температуры, составляющей от 35 до 70 С и более конкретно от 40 до 65 С, выбранной для окисления, при этом часть этой воды конденсируется во время вышеупомянутого охлаждения и ее отделяют или не отделяют от охлажденного очищаемого газа перед контактированием этого последнего с катализатором окисления Н 2S. 15. Способ по п.14, отличающийся тем, что охлаждение обрабатываемого газа проводят таким образом, что охлажденный газ имеет содержание водяного пара меньше, приблизительно 10 об.%, при этом сконденсировавшуюся воду отделяют от охлажденного газа перед контактированием последнего с катализатором окисления Н 2S. 16. Способ по п.14, отличающийся тем, что воду, сконденсировавшуюся во время охлаждения обрабатываемого газа, не отделяют от охлажденного газа и смешанную фазу газ/конденсированная вода приводят в контакт с катализатором окисления Н 2S, поддерживают температуру в зоне окисления на значении, выбранном в интервале от 35 до 70 С и, в частности, от 40 до 65 С, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующей в противотоке с обрабатываемым газом, из верхней части зоны окисления 30 удаляют очищенный газ, по существу освобожденный от серосодержащих соединений, а из нижней части вышеупомянутой зоны извлекают поток воды, наполненной твердыми частицами серы, и рециркулируют часть вышеупомянутого потока воды после выделения серы, которую он содержит, и охлаждения, чтобы образовать поток охлаждающей воды, инжектируемой в зону окисления. 17. Способ по п.14, отличающийся тем, что воду, сконденсировавшуюся во время охлаждения обрабатываемого газа, не отделяют от охлажденного газа и смешанную фазу газ/конденсированная вода приводят в контакт с катализатором окисления Н 2S, поддерживают температуру в зоне окисления на значении, выбранном в интервале от 35 до 70 С и, в частности, от 40 до 65 С, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующей в совпадающем потоке с обрабатываемым газом, из нижней части зоны окисления извлекают смесь очищенный газ/конденсированная вода, наполненную твердыми частицами серы, разделяют вышеупомянутую смесь на поток очищенного газа, который удаляют, и водную фазу и рециркулируют часть этой водной фазы после отделения серы, которую она содержит, и охлаждения для образования потока охлаждающей воды, инжектируемой в зону окисления. 18. Катализатор для прямого селективного каталитического окисления Н 2S в серу, образованный каталитически активной фазой, связанной с носителем из карбида кремния и состоящей из соединения, по меньшей мере, одного переходного металла, причем носитель составляет, по меньшей мере, 40% и более конкретно,по меньшей мере, 50% от массы вышеупомянутого катализатора, отличающийся тем, что его активная фаза образована, по меньшей мере,одним оксисульфидом, по меньшей мере, одного металла, выбираемого среди никеля, железа,кобальта, меди, хрома, молибдена и вольфрама. 19. Катализатор по п.18, отличающийся тем, что активная фаза, связанная с носителем,состоит, по меньшей мере, из одного оксисульфида переходного металла, выбираемого среди никеля, кобальта, железа и меди. 20. Катализатор по п.18 или 19, отличающийся тем, что активная фаза катализатора окисления в расчете на массу металла составляет от 0,1 до 20%, более конкретно от 0,2 до 15%,в частности от 0,2 до 7% от массы катализатора. 21. Катализатор по одному из пп.18-20, отличающийся тем, что он обладает удельной поверхностью, определенной методом БЭТ по адсорбции азота, изменяющейся в интервале от 0,1 до 600 м 2/г. 22. Регенеративный способ прямого окисления в серу каталитическим путем Н 2S, содержащегося в низкой концентрации в газе, содержащем от 10 до 50 об.% воды, предусматри 31 вающий приведение в контакт вышеупомянутого газа, содержащего Н 2S, и газа, содержащего свободный кислород, в количестве, способном обеспечить молярное отношение О 2:Н 2S в интервале от 0,05 до 15, с катализатором селективного окисления Н 2S в серу, например катализатором, образованным каталитически активной фазой, связанной с носителем, в частности носителем из карбида кремния, и состоящим из соединения, по меньшей мере, одного переходного металла, действуя при температурах ниже точки росы серы, образующейся в результате окисления Н 2S, которая осаждается на катализаторе, затем катализатор окисления, наполненный серой, периодически подвергают регенерации путем продувки при помощи неокисляющего газа, действуя при температурах от 200 до 500 С для испарения серы, удерживающейся на катализаторе, и затем охлаждают регенерированный катализатор до температуры ниже точки росы серы, требуемой для нового осуществления окисления Н 2S, причем это охлаждение осуществляют посредством газа, имеющего температуру ниже 180 С, отличающийся тем,что обрабатываемый газ вводят в контакт с катализатором окисления при температуре от 35 до 70 С и более конкретно от 40 до 65 С, при которой часть воды, содержащейся в газе, находится в конденсированной форме и обрабатываемый газ находится форме смешанной фазы газ/конденсированная вода, причем зону окисления поддерживают при температуре от 35 до 70 С и более конкретно от 40 до 65 С, путем инжектирования в вышеупомянутую зону потока охлажденной воды, непрерывно циркулирующей в противотоке или в совпадающем потоке с очищаемым газом. 23. Способ по п.22, отличающийся тем, что обрабатываемый газ, приводимый в контакт с катализатором окисления Н 2S, циркулирует в противотоке с потоком охлажденной воды, инжектируемой в зону окисления, причем из верхней части вышеупомянутой зоны окисления удаляют очищенный газ, по существу освобожденный от серосодержащих соединений, а из нижней части этой зоны извлекают поток воды,наполненной твердыми частицами серы, и рециркулируют часть вышеупомянутого потока воды после отделения серы, которую он содержит, и охлаждения для образования потока охлаждающей воды, инжектируемой в зону окисления. 24. Способ по п.22, отличающийся тем, что обрабатываемый газ, приводимый в контакт с катализатором окисления Н 2S, циркулирует в совпадающем направлении с потоком охлажденной воды, инжектируемой в зону окисления, 32 причем из нижней части зоны окисления извлекают смесь очищенный газ/конденсированная вода, наполненную твердыми частицами серы,разделяют вьшеупомянутую смесь на поток очищенного газа, который удаляют, и водную фазу и рециркулируют часть этой водной фазы после отделения серы, которую она содержит, и охлаждения для образования потока охлаждающей воды, инжектируемой в зону окисления.
