Лыжа и способ ее изготовления
Формула / Реферат
1. Способ изготовления лыжи, имеющей продольную ось от передней части до задней части, верхний и нижний участки поверхности и боковые участки поверхности, при этом лыжа включает также расположенный в направлении продольной оси главный каркас, включающий компоненты главного каркаса лыжи, и расположенную в направлении продольной оси секцию колпака на верхнем и боковых участках поверхности лыжи, включающий следующие стадии:
a) изготовление заготовочной секции колпака, имеющей срединный участок заготовочной секции колпака и боковые участки заготовочной секции колпака, при этом заготовочная секция колпака включает
i) удлиненный металлический лист, выполненный преимущественно из металла и имеющий верхнюю и нижнюю поверхности и участки боковых краев,
ii) два боковых элемента, выполненных преимущественно не из металла, каждый из которых имеет верхнюю и нижнюю поверхности и внутренние и наружные крайние участки, при этом внутренние крайние участки этих боковых элементов расположены непосредственно рядом с боковыми крайними участками металлического листа в местах их соединения,
iii) два связующих участка, каждый из которых расположен у соответствующего места соединения и выполнен с возможностью связывания соответствующего бокового элемента с прилегающим боковым крайним участком металлического листа;
b) расположение компонентов заготовки главного каркаса, соответствующих компонентам главного каркаса лыжи, в пресс-форме в качестве заготовочной сборки главного каркаса лыжи с участками верхней, нижней и боковых поверхностей и с участками нижних боковых краев;
c) расположение заготовочной секции колпака над заготовочной сборкой главного каркаса лыжи таким образом, чтобы металлический лист был расположен над верхней поверхностью заготовочной сборки главного каркаса лыжи;
d) прижимание срединного участка заготовочной секции колпака вниз к верхней поверхности заготовочной сборки главного каркаса лыжи и прижимание боковых участков заготовочной секции колпака к боковым поверхностям заготовочной сборки главного каркаса лыжи с образованием связанной сборки и нагревание для обеспечения связывания заготовочной секции колпака и заготовочной сборки главного каркаса лыжи с образованием связанной конструкции лыжи.
2. Способ по п.1, в котором для прижимания заготовочной сборки колпака вниз к заготовочной сборке главного каркаса лыжи прижимают вниз верхнюю секцию пресс-формы.
3. Способ по п.2, в котором в связываемой сборке наружные крайние участки заготовочной секции колпака расположены с простиранием вовне ниже нижних крайних участков верхней секции пресс-формы с образованием крайних уплотнений с целью обеспечения удержания жидкого материала в заготовочной сборке главного каркаса лыжи.
4. Способ по п.1, в котором в число компонентов заготовочной сборки главного каркаса лыжи входит нижний металлический лист, выполненный преимущественно из металла.
5. Способ по п.4, в котором заготовочная сборка главного каркаса лыжи содержит сердечник, а нижний металлический лист расположен под этим сердечником.
6. Способ по п.5, в котором заготовочная сборка главного каркаса лыжи дополнительно содержит выполненные из металла нижние боковые крайние элементы, снабженные расположенными с простиранием к середине лыжи отгибами, имеющими внутренние крайние поверхности, расположенные с непосредственным прилеганием к наружным крайним поверхностям нижнего металлического листа.
7. Способ по п.4, в котором заготовочная сборка главного каркаса лыжи дополнительно содержит выполненные из металла нижние боковые крайние элементы, снабженные расположенными с простиранием вовнутрь лыжи отогнутыми участками, при этом наружные крайние участки нижнего металлического листа и направленные к середине лыжи отогнутые участки боковых элементов расположены внахлест.
8. Способ по п.4, в котором наружные крайние участки заготовочной сборки колпака расположены с простиранием за пределы полученных нижних боковых краев лыжи, при этом способ дополнительно включает обрезку назад наружных участков заготовочной сборки колпака в процессе изготовления лыжи.
9. Способ по п.1, в котором связующие участки выполняют в виде конечных краевых участков соответствующих боковых элементов, причем боковые элементы выполняют из термопластичного материала, при этом прилегающий крайний участок металлического листа прижимают к крайнему участку соответствующего бокового элемента таким образом, что обеспечивают образование связи между боковым элементом и металлическим листом.
10. Способ по п.1, в котором каждый из двух связующих участков содержит связующую полоску, имеющую верхнюю связующую поверхность, при этом заготовочную секцию колпака получают путем подготовки заготовочной сборки колпака, содержащей металлический лист, причем боковые элементы и связующую полоску располагают внахлест, а для обеспечения связывания связующих полосок с металлическим листом и боковыми элементами с целью получения заготовочной секции колпака применяют нагревание.
11. Способ по п.10, в котором связующие полоски выполнены из термопластичного материала, при этом связываемую сборку подвергают сжиманию и нагреванию до температуры, достаточно высокой для того, чтобы связующие полоски проявили свои адгезивные свойства, для обеспечения после остывания соединения связующих полосок с прилегающими к ним поверхностями соответствующего бокового элемента и металлического листа.
12. Способ по п.11, в котором металлический лист и два боковых элемента располагают со стыковым прилеганием их краев, а выполненные из термопластичного материала связующие полоски нагревают до достаточно высокой температуры для создания связи, при этом термопластичные связующие полоски при температуре образования связи обладают достаточно высокой вязкостью, для исключения протекания в месте стыкового прилегания краев металлического листа и боковых элементов.
13. Способ по п.9, в котором связующие полоски располагают с простиранием вниз вдоль участков боковых поверхностей соответствующих боковых элементов до соответствующих нижних боковых крайних участков заготовочной сборки главного каркаса.
14. Способ по п.9, в котором каждая связующая полоска имеет наружный поверхностный участок, выполненный из материала, способного легко соединяться с металлическим материалом, из которого выполнен верхний металлический лист, а также с полимерным материалом, из которого выполнен соответствующий боковой элемент, и внутренний поверхностный материал, приспособленный к связыванию с системой смол, использованной в заготовочной сборке главного каркаса лыжи.
15. Способ по п.1, в котором металлический лист имеет два боковых края, расположенных со стыковым прилеганием их поверхностей к боковым крайним участкам боковых элементов.
16. Способ по п.15, в котором верхний металлический лист выполнен полностью плоским и расположен у верхней поверхности лыжи.
17. Способ по п.15, в котором верхний металлический лист имеет боковые краевые участки, расположенные с простиранием вовне и вниз над верхней частью бокового участка заготовочной сборки главного каркаса лыжи.
18. Способ по п.17, в котором наружные крайние участки металлического листа в месте, отстоящем от наружного крайнего участка к средней линии металлического листа, выполнены с изгибом, а наружная часть наружного крайнего участка выполнена практически плоской.
19. Способ по п.17, в котором после связывания металлического листа с двумя боковыми элементами получившуюся заготовочную секцию колпака подвергают операции гидроформинга для изгибания наружных участков верхнего металлического листа вниз, после чего заготовочную секцию колпака помещают на заготовочную сборку главного каркаса лыжи для прижимания вниз к заготовочной сборке главного каркаса лыжи.
20. Лыжа, изготовленная способом по п.1.
21. Лыжа, имеющая продольную ось от передней части до задней части, верхний и нижний участки поверхности и боковые участки поверхности, включающая
a) секцию колпака, имеющую срединный участок колпака и боковые участки колпака, при этом секция колпака дополнительно включает
i) удлиненный металлический лист, выполненный преимущественно из металла и имеющий верхнюю и нижнюю поверхности и участки боковых краев и составляющий по меньшей мере часть нижнего участка колпака,
ii) два боковых элемента, выполненные преимущественно не из металла, каждый из которых имеет верхнюю и нижнюю поверхности и внутренние и наружные крайние участки, при этом внутренние крайние участки этих боковых элементов расположены непосредственно рядом с боковыми крайними участками металлического листа в местах их соединения,
iii) две связующих полоски, каждая из которых расположена у соответствующего места соединения и выполнена с возможностью соединения соответствующего бокового элемента с прилегающим боковым крайним участком металлического листа,
iv) при этом металлический лист, два боковых элемента и две связующих полоски соединены вместе с образованием герметичной конфигурации колпака;
b) ориентированную вдоль продольной оси секцию главного каркаса, содержащую сердечник, элемент нижней поверхности, нижний стальной лист, расположенный между сердечником и элементом нижней поверхности, и два крайних элемента по бокам, которые являются боковыми элементами, при этом сердечник, элемент нижней поверхности, нижний металлический лист и два боковых элемента связаны между собой и соединены с секцией колпака с помощью системы смол;
c) лыжа характеризуется тем, что секция главного каркаса с системой смол вложена в секцию колпака, при этом нижними крайними участками боковых элементов секции колпака образованы уплотнения у нижних крайних участков секции главного каркаса.

Текст
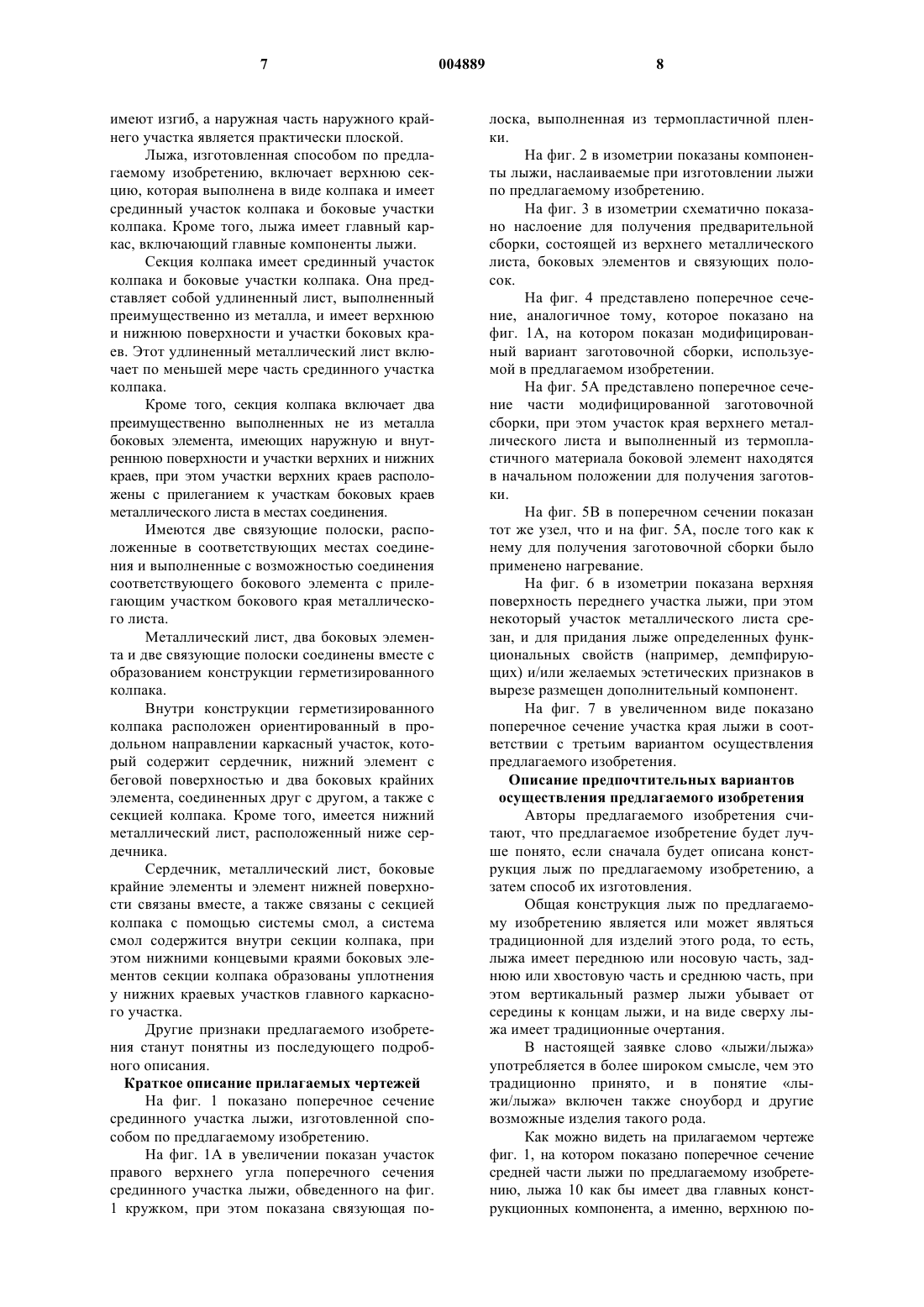
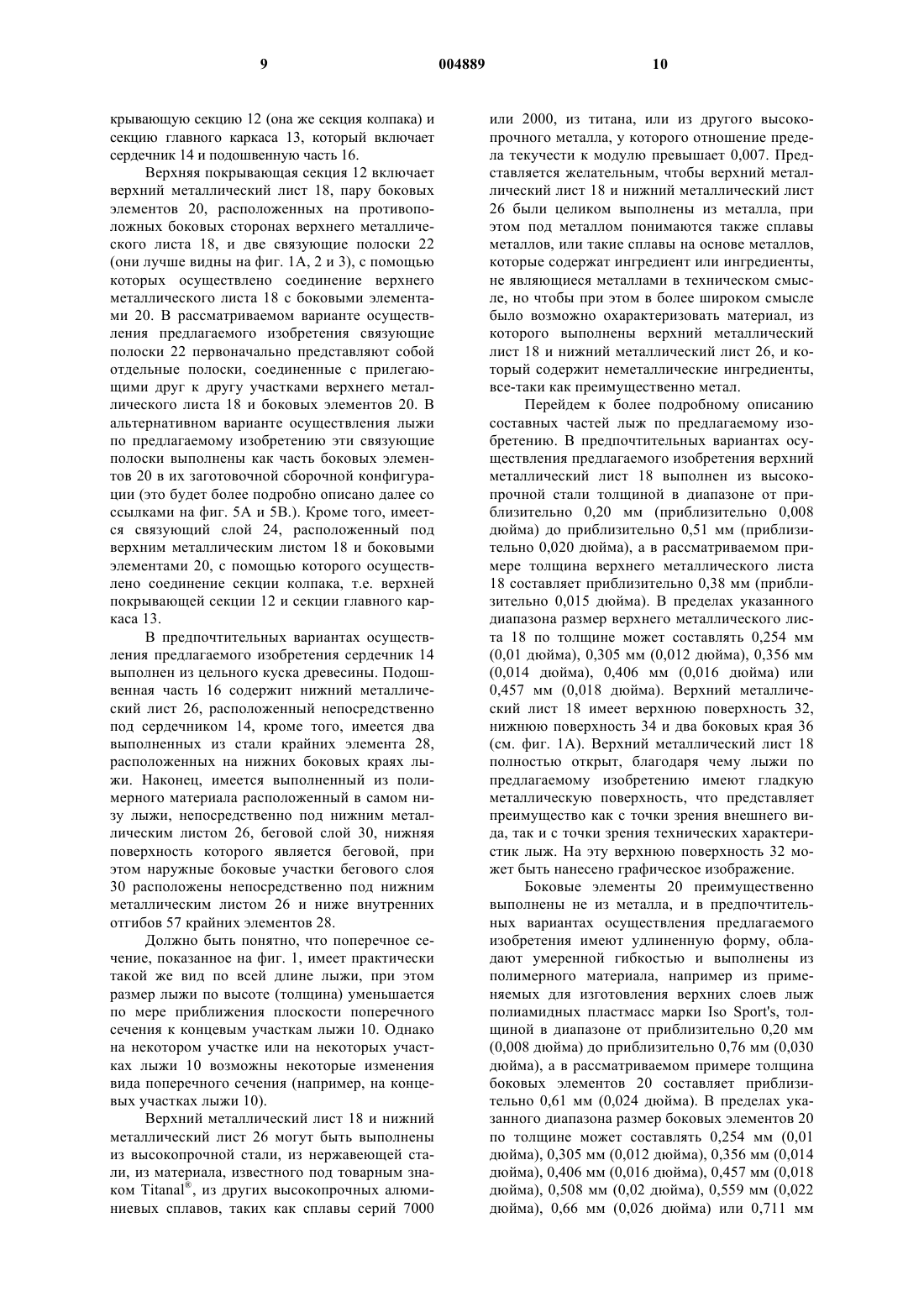
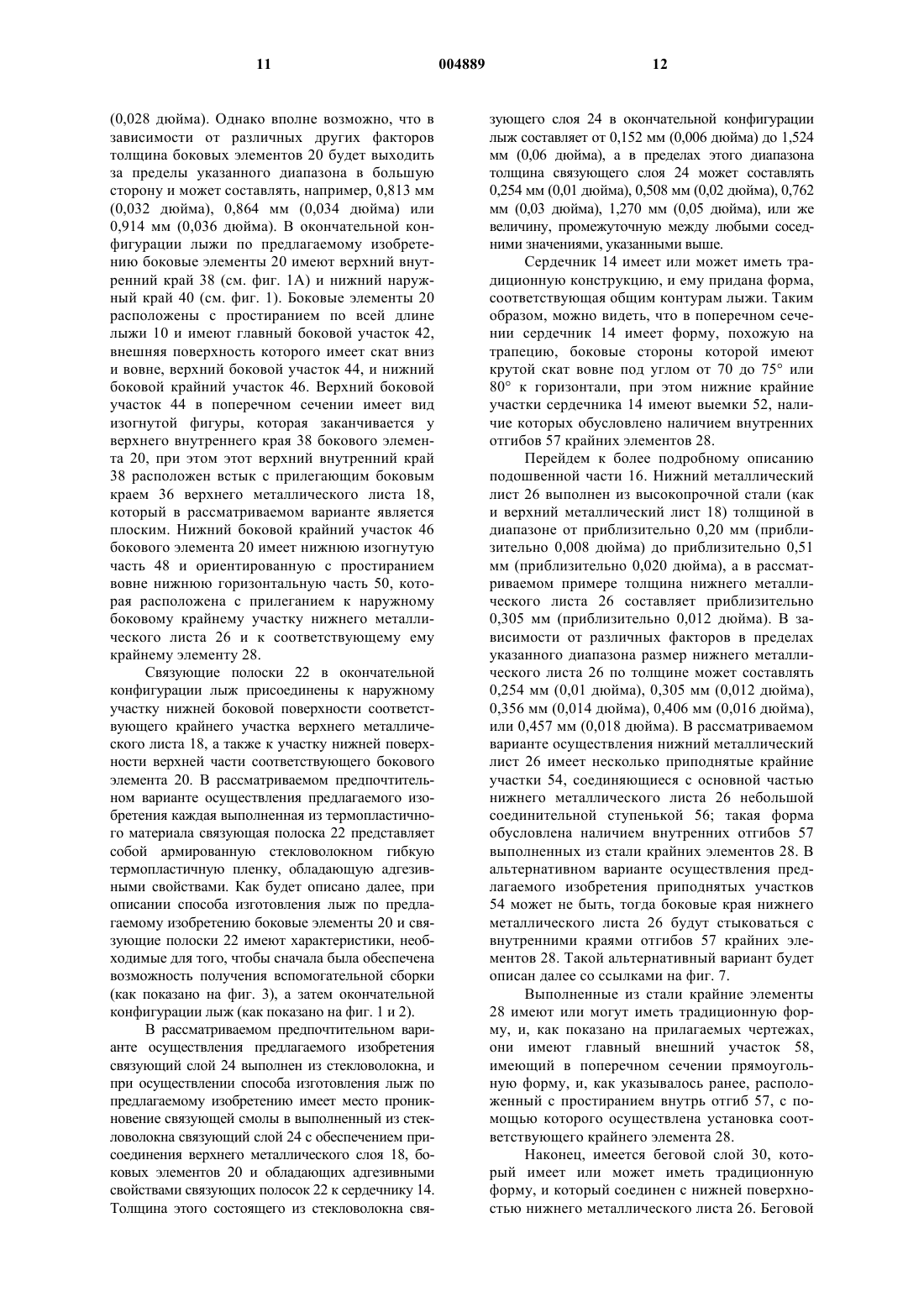
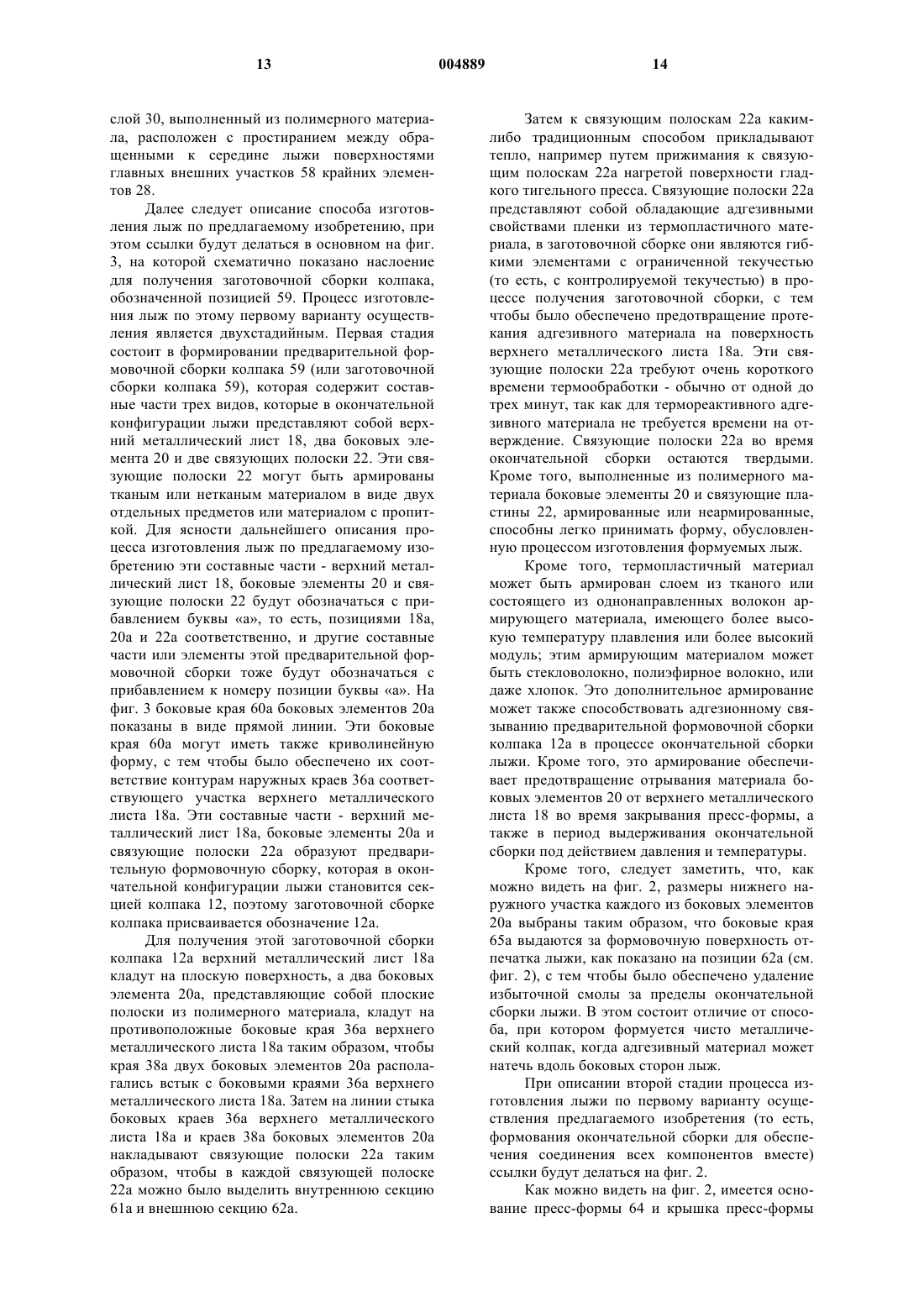
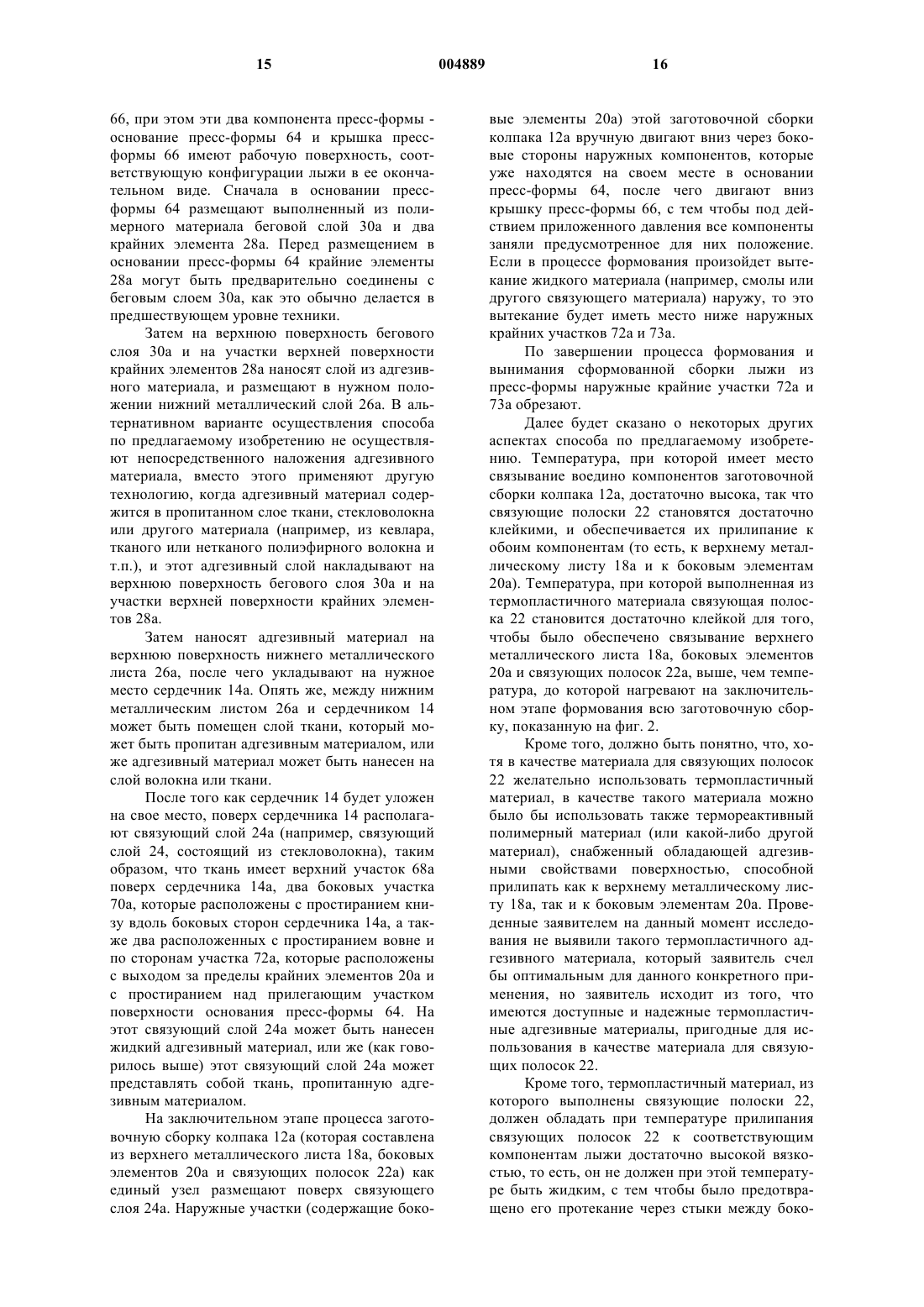
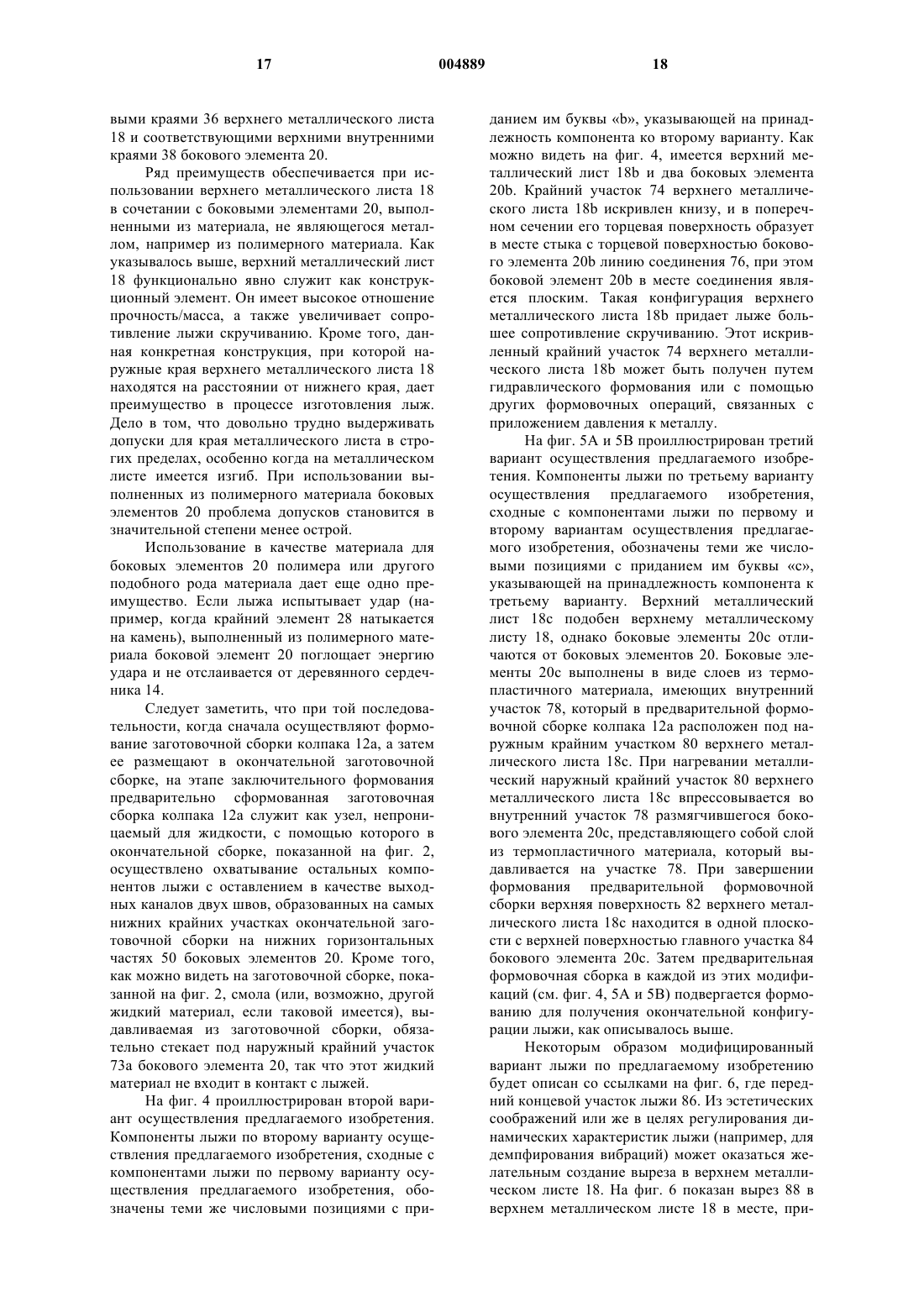
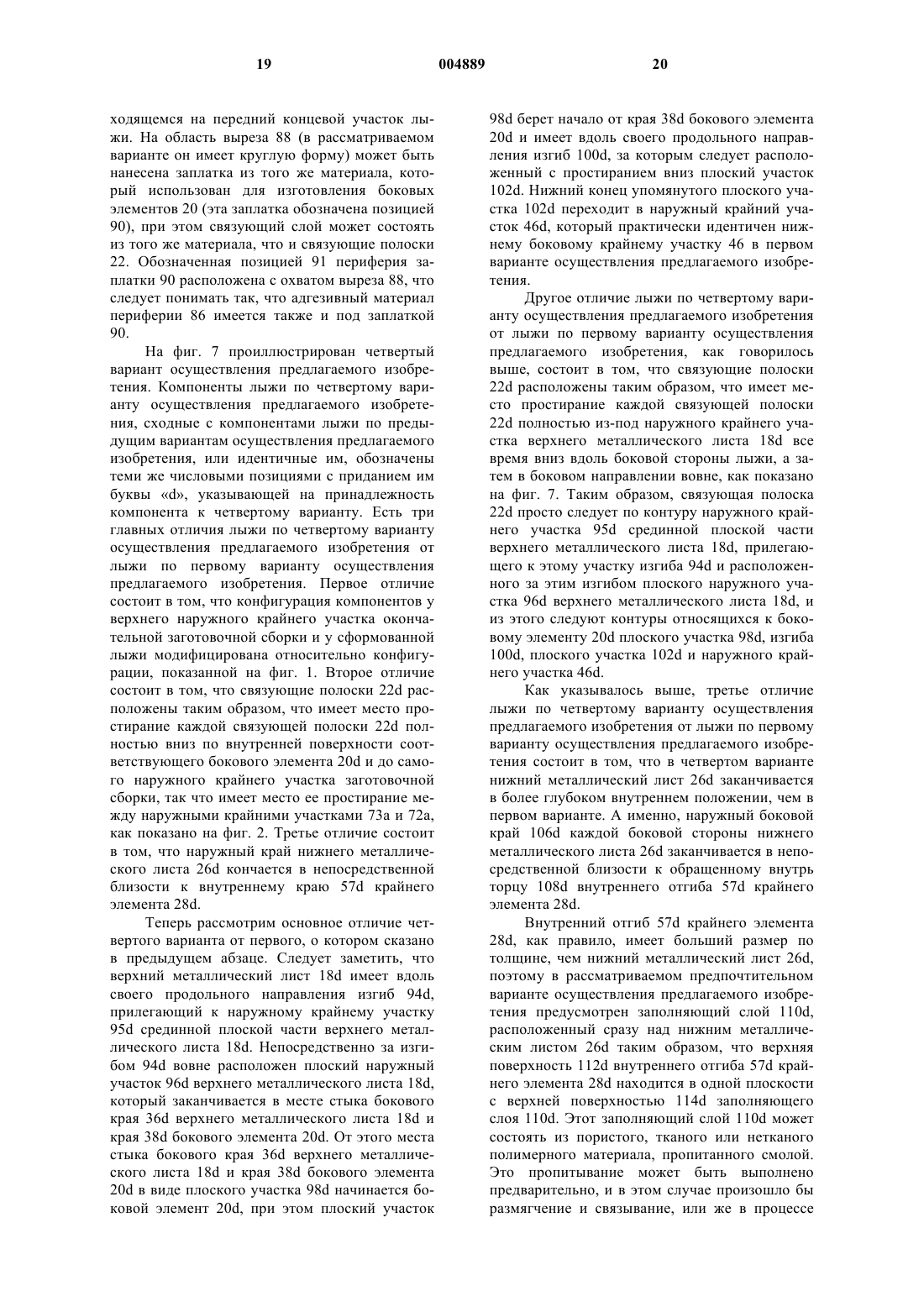
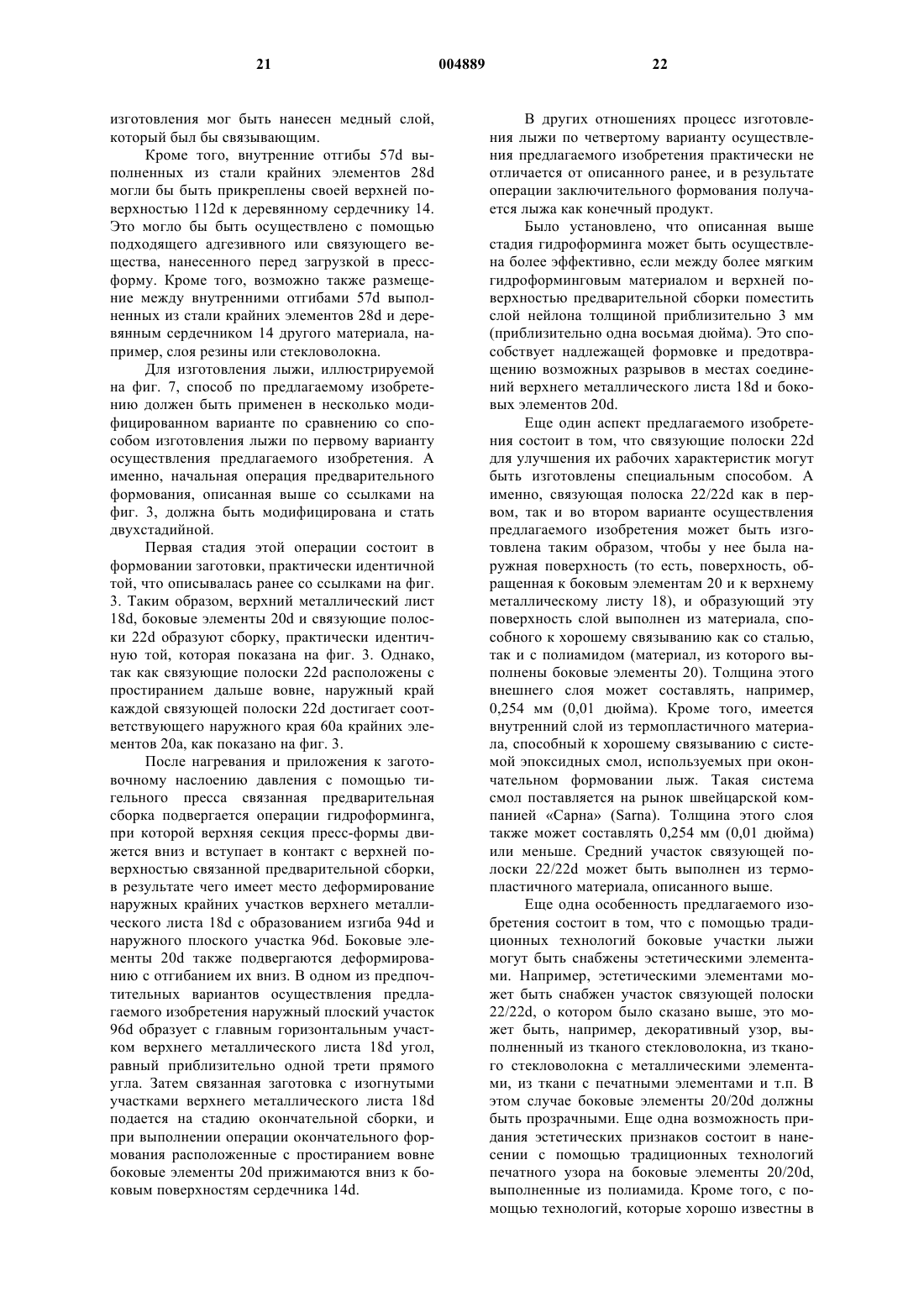
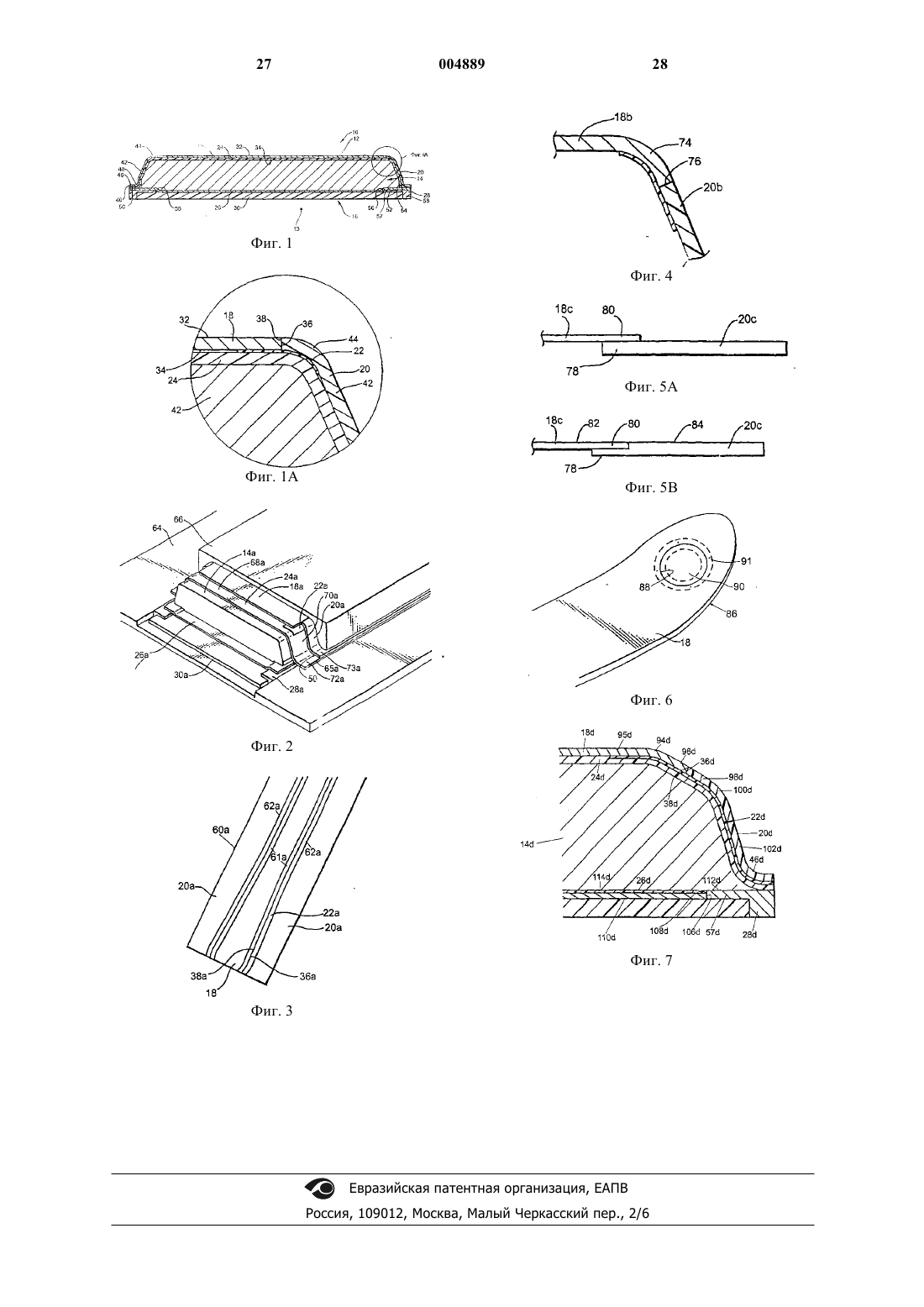
