Способ получения катализаторов
Формула / Реферат
1. Способ получения керамических катализаторов, включающий этапы, на которых
готовят керамический состав;
нагревают данный порошковый состав;
формуют образец путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава;
отсоединяют формованный образец и
спекают формованный образец,
отличающийся тем, что данный состав содержит один или несколько порошков катализаторов, одно или несколько связующих, одно или несколько смазывающих веществ и одно или несколько поверхностно-активных веществ, где керамический состав содержит приблизительно 80 мас.% керамических оксидов, приблизительно 15 мас.% парафинового воска, приблизительно 2 мас.% полиэтиленового воска, приблизительно 2 мас.% растительного воска и приблизительно 1 мас.% цис-9-октадеценовой кислоты и приготовленный керамический состав содержит каталитический компонент, данный состав нагревают, по меньшей мере, вплоть до температуры перехода в текучее состояние и затем при формовании образец охлаждают ниже температуры перехода в текучее состояние перед этапами отсоединения и спекания, формируя керамический катализатор, и
инжекционную форму снабжают рядом стержней, распространяющихся по внутреннему пространству данной формы, так что формованный катализатор получает ряд сквозных внутренних каналов, получая долю пористости в диапазоне от 30 до 90%.
2. Способ получения катализаторов, включающий этапы, на которых
готовят состав керамического носителя;
нагревают данный порошковый состав;
формуют образец путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава;
отсоединяют формованный образец;
спекают формованный образец, формируя структуру керамического носителя,
отличающийся тем, что данный состав содержит один или несколько порошков катализаторов, одно или несколько связующих, одно или несколько смазывающих веществ и одно или несколько поверхностно-активных веществ, где керамический состав содержит приблизительно 80 мас.% керамических оксидов, приблизительно 15 мас.% парафинового воска, приблизительно 2 мас.% полиэтиленового воска, приблизительно 2 мас.% растительного воска и приблизительно 1 мас.% цис-9-октадеценовой кислоты, и приготовленный керамический состав нагревают, по меньшей мере, вплоть до температуры перехода в текучее состояние, и затем при формовании образец охлаждают ниже температуры перехода в текучее состояние перед этапами отсоединения и спекания и
покрывают поверхности структуры керамического носителя одним или несколькими каталитическими соединениями и
инжекционную форму снабжают рядом стержней, распространяющихся по внутреннему пространству данной формы, так что формованный катализатор получает ряд сквозных внутренних каналов, получая долю пористости в диапазоне от 30 до 90%.
3. Способ по п.1 или 2, отличающийся тем, что размеры и физическое исполнение внутренних стенок, определяющих внутреннее пространство инжекционных форм, разрабатывают так, чтобы сформовать керамические катализаторы, сравнимые по размеру и форме с современными монолитами.
4. Способ по п.3, отличающийся тем, что данные стержни имеют изменяющийся диаметр, например сужающийся, чтобы формировать каналы с меняющимися площадями сечения.
5. Способ по п.3, отличающийся тем, что данные стержни имеют по меньшей мере одно ступенчатое увеличение диаметра, чтобы сформировать внутренние сквозные каналы в теле катализатора с резким ступенчатым увеличением диаметра.
6. Способ по п.1 или 2, отличающийся тем, что растительный воск представляет собой Copernica cerifera.
7. Способ по п.6, отличающийся тем, что температура перехода в текучее состояние находится между комнатной температурой и 150°С, между 40 и 130°С, между 60 и 110°С или между 80 и 100°С.
8. Способ по п.1 или 2, отличающийся тем, что давление впрыскивания составляет от 3 до приблизительно 100 бар абсолютных.
9. Способ по п.3, отличающийся тем, что данные стержни формируют один или несколько сквозных каналов, причем упомянутый канал(ы) имеет(ют) изменяющуюся площадь сечения вдоль продольного направления канала(ов).
10. Способ по п.9, отличающийся тем, что каналы имеют одно или несколько ступенчатых изменений диаметра канала.
11. Способ по п.9 или 10, отличающийся тем, что данный катализатор выполнен из каталитического керамического оксидного материала.
12. Способ по п.9 или 10, отличающийся тем, что данный катализатор выполнен из керамического оксидного материала, покрытого каталитическим материалом.
13. Способ по п.9, отличающийся тем, что изменяющуюся площадь сечения формируют путем линейного снижения внутреннего диаметра канала(ов).
14. Способ по п.9 или 10, отличающийся тем, что
внутренние каналы могут иметь круглую, эллиптическую, квадратную, треугольную, шестиугольную или другие формы областей сечения каналов и
катализаторы могут иметь каналы, которые имеют длину от 0,1 мм до приблизительно 800 мм, альтернативно от 5 до 150 мм, альтернативно от 5 до 20 мм.
15. Способ по п.11 или 12, отличающийся тем, что керамическое соединение представляет собой оксид на основе кобальта, способный каталитически помогать разложению оксидов азота.
16. Способ по п.15, отличающийся тем, что
оксид на основе кобальта содержит активную Co2AlO4-фазу на цериевом оксидном носителе,
катализатор представляет собой монолит с размерами в диапазоне от 25´25´10 мм до 200´200´100 мм, альтернативно от 25´25´10 мм до 200´200 и 100 мм или от 25´25´10 мм до 100´100 и 100 мм,
сквозные каналы имеют круглое сечение, и их внутренний диаметр резко увеличивается от 1,0 мм до 1,5 мм внутри тела катализатора и
внутренние сквозные каналы упорядочены гексагональным образом.
17. Способ по п.16, отличающийся тем, что полученный катализатор имеет один или несколько выступов и одну или несколько дополняющих выемок, позволяющих образовывать внутрисвязывающее сцепление, когда монолиты помещают рядом друг с другом.
Текст
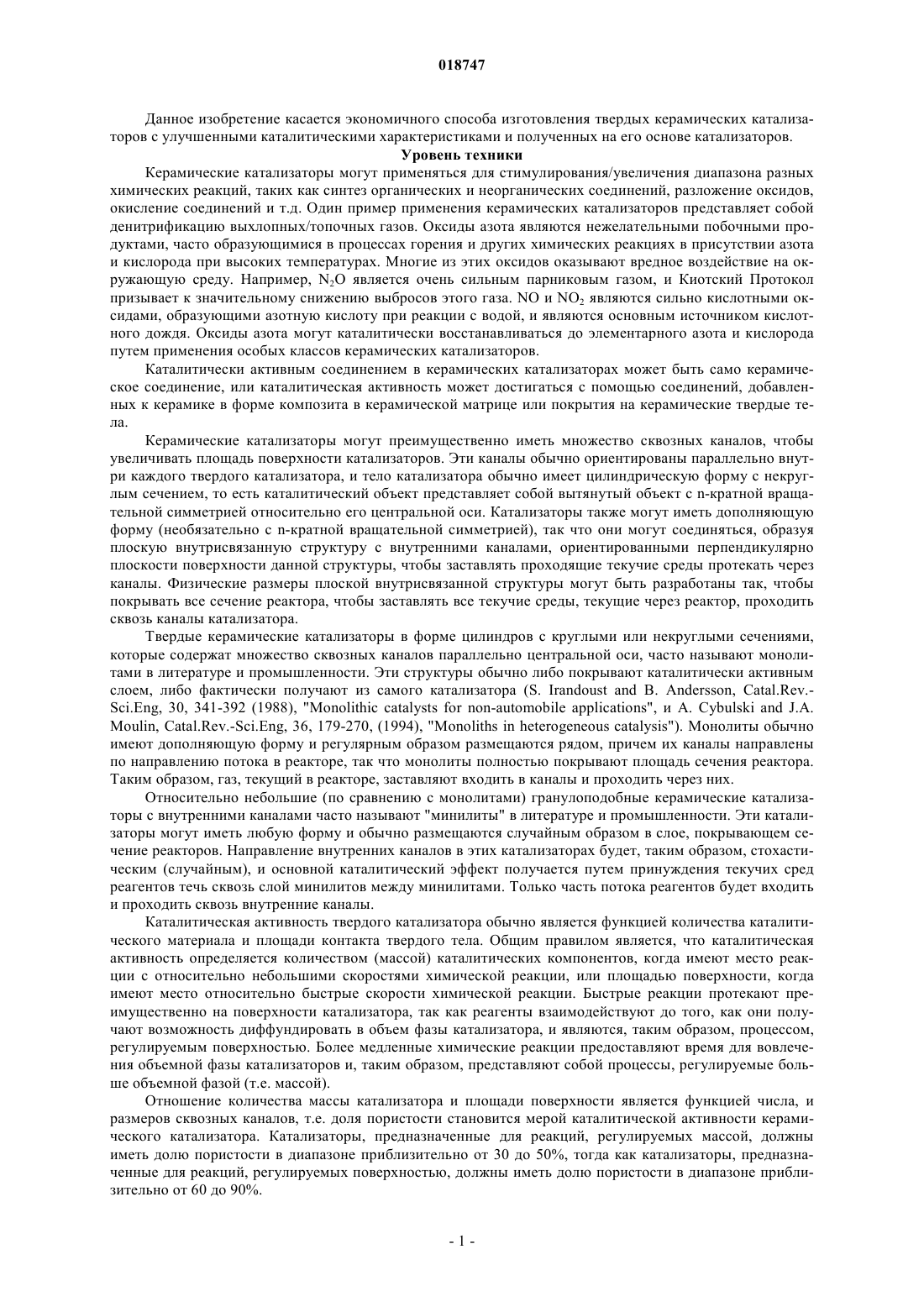
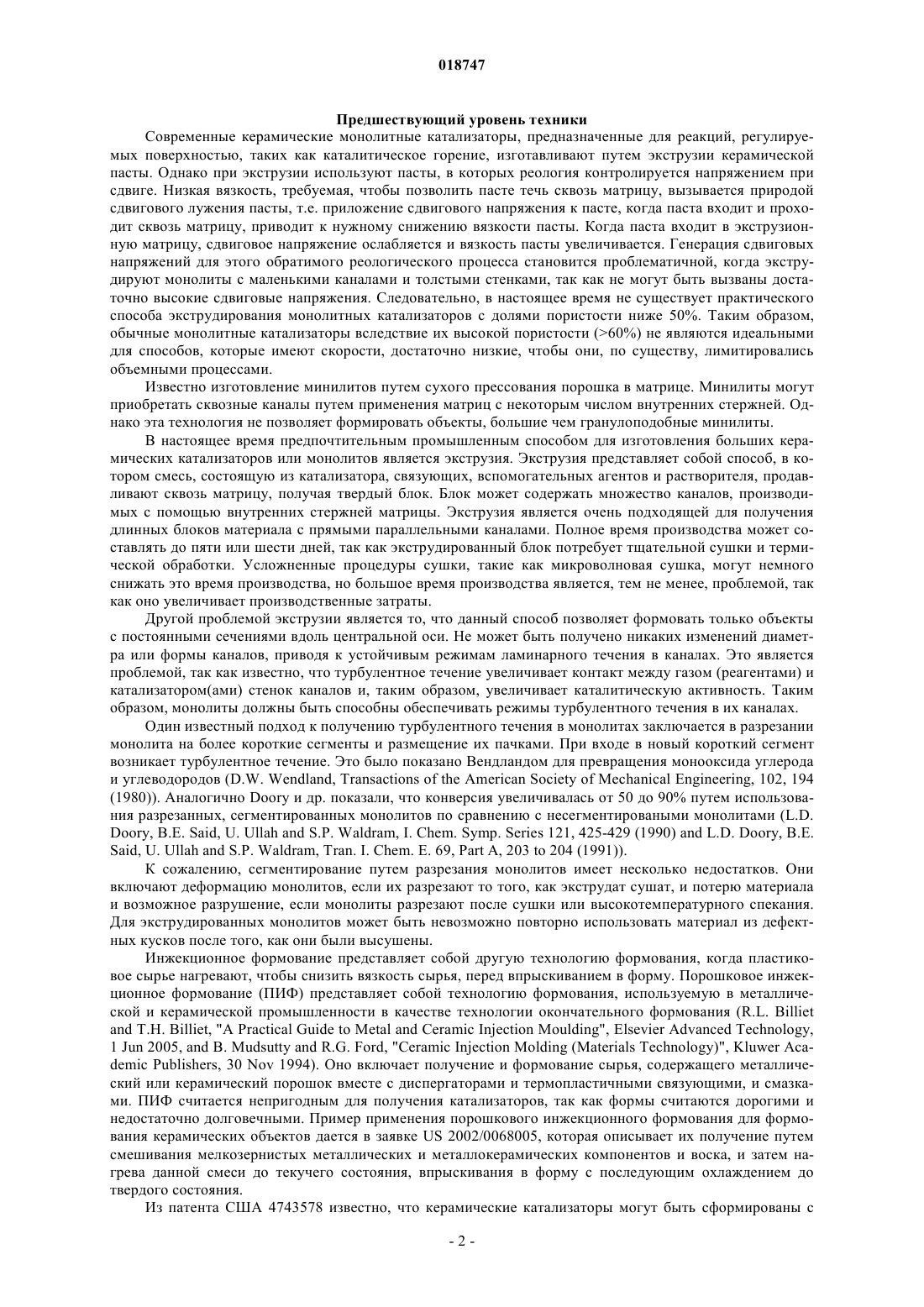
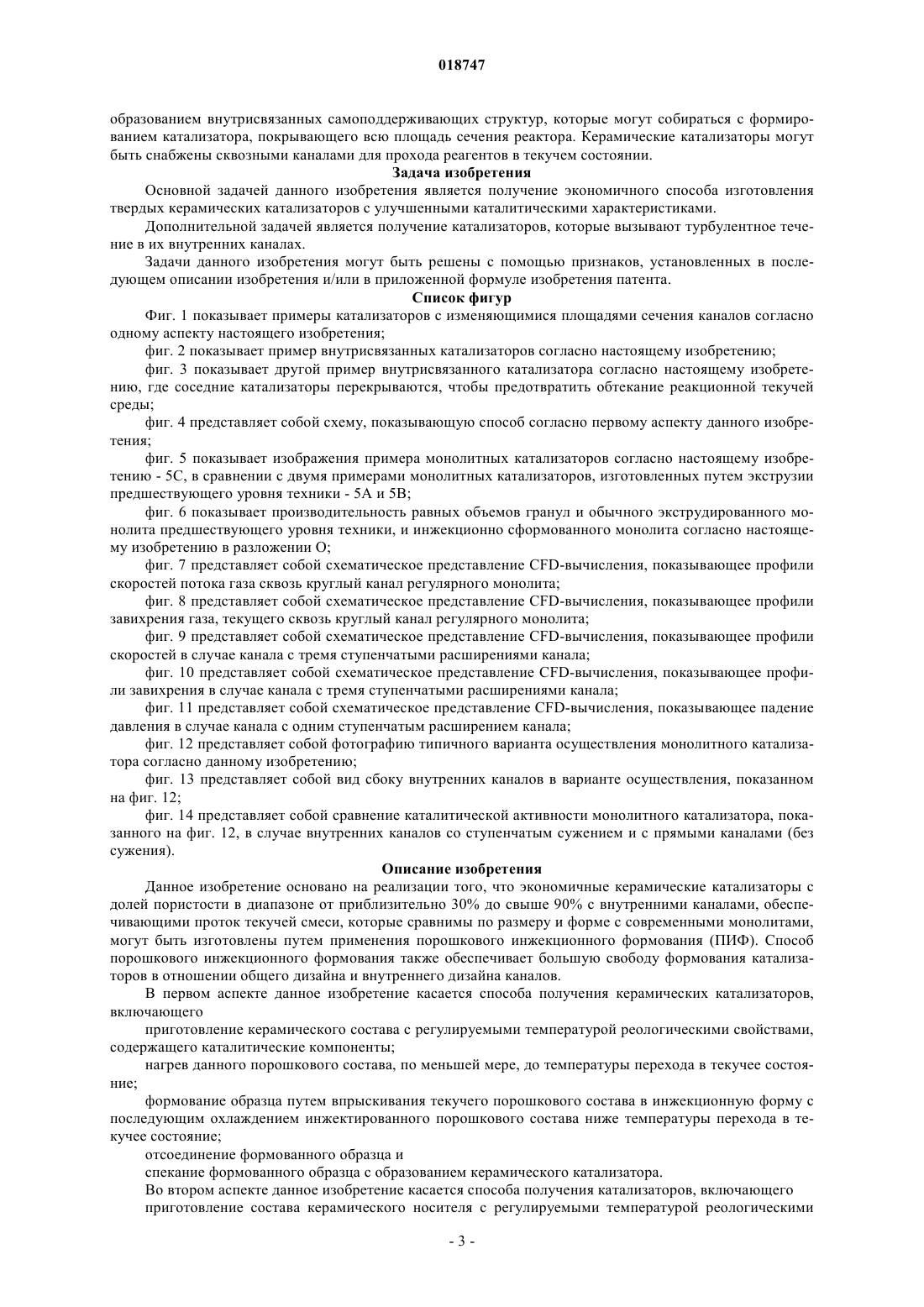
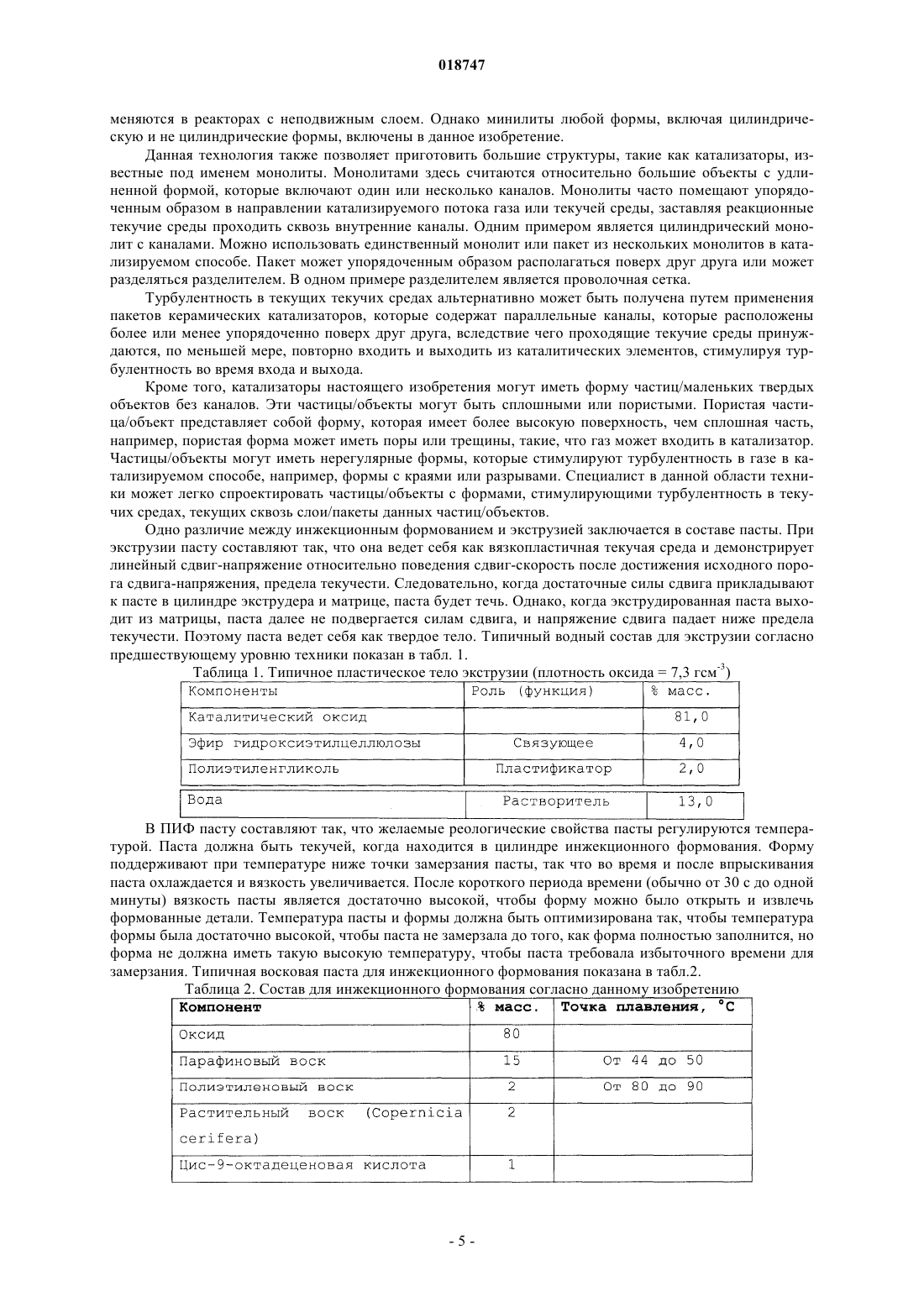
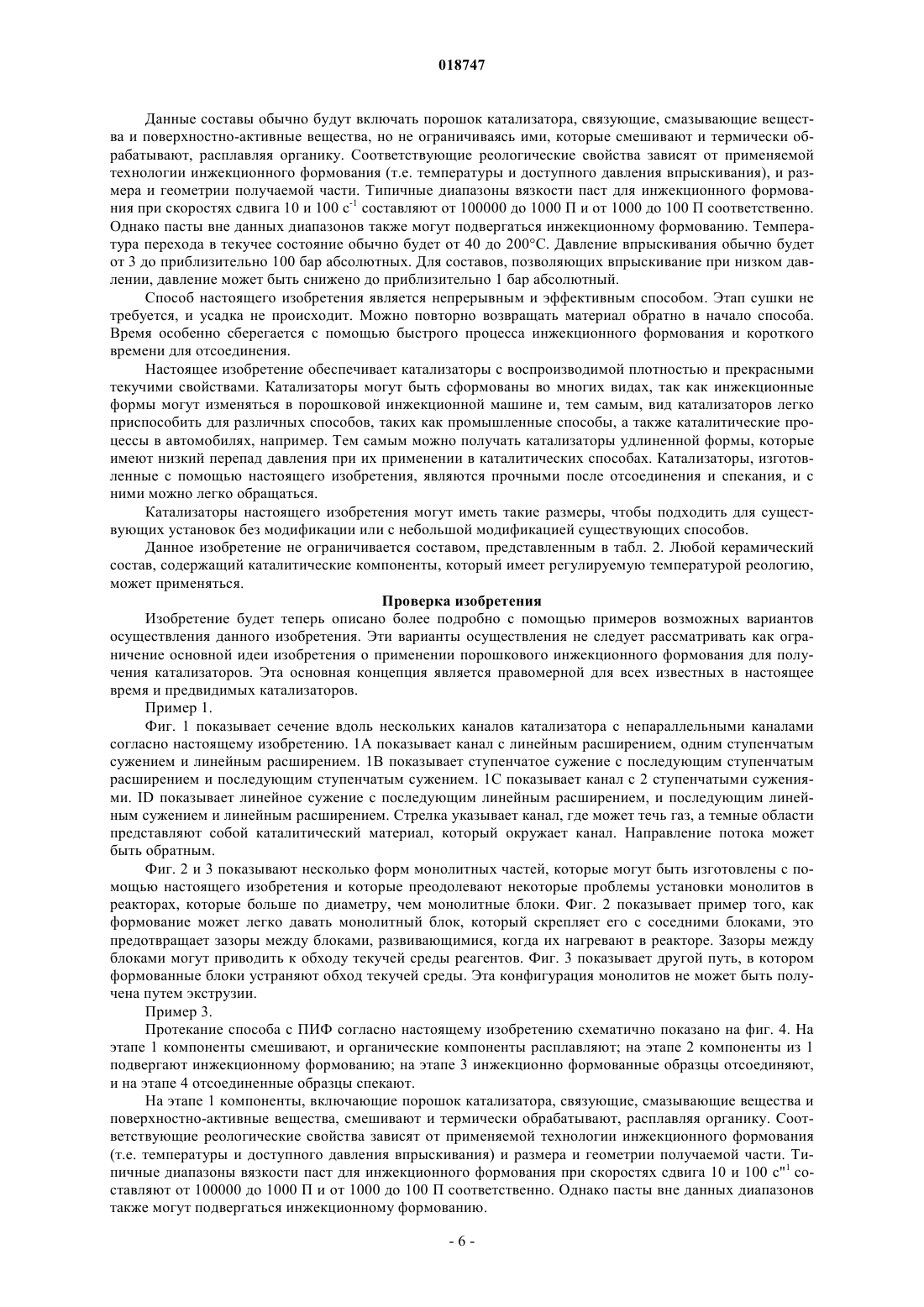
Изобретение предлагает способ получения катализаторов путем порошкового инжекционного формования и полученные на его основе катализаторы, где катализаторы изготавливают путем приготовления керамического состава с регулируемыми температурой реологическими свойствами, содержащего каталитические компоненты, нагрева данного порошкового состава вплоть, по меньшей мере, до температуры перехода в текучее состояние, формования образца путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава ниже температуры перехода в текучее состояние, отсоединения формованного образца и спекания формованного образца с образованием керамического катализатора. Альтернативно может быть исходно сформована керамическая структура с последующим покрытием керамической структуры одним или несколькими каталитическими соединениями. Уоллер Дэвид, Брэкенбери Дэвид Майкл (NO) Медведев В.Н. (RU)(71)(73) Заявитель и патентовладелец: ЯРА ИНТЕРНЭШНЛ АСА (NO) Данное изобретение касается экономичного способа изготовления твердых керамических катализаторов с улучшенными каталитическими характеристиками и полученных на его основе катализаторов. Уровень техники Керамические катализаторы могут применяться для стимулирования/увеличения диапазона разных химических реакций, таких как синтез органических и неорганических соединений, разложение оксидов,окисление соединений и т.