МПК / Метки
МПК: B01J 27/04, C01B 17/04
Метки: прямого, содержащегося, окисления, серу, газе, катализатор, способ
Код ссылки
<a href="https://eas.patents.su/17-1118-sposob-i-katalizator-pryamogo-okisleniya-v-seru-h2s-soderzhashhegosya-v-gaze.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и катализатор прямого окисления в серу h2s, содержащегося в газе</a>
Катализатор для селективного окисления соединений серы до элементарной серы, способ получения такого катализатора и способ селективного окисления соединений серы до элементарной серы
Номер патента: 1069
Опубликовано: 30.10.2000
Авторы: Гес Йохн Вильхельм, Терерде Роберт Йохан Андреас Мария
МПК: C01B 17/04, B01J 23/76
Метки: получения, катализатора, серы, элементарной, способ, катализатор, такого, окисления, селективного, соединений
Формула / Реферат:
1. Катализатор на носителе для селективного окисления серосодержащих соединений до элементарной серы, содержащий, по меньшей мере, один каталитически активный материал, который присутствует на материале носителя, где каталитически активный материал состоит, по меньшей мере, частично из смешанного оксида с оксидной решеткой, в которую включены, по меньшей мере, два металла в виде ионов. 2. Катализатор по п.1, в котором первый металл способен...
Способ каталитического газофазного окисления этилена
Номер патента: 106
Опубликовано: 27.08.1998
Автор: Те Ра Арен Ян
МПК: C07D 301/10
Метки: этилена, газофазного, окисления, способ, каталитического
Формула / Реферат:
1. Способ каталитического газофазного окисления этилена газом, содержащим молекулярный кислород, в однокамерном реакторе, содержащем множество реакционных труб, содержащих нанесенный на носитель серебряный катализатор и окруженных текучим теплоносителем, который входит в реактор в жидкой форме, а выходит из реактора в форме пара, отличающийся тем, что от 5 до 100 мас.% жидкого текучего теплоносителя вводят в реактор в его нижнюю часть при...
Способ окисления полисахарида
Номер патента: 896
Опубликовано: 26.06.2000
Авторы: Де Вит Дирк, Слагхек Теодор Максимилиан, Сиваслигил Доган Сахин, Ван Оверем Ханс, Янсен Рейнир Йозеф Йоханнес, Готлиб Корнелис Фестер
МПК: C08B 31/18
Метки: способ, окисления, полисахарида
Формула / Реферат:
1. Способ понижения вязкости полисахарида обработкой его перекисью водорода в присутствии активатора, отличающийся тем, что в качестве активатора применяют ацилированный полисахарид. 2. Способ по п.1, отличающийся тем, что используют такое количество ацилированного полисахарида, которое обеспечивает, по меньшей мере, 1 ацильную группу на каждые 700 моносахаридных единиц суммарного полисахарида и ацилированного полисахарида. 3. Способ по п.2,...
Катализатор и способ получения углеводородов
Номер патента: 319
Опубликовано: 29.04.1999
Авторы: Рек Паулус Йоханнес Мария, Хейсман Ханс Михил, Схадденхорст Давид, Ланж Жан-Поль, Остербек Хейко, Гус Маринус Франсискус, Герлингс Якобус Йоханнес Корнелис
МПК: B01J 23/889, C07C 1/00
Метки: углеводородов, получения, катализатор, способ
Формула / Реферат:
1. Катализатор для получения углеводородов из синтез-газа, содержащий каталитически активное соединение на носителе, отличающийся тем, что он содержит в качестве каталитически активного соединения кобальт и марганец и/или ванадий на носителе из диоксида кремния, причем атомное отношение кобальт:(марганец + ванадий) составляет, по крайней мере, 12:1 и не более чем 1500:1, при условии, что катализатор не содержит кобальт и марганец в виде...
Способ окисления под давлением золотоносных руд, содержащих тугоплавкие сульфиды и органические углеродистые вещества
Номер патента: 833
Опубликовано: 24.04.2000
Авторы: Симмонс Гари Л., Гатье Джон К.
МПК: C01G 7/00
Метки: углеродистые, вещества, способ, сульфиды, окисления, тугоплавкие, содержащих, давлением, золотоносных, органические, руд
Формула / Реферат:
1. Способ окислительной обработки золотоносного минерального сырья для обеспечения извлечения золота, причем минеральное сырье содержит сульфиды, извлечение золота из которых затруднено, и органическое углеродистое вещество, которое имеет химическое сродство к, по меньшей мере, одному члену группы, включающей золото и комплексное соединение золота, при этом минеральное сырье подвергают окислению под давлением в присутствии галогена в...
Предыдущий патент: Устройство и способ создания высоких предельных нагрузок на чувствительных висячих весах
Следующий патент: Способ и устройство для испытаний на приток и определения свойств предположительно проницаемых геологических пластов
Случайный патент: Циклические дионовые производные, способы их получения и их применение в качестве пестицидов