1 Настоящая заявка претендует на приоритет заявки США 60/238.725 (предварительный номер), поданной 06 октября 2000 г. Предпосылки создания предлагаемого изобретенияa) Область техники, к которой относится предлагаемое изобретение Предлагаемое изобретение относится к лыжам для катания по снегу, а более конкретно - к лыжам составной конструкции для катания по снегу, а также к способу изготовления таких лыж. Более конкретно, предлагаемое изобретение относится к лыжам составной конструкции для катания по снегу, имеющим желаемый баланс конструкционных характеристик, и к усовершенствованному способу изготовления таких лыж.b) Предшествующий уровень техники Для изготовления лыж для катания по снегу могут быть использованы различные материалы,предлагались различные конструкции лыж, для изготовления которых предполагалось использовать металлические части, а в некоторых случаях металл предлагалось использовать для главных частей конструкции лыж. Одна из таких конструкций лыж, имевшая коммерческий успех, раскрывается в патенте США 4.858.945, выданном на имя Касива (Kashiwa). В этой конструкции каждая лыжа снабжена верхним металлическим колпаком, имеющим верхний горизонтальный участок и два выполненных с простиранием книзу боковых участка, образующих снаружи боковые поверхности лыжи. Кроме, того, имеется нижний металлический лист, расположенный выше беговой поверхности, но ниже деревянного сердечника лыжи. Эта конструкция упомянута здесь из-за ряда преимуществ, которые раскрыты в тексте упомянутого патента США. К этим преимуществам относятся улучшенные характеристики сопротивления кручению, желаемое распределение массы, а также желаемые характеристики изгиба и т.д. Кроме того, в предшествующем уровне техники предлагаются различные конструкции лыж, в которых так или иначе используются металлические части, и патентный поиск позволяет выявить ряд таких технических решений, о некоторых из которых говорится ниже. В патенте США 5.292.148, выданном на имя Абонданс и др. (Abondance et al.), раскрываются лыжи, имеющие элемент с верхней поверхностью 3, скрепленный с боковыми элементами 8. В патенте США 5.292.148, выданном на имя Комье (Comier), на фиг. 21 показаны лыжи,имеющие несколько слоев, при этом слои 101,102 и 103 могут быть выполнены из металла,как это подкреплено текстом в колонке 6, строка 26 и далее. В патенте США 5.251.924, выданном на имя Нуссбаумер (Nussbaumer), раскрываются лыжи, состоящие из желобообразной матрицы 9 и покрытия 10. Имеются металлический верхний покрывающий слой 4 и покрытый нижний 2 слой 5. Эти части по всей видимости соединены в матрице с помощью элементов, выполненных из полимерных материалов. В патенте США 4.781.395, выданном на имя Фишер (Fisher), раскрываются лыжи, состоящие из желобообразной матрицы 9 и покрытия 10. Имеются металлический верхний покрывающий слой 4 и покрытый нижний слой 5. Эти части по всей видимости соединены в матрице с помощью элементов, выполненных из полимерных материалов. В патенте США 4.731.038, выданном на имя Хэнкок и др. (Hancock et al.), раскрываются лыжи, имеющие матрицу 70 и покрытие 82, в которых имеются соединенные с другими частями лыж настильный элемент 3 и внутренняя пластина 4, которые могут быть выполнены из алюминия. В патенте США 4.671.529, выданном на имя Легран и др. (LeGrand et al.), раскрываются лыжи, в которых имеются несущие слои 3 и 4,выполненные из алюминия. В патенте США 4.655.473, выданном на имя Муллер и др. (Muller et al.), раскрывается способ изготовления лыж, в которых части, не упомянутые в тексте в колонке 3, строки 17-40,могут быть выполнены из стали или из других материалов. В патенте США 4.382.610, выданном на имя Арнстайнер (Arnsteiner), раскрываются лыжи, у которых слои 2 и 6 выполнены из алюминия. В патенте США 4.731.038, выданном на имя Урбэйн (Urbain), раскрываются лыжи, в которых слои 9 и 12, выполненные из листового металла, скреплены с сердечником 3, выполненным из полимерного материала. В соответствии с п.8 формулы изобретения, этот листовой металл может представлять собой закаленную углеродистую сталь. В патенте США 3.790.184, выданном на имя Бандровски (Bandrowski), раскрываются лыжи, в которых каркас 19 может быть выполнен из металла или других материалов, что подкреплено текстом в колонке 2, строка а 9. В патенте США 3.762.734, выданном на имя Фогель (Vogel), раскрываются лыжи, в которых покрывающие элементы 2 и 3, скрепленные с элементами, выполненными из полимерных материалов, могут быть выполнены из стали. В патенте США 3.733.380, выданном на имя Исида (Ishida), раскрываются лыжи, выполненные из полимерного материала, внутри которого имеются армирующие элементы 4 и 5. Армирующий элемент 4 наряду с другими слоями из различных материалов имеет металлический слой 4 с. В патенте США 3.612.556, выданном на имя Сиуэлл (Seawell), раскрываются лыжи, в которых имеются листовые элементы 8 и 9, выполненные из алюминия. 3 В патенте США 3.416.810, выданном на имя Кеннеди (Kennedy), раскрываются лыжи, в которых элемент 20 и лапки 28 и 36 выполнены из металла. В патенте США 3.272.522, выданном на имя Кеннеди (Kennedy), раскрываются различные конфигурации лыж, в которых металл используется или как материал внутренних элементов конструкции, или в качестве материала покрытия. Металлическими элементами являются, в частности, основание 22 и связанные с ним боковые стенки 24, имеется беговая поверхность 106 в нижней части лыж. Другие варианты содержат внутренние элементы конструкции, выполненные из металла. В патенте США 3.145.998, выданном на имя Хольмберг и др. (Holmberg et al.), раскрываются варианты конструкции ламинированных лыж, при этом вариант, проиллюстрированный на фиг. 5, содержит верхний листовой стальной элемент 31, который прикреплен к алюминиевому листу 29 и покрыт слоем полимерного материала. Имеется нижний стальной лист 37, который с одной стороны прикреплен к алюминиевому листу 35, и наружная поверхность которого покрыта беговым элементом 45, также выполненным из полимерного материала. В патенте США 2.851.277, выданном на имя Хольмберг и др. (Holmberg et al.), раскрываются лыжи, имеющие сердечник, выполненный из дерева или из композиционного материала на основе древесины, и элементы 31 и 36,выполненные из стального листа, которые соединены с алюминиевыми листами. Краткое описание предлагаемого изобретения Конструкция лыж по предлагаемому изобретению обеспечивает эффективную, недорогую и надежную технологию их изготовления, при одновременном обеспечении желаемого баланса функциональных и конструкционных характеристик конечного продукта, а также при обеспечении желаемых эстетических характеристик. Настоящим изобретением предлагается такая конструкция лыж, в которой для некоторых частей используется металл (предпочтительно сталь), а в предпочтительных вариантах осуществления предлагаемого изобретения лыжа содержит металлический листовой элемент, находящийся в верхней части лыжи, соединенный с неметаллическими конструкционными элементами, образующими боковые стенки, которые могут быть выполнены, например, из полимерного материала - простого или армированного волокном. Эти структурные элементы приведены в соединение таким образом, что обеспечивается желаемый баланс функциональных характеристик лыж, а также обеспечиваются их желаемые эстетические характеристики. Кроме того, настоящим изобретением предлагается способ изготовления лыж, которым также обеспечивается желаемый баланс признаков, даю 004889 4 щих преимущество, и который уникальным образом приспособлен к применению для изготовления описываемых здесь лыж по предлагаемому изобретению. Лыжа, изготовленная по упомянутому способу по предлагаемому изобретению, имеет продольную ось, расположенную с простиранием от передней части лыжи до ее задней части,верхний и нижний участки поверхности, а также боковые участки. Кроме того, лыжа имеет главный каркасный участок, который ориентирован продольно и содержит главные компоненты лыжи, и расположенный у верхнего и боковых участков поверхности с простиранием в продольном направлении колпак. Способ по предлагаемому изобретению включает прежде всего изготовление заготовочной секции колпака, имеющей срединный участок и боковые участки. Заготовочная секция колпака включает:i) удлиненный металлический лист, который выполнен преимущественно из металла и имеет верхнюю и нижнюю поверхности и участки боковых краев;ii) два боковых элемента, которые выполнены преимущественно не из металла, и каждый из которых имеет верхнюю и нижнюю поверхности и внутренние и наружные крайние участки, при этом внутренние крайние участки этих боковых элементов расположены непосредственно рядом с боковыми крайними участками металлического листа в местах их соединения;iii) два связующих участка, каждый из которых расположен у соответствующего места соединения и выполнен с возможностью связывания соответствующего бокового элемента с прилегающим боковым крайним участком металлического листа. Заготовки компонентов главного каркаса лыжи располагают в месте формовки в виде заготовочной сборки главного каркаса, имеющей верхнюю, нижнюю и боковые поверхности и нижние боковые края. Заготовочную секцию колпака располагают над заготовочной сборкой главного каркаса таким образом, чтобы металлический лист был расположен над верхней поверхностью заготовочной сборки главного каркаса. Затем средний участок заготовочной секции колпака прижимают вниз к верхней поверхности заготовочной сборки главного каркаса таким образом, чтобы боковые участки заготовочной секции колпака были прижаты к боковым поверхностям заготовочной сборки главного каркаса с образованием связанной сборки. Затем, для обеспечения связывания заготовочной секции колпака и заготовочной сборки главного каркаса с образованием связанной конструкции лыжи применяют нагревание. В рассматриваемом предпочтительном варианте осуществления способа по предлагаемому изобретению для прижимания заготовочной сборки колпака к заготовочной сборке главного карка 5 са к ней прижимают сверху вниз верхнюю