д. Один пример применения керамических катализаторов представляет собой денитрификацию выхлопных/топочных газов. Оксиды азота являются нежелательными побочными продуктами, часто образующимися в процессах горения и других химических реакциях в присутствии азота и кислорода при высоких температурах. Многие из этих оксидов оказывают вредное воздействие на окружающую среду. Например, N2O является очень сильным парниковым газом, и Киотский Протокол призывает к значительному снижению выбросов этого газа. NO и NO2 являются сильно кислотными оксидами, образующими азотную кислоту при реакции с водой, и являются основным источником кислотного дождя. Оксиды азота могут каталитически восстанавливаться до элементарного азота и кислорода путем применения особых классов керамических катализаторов. Каталитически активным соединением в керамических катализаторах может быть само керамическое соединение, или каталитическая активность может достигаться с помощью соединений, добавленных к керамике в форме композита в керамической матрице или покрытия на керамические твердые тела. Керамические катализаторы могут преимущественно иметь множество сквозных каналов, чтобы увеличивать площадь поверхности катализаторов. Эти каналы обычно ориентированы параллельно внутри каждого твердого катализатора, и тело катализатора обычно имеет цилиндрическую форму с некруглым сечением, то есть каталитический объект представляет собой вытянутый объект с n-кратной вращательной симметрией относительно его центральной оси. Катализаторы также могут иметь дополняющую форму (необязательно с n-кратной вращательной симметрией), так что они могут соединяться, образуя плоскую внутрисвязанную структуру с внутренними каналами, ориентированными перпендикулярно плоскости поверхности данной структуры, чтобы заставлять проходящие текучие среды протекать через каналы. Физические размеры плоской внутрисвязанной структуры могут быть разработаны так, чтобы покрывать все сечение реактора, чтобы заставлять все текучие среды, текущие через реактор, проходить сквозь каналы катализатора. Твердые керамические катализаторы в форме цилиндров с круглыми или некруглыми сечениями,которые содержат множество сквозных каналов параллельно центральной оси, часто называют монолитами в литературе и промышленности. Эти структуры обычно либо покрывают каталитически активным слоем, либо фактически получают из самого катализатора (S. Irandoust and В. Andersson, Catal.Rev.Sci.Eng, 30, 341-392 (1988), "Monolithic catalysts for non-automobile applications", и A. Cybulski and J.A.Moulin, Catal.Rev.-Sci.Eng, 36, 179-270, (1994), "Monoliths in heterogeneous catalysis"). Монолиты обычно имеют дополняющую форму и регулярным образом размещаются рядом, причем их каналы направлены по направлению потока в реакторе, так что монолиты полностью покрывают площадь сечения реактора. Таким образом, газ, текущий в реакторе, заставляют входить в каналы и проходить через них. Относительно небольшие (по сравнению с монолитами) гранулоподобные керамические катализаторы с внутренними каналами часто называют "минилиты" в литературе и промышленности. Эти катализаторы могут иметь любую форму и обычно размещаются случайным образом в слое, покрывающем сечение реакторов. Направление внутренних каналов в этих катализаторах будет, таким образом, стохастическим (случайным), и основной каталитический эффект получается путем принуждения текучих сред реагентов течь сквозь слой минилитов между минилитами. Только часть потока реагентов будет входить и проходить сквозь внутренние каналы. Каталитическая активность твердого катализатора обычно является функцией количества каталитического материала и площади контакта твердого тела. Общим правилом является, что каталитическая активность определяется количеством (массой) каталитических компонентов, когда имеют место реакции с относительно небольшими скоростями химической реакции, или площадью поверхности, когда имеют место относительно быстрые скорости химической реакции. Быстрые реакции протекают преимущественно на поверхности катализатора, так как реагенты взаимодействуют до того, как они получают возможность диффундировать в объем фазы катализатора, и являются, таким образом, процессом,регулируемым поверхностью. Более медленные химические реакции предоставляют время для вовлечения объемной фазы катализаторов и, таким образом, представляют собой процессы, регулируемые больше объемной фазой (т.е. массой). Отношение количества массы катализатора и площади поверхности является функцией числа, и размеров сквозных каналов, т.е. доля пористости становится мерой каталитической активности керамического катализатора. Катализаторы, предназначенные для реакций, регулируемых массой, должны иметь долю пористости в диапазоне приблизительно от 30 до 50%, тогда как катализаторы, предназначенные для реакций, регулируемых поверхностью, должны иметь долю пористости в диапазоне приблизительно от 60 до 90%. Предшествующий уровень техники Современные керамические монолитные катализаторы, предназначенные для реакций, регулируемых поверхностью, таких как каталитическое горение, изготавливают путем экструзии керамической пасты. Однако при экструзии используют пасты, в которых реология контролируется напряжением при сдвиге. Низкая вязкость, требуемая, чтобы позволить пасте течь сквозь матрицу, вызывается природой сдвигового лужения пасты, т.е. приложение сдвигового напряжения к пасте, когда паста входит и проходит сквозь матрицу, приводит к нужному снижению вязкости пасты. Когда паста входит в экструзионную матрицу, сдвиговое напряжение ослабляется и вязкость пасты увеличивается. Генерация сдвиговых напряжений для этого обратимого реологического процесса становится проблематичной, когда экструдируют монолиты с маленькими каналами и толстыми стенками, так как не могут быть вызваны достаточно высокие сдвиговые напряжения. Следовательно, в настоящее время не существует практического способа экструдирования монолитных катализаторов с долями пористости ниже 50%. Таким образом,обычные монолитные катализаторы вследствие их высокой пористости (60%) не являются идеальными для способов, которые имеют скорости, достаточно низкие, чтобы они, по существу, лимитировались объемными процессами. Известно изготовление минилитов путем сухого прессования порошка в матрице. Минилиты могут приобретать сквозные каналы путем применения матриц с некоторым числом внутренних стержней. Однако эта технология не позволяет формировать объекты, большие чем гранулоподобные минилиты. В настоящее время предпочтительным промышленным способом для изготовления больших керамических катализаторов или монолитов является экструзия. Экструзия представляет собой способ, в котором смесь, состоящую из катализатора, связующих, вспомогательных агентов и растворителя, продавливают сквозь матрицу, получая твердый блок. Блок может содержать множество каналов, производимых с помощью внутренних стержней матрицы. Экструзия является очень подходящей для получения длинных блоков материала с прямыми параллельными каналами. Полное время производства может составлять до пяти или шести дней, так как экструдированный блок потребует тщательной сушки и термической обработки. Усложненные процедуры сушки, такие как микроволновая сушка, могут немного снижать это время производства, но большое время производства является, тем не менее, проблемой, так как оно увеличивает производственные затраты. Другой проблемой экструзии является то, что данный способ позволяет формовать только объекты с постоянными сечениями вдоль центральной оси. Не может быть получено никаких изменений диаметра или формы каналов, приводя к устойчивым режимам ламинарного течения в каналах. Это является проблемой, так как известно, что турбулентное течение увеличивает контакт между газом (реагентами) и катализатором(ами) стенок каналов и, таким образом, увеличивает каталитическую активность. Таким образом, монолиты должны быть способны обеспечивать режимы турбулентного течения в их каналах. Один известный