Способ изготовления двухслойного контейнера, заполненный контейнер, изготовленный этим способом, и способ утилизации данного контейнера
Формула / Реферат
1. Способ изготовления двухслойного контейнера, включающий
обеспечение наличия преформы для контейнера, состоящей из термопластичного полимера,
формование наружного слоя эластомерного покрывного материала поверх, по меньшей мере, участка преформы с формированием двухслойной преформы и
выдувное формование двухслойной преформы методом растягивающего выдувного формования, при этом сформованный покрывной материал растягивается в соответствии с преформой с получением двухслойного контейнера.
2. Способ по п.1, отличающийся тем, что двухслойный контейнер представляет собой контейнер для напитка.
3. Способ по п.1, отличающийся тем, что термопластичный полимер содержит один или несколько сложных полиэфиров.
4. Способ по п.3, отличающийся тем, что термопластичный полимер представляет собой сополимер полиэтилентерефталата (ПЭТ).
5. Способ по п.1, отличающийся тем, что покрывной материал представляет собой термопластичный эластомер.
6. Способ по п.1, отличающийся тем, что покрывной материал выбирают из группы, состоящей из полиолефиновых эластомеров, полиолефиновых пластомеров, модифицированных полиолефиновых эластомеров, модифицированных полиолефиновых пластомеров и их комбинаций.
7. Способ по п.1, отличающийся тем, что покрывной материал выбирают из группы, состоящей из акрилолефиновых сополимерных эластомеров, эластомеров, состоящих из сложных полиэфиров, и их комбинаций.
8. Способ по п.1, отличающийся тем, что покрывной материал имеет плотность менее 1,0 г/см3.
9. Способ по п.1, отличающийся тем, что покрывной материал дополнительно содержит одну или несколько добавок.
10. Способ по п.9, отличающийся тем, что одну или несколько добавок выбирают из группы, состоящей из красителей, веществ, блокирующих УФ-излучение, смазывающих веществ, агентов, понижающих трение, технологических добавок, антиоксидантов, антимикробных агентов, термостабилизаторов и их комбинаций.
11. Способ по п.1, отличающийся тем, что способ выдувного формования включает в себя предварительный нагрев двухслойной преформы, а затем растягивающее выдувное формование предварительно нагретой преформы.
12. Способ по п.1, отличающийся тем, что сформованный покрывной материал покрывает основную часть наружной поверхности двухслойного контейнера.
13. Контейнер, изготовленный посредством выдувного формования и имеющий тело контейнера, образующее наружную поверхность и внутреннее пространство, причем тело контейнера сформировано посредством выдувного формования термопластичной полимерной преформы, и сформованный наружный слой, который состоит из термопластичного эластомера, соответствующим образом растягивающегося и присоединенного с возможностью отделения посредством растягивающего выдувного формования, по меньшей мере, к участку наружной поверхности тела контейнера.
14. Контейнер по п.13, отличающийся тем, что представляет собой бутылку.
15. Контейнер по п.13, отличающийся тем, что термопластичный полимер содержит один или несколько сложных полиэфиров.
16. Контейнер по п.13, отличающийся тем, что термопластичный полимер представляет собой сополимер ПЭТ.
17. Контейнер по п.13, отличающийся тем, что сформованный наружный слой состоит из покрывного материала, выбранного из группы, состоящей из полиолефиновых эластомеров, полиолефиновых пластомеров, модифицированных полиолефиновых эластомеров, модифицированных полиолефиновых пластомеров и их комбинаций.
18. Контейнер по п.13, отличающийся тем, что сформованный наружный слой состоит из покрывного материала, выбранного из группы, состоящей из акрилолефиновых сополимерных эластомеров, эластомеров, состоящих из сложных полиэфиров, и их комбинаций.
19. Контейнер по п.13, отличающийся тем, что сформованный наружный слой состоит из покрывного материала, имеющего плотность менее 1,0 г/см3.
20. Контейнер по п.13, отличающийся тем, что сформованный наружный слой дополнительно содержит одну или несколько добавок.
21. Контейнер по п.20, отличающийся тем, что одна или несколько добавок выбраны из группы, состоящей из красителей, веществ, блокирующих УФ-излучение, смазывающих веществ, агентов, понижающих трение, технологических добавок, антиоксидантов, антимикробных агентов, термостабилизаторов и их комбинаций.
22. Контейнер по п.13, отличающийся тем, что сформованный наружный слой покрывает основную часть наружной поверхности двухслойного контейнера.
23. Контейнер по п.13, отличающийся тем, что сформованный наружный слой имеет толщину
0,1-5 мм.
24. Контейнер по п.14, отличающийся тем, что бутылка имеет цилиндрическую форму и содержит горлышко с наружной резьбой, расположенное между открытым оконечным отверстием и упорным фланцем.
25. Контейнер по п.24, отличающийся тем, что сформованный наружный слой покрывает основание и боковые стенки, а кромка сформованного наружного слоя граничит с упорным фланцем.
26. Контейнер по п.24, отличающийся тем, что сформованный наружный слой покрывает основание, боковые стенки и упорный фланец.
27. Контейнер по п.13, отличающийся тем, что сформованный наружный слой имеет твердость менее D30 по методу Шора.
28. Контейнер по п.14, отличающийся тем, что во внутреннее пространство бутылки помещен напиток.
29. Комплект упаковка-напиток, содержащий
бутылку, изготовленную посредством выдувного формования, по меньшей мере, из ПЭТ сополимера,
наружный слой, содержащий термопластичный эластомер, причем наружный слой соответствующим образом растянут и присоединен посредством растягивающего выдувного формования поверх, по меньшей мере, участка наружной поверхности бутылки, и
напиток, помещенный внутрь бутылки.
30. Комплект по п.29, отличающийся тем, что бутылка, изготовленная посредством выдувного формования, имеет основание, боковую стенку и горлышко с наружной резьбой, расположенное между открытым оконечным отверстием и упорным фланцем, а сформованный покрывной материал имеет верхнюю кромку, граничащую с упорным фланцем или расположенную ниже него.
31. Комплект по п.29, отличающийся тем, что термопластичный эластомер содержит полиолефиновый пластомер.
32. Комплект по п.29, отличающийся тем, что наружный слой выполнен отделяемым механическим путем от ПЭТ сополимера.
33. Способ утилизации двухслойного контейнера, включающий
измельчение контейнера, выполненного в соответствии с п.13, на множество кусков и
применение способа физической сепарации для отделения кусков наружного слоя от кусков тела контейнера.