секцию пресс-формы. В связываемой сборке наружные крайние участки заготовочной секции колпака расположены с простиранием вовне ниже нижних крайних участков верхней секции пресс-формы для получения крайних уплотнений с целью обеспечения удержания жидкого материала в заготовочной сборке главного каркаса. В одном из предпочтительных вариантов изготовления лыж по предлагаемому изобретению у лыжи имеется нижний лист, выполненный преимущественно из металла и являющийся компонентом заготовочной сборки главного каркаса. Заготовочная сборка главного каркаса дополнительно включает также металлические нижние боковые крайние элементы. В одном варианте конструкции лыж по предлагаемому изобретению выполнены простые отгибы крайних элементов,которые имеют внутренние крайние поверхности,расположенные с непосредственным прилеганием к наружным крайним поверхностям нижнего металлического листа. В другом варианте конструкции наружные крайние участки металлического листа по отношению к отогнутым участкам расположены внахлест. Кроме того, в процессе изготовления лыж участки наружных краев заготовочной сборки колпака расположены с простиранием за пределы нижних боковых краев изготовляемой лыжи,и способ по предлагаемому изобретению дополнительно включает обрезку назад наружных участков заготовочной сборки колпака в процессе изготовления лыжи. В одном из вариантов конструкции лыж по предлагаемому изобретению каждый из связующих участков заготовочной сборки колпака содержит участок края соответствующего бокового элемента, а боковые элементы выполнены из термопластичного материала, при этом при изготовлении лыжи прилегающий участок бокового края металлического листа прижимают к участку края соответствующего бокового элемента, так чтобы было обеспечено образование связи между каждым боковым элементом и металлическим листом. В другом варианте осуществления предлагаемого изобретения, который в настоящий момент считается предпочтительным, каждый из двух связующих участков содержит связующую полоску, имеющую верхнюю связующую поверхность. Заготовочная секция колпака выполнена на основе заготовочной сборки колпака,содержащей металлический лист, боковые элементы и наложенную внахлест связующую полоску, при этом в процессе получения заготовочной секции колпака для соединения связующей полоски с металлическим листом и боковыми элементами применяют нагревание. Представляется желательным, чтобы связующие полоски были выполнены из термопластичного материала, при этом при осуществлении способа по предлагаемому изобретению к связующей 6 сборке прикладывают давление и осуществляют нагревание до температуры достаточно высокой для приобретения связующими полосками адгезивных свойств, при этом после охлаждения связующие полоски оказываются соединенными с прилегающими участками боковых элементов и металлического листа. Еще в одном из предпочтительных вариантов осуществления предлагаемого изобретения металлический лист и два боковых элемента расположены со стыковым прилеганием их краев, и при осуществлении способа по предлагаемому изобретению выполненные из термопластичного материала связующие полоски нагревают до достаточно высокой для создания связи температуры, при этом термопластичные связующие полоски при температуре образования соединения обладают достаточно высокой вязкостью, так что не происходит протекания в месте стыкового прилегания краев металлического листа и боковых элементов. В одном из вариантов осуществления предлагаемого изобретения связующая полоска расположена только с частичным простиранием вниз в месте прилегания к верхнему участку соответствующего бокового элемента. В другом варианте связующие полоски расположены с простиранием вниз вдоль участков боковых поверхностей соответствующих боковых участков до соответствующих нижних боковых крайних участков заготовочной сборки главного каркаса. В одном из предпочтительных вариантов осуществления предлагаемого изобретения материал связующей полоски на некотором ее участке, имеющем наружную поверхность, обладает свойством легко связываться как с металлом, из которого выполнен верхний металлический лист, так и с материалом, из которого выполнен соответствующий боковой элемент(полимерный материал), а материал, образующий внутреннюю поверхность, адаптирован к системе смол, использованной в заготовочной сборке главного каркаса лыжи. В одном из вариантов осуществления предлагаемого изобретения оба боковых края металлического листа расположены со стыковым прилеганием их поверхностей к боковым крайним участкам боковых элементов. В одном из вариантов конструкции верхний металлический лист является полностью плоским и расположен у верхней поверхности лыжи. В другом варианте конструкции верхний металлический лист имеет боковые краевые участки, которые расположены с простиранием вовне и вниз над верхней частью бокового участка заготовочной сборки главного каркаса лыжи. В этом варианте конструкции одно из предпочтительных технических решений состоит в том, что наружные крайние участки верхнего металлического листа в месте, отстоящем от наружного крайнего участка к средней линии металлического листа, 7 имеют изгиб, а наружная часть наружного крайнего участка является практически плоской. Лыжа, изготовленная способом по предлагаемому изобретению, включает верхнюю секцию, которая выполнена в виде колпака и имеет срединный участок колпака и боковые участки колпака. Кроме того, лыжа имеет главный каркас, включающий главные компоненты лыжи. Секция колпака имеет срединный участок колпака и боковые участки колпака. Она представляет собой удлиненный лист, выполненный преимущественно из металла, и имеет верхнюю и нижнюю поверхности и участки боковых краев. Этот удлиненный металлический лист включает по меньшей мере часть срединного участка колпака. Кроме того, секция колпака включает два преимущественно выполненных не из металла боковых элемента, имеющих наружную и внутреннюю поверхности и участки верхних и нижних краев, при этом участки верхних краев расположены с прилеганием к участкам боковых краев металлического листа в местах соединения. Имеются две связующие полоски, расположенные в соответствующих местах соединения и выполненные с возможностью соединения соответствующего бокового элемента с прилегающим участком бокового края металлического листа. Металлический лист, два боковых элемента и две связующие полоски соединены вместе с образованием конструкции герметизированного колпака. Внутри конструкции герметизированного колпака расположен ориентированный в продольном направлении каркасный участок, который содержит сердечник, нижний элемент с беговой поверхностью и два боковых крайних элемента, соединенных друг с другом, а также с секцией колпака. Кроме того, имеется нижний металлический лист, расположенный ниже сердечника. Сердечник, металлический лист, боковые крайние элементы и элемент нижней поверхности связаны вместе, а также связаны с секцией колпака с помощью системы смол, а система смол содержится внутри секции колпака, при этом нижними концевыми краями боковых элементов секции колпака образованы уплотнения у нижних краевых участков главного каркасного участка. Другие признаки предлагаемого изобретения станут понятны из последующего подробного описания. Краткое описание прилагаемых чертежей На фиг. 1 показано поперечное сечение срединного участка лыжи, изготовленной способом по предлагаемому изобретению. На фиг. 1 А в увеличении показан участок правого верхнего угла поперечного сечения срединного участка лыжи, обведенного на фиг. 1 кружком, при этом показана связующая по 004889 8 лоска, выполненная из термопластичной пленки. На фиг. 2 в изометрии показаны компоненты лыжи, наслаиваемые при изготовлении лыжи по предлагаемому изобретению. На фиг. 3 в изометрии схематично показано наслоение для получения предварительной сборки, состоящей из верхнего металлического листа, боковых элементов и связующих полосок. На фиг. 4 представлено поперечное сечение, аналогичное тому, которое показано на фиг. 1 А, на котором показан модифицированный вариант заготовочной сборки, используемой в предлагаемом изобретении. На фиг. 5 А представлено поперечное сечение части модифицированной заготовочной сборки, при этом участок края верхнего металлического листа и выполненный из термопластичного материала боковой элемент находятся в начальном положении для получения заготовки. На фиг. 5 В в поперечном сечении показан тот же узел, что и на фиг. 5 А, после того как к нему для получения заготовочной сборки было применено нагревание. На фиг. 6 в изометрии показана верхняя поверхность переднего участка лыжи, при этом некоторый участок металлического листа срезан, и для придания лыже определенных функциональных свойств (например, демпфирующих) и/или желаемых эстетических признаков в вырезе размещен дополнительный компонент. На фиг. 7 в увеличенном виде показано поперечное сечение участка края лыжи в соответствии с третьим вариантом осуществления предлагаемого изобретения. Описание предпочтительных вариантов осуществления предлагаемого изобретения Авторы предлагаемого изобретения считают, что предлагаемое изобретение будет лучше понято, если сначала будет описана конструкция лыж по предлагаемому изобретению, а затем способ их изготовления. Общая конструкция лыж по предлагаемому изобретению является или может являться традиционной для изделий этого рода, то есть,лыжа имеет переднюю или носовую часть, заднюю или хвостовую часть и среднюю часть, при этом вертикальный размер лыжи убывает от середины к концам лыжи, и на виде сверху лыжа имеет традиционные очертания. В настоящей заявке слово лыжи/лыжа употребляется в более широком смысле, чем это традиционно принято, и в понятие лыжи/лыжа включен также сноуборд и другие возможные изделия такого рода. Как можно видеть на прилагаемом чертеже фиг. 1, на котором показано поперечное сечение средней части лыжи по предлагаемому изобретению, лыжа 10 как бы имеет два главных конструкционных компонента, а именно, верхнюю по 9 крывающую секцию 12 (она же секция колпака) и секцию главного каркаса 13, который включает сердечник 14 и подошвенную часть 16. Верхняя покрывающая секция 12 включает верхний металлический лист 18, пару боковых элементов 20, расположенных на противоположных боковых сторонах верхнего металлического листа 18, и две связующие полоски 22(они лучше видны на фиг. 1 А, 2 и 3), с помощью которых осуществлено соединение верхнего металлического листа 18 с боковыми элементами 20. В рассматриваемом варианте осуществления предлагаемого изобретения связующие полоски 22 первоначально представляют собой отдельные полоски, соединенные с прилегающими друг к другу участками верхнего металлического листа 18 и боковых элементов 20. В альтернативном варианте осуществления лыжи по предлагаемому изобретению эти связующие полоски выполнены как часть боковых элементов 20 в их заготовочной сборочной конфигурации (это будет более подробно описано далее со ссылками на фиг. 5 А и 5 В.). Кроме того, имеется связующий слой 24, расположенный под верхним металлическим листом 18 и боковыми элементами 20, с помощью которого осуществлено соединение секции колпака, т.