Система высокопрочного соединения для армированных волокнами композиционных материалов
Номер патента: 10821
Опубликовано: 30.12.2008
Авторы: Бэкер Грэнт Квинн, Гилберт Эрик Н., Обермейер Хенри К.
Формула / Реферат
1. Способ изготовления армированного волокном конструкционного материала, в котором на первую выбранную часть вышеуказанного материала наносят покрытие из отверждаемого клеящего вещества, в то время как вторую выбранную часть вышеуказанного материала не покрывают клеящим веществом, при этом способ включает стадии:
(a) нанесения покрытия из неотверждаемой композиции на вторую выбранную часть вышеуказанного материала;
(b) нанесения покрытия из отверждаемого клеящего вещества на первую выбранную часть вышеуказанного материала;
(c) отверждения отверждаемого клеящего вещества.
2. Способ по п.1, включающий дополнительную стадию удаления вышеуказанной неотверждаемой композиции со второй выбранной части.
3. Способ по п.1, в котором отверждаемое клеящее вещество включает любые эпоксидные смолы, полиэфирные смолы, акриловые смолы, фенольные смолы, виниловые смолы, полиамиды или силиконы.
4. Способ по п.1, в котором вышеуказанная неотверждаемая композиция является водорастворимой.
5. Способ по п.1, в котором первая выбранная часть и вторая выбранная часть расположены рядом друг с другом.
6. Способ по п.1, в котором вышеуказанный армированный волокном материал содержит волокнистую ткань.
7. Способ по п.6, в котором вышеуказанная волокнистая ткань является тканой тканью.
8. Композитная конструкция, включающая первый и второй содержащие волокна материалы, в которой в каждом вышеуказанном материале имеются выбранные части, содержащие обнаженные волокна, и в которой обнаженные волокна вышеуказанного первого и второго материалов накладываются друг на друга и связываются вместе с помощью отверждаемого клеящего вещества.
9. Способ создания обнаженных волокон у поверхности армированного волокном композитного изделия, в котором используют температурный градиент внутри армирующей ткани с целью регулирования инфузии блокирующего смолу вещества.
10. Способ по п.9, в котором блокирующее смолу вещество представляет собой соединение на основе ПВА.
11. Способ соединения двух или нескольких армированных волокном композитных изделий, в котором обнаженные волокна создают путем регулирования температурного градиента инфузии блокирующего смолу вещества.
12. В целом, листовой материал повышенной адгезионной прочности, состоящий из конструкционного волокна со смолой B-стадии, инфузированной в одну поверхность, и гибкого водорастворимого полимера, инфузированного в противоположную поверхность.
13. В целом, листовой материал повышенной адгезионной прочности, состоящий из конструкционного волокна, инфузированного растворимым блокирующим смолу веществом на одной поверхности, и свободных волокон на противоположной поверхности.
14. Способ частичного инфузирования волокнистой матрицы, в котором используют температурный градиент для регулирования инфузии смолы и в котором отверждение инфузированной смолы проводят с помощью низкотемпературного излучения при одновременном контроле степени инфузии смолы.
15. Сборка из армированного материала, изготовленная по п.1, включающая первую выбранную часть из вышеуказанного материала с покрытием из отвержденного клеящего вещества, вторую выбранную часть из вышеуказанного материала с покрытием из неотверждаемой композиции.
16. Способ изготовления изделия путем сочетания термореактивной смолы и термопластичной смолы, в котором степень протекания термопластичной смолы регулируют с помощью температурного градиента в процессе инфузии термопластичной смолы.
17. Способ соединения армированных волокном композитных изделий, в котором раствор блокирующего смолу вещества частично инфузирован в волоконную матрицу при регулируемом температурном градиенте, и далее блокирующее смолу вещество затвердевает до инфузии смолы; далее происходит инфузия и отверждение смолы; далее удаляют раствор блокирующего смолу вещества; далее осуществляют присоединение к поверхностям одного или нескольких изделий, изготовленных таким способом.
18. Способ по п.17, в котором поверхностное покрытие соединено с поверхностью, с которой было удалено блокирующее смолу вещество.

Текст
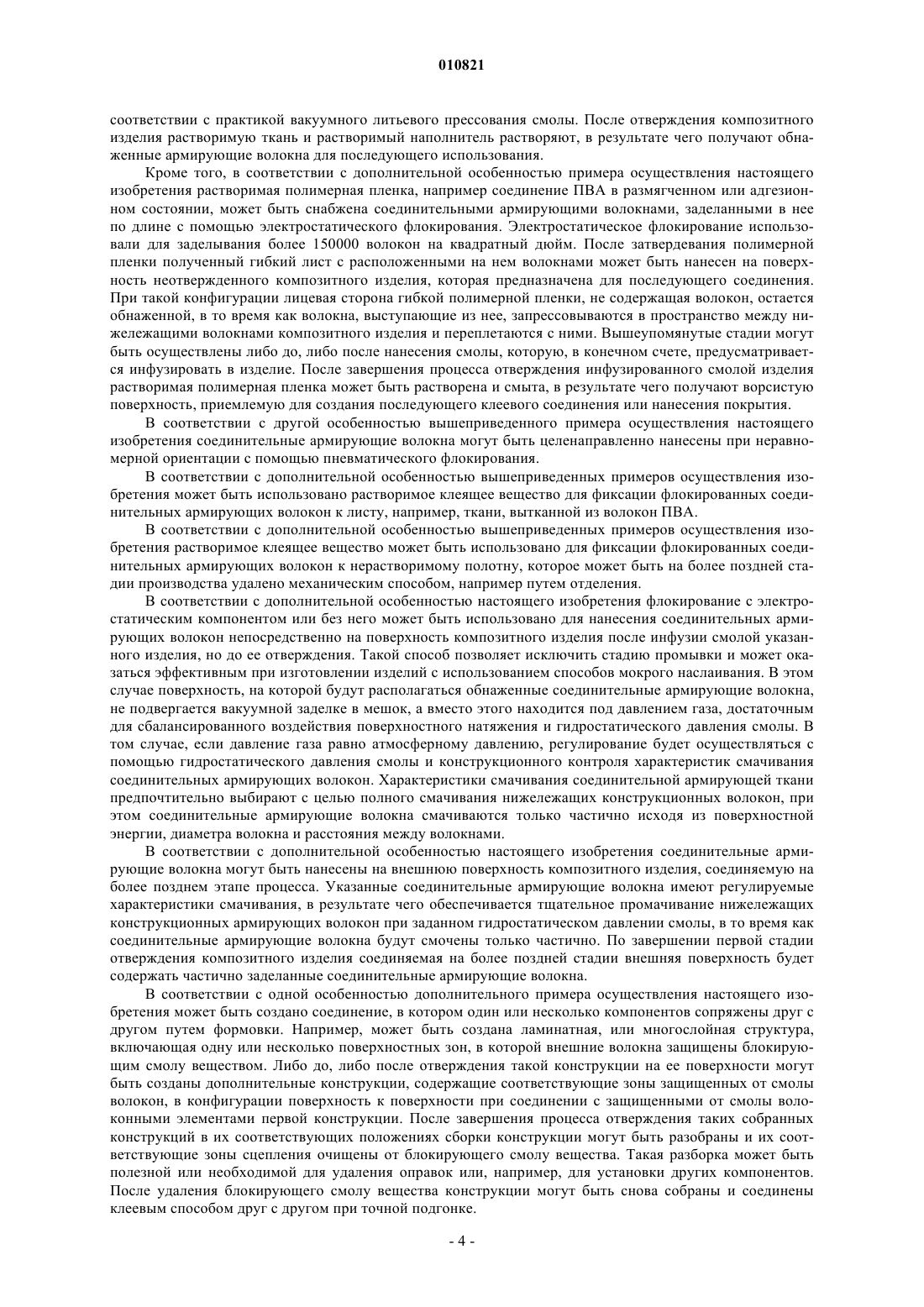
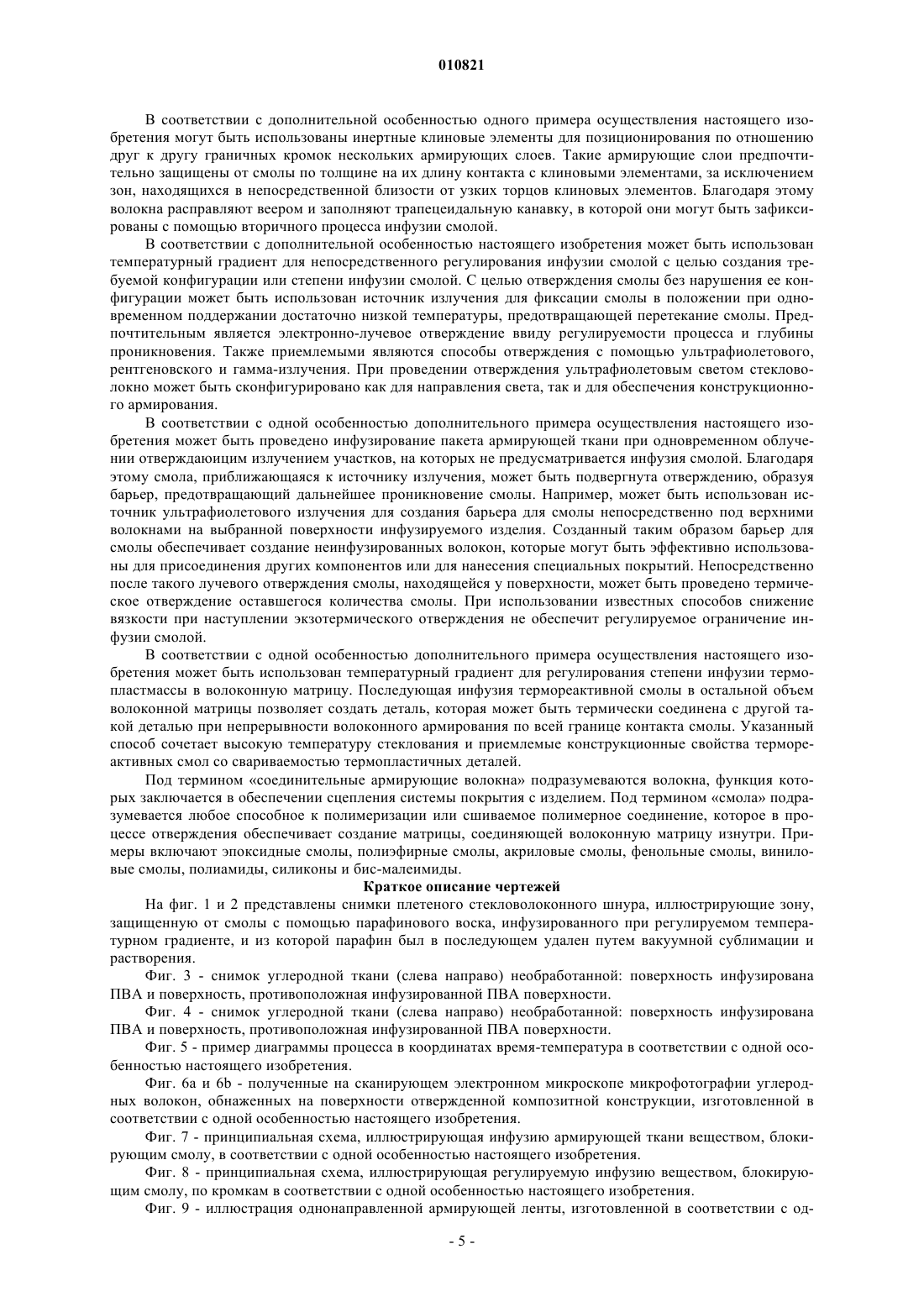
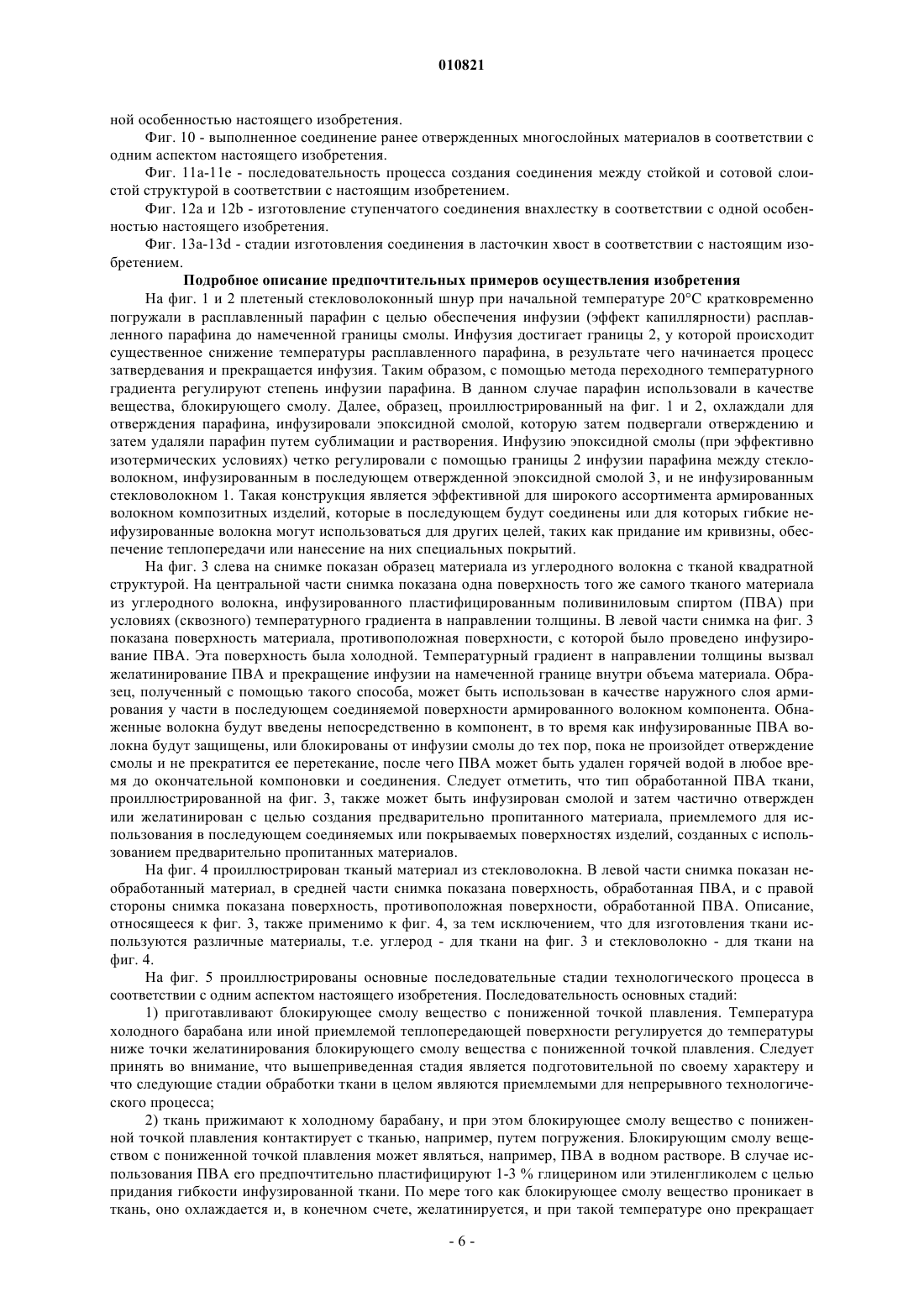
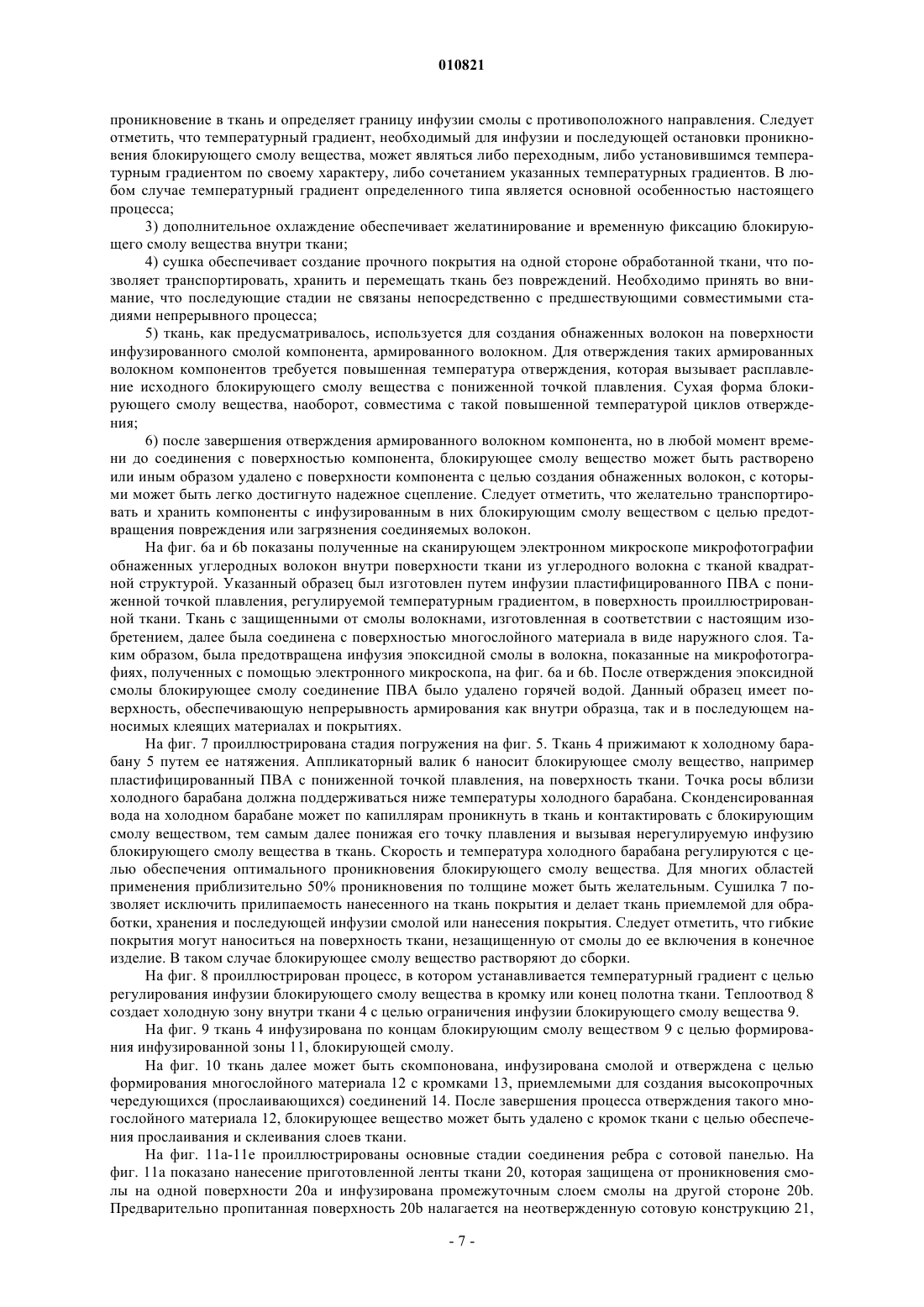
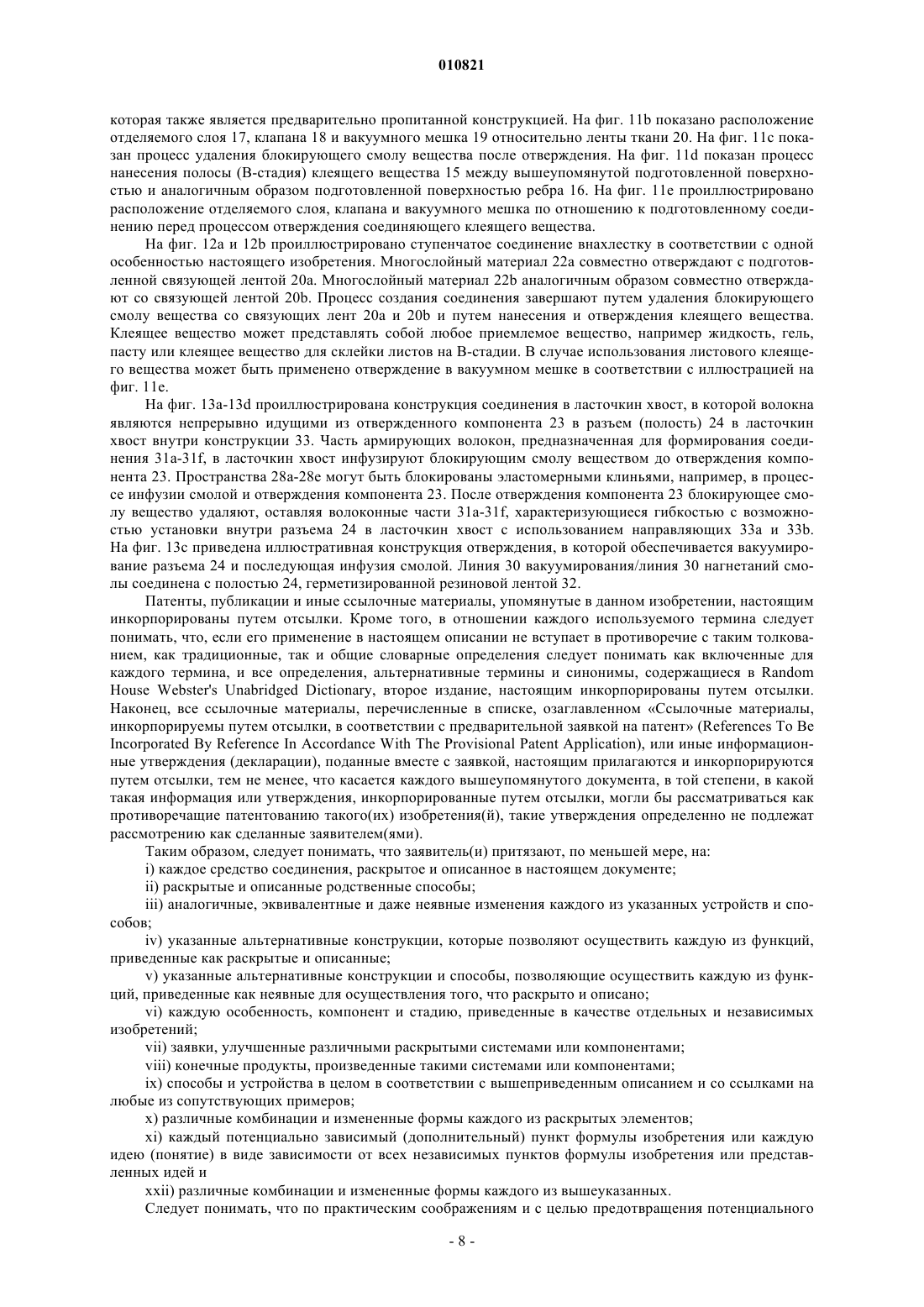
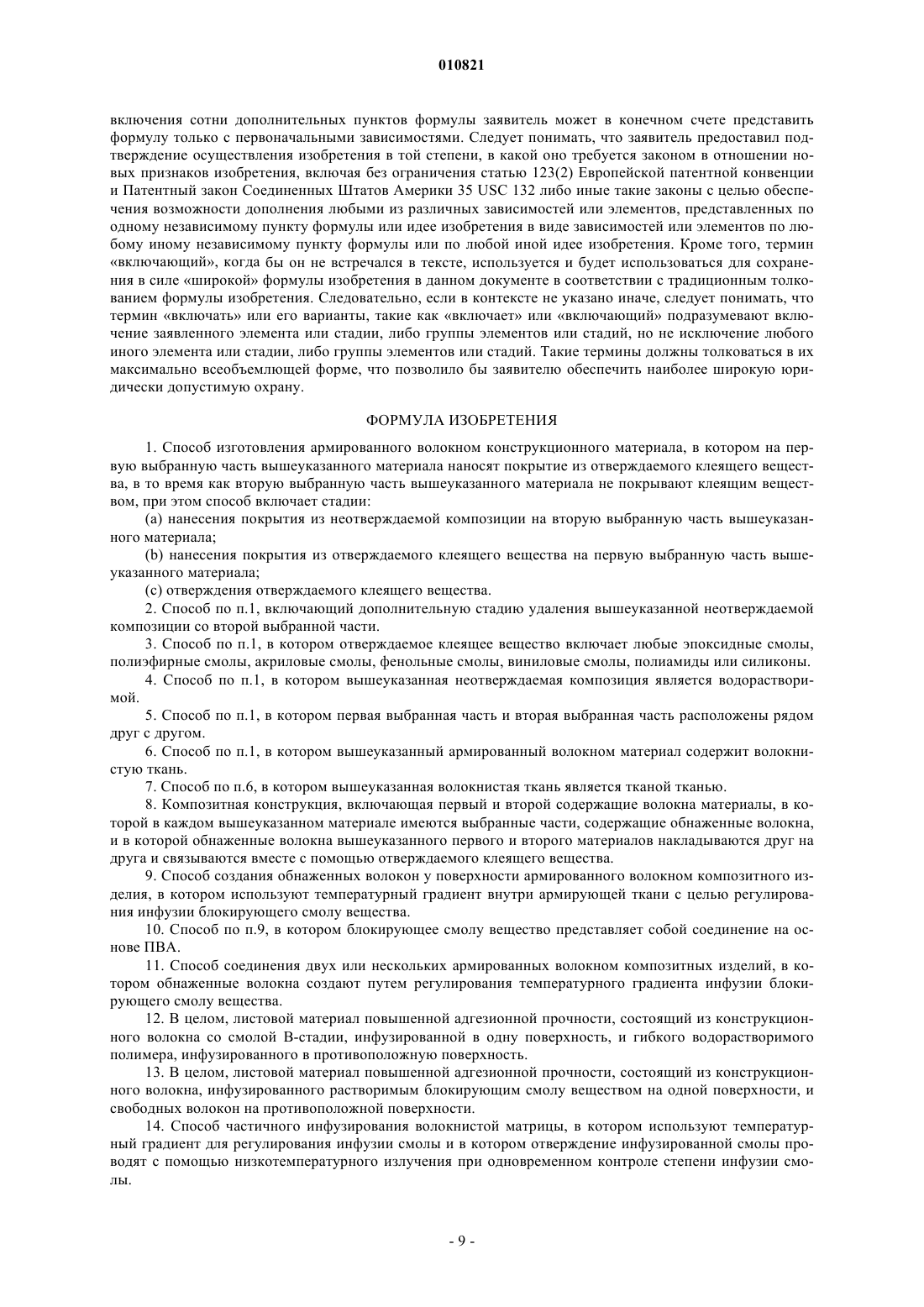
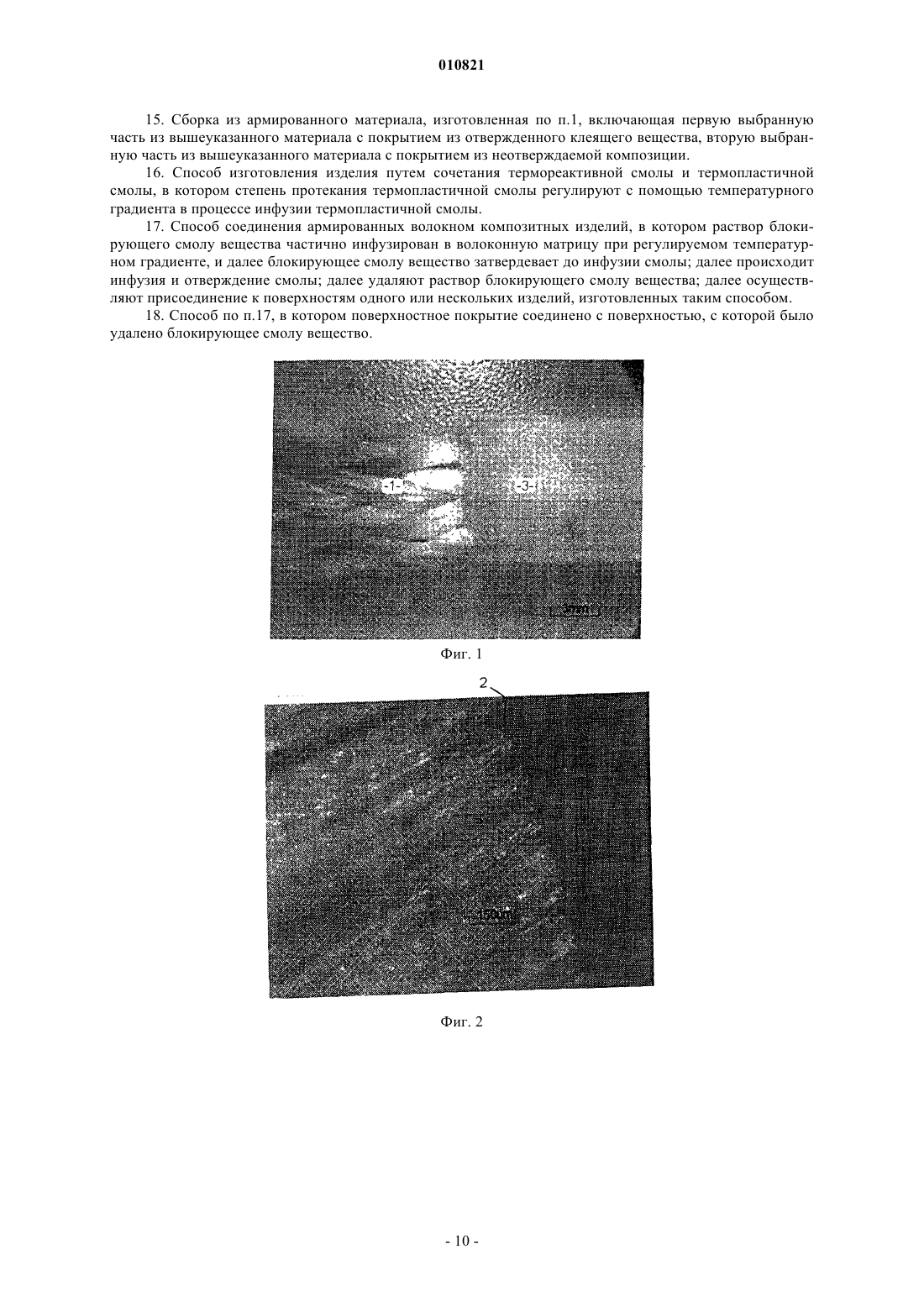
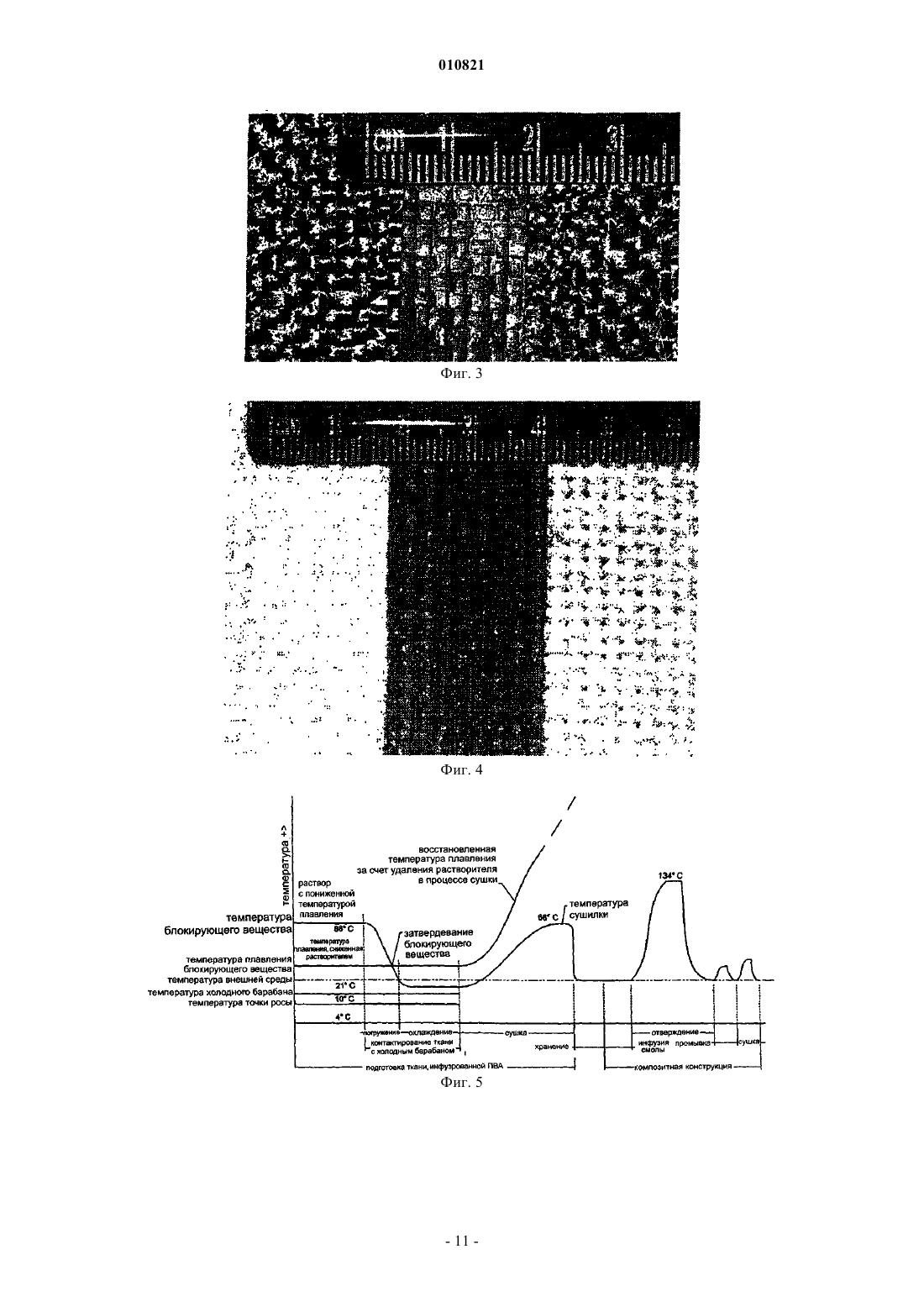
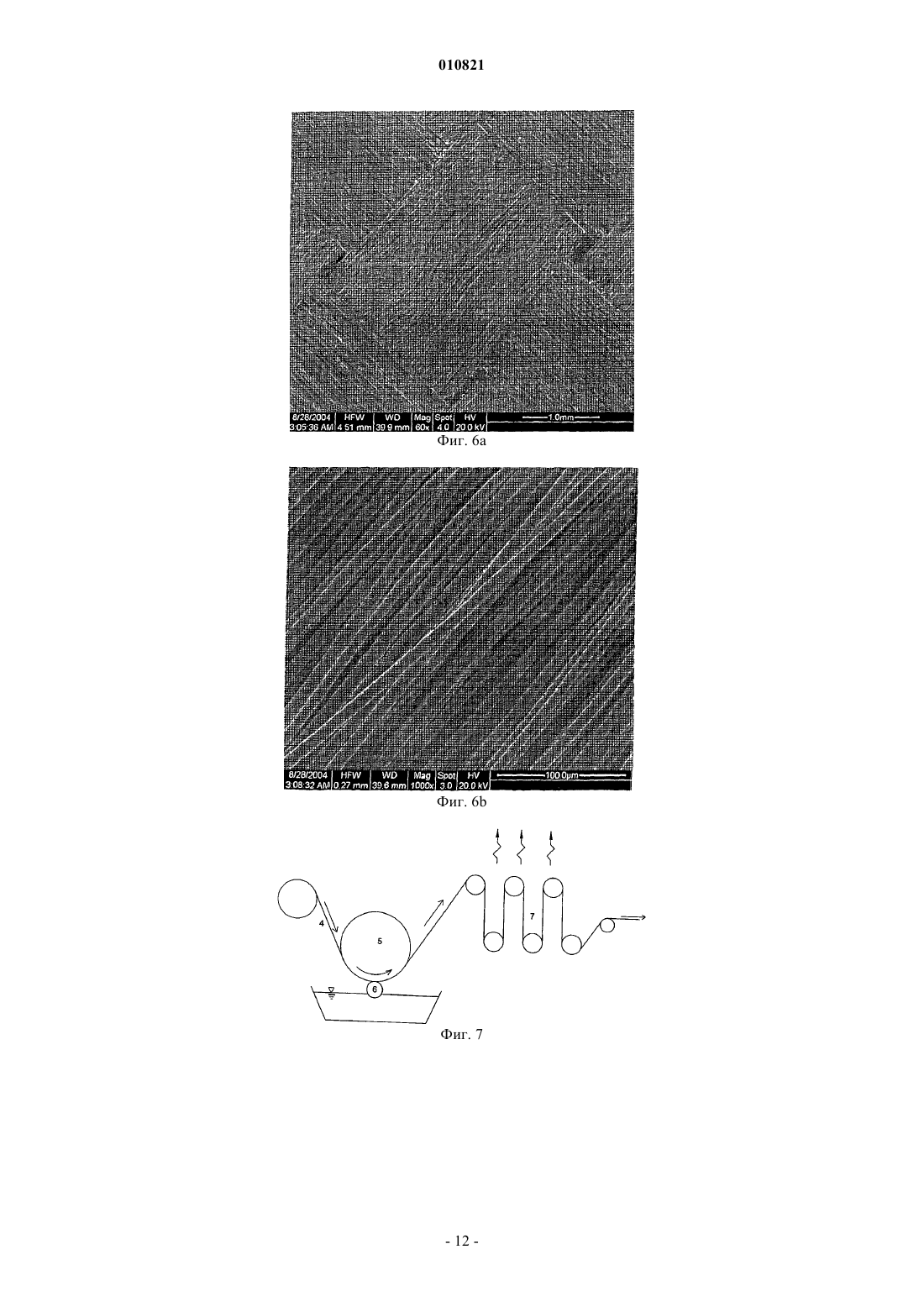
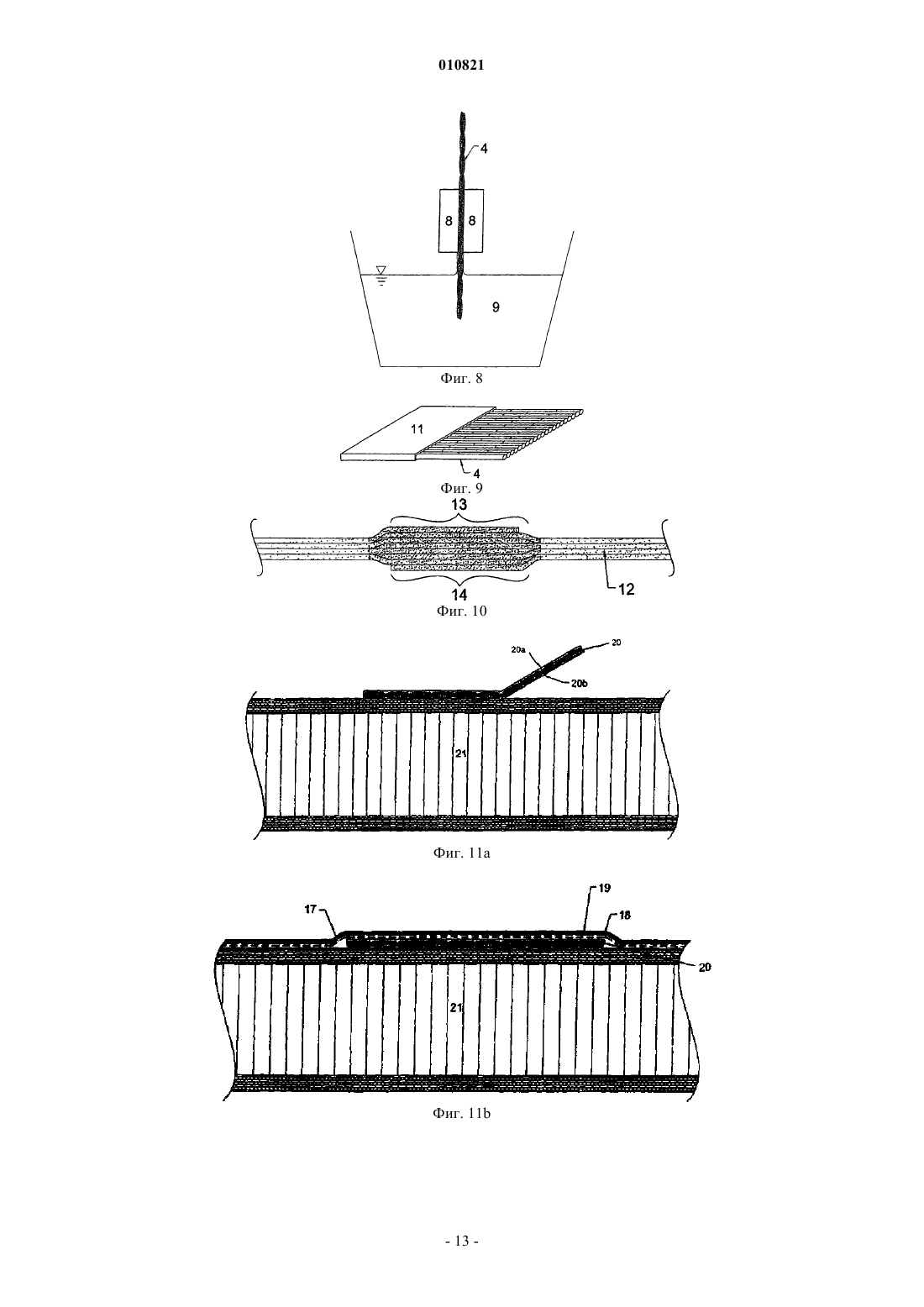
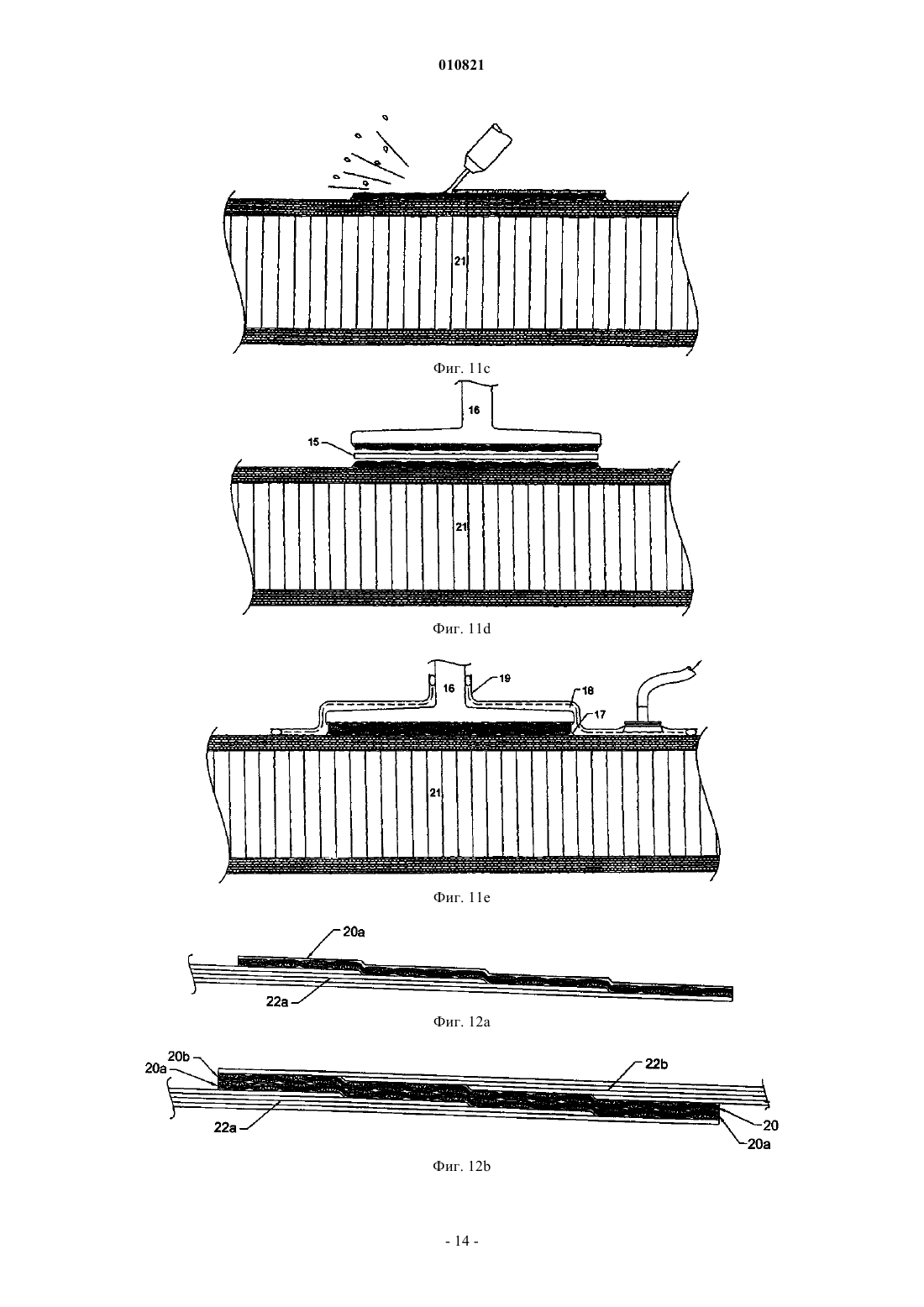
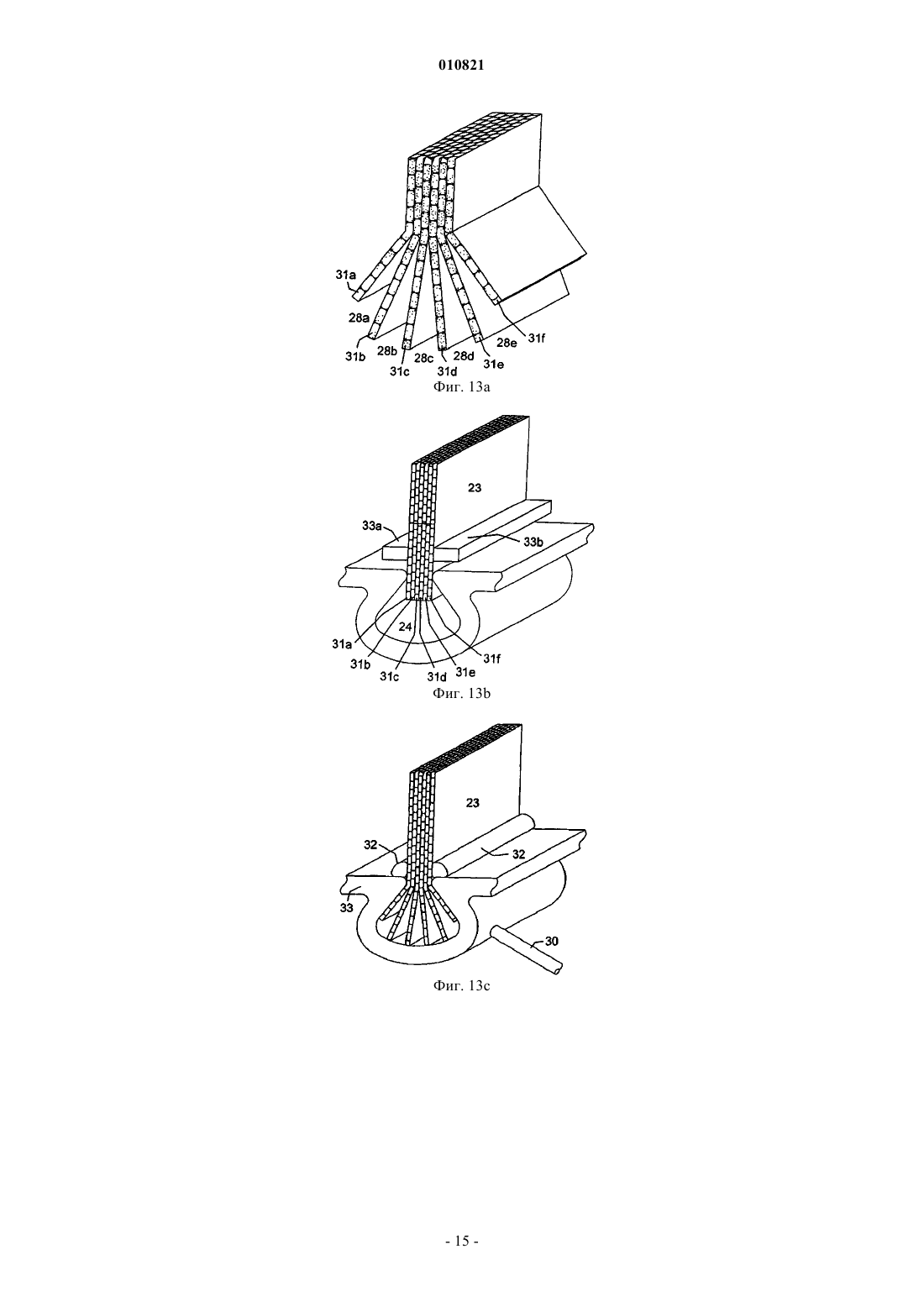
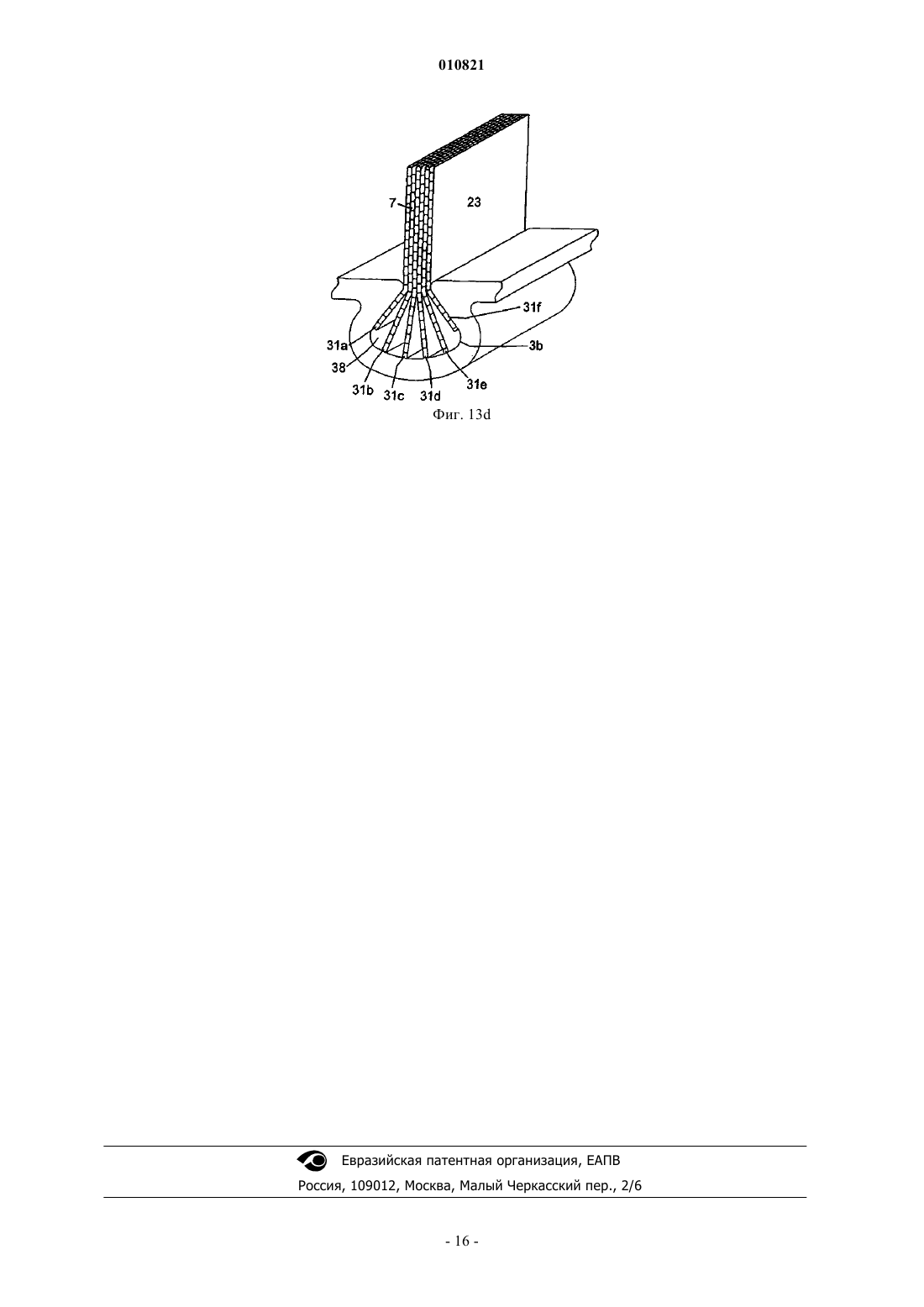
010821 В заявке на данное изобретение испрашивается приоритет на основе предварительной заявки Соединенных Штатов Америки 60/606231, на которую здесь приводится ссылка. Предпосылки к созданию изобретения 1. Область техники, к которой относится изобретение Настоящее изобретение относится к соединению армированных волокном конструкций, в частности к созданию открытых, не инфузированных смолой волокон на кромках или поверхностях армированных волокном компонентов, волокна которых могут быть эффективно использованы для армирования в последующем сформированных соединений между такими армированными волокном компонентами или соединений к ним. 2. Описание прототипа У большинства клеевых соединений в армированных волокном компонентах отсутствует непрерывность армирования, при этом явным исключением является Z-pin технология, описанная в патентеUS 6821368 В 2, выданном Benson et al. Непрерывность армирования волокном по всему участку соединений является желательной, так как армирование волокном является значительно более прочным по сравнению с полимерной матрицей и выше по прочности по сравнению с клеевыми соединениями внутри полимерной матрицы. Соединения на основе полимерной матрицы, в которых отсутствует армирование волокном, не обладают внутренним сопротивлением усталости армированных волокном конструкций. Кроме того, клеевые соединения между полимерными конструкциями подвержены деструкции под влиянием условий внешней среды. Системы отвержденных смол композитных компонентов образуют относительно ограниченное количество центров полимеризации для образования химической связи при последующем соединении изделия на вторичном этапе создания химической связи. Указанные недостатки известных клеевых соединений в армированных волокнами композиционных материалах были в полной мере задокументированы J.M. Koyler, et al., Intl. SAMPE Tech. Conf. Series. 45, 365 (2000);Tech. Conf. Series. 45, 1787(2000); Heselhurst R.B. Joining Composite Structures, Tutorial notes SAMPE 2001. Вышеупомянутые публикации настоящим инкорпорированы путем отсылки. В патенте US 5464059,выданном Jacaruso et al., описывается частичная заделка армирующей ткани в термопластичный материал для последующего соединения термореактивных композитных конструкций, но без непрерывности волокна по всем выполненным термореактивным/термопластичным/термореактивным соединениям,предлагаемым в данном патенте. Различные процессы, используемые для повышения поверхностной энергии и доступности потенциальных центров химической связи, являются трудоемкими, недостаточно надежными и подвержены обратимости процесса при кратковременном воздействии внешних условий. Известны преимущества армирующих волокон, расположенных в направлении оси Z внутри отдельных композитных изделий. Например, отдельные слои материала, предварительно пропитанные синтетической смолой, обрабатывали флокированными волокнами с целью достижения повышенной внутрислойной прочности. Также были использованы трехмерные тканые преформы. Пример таких трехмерных тканых преформ описан в патенте US 6712099 В 2, выданном Schmidt et al. Несмотря на то что такие конструкции могут обеспечить исключительно высокое сопротивление расслаиванию вдоль оси Z внутри цельно отвержденных компонентов, такие конструкции сами по себе не обеспечивают повышенную прочность клеевых соединений. В прошлом предлагался ряд способов по создания армирования на участке соединений. Способы раскрыты в патентах US 5879492 и 6645610 В 1, выданных Reis иWong, и в них предусматривается использование полотен верхнего слоя, которые при отделении от отвержденного композиционного материала предназначены для того, чтобы волокна, служащие для армирования последующего клеевого соединения, оставались заделанными в композитную конструкцию. Приведено описание использования как котканых, так и флокированных волокон. Такие системы приводят к противоречащим требованиям в отношении высокой смачивающей способности волокон, которые остаются в отвержденной смоле, и в отношении высоких разделительных свойств отслаиваемого волокна. Очевидно, что цель не будет достигнута при использовании одного типа волокна и одного типа обработки поверхности. Кроме того, разделительные вещества, которые могут быть нанесены на отслаиваемые волокна, могут иметь тенденцию мигрировать в процессе отверждения в заделываемые волокна, тем самым снижая прочность и надежность любого клеевого соединения, для армирования которого предназначены заделанные в смолу волокна. Также использовали электростатически флокированные углеродные волокна в целях повышения теплопередачи от электрических компонентов и для теплопередачи в двигателях Стирлинга. 3. Краткое изложение существа изобретения Целью настоящего изобретения является создание высокопрочных соединений между различными армированными волокнами конструкционными компонентами. Например, внутренняя конструкция фюзеляжа самолета может быть снабжена, в целом, кольцевой зоной обнаженных волокон с целью создания клеевого соединения с герметической перегородкой по ее периметру, соответствующего размеру фюзеляжа, имеющего аналогичные обнаженные волокна. При создании клеевого соединения волокна, выступающие из конструкции фюзеляжа, смешивают и совместно заделывают в отвержденный клеящий состав с волокнами, выступающими из конструкции герметической перегородки. Благодаря этому повыша-1 010821 ется целостность комбинированной конструкции за счет непрерывности волокон на участке контакта клеящий состав-отвержденная смола, и, следовательно, целостность не зависит от прочности связи клеящий состав-отвержденная смола, а также от прочности неармированного клеящего состава. Обеспечивается надежная передача нагрузок от волокон к смоле и далее к волокнам при отсутствии необходимости передачи растягивающей нагрузки по линиям клеевого соединения. Также обеспечивается снижение напряжений внутри клеящего вещества как такового в зависимости от степени соединения волокон внахлестку, достигнутой внутри клеящего вещества. Соединение волокон внахлестку может быть выполнено в зависимости от требований к нагрузке. Например, с целью максимального увеличения соотношения расположения наклона волокон в направлении оси Z внутри соединения могут быть использованы противоположные электростатически флокированные связующие ленты. Также могли бы быть созданы соединения с преимущественно поперечной нагрузкой, имеющие частично обнаженные тканые армирующие ткани. Ожидается, что трикотажные ткани позволят обеспечить соединительные свойства,являющиеся промежуточными по отношению к свойствам, обеспечиваемым флокированными связующими лентами и тканым материалом квадратной структуры. Целью дополнительного примера осуществления настоящего изобретения является создание высокопрочного соединения между нижележащей конструкцией и системой покрытия. Например, композитная конструкция космического корабля может включать в себя поверхностные зоны обнаженных волокон, соответствующие зонам максимального нагрева при вхождении в плотные слои атмосферы. Изоляционные тугоплавкие материалы, такие как вспененный кремнезем или алюмоксидное волокно, могут быть легко прикреплены к такой поверхности с помощью таких клеящих материалов, как силиконовый эластомер холодного отверждения (RTV - отверждаемые при комнатной температуре). Таким образом,клеящее вещество может быть надежно присоединено к нижележащей композитной конструкции независимо от химической связи с поверхностью отвержденной смолы, которая может характеризоваться относительной химической инертностью. Другие примеры систем покрытия, к которым применимо настоящее изобретение, включают эпоксидную краску, эластомерные покрытия, термопластичные покрытия, термореактивные покрытия, например фенольные покрытия, противорадиолокационные покрытия,электрохромные покрытия, химически стойкие покрытия, огнеупорные покрытия, электропроводные покрытия для защиты от электромагнитных излучений или для защиты от ударов молний, абляционные покрытия и т.д. Любой материал, в который может быть произведена заделка обнаженных в соответствии с настоящим изобретением волокон, может быть надежно присоединен к нижележащей конструкции, в которой волокна являются непрерывными. Дополнительной целью настоящего изобретения является создание высокопрочного и, тем не менее, гибкого соединения между несколькими конструкционными компонентами. Например, для соединения двух относительно жестких конструкций, которые могут перемещаться относительно друг друга,может потребоваться гибкое соединение с целью снижения узловой нагрузки до безопасных пределов. Шасси или узлы крепления двигателя к фюзеляжу самолета могут быть включены в эту категорию. Создание в соответствии с настоящим изобретением обнаженных волокон на поверхности соединяемых деталей позволяет обеспечить эластомерное соединение между относительно жесткими конструкциями. Интегрирование обнаженных волокон каждой конструкции в такое эластомерное соединение обеспечивает не только надежность крепления соединения, но также позволяет выдержать значительные растягивающие нагрузки на такое соединение. В эластомерных соединениях известного уровня техники главным образом использовали спрессованные эластомерные элементы. В тех случаях, когда нагрузки изменяют направление на обратное, требуется избыточное количество эластомерных элементов, при этом тот или иной эластомерный элемент несет нагрузку в определенный момент времени. Дополнительной целью настоящего изобретения является создание в пределах зоны требуемой конструкционной гибкости гибкой матрицы вокруг волокон, которые в целом могут быть непрерывными между двумя или несколькими относительно сочлененными конструкционными элементами. Например,часть конструкционных волокон, содержащихся в армировании крыла, в котором они заделаны в жесткую полимерную матрицу, может выступать из него в обнаженной форме через зону требуемой гибкости и входить в элерон, в котором они также заделаны в жесткую полимерную матрицу. Таким образом, зона обнаженных волокон в данном случае выступает в качестве шарнирного устройства и может быть использована с последующей заделкой в гибкую матрицу, например эластомерную эпоксидную смолу, или без заделки в нее. В соответствии с дополнительной особенностью вышеупомянутого примера осуществления настоящего изобретения один или несколько полотен армирующего материала могут быть избирательно подвергнуты инфузии смолой и блокирующим смолу веществом в структуре, обеспечивающей характеристики, требуемые в отвержденном компоненте, выполненном из армирующих волокон и смолы. Такая избирательная инфузия может быть выполнена с помощью трафаретной или струйной печати. Такие полотна могут далее быть скомплектованы и отверждены, после чего зоны с веществом, блокирующим смолу, могут быть подвергнуты промывке для удаления такого вещества и использованы для формирования шарниров, а также связей с добавлением инфузированного эластомера или без его добавления.-2 010821 Дополнительной целью настоящего изобретения является создание усовершенствованных дискретных крепежных элементов, для соединения армированных волокном конструкций, таких как, например,гвозди, скобы или заклепки, что представляет собой значительное преимущество. Например, нити углеродного волокна длиной 5 см могут быть подвергнуты инфузии на каждом конце на длину 1 см с использованием жесткого (непластифицированного) ПВА, при этом далее ПВА придают форму острых концов. На последующем этапе процесса вышеуказанной нити может быть придана форма обычной скобки для скрепления бумаги с ножками длиной 2 см. Остальная часть нити, не инфузированная ПВА, в дальнейшем подвергается инфузии смолой, которая отверждается для придания изделию жесткой формы. Такая скобка могла бы быть установлена и проходить по всей толщине предварительно пропитанного смолой многослойного материала, при этом острые концы, инфузированные ПВА, заглублены в проницаемый эластомерный мат (пакет), аналогичный пакету, используемому в процессе отверждения конструкций,включающих Z-пины. После завершения отверждения многослойнго материала ПВА может быть растворен, и волокна на концах скобы могут быть разделены и приклеены к поверхности многослойного материала. В соответствии с одной особенностью примера осуществления настоящего изобретения между пропитанными смолой волокнами и непропитанными смолой волокнами может быть установлена зона термического градиента, являющегося нормальным к требуемой границе. К армирующим волокнам около высокотемпературного конца зоны термического градиента можно направить поток расплавленного вещества, блокирующего смолу, например парафин. Блокирующее смолу вещество, например, парафин,смачивает нагретое волокно и течет по волокну под действием эффекта капиллярности до границы, где температура волокна вызывает затвердевание парафина и прекращение его перемещения по капиллярам. Последующая инфузия смолой части волокна, неинфузированной парафином, приводит к образованию четкой границы смолы внутри волоконной матрицы. Отверждение смолы может осуществляться при температурах ниже точки плавления вещества, блокирующего смолу, например парафина. После завершения процесса отверждения смолы парафин может быть удален путем вакуумной сублимации с последующим растворением, например, в растворе лимонной кислоты. Такая последовательность операций позволяет обнажить неинфузированные смолой волокна, которые могут быть с легкостью включены во вторичное соединение. Например, граничные кромки двух примыкающих деталей могут быть соединены путем создания соединения внахлестку или путем переплетения обнаженных волокон с последующей инфузией смолой зоны переплетенных волокон. Полученная конструкция обладает тем преимуществом,что соединение характеризуется непрерывностью армирования. В соответствии с особенностью другого примера осуществления настоящего изобретения раствор пластифицированного поливинилового спирта (ПВА) может быть использован для инфузии участка волокон и создания барьера с целью регулирования последующей инфузии смолой. После затвердевания пластифицированный ПВА образует гибкий и термостойкий барьер, избирательно блокирующий инфузию смолой в процессе циклов отверждения горячим способом, которые могут включать экзотермически отверждаемые смолы. После завершения процесса отверждения смолы ПВА можно растворить теплой водой, получив в результате этого обнаженные концы волокон, которые могут быть эффективно использованы для создания последующих соединений. В соответствии с дополнительной особенностью одного примера осуществления настоящего изобретения в волоконную матрицу может быть инфузирован металл или сплав металлов при регулировании температурного градиента. Оставшаяся неинфузированная металлом часть волоконной матрицы может быть в последующем инфузирована и отверждена смолой. При необходимости металл может быть удален путем расплавления, химической коррозии или электрохимическим путем. Для определенных целей применения металл не удаляют, например, с целью обеспечения повышенных электрических свойств. В соответствии с дополнительной особенностью настоящего изобретения в растворимом гибком полотне могут быть закреплены короткие отрезки волокон, ориентированные в основном нормально к плоскости эластомерного полотна. Такое полотно может быть уложено на поверхность неотвержденной композитной конструкции и находиться на этой поверхности в процессе отверждения. После завершения процесса отверждения гибкое полотно может быть растворено, в результате чего обнаженные волокна выступают из поверхности отвержденной композитной конструкции. В соответствии с одной особенностью дополнительного примера осуществления настоящего изобретения материал из растворимого волокна, например ПВА, может быть использован аналогично тому,как используется поддерживающая или грунтовая ткань ковра или бархата. Армирующие нити, например, углеродного волокна могут быть вставлены или прикреплены в соответствии с известным технологическим процессом изготовления ковров или включены в качестве элементов петлевой ткани велюра. Далее, поверхность поддерживающей или грунтовой ткани может быть покрыта изолирующим слоем гибкого растворимого заполнителя, например ПВА. Далее, такая ткань может быть нанесена на поверхность неотвержденной композитной конструкции, при этом обнаженные армирующие волокна ориентированы в направлении нижележащей конструкции. Например, отверждаемая смола может предварительно пропитать такую ткань или может быть инфузирована в ткань и композитную конструкцию в целом в-3 010821 соответствии с практикой вакуумного литьевого прессования смолы. После отверждения композитного изделия растворимую ткань и растворимый наполнитель растворяют, в результате чего получают обнаженные армирующие волокна для последующего использования. Кроме того, в соответствии с дополнительной особенностью примера осуществления настоящего изобретения растворимая полимерная пленка, например соединение ПВА в размягченном или адгезионном состоянии, может быть снабжена соединительными армирующими волокнами, заделанными в нее по длине с помощью электростатического флокирования. Электростатическое флокирование использовали для заделывания более 150000 волокон на квадратный дюйм. После затвердевания полимерной пленки полученный гибкий лист с расположенными на нем волокнами может быть нанесен на поверхность неотвержденного композитного изделия, которая предназначена для последующего соединения. При такой конфигурации лицевая сторона гибкой полимерной пленки, не содержащая волокон, остается обнаженной, в то время как волокна, выступающие из нее, запрессовываются в пространство между нижележащими волокнами композитного изделия и переплетаются с ними. Вышеупомянутые стадии могут быть осуществлены либо до, либо после нанесения смолы, которую, в конечном счете, предусматривается инфузировать в изделие. После завершения процесса отверждения инфузированного смолой изделия растворимая полимерная пленка может быть растворена и смыта, в результате чего получают ворсистую поверхность, приемлемую для создания последующего клеевого соединения или нанесения покрытия. В соответствии с другой особенностью вышеприведенного примера осуществления настоящего изобретения соединительные армирующие волокна могут быть целенаправленно нанесены при неравномерной ориентации с помощью пневматического флокирования. В соответствии с дополнительной особенностью вышеприведенных примеров осуществления изобретения может быть использовано растворимое клеящее вещество для фиксации флокированных соединительных армирующих волокон к листу, например, ткани, вытканной из волокон ПВА. В соответствии с дополнительной особенностью вышеприведенных примеров осуществления изобретения растворимое клеящее вещество может быть использовано для фиксации флокированных соединительных армирующих волокон к нерастворимому полотну, которое может быть на более поздней стадии производства удалено механическим способом, например путем отделения. В соответствии с дополнительной особенностью настоящего изобретения флокирование с электростатическим компонентом или без него может быть использовано для нанесения соединительных армирующих волокон непосредственно на поверхность композитного изделия после инфузии смолой указанного изделия, но до ее отверждения. Такой способ позволяет исключить стадию промывки и может оказаться эффективным при изготовлении изделий с использованием способов мокрого наслаивания. В этом случае поверхность, на которой будут располагаться обнаженные соединительные армирующие волокна,не подвергается вакуумной заделке в мешок, а вместо этого находится под давлением газа, достаточным для сбалансированного воздействия поверхностного натяжения и гидростатического давления смолы. В том случае, если давление газа равно атмосферному давлению, регулирование будет осуществляться с помощью гидростатического давления смолы и конструкционного контроля характеристик смачивания соединительных армирующих волокон. Характеристики смачивания соединительной армирующей ткани предпочтительно выбирают с целью полного смачивания нижележащих конструкционных волокон, при этом соединительные армирующие волокна смачиваются только частично исходя из поверхностной энергии, диаметра волокна и расстояния между волокнами. В соответствии с дополнительной особенностью настоящего изобретения соединительные армирующие волокна могут быть нанесены на внешнюю поверхность композитного изделия, соединяемую на более позднем этапе процесса. Указанные соединительные армирующие волокна имеют регулируемые характеристики смачивания, в результате чего обеспечивается тщательное промачивание нижележащих конструкционных армирующих волокон при заданном гидростатическом давлении смолы, в то время как соединительные армирующие волокна будут смочены только частично. По завершении первой стадии отверждения композитного изделия соединяемая на более поздней стадии внешняя поверхность будет содержать частично заделанные соединительные армирующие волокна. В соответствии с одной особенностью дополнительного примера осуществления настоящего изобретения может быть создано соединение, в котором один или несколько компонентов сопряжены друг с другом путем формовки. Например, может быть создана ламинатная, или многослойная структура,включающая одну или несколько поверхностных зон, в которой внешние волокна защищены блокирующим смолу веществом. Либо до, либо после отверждения такой конструкции на ее поверхности могут быть созданы дополнительные конструкции, содержащие соответствующие зоны защищенных от смолы волокон, в конфигурации поверхность к поверхности при соединении с защищенными от смолы волоконными элементами первой конструкции. После завершения процесса отверждения таких собранных конструкций в их соответствующих положениях сборки конструкции могут быть разобраны и их соответствующие зоны сцепления очищены от блокирующего смолу вещества. Такая разборка может быть полезной или необходимой для удаления оправок или, например, для установки других компонентов. После удаления блокирующего смолу вещества конструкции могут быть снова собраны и соединены клеевым способом друг с другом при точной подгонке.-4 010821 В соответствии с дополнительной особенностью одного примера осуществления настоящего изобретения могут быть использованы инертные клиновые элементы для позиционирования по отношению друг к другу граничных кромок нескольких армирующих слоев. Такие армирующие слои предпочтительно защищены от смолы по толщине на их длину контакта с клиновыми элементами, за исключением зон, находящихся в непосредственной близости от узких торцов клиновых элементов. Благодаря этому волокна расправляют веером и заполняют трапецеидальную канавку, в которой они могут быть зафиксированы с помощью вторичного процесса инфузии смолой. В соответствии с дополнительной особенностью настоящего изобретения может быть использован температурный градиент для непосредственного регулирования инфузии смолой с целью создания требуемой конфигурации или степени инфузии смолой. С целью отверждения смолы без нарушения ее конфигурации может быть использован источник излучения для фиксации смолы в положении при одновременном поддержании достаточно низкой температуры, предотвращающей перетекание смолы. Предпочтительным является электронно-лучевое отверждение ввиду регулируемости процесса и глубины проникновения. Также приемлемыми являются способы отверждения с помощью ультрафиолетового,рентгеновского и гамма-излучения. При проведении отверждения ультрафиолетовым светом стекловолокно может быть сконфигурировано как для направления света, так и для обеспечения конструкционного армирования. В соответствии с одной особенностью дополнительного примера осуществления настоящего изобретения может быть проведено инфузирование пакета армирующей ткани при одновременном облучении отверждаюицим излучением участков, на которых не предусматривается инфузия смолой. Благодаря этому смола, приближающаяся к источнику излучения, может быть подвергнута отверждению, образуя барьер, предотвращающий дальнейшее проникновение смолы. Например, может быть использован источник ультрафиолетового излучения для создания барьера для смолы непосредственно под верхними волокнами на выбранной поверхности инфузируемого изделия. Созданный таким образом барьер для смолы обеспечивает создание неинфузированных волокон, которые могут быть эффективно использованы для присоединения других компонентов или для нанесения специальных покрытий. Непосредственно после такого лучевого отверждения смолы, находящейся у поверхности, может быть проведено термическое отверждение оставшегося количества смолы. При использовании известных способов снижение вязкости при наступлении экзотермического отверждения не обеспечит регулируемое ограничение инфузии смолой. В соответствии с одной особенностью дополнительного примера осуществления настоящего изобретения может быть использован температурный градиент для регулирования степени инфузии термопластмассы в волоконную матрицу. Последующая инфузия термореактивной смолы в остальной объем волоконной матрицы позволяет создать деталь, которая может быть термически соединена с другой такой деталью при непрерывности волоконного армирования по всей границе контакта смолы. Указанный способ сочетает высокую температуру стеклования и приемлемые конструкционные свойства термореактивных смол со свариваемостью термопластичных деталей. Под термином соединительные армирующие волокна подразумеваются волокна, функция которых заключается в обеспечении сцепления системы покрытия с изделием. Под термином смола подразумевается любое способное к полимеризации или сшиваемое полимерное соединение, которое в процессе отверждения обеспечивает создание матрицы, соединяющей волоконную матрицу изнутри. Примеры включают эпоксидные смолы, полиэфирные смолы, акриловые смолы, фенольные смолы, виниловые смолы, полиамиды, силиконы и бис-малеимиды. Краткое описание чертежей На фиг. 1 и 2 представлены снимки плетеного стекловолоконного шнура, иллюстрирующие зону,защищенную от смолы с помощью парафинового воска, инфузированного при регулируемом температурном градиенте, и из которой парафин был в последующем удален путем вакуумной сублимации и растворения. Фиг. 3 - снимок углеродной ткани (слева направо) необработанной: поверхность инфузирована ПВА и поверхность, противоположная инфузированной ПВА поверхности. Фиг. 4 - снимок углеродной ткани (слева направо) необработанной: поверхность инфузирована ПВА и поверхность, противоположная инфузированной ПВА поверхности. Фиг. 5 - пример диаграммы процесса в координатах время-температура в соответствии с одной особенностью настоящего изобретения. Фиг. 6a и 6b - полученные на сканирующем электронном микроскопе микрофотографии углеродных волокон, обнаженных на поверхности отвержденной композитной конструкции, изготовленной в соответствии с одной особенностью настоящего изобретения. Фиг. 7 - принципиальная схема, иллюстрирующая инфузию армирующей ткани веществом, блокирующим смолу, в соответствии с одной особенностью настоящего изобретения. Фиг. 8 - принципиальная схема, иллюстрирующая регулируемую инфузию веществом, блокирующим смолу, по кромкам в соответствии с одной особенностью настоящего изобретения. Фиг. 9 - иллюстрация однонаправленной армирующей ленты, изготовленной в соответствии с од-5 010821 ной особенностью настоящего изобретения. Фиг. 10 - выполненное соединение ранее отвержденных многослойных материалов в соответствии с одним аспектом настоящего изобретения. Фиг. 11a-11e - последовательность процесса создания соединения между стойкой и сотовой слоистой структурой в соответствии с настоящим изобретением. Фиг. 12a и 12b - изготовление ступенчатого соединения внахлестку в соответствии с одной особенностью настоящего изобретения. Фиг. 13a-13d - стадии изготовления соединения в ласточкин хвост в соответствии с настоящим изобретением. Подробное описание предпочтительных примеров осуществления изобретения На фиг. 1 и 2 плетеный стекловолоконный шнур при начальной температуре 20C кратковременно погружали в расплавленный парафин с целью обеспечения инфузии (эффект капиллярности) расплавленного парафина до намеченной границы смолы. Инфузия достигает границы 2, у которой происходит существенное снижение температуры расплавленного парафина, в результате чего начинается процесс затвердевания и прекращается инфузия. Таким образом, с помощью метода переходного температурного градиента регулируют степень инфузии парафина. В данном случае парафин использовали в качестве вещества, блокирующего смолу. Далее, образец, проиллюстрированный на фиг. 1 и 2, охлаждали для отверждения парафина, инфузировали эпоксидной смолой, которую затем подвергали отверждению и затем удаляли парафин путем сублимации и растворения. Инфузию эпоксидной смолы (при эффективно изотермических условиях) четко регулировали с помощью границы 2 инфузии парафина между стекловолокном, инфузированным в последующем отвержденной эпоксидной смолой 3, и не инфузированным стекловолокном 1. Такая конструкция является эффективной для широкого ассортимента армированных волокном композитных изделий, которые в последующем будут соединены или для которых гибкие неифузированные волокна могут использоваться для других целей, таких как придание им кривизны, обеспечение теплопередачи или нанесение на них специальных покрытий. На фиг. 3 слева на снимке показан образец материала из углеродного волокна с тканой квадратной структурой. На центральной части снимка показана одна поверхность того же самого тканого материала из углеродного волокна, инфузированного пластифицированным поливиниловым спиртом (ПВА) при условиях (сквозного) температурного градиента в направлении толщины. В левой части снимка на фиг. 3 показана поверхность материала, противоположная поверхности, с которой было проведено инфузирование ПВА. Эта поверхность была холодной. Температурный градиент в направлении толщины вызвал желатинирование ПВА и прекращение инфузии на намеченной границе внутри объема материала. Образец, полученный с помощью такого способа, может быть использован в качестве наружного слоя армирования у части в последующем соединяемой поверхности армированного волокном компонента. Обнаженные волокна будут введены непосредственно в компонент, в то время как инфузированные ПВА волокна будут защищены, или блокированы от инфузии смолы до тех пор, пока не произойдет отверждение смолы и не прекратится ее перетекание, после чего ПВА может быть удален горячей водой в любое время до окончательной компоновки и соединения. Следует отметить, что тип обработанной ПВА ткани,проиллюстрированной на фиг. 3, также может быть инфузирован смолой и затем частично отвержден или желатинирован с целью создания предварительно пропитанного материала, приемлемого для использования в последующем соединяемых или покрываемых поверхностях изделий, созданных с использованием предварительно пропитанных материалов. На фиг. 4 проиллюстрирован тканый материал из стекловолокна. В левой части снимка показан необработанный материал, в средней части снимка показана поверхность, обработанная ПВА, и с правой стороны снимка показана поверхность, противоположная поверхности, обработанной ПВА. Описание,относящееся к фиг. 3, также применимо к фиг. 4, за тем исключением, что для изготовления ткани используются различные материалы, т.е. углерод - для ткани на фиг. 3 и стекловолокно - для ткани на фиг. 4. На фиг. 5 проиллюстрированы основные последовательные стадии технологического процесса в соответствии с одним аспектом настоящего изобретения. Последовательность основных стадий: 1) приготавливают блокирующее смолу вещество с пониженной точкой плавления. Температура холодного барабана или иной приемлемой теплопередающей поверхности регулируется до температуры ниже точки желатинирования блокирующего смолу вещества с пониженной точкой плавления. Следует принять во внимание, что вышеприведенная стадия является подготовительной по своему характеру и что следующие стадии обработки ткани в целом являются приемлемыми для непрерывного технологического процесса; 2) ткань прижимают к холодному барабану, и при этом блокирующее смолу вещество с пониженной точкой плавления контактирует с тканью, например, путем погружения. Блокирующим смолу веществом с пониженной точкой плавления может являться, например, ПВА в водном растворе. В случае использования ПВА его предпочтительно пластифицируют 1-3 % глицерином или этиленгликолем с целью придания гибкости инфузированной ткани. По мере того как блокирующее смолу вещество проникает в ткань, оно охлаждается и, в конечном счете, желатинируется, и при такой температуре оно прекращает-6 010821 проникновение в ткань и определяет границу инфузии смолы с противоположного направления. Следует отметить, что температурный градиент, необходимый для инфузии и последующей остановки проникновения блокирующего смолу вещества, может являться либо переходным, либо установившимся температурным градиентом по своему характеру, либо сочетанием указанных температурных градиентов. В любом случае температурный градиент определенного типа является основной особенностью настоящего процесса; 3) дополнительное охлаждение обеспечивает желатинирование и временную фиксацию блокирующего смолу вещества внутри ткани; 4) сушка обеспечивает создание прочного покрытия на одной стороне обработанной ткани, что позволяет транспортировать, хранить и перемещать ткань без повреждений. Необходимо принять во внимание, что последующие стадии не связаны непосредственно с предшествующими совместимыми стадиями непрерывного процесса; 5) ткань, как предусматривалось, используется для создания обнаженных волокон на поверхности инфузированного смолой компонента, армированного волокном. Для отверждения таких армированных волокном компонентов требуется повышенная температура отверждения, которая вызывает расплавление исходного блокирующего смолу вещества с пониженной точкой плавления. Сухая форма блокирующего смолу вещества, наоборот, совместима с такой повышенной температурой циклов отверждения; 6) после завершения отверждения армированного волокном компонента, но в любой момент времени до соединения с поверхностью компонента, блокирующее смолу вещество может быть растворено или иным образом удалено с поверхности компонента с целью создания обнаженных волокон, с которыми может быть легко достигнуто надежное сцепление. Следует отметить, что желательно транспортировать и хранить компоненты с инфузированным в них блокирующим смолу веществом с целью предотвращения повреждения или загрязнения соединяемых волокон. На фиг. 6a и 6b показаны полученные на сканирующем электронном микроскопе микрофотографии обнаженных углеродных волокон внутри поверхности ткани из углеродного волокна с тканой квадратной структурой. Указанный образец был изготовлен путем инфузии пластифицированного ПВА с пониженной точкой плавления, регулируемой температурным градиентом, в поверхность проиллюстрированной ткани. Ткань с защищенными от смолы волокнами, изготовленная в соответствии с настоящим изобретением, далее была соединена с поверхностью многослойного материала в виде наружного слоя. Таким образом, была предотвращена инфузия эпоксидной смолы в волокна, показанные на микрофотографиях, полученных с помощью электронного микроскопа, на фиг. 6a и 6b. После отверждения эпоксидной смолы блокирующее смолу соединение ПВА было удалено горячей водой. Данный образец имеет поверхность, обеспечивающую непрерывность армирования как внутри образца, так и в последующем наносимых клеящих материалах и покрытиях. На фиг. 7 проиллюстрирована стадия погружения на фиг. 5. Ткань 4 прижимают к холодному барабану 5 путем ее натяжения. Аппликаторный валик 6 наносит блокирующее смолу вещество, например пластифицированный ПВА с пониженной точкой плавления, на поверхность ткани. Точка росы вблизи холодного барабана должна поддерживаться ниже температуры холодного барабана. Сконденсированная вода на холодном барабане может по капиллярам проникнуть в ткань и контактировать с блокирующим смолу веществом, тем самым далее понижая его точку плавления и вызывая нерегулируемую инфузию блокирующего смолу вещества в ткань. Скорость и температура холодного барабана регулируются с целью обеспечения оптимального проникновения блокирующего смолу вещества. Для многих областей применения приблизительно 50% проникновения по толщине может быть желательным. Сушилка 7 позволяет исключить прилипаемость нанесенного на ткань покрытия и делает ткань приемлемой для обработки, хранения и последующей инфузии смолой или нанесения покрытия. Следует отметить, что гибкие покрытия могут наноситься на поверхность ткани, незащищенную от смолы до ее включения в конечное изделие. В таком случае блокирующее смолу вещество растворяют до сборки. На фиг. 8 проиллюстрирован процесс, в котором устанавливается температурный градиент с целью регулирования инфузии блокирующего смолу вещества в кромку или конец полотна ткани. Теплоотвод 8 создает холодную зону внутри ткани 4 с целью ограничения инфузии блокирующего смолу вещества 9. На фиг. 9 ткань 4 инфузирована по концам блокирующим смолу веществом 9 с целью формирования инфузированной зоны 11, блокирующей смолу. На фиг. 10 ткань далее может быть скомпонована, инфузирована смолой и отверждена с целью формирования многослойного материала 12 с кромками 13, приемлемыми для создания высокопрочных чередующихся (прослаивающихся) соединений 14. После завершения процесса отверждения такого многослойного материала 12, блокирующее вещество может быть удалено с кромок ткани с целью обеспечения прослаивания и склеивания слоев ткани. На фиг. 11a-11e проиллюстрированы основные стадии соединения ребра с сотовой панелью. На фиг. 11a показано нанесение приготовленной ленты ткани 20, которая защищена от проникновения смолы на одной поверхности 20a и инфузирована промежуточным слоем смолы на другой стороне 20b. Предварительно пропитанная поверхность 20b налагается на неотвержденную сотовую конструкцию 21,-7 010821 которая также является предварительно пропитанной конструкцией. На фиг. 11b показано расположение отделяемого слоя 17, клапана 18 и вакуумного мешка 19 относительно ленты ткани 20. На фиг. 11 с показан процесс удаления блокирующего смолу вещества после отверждения. На фиг. 11d показан процесс нанесения полосы (B-стадия) клеящего вещества 15 между вышеупомянутой подготовленной поверхностью и аналогичным образом подготовленной поверхностью ребра 16. На фиг. 11e проиллюстрировано расположение отделяемого слоя, клапана и вакуумного мешка по отношению к подготовленному соединению перед процессом отверждения соединяющего клеящего вещества. На фиг. 12a и 12b проиллюстрировано ступенчатое соединение внахлестку в соответствии с одной особенностью настоящего изобретения. Многослойный материал 22a совместно отверждают с подготовленной связующей лентой 20a. Многослойный материал 22b аналогичным образом совместно отверждают со связующей лентой 20b. Процесс создания соединения завершают путем удаления блокирующего смолу вещества со связующих лент 20a и 20b и путем нанесения и отверждения клеящего вещества. Клеящее вещество может представлять собой любое приемлемое вещество, например жидкость, гель,пасту или клеящее вещество для склейки листов на B-стадии. В случае использования листового клеящего вещества может быть применено отверждение в вакуумном мешке в соответствии с иллюстрацией на фиг. 11e. На фиг. 13a-13d проиллюстрирована конструкция соединения в ласточкин хвост, в которой волокна являются непрерывно идущими из отвержденного компонента 23 в разъем (полость) 24 в ласточкин хвост внутри конструкции 33. Часть армирующих волокон, предназначенная для формирования соединения 31a-31f, в ласточкин хвост инфузируют блокирующим смолу веществом до отверждения компонента 23. Пространства 28a-28e могут быть блокированы эластомерными клиньями, например, в процессе инфузии смолой и отверждения компонента 23. После отверждения компонента 23 блокирующее смолу вещество удаляют, оставляя волоконные части 31a-31f, характеризующиеся гибкостью с возможностью установки внутри разъема 24 в ласточкин хвост с использованием направляющих 33a и 33b. На фиг. 13c приведена иллюстративная конструкция отверждения, в которой обеспечивается вакуумирование разъема 24 и последующая инфузия смолой. Линия 30 вакуумирования/линия 30 нагнетаний смолы соединена с полостью 24, герметизированной резиновой лентой 32. Патенты, публикации и иные ссылочные материалы, упомянутые в данном изобретении, настоящим инкорпорированы путем отсылки. Кроме того, в отношении каждого используемого термина следует понимать, что, если его применение в настоящем описании не вступает в противоречие с таким толкованием, как традиционные, так и общие словарные определения следует понимать как включенные для каждого термина, и все определения, альтернативные термины и синонимы, содержащиеся в RandomHouse Webster's Unabridged Dictionary, второе издание, настоящим инкорпорированы путем отсылки. Наконец, все ссылочные материалы, перечисленные в списке, озаглавленном Ссылочные материалы,инкорпорируемы путем отсылки, в соответствии с предварительной заявкой на патент (References To BeIncorporated By Reference In Accordance With The Provisional Patent Application), или иные информационные утверждения (декларации), поданные вместе с заявкой, настоящим прилагаются и инкорпорируются путем отсылки, тем не менее, что касается каждого вышеупомянутого документа, в той степени, в какой такая информация или утверждения, инкорпорированные путем отсылки, могли бы рассматриваться как противоречащие патентованию такого(их) изобретения(й), такие утверждения определенно не подлежат рассмотрению как сделанные заявителем(ями). Таким образом, следует понимать, что заявитель(и) притязают, по меньшей мере, на:iii) аналогичные, эквивалентные и даже неявные изменения каждого из указанных устройств и способов;iv) указанные альтернативные конструкции, которые позволяют осуществить каждую из функций,приведенные как раскрытые и описанные;v) указанные альтернативные конструкции и способы, позволяющие осуществить каждую из функций, приведенные как неявные для осуществления того, что раскрыто и описано;vii) заявки, улучшенные различными раскрытыми системами или компонентами;viii) конечные продукты, произведенные такими системами или компонентами;ix) способы и устройства в целом в соответствии с вышеприведенным описанием и со ссылками на любые из сопутствующих примеров; х) различные комбинации и измененные формы каждого из раскрытых элементов;xi) каждый потенциально зависимый (дополнительный) пункт формулы изобретения или каждую идею (понятие) в виде зависимости от всех независимых пунктов формулы изобретения или представленных идей иxxii) различные комбинации и измененные формы каждого из вышеуказанных. Следует понимать, что по практическим соображениям и с целью предотвращения потенциального-8 010821 включения сотни дополнительных пунктов формулы заявитель может в конечном счете представить формулу только с первоначальными зависимостями. Следует понимать, что заявитель предоставил подтверждение осуществления изобретения в той степени, в какой оно требуется законом в отношении новых признаков изобретения, включая без ограничения статью 123(2) Европейской патентной конвенции и Патентный закон Соединенных Штатов Америки 35 USC 132 либо иные такие законы с целью обеспечения возможности дополнения любыми из различных зависимостей или элементов, представленных по одному независимому пункту формулы или идее изобретения в виде зависимостей или элементов по любому иному независимому пункту формулы или по любой иной идее изобретения. Кроме того, термин включающий, когда бы он не встречался в тексте, используется и будет использоваться для сохранения в силе широкой формулы изобретения в данном документе в соответствии с традиционным толкованием формулы изобретения. Следовательно, если в контексте не указано иначе, следует понимать, что термин включать или его варианты, такие как включает или включающий подразумевают включение заявленного элемента или стадии, либо группы элементов или стадий, но не исключение любого иного элемента или стадии, либо группы элементов или стадий. Такие термины должны толковаться в их максимально всеобъемлющей форме, что позволило бы заявителю обеспечить наиболее широкую юридически допустимую охрану. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления армированного волокном конструкционного материала, в котором на первую выбранную часть вышеуказанного материала наносят покрытие из отверждаемого клеящего вещества, в то время как вторую выбранную часть вышеуказанного материала не покрывают клеящим веществом, при этом способ включает стадии:(a) нанесения покрытия из неотверждаемой композиции на вторую выбранную часть вышеуказанного материала;(b) нанесения покрытия из отверждаемого клеящего вещества на первую выбранную часть вышеуказанного материала;(c) отверждения отверждаемого клеящего вещества. 2. Способ по п.1, включающий дополнительную стадию удаления вышеуказанной неотверждаемой композиции со второй выбранной части. 3. Способ по п.1, в котором отверждаемое клеящее вещество включает любые эпоксидные смолы,полиэфирные смолы, акриловые смолы, фенольные смолы, виниловые смолы, полиамиды или силиконы. 4. Способ по п.1, в котором вышеуказанная неотверждаемая композиция является водорастворимой. 5. Способ по п.1, в котором первая выбранная часть и вторая выбранная часть расположены рядом друг с другом. 6. Способ по п.1, в котором вышеуказанный армированный волокном материал содержит волокнистую ткань. 7. Способ по п.6, в котором вышеуказанная волокнистая ткань является тканой тканью. 8. Композитная конструкция, включающая первый и второй содержащие волокна материалы, в которой в каждом вышеуказанном материале имеются выбранные части, содержащие обнаженные волокна,и в которой обнаженные волокна вышеуказанного первого и второго материалов накладываются друг на друга и связываются вместе с помощью отверждаемого клеящего вещества. 9. Способ создания обнаженных волокон у поверхности армированного волокном композитного изделия, в котором используют температурный градиент внутри армирующей ткани с целью регулирования инфузии блокирующего смолу вещества. 10. Способ по п.9, в котором блокирующее смолу вещество представляет собой соединение на основе ПВА. 11. Способ соединения двух или нескольких армированных волокном композитных изделий, в котором обнаженные волокна создают путем регулирования температурного градиента инфузии блокирующего смолу вещества. 12. В целом, листовой материал повышенной адгезионной прочности, состоящий из конструкционного волокна со смолой B-стадии, инфузированной в одну поверхность, и гибкого водорастворимого полимера, инфузированного в противоположную поверхность. 13. В целом, листовой материал повышенной адгезионной прочности, состоящий из конструкционного волокна, инфузированного растворимым блокирующим смолу веществом на одной поверхности, и свободных волокон на противоположной поверхности. 14. Способ частичного инфузирования волокнистой матрицы, в котором используют температурный градиент для регулирования инфузии смолы и в котором отверждение инфузированной смолы проводят с помощью низкотемпературного излучения при одновременном контроле степени инфузии смолы.-9 010821 15. Сборка из армированного материала, изготовленная по п.1, включающая первую выбранную часть из вышеуказанного материала с покрытием из отвержденного клеящего вещества, вторую выбранную часть из вышеуказанного материала с покрытием из неотверждаемой композиции. 16. Способ изготовления изделия путем сочетания термореактивной смолы и термопластичной смолы, в котором степень протекания термопластичной смолы регулируют с помощью температурного градиента в процессе инфузии термопластичной смолы. 17. Способ соединения армированных волокном композитных изделий, в котором раствор блокирующего смолу вещества частично инфузирован в волоконную матрицу при регулируемом температурном градиенте, и далее блокирующее смолу вещество затвердевает до инфузии смолы; далее происходит инфузия и отверждение смолы; далее удаляют раствор блокирующего смолу вещества; далее осуществляют присоединение к поверхностям одного или нескольких изделий, изготовленных таким способом. 18. Способ по п.17, в котором поверхностное покрытие соединено с поверхностью, с которой было удалено блокирующее смолу вещество.
МПК / Метки
МПК: B05D 5/10, B05D 3/00, B05D 5/00, C08F 2/46, B05D 3/06, B32B 9/04, B29C 65/00
Метки: композиционных, соединения, система, армированных, материалов, высокопрочного, волокнами
Код ссылки
<a href="https://eas.patents.su/17-10821-sistema-vysokoprochnogo-soedineniya-dlya-armirovannyh-voloknami-kompozicionnyh-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Система высокопрочного соединения для армированных волокнами композиционных материалов</a>
Минеральный пластинчатый наполнитель для композиционных материалов
Номер патента: 2299
Опубликовано: 28.02.2002
Автор: Ефанова Вера Васильевна
МПК: C03B 37/005, C08K 3/00, C04B 35/00...
Метки: наполнитель, минеральный, композиционных, пластинчатый, материалов
Формула / Реферат:
1. Минеральный пластинчатый наполнитель для композиционных материалов, полученный плавлением исходного минерала, формованием из расплава твердых пластинчатых стекловиднных частиц и их химико-термической обработкой в окислительной газовой среде до получения кристаллической фазы, отличающийся тем, что он получен химико-термической обработкой при температуре в интервале от 680 до 850шС до достижения не менее 12% по массе кристаллической фазы и...
Способ синтеза армированных сверхтвердых материалов
Номер патента: 8238
Опубликовано: 27.04.2007
Автор: Старченко Игорь Михайлович
МПК: B24D 3/34, B82B 3/00, C01B 21/064...
Метки: синтеза, материалов, способ, армированных, сверхтвердых
Формула / Реферат:
1. Способ синтеза сверхтвердых материалов, включающий приготовление шихты, включающей материалы нетвердой кристаллической фазы, введение кристаллообразующих добавок и армирующих составляющих материалов, осуществление синтеза путем термобарической обработки смеси, отличающийся тем, что в качестве кристаллообразующих добавок и армирующих составляющих материалов используют нанотрубки и/или нановолокна. 2. Способ по п.1, отличающийся тем, что...
Способ для изготовления центробежно-литых армированных стекловолокном пластмассовых труб
Номер патента: 3015
Опубликовано: 26.12.2002
Автор: Карлстрём Бёрге
МПК: B29C 35/02
Метки: пластмассовых, стекловолокном, способ, изготовления, армированных, центробежно-литых, труб
Формула / Реферат:
1. Способ для изготовления центробежно-литых армированных стекловолокном пластмассовых труб, причем жидкую отверждаемую смолу, которая может содержать наполнитель, вместе со стекловолокном и добавками для отверждения, возможно также с песком, вводят во вращающуюся матрицу, и матрица при вводе исходных материалов имеет температуру между 40 и 75шС, отличающийся тем, что теплоемкость матрицы является настолько высокой, что температура матрицы с...
Способ и установка для изготовления центробежно-литых армированных стекловолокном пластмассовых труб
Номер патента: 4119
Опубликовано: 25.12.2003
Авторы: Виллквист Ева, Карлстрём Бёрге
МПК: B29C 41/04
Метки: пластмассовых, изготовления, установка, центробежно-литых, труб, способ, армированных, стекловолокном
Формула / Реферат:
1. Способ для изготовления центробежно-литых армированных стекловолокном пластмассовых труб, причем жидкую отверждаемую смолу, которая может содержать наполнитель, вместе со стекловолокном и добавками для отверждения, возможно также с песком, вводят во вращающуюся матрицу, отличающийся тем, что добавки с учетом температуры матрицы во время введения исходных материалов последовательно согласуют по количеству и виду так, что гелеобразование...
Сигаретный фильтр с волокнами активированного угля
Номер патента: 6748
Опубликовано: 28.04.2006
Авторы: Йу Лицюнь, Чжуан Шучжун, Непомусено Хосе Г., Шервуд Тимоти Скотт, Сюэ Лисинь, Коллер Кент Брайан, Пэйн Джон Брайант III, Фурнье Джей А., Томас Чарлз Эдвин Мл.
МПК: A24D 3/04
Метки: фильтр, сигаретный, волокнами, активированного, угля
Формула / Реферат:
1. Сигаретный фильтр для удаления компонентов газовой фазы из основного потока сигаретного дыма по мере протягивания дыма через фильтр, причем фильтр включает участок с волокнами активированного угля, содержащий пучок волокон активированного угля, по существу, выровненных друг с другом и имеющих общее направление. 2. Сигаретный фильтр по п.1, в котором большинство волокон активированного угля, каждое имеет площадь поверхности, составляющую...
Предыдущий патент: Устройство для массажа
Следующий патент: Наружное вентилируемое ограждение здания
Случайный патент: Шихта для изготовления защитно-упрочняющего композиционного керамического покрытия