34. Способ по п.33, отличающийся тем, что способ физической сепарации представляет собой способ пневматической сепарации или способ сепарации посредством погружения-всплытия.
35. Двухслойная преформа, содержащая
преформу из термопластичного полимера, пригодную для преобразования посредством выдувного формования в бутылку, имеющую основание, боковую стенку и горлышко с наружной резьбой, расположенное между открытым оконечным отверстием и упорным фланцем, и
покрывной материал, который состоит из термопластичного эластомера и сформован поверх, по меньшей мере, основания и участка боковой стенки преформы, причем сформованный покрывной материал имеет верхнюю кромку, расположенную на упорном фланце или ниже него.

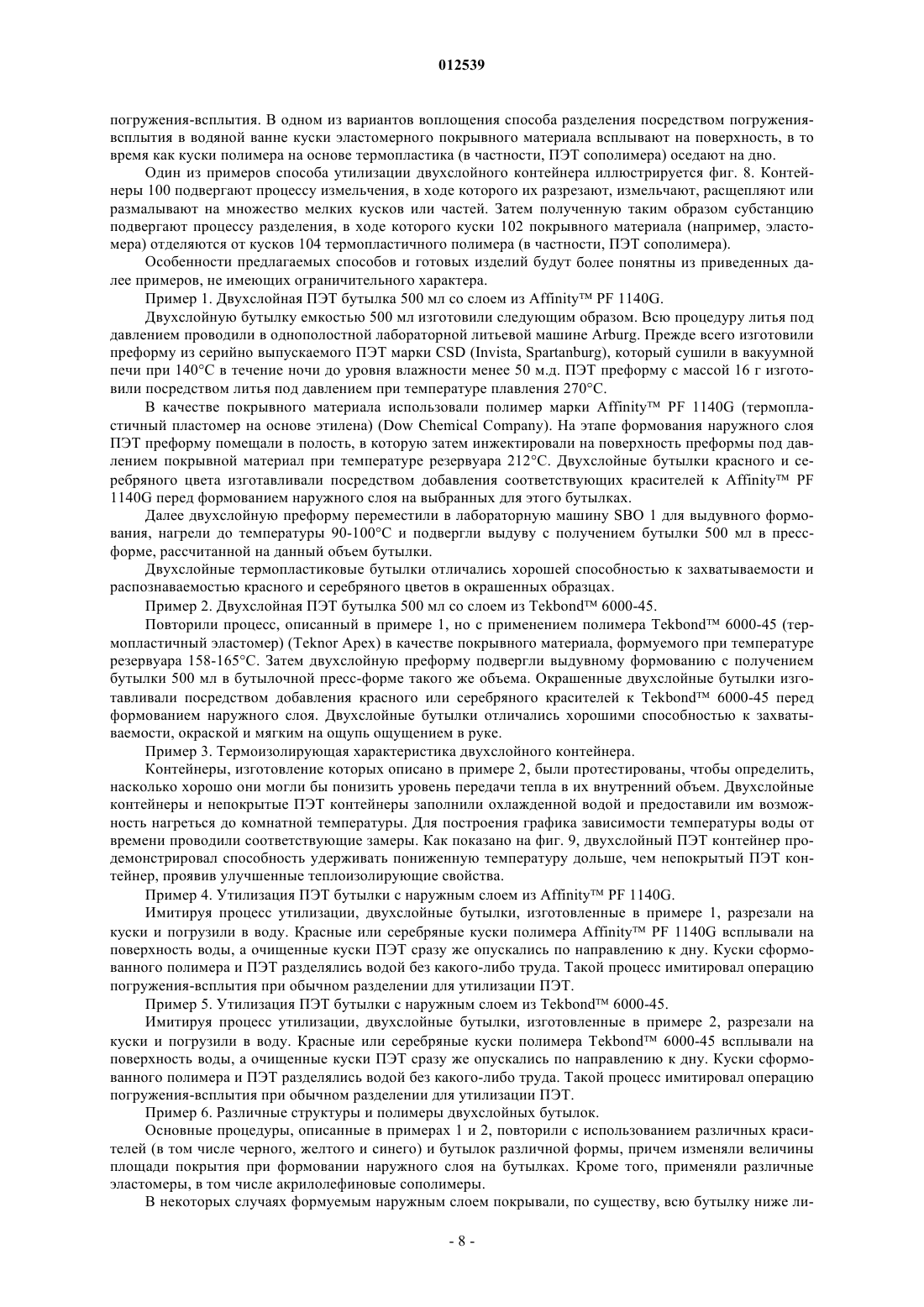
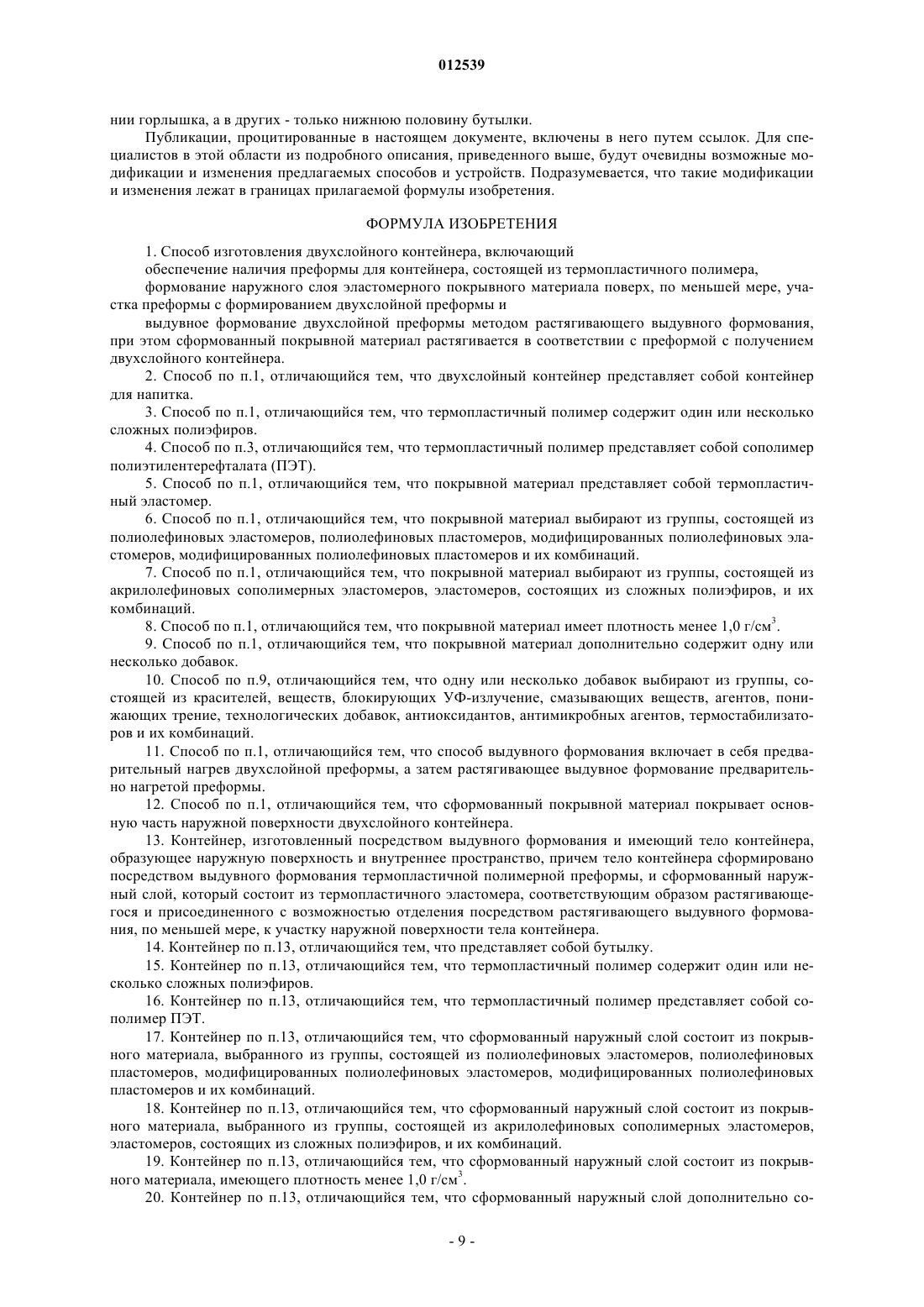
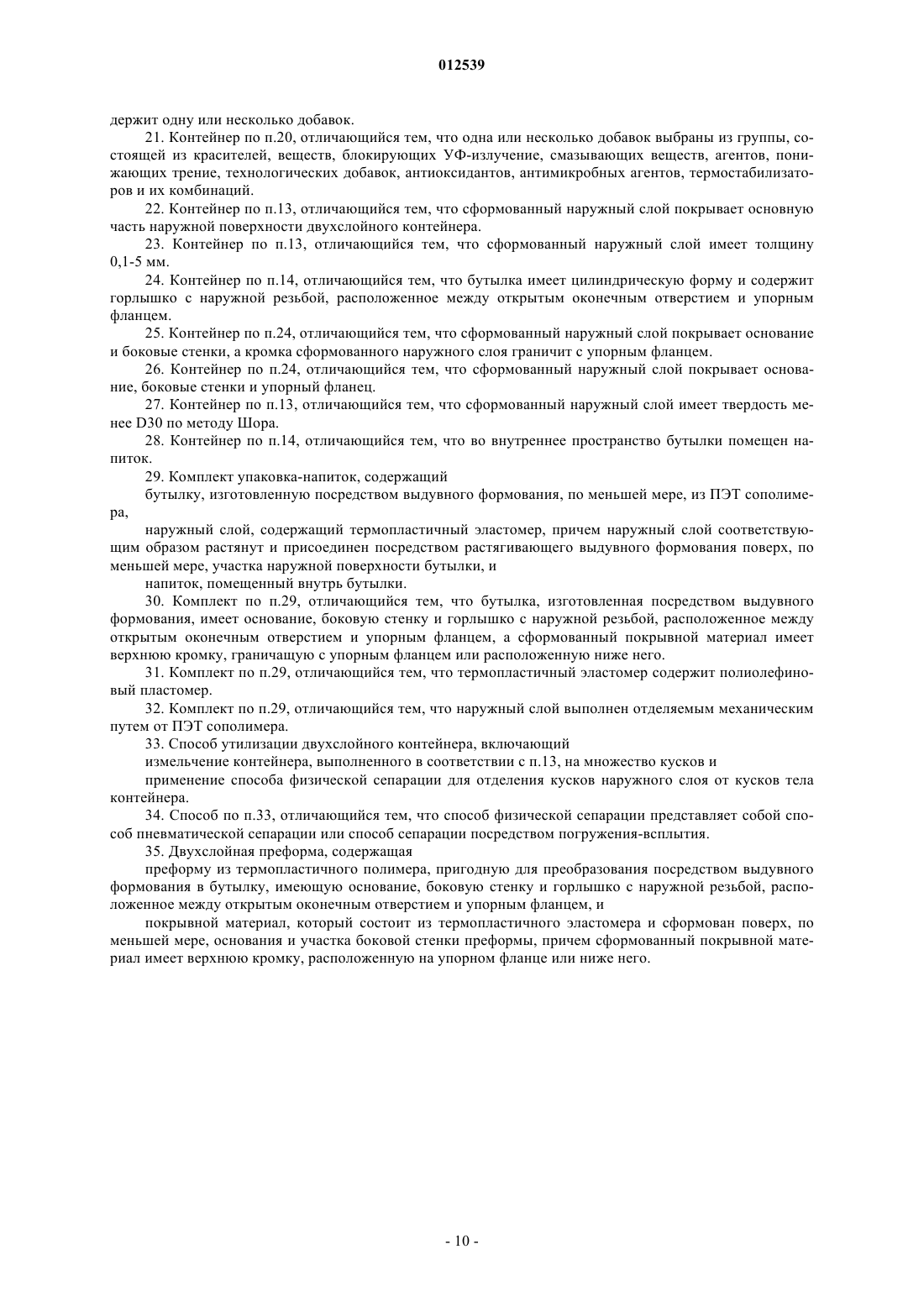
Текст
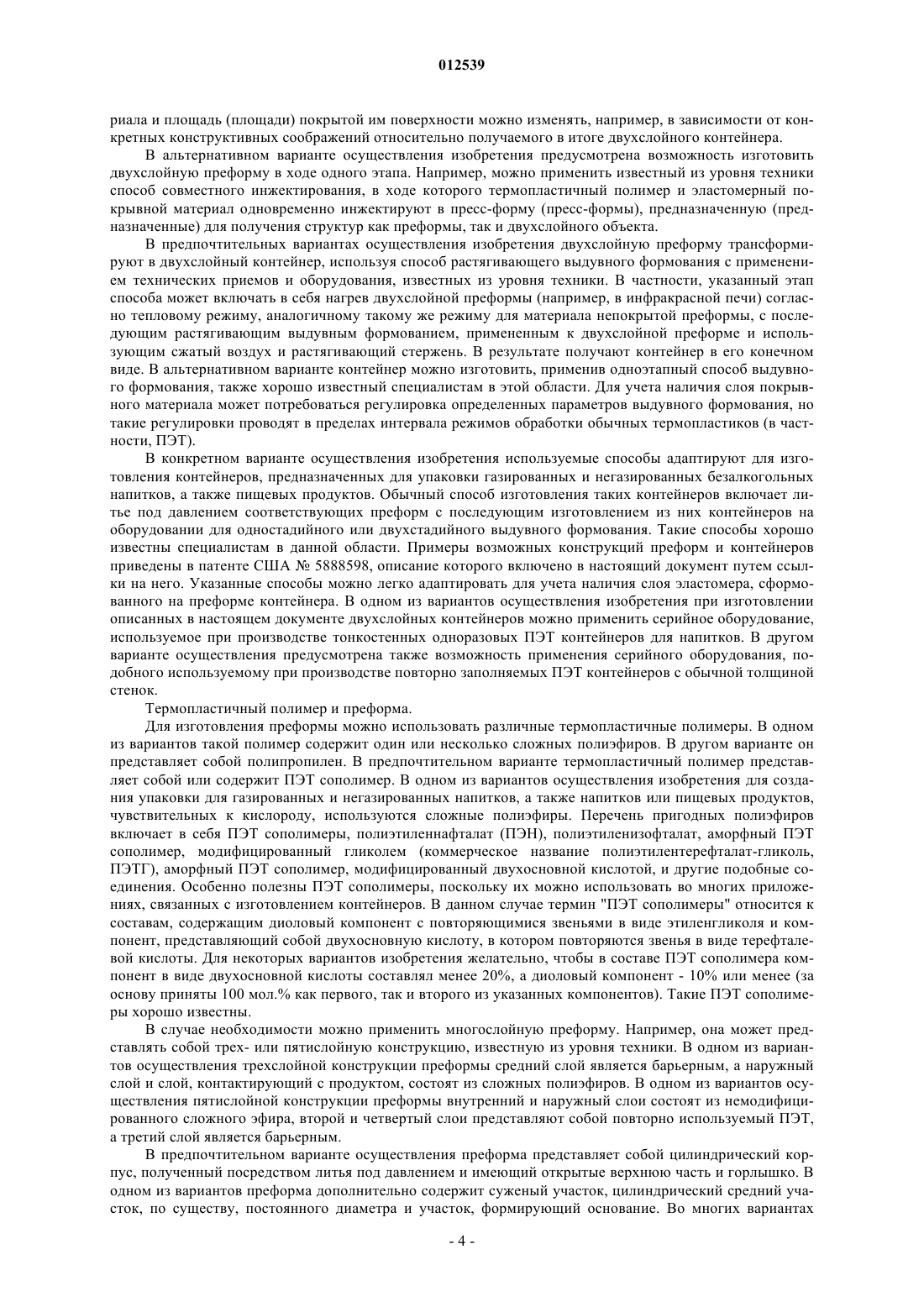
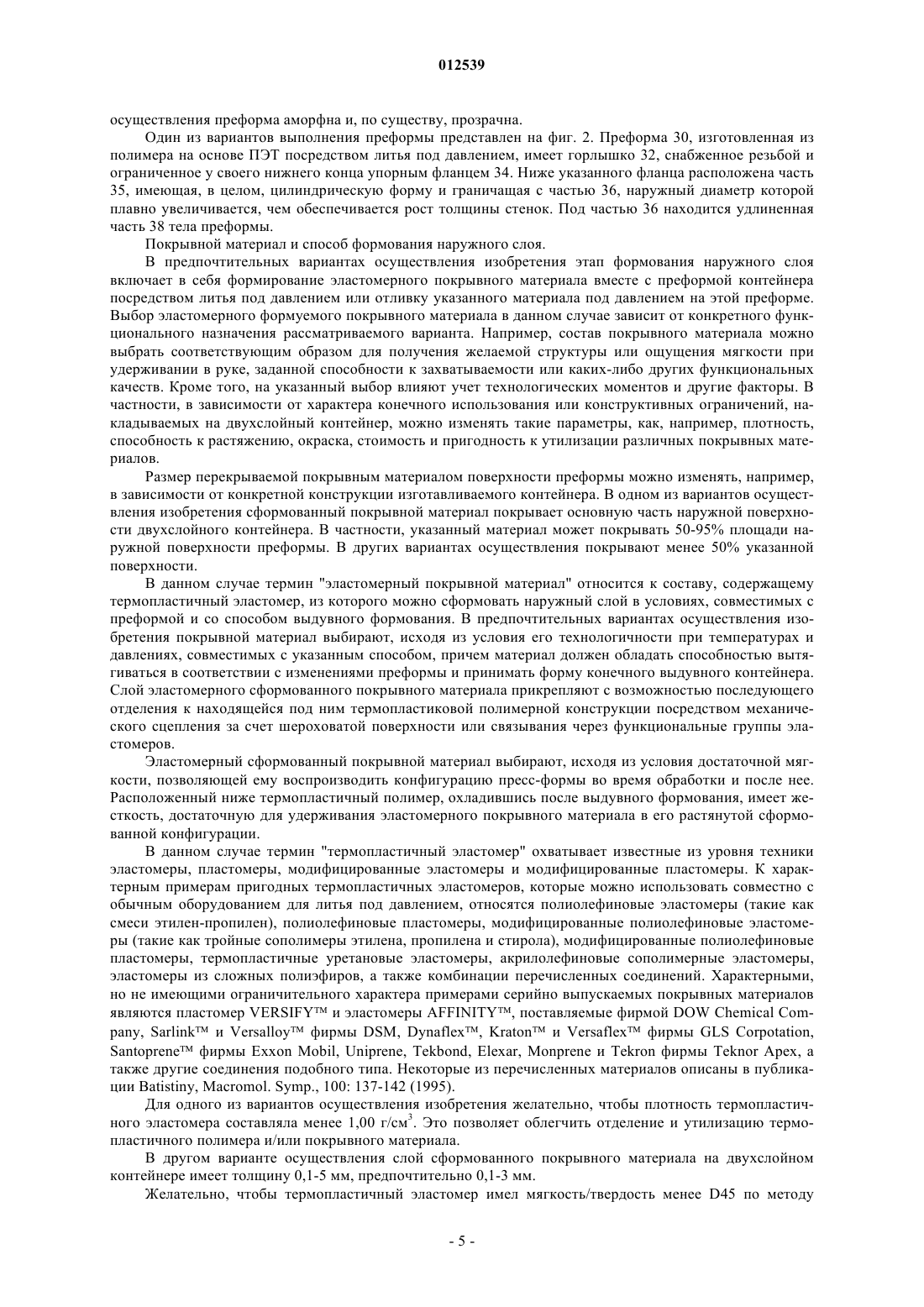
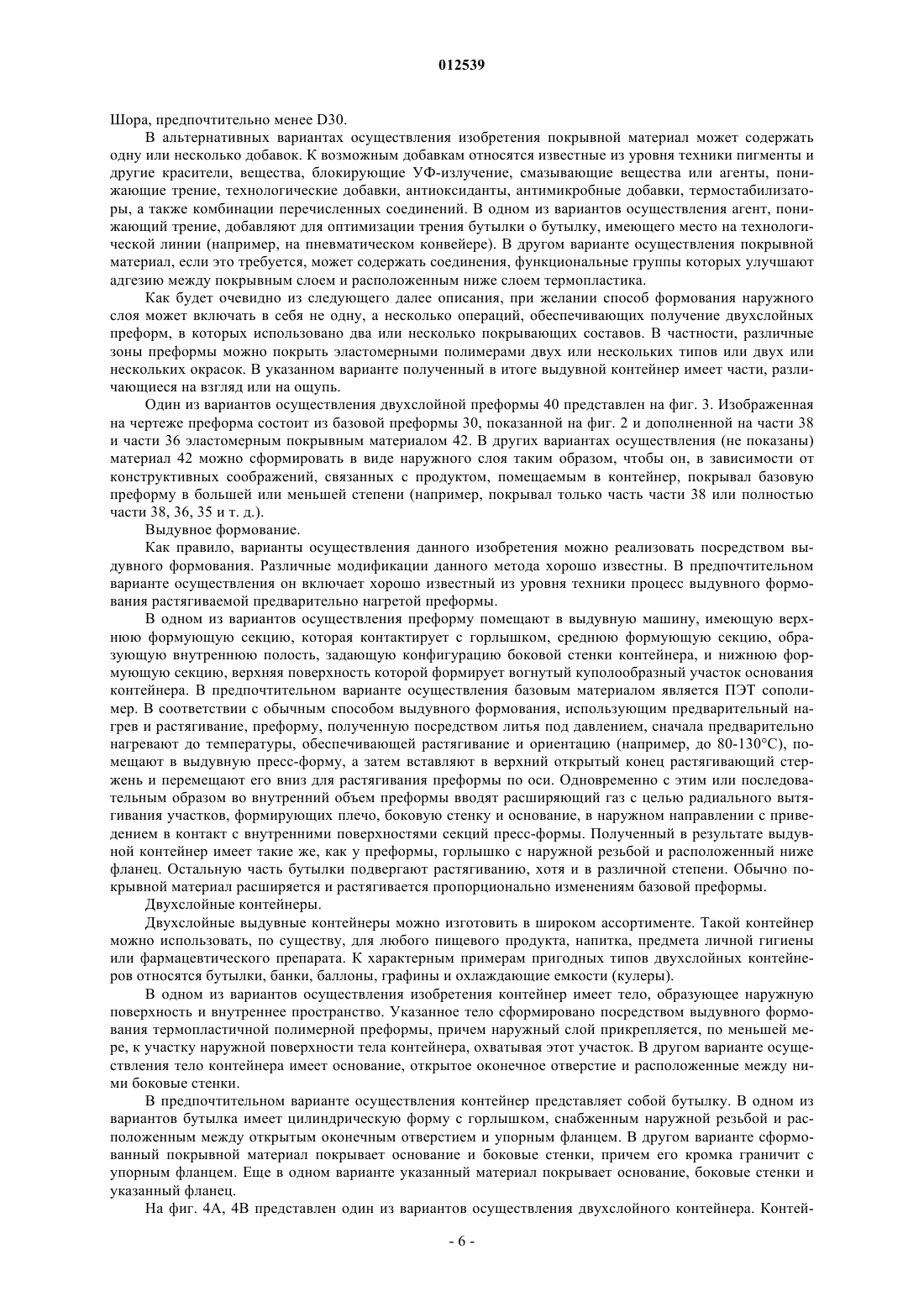
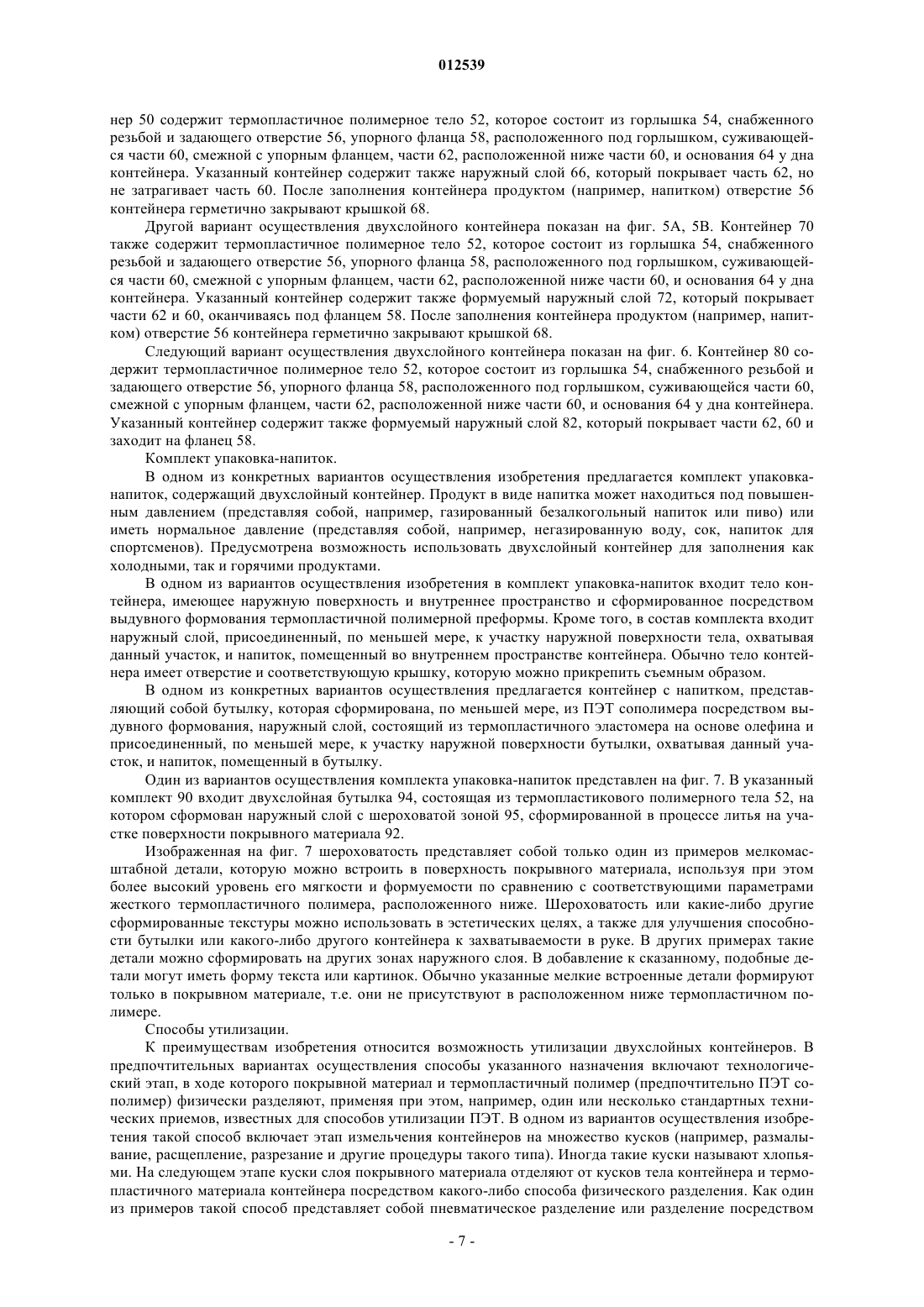
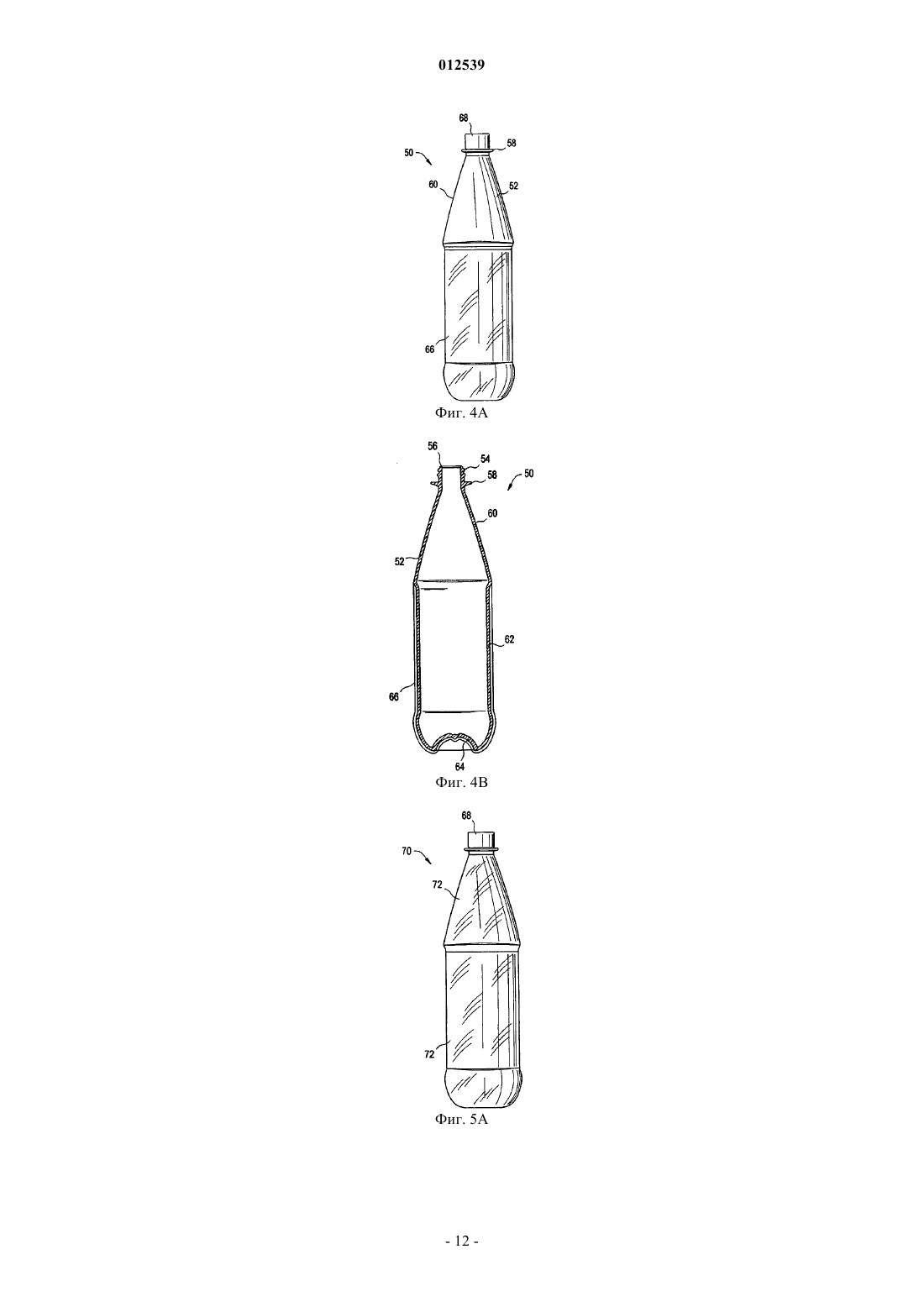