е. верхней покрывающей секции 12 и секции главного каркаса 13. В предпочтительных вариантах осуществления предлагаемого изобретения сердечник 14 выполнен из цельного куска древесины. Подошвенная часть 16 содержит нижний металлический лист 26, расположенный непосредственно под сердечником 14, кроме того, имеется два выполненных из стали крайних элемента 28,расположенных на нижних боковых краях лыжи. Наконец, имеется выполненный из полимерного материала расположенный в самом низу лыжи, непосредственно под нижним металлическим листом 26, беговой слой 30, нижняя поверхность которого является беговой, при этом наружные боковые участки бегового слоя 30 расположены непосредственно под нижним металлическим листом 26 и ниже внутренних отгибов 57 крайних элементов 28. Должно быть понятно, что поперечное сечение, показанное на фиг. 1, имеет практически такой же вид по всей длине лыжи, при этом размер лыжи по высоте (толщина) уменьшается по мере приближения плоскости поперечного сечения к концевым участкам лыжи 10. Однако на некотором участке или на некоторых участках лыжи 10 возможны некоторые изменения вида поперечного сечения (например, на концевых участках лыжи 10). Верхний металлический лист 18 и нижний металлический лист 26 могут быть выполнены из высокопрочной стали, из нержавеющей стали, из материала, известного под товарным знаком Titanal, из других высокопрочных алюминиевых сплавов, таких как сплавы серий 7000 10 или 2000, из титана, или из другого высокопрочного металла, у которого отношение предела текучести к модулю превышает 0,007. Представляется желательным, чтобы верхний металлический лист 18 и нижний металлический лист 26 были целиком выполнены из металла, при этом под металлом понимаются также сплавы металлов, или такие сплавы на основе металлов,которые содержат ингредиент или ингредиенты,не являющиеся металлами в техническом смысле, но чтобы при этом в более широком смысле было возможно охарактеризовать материал, из которого выполнены верхний металлический лист 18 и нижний металлический лист 26, и который содержит неметаллические ингредиенты,все-таки как преимущественно метал. Перейдем к более подробному описанию составных частей лыж по предлагаемому изобретению. В предпочтительных вариантах осуществления предлагаемого изобретения верхний металлический лист 18 выполнен из высокопрочной стали толщиной в диапазоне от приблизительно 0,20 мм (приблизительно 0,008 дюйма) до приблизительно 0,51 мм (приблизительно 0,020 дюйма), а в рассматриваемом примере толщина верхнего металлического листа 18 составляет приблизительно 0,38 мм (приблизительно 0,015 дюйма). В пределах указанного диапазона размер верхнего металлического листа 18 по толщине может составлять 0,254 мм(0,014 дюйма), 0,406 мм (0,016 дюйма) или 0,457 мм (0,018 дюйма). Верхний металлический лист 18 имеет верхнюю поверхность 32,нижнюю поверхность 34 и два боковых края 36(см. фиг. 1 А). Верхний металлический лист 18 полностью открыт, благодаря чему лыжи по предлагаемому изобретению имеют гладкую металлическую поверхность, что представляет преимущество как с точки зрения внешнего вида, так и с точки зрения технических характеристик лыж. На эту верхнюю поверхность 32 может быть нанесено графическое изображение. Боковые элементы 20 преимущественно выполнены не из металла, и в предпочтительных вариантах осуществления предлагаемого изобретения имеют удлиненную форму, обладают умеренной гибкостью и выполнены из полимерного материала, например из применяемых для изготовления верхних слоев лыж полиамидных пластмасс марки Iso Sport's, толщиной в диапазоне от приблизительно 0,20 мм(0,008 дюйма) до приблизительно 0,76 мм (0,030 дюйма), а в рассматриваемом примере толщина боковых элементов 20 составляет приблизительно 0,61 мм (0,024 дюйма). В пределах указанного диапазона размер боковых элементов 20 по толщине может составлять 0,254 мм (0,01 дюйма), 0,305 мм (0,012 дюйма), 0,356 мм (0,014 дюйма), 0,406 мм (0,016 дюйма), 0,457 мм (0,018 дюйма), 0,508 мм (0,02 дюйма), 0,559 мм (0,022 дюйма), 0,66 мм (0,026 дюйма) или 0,711 мм(0,028 дюйма). Однако вполне возможно, что в зависимости от различных других факторов толщина боковых элементов 20 будет выходить за пределы указанного диапазона в большую сторону и может составлять, например, 0,813 мм(0,032 дюйма), 0,864 мм (0,034 дюйма) или 0,914 мм (0,036 дюйма). В окончательной конфигурации лыжи по предлагаемому изобретению боковые элементы 20 имеют верхний внутренний край 38 (см. фиг. 1 А) и нижний наружный край 40 (см. фиг. 1). Боковые элементы 20 расположены с простиранием по всей длине лыжи 10 и имеют главный боковой участок 42,внешняя поверхность которого имеет скат вниз и вовне, верхний боковой участок 44, и нижний боковой крайний участок 46. Верхний боковой участок 44 в поперечном сечении имеет вид изогнутой фигуры, которая заканчивается у верхнего внутреннего края 38 бокового элемента 20, при этом этот верхний внутренний край 38 расположен встык с прилегающим боковым краем 36 верхнего металлического листа 18,который в рассматриваемом варианте является плоским. Нижний боковой крайний участок 46 бокового элемента 20 имеет нижнюю изогнутую часть 48 и ориентированную с простиранием вовне нижнюю горизонтальную часть 50, которая расположена с прилеганием к наружному боковому крайнему участку нижнего металлического листа 26 и к соответствующему ему крайнему элементу 28. Связующие полоски 22 в окончательной конфигурации лыж присоединены к наружному участку нижней боковой поверхности соответствующего крайнего участка верхнего металлического листа 18, а также к участку нижней поверхности верхней части соответствующего бокового элемента 20. В рассматриваемом предпочтительном варианте осуществления предлагаемого изобретения каждая выполненная из термопластичного материала связующая полоска 22 представляет собой армированную стекловолокном гибкую термопластичную пленку, обладающую адгезивными свойствами. Как будет описано далее, при описании способа изготовления лыж по предлагаемому изобретению боковые элементы 20 и связующие полоски 22 имеют характеристики, необходимые для того, чтобы сначала была обеспечена возможность получения вспомогательной сборки(как показано на фиг. 3), а затем окончательной конфигурации лыж (как показано на фиг. 1 и 2). В рассматриваемом предпочтительном варианте осуществления предлагаемого изобретения связующий слой 24 выполнен из стекловолокна, и при осуществлении способа изготовления лыж по предлагаемому изобретению имеет место проникновение связующей смолы в выполненный из стекловолокна связующий слой 24 с обеспечением присоединения верхнего металлического слоя 18, боковых элементов 20 и обладающих адгезивными свойствами связующих полосок 22 к сердечнику 14. Толщина этого состоящего из стекловолокна свя 004889 12 зующего слоя 24 в окончательной конфигурации лыж составляет от 0,152 мм (0,006 дюйма) до 1,524 мм (0,06 дюйма), а в пределах этого диапазона толщина связующего слоя 24 может составлять 0,254 мм (0,01 дюйма), 0,508 мм (0,02 дюйма), 0,762 мм (0,03 дюйма), 1,270 мм (0,05 дюйма), или же величину, промежуточную между любыми соседними значениями, указанными выше. Сердечник 14 имеет или может иметь традиционную конструкцию, и ему придана форма,соответствующая общим контурам лыжи. Таким образом, можно видеть, что в поперечном сечении сердечник 14 имеет форму, похожую на трапецию, боковые стороны которой имеют крутой скат вовне под углом от 70 до 75 или 80 к горизонтали, при этом нижние крайние участки сердечника 14 имеют выемки 52, наличие которых обусловлено наличием внутренних отгибов 57 крайних элементов 28. Перейдем к более подробному описанию подошвенной части 16. Нижний металлический лист 26 выполнен из высокопрочной стали (как и верхний металлический лист 18) толщиной в диапазоне от приблизительно 0,20 мм (приблизительно 0,008 дюйма) до приблизительно 0,51 мм (приблизительно 0,020 дюйма), а в рассматриваемом примере толщина нижнего металлического листа 26 составляет приблизительно 0,305 мм (приблизительно 0,012 дюйма). В зависимости от различных факторов в пределах указанного диапазона размер нижнего металлического листа 26 по толщине может составлять 0,254 мм (0,01 дюйма), 0,305 мм (0,012 дюйма),0,356 мм (0,014 дюйма), 0,406 мм (0,016 дюйма),или 0,457 мм (0,018 дюйма). В рассматриваемом варианте осуществления нижний металлический лист 26 имеет несколько приподнятые крайние участки 54, соединяющиеся с основной частью нижнего металлического листа 26 небольшой соединительной ступенькой 56; такая форма обусловлена наличием внутренних отгибов 57 выполненных из стали крайних элементов 28. В альтернативном варианте осуществления предлагаемого изобретения приподнятых участков 54 может не быть, тогда боковые края нижнего металлического листа 26 будут стыковаться с внутренними краями отгибов 57 крайних элементов 28. Такой альтернативный вариант будет описан далее со ссылками на фиг. 7. Выполненные из