подход к получению турбулентного течения в монолитах заключается в разрезании монолита на более короткие сегменты и размещение их пачками. При входе в новый короткий сегмент возникает турбулентное течение. Это было показано Вендландом для превращения монооксида углерода и углеводородов (D.W. Wendland, Transactions of the American Society of Mechanical Engineering, 102, 194(1980. Аналогично Doory и др. показали, что конверсия увеличивалась от 50 до 90% путем использования разрезанных, сегментированных монолитов по сравнению с несегментироваными монолитами (L.D.Said, U. Ullah and S.P. Waldram, Tran. I. Chem. E. 69, Part A, 203 to 204 (1991. К сожалению, сегментирование путем разрезания монолитов имеет несколько недостатков. Они включают деформацию монолитов, если их разрезают то того, как экструдат сушат, и потерю материала и возможное разрушение, если монолиты разрезают после сушки или высокотемпературного спекания. Для экструдированных монолитов может быть невозможно повторно использовать материал из дефектных кусков после того, как они были высушены. Инжекционное формование представляет собой другую технологию формования, когда пластиковое сырье нагревают, чтобы снизить вязкость сырья, перед впрыскиванием в форму. Порошковое инжекционное формование (ПИФ) представляет собой технологию формования, используемую в металлической и керамической промышленности в качестве технологии окончательного формования (R.L. Billietand Т.Н. Billiet, "A Practical Guide to Metal and Ceramic Injection Moulding", Elsevier Advanced Technology,1 Jun 2005, and В. Mudsutty and R.G. Ford, "Ceramic Injection Molding (Materials Technology)", Kluwer Academic Publishers, 30 Nov 1994). Оно включает получение и формование сырья, содержащего металлический или керамический порошок вместе с диспергаторами и термопластичными связующими, и смазками. ПИФ считается непригодным для получения катализаторов, так как формы считаются дорогими и недостаточно долговечными. Пример применения порошкового инжекционного формования для формования керамических объектов дается в заявке US 2002/0068005, которая описывает их получение путем смешивания мелкозернистых металлических и металлокерамических компонентов и воска, и затем нагрева данной смеси до текучего состояния, впрыскивания в форму с последующим охлаждением до твердого состояния. Из патента США 4743578 известно, что керамические катализаторы могут быть сформированы с образованием внутрисвязанных самоподдерживающих структур, которые могут собираться с формированием катализатора, покрывающего всю площадь сечения реактора. Керамические катализаторы могут быть снабжены сквозными каналами для прохода реагентов в текучем состоянии. Задача изобретения Основной задачей данного изобретения является получение экономичного способа изготовления твердых керамических катализаторов с улучшенными каталитическими характеристиками. Дополнительной задачей является получение катализаторов, которые вызывают турбулентное течение в их внутренних каналах. Задачи данного изобретения могут быть решены с помощью признаков, установленных в последующем описании изобретения и/или в приложенной формуле изобретения патента. Список фигур Фиг. 1 показывает примеры катализаторов с изменяющимися площадями сечения каналов согласно одному аспекту настоящего изобретения; фиг. 2 показывает пример внутрисвязанных катализаторов согласно настоящему изобретению; фиг. 3 показывает другой пример внутрисвязанного катализатора согласно настоящему изобретению, где соседние катализаторы перекрываются, чтобы предотвратить обтекание реакционной текучей среды; фиг. 4 представляет собой схему, показывающую способ согласно первому аспекту данного изобретения; фиг. 5 показывает изображения примера монолитных катализаторов согласно настоящему изобретению - 5 С, в сравнении с двумя примерами монолитных катализаторов, изготовленных путем экструзии предшествующего уровня техники - 5 А и 5 В; фиг. 6 показывает производительность равных объемов гранул и обычного экструдированного монолита предшествующего уровня техники, и инжекционно сформованного монолита согласно настоящему изобретению в разложении О; фиг. 7 представляет собой схематическое представление CFD-вычисления, показывающее профили скоростей потока газа сквозь круглый канал регулярного монолита; фиг. 8 представляет собой схематическое представление CFD-вычисления, показывающее профили завихрения газа, текущего сквозь круглый канал регулярного монолита; фиг. 9 представляет собой схематическое представление CFD-вычисления, показывающее профили скоростей в случае канала с тремя ступенчатыми расширениями канала; фиг. 10 представляет собой схематическое представление CFD-вычисления, показывающее профили завихрения в случае канала с тремя ступенчатыми расширениями канала; фиг. 11 представляет собой схематическое представление CFD-вычисления, показывающее падение давления в случае канала с одним ступенчатым расширением канала; фиг. 12 представляет собой фотографию типичного варианта осуществления монолитного катализатора согласно данному изобретению; фиг. 13 представляет собой вид сбоку внутренних каналов в варианте осуществления, показанном на фиг. 12; фиг. 14 представляет собой сравнение каталитической активности монолитного катализатора, показанного на фиг. 12, в случае внутренних каналов со ступенчатым сужением и с прямыми каналами (без сужения). Описание изобретения Данное изобретение основано на реализации того, что экономичные керамические катализаторы с долей пористости в диапазоне от приблизительно 30% до свыше 90% с внутренними каналами, обеспечивающими проток текучей смеси, которые сравнимы по размеру и форме с современными монолитами,могут быть изготовлены путем применения порошкового инжекционного формования (ПИФ). Способ порошкового инжекционного формования также обеспечивает большую свободу формования катализаторов в отношении общего дизайна и внутреннего дизайна каналов. В первом аспекте данное изобретение касается способа получения керамических катализаторов,включающего приготовление керамического состава с регулируемыми температурой реологическими свойствами,содержащего каталитические компоненты; нагрев данного порошкового состава, по меньшей мере, до температуры перехода в текучее состояние; формование образца путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава ниже температуры перехода в текучее состояние; отсоединение формованного образца и спекание формованного образца с образованием керамического катализатора. Во втором аспекте данное изобретение касается способа получения катализаторов, включающего приготовление состава керамического носителя с регулируемыми температурой реологическими свойствами, содержащего каталитические компоненты; нагрев данного порошкового состава, по меньшей мере, до температуры перехода в текучее состояние; формование образца путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава ниже температуры перехода в текучее состояние; отсоединение формованного образца; спекание формованного образца с образованием керамического катализатора и покрытие поверхностей несущей структуры керамического носителя одним или несколькими каталитическими соединениями. Второй аспект позволяет формировать керамические структуры без каталитических свойств и затем наносить каталитические соединения на данные керамические структуры. Это позволяет использовать другие керамики с другими механическими и химическими свойствами, чем каталитические керамики, и использовать другие катализаторы, такие как благородные металлы, палладий и т.д. Используемое выражение "инжекционная форма" означает здесь любую устойчивую к нагреву и давлению форму, которая может последовательно открываться для возврата формованного объекта и закрываться для формования нового объекта. В закрытом положении форма будет формировать внутреннюю камеру с формой, инверсивной формуемым объектам. Данная форма должна включать по меньшей мере один вход для впрыскивания пасты и по меньшей мере один выход для газов, так чтобы впрыскиваемая паста могла заполнять все доступное пространство во внутренней камере. Инжекционная форма может содержать один или несколько стержней цилиндрической или иной формы, распространяющихся от одного конца до противоположного конца внутренней камеры формы, которые будут создавать сквозные каналы в формованных объектах. Одно преимущество инжекционного формования по сравнению с экструзией заключается в увеличенной свободе для дизайна формы катализаторов. Экструдированный объект обязательно будет иметь одинаковые площади сечения вдоль продольной оси (когда плоскости сечения перпендикулярны данной оси). Инжекционно формованный объект не сдерживается этим ограничением, он может иметь нерегулярные формы, так как форма формованного объекта определяется физическими размерами и исполнением стенок внутренней камеры инжекционных форм. Таким образом, керамические катализаторы, изготовленные посредством первого аспекта данного изобретения, могут иметь несимметричную форму, или более или менее симметричные формы, такие как объекты с круглыми, эллиптическими, треугольными,квадратными, шестиугольными или другими линейно-многоугольными областями сечения, позволяющими сооружение мозаики из блоков катализаторов, позволяющей заполнять всю площадь сечения реактора. Также можно разработать катализаторы с дополняющими выступами и выемками, которые будут формировать внутрисвязывающее сцепление при расположении рядом, позволяя поддерживать относительные положения отдельных катализаторов в реакторе во время термической циклической обработки. Третий аспект данного изобретения касается монолитов керамических катализаторов, содержащих один или несколько сквозных каналов с меняющимися площадями сечения. Их можно получить путем получения инжекционной формы с рядом стержней с меняющимся диаметром, т.е. путем сужения, ступенчатого уменьшения диаметра и т.д., что сформирует в формованном объекте каналы с переменными площадями сечения, стимулирующими турбулентность, когда текучие среды протекают сквозь данные каналы. Каналы могут иметь круглую, эллиптическую, квадратную, треугольную, шестиугольную или другие формы областей сечения каналов. Катализаторы могут иметь каналы, которые имеют длину от 0,1 до приблизительно 800 мм, альтернативно от 5до 150 мм, альтернативно от 5 до 20 мм. Четвертый аспект данного изобретения касается керамических каталитических монолитов с рядом внутренних каналов, содержащих по меньшей мере один выступ и одну дополняющую выемку, образующих внутрисвязывающее сцепление, когда монолиты помещают примыкающими друг к другу. Пятый аспект данного изобретения касается использования порошкового инжекционного формования для изготовления керамических катализаторов. Полученная свобода формования катализаторов позволяет получать катализаторы с формами и поверхностями, стимулирующими турбулентность в текучих средах, проходящих вдоль внешней поверхности, и/или в текучих средах, текущих в каналах в данных катализаторах. Турбулентность может быть получена путем создания поверхности катализаторов с неровной поверхностью, например, особого узора из физических выступов, впадин и т.д. Альтернативно или дополнительно к неровной поверхности, общий дизайн катализаторов может иметь нерегулярную форму, стимулирующую турбулентность посредством резких краев и т.д. Технология порошкового инжекционного формования согласно первому аспекту данного изобретения может применяться для формирования небольших керамических катализаторов с рядом внутренних каналов, таких как, например, катализаторы, известные под именем минилиты. Используемый здесь термин "минилиты" означает относительно небольшие керамические катализаторы с одним или несколькими внутренними каналами, которые обычно располагаются случайным образом в направлении катализируемого потока газа или текучей среды. Минилиты часто имеют цилиндрическую форму и обычно при-4 018747 меняются в реакторах с неподвижным слоем. Однако минилиты любой формы, включая цилиндрическую и не цилиндрические формы, включены в данное изобретение. Данная технология также позволяет приготовить большие структуры, такие как катализаторы, известные под именем монолиты. Монолитами здесь считаются относительно большие объекты с удлиненной формой, которые включают один или несколько каналов. Монолиты часто помещают упорядоченным образом в направлении катализируемого потока газа или текучей среды, заставляя реакционные текучие среды проходить сквозь внутренние каналы. Одним примером является цилиндрический монолит с каналами. Можно использовать единственный монолит или пакет из нескольких монолитов в катализируемом способе. Пакет может упорядоченным образом располагаться поверх друг друга или может разделяться разделителем. В одном примере разделителем является проволочная сетка. Турбулентность в текущих текучих средах альтернативно может быть получена путем применения пакетов керамических катализаторов, которые содержат параллельные каналы, которые расположены более или менее упорядоченно поверх друг друга, вследствие чего проходящие текучие среды принуждаются, по меньшей мере, повторно входить и выходить из каталитических элементов, стимулируя турбулентность во время входа и выхода. Кроме того, катализаторы настоящего изобретения могут иметь форму частиц/маленьких твердых объектов без каналов. Эти частицы/объекты могут быть сплошными или пористыми. Пористая частица/объект представляет собой форму, которая имеет более высокую поверхность, чем сплошная часть,например, пористая форма может иметь поры или трещины, такие, что газ может входить в катализатор. Частицы/объекты могут иметь нерегулярные формы, которые стимулируют турбулентность в газе в катализируемом способе, например, формы с краями или разрывами. Специалист в данной области техники может легко спроектировать частицы/объекты с формами, стимулирующими турбулентность в текучих средах, текущих сквозь слои/пакеты данных частиц/объектов. Одно различие между инжекционным формованием и экструзией заключается в составе пасты. При экструзии пасту составляют так, что она ведет себя как вязкопластичная текучая среда и демонстрирует линейный сдвиг-напряжение относительно поведения сдвиг-скорость после достижения исходного порога сдвига-напряжения, предела текучести. Следовательно, когда достаточные силы сдвига прикладывают к пасте в цилиндре экструдера и матрице, паста будет течь. Однако, когда экструдированная паста выходит из матрицы, паста далее не подвергается силам сдвига, и напряжение сдвига падает ниже предела текучести. Поэтому паста ведет себя как твердое тело. Типичный водный состав для экструзии согласно предшествующему уровню техники показан в табл. 1. Таблица 1. Типичное пластическое тело экструзии (плотность оксида = 7,3 гсм-3) В ПИФ пасту составляют так, что желаемые реологические свойства пасты регулируются температурой. Паста должна быть текучей, когда находится в цилиндре инжекционного формования. Форму поддерживают при температуре ниже точки замерзания пасты, так что во время и после впрыскивания паста охлаждается и вязкость увеличивается. После короткого периода времени (обычно от 30 с до одной минуты) вязкость пасты является достаточно высокой, чтобы форму можно было открыть и извлечь формованные детали. Температура пасты и формы должна быть оптимизирована так, чтобы температура формы была достаточно высокой, чтобы паста не замерзала до того, как форма полностью заполнится, но форма не должна иметь такую высокую температуру, чтобы паста требовала избыточного времени для замерзания. Типичная восковая паста для инжекционного формования показана в табл.2. Таблица 2. Состав для инжекционного формования согласно данному изобретению Данные составы обычно будут включать порошок катализатора, связующие, смазывающие вещества и поверхностно-активные вещества, но не ограничиваясь ими, которые смешивают и термически обрабатывают, расплавляя органику. Соответствующие реологические свойства зависят от применяемой технологии инжекционного формования (т.е. температуры и доступного давления впрыскивания), и размера и геометрии получаемой части. Типичные диапазоны вязкости паст для инжекционного формования при скоростях сдвига 10 и 100 с-1 составляют от 100000 до 1000 П и от 1000 до 100 П соответственно. Однако пасты вне данных диапазонов также могут подвергаться инжекционному формованию. Температура перехода в текучее состояние обычно будет от 40 до 200 С. Давление впрыскивания обычно будет от 3 до приблизительно 100 бар абсолютных. Для составов, позволяющих впрыскивание при низком давлении, давление может быть снижено до приблизительно 1 бар абсолютный. Способ настоящего изобретения является непрерывным и эффективным способом. Этап сушки не требуется, и усадка не происходит. Можно повторно возвращать материал обратно в начало способа. Время особенно сберегается с помощью быстрого процесса инжекционного формования и короткого времени для отсоединения. Настоящее изобретение обеспечивает катализаторы с воспроизводимой плотностью и прекрасными текучими свойствами. Катализаторы могут быть сформованы во многих видах, так как инжекционные формы могут изменяться в порошковой инжекционной машине и, тем самым, вид катализаторов легко приспособить для различных способов, таких как промышленные способы, а также каталитические процессы в автомобилях, например. Тем самым можно получать катализаторы удлиненной формы, которые имеют низкий перепад давления при их применении в каталитических способах. Катализаторы, изготовленные с помощью настоящего изобретения, являются прочными после отсоединения и спекания, и с ними можно легко обращаться. Катализаторы настоящего изобретения могут иметь такие размеры, чтобы подходить для существующих установок без модификации или с небольшой модификацией существующих способов. Данное изобретение не ограничивается составом, представленным в табл. 2. Любой керамический состав, содержащий каталитические компоненты, который имеет регулируемую температурой реологию,может применяться. Проверка изобретения Изобретение будет теперь описано более подробно с помощью примеров возможных вариантов осуществления данного изобретения. Эти варианты осуществления не следует рассматривать как ограничение основной идеи изобретения о применении порошкового инжекционного формования для получения катализаторов. Эта основная концепция является правомерной для всех известных в настоящее время и предвидимых катализаторов. Пример 1. Фиг. 1 показывает сечение вдоль нескольких каналов катализатора с непараллельными каналами согласно настоящему изобретению. 1 А показывает канал с линейным расширением, одним ступенчатым сужением и линейным расширением. 1 В показывает ступенчатое сужение с последующим ступенчатым расширением и последующим ступенчатым сужением. 1 С показывает канал с 2 ступенчатыми сужениями. ID показывает линейное сужение с последующим линейным расширением, и последующим линейным сужением и линейным расширением. Стрелка указывает канал, где может течь газ, а темные области представляют собой каталитический материал, который окружает канал. Направление потока может быть обратным. Фиг. 2 и 3 показывают несколько форм монолитных частей, которые могут быть изготовлены с помощью настоящего изобретения и которые преодолевают некоторые проблемы установки монолитов в реакторах, которые больше по диаметру, чем монолитные блоки. Фиг. 2 показывает пример того, как формование может легко давать монолитный блок, который скрепляет его с соседними блоками, это предотвращает зазоры между блоками, развивающимися, когда их нагревают в реакторе. Зазоры между блоками могут приводить к обходу текучей среды реагентов. Фиг. 3 показывает другой путь, в котором формованные блоки устраняют обход текучей среды. Эта конфигурация монолитов не может быть получена путем экструзии. Пример 3. Протекание способа с ПИФ согласно настоящему изобретению схематично показано на фиг. 4. На этапе 1 компоненты смешивают, и органические компоненты расплавляют; на этапе 2 компоненты из 1 подвергают инжекционному формованию; на этапе 3 инжекционно формованные образцы отсоединяют,и на этапе 4 отсоединенные образцы спекают. На этапе 1 компоненты, включающие порошок катализатора, связующие, смазывающие вещества и поверхностно-активные вещества, смешивают и термически обрабатывают, расплавляя органику. Соответствующие реологические свойства зависят от применяемой технологии инжекционного формования(т.е. температуры и доступного давления впрыскивания) и размера и геометрии получаемой части. Типичные диапазоны вязкости паст для инжекционного формования при скоростях сдвига 10 и 100 с"1 составляют от 100000 до 1000 П и от 1000 до 100 П соответственно. Однако пасты вне данных диапазонов также могут подвергаться инжекционному формованию. В одном примере этапа 1 температура пасты находится в диапазоне от 80 до 200 С и предпочтительно в диапазоне от 100 до 150 С. В одном примере этапа 2 форма машины инжекционного формования находится при меньшей температуре, паста впоследствии охлаждается и затвердевает в данной форме. Обычно инжекционное формование завершается за 30 с. Для отсоединения на этапе 3 инжекционно формованные образцы загружают в агрегат отсоединения, который может быть непосредственно после инжекционного формования или позднее. Агрегат отсоединения может представлять собой печь для удаления значительной части органических фаз путем сгорания, испарения или пиролиза. Отсоединение можно также выполнять путем каталитического разложения органических фаз или путем растворения в растворителе и путем жидкой экстракции. Растворитель может быть жидкостью или сверхтекучей средой. Отсоединение может удалять 50-80% органики в конечном катализаторе, или отсоединение может удалять от 80 до 100% органического материала. Другой способ настоящего изобретения использует материал носителя, полученный с помощью ПИФ, который покрывают каталитическим материалом на другом этапе. Тем самым покрытый несущий материал стимулирует турбулентность проходящих катализируемых текучих сред. Спекание на этапе 4 выполняют с помощью технологий, известных в данной области техники. Атмосфера и профиль температур в печи или сушильном шкафу зависят от природы спекаемого материала. Пример 4. Согласно настоящему изобретению порошок можно формовать с помощью инжекционного формования умеренного давления (ИФУД) при температуре от температуры окружающей среды до 150 С, или от 40 до 130 С, или от 60 до 110 С, или от 80 до 100 С. Давление может быть от 3 до 50 бар, или от 10 до 40 бар, или от 20 до 30 бар. Пример 5. Согласно настоящему изобретению порошок можно формовать с помощью инжекционного формования низкого давления (ИФНД) при температуре от температуры окружающей среды до 150 С или от 4 0 до 130 С, или от 60 до 110 С, или от 80 до 100 С. Давление может быть от 0 до 5 бар или от 1 до 4 бар,или от 2 до 3 бар. Пример 6. Согласно настоящему изобретению порошок можно формовать с помощью инжекционного формования высокого давления (ИФВД) при температуре от температуры окружающей среды до 250 С, или от 50 до 220 С, или от 70 до 190 С, или от 100 до 170 С. Давление может быть больше чем 50 бар, или больше чем 70 бар, или больше чем 90 бар. Пример 7. Фиг. 5 показывает микроскопическое сечение катализатора настоящего изобретения 5 С и катализаторов, изготовленных с помощью экструзии, 5 В и 5 А. Их свойства показаны в табл. 3. Таблица 3. Свойства катализаторов Из фиг. 5 ясно, что качество низкопористого экструдированного монолита 5 В является плохим по сравнению с высокопористым экструдированным монолитом 5 А. В случае 5 В отношение между площадью сечения стержней матрицы и полной площадью сечения матрицы слишком низкое, чтобы обеспечивать достаточно высокие сдвиговые напряжения для эффективной экструзии (сумма площади сечения стержней матрицы/полная площадь сечения матрицы). Это отношение эквивалентно доли пустоты в монолите. Плохое качество экструдированного монолита 5 В отражается в его плохих механических свойствах по сравнению с высокопористым монолитом 5 А. Сравнение обычного экструдированного монолита 5 А с примером инжекционно формованного монолита 5 С показывает, что обычный монолит имеет более высокую пористость и, таким образом, меньший объем твердого вещества, чем инжекционно формованный монолит, наряду с большим размером каналов, чем инжекционно формованный монолит. Пример 8. Коммерческий De-N2O катализатор предшествующего уровня техники получали в виде цилиндрических гранул, которые имеют семь каналов, проходящих сквозь них, путем сухого прессования согласно предшествующему уровню техники. Эта форма гранул описана как минилиты. Эти гранулы устанавливали в аммиачную горелку в виде случайно упакованного слоя, который помещали непосредственно ниже платиновых сеток сгорания, и замещали (полностью или частично) слоем колец Рашига (керамических колец), которые выступали в качестве носителя для катализатора. Экструдированный монолитный катализатор с квадратными каналами получали с составом пасты,-7 018747 описанным в табл. 1, и экструдировали с помощью поршневого экструдера через матрицу с квадратными каналами. Толщина стенок после термической обработки была приблизительно 0,70 мм, и размер края канала был приблизительно 2,37 мм. Этот катализатор устанавливали в пилотный реактор с каналами,выровненными в направлении потока газа. Другой катализатор получали с помощью инжекционного формования согласно настоящему изобретению. Порошок катализатора смешивали с соответствующими количествами парафинового воска,полиэтиленового воска, растительного воска и цис-9-октадеценовой кислоты. Материалы смешивали в нагретом смесителе, который может быть лопаточного типа от Hobart или Sigma. Температура была приблизительно 130 С. Расплавленную керамическую пасту загружали в стакан или цилиндр машины инжекционного формования, который также нагревали до приблизительно 130 С. Матрицу, прикрепленную к машине инжекционного формования, нагревали до приблизительно от 80 до 90 С. Она имела форму монолита 252510 мм, содержащего 156 параллельных каналов с внутренним диаметром приблизительно 1,5 мм. Каналы были образованы с помощью 1,5 мм внутренних стержней из закаленной стали. После впрыскивания пасты катализатора в форму и ожидания в течение приблизительно 1 мин для охлаждения сформованной детали форму открывали и монолитную деталь извлекали из формы. Формованную деталь помещали в сушильный шкаф для отсоединения, работающий при потоке воздуха. Монолитные детали погружали в слой или поглощающий керамический порошок, который действовал как место для расплавленного воска. Альтернативно, монолитную деталь помещали на поверхность или мелкий слой поглощающего порошка. В каждом случае поглощающий порошок можно заменять порошком катализатора. Это дает преимущество, избежать взаимодействия между катализатором и порошком при повышенных температурах. Порошок катализатора, применяемый для введения или нанесения катализатора, может быть свежеприготовленным порошком или отработанным (использованным) катализатором,который размололи до соответствующего размера. После этапа отсоединения монолит спекали для завершения химических реакций внутри катализатора и обеспечения дополнительной механической прочности. Слои инжекционно формованного монолита устанавливали в горелке, причем каждый слой отделяли с помощью проволочного экрана или сетки из термостойкого сплава. Слои минилитов и инжекционно формованных монолитов устанавливали в реактор пилотной установки, присоединенный к полномасштабной установке азотной кислоты. До 3 л катализатора можно было устанавливать в пилотной установке. Пилотная установка могла воспроизводить реакционные условия полномасштабных установок с точки зрения давления, температуры и скорости газа. В случае тестирования катализатора De-N2O, N2O генерировали путем сгорания аммиака (приблизительно 10 об.% в воздухе) с помощью пакета платиновых сеток сгорания, которые устанавливали выше по ходу от слоя катализатора De-N2O. Фиг. 6 показывает производительность эквивалентных высот катализатора De-N2O в виде минилитовых гранул, обычных экструдированных монолитов и пакета слоев инжекционно формованных монолитов. Катализаторы функционировали при 900 С и давлении 5 бар при исходном газе, содержащем 1200 ч./млн N2O, 10% NO, 15% H2O и остальное азот. Ясно наблюдается, что пакет инжекционно формованных монолитов настоящего изобретения имеет гораздо более высокую активность (объемную активность), чем слой случайно упакованных минилитовых гранул и обычный монолит предшествующего уровня техники. Пример 9. Проточную динамику каналов со ступенчатыми снижениями площади сечения каналов и без них анализировали с помощью вычисления вычислительной гидродинамики (CFD), используя программуFluent 6.3. Данное вычисление дает профили скорости и завихрения. Высокое завихрение коррелирует с высоким массопереносом и, тем самым, с высокими скоростями реакций. Моделировали поток газа через один параллельный канал монолита при типичных газовых условиях сгорания аммиака (плотность газа 1,44 кгм-3, вязкость = 4,8010-5 Нсм-2 и скорость = 1,5 мс-1). Фиг. 7 показывает скорость и фиг. 8 завихрение круглого параллельного канала монолита с диаметром 1,4 мм и длиной 10 мм. Наблюдали, что полностью развитое течение (ламинарное) достигается приблизительно в 5 мм от входа канала. Присутствует низкое завихрение. Затем анализировали профиль скорости и завихрения канала с диаметром 1,0 мм с двумя быстрыми расширениями, где конечный диаметр составлял 1,4 мм. Результат для этого 3-ступенчатого монолита показан на фиг. 9 и 10 соответственно. Скорость явно выше в 3-ступенчатом монолите по сравнению с параллельным монолитом. Завихрение очень высокое вдоль узкой части канала, а также вдоль средней части канала. Это высокое завихрение связано с высоким массопереносом. Вычисленные изменения давления по длине различных геометрий каналов показаны на фиг. 11. Видно, что существует быстрое увеличение давления при входе в канал, которое связано с высоким массопереносом. За этим следует линейное увеличение давления при низкой скорости, которое связано с переходом к ламинарному течению. Для каналов, которые имеют геометрии с быстрыми расширениями,существует максимум давления. Данные максимумы могут быть локальным максимумом или глобаль-8 018747 ным максимумом в зависимости от геометрии канала. Это зона с увеличенным массопереносом. Направление потока текучей среды влияет на падение давления сквозь монолиты с каналами с быстрыми расширениями. Геометрия канала определяет, какое направление потока текучей среды имеет самое высокое падение давления, или если падение давления не зависит от направления потока. Каналы с быстрыми расширениями/сужениями могут быть сконструированы так, чтобы давать падения давления,которые зависят или не зависят от направления потока текучей среды. Пример 10. За вычислениями гидродинамики примера 9 следовали эксперименты с двумя наборами монолитных блоков, которые готовили из оксида на основе кобальта (2 мол.%), нанесенного на оксид церия, который известен активностью в разложение N2O. Катализатор разложения N2O готовили с помощью способа осаждения распылением. Порошок оксида церия (10 кг) диспергировали в 5 л воды, в которых предварительно растворяли поливиниловый спирт (80 г). К этой дисперсии добавляли тетрагидрат ацетата кобальта (579 г) и основной ацетат алюминия (188 г) и полученную смесь перемешивали в течение одного часа. Суспензию затем подвергали влажному измельчению, используя шаровую, шариковую мельницы или мельницу с перемешиваемой средой, до снижения размера частиц d50 ниже 5 мкм. После измельчения суспензию обезгаживали и сушили распылением, получая сухие гранулы, которые имели равномерное распределение оксида церия и солей кобальта и алюминия. Высушенные распылением гранулы прокаливали на воздухе при температуре выше 800 С и ниже чем 1000 С, чтобы разложить соли металлов и осуществить взаимодействие между частицами кобальта и алюминия. Это приводило к катализаторам, которые содержали 2 мол.% активной фазы Co2AlO4, нанесенной на оксид церия. Прокаленные гранулы измельчали, чтобы уменьшить размер частиц до уровня, приемлемого для инжекционного формования (10 мкм). Мольная доля активной фазы могла изменяться от 0,5 до 10 мол.% и соотношение кобальт-алюминий в активной фазе может безгранично меняться в диапазоне от 99/1 до 1/2. Для формования катализатора применяли инжекционное формование умеренного давления, используя коммерческую систему воскового связующего на основе парафина, такую как описано в таблице 2. Измельченный порошок смешивали с органическими вспомогательными агентами и связующими в нагретом смесителе типа Hobart. После смешивания пасты в течение 30 мин при 90 С данная паста была готова для инжекционного формования. Два инструмента инжекционного формования, или матрицы,использовали для получения катализатора в виде многоканальных монолитных блоков с размерами приблизительно 252510 мм. Каналы имели гексагональное расположение (см. фотографию на фиг. 12) с 7 рядами из 12 каналов и 6 рядами из 11 каналов каждый, вместе 150 внутренних сквозных каналов внутреннего диаметра 1,5 мм. Одну и ту же партию сырья катализатор-воск использовали для получения каждого из двух наборов монолитов. Различие между двумя наборами блоков состояло в исполнении внутренних каналов. Первое исполнение состояло из прямых каналов с диаметром 1,5 мм. Исполнение 2 составляли каналы с резким ступенчатым увеличением диаметра внутренних каналов в них; переходя от диаметра каналов 1,0 мм к 1,5 мм внутри блока. Сечение ступенчатых каналов показано на фиг. 13. Исходную пасту нагревали до приблизительно 90 С в бункере сырья машины инжекционного формования. Инструменты нагревали до приблизительно 70 С перед формованием. После этапа формования формованные детали извлекали из инструмента, и они были готовы для термической обработки. После термического отсоединения и спекания монолитных блоков при 1000 С каталитическую производительность каждого исполнения монолитов в разложении закиси азота определяли в тестах с пилотным реактором. Монолиты, изготовленные с помощью данного способа, имели размеры в диапазоне от 252510 мм до 200200100 мм, альтернативно от 252510 мм до 200200 и 100 мм, или от 252510 мм до 100100 и 100 мм. Два слоя монолитов, разделенных сетками из термостойкого сплава, устанавливали в пилотном реакторе, который имел диаметр приблизительно 25 см. Газовый поток при давлении 5 бар и 900 С, содержащий приблизительно 1250 ч./млн N2O, 10% NO, 6% O2, 15% H2O и остальное азот, пропускали над монолитами при скорости потока 280 нм 3/ч. Точки отбора до и после слоя монолитов позволяли определять разложение N2O вдоль монолитных блоков. Результаты двух тестов монолитов с прямыми каналами и монолитов со ступенчатыми каналами показаны на фиг. 14. На фиг. 14 видно, что конверсия N2O над монолитами со ступенчатыми каналами существенно выше, чем для монолитов с прямыми каналами. Разложение N2O над монолитами с прямыми каналами было в диапазоне от 26,6 до 34,4%. Над монолитами со ступенчатыми каналами диапазон конверсии составлял от 37,9 до 45,2%. Следовательно, можно заключить, что монолиты со ступенчатыми каналами разлагают приблизительно на 25% N2O больше на единицу объема реактора, чем монолиты с прямыми каналами. Это демонстрирует, что монолит с внутренне структурированными каналами дает значительно более высокую каталитическую производительность, чем монолиты с прямыми каналами. Инжекционное формование является единственным способом формования, который способен производить монолитные катализаторы с внутренне структурированными каналами в большом масштабе и при низкой стоимости. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения керамических катализаторов, включающий этапы, на которых готовят керамический состав; нагревают данный порошковый состав; формуют образец путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава; отсоединяют формованный образец и спекают формованный образец,отличающийся тем, что данный состав содержит один или несколько порошков катализаторов, одно или несколько связующих, одно или несколько смазывающих веществ и одно или несколько поверхностно-активных веществ, где керамический состав содержит приблизительно 80 мас.% керамических оксидов, приблизительно 15 мас.% парафинового воска, приблизительно 2 мас.% полиэтиленового воска,приблизительно 2 мас.% растительного воска и приблизительно 1 мас.% цис-9-октадеценовой кислоты, и приготовленный керамический состав содержит каталитический компонент, данный состав нагревают,по меньшей мере, вплоть до температуры перехода в текучее состояние и затем при формовании образец охлаждают ниже температуры перехода в текучее состояние перед этапами отсоединения и спекания,формируя керамический катализатор и инжекционную форму снабжают рядом стержней, распространяющихся по внутреннему пространству данной формы, так что формованный катализатор получает ряд сквозных внутренних каналов, получая долю пористости в диапазоне от 30 до 90%. 2. Способ получения катализаторов, включающий этапы, на которых готовят состав керамического носителя; нагревают данный порошковый состав; формуют образец путем впрыскивания текучего порошкового состава в инжекционную форму с последующим охлаждением инжектированного порошкового состава; отсоединяют формованный образец; спекают формованный образец, формируя структуру керамического носителя,отличающийся тем, что данный состав содержит один или несколько порошков катализаторов, одно или несколько связующих, одно или несколько смазывающих веществ и одно или несколько поверхностно-активных веществ, где керамический состав содержит приблизительно 80 мас.% керамических оксидов, приблизительно 15 мас.% парафинового воска, приблизительно 2 мас.% полиэтиленового воска,приблизительно 2 мас.% растительного воска и приблизительно 1 мас.% цис-9-октадеценовой кислоты, и приготовленный керамический состав нагревают, по меньшей мере, вплоть до температуры перехода в текучее состояние и затем при формовании образец охлаждают ниже температуры перехода в текучее состояние перед этапами отсоединения и спекания и покрывают поверхности структуры керамического носителя одним или несколькими каталитическими соединениями и инжекционную форму снабжают рядом стержней, распространяющихся по внутреннему пространству данной формы, так что формованный катализатор получает ряд сквозных внутренних каналов, получая долю пористости в диапазоне от 30 до 90%. 3. Способ по п.1 или 2, отличающийся тем, что размеры и физическое исполнение внутренних стенок, определяющих внутреннее пространство инжекционных форм, разрабатывают так, чтобы сформовать керамические катализаторы, сравнимые по размеру и форме с современными монолитами. 4. Способ по п.3, отличающийся тем, что данные стержни имеют изменяющийся диаметр, например сужающийся, чтобы формировать каналы с меняющимися площадями сечения. 5. Способ по п.3, отличающийся тем, что данные стержни имеют по меньшей мере одно ступенчатое увеличение диаметра, чтобы сформировать внутренние сквозные каналы в теле катализатора с резким ступенчатым увеличением диаметра. 6. Способ по п.1 или 2, отличающийся тем, что растительный воск представляет собой Copernicacerifera. 7. Способ по п.6, отличающийся тем, что температура перехода в текучее состояние находится между комнатной температурой и 150 С, между 40 и 130 С, между 60 и 110 С или между 80 и 100 С. 8. Способ по п.1 или 2, отличающийся тем, что давление впрыскивания составляет от 3 до приблизительно 100 бар абсолютных. 9. Способ по п.3, отличающийся тем, что данные стержни формируют один или несколько сквозных каналов, причем упомянутый канал(ы) имеет(ют) изменяющуюся площадь сечения вдоль продольного направления канала(ов). 10. Способ по п.9, отличающийся тем, что каналы имеют одно или несколько ступенчатых изменений диаметра канала. 11. Способ по п.9 или 10, отличающийся тем, что данный катализатор выполнен из каталитического керамического оксидного материала. 12. Способ по п.9 или 10, отличающийся тем, что данный катализатор выполнен из керамического оксидного материала, покрытого каталитическим материалом. 13. Способ по п.9, отличающийся тем, что изменяющуюся площадь сечения формируют путем линейного снижения внутреннего диаметра канала(ов). 14. Способ по п.9 или 10, отличающийся тем, что внутренние каналы могут иметь круглую, эллиптическую, квадратную, треугольную, шестиугольную или другие формы областей сечения каналов и катализаторы могут иметь каналы, которые имеют длину от 0,1 мм до приблизительно 800 мм, альтернативно от 5 до 150 мм, альтернативно от 5 до 20 мм. 15. Способ по п.11 или 12, отличающийся тем, что керамическое соединение представляет собой оксид на основе кобальта, способный каталитически помогать разложению оксидов азота. 16. Способ по п.15, отличающийся тем, что оксид на основе кобальта содержит активную Co2AlO4-фазу на цериевом оксидном носителе,катализатор представляет собой монолит с размерами в диапазоне от 252510 мм до 200200100 мм, альтернативно от 252510 мм до 200200 и 100 мм или от 252510 мм до 100100 и 100 мм,сквозные каналы имеют круглое сечение, и их внутренний диаметр резко увеличивается от 1,0 мм до 1,5 мм внутри тела катализатора и внутренние сквозные каналы упорядочены гексагональным образом. 17. Способ по п.16, отличающийся тем, что полученный катализатор имеет один или несколько выступов и одну или несколько дополняющих выемок, позволяющих образовывать внутрисвязывающее сцепление, когда монолиты помещают рядом друг с другом.CFD вычисления падения давления вдоль вариантов инжекционно формованного монолита (падение давления в Па) Фиг. 11 Геометрия варианта осуществления монолита согласно данному изобретению Фиг. 12 Геометрия монолитного катализатора со ступенчатыми каналами Конверсия N2O над прямыми монолитами и монолитами со ступенчатыми каналами
МПК / Метки
МПК: B01D 53/56, B01D 46/24, B01D 53/94, B01J 35/04, B01J 2/22, B01J 37/00, B01J 23/75, C04B 38/00, B29C 45/00
Метки: катализаторов, способ, получения
Код ссылки
<a href="https://eas.patents.su/16-18747-sposob-polucheniya-katalizatorov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения катализаторов</a>
Способ получения катализаторов или каталитических добавок для крекинга фракций мнерального масла
Номер патента: 318
Опубликовано: 29.04.1999
Авторы: Сирмаи Ласло, Кантор Ласло, Цаглер Иштван, Балаи Мария, Ленкеи Мария, Паль Габриелла, Беиер Херманн, Тольвай Габор, Цока Арпад, Шуйок Тамаш, Татраи Эстер, Катона Антал, Галамбош Ласло, Тереньи Ольга, Форштнер Янош, Фехер Паль
МПК: B01J 29/40
Метки: каталитических, способ, фракций, катализаторов, добавок, получения, масла, мнерального, крекинга
Формула / Реферат:
1. Способ получения катализаторов или каталитических добавок перемешиванием и/или размалыванием, распылительной сушкой и термообработкой суспензии, содержащей каталитически активный компонент, предпочтительно цеолит H-ZSM-5, и гидроксид алюминия и/или одно или более соединений гидроксида алюминия и/или один или более других связующих компонентов, и, если необходимо, также один или более плавней, включающий использование в качестве наполнителя...
Способ получения кобальтовых катализаторов на носителе из диоксида титана
Номер патента: 8584
Опубликовано: 29.06.2007
Автор: Лок Корнелис Мартинус
МПК: B01J 23/75, B01J 37/03, C07C 1/04...
Метки: кобальтовых, носителе, диоксида, получения, титана, способ, катализаторов
Формула / Реферат:
1. Способ получения катализатора, содержащего разновидности кобальта на носителе из диоксида титана, включающий смешивание вместе носителя из диоксида титана и водного раствора аминокарбоната кобальта и нагрев до температуры от 60 до 110шС для осуществления разложения аминокарбоната кобальта и осаждения нерастворимого соединения кобальта на носитель из диоксида титана. 2. Способ по п.1, включающий насыщение носителя из диоксида титана водным...
Способ получения 1-октена из бутадиена в присутствии титановых катализаторов
Номер патента: 10129
Опубликовано: 30.06.2008
Авторы: Риветти Франко, Делледонне Даниеле
Метки: катализаторов, титановых, бутадиена, способ, получения, присутствии, 1-октена
Формула / Реферат:
1. Двухстадийный способ получения 1-октена из бутадиена, включающий первую стадию (а), на которой бис-гидродимеризацию бутадиена до 1,7-октадиена осуществляют в присутствии катализатора на основе палладия, содержащего один или более чем один трехзамещенный монодентатный фосфин, при молярном соотношении фосфин/палладий в интервале от 50 до 3, в апротонном растворителе, возможно содержащем органическое основание, причем указанную первую стадию...
Способ регенерирования катализаторов дегидрирования
Номер патента: 6040
Опубликовано: 25.08.2005
Авторы: Харт Клаус, Шиндлер Гоетц-Петер, Магин Вернер
МПК: B01J 38/18
Метки: катализаторов, способ, дегидрирования, регенерирования
Формула / Реферат:
1. Способ регенерирования катализатора дегидрирования, содержащего оксид металла, выбранный из группы, включающей диоксид циркония, оксид алюминия, оксид кремния, диоксид титана, оксид магния, оксид лантана и оксид церия и платину и/или палладий, включающий стадии от (а) до (ж): (а) промывка инертным газом при давлении от 0,5 до 2,0 бар и скорости подачи газа от 1000 до 50000 ч-1; (б) пропускание кислородсодержащей газовой смеси, содержащей...
Способ извлечения металлов из отработанных катализаторов
Номер патента: 14447
Опубликовано: 30.12.2010
Автор: Маркантонио Пол Дж.
МПК: C22B 34/30
Метки: отработанных, извлечения, способ, металлов, катализаторов
Формула / Реферат:
1. Способ извлечения ванадия, никеля и молибдена из отработанного катализатора, не нанесенного на носитель, который был использован в процессе гидрообработки, причем упомянутый катализатор суспендирован в жидкости, содержащей воду, при этом упомянутый способ включает в себя:a) обработку упомянутого отработанного суспендированного катализатора водным растворителем и окислителем в зоне выщелачивания при условиях выщелачивания;b) направление...
Предыдущий патент: Иммуноцитокины для лечения рака в сочетании с химиотерапевтическими агентами
Следующий патент: Инъекционное устройство
Случайный патент: Уплотнительный узел для материалов с разными коэффициентами теплового расширения