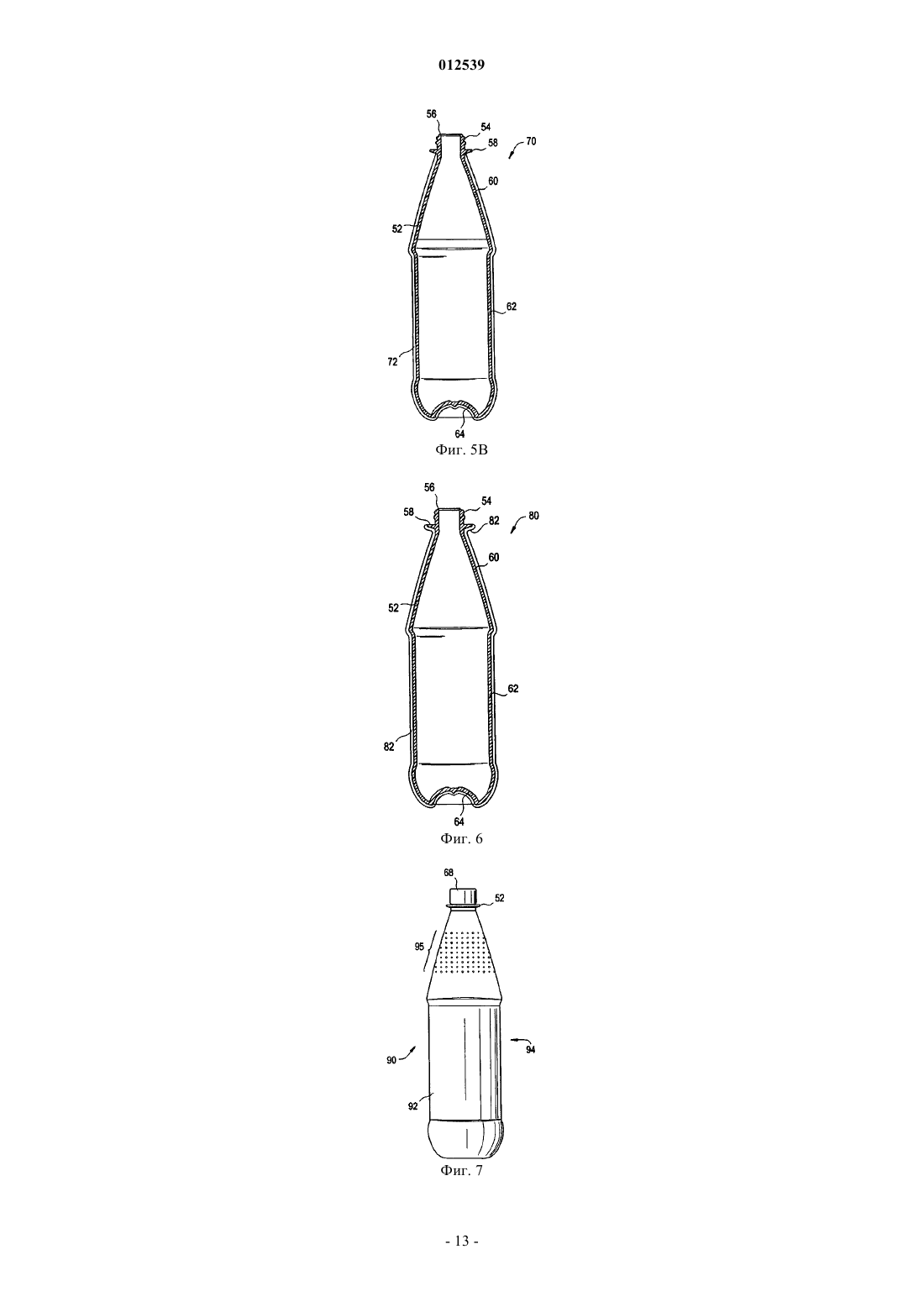
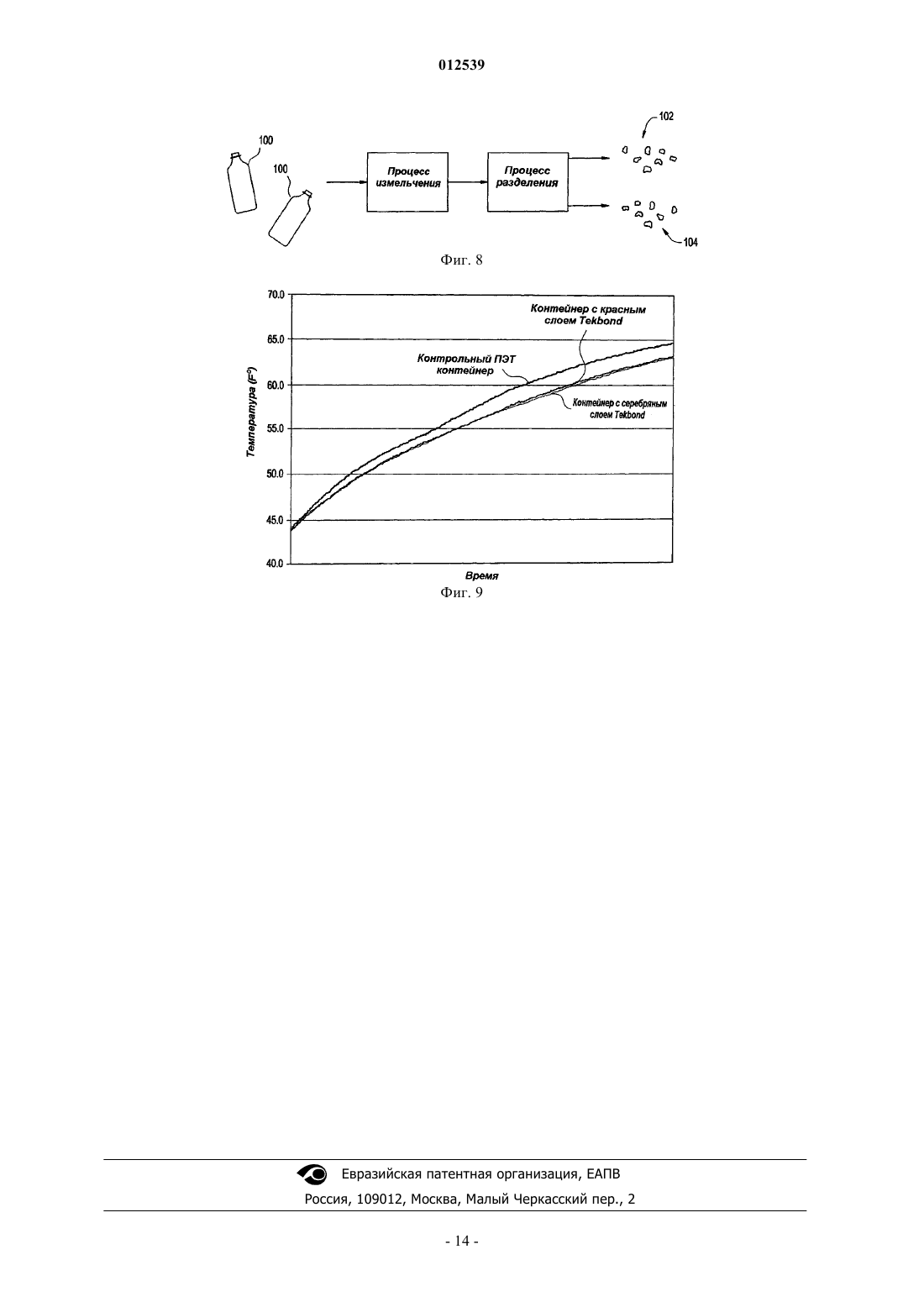
012539 Область техники, к которой относится изобретение Настоящее изобретение относится к литым или прессованным полимерным контейнерам и более конкретно к способам изготовления двухслойных контейнеров, позволяющим придать контейнеру определенные функциональные свойства, такие как текстура поверхности и удобный контакт с рукой, окраска и другие визуально воспринимаемые конструктивные параметры, термоизоляция и иные функции. Уровень техники Сложные полиэфиры на основе полиэтилентерефталата (ПЭТ) получили широкое применение в качестве материалов для контейнеров вследствие своих хороших механических и изолирующих свойств. Однако, как правило, такие контейнеры имеют твердые и гладкие поверхности, которые трудно удерживать в руке. В результате контейнер может выскользнуть из руки потребителя, что приведет к утечке его содержимого. Особенно это опасно в том случае, когда заполненный комплект "контейнер-продукт" (например, бутылка с напитком), хранившийся при низкой