стали крайние элементы 28 имеют или могут иметь традиционную форму, и, как показано на прилагаемых чертежах,они имеют главный внешний участок 58,имеющий в поперечном сечении прямоугольную форму, и, как указывалось ранее, расположенный с простиранием внутрь отгиб 57, с помощью которого осуществлена установка соответствующего крайнего элемента 28. Наконец, имеется беговой слой 30, который имеет или может иметь традиционную форму, и который соединен с нижней поверхностью нижнего металлического листа 26. Беговой 13 слой 30, выполненный из полимерного материала, расположен с простиранием между обращенными к середине лыжи поверхностями главных внешних участков 58 крайних элементов 28. Далее следует описание способа изготовления лыж по предлагаемому изобретению, при этом ссылки будут делаться в основном на фиг. 3, на которой схематично показано наслоение для получения заготовочной сборки колпака,обозначенной позицией 59. Процесс изготовления лыж по этому первому варианту осуществления является двухстадийным. Первая стадия состоит в формировании предварительной формовочной сборки колпака 59 (или заготовочной сборки колпака 59), которая содержит составные части трех видов, которые в окончательной конфигурации лыжи представляют собой верхний металлический лист 18, два боковых элемента 20 и две связующих полоски 22. Эти связующие полоски 22 могут быть армированы тканым или нетканым материалом в виде двух отдельных предметов или материалом с пропиткой. Для ясности дальнейшего описания процесса изготовления лыж по предлагаемому изобретению эти составные части - верхний металлический лист 18, боковые элементы 20 и связующие полоски 22 будут обозначаться с прибавлением буквы а, то есть, позициями 18 а,20 а и 22 а соответственно, и другие составные части или элементы этой предварительной формовочной сборки тоже будут обозначаться с прибавлением к номеру позиции буквы а. На фиг. 3 боковые края 60 а боковых элементов 20 а показаны в виде прямой линии. Эти боковые края 60 а могут иметь также криволинейную форму, с тем чтобы было обеспечено их соответствие контурам наружных краев 36 а соответствующего участка верхнего металлического листа 18 а. Эти составные части - верхний металлический лист 18 а, боковые элементы 20 а и связующие полоски 22 а образуют предварительную формовочную сборку, которая в окончательной конфигурации лыжи становится секцией колпака 12, поэтому заготовочной сборке колпака присваивается обозначение 12 а. Для получения этой заготовочной сборки колпака 12 а верхний металлический лист 18 а кладут на плоскую поверхность, а два боковых элемента 20 а, представляющие собой плоские полоски из полимерного материала, кладут на противоположные боковые края 36 а верхнего металлического листа 18 а таким образом, чтобы края 38 а двух боковых элементов 20 а располагались встык с боковыми краями 36 а верхнего металлического листа 18 а. Затем на линии стыка боковых краев 36 а верхнего металлического листа 18 а и краев 38 а боковых элементов 20 а накладывают связующие полоски 22 а таким образом, чтобы в каждой связующей полоске 22 а можно было выделить внутреннюю секцию 61 а и внешнюю секцию 62 а. 14 Затем к связующим полоскам 22 а какимлибо традиционным способом прикладывают тепло, например путем прижимания к связующим полоскам 22 а нагретой поверхности гладкого тигельного пресса. Связующие полоски 22 а представляют собой обладающие адгезивными свойствами пленки из термопластичного материала, в заготовочной сборке они являются гибкими элементами с ограниченной текучестью(то есть, с контролируемой текучестью) в процессе получения заготовочной сборки, с тем чтобы было обеспечено предотвращение протекания адгезивного материала на поверхность верхнего металлического листа 18 а. Эти связующие полоски 22 а требуют очень короткого времени термообработки - обычно от одной до трех минут, так как для термореактивного адгезивного материала не требуется времени на отверждение. Связующие полоски 22 а во время окончательной сборки остаются твердыми. Кроме того, выполненные из полимерного материала боковые элементы 20 и связующие пластины 22, армированные или неармированные,способны легко принимать форму, обусловленную процессом изготовления формуемых лыж. Кроме того, термопластичный материал может быть армирован слоем из тканого или состоящего из однонаправленных волокон армирующего материала, имеющего более высокую температуру плавления или более высокий модуль; этим армирующим материалом может быть стекловолокно, полиэфирное волокно, или даже хлопок. Это дополнительное армирование может также способствовать адгезионному связыванию предварительной формовочной сборки колпака 12 а в процессе окончательной сборки лыжи. Кроме того, это армирование обеспечивает предотвращение отрывания материала боковых элементов 20 от верхнего металлического листа 18 во время закрывания пресс-формы, а также в период выдерживания окончательной сборки под действием давления и температуры. Кроме того, следует заметить, что, как можно видеть на фиг. 2, размеры нижнего наружного участка каждого из боковых элементов 20 а выбраны таким образом, что боковые края 65 а выдаются за формовочную поверхность отпечатка лыжи, как показано на позиции 62 а (см. фиг. 2), с тем чтобы было обеспечено удаление избыточной смолы за пределы окончательной сборки лыжи. В этом состоит отличие от способа, при котором формуется чисто металлический колпак, когда адгезивный материал может натечь вдоль боковых сторон лыж. При описании второй стадии процесса изготовления лыжи по первому варианту осуществления предлагаемого изобретения (то есть,формования окончательной сборки для обеспечения соединения всех компонентов вместе) ссылки будут делаться на фиг. 2. Как можно видеть на фиг. 2, имеется основание пресс-формы 64 и крышка пресс-формы 15 66, при этом эти два компонента пресс-формы основание пресс-формы 64 и крышка прессформы 66 имеют рабочую поверхность, соответствующую конфигурации лыжи в ее окончательном виде. Сначала в основании прессформы 64 размещают выполненный из полимерного материала беговой слой 30 а и два крайних элемента 28 а. Перед размещением в основании пресс-формы 64 крайние элементы 28 а могут быть предварительно соединены с беговым слоем 30 а, как это обычно делается в предшествующем уровне техники. Затем на верхнюю поверхность бегового слоя 30 а и на участки верхней поверхности крайних элементов 28 а наносят слой из адгезивного материала, и размещают в нужном положении нижний металлический слой 26 а. В альтернативном варианте осуществления способа по предлагаемому изобретению не осуществляют непосредственного наложения адгезивного материала, вместо этого применяют другую технологию, когда адгезивный материал содержится в пропитанном слое ткани, стекловолокна или другого материала (например, из кевлара,тканого или нетканого полиэфирного волокна и т.п.), и этот адгезивный слой накладывают на верхнюю поверхность бегового слоя 30 а и на участки верхней поверхности крайних элементов 28 а. Затем наносят адгезивный материал на верхнюю поверхность нижнего металлического листа 26 а, после чего укладывают на нужное место сердечник 14 а. Опять же, между нижним металлическим листом 26 а и сердечником 14 может быть помещен слой ткани, который может быть пропитан адгезивным материалом, или же адгезивный материал может быть нанесен на слой волокна или ткани. После того как сердечник 14 будет уложен на свое место, поверх сердечника 14 располагают связующий слой 24 а (например, связующий слой 24, состоящий из стекловолокна), таким образом, что ткань имеет верхний участок 68 а поверх сердечника 14 а, два боковых участка 70 а, которые расположены с простиранием книзу вдоль боковых сторон сердечника 14 а, а также два расположенных с простиранием вовне и по сторонам участка 72 а, которые расположены с выходом за пределы крайних элементов 20 а и с простиранием над прилегающим участком поверхности основания пресс-формы 64. На этот связующий слой 24 а может быть нанесен жидкий адгезивный материал, или же (как говорилось выше) этот связующий слой 24 а может представлять собой ткань, пропитанную адгезивным материалом. На заключительном этапе процесса заготовочную сборку колпака 12 а (которая составлена из верхнего металлического листа 18 а, боковых элементов 20 а и связующих полосок 22 а) как единый узел размещают поверх связующего слоя 24 а. Наружные участки (содержащие боко 004889 16 вые элементы 20 а) этой заготовочной сборки колпака 12 а вручную двигают вниз через боковые стороны наружных компонентов, которые уже находятся на своем месте в основании пресс-формы 64, после чего двигают вниз крышку пресс-формы 66, с тем чтобы под действием приложенного давления все компоненты заняли предусмотренное для них положение. Если в процессе формования произойдет вытекание жидкого материала (например, смолы или другого связующего материала) наружу, то это вытекание будет иметь место ниже наружных крайних участков 72 а и 73 а. По завершении процесса формования и вынимания сформованной сборки лыжи из пресс-формы наружные крайние участки 72 а и 73 а обрезают. Далее будет сказано о некоторых других аспектах способа по предлагаемому изобретению. Температура, при которой имеет место связывание воедино компонентов заготовочной сборки колпака 12 а, достаточно высока, так что связующие полоски 22 становятся достаточно клейкими, и обеспечивается их прилипание к обоим компонентам (то есть, к верхнему металлическому листу 18 а и к боковым элементам 20 а). Температура, при которой выполненная из термопластичного материала связующая полоска 22 становится достаточно клейкой для того,чтобы было обеспечено связывание верхнего металлического листа 18 а, боковых элементов 20 а и связующих полосок 22 а, выше, чем температура, до которой нагревают на заключительном этапе формования всю заготовочную сборку, показанную на фиг. 2. Кроме того, должно быть понятно, что, хотя в качестве материала для связующих полосок 22 желательно использовать термопластичный материал, в качестве такого материала можно было бы использовать также термореактивный полимерный материал (или какой-либо другой материал), снабженный обладающей адгезивными свойствами поверхностью, способной прилипать как к верхнему металлическому листу 18 а, так и к боковым элементам 20 а. Проведенные заявителем на данный момент исследования не выявили такого термопластичного адгезивного материала, который заявитель счел бы оптимальным для данного конкретного применения, но заявитель исходит из того, что имеются доступные и надежные термопластичные адгезивные материалы, пригодные для использования в качестве материала для связующих полосок 22. Кроме того, термопластичный материал, из которого выполнены связующие полоски 22,должен обладать при температуре прилипания связующих полосок 22 к соответствующим компонентам лыжи достаточно высокой вязкостью, то есть, он не должен при этой температуре быть жидким, с тем чтобы было предотвращено его протекание через стыки между боко 17 выми краями 36 верхнего металлического листа 18 и соответствующими верхними внутренними краями 38 бокового элемента 20. Ряд преимуществ обеспечивается при использовании верхнего металлического листа 18 в сочетании с боковыми элементами 20, выполненными из материала, не являющегося металлом, например из полимерного материала. Как указывалось выше, верхний металлический лист 18 функционально явно служит как конструкционный элемент. Он имеет высокое отношение прочность/масса, а также увеличивает сопротивление лыжи скручиванию. Кроме того, данная конкретная конструкция, при которой наружные края верхнего металлического листа 18 находятся на расстоянии от нижнего края, дает преимущество в процессе изготовления лыж. Дело в том, что довольно трудно выдерживать допуски для края металлического листа в строгих пределах, особенно когда на металлическом листе имеется изгиб. При использовании выполненных из полимерного материала боковых элементов 20 проблема допусков становится в значительной степени менее острой. Использование в качестве материала для боковых элементов 20 полимера или другого подобного рода материала дает еще одно преимущество. Если лыжа испытывает удар (например, когда крайний элемент 28 натыкается на камень), выполненный из полимерного материала боковой элемент 20 поглощает энергию удара и не отслаивается от деревянного сердечника 14. Следует заметить, что при той последовательности, когда сначала осуществляют формование заготовочной сборки колпака 12 а, а затем ее размещают в окончательной заготовочной сборке, на этапе заключительного формования предварительно сформованная заготовочная сборка колпака 12 а служит как узел, непроницаемый для жидкости, с помощью которого в окончательной сборке, показанной на фиг. 2,осуществлено охватывание остальных компонентов лыжи с оставлением в качестве выходных каналов двух швов, образованных на самых нижних крайних участках окончательной заготовочной сборки на нижних горизонтальных частях 50 боковых элементов 20. Кроме того,как можно видеть на заготовочной сборке, показанной на фиг. 2, смола (или, возможно, другой жидкий материал, если таковой имеется), выдавливаемая из заготовочной сборки, обязательно стекает под наружный крайний участок 73 а бокового элемента 20, так что этот жидкий материал не входит в контакт с лыжей. На фиг. 4 проиллюстрирован второй вариант осуществления предлагаемого изобретения. Компоненты лыжи по второму варианту осуществления предлагаемого изобретения, сходные с компонентами лыжи по первому варианту осуществления предлагаемого изобретения, обозначены теми же числовыми позициями с при 004889 18 данием им буквы b, указывающей на принадлежность компонента ко второму варианту. Как можно видеть на фиг. 4, имеется верхний металлический лист 18b и два боковых элемента 20b. Крайний участок 74 верхнего металлического листа 18b искривлен книзу, и в поперечном сечении его торцевая поверхность образует в месте стыка с торцевой поверхностью бокового элемента 20b линию соединения 76, при этом боковой элемент 20b в месте соединения является плоским. Такая конфигурация верхнего металлического листа 18b придает лыже большее сопротивление скручиванию. Этот искривленный крайний участок 74 верхнего металлического листа 18b может быть получен путем гидравлического формования или с помощью других формовочных операций, связанных с приложением давления к металлу. На фиг. 5 А и 5 В проиллюстрирован третий вариант осуществления предлагаемого изобретения. Компоненты лыжи по третьему варианту осуществления предлагаемого изобретения,сходные с компонентами лыжи по первому и второму вариантам осуществления предлагаемого изобретения, обозначены теми же числовыми позициями с приданием им буквы с,указывающей на принадлежность компонента к третьему варианту. Верхний металлический лист 18 с подобен верхнему металлическому листу 18, однако боковые элементы 20 с отличаются от боковых элементов 20. Боковые элементы 20 с выполнены в виде слоев из термопластичного материала, имеющих внутренний участок 78, который в предварительной формовочной сборке колпака 12 а расположен под наружным крайним участком 80 верхнего металлического листа 18 с. При нагревании металлический наружный крайний участок 80 верхнего металлического листа 18 с впрессовывается во внутренний участок 78 размягчившегося бокового элемента 20 с, представляющего собой слой из термопластичного материала, который выдавливается на участке 78. При завершении формования предварительной формовочной сборки верхняя поверхность 82 верхнего металлического листа 18 с находится в одной плоскости с верхней поверхностью главного участка 84 бокового элемента 20 с. Затем предварительная формовочная сборка в каждой из этих модификаций (см. фиг. 4, 5 А и 5 В) подвергается формованию для получения окончательной конфигурации лыжи, как описывалось выше. Некоторым образом модифицированный вариант лыжи по предлагаемому изобретению будет описан со ссылками на фиг. 6, где передний концевой участок лыжи 86. Из эстетических соображений или же в целях регулирования динамических характеристик лыжи (например, для демпфирования вибраций) может оказаться желательным создание выреза в верхнем металлическом листе 18. На фиг. 6 показан вырез 88 в верхнем металлическом листе 18 в месте, при 19 ходящемся на передний концевой участок лыжи. На область выреза 88 (в рассматриваемом варианте он имеет круглую форму) может быть нанесена заплатка из того же материала, который использован для изготовления боковых элементов 20 (эта заплатка обозначена позицией 90), при этом связующий слой может состоять из того же материала, что и связующие полоски 22. Обозначенная позицией 91 периферия заплатки 90 расположена с охватом выреза 88, что следует понимать так, что адгезивный материал периферии 86 имеется также и под заплаткой 90. На фиг. 7 проиллюстрирован четвертый вариант осуществления предлагаемого изобретения. Компоненты лыжи по четвертому варианту осуществления предлагаемого изобретения, сходные с компонентами лыжи по предыдущим вариантам осуществления предлагаемого изобретения, или идентичные им, обозначены теми же числовыми позициями с приданием им буквы d, указывающей на принадлежность компонента к четвертому варианту. Есть три главных отличия лыжи по четвертому варианту осуществления предлагаемого изобретения от лыжи по первому варианту осуществления предлагаемого изобретения. Первое отличие состоит в том, что конфигурация компонентов у верхнего наружного крайнего участка окончательной заготовочной сборки и у сформованной лыжи модифицирована относительно конфигурации, показанной на фиг. 1. Второе отличие состоит в том, что связующие полоски 22d расположены таким образом, что имеет место простирание каждой связующей полоски 22d полностью вниз по внутренней поверхности соответствующего бокового элемента 20d и до самого наружного крайнего участка заготовочной сборки, так что имеет место ее простирание между наружными крайними участками 73 а и 72 а,как показано на фиг. 2. Третье отличие состоит в том, что наружный край нижнего металлического листа 26d кончается в непосредственной близости к внутреннему краю 57d крайнего элемента 28d. Теперь рассмотрим основное отличие четвертого варианта от первого, о котором сказано в предыдущем абзаце. Следует заметить, что верхний металлический лист 18d имеет вдоль своего продольного направления изгиб 94d,прилегающий к наружному крайнему участку 95d срединной плоской части верхнего металлического листа 18d. Непосредственно за изгибом 94d вовне расположен плоский наружный участок 96d верхнего металлического листа 18d,который заканчивается в месте стыка бокового края 36d верхнего металлического листа 18d и края 38d бокового элемента 20d. От этого места стыка бокового края 36d верхнего металлического листа 18d и края 38d бокового элемента 20d в виде плоского участка 98d начинается боковой элемент 20d, при этом плоский участок 20 98d берет начало от края 38d бокового элемента 20d и имеет вдоль своего продольного направления изгиб 100d, за которым следует расположенный с простиранием вниз плоский участок 102d. Нижний конец упомянутого плоского участка 102d переходит в наружный крайний участок 46d, который практически идентичен нижнему боковому крайнему участку 46 в первом варианте осуществления предлагаемого изобретения. Другое отличие лыжи по четвертому варианту осуществления предлагаемого изобретения от лыжи по первому варианту осуществления предлагаемого изобретения, как говорилось выше, состоит в том, что связующие полоски 22d расположены таким образом, что имеет место простирание каждой связующей полоски 22d полностью из-под наружного крайнего участка верхнего металлического листа 18d все время вниз вдоль боковой стороны лыжи, а затем в боковом направлении вовне, как показано на фиг. 7. Таким образом, связующая полоска 22d просто следует по контуру наружного крайнего участка 95d срединной плоской части верхнего металлического листа 18d, прилегающего к этому участку изгиба 94d и расположенного за этим изгибом плоского наружного участка 96d верхнего металлического листа 18d, и из этого следуют контуры относящихся к боковому элементу 20d плоского участка 98d, изгиба 100d, плоского участка 102d и наружного крайнего участка 46d. Как указывалось выше, третье отличие лыжи по четвертому варианту осуществления предлагаемого изобретения от лыжи по первому варианту осуществления предлагаемого изобретения состоит в том, что в четвертом варианте нижний металлический лист 26d заканчивается в более глубоком внутреннем положении, чем в первом варианте. А именно, наружный боковой край 106d каждой боковой стороны нижнего металлического листа 26d заканчивается в непосредственной близости к обращенному внутрь торцу 108d внутреннего отгиба 57d крайнего элемента 28d. Внутренний отгиб 57d крайнего элемента 28d, как правило, имеет больший размер по толщине, чем нижний металлический лист 26d,поэтому в рассматриваемом предпочтительном варианте осуществления предлагаемого изобретения предусмотрен заполняющий слой 110d,расположенный сразу над нижним металлическим листом 26d таким образом, что верхняя поверхность 112d внутреннего отгиба 57d крайнего элемента 28d находится в одной плоскости с верхней поверхностью 114d заполняющего слоя 110d. Этот заполняющий слой 110d может состоять из пористого, тканого или нетканого полимерного материала, пропитанного смолой. Это пропитывание может быть выполнено предварительно, и в этом случае произошло бы размягчение и связывание, или же в процессе 21 изготовления мог быть нанесен медный слой,который был бы связывающим. Кроме того, внутренние отгибы 57d выполненных из стали крайних элементов 28d могли бы быть прикреплены своей верхней поверхностью 112d к деревянному сердечнику 14. Это могло бы быть осуществлено с помощью подходящего адгезивного или связующего вещества, нанесенного перед загрузкой в прессформу. Кроме того, возможно также размещение между внутренними отгибами 57d выполненных из стали крайних элементов 28d и деревянным сердечником 14 другого материала, например, слоя резины или стекловолокна. Для изготовления лыжи, иллюстрируемой на фиг. 7, способ по предлагаемому изобретению должен быть применен в несколько модифицированном варианте по сравнению со способом изготовления лыжи по первому варианту осуществления предлагаемого изобретения. А именно, начальная операция предварительного формования, описанная выше со ссылками на фиг. 3, должна быть модифицирована и стать двухстадийной. Первая стадия этой операции состоит в формовании заготовки, практически идентичной той, что описывалась ранее со ссылками на фиг. 3. Таким образом, верхний металлический лист 18d, боковые элементы 20d и связующие полоски 22d образуют сборку, практически идентичную той, которая показана на фиг. 3. Однако,так как связующие полоски 22d расположены с простиранием дальше вовне, наружный край каждой связующей полоски 22d достигает соответствующего наружного края 60 а крайних элементов 20 а, как показано на фиг. 3. После нагревания и приложения к заготовочному наслоению давления с помощью тигельного пресса связанная предварительная сборка подвергается операции гидроформинга,при которой верхняя секция пресс-формы движется вниз и вступает в контакт с верхней поверхностью связанной предварительной сборки,в результате чего имеет место деформирование наружных крайних участков верхнего металлического листа 18d с образованием изгиба 94d и наружного плоского участка 96d. Боковые элементы 20d также подвергаются деформированию с отгибанием их вниз. В одном из предпочтительных вариантов осуществления предлагаемого изобретения наружный плоский участок 96d образует с главным горизонтальным участком верхнего металлического листа 18d угол,равный приблизительно одной трети прямого угла. Затем связанная заготовка с изогнутыми участками верхнего металлического листа 18d подается на стадию окончательной сборки, и при выполнении операции окончательного формования расположенные с простиранием вовне боковые элементы 20d прижимаются вниз к боковым поверхностям сердечника 14d. 22 В других отношениях процесс изготовления лыжи по четвертому варианту осуществления предлагаемого изобретения практически не отличается от описанного ранее, и в результате операции заключительного формования получается лыжа как конечный продукт. Было установлено, что описанная выше стадия гидроформинга может быть осуществлена более эффективно, если между более мягким гидроформинговым материалом и верхней поверхностью предварительной сборки поместить слой нейлона толщиной приблизительно 3 мм(приблизительно одна восьмая дюйма). Это способствует надлежащей формовке и предотвращению возможных разрывов в местах соединений верхнего металлического листа 18d и боковых элементов 20d. Еще один аспект предлагаемого изобретения состоит в том, что связующие полоски 22d для улучшения их рабочих характеристик могут быть изготовлены специальным способом. А именно, связующая полоска 22/22d как в первом, так и во втором варианте осуществления предлагаемого изобретения может быть изготовлена таким образом, чтобы у нее была наружная поверхность (то есть, поверхность, обращенная к боковым элементам 20 и к верхнему металлическому листу 18), и образующий эту поверхность слой выполнен из материала, способного к хорошему связыванию как со сталью,так и с полиамидом (материал, из которого выполнены боковые элементы 20). Толщина этого внешнего слоя может составлять, например,0,254 мм (0,01 дюйма). Кроме того, имеется внутренний слой из термопластичного материала, способный к хорошему связыванию с системой эпоксидных смол, используемых при окончательном формовании лыж. Такая система смол поставляется на рынок швейцарской компанией Сарна (Sarna). Толщина этого слоя также может составлять 0,254 мм (0,01 дюйма) или меньше. Средний участок связующей полоски 22/22d может быть выполнен из термопластичного материала, описанного выше. Еще одна особенность предлагаемого изобретения состоит в том, что с помощью традиционных технологий боковые участки лыжи могут быть снабжены эстетическими элементами. Например, эстетическими элементами может быть снабжен участок связующей полоски 22/22d, о котором было сказано выше, это может быть, например, декоративный узор, выполненный из тканого стекловолокна, из тканого стекловолокна с металлическими элементами, из ткани с печатными элементами и т.п. В этом случае боковые элементы 20/20d должны быть прозрачными. Еще одна возможность придания эстетических признаков состоит в нанесении с помощью традиционных технологий печатного узора на боковые элементы 20/20d,выполненные из полиамида. Кроме того, с помощью технологий, которые хорошо известны в 23 соответствующей отрасли техники, декоративный узор может быть введен в сам материал боковых элементов 20/20d. Среднему специалисту соответствующего профиля должно быть понятно, что предлагаемое изобретение допускает множество различных модификаций без выхода за пределы его объема притязаний. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления лыжи, имеющей продольную ось от передней части до задней части, верхний и нижний участки поверхности и боковые участки поверхности, при этом лыжа включает также расположенный в направлении продольной оси главный каркас, включающий компоненты главного каркаса лыжи, и расположенную в направлении продольной оси секцию колпака на верхнем и боковых участках поверхности лыжи, включающий следующие стадии:a) изготовление заготовочной секции колпака, имеющей срединный участок заготовочной секции колпака и боковые участки заготовочной секции колпака, при этом заготовочная секция колпака включаетi) удлиненный металлический лист, выполненный преимущественно из металла и имеющий верхнюю и нижнюю поверхности и участки боковых краев,ii) два боковых элемента, выполненных преимущественно не из металла, каждый из которых имеет верхнюю и нижнюю поверхности и внутренние и наружные крайние участки, при этом внутренние крайние участки этих боковых элементов расположены непосредственно рядом с боковыми крайними участками металлического листа в местах их соединения,iii) два связующих участка, каждый из которых расположен у соответствующего места соединения и выполнен с возможностью связывания соответствующего бокового элемента с прилегающим боковым крайним участком металлического листа;b) расположение компонентов заготовки главного каркаса, соответствующих компонентам главного каркаса лыжи, в пресс-форме в качестве заготовочной сборки главного каркаса лыжи с участками верхней, нижней и боковых поверхностей и с участками нижних боковых краев;c) расположение заготовочной секции колпака над заготовочной сборкой главного каркаса лыжи таким образом, чтобы металлический лист был расположен над верхней поверхностью заготовочной сборки главного каркаса лыжи;d) прижимание срединного участка заготовочной секции колпака вниз к верхней поверхности заготовочной сборки главного каркаса лыжи и прижимание боковых участков заготовочной секции колпака к боковым поверхностям заготовочной сборки главного каркаса лыжи с 24 образованием связанной сборки и нагревание для обеспечения связывания заготовочной секции колпака и заготовочной сборки главного каркаса лыжи с образованием связанной конструкции лыжи. 2. Способ по п.1, в котором для прижимания заготовочной сборки колпака вниз к заготовочной сборке главного каркаса лыжи прижимают вниз верхнюю секцию пресс-формы. 3. Способ по п.2, в котором в связываемой сборке наружные крайние участки заготовочной секции колпака расположены с простиранием вовне ниже нижних крайних участков верхней секции пресс-формы с образованием крайних уплотнений с целью обеспечения удержания жидкого материала в заготовочной сборке главного каркаса лыжи. 4. Способ по п.1, в котором в число компонентов заготовочной сборки главного каркаса лыжи входит нижний металлический лист, выполненный преимущественно из металла. 5. Способ по п.4, в котором заготовочная сборка главного каркаса лыжи содержит сердечник, а нижний металлический лист расположен под этим сердечником. 