Способ и устройство для перевозки сыпучих материалов
Формула / Реферат
1. Способ для перевозки прокачиваемого материала в контейнере, снабженном баллоном во внутренней части указанного контейнера, содержащий следующие стадии:
закачивание материала в указанный баллон в первом географическом районе, причем указанный прокачиваемый материал имеет первую температуру;
охлаждение указанного прокачиваемого материала до второй температуры ниже указанной первой температуры путем подачи насосом воды, имеющей третью температуру ниже указанной первой температуры, по меньшей мере через одну подушку теплообменника, расположенную на внешней поверхности указанного баллона;
перевозка указанного контейнера, имеющего указанный прокачиваемый материал, от указанного первого географического района до второго географического района;
нагревание указанного прокачиваемого материала путем подачи горячей воды или водяного пара, по меньшей мере, через один указанный теплообменник; и
выкачивание указанного прокачиваемого материала из указанного баллона.
2. Способ по п.1, отличающийся тем, что прокачиваемый материал включает шоколад.
3. Контейнер для перевозки материалов, содержащий
внутренний рукав, состоящий из первого и второго листов, каждый из которых состоит из пяти панелей, причем последняя панель указанного первого листа перекрывает первую панель указанного второго листа и приварена к ней под действием высокой температуры; первая панель указанного первого листа перекрывает последнюю панель указанного второго листа и приварена к ней под действием высокой температуры;
внешний рукав, состоящий из первого и второго листов, каждый из которых состоит из пяти панелей, причем последняя панель указанного первого листа перекрывает первую панель указанного второго листа и приварена к ней под действием высокой температуры, а первая панель указанного первого листа перекрывает последнюю панель указанного второго листа и приварена к ней под действием высокой температуры, указанные внутренний и внешний рукава являются шестиугольными рукавами, причем внутренний рукав фиксируется во внутренней части внешнего рукава и ориентируется таким образом, чтобы иметь четыре тройных секции стенок с центральной точкой каждой из этих четырех секций, размещенной под углом 90ш по периферии внутреннего и внешнего рукавов с созданием общей конфигурации;
шестиугольный верхний элемент, размеры которого соответствуют размерам верхней части конфигурации внутреннего и внешнего рукавов; и
шестиугольный нижний элемент, размеры которого соответствуют размерам нижней части конфигурации внутреннего и внешнего рукавов.
4. Контейнер по п.3, отличающийся тем, что внутренний рукав, внешний рукав, верхний элемент и нижний элемент, каждый выполнен из экструдированного гофрированного пластика с двойными стенками, полученного на основе полипропиленового сополимера.
5. Контейнер по п.4, отличающийся тем, что дополнительно включает эластичный баллон, расположенный во внутренней части внутреннего рукава.
6. Контейнер по п.5, отличающийся тем, что дополнительно включает, по меньшей мере, одну подушку теплообменника, расположенную между внутренним рукавом и эластичным баллоном.
7. Контейнер по п.5, отличающийся тем, что дополнительно включает первый загрузочный патрубок в верхнем элементе и второй загрузочный патрубок в эластичном баллоне.
8. Контейнер по п.5, отличающийся тем, что дополнительно включает первый разгрузочный патрубок в нижней части внешнего рукава, второй разгрузочный патрубок в нижней части внутреннего рукава и третий разгрузочный патрубок в нижней части эластичного баллона, причем первый, второй и третий разгрузочные патрубки выровнены для облегчения откачки транспортируемого материала из контейнера.
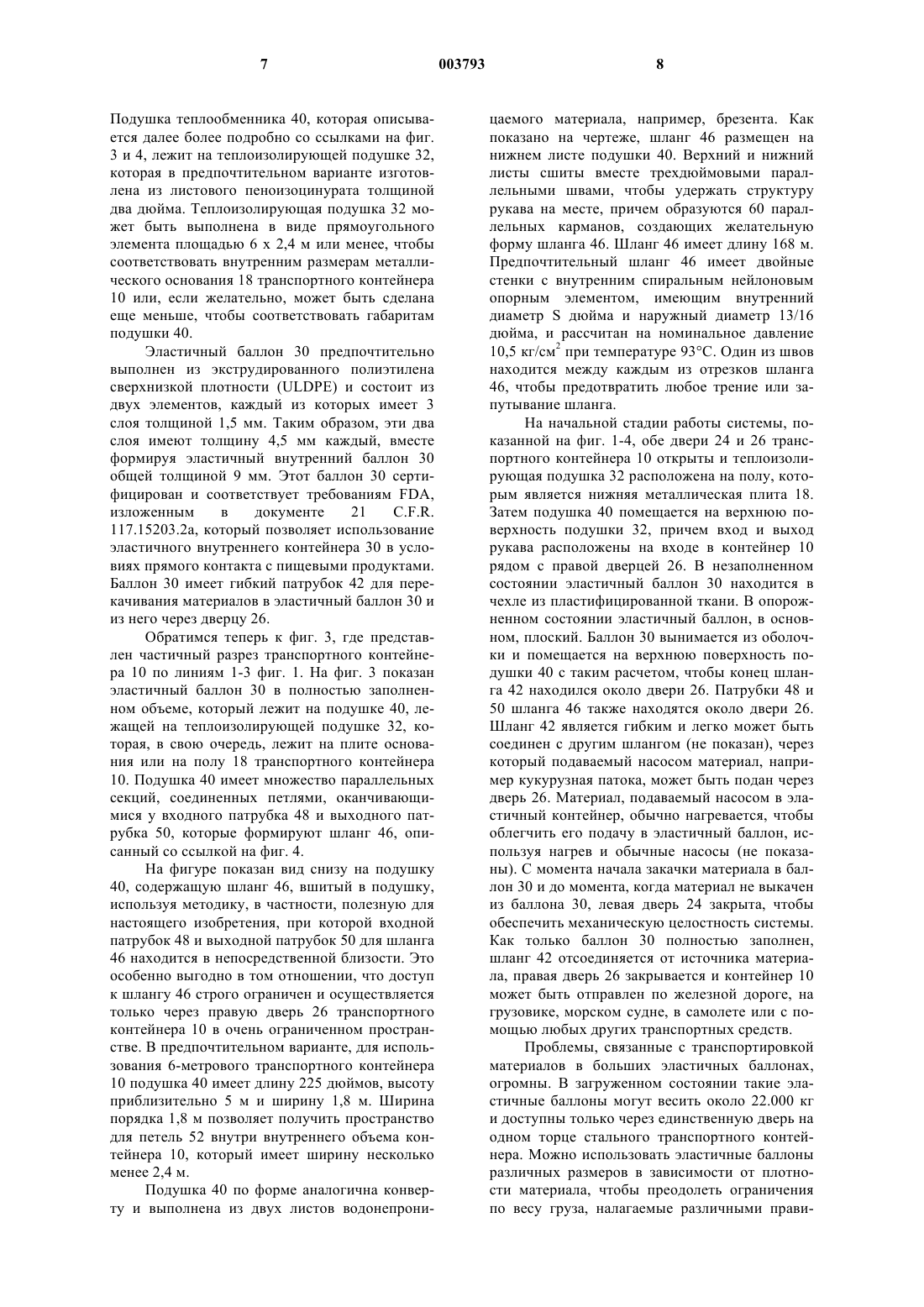
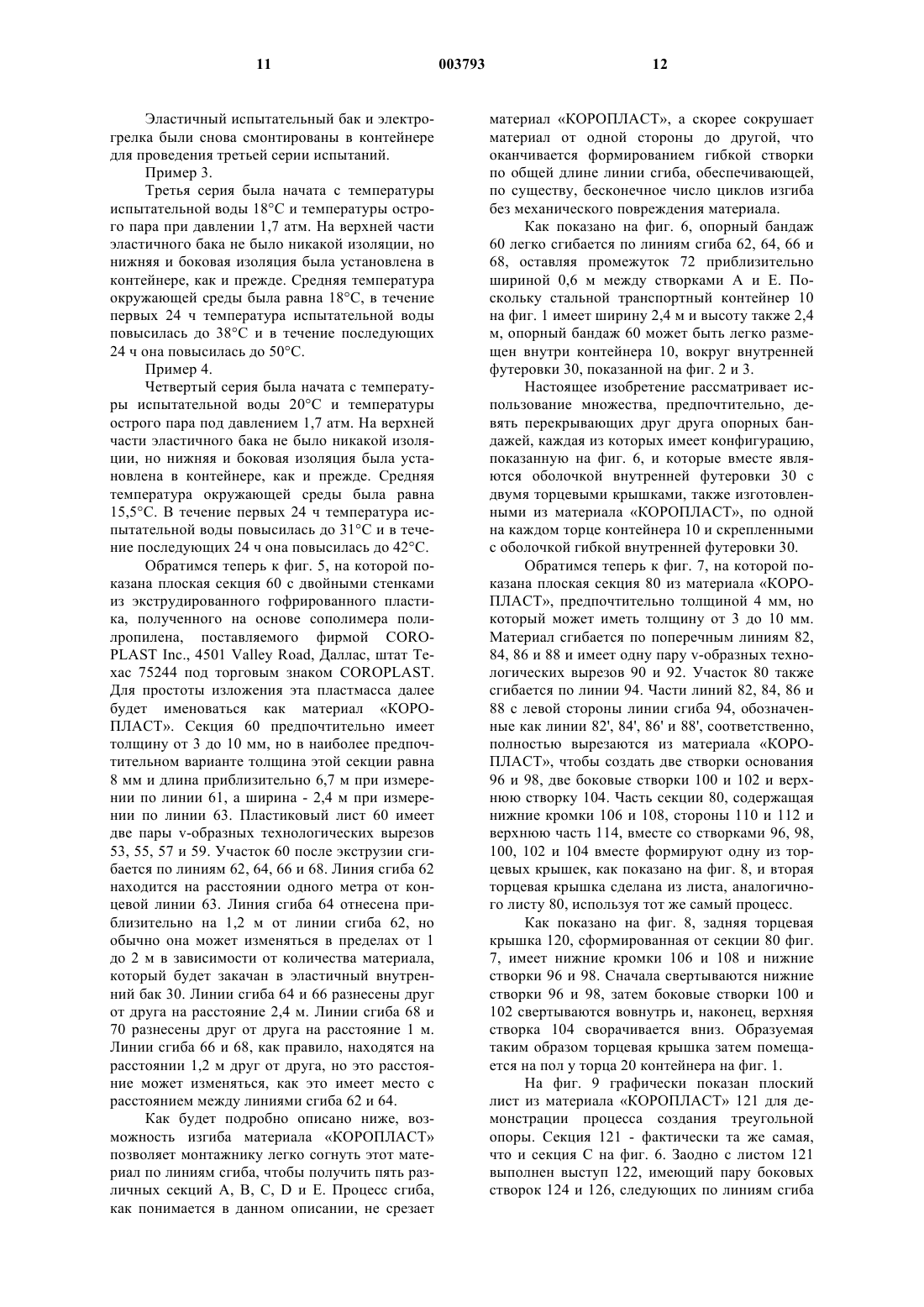
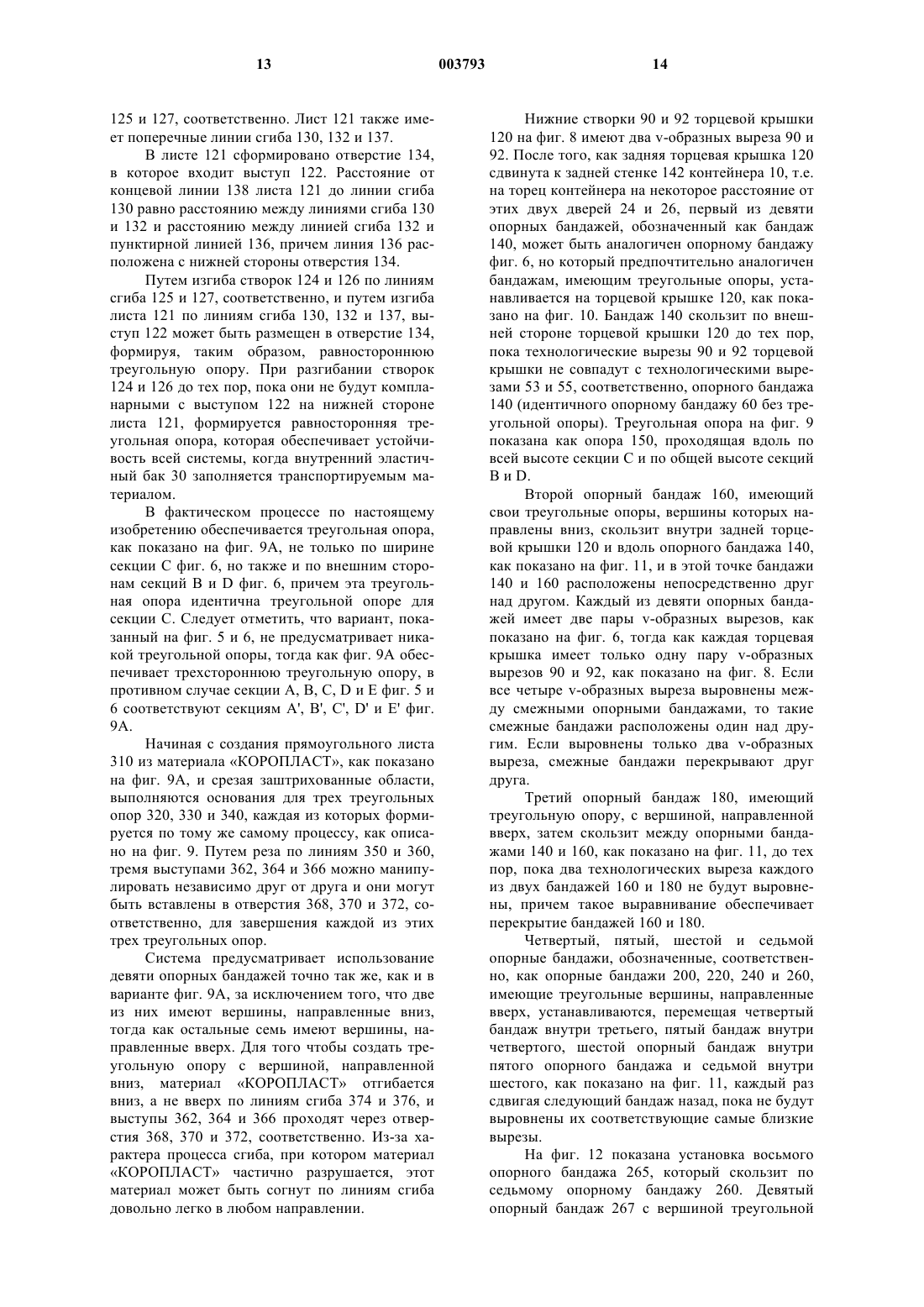
Текст
1 Предпосылки создания изобретения Настоящее изобретение относится, в основном, к способам и устройствам для перевозки жидкостей, полужидкостей или сухих сыпучих материалов в гибком внутреннем баке, расположенном внутри стального контейнера и, в частности, изобретение относится к способам и устройствам, создающим футеровку между внутренним баком и внутренними стенками стального контейнера, который не только обеспечивает определенную защиту от влаги и химических реакций, но и увеличивает механическую и жидкостную стойкость вокруг внешней поверхности гибкого внутреннего бака, чтобы предотвратить перемещение сухого материала и плескание жидкости внутри гибкого внутреннего бака. Предыдущая заявка Приоритет по пунктам патентной формулы настоящей заявки испрашивается по заявке 60/183.064, поданной в Соединенных Штатах 16 февраля 2000 г. Известная область техники Специалистам в области транспортировки хорошо известно, что в основном, желательно перевозить прокачиваемые материалы в контейнерах для сыпучих материалов, как с точки зрения экономии, так и с точки зрения дальнейшей обработки грузов в контейнерах. В данной области техники предусматриваются различные виды футеровки для перевозки материалов. Например, патент США 5.506.020, выданный на имя Хабербекорна(Haberkorn), раскрывает стеганый теплоизоляционный мат для транспортного контейнера,включающий компоненты нетканого полипропилена и полиэфира, который может быть помещен поверх изделий, перевозимых на грузовике. Патент США 5.143.245, выданный Малоне (Malone), описывает толстый мешок из пористого полиэтилена вокруг груза, помещенного в транспортный контейнер. В патенте США 5.027.946, выданном на имя Парсонса (Parsons), раскрывает изолирующую листовую обертку для рулонов гонта. Патент США 5.312.162, выданный на имя Бабеля (Baebel), раскрывает упаковку из множества листов, помещенных внутри транспортного средства, чтобы облегчить выгрузку порошка или сыпучего груза из транспортного средства. Патент США 5.687.517, выданный Версинскому и др. (Wiercinski et аl), раскрывает гофрированный полипропиленовый и/или многослойный полиэтиленовый материал для использования в различных покрытиях. В патенте США 3.684.642, выданном на имя Роджерса (Rogers), описана гофрированная полипропиленовая пленка, предназначенная для упаковочной промышленности. 2 В патенте США 5.102.036, выданном на имя Орра и др. (Оrr et аl), описана гофрированная изоляционная обертка, изготовленная из бумаги. В патенте США 4.282.279, выданном на имя Стрикланда (Strickland), представлены многочисленные патенты, описывающие изолирующие листы для обертки различных изделий. В патенте США 4.457.986, выданном на имя Барриса и др. (Barris et аl), и в патенте США 3.752.354, выданном на имя Демирага (Demirag), раскрыты эластичные баллоны для жидких продуктов, расположенных внутри жесткой оболочки. В патенте США 5.518.171, выданном на имя Мосса (Moss), представлены гофрированные листы из пластмассы, имеющие пазы для соединения друг с другом. Патент США 5.766.395, выданный на имя Байнбриджа и др. (Bainbridge et al), раскрывает деревянный заполненный полипропиленовым волокном лист для гофрированного картона. В известных изобретениях их авторы пытались защитить внутреннюю футеровку и сделать систему непроницаемой для влаги и химических веществ, используя различные способы и устройства. Например, известны промежуточные контейнеры для насыпных грузов ("IBC"), в которых используется гофрированный картон в качестве футеровки вокруг эластичного баллона, и вся гофрированная футеровка окружена пластмассовой упаковкой в попытке предохранить гофрированную футеровку от воздействия влаги. Воздействие влаги или химических веществ, в большинстве случаев, способно уничтожить любую картонную упаковку. Из предыдущих технических решений также известны попытки просто сделать эластичный баллон более прочным, более толстым и стойким к воздействию влаги без использования какой-либо внешней футеровки баллона. Эти попытки включают использование сверхпрочных прорезиненных баллонов, которые,хотя они и имели ограниченный успех, часто не могут быть использованы для хранения пищевых продуктов, поскольку такие продукты впитывают запах самого прорезиненного баллона. В известной области техники также имеются складные покрывала, которые образуют футеровку вокруг эластичного баллона, состоящую из гибкой внешней оболочки из полиэфира с одноразовой внутренней облицовкой, которая при обеспечении определенной защиты баллона от влаги и химических веществ не предлагает никакой механической опоры, чтобы предотвратить плескание жидкости и которые являются весьма дорогими, поскольку такая футеровка должна быть отправлена назад к месту изготовления. Эта футеровка известна под торговым знаком Multibulk фирмы Crestbury Limited,Hempstead Road, Holt, Norfolk 25 6DL, Англия. 3 В данной области техники также известна проблема перевозки жидкостей через низкотемпературные регионы мира. Например, при отгрузке кукурузной патоки она обычно должна быть нагрета, прежде чем патока сможет быть выкачана из контейнера. В патенте США 3.302.017, выданном на имя Е.Л. Оркатта (E.L.Orcutt), на фиг. 4 показана паровая рубашка,размещенная вокруг основания котла А, чтобы обеспечить текучесть сахарного сиропа. В патенте США 1.562.991, выданном на имя У.А. Радижира (Е. А. Rudigier), железнодорожная цистерна оборудована трубами, проходящими внутри цистерны, через которые подается водяной пар или нагретая жидкость, чтобы нагреть транспортируемый материал и облегчить разгрузку этого материала. В патенте США 3.945.534, выданном на имя А.В. Ади (E.W. Ady), раскрыт эластичный мешок, содержащий неизвестный пищевой продукт и имеющий оболочку, содержащую техническую жидкость 24 для нагрева пищевого продукта внутри контейнера. В патенте США 3.583.415, выданном на имя В.Д. Смита (V.D. Smith), показано множество баков с кукурузной патокой, оборудованных теплообменником и трубами с горячей водой, размещенными как внутри, так и вокруг трубы 88, через которую проходит кукурузная патока, которая нагревается и, таким образом,течет в виде непрерывного потока жидкого сиропа. В патенте США 4.454.945, выданном на имя С.А. Джабарина и др. (S.A. Jabarin et аl) описан эластичный мешок 21, расположенный внутри корзины или коробки, но не имеющий какого-либо устройства для нагревания содержимого внутри эластичного мешка. В известной области техники также используются цистерны из нержавеющей стали или из углеродистой стали, транспортируемые тягачами или им подобными транспортными средствами, в которых предусмотрены паровые каналы в нижней части цистерн, а в некоторых случаях вокруг самой цистерны. Такие цистерны, известные под именем "ISOTANKS", поставляются, например, фирмой Twinstar Leasing,Ltd., расположенной по адресу 1700 One Riverway, Хьюстон, штат Техас 77056. В патенте США 5.884.814, выданном на имя Чарльза М. Нельсона (Charles M. Nelson),описывается система для нагревания материалов в эластичных баллонах, чтобы гарантировать прокачиваемость материалов из баллонов на месте доставки продукта. Содержание патента США 5.884.814 включено в настоящее описание в качестве ссылки, и служит, главным образом, чтобы облегчить понимание настоящего изобретения. Однако все известные изобретения не смогли предложить систему, в которой большой эластичный баллон, предназначенный для раз 003793 4 мещения в нем порядка 20 т прокачиваемого материала, мог бы транспортироваться в стальном транспортном контейнере длиной около 7 м и быть хорошо защищенным от влаги и химических веществ, а также быть защищенным от перебрасывания огромного объема прокачиваемого материала или жидкости, которое может вызывать разрушение баллона и катастрофическую утечку транспортируемых материалов. Следовательно, основной целью настоящего изобретения является обеспечение способа и устройства, включающих использование новой и улучшенной внешней футеровки для эластичных баллонов, по меньшей мере, частично заполненных жидкими продуктами. Другой целью настоящего изобретения является разработка способов и устройств, включающих использование новой и улучшение известной внешней футеровки для эластичных баллонов, по меньшей мере, частично заполненных полузамороженными жидкими продуктами. Еще одной целью настоящего изобретения является обеспечение способов и устройств,включающих использование новой и улучшение известной внешней футеровки для эластичных баллонов, по меньшей мере, частично заполненных сухими, гранулированными или порошковыми материалами. Эти и другие цели, особенности и преимущества настоящего изобретения станут очевидными из изложенного ниже подробного описания изобретения со ссылками на приложенные чертежи. Краткое описание чертежей Фиг. 1 - графическое изометрическое представление стального транспортного контейнера, используемого в системе в соответствии с настоящим изобретением; фиг. 2 - вид сбоку, частично в разрезе, эластичного контейнера в полном объеме внутри транспортного контейнера фиг. 1 в соответствии с настоящим изобретением; фиг. 3 - вид сбоку, частично в разрезе, по линии 1-3 из фиг. 1 в соответствии с настоящим изобретением; фиг. 4 - вид снизу на подушку теплообменника, используемого в настоящем изобретении; фиг. 5 - вид сверху на лист пластичного материала, используемого в настоящем изобретении; фиг. 6 - изометрическое представление листа пластичного материала фиг. 5, согнутого в опорный бандаж в соответствии с настоящим изобретением; фиг. 7 - вид сверху на лист пластичного материала, используемого в настоящем изобретении; фиг. 8 - изометрическое представление листа пластичного материала фиг. 7, сформиро 5 ванного в виде торцевой крышки в соответствии с настоящим изобретением; фиг. 9 - вид сверху на лист пластичного материала, используемого в соответствии с настоящим изобретением для формирования треугольной опоры; фиг. 10 - изометрическое представление процесса соединения торцевой крышки и опорного бандажа в соответствии с настоящим изобретением; фиг. 11 - изометрическое представление с частичным разрезом общей сборки из двух крышек и множества опорных бандажей между ними в соответствии с настоящим изобретением; фиг. 12 - изометрическое представление процесса соединения торцевой крышки дверцы и опорного бандажа в соответствии с настоящим изобретением; фиг. 13 - изометрическое представление процесса сборки при формировании торцевой крышки дверцы; фиг. 14 - изометрическое представление листового пластика, согнутого в виде отдельной перегородки в соответствии с настоящим изобретением; фиг. 15 изометрическое представление с частичным разрезом альтернативного варианта настоящего изобретения; фиг. 16 - изометрическое представление задней торцевой крышки альтернативного варианта, показанного на фиг. 15; фиг. 17 - изометрическое представление задней торцевой крышки, показанной на фиг. 16, в ее свернутом положении после того, как она была сдвинута назад к задней стороне неподвижного контейнера; фиг. 18 - изометрическое представление первого опорного бандажа, который сдвинут назад внутри торцевой крышки, показанной на фиг. 16 и 17; фиг. 19 - изометрическое представление второго опорного бандажа, который сдвинут назад по наружной стороне первого опорного бандажа, показанного на фиг. 18; фиг. 20 - изометрическое представление третьего опорного бандажа, который сдвинут назад внутри второго опорного бандажа, показанного на фиг. 19; фиг. 21 - изометрическое представление торцевой крышки дверцы согласно альтернативному варианту изобретения, в котором третий опорный бандаж, показанный на фиг. 20,сдвинут вовнутрь; фиг. 22 - схема пакета внутренней футеровки, которая показана в виде последовательно свернутого элемента на двух слоях нижнего покрытия внутри стального контейнера и которая развертывается в положение, при котором могут перевозимые материалы быть загружены через загрузочный патрубок; 6 фиг. 23 - изометрическое представление,на котором показаны второй и третий опорные бандажи в торцевой крышке дверцы, в которой предусмотрено отверстие для загрузки или выгрузки материала в положении, готовом к наполнению или выгрузке материалов внутри внутренней футеровки; фиг. 24 - один тип разгрузочного инструмента, который может быть использован для выгрузки материалов через отверстие, показанное на фиг. 23; фиг. 25 - альтернативный вариант загрузочного устройства типа ложечного клапана,который может быть использован в соответствии с настоящим изобретением; фиг. 26 - изометрическое представление промежуточного контейнера для насыпного материала в соответствии с настоящим изобретением; фиг. 27 - процесс изготовления боковых стенок устройства фиг. 26; фиг. 28 - изометрическое представление устройства, показанного на фиг. 26, в виде частично собранного устройства; фиг. 29 - изометрическое представление дополнительных стадий при сборке устройства фиг. 26; фиг. 30 - дополнительные стадии, используемые при сборке устройства фиг. 26; фиг. 31 - изометрическое представление устройства в соответствии с фиг. 26, но дополнительно имеющей теплопередающую подушку, которая может быть использована для подачи горячей или холодной воды на внешнюю поверхность пакета внутренней футеровки для его нагревания или охлаждения в соответствии с настоящим изобретением. Описание предпочтительного варианта На фиг. 1 дано изометрическое представление стального транспортного контейнера 10,имеющего номинальную длину 6 м (между точками А и В), ширину 2,4 м и высоту 2,4 м. Такие транспортные контейнеры имеют форму параллелепипеда и поставляются также длиной 12 м. Верхняя плита 12, боковые плиты 14 и 16, торцевые плиты 20 и 22 и плита основания 18 сварены вместе, обеспечивая доступ во внутреннюю полость транспортного контейнера 10 через две запираемые стальные двери 24 и 26. Левая дверь 24 транспортного контейнера 10 обычно остается запертой в течение погрузки,разгрузки и перевозки контейнера 10, чтобы обеспечить его механическую прочность. Как будет объяснено ниже, правая дверь 26 обеспечивает доступ к транспортируемой емкости, как при загрузке, так и при разгрузке материалов. На фиг. 2 показан эластичный баллон 30,который представлен по его всей длине. Этот контейнер может быть заполнен, например, кукурузной патокой. Эластичный баллон 30 расположен непосредственно на верхней поверхности теплообменника при наличии последнего. 7 Подушка теплообменника 40, которая описывается далее более подробно со ссылками на фиг. 3 и 4, лежит на теплоизолирующей подушке 32,которая в предпочтительном варианте изготовлена из листового пеноизоцинурата толщиной два дюйма. Теплоизолирующая подушка 32 может быть выполнена в виде прямоугольного элемента площадью 6 х 2,4 м или менее, чтобы соответствовать внутренним размерам металлического основания 18 транспортного контейнера 10 или, если желательно, может быть сделана еще меньше, чтобы соответствовать габаритам подушки 40. Эластичный баллон 30 предпочтительно выполнен из экструдированного полиэтилена сверхнизкой плотности (ULDPE) и состоит из двух элементов, каждый из которых имеет 3 слоя толщиной 1,5 мм. Таким образом, эти два слоя имеют толщину 4,5 мм каждый, вместе формируя эластичный внутренний баллон 30 общей толщиной 9 мм. Этот баллон 30 сертифицирован и соответствует требованиям FDA,изложенным в документе 21C.F.R. 117.15203.2a, который позволяет использование эластичного внутреннего контейнера 30 в условиях прямого контакта с пищевыми продуктами. Баллон 30 имеет гибкий патрубок 42 для перекачивания материалов в эластичный баллон 30 и из него через дверцу 26. Обратимся теперь к фиг. 3, где представлен частичный разрез транспортного контейнера 10 по линиям 1-3 фиг. 1. На фиг. 3 показан эластичный баллон 30 в полностью заполненном объеме, который лежит на подушке 40, лежащей на теплоизолирующей подушке 32, которая, в свою очередь, лежит на плите основания или на полу 18 транспортного контейнера 10. Подушка 40 имеет множество параллельных секций, соединенных петлями, оканчивающимися у входного патрубка 48 и выходного патрубка 50, которые формируют шланг 46, описанный со ссылкой на фиг. 4. На фигуре показан вид снизу на подушку 40, содержащую шланг 46, вшитый в подушку,используя методику, в частности, полезную для настоящего изобретения, при которой входной патрубок 48 и выходной патрубок 50 для шланга 46 находится в непосредственной близости. Это особенно выгодно в том отношении, что доступ к шлангу 46 строго ограничен и осуществляется только через правую дверь 26 транспортного контейнера 10 в очень ограниченном пространстве. В предпочтительном варианте, для использования 6-метрового транспортного контейнера 10 подушка 40 имеет длину 225 дюймов, высоту приблизительно 5 м и ширину 1,8 м. Ширина порядка 1,8 м позволяет получить пространство для петель 52 внутри внутреннего объема контейнера 10, который имеет ширину несколько менее 2,4 м. Подушка 40 по форме аналогична конверту и выполнена из двух листов водонепрони 003793 8 цаемого материала, например, брезента. Как показано на чертеже, шланг 46 размещен на нижнем листе подушки 40. Верхний и нижний листы сшиты вместе трехдюймовыми параллельными швами, чтобы удержать структуру рукава на месте, причем образуются 60 параллельных карманов, создающих желательную форму шланга 46. Шланг 46 имеет длину 168 м. Предпочтительный шланг 46 имеет двойные стенки с внутренним спиральным нейлоновым опорным элементом, имеющим внутренний диаметр S дюйма и наружный диаметр 13/16 дюйма, и рассчитан на номинальное давление 10,5 кг/см 2 при температуре 93 С. Один из швов находится между каждым из отрезков шланга 46, чтобы предотвратить любое трение или запутывание шланга. На начальной стадии работы системы, показанной на фиг. 1-4, обе двери 24 и 26 транспортного контейнера 10 открыты и теплоизолирующая подушка 32 расположена на полу, которым является нижняя металлическая плита 18. Затем подушка 40 помещается на верхнюю поверхность подушки 32, причем вход и выход рукава расположены на входе в контейнер 10 рядом с правой дверцей 26. В незаполненном состоянии эластичный баллон 30 находится в чехле из пластифицированной ткани. В опорожненном состоянии эластичный баллон, в основном, плоский. Баллон 30 вынимается из оболочки и помещается на верхнюю поверхность подушки 40 с таким расчетом, чтобы конец шланга 42 находился около двери 26. Патрубки 48 и 50 шланга 46 также находятся около двери 26. Шланг 42 является гибким и легко может быть соединен с другим шлангом (не показан), через который подаваемый насосом материал, например кукурузная патока, может быть подан через дверь 26. Материал, подаваемый насосом в эластичный контейнер, обычно нагревается, чтобы облегчить его подачу в эластичный баллон, используя нагрев и обычные насосы (не показаны). С момента начала закачки материала в баллон 30 и до момента, когда материал не выкачен из баллона 30, левая дверь 24 закрыта, чтобы обеспечить механическую целостность системы. Как только баллон 30 полностью заполнен,шланг 42 отсоединяется от источника материала, правая дверь 26 закрывается и контейнер 10 может быть отправлен по железной дороге, на грузовике, морском судне, в самолете или с помощью любых других транспортных средств. Проблемы, связанные с транспортировкой материалов в больших эластичных баллонах,огромны. В загруженном состоянии такие эластичные баллоны могут весить около 22.000 кг и доступны только через единственную дверь на одном торце стального транспортного контейнера. Можно использовать эластичные баллоны различных размеров в зависимости от плотности материала, чтобы преодолеть ограничения по весу груза, налагаемые различными прави 9 тельственными агентствами, но, как правило,гибкие баллоны, используемые в 6-метровых транспортных контейнерах, будут содержать от 4000 до 6000 галлонов материала. В качестве альтернативы изобретение предусматривает транспортировку в эластичных баллонах любой неопасной жидкости, требующей подогрева до высокой температуры, чтобы облегчить насосную подачу материалов, т.е. кукурузной патоки,буровых жидкостей, используемых для бурения нефтяных и газовых скважин и т.д. На месте доставки для облегчения разгрузки можно использовать водяной пар или горячую воду через входной патрубок 48, которая затем выйдет через выходной патрубок 50. Мы нашли, что 168-метровый шланг для передачи тепла, когда он работает под низким давлением(6 атм.) пара с температурой 104-110 С, нагревает 4000 галлонов воды с начальной температурой 118 С до температуры 52 С в течение 48 ч. Из-за довольно большой площади теплопередачи подушки 40 порядка 2 на 5 м, система не может повредить чувствительные материалы,как это отмечено с меньшей площадью теплопередачи, используемой в известной области техники. Если требуется медленный нагрев, вместо пара может быть использована горячая вода. Теплоизолирующая подушка 32 не является обязательной и обычно не нужна, за исключением случая, когда система подвержена воздействию окружающей температуры ниже 10 С. Однако если не использовать подушку при таких низких температурах окружающей среды,тепло от подушки 40 будет частично потеряно через металлическую плиту основания 18, увеличивая период прогрева. Если желательно, при использовании системы при очень холодных температурах окружающей среды, например, ниже 1,5 С, можно применить дополнительную подушку теплообменника типа подушки 40 вокруг баллона 30, и пропустить водяной пар или горячую воду через ее шланги, чтобы ускорить нагрев жидкости. После того, как материал был выкачан из баллона 30 на месте назначения, баллон 30 либо складывается и отправляется назад грузоотправителю, либо утилизируется в зависимости от типа используемого баллона. Подушка 40 складывается, помещается в транспортный чехол и возвращается в нужное место для повторного использования. Проводились следующие испытания для определения оптимальных эксплуатационных режимов для системы по настоящему изобретению: Пример 1. Стандартный 6-метровый, транспортный контейнер был снабжен двухдюймовой изоляцией из пеноизоцинурата с К-фактором 0,14 британских тепловых единиц на дюйм/фут 2(алюминиевая фольга по обеим сторонам) на полу, по сторонах и по торцам. Предел прочно 003793 10 сти при сжатии изоляции порядка 1,8 кг/см 2 позволил монтажникам ходить по изоляции, не вызывая ее повреждения. Верхняя часть загруженного эластичного бака была покрыта двухдюймовым стекловолоконным покрытием. Средняя температура окружающей среды была 12 С. На изоляцию пола была уложена электрогрелка, и бак емкостью 23.000 л был размещен на этой электрогрелке. Электрогрелка не мешала гибкой арматуре бака. Изоляция и монтаж были выполнены двумя монтажниками за 45 мин. Эластичный бак был загружен 4000 галлонами воды с температурой 15,5 С и нагрет до температуры 27 С с помощью стандартного бытового водонагревателя. Это оказалось малоэффективным, и затем был использован низконапорный пар под давлением 3,5 атм и температуре 110 С через нагревающий шланг. Основание эластичного бака было нагрето до максимальной температуры 93 С. Была использована стандартная V-образная замковая муфта для соединения с паровым коллектором. Коллектор водяного пара был отрегулирован на давление 2 атм. Это давление понижалось до 1,4 атм в промежуточном состоянии, поскольку к коллектору водяного пара были предъявлены другие требования. После перехода к нагреву водяным паром 4000 галлонов воды достигли максимальной температуры 60 С в течение 24 ч, в то время как средняя температура окружающей среды упала от 18 до 10 С. Пар был выключен, и эластичный бак был оставлен для охлаждения. В течение первых 12 ч наблюдалось падение температуры до 54 С при средней температуре окружающей среды 12 С. В течение следующих 12 ч температура упала до 46 С, а средняя температура окружающей среды понизилась до 10 С. Никаких дальнейших замеров температуры не проводилось. Эластичный бак был осушен и перемещен для дальнейшего испытания. Осмотр нагревающего шланга и эластичного бака показал отсутствие износа. Пример 2. Вторая серия испытаний началась с температуры испытательной воды 18 С и температуры острого пара при давлении 1,7 атм. На верхней части эластичного бака не было никакой изоляции, но нижняя и боковая изоляция была установлена в контейнере, как и прежде. Средняя температура окружающей среды была равна 15,5 С, в течение первых 24 ч температура повысилась до 38 С, и в течение последующих 24 ч она повысилась до 50 С. Эластичный бак был осушен и перемещен для дальнейшего испытания. Осмотр нагревающегося рукава и эластичного бака показал отсутствие износа. 11 Эластичный испытательный бак и электрогрелка были снова смонтированы в контейнере для проведения третьей серии испытаний. Пример 3. Третья серия была начата с температуры испытательной воды 18 С и температуры острого пара при давлении 1,7 атм. На верхней части эластичного бака не было никакой изоляции, но нижняя и боковая изоляция была установлена в контейнере, как и прежде. Средняя температура окружающей среды была равна 18 С, в течение первых 24 ч температура испытательной воды повысилась до 38 С и в течение последующих 24 ч она повысилась до 50 С. Пример 4. Четвертый серия была начата с температуры испытательной воды 20 С и температуры острого пара под давлением 1,7 атм. На верхней части эластичного бака не было никакой изоляции, но нижняя и боковая изоляция была установлена в контейнере, как и прежде. Средняя температура окружающей среды была равна 15,5 С. В течение первых 24 ч температура испытательной воды повысилась до 31 С и в течение последующих 24 ч она повысилась до 42 С. Обратимся теперь к фиг. 5, на которой показана плоская секция 60 с двойными стенками из экструдированного гофрированного пластика, полученного на основе сополимера полилропилена, поставляемого фирмой COROPLAST Inc., 4501 Valley Road, Даллас, штат Техас 75244 под торговым знаком COROPLAST. Для простоты изложения эта пластмасса далее будет именоваться как материал КОРОПЛАСТ. Секция 60 предпочтительно имеет толщину от 3 до 10 мм, но в наиболее предпочтительном варианте толщина этой секции равна 8 мм и длина приблизительно 6,7 м при измерении по линии 61, а ширина - 2,4 м при измерении по линии 63. Пластиковый лист 60 имеет две пары v-образных технологических вырезов 53, 55, 57 и 59. Участок 60 после экструзии сгибается по линиям 62, 64, 66 и 68. Линия сгиба 62 находится на расстоянии одного метра от концевой линии 63. Линия сгиба 64 отнесена приблизительно на 1,2 м от линии сгиба 62, но обычно она может изменяться в пределах от 1 до 2 м в зависимости от количества материала,который будет закачан в эластичный внутренний бак 30. Линии сгиба 64 и 66 разнесены друг от друга на расстояние 2,4 м. Линии сгиба 68 и 70 разнесены друг от друга на расстояние 1 м. Линии сгиба 66 и 68, как правило, находятся на расстоянии 1,2 м друг от друга, но это расстояние может изменяться, как это имеет место с расстоянием между линиями сгиба 62 и 64. Как будет подробно описано ниже, возможность изгиба материала КОРОПЛАСТ позволяет монтажнику легко согнуть этот материал по линиям сгиба, чтобы получить пять различных секций А, В, С, D и Е. Процесс сгиба,как понимается в данном описании, не срезает 12 материал КОРОПЛАСТ, а скорее сокрушает материал от одной стороны до другой, что оканчивается формированием гибкой створки по общей длине линии сгиба, обеспечивающей,по существу, бесконечное число циклов изгиба без механического повреждения материала. Как показано на фиг. 6, опорный бандаж 60 легко сгибается по линиям сгиба 62, 64, 66 и 68, оставляя промежуток 72 приблизительно шириной 0,6 м между створками А и Е. Поскольку стальной транспортный контейнер 10 на фиг. 1 имеет ширину 2,4 м и высоту также 2,4 м, опорный бандаж 60 может быть легко размещен внутри контейнера 10, вокруг внутренней футеровки 30, показанной на фиг. 2 и 3. Настоящее изобретение рассматривает использование множества, предпочтительно, девять перекрывающих друг друга опорных бандажей, каждая из которых имеет конфигурацию,показанную на фиг. 6, и которые вместе являются оболочкой внутренней футеровки 30 с двумя торцевыми крышками, также изготовленными из материала КОРОПЛАСТ, по одной на каждом торце контейнера 10 и скрепленными с оболочкой гибкой внутренней футеровки 30. Обратимся теперь к фиг. 7, на которой показана плоская секция 80 из материала КОРОПЛАСТ, предпочтительно толщиной 4 мм, но который может иметь толщину от 3 до 10 мм. Материал сгибается по поперечным линиям 82,84, 86 и 88 и имеет одну пару v-образных технологических вырезов 90 и 92. Участок 80 также сгибается по линии 94. Части линий 82, 84, 86 и 88 с левой стороны линии сгиба 94, обозначенные как линии 82', 84', 86' и 88', соответственно,полностью вырезаются из материала КОРОПЛАСТ, чтобы создать две створки основания 96 и 98, две боковые створки 100 и 102 и верхнюю створку 104. Часть секции 80, содержащая нижние кромки 106 и 108, стороны 110 и 112 и верхнюю часть 114, вместе со створками 96, 98,100, 102 и 104 вместе формируют одну из торцевых крышек, как показано на фиг. 8, и вторая торцевая крышка сделана из листа, аналогичного листу 80, используя тот же самый процесс. Как показано на фиг. 8, задняя торцевая крышка 120, сформированная от секции 80 фиг. 7, имеет нижние кромки 106 и 108 и нижние створки 96 и 98. Сначала свертываются нижние створки 96 и 98, затем боковые створки 100 и 102 свертываются вовнутрь и, наконец, верхняя створка 104 сворачивается вниз. Образуемая таким образом торцевая крышка затем помещается на пол у торца 20 контейнера на фиг. 1. На фиг. 9 графически показан плоский лист из материала КОРОПЛАСТ 121 для демонстрации процесса создания