температуре (например, в холодильнике), извлекается для применения при комнатной температуре, поскольку при этом контейнер снаружи покрывается сконденсированной влагой. Поэтому для ПЭТ контейнеров, так же, как и для других термопластиковых полимерных емкостей такого назначения, было бы весьма желательно улучшить так называемую способность к захватываемости рукой. Особенно это относится к продуктовым контейнерам, которые часто находят применение в условиях, способствующих конденсации на внешней стороне контейнера. В данном случае термины "захватываемость" и "способность к захватываемости" характеризуют поверхность контейнера, которую можно удерживать надежно и без выскальзывания из ручного захвата. В связи с увеличением количества приложений ПЭТ в производстве напитков и товаров широкого потребления владельцы брендов вынуждены искать способы дифференциации своих продуктов, в частности, посредством инноваций в конструкции упаковок. К примерам таких инновационных конструктивных особенностей относятся использование различающихся текстур на контейнерах и окрашенные контейнеры. Хотя в концептуальном плане можно разработать много таких маркетинговых инноваций, с точки зрения изготовления, стоимости или последующего воздействия на окружающую среду, их реализация может оказаться непрактичной. Кроме того, контейнер может иметь определенные характеристики, которые делают его конструкцию непригодной в других аспектах. Например, в окрашенных контейнерах можно существенно усложнить технологию утилизации ПЭТ, поскольку от нее трудно отделить цветной компонент. Далее, для изготовления текстурированного контейнера нужна текстурированная пресс-форма. Такие устройства часто имеют очень высокую стоимость, причем после изготовления пресс-формы изменить текстуру очень сложно. Поэтому желательно, чтобы в промышленном масштабе имелась возможность дифференцировать продукт, упакованный в ПЭТ, без повреждающего воздействия на утилизируемую ПЭТ фракцию или без чрезмерного увеличения стоимости. Формование наружного слоя, или многокомпонентное формование, широко применялось в отраслях промышленности, использующих