6. Способ по п.5, в котором заготовочная сборка главного каркаса лыжи дополнительно содержит выполненные из металла нижние боковые крайние элементы, снабженные расположенными с простиранием к середине лыжи отгибами, имеющими внутренние крайние поверхности, расположенные с непосредственным прилеганием к наружным крайним поверхностям нижнего металлического листа. 7. Способ по п.4, в котором заготовочная сборка главного каркаса лыжи дополнительно содержит выполненные из металла нижние боковые крайние элементы, снабженные расположенными с простиранием вовнутрь лыжи отогнутыми участками, при этом наружные крайние участки нижнего металлического листа и направленные к середине лыжи отогнутые участки боковых элементов расположены внахлест. 8. Способ по п.4, в котором наружные крайние участки заготовочной сборки колпака расположены с простиранием за пределы полученных нижних боковых краев лыжи, при этом способ дополнительно включает обрезку назад наружных участков заготовочной сборки колпака в процессе изготовления лыжи. 9. Способ по п.1, в котором связующие участки выполняют в виде конечных краевых участков соответствующих боковых элементов,причем боковые элементы выполняют из термопластичного материала, при этом прилегающий крайний участок металлического листа прижимают к крайнему участку соответствующего бокового элемента таким образом, что обеспечивают образование связи между боковым элементом и металлическим листом. 10. Способ по п.1, в котором каждый из двух связующих участков содержит связующую 25 полоску, имеющую верхнюю связующую поверхность, при этом заготовочную секцию колпака получают путем подготовки заготовочной сборки колпака, содержащей металлический лист, причем боковые элементы и связующую полоску располагают внахлест, а для обеспечения связывания связующих полосок с металлическим листом и боковыми элементами с целью получения заготовочной секции колпака применяют нагревание. 11. Способ по п.10, в котором связующие полоски выполнены из термопластичного материала, при этом связываемую сборку подвергают сжиманию и нагреванию до температуры,достаточно высокой для того, чтобы связующие полоски проявили свои адгезивные свойства,для обеспечения после остывания соединения связующих полосок с прилегающими к ним поверхностями соответствующего бокового элемента и металлического листа. 12. Способ по п.11, в котором металлический лист и два боковых элемента располагают со стыковым прилеганием их краев, а выполненные из термопластичного материала связующие полоски нагревают до достаточно высокой температуры для создания связи, при этом термопластичные связующие полоски при температуре образования связи обладают достаточно высокой вязкостью, для исключения протекания в месте стыкового прилегания краев металлического листа и боковых элементов. 13. Способ по п.9, в котором связующие полоски располагают с простиранием вниз вдоль участков боковых поверхностей соответствующих боковых элементов до соответствующих нижних боковых крайних участков заготовочной сборки главного каркаса. 14. Способ по п.9, в котором каждая связующая полоска имеет наружный поверхностный участок, выполненный из материала, способного легко соединяться с металлическим материалом, из которого выполнен верхний металлический лист, а также с полимерным материалом, из которого выполнен соответствующий боковой элемент, и внутренний поверхностный материал, приспособленный к связыванию с системой смол, использованной в заготовочной сборке главного каркаса лыжи. 15. Способ по п.1, в котором металлический лист имеет два боковых края, расположенных со стыковым прилеганием их поверхностей к боковым крайним участкам боковых элементов. 16. Способ по п.15, в котором верхний металлический лист выполнен полностью плоским и расположен у верхней поверхности лыжи. 17. Способ по п.15, в котором верхний металлический лист имеет боковые краевые участки, расположенные с простиранием вовне и вниз над верхней частью бокового участка заготовочной сборки главного каркаса лыжи. 18. Способ по п.17, в котором наружные крайние участки металлического листа в месте, 004889 26 отстоящем от наружного крайнего участка к средней линии металлического листа, выполнены с изгибом, а наружная часть наружного крайнего участка выполнена практически плоской. 19. Способ по п.17, в котором после связывания металлического листа с двумя боковыми элементами получившуюся заготовочную секцию колпака подвергают операции гидроформинга для изгибания наружных участков верхнего металлического листа вниз, после чего заготовочную секцию колпака помещают на заготовочную сборку главного каркаса лыжи для прижимания вниз к заготовочной сборке главного каркаса лыжи. 20. Лыжа, изготовленная способом по п.1. 21. Лыжа, имеющая продольную ось от передней части до задней части, верхний и нижний участки поверхности и боковые участки поверхности, включающаяa) секцию колпака, имеющую срединный участок колпака и боковые участки колпака, при этом секция колпака дополнительно включаетi) удлиненный металлический лист, выполненный преимущественно из металла и имеющий верхнюю и нижнюю поверхности и участки боковых краев и составляющий по меньшей мере часть нижнего участка колпака,ii) два боковых элемента, выполненные преимущественно не из металла, каждый из которых имеет верхнюю и нижнюю поверхности и внутренние и наружные крайние участки, при этом внутренние крайние участки этих боковых элементов расположены непосредственно рядом с боковыми крайними участками металлического листа в местах их соединения,iii) две связующих полоски, каждая из которых расположена у соответствующего места соединения и выполнена с возможностью соединения соответствующего бокового элемента с прилегающим боковым крайним участком металлического листа,iv) при этом металлический лист, два боковых элемента и две связующих полоски соединены вместе с образованием герметичной конфигурации колпака;b) ориентированную вдоль продольной оси секцию главного каркаса, содержащую сердечник, элемент нижней поверхности, нижний стальной лист, расположенный между сердечником и элементом нижней поверхности, и два крайних элемента по бокам, которые являются боковыми элементами, при этом сердечник,элемент нижней поверхности, нижний металлический лист и два боковых элемента связаны между собой и соединены с секцией колпака с помощью системы смол;c) лыжа характеризуется тем, что секция главного каркаса с системой смол вложена в секцию колпака, при этом нижними крайними участками боковых элементов секции колпака образованы уплотнения у нижних крайних участков секции главного каркаса.
МПК / Метки
МПК: A63C 5/14
Метки: лыжа, способ, изготовления
Код ссылки
<a href="https://eas.patents.su/15-4889-lyzha-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Лыжа и способ ее изготовления</a>
Самоэкструдирующаяся сборка втулки и способ ее изготовления
Номер патента: 2942
Опубликовано: 31.10.2002
Автор: Бин Уильям С.
МПК: F16B 19/02, B23P 11/02
Метки: сборка, способ, изготовления, самоэкструдирующаяся, втулки
Формула / Реферат:
1. Способ установки втулки в металлический элемент, включающий в себя использование металлического элемента, имеющего первую и вторую противоположные поверхности с толщиной между указанными поверхностями, которая является относительно небольшой в сравнении с площадью указанных поверхностей, и формирование отверстия для ввода втулки в указанном металлическом элементе, причем указанное отверстие имеет кольцевой участок кромки, окружающий указанное...
Способ изготовления повторно закрываемого пакета
Номер патента: 3007
Опубликовано: 26.12.2002
Автор: Холловэй Стефен Джон
МПК: B31B 19/90, B65B 61/18
Метки: закрываемого, повторно, изготовления, способ, пакета
Формула / Реферат:
1. Способ изготовления повторно закрываемых заполненных пакетов, предусматривающий стадии: сгибания через часть его исходной ширины некоторого участка термопластикового листа для получения согнутого листа, имеющего сложенный участок, проходящий по длине листа, имеющего согнутый край, причем сложенный участок продолжается через часть исходной ширины листа, и несложенный участок, продолжающийся от сложенного участка к другому краю листа;...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: изготовления, способ, ковкой, шестерни(варианты, заготовки, кованой, цельной, устройство
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ изготовления основания фильтра для обработки вод
Номер патента: 911
Опубликовано: 26.06.2000
Авторы: Перрен Дидье, Мотт Ален
МПК: B01D 24/22
Метки: изготовления, способ, обработки, фильтра, вод, основания
Формула / Реферат:
1. Способ изготовления основания фильтра для обработки вод, содержащего в резервуаре несущую конструкцию (10), состоящую из балок или колонн, опирающихся на дно резервуара (1) и поддерживающих плиту перекрытия (9), имеющую множество отверстий для размещения в них фильтровальных сит и сеток (11), причем несущую конструкцию и плиту перекрытия изготовляют отливкой бетона непосредственно на месте, в резервуаре фильтра, в опалубке, которую оставляют...
Способ изготовления горчичника, линия для его изготовления, горчичник, выполненный данным способом, и способ его упаковки

Номер патента: 1438
Опубликовано: 26.02.2001
Авторы: Агаркова Наталья Александровна, Агарков Александр Михайлович
МПК: A61J 3/00, A61J 1/00, A61K 9/14...
Метки: горчичника, выполненный, изготовления, способом, горчичник, данным, линия, упаковки, способ
Формула / Реферат:
1. Способ изготовления горчичников путем дозированного нанесения горчичного порошка на основу и формирования горчичников путем склеивания верхнего и нижнего слоев основы термопрессующим устройством, отличающийся тем, что горчичный порошок предварительно просеивают, а дозированная подача осуществляется через дозатор в виде оборотных сменных форм, представляющий собой шаблон с отверстиями. 2. Линия для изготовления горчичников из рулонного...
Предыдущий патент: Бездымный табачный продукт
Следующий патент: Настойка comarum palustre l., средства на основе comarum palustre l. и способ их получения
Случайный патент: Способ регулирования морфологии катализаторов циглера-натта