треугольной опоры. Секция 121 - фактически та же самая,что и секция С на фиг. 6. Заодно с листом 121 выполнен выступ 122, имеющий пару боковых створок 124 и 126, следующих по линиям сгиба 13 125 и 127, соответственно. Лист 121 также имеет поперечные линии сгиба 130, 132 и 137. В листе 121 сформировано отверстие 134,в которое входит выступ 122. Расстояние от концевой линии 138 листа 121 до линии сгиба 130 равно расстоянию между линиями сгиба 130 и 132 и расстоянию между линией сгиба 132 и пунктирной линией 136, причем линия 136 расположена с нижней стороны отверстия 134. Путем изгиба створок 124 и 126 по линиям сгиба 125 и 127, соответственно, и путем изгиба листа 121 по линиям сгиба 130, 132 и 137, выступ 122 может быть размещен в отверстие 134,формируя, таким образом, равностороннюю треугольную опору. При разгибании створок 124 и 126 до тех пор, пока они не будут компланарными с выступом 122 на нижней стороне листа 121, формируется равносторонняя треугольная опора, которая обеспечивает устойчивость всей системы, когда внутренний эластичный бак 30 заполняется транспортируемым материалом. В фактическом процессе по настоящему изобретению обеспечивается треугольная опора,как показано на фиг. 9 А, не только по ширине секции С фиг. 6, но также и по внешним сторонам секций В и D фиг. 6, причем эта треугольная опора идентична треугольной опоре для секции С. Следует отметить, что вариант, показанный на фиг. 5 и 6, не предусматривает никакой треугольной опоры, тогда как фиг. 9 А обеспечивает трехстороннюю треугольную опору, в противном случае секции А, В, С, D и Е фиг. 5 и 6 соответствуют секциям А', В', С', D' и Е' фиг. 9 А. Начиная с создания прямоугольного листа 310 из материала КОРОПЛАСТ, как показано на фиг. 9 А, и срезая заштрихованные области,выполняются основания для трех треугольных опор 320, 330 и 340, каждая из которых формируется по тому же самому процессу, как описано на фиг. 9. Путем реза по линиям 350 и 360,тремя выступами 362, 364 и 366 можно манипулировать независимо друг от друга и они могут быть вставлены в отверстия 368, 370 и 372, соответственно, для завершения каждой из этих трех треугольных опор. Система предусматривает использование девяти опорных бандажей точно так же, как и в варианте фиг. 9 А, за исключением того, что две из них имеют вершины, направленные вниз,тогда как остальные семь имеют вершины, направленные вверх. Для того чтобы создать треугольную опору с вершиной, направленной вниз, материал КОРОПЛАСТ отгибается вниз, а не вверх по линиям сгиба 374 и 376, и выступы 362, 364 и 366 проходят через отверстия 368, 370 и 372, соответственно. Из-за характера процесса сгиба, при котором материал КОРОПЛАСТ частично разрушается, этот материал может быть согнут по линиям сгиба довольно легко в любом направлении. 14 Нижние створки 90 и 92 торцевой крышки 120 на фиг. 8 имеют два v-образных выреза 90 и 92. После того, как задняя торцевая крышка 120 сдвинута к задней стенке 142 контейнера 10, т.е. на торец контейнера на некоторое расстояние от этих двух дверей 24 и 26, первый из девяти опорных бандажей, обозначенный как бандаж 140, может быть аналогичен опорному бандажу фиг. 6, но который предпочтительно аналогичен бандажам, имеющим треугольные опоры, устанавливается на торцевой крышке 120, как показано на фиг. 10. Бандаж 140 скользит по внешней стороне торцевой крышки 120 до тех пор,пока технологические вырезы 90 и 92 торцевой крышки не совпадут с технологическими вырезами 53 и 55, соответственно, опорного бандажа 140 (идентичного опорному бандажу 60 без треугольной опоры). Треугольная опора на фиг. 9 показана как опора 150, проходящая вдоль по всей высоте секции С и по общей высоте секций В и D. Второй опорный бандаж 160, имеющий свои треугольные опоры, вершины которых направлены вниз, скользит внутри задней торцевой крышки 120 и вдоль опорного бандажа 140,как показано на фиг. 11, и в этой точке бандажи 140 и 160 расположены непосредственно друг над другом. Каждый из девяти опорных бандажей имеет две пары v-образных вырезов, как показано на фиг. 6, тогда как каждая торцевая крышка имеет только одну пару v-образных вырезов 90 и 92, как показано на фиг. 8. Если все четыре v-образных выреза выровнены между смежными опорными бандажами, то такие смежные бандажи расположены один над другим. Если выровнены только два v-образных выреза, смежные бандажи перекрывают друг друга. Третий опорный бандаж 180, имеющий треугольную опору, с вершиной, направленной вверх, затем скользит между опорными бандажами 140 и 160, как показано на фиг. 11, до тех пор, пока два технологических выреза каждого из двух бандажей 160 и 180 не будут выровнены, причем такое выравнивание обеспечивает перекрытие бандажей 160 и 180. Четвертый, пятый, шестой и седьмой опорные бандажи, обозначенные, соответственно, как опорные бандажи 200, 220, 240 и 260,имеющие треугольные вершины, направленные вверх, устанавливаются, перемещая четвертый бандаж внутри третьего, пятый бандаж внутри четвертого, шестой опорный бандаж внутри пятого опорного бандажа и седьмой внутри шестого, как показано на фиг. 11, каждый раз сдвигая следующий бандаж назад, пока не будут выровнены их соответствующие самые близкие вырезы. На фиг. 12 показана установка восьмого опорного бандажа 265, который скользит по седьмому опорному бандажу 260. Девятый опорный бандаж 267 с вершиной треугольной 15 опоры, направленной вниз, помещен внутрь седьмого опорного бандажа 260, причем бандажи 265 и 267 точно выровнены, т.е. нет никакого перекрытия, как в случае выравнивания опорных бандажей 140 и 160. Торцевая крышка двери 300, точно так же как задняя торцевая крышка 120, имеет переднюю кромку, вставленную между опорными бандажами 265 и 267. Отверстие 302 для загрузки и выгрузки материала проходит между опорными бандажами 265 и 267. Для того, чтобы установить переднюю торцевую крышку, т.е. крышку около дверей,фиг. 13 указывает, что крышка 300 собрана с открытыми нижними створками 106 и 108, которые при желании могут быть отрезаны. Задняя кромка торцевой крышки 300 вставлена между восьмой и девятой опорными бандажами 265 и 267. Передняя кромка торцевой крышки 300 выровнена с задней кромкой углубления двери (не показана), которое обычно предусмотрено на 6-метровом контейнере 10. Как только все девять опорных бандажей установлены в нужном положении по отношению друг другу и по отношению к этим двум крышкам, устанавливается покрытие пола, используя листовой материал КОРОПЛАСТ,который имеет длину приблизительно 6,7 м и ширину приблизительно 2 м, чтобы гарантировать, что зазор между двумя торцами каждого из опорных бандажей закрыт. Длина покрытия пола на один или два фута длиннее, чем внутренняя часть контейнера 10, чтобы обеспечить поднятие противолежащих концов покрытия пола,что при желании может быть сделано на каждой из боковых стенок контейнера 10. Как только покрытие пола уложено на место, причем при необходимости покрытие может состоять из нескольких частей, эластичный внутренний бак 30 выкатывается на покрытие пола или на дополнительную подушку теплообменника, показанную на фиг. 4. Арматура шланга (не показана) может затем быть соединена с загрузочным отверстием в эластичном баке 30,и жидкий, полужидкий или сухой порошковый продукт может перекачиваться в бак 30. При загрузке или разгрузке продукта левая дверь контейнера 10 всегда остается закрытой и запертой. Ввиду того, что арматура перегородки установлена поперек дверного проема, правосторонняя дверь может быть открыта, чтобы наблюдать за ходом операции. Поскольку эластичный внутренний баллон и материал футеровки КОРОПЛАСТ полупрозрачен, оператор может легко контролировать уровень материала в эластичном внутреннем баке в процессе его заполнения или разгрузки. Для улучшения контроля в перегородке может быть смонтирован визуальный указатель. При начальной операции загрузки продукта, например, жидкости типа кукурузного масла треугольные опорные элементы обеспечивают 16 жесткость всей конструкции опорных бандажей из материала КОРОПЛАСТ. По мере заполнения внутреннего баллона закачиваемый материал заставляет внутренний баллон прижаться к верхней части опорных бандажей, которые, в конечном счете, слегка изгибаются выпуклостью наружу, обеспечивая ясно видимый признак, что внутренний контейнер полностью заполнен. По мере заполнения внутреннего баллона семь внешних треугольных опор и две внутренние треугольные опоры часто сжимаются до плоского состояния, но это не вызывает никаких проблем, поскольку выравнивание опор только полезно для сохранения формы футеровки из материала КОРОПЛАСТ при заполнении эластичного внутреннего баллона. Кроме того, небольшая вогнутость футеровки обеспечивает предварительное напряжение материала футеровка КОРОПЛАСТ и эта футеровка будет менее подвержена дополнительной деформации, что обеспечивает существенное усовершенствование в области перевозки сыпучего материала. Кроме того, хотя в предпочтительном варианте предусматривается использование материала КОРОПЛАСТ для опорных бандажей,изобретение не ограничивается использованием материала КОРОПЛАСТ. Используя обычные пластичные материалы, перекрывающие друг друга таким образом, что гибкая внутренняя футеровка "сидит" на двух торцах каждого опорного бандажа, вес тяжелой заполненной продуктом гибкой футеровки на торцы опорных бандажей заставляет внешнюю пластиковую футеровку плотно охватывать внутреннюю футеровку по периметру. Следует отметить то, что настоящее изобретение не ограничено транспортировкой жидкостей, но может также быть использовано для транспортировки любого подаваемого насосом материала, включая сухой, гранулированный материал или материал в виде частиц, и может также использоваться, чтобы транспортировать полужидкий материал типа частично замороженного апельсинового сока, т.е. продукта, который иногда называется "мокрым" продуктом или других частично замороженных соков или жидкостей. Апельсиновый сок обычно транспортируется в охлаждаемых грузовиках, которые в промышленности именуются как "рефрижераторы". Обычный грузовик-рефрижератор не имеет никакого проема вокруг дверей для удержания или опоры перегородки, необходимой для поддержки заполненного эластичного бака 30. Кроме того, обычный грузовик-рефрижератор имеет холодильник в передней части шасси рядом с кабиной водителя, т.е. на стороне грузовика,удаленной от дверей. Поскольку эластичный бак 30 и КОРОПЛАСТ или другая пластиковая крышка не должны быть в непосредственном контакте с холодильником, необходимо 17 предусмотреть перегородки на обоих концах эластичного бака 30, на которых могут лежать концы листов КОРОПЛАСТ. На фиг. 14 показано множество листов КОРОПЛАСТ, которые вместе могут формировать отдельную перегородку, к которой могут прилегать крышка двери или крышка заднего торца. Показанная на фиг. 14 отдельная перегородка 400 изготовлена, используя первый лист 402 материала КОРОПЛАСТ, который сгибается по линии 404, что позволяет согнуть первую секцию 403 из материала 402 под углом 90 по отношению к части 405. Второй лист материала КОРОПЛАСТ 406 сгибается по линиям 407, 408 и 409 и согнут, чтобы создать форму,показанную на фиг. 14. При изготовлении устройства, показанного на фиг. 14, выступы 410 и 412, также как и выступы 414 и 416 приварены под высокой температурой к листу 405 и листу 403, соответственно, чтобы создать конфигурацию, показанную на фиг. 14. Следует отметить, что в рабочем положении перегородки 400, показанном на фиг. 14,такая перегородка может быть использована в одном или обоих торцах вариантов настоящего изобретения, показанных на фиг. 11 и 15. Обратимся теперь к фиг. 15, на которой показан альтернативный вариант настоящего изобретения, в котором используется меньшее количество опорных бандажей, чем то, которое показано на фиг. 11. На фиг. 15 показаны торцевая крышка двери 500, первый опорный бандаж 502, второй опорный бандаж 504, третий опорный бандаж 506 и крышка 508, причем все они находятся внутри 6-метрового транспортного контейнера 509 и имеют пакет внутренней футеровки 510. Пакет внутренней футеровки 510 имеет отверстие 512, описанное ниже более подробно, которое используется для загрузки и разгрузки внутреннего пакета футеровки 510. Обратимся теперь к фиг. 16, на которой задняя торцевая крышка 508 описана более подробно. Задняя торцевая крышка 508 изготовлена из материала КОРОПЛАСТ из одного листа такого материала и сгибается по линиям 514,516, 518, 520, 522, 524, 526 и 527. При использовании торцевой крышки, показанной на фиг. 16,створка 528 сначала сворачивается вниз и сопровождается свертыванием створки 530, и затем створка 532 сворачивается вовнутрь. Вначале при свертывании створки 528 внутренний пакет футеровки (на фиг. 16 не показан) будет иметь гладкую поверхность, на которую будет уложен бак. В противоположность этому, если бы створки 530 и 532 были бы сначала свернуты вовнутрь, внутренний пакет футеровки имел бы шероховатую поверхность из-за передних кромок откидных створок 530 и 532, на которые он ложится. Когда створка 528 свернута вниз, выступ 534 входит под нижние листы 536 и 538 торцевой крышки. 18 На фиг. 17 задняя торцевая крышка 508 сдвинута до конца стального контейнера 509. Обратимся теперь к фиг. 18, на которой задняя торцевая крышка 508 упирается в заднюю стенку контейнера 509, а третий опорный бандаж 506 выдвинут внутрь торцевой крышки 508. Следует отметить, что третий опорный бандаж 506 также изготовлен из листа материала КОРОПЛАСТ. На фиг. 19 показан второй опорный бандажи 504, также изготовленный из листа материала КОРОПЛАСТ, внутрь которого выдвинут третий опорный бандаж 506. На фиг. 20 показан первый опорный бандаж 502, также изготовленный из листа материала КОРОПЛАСТ, который выдвинут внутрь второго опорного бандажа 504. На фиг. 21 показана торцевая крышка двери 500, створка 540 которой сначала находится в согнутом вниз положении, в частности его выступ 552 находится под нижними листами 554 и 556. После того, как выступ 552 уложен на место под нижними листами 554 и 556, выступы 558 и 560 сворачиваются вовнутрь. Следует отметить, что выступы 558 и 560 имеют отверстия 562 и 564, соответственно, для обеспечения доступа к загрузочному и разгрузочному патрубкам внутренней футеровки, а внешний вид устройства показан на фиг. 21. Фиг. 22 иллюстрирует способ, с помощью которого пакет внутренней футеровки 57 укладывается на две части покрытия пола 572 и 574 при подготовке к использованию пакета внутренней футеровки 570 внутри устройства в соответствии с настоящим изобретением. После того, как пакет внутренней футеровки 570 развернут, как показано на фиг. 22 В и 22 С, пакет внутренней футеровки 570 находится в положении, готовом к его заполнению транспортируемым продуктом. На фиг. 23 второй опорный бандаж 504,первый опорный бандаж 502 и торцевая крышка двери 500 показаны на месте против опорных дверей 511 на входе контейнера 509 рядом с дверьми контейнера (не показаны). Патрубок для загрузки-выгрузки 512 показан как элемент,проходящий через торцевую крышку двери 500. На фиг. 24 патрубок для загрузки-выгрузки 512 показан как элемент, проходящий через торцевую крышку двери 500. Труба 602 вставлена внутрь трубной камеры 600 для открытия внутреннего обратного клапана внутри патрубка для разгрузки или выгрузки 512. На фиг. 25 представлен альтернативный вариант настоящего изобретения, который является предпочтительным и который включает использование ложечного клапана 700, соединенного с патрубком 512, который включает использование двух 20-миллиметровых полиэтиленовых листов 702 и 704, которые сварены вместе по кромкам под воздействием высокой температуры, как показано на фиг. 25 С. Поли 19 этиленовые листы 702 и 704 также приварены к штуцеру 706, который может быть смонтирован над патрубком 512. При использовании устройства, показанного на фиг. 25, для того, чтобы загрузить внутреннюю футеровку, необходимо только ввести зонд через листы 702 и 704 внутрь штуцера 706, что позволяет открыть одноходовой обратный клапан внутри патрубка 512, и загрузить материал через штуцер 706 и патрубок 512. Если нужно выгрузить материал из внутренней футеровки, тот же самый зонд вставляется внутрь полиэтиленовых листов 702 и 704, чтобы открыть одноходовой обратный и обеспечить выгрузку материала из внутренней футеровки. Ложечные клапаны известны в данной области техники и, если желательно, могут быть изготовлены в соответствии с патентом США 4.607.663, выданном на имя И.Г. Рафтиса и др.(S.G. Raftis et al). Обратимся теперь к фиг. 26, на которой показан альтернативный вариант настоящего изобретения, в котором предусмотрен промежуточный контейнер для сыпучего материала, который в технике иногда именуется как узел IBC. Узел IBC фиг. 26 обозначается, в основном,цифрой 800. Хотя узел IBC 800, показанный на фиг. 26, может содержать различные объемы материалов, в предпочтительном варианте предусматривается, что узел IBC 800 будет содержать 240 галлонов жидкости или эквивалентного продукта. Узел IBC 800 предназначен для работы в качестве поддона размером 44 на 44 дюйма. Как подробно показано на фиг. 27, узелIBC 800 выполнен в виде восьмиугольника, т.е. имеющий восемь сторон, которые чередуются как стороны шириной 20 дюймов и 18 дюймов. Узел IBC 800 в предпочтительном варианте имеет высоту 40 дюймов. Узел IBC 800 имеет входной патрубок 801, через который материалы могут быть поданы насосом, и выходной патрубок 803, через который материалы могут быть откачаны из узла IBC 800. Обратимся теперь к фиг. 27(а), на которой показан лист 900 из материала КОРОПЛАСТ. Лист 900 имеет ширину Х и согнут по линиям 902, 904, 906 и 908 для формирования панелей,обозначенных буквами А, В, С, D и Е. В этом предпочтительном варианте размер ширины Х составляет предпочтительно 40 дюймов, а панели А, В, С, D и Е предпочтительно имеют размер 20 дюймов, 18 дюймов, 20 дюймов, 18 дюймов и 20 дюймов, соответственно. На фиг. 27(b), второй лист 910 материала КОРОПЛАСТ имеет ширину х 1 и согнут по линиям 912, 914, 916 и 918 для формирования панелей A1, B1, C1, D1 и EJ. Все размеры листа 910 материала КОРОПЛАСТ соответствуют размерам листа материала 900, а размеры панелей A1, B1, C1, D1 и Е 1 соответствуют размерам панелей А, В, С, D и Е, показанным на фиг. 27(а). 20 Чтобы осуществить вариант фиг. 27(с), панель Е листа 900 накладывается на панель А' листа 910, обе эти панели свариваются вместе под воздействием высокой температуры. Панель листа 900 накладывается на панель Е 1 листа 910, и они также свариваются под воздействием высокой температуры, чтобы получить восьмиугольник, показанный на фиг. 27(с). Эта конфигурация в дальнейшем описании вариантов фиг. 30 упоминается как внешний рукав. Таким же образом изготавливается вторая пара листов КОРОПЛАСТ (не показана), соответствующая листам 900 и 910, чтобы сформировать внутренний рукав, который также показан на фиг. 30. При желании листы, которые формируют внутренний рукав, могут быть использованы для панелей, которые лишь незначительно меньше, чем панели, показанные на фиг. 27, но это не является абсолютно необходимым, поскольку материалы КОРОПЛАСТ имеют некоторую гибкость. В связи с фиг. 30, следует отметить, что прежде чем внутренний рукав будет вставлен во внешний рукав, который состоит из двух секций со стенками двойной толщины. Например, Е и А 1 являются одной такой стенкой двойной толщины, и Е 1 является второй стенкой двойной толщины, причем обе стенки разнесены на 180 друг от друга. Когда внутренний рукав вставлен во внешний рукав, внутренний рукав поворачивается, чтобы оказаться во внутренней части внешнего рукава и имеет две таких части со стенками двойной толщины F и G, которые развернуты на 180 по отношению друг к другу, но которые поворачиваются на 90, так что секцияF отнесена на 90 от любой секции с двойными стенками внешнего рукава, а секция G также повернута на 90 от секции внешнего рукава с двойными стенками. Конечным результатом,показанным на фиг. 27(с), являются четыре секции со стенками тройной толщины, каждая из которых повернута на 90 вокруг периферии восьмиугольной структуры фиг. 27(с), создавая контейнер восьмиугольной формы, имеющий исключительно прочную механическую конфигурацию. Также, как показано на фиг. 27(с), благодаря повороту внутреннего рукава по отношению к внешнему рукаву попеременно между каждой парой стеновых секций тройной толщины образуется двойная конфигурация стенки. На фиг. 28 показан процесс сборки контейнера фиг. 27. Внешний рукав 930 имеет два листа 900 и 910 из материала КОРОПЛАСТ,сваренных вместе под действием высокой температуры, как описано выше со ссылкой на фиг. 27(а), (b) и (с), которые находятся в крышке 940 и листов из материала КОРОПЛАСТ, ранее уложенных на пол. Крышка 940 изготовлена из отдельного листа материала КОРОПЛАСТ,который сгибается по линиям, которые обеспечивают свертывание в конфигурацию, показан 21 ную на фиг. 28. Перед вставлением внешнего рукава в крышку внешний рукав свертывается вовнутрь и затем фиксируется на месте внутри крышки 940. Как показано на фиг. 28, при вставке внешнего рукава в крышку 940 разгрузочный патрубок 803 находится в крайнем верхнем положении. Крышка 940 имеет бандаж из материала 950, пропускаемый через боковую стенку с помощью винтовой стяжки или другим стяжным устройством, как будет обсуждено в дальнейшем. Обратимся теперь к фиг. 29. Основание 960 также изготовлено из одного листа материала КОРОПЛАСТ и сгибается по линиям,чтобы создать вариант, показанный на фиг. 29,вставляется внутрь внешнего рукава 930, в то время как узел фиг. 28 все еще находится в перевернутом положении. На фиг. 30 контейнер возвращен в вертикальное положение, и крышка удалена. Внутренний рукав 970 изготовлен в соответствии с раскрытием фиг. 27 и повернут на угол 90 от внешнего рукава, вставлен вовнутрь внешнего рукава, так что его разгрузочный патрубок выровнен с разгрузочным патрубком внешнего рукава, обозначенным цифрой 803. Следует отметить, что благодаря тому, что разгрузочный патрубок внешнего рукава выровнен с разгрузочным патрубком внутреннего рукава и тому,что внутренний рукав повернут на 90 по отношению к внешнему рукаву, разгрузочный патрубок внутреннего рукава также расположен внутри внутреннего рукава под углом 90 от места разгрузочного патрубка внешнего рукава. Перед вставкой внутреннего рукава 970 во внешний рукав 930 внутренний рукав слегка свернут в виде буквы Z, и после укладки внутри внешнего рукава он фиксирован на месте. В этой конфигурации внутренний рукав полностью вставляется во внешний рукав, причем самая верхняя кромка внутреннего рукава выровнена с верхней частью внешнего рукава. Как только внутренний рукав зафиксирован на месте внутри внутренней части внешнего рукава, устройство, показанное на фиг. 3, может быть использовано для транспортировки либо сухих материалов, либо жидкостей, помещенных внутри его внутренней части, просто размещая эластичный баллон (не показан) внутри его внутренней части и выравнивая разгрузочный патрубок внутреннего баллона с разгрузочными патрубками внутреннего и внешнего рукавов. Как показано на фиг. 26, крышка имеет загрузочный патрубок 801 в своей верхней части, который может быть выровнен с загрузочным патрубком внутреннего баллона, и материалы, подлежащие транспортировке, могут быть закачаны через загрузочный патрубок 801 во внутреннюю часть внутреннего баллона. Как только внутренний баллон заполнен до нужного уровня, загрузочный патрубок внутреннего бал 003793 22 лона может просто быть вставлен внутрь крышки 950. Следует отметить, что при сборке варианта фиг. 29 выступы основания 960, один из которых обозначен цифрой 961, вставляются между внешним рукавом и внутренним рукавом. После того, как крышка 940 надета сверху на внешний рукав 930, как показано на фиг. 26 и 30, ремень 950 может быть затянут, либо до закачки материала внутрь внутреннего баллона, либо после этой операции. Обратимся теперь к фиг. 31, на которой показана подушка теплообменника 1000, вставляемая между внутренним рукавом 970 (фиг. 30) и баллоном внутренней футеровки (не показан),расположенным во внутреннем рукаве. Набор ушек 106 и 108 на верхнем торце подушки 1000 позволяет монтажнику вынуть подушку по направлению вверх от верхнего края рукава 970. Верхний коллектор 1010 и нижний коллектор 1012 соединены с выходным шлангом 1014 и входным шлангом 1016 соответственно. Между коллекторами 1010 и 1012 расположены многочисленные трубопроводы (шланги, трубы и т.д.). Следует отметить, что указанный узел IBC может содержать один или несколько теплообменников. При работе подушки 1000, если требуется горячая вода или пар, горячая вода или пар подается во входной шланг 1004 и циркулирует по направлению к выходному шлангу 1002 через нижний коллектор 1012, трубопроводы 1018,верхний коллектор 1010 и выходной шланг 1002. В некоторых областях применения, например, если во внутренний баллон закачивается шоколад в горячем состоянии для последующей транспортировки, он обычно продолжает "вариться" уже после того, как он закачан в баллон,что часто является нежелательным сценарием. Однако путем подачи насосом холодной воды во входной шланг 1004 можно замедлить или прекратить варку без ухудшения свойств шоколада. Как только отправленный продукт достигает места назначения, через подушку 1000 можно пропустить горячую воду или пар, и шоколад легко выкачивается из баллона. Этот процесс (холодная вода - транспортировка - горячая вода/пар) может также использоваться с теплообменником, описанным выше со ссылкой на фиг. 4. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ для перевозки прокачиваемого материала в контейнере, снабженном баллоном во внутренней части указанного контейнера,содержащий следующие стадии: закачивание материала в указанный баллон в первом географическом районе, причем ука 23 занный прокачиваемый материал имеет первую температуру; охлаждение указанного прокачиваемого материала до второй температуры ниже указанной первой температуры путем подачи насосом воды, имеющей третью температуру ниже указанной первой температуры, через, по меньшей мере, одну подушку теплообменника, расположенную на внешней поверхности указанного баллона; перевозка указанного контейнера, имеющего указанный прокачиваемый материал, от указанного первого географического района до второго географического района; нагревание указанного прокачиваемого материала путем подачи горячей воды или водяного пара, по меньшей мере, через один указанный теплообменник; и выкачивание указанного прокачиваемого материала из указанного баллона. 2. Способ по п.1, отличающийся тем, что прокачиваемый материал включает шоколад. 3. Контейнер для перевозки материалов,содержащий внутренний рукав, состоящий из первого и второго листов, каждый из которых состоит из пяти панелей, причем последняя панель указанного первого листа перекрывает первую панель указанного второго листа и приварена к ней под действием высокой температуры; первая панель указанного первого листа перекрывает последнюю панель указанного второго листа и приварена к ней под действием высокой температуры; внешний рукав, состоящий из первого и второго листов, каждый из которых состоит из пяти панелей, причем последняя панель указанного первого листа перекрывает первую панель указанного второго листа и приварена к ней под действием высокой температуры, а первая панель указанного первого листа перекрывает последнюю панель указанного второго листа и приварена к ней под действием высокой температуры, указанные внутренний и внешний рука 003793 24 ва являются шестиугольными рукавами, причем внутренний рукав фиксируется во внутренней части внешнего рукава и ориентируется таким образом, чтобы иметь четыре тройных секции стенок с центральной точкой каждой из этих четырех секций, размещенной под углом 90 по периферии внутреннего и внешнего рукавов с созданием общей конфигурации; шестиугольный верхний элемент, размеры которого соответствуют размерам верхней части конфигурации внутреннего и внешнего рукавов; и шестиугольный нижний элемент, размеры которого соответствуют размерам нижней части конфигурации внутреннего и внешнего рукавов. 4. Контейнер по п.3, отличающийся тем,что внутренний рукав, внешний рукав, верхний элемент и нижний элемент, каждый выполнен из экструдированного гофрированного пластика с двойными стенками, полученного на основе полипропиленового сополимера. 5. Контейнер по п.4, отличающийся тем,что дополнительно включает эластичный баллон, расположенный во внутренней части внутреннего рукава. 6. Контейнер по п.5, отличающийся тем,что дополнительно включает, по меньшей мере,одну подушку теплообменника, расположенную между внутренним рукавом и эластичным баллоном. 7. Контейнер по п.5, отличающийся тем,что дополнительно включает первый загрузочный патрубок в верхнем элементе и второй загрузочный патрубок в эластичном баллоне. 8. Контейнер по п.5, отличающийся тем,что дополнительно включает первый разгрузочный патрубок в нижней части внешнего рукава,второй разгрузочный патрубок в нижней части внутреннего рукава и третий разгрузочный патрубок в нижней части эластичного баллона,причем первый, второй и третий разгрузочные патрубки выровнены для облегчения откачки транспортируемого материала из контейнера.
МПК / Метки
МПК: B67B 7/00
Метки: материалов, перевозки, сыпучих, способ, устройство
Код ссылки
<a href="https://eas.patents.su/16-3793-sposob-i-ustrojjstvo-dlya-perevozki-sypuchih-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для перевозки сыпучих материалов</a>
Способ ломки материалов на заготовки и устройство для его осуществления.
Номер патента: 265
Опубликовано: 25.02.1999
Автор: Жалдак Николай Иванович
МПК: B23D 27/06
Метки: заготовки, материалов, устройство, способ, осуществления, ломки
Формула / Реферат:
1. Способ ломки материалов на заготовки, включающий нанесение на материал концентратора напряжений в виде углублений и приложение в его плоскости разрушающей импульсной нагрузки, отличающийся тем, что материал по границе углубления концентратора напряжения сначала сжимают усилием до предела упругости, а в зоне образования углубления концентратора напряжений - до предела пластичности и образования большого волнового сопротивления в пределах...
Способ вихревого измельчения материалов и устройство для его осуществления
Номер патента: 2586
Опубликовано: 27.06.2002
Авторы: Миронова Нина Васильевна, Денисов Николай Николаевич, Юрьев Борис Викторович, Заславский Борис Иванович
МПК: B02C 19/06
Метки: способ, осуществления, измельчения, устройство, вихревого, материалов
Формула / Реферат:
1. Способ вихревого измельчения материалов, включающий ввод струи энергоносителя в полость камеры измельчителя под углом к радиусу зоны измельчения с образованием высокоскоростного вихря, подачу исходного материала с вовлечением его в вихревой поток и вывод целевого продукта - измельченного материала вместе с энергоносителем, отличающийся тем, что высокоскоростной вихрь организуют внутри полости в виде торообразного вихря с преимущественно...
Устройство для обработки упаковочных материалов и способ изготовления упаковочных контейнеров
Номер патента: 1122
Опубликовано: 30.10.2000
Авторы: Кацумата Сигео, Кумета Юкихиса, Морияма Ясуюки
Метки: устройство, способ, обработки, упаковочных, материалов, контейнеров, изготовления
Формула / Реферат:
1. Устройство для обработки упаковочного материала, содержащее (a) транспортирующее средство для перемещения многослойного упаковочного материала, который образован из бумажной основы и полимерных пленок и который имеет зону разрыва в месте, соответствующем положению открывающего средства; (b) запечатывающее устройство для запечатывания указанного упаковочного материала; и (c) нагревательное средство, расположенное в направлении перемещения...
Способ и устройство для изготовления комбинированных нетканых материалов посредством гидродинамического иглопрокалывания
Номер патента: 3719
Опубликовано: 28.08.2003
Автор: Орланди Витторио
Метки: нетканых, комбинированных, изготовления, способ, посредством, гидродинамического, материалов, иглопрокалывания, устройство
Формула / Реферат:
1. Способ изготовления комбинированного холста из нетканого материала для поглощения и аккумулирования жидкостей и т.п., состоящего из прочеса чесальной машины, который для упрочнения обрабатывают, и уложенного на упрочненный прочес целлюлозного слоя, например, из волокон древесной пульпы, который приводят в прочный контакт с прочесом, отличающийся тем, что прочес перед покрытием сверхпоглощающим материалом предварительно упрочняют в сухом...
Способ экстракции натурального сока из растительных древесных материалов, устройство для его осуществления и применение способа для получения сухих древесных растений или сока
Номер патента: 3071
Опубликовано: 26.12.2002
Авторы: Дидье Бернар, Буирден Абделаазиз
МПК: F26B 7/00
Метки: способа, устройство, натурального, способ, экстракции, применение, сухих, осуществления, древесных, получения, растений, сока, материалов, растительных
Формула / Реферат:
1. Способ экстракции натурального сока из древесных растительных материалов, отличающийся тем, что он включает стадии создания давления выше атмосферного в герметичной камере, содержащей материалы, образования или нагнетания насыщенного водяного пара, нагревания внутренней части растительных материалов электромагнитными волнами и гравитационной рекуперации жидких экссудатов, выходящих из обработанных растительных материалов. 2. Способ...