литье под давлением. Сущность указанного формования можно определить, как процесс, в ходе которого посредством литья под давлением производят готовые к использованию компоненты из двух или нескольких вязких сред на основе термопластиков. В течение многих лет такое формование применяли в кабельной промышленности; кроме того, наблюдалось повышение интереса к нему при производстве промышленных и потребительских товаров. При этом во многих приложениях мягкий на ощупь материал комбинировали с жесткими деталями. Указанные мягкие материалы обеспечивают улучшенные эстетическое восприятие, тактильные (осязательные) свойства и способность к захватываемости рукой. Наиболее широко распространенным способом комбинирования мягкого и жесткого материалов является формование наружного слоя. Посредством формования наружного мягкого материала непосредственно на жестком материале обычно создают законченную (готовую к использованию) деталь продукта. Было бы желательно разработать способ использования мягких на ощупь материалов совместно с жесткими контейнерами, например с контейнерами для напитков. Сущность изобретения Таким образом, в упаковочной промышленности имеет место потребность в создании контейнера,который легко окрашивается, имеет контролируемые функции, связанные с захватом рукой, герметизирующие функции и/или какие-либо другие желаемые свойства, причем достижение указанных конструктивных особенностей должно обеспечиваться при отсутствии или минимизации негативного влияния на процесс утилизации ПЭТ или другого термопластичного материала. Кроме того, в этой же промышленности существует потребность в создании такого контейнера посредством экономически выгодного способа. Соответственно, предлагается способ изготовления двухслойного контейнера и контейнеры, изготовленные указанным способом. Желательно, чтобы такие контейнеры могли обеспечить наличие улучшенных визуальных и тактильных характеристик, улучшенные захватываемость рукой и термоизоляцию,а также предоставляли возможность использования инновационных упаковочных конструкций. В ходе изготовления согласно предлагаемым способам контейнер приобретает указанные преимущества экономически выгодным образом, причем с минимальным воздействием или нулевым воздействием на процесс утилизации ПЭТ. В одном из аспектов изобретения предлагается способ изготовления контейнера, включающий в се-1 012539 бя следующие этапы: обеспечение наличия преформы контейнера, состоящей из термопластичного полимера, формование наружного слоя из эластомерного покрывного материала поверх, по меньшей мере,участка преформы с целью формирования двухслойной преформы и выдувное формование (выдув) двухслойной преформы с получением двухслойного контейнера. В предпочтительном варианте осуществления изготавливаемый двухслойный контейнер представляет собой контейнер для напитка. Преформу можно изготовить из различных термопластичных полимеров. В одном из вариантов осуществления такой полимер содержит один или несколько сложных полиэфиров. В предпочтительном варианте он представляет собой сополимер полиэтилентерефталата или содержит указанное соединение. Покрывной материал выбирают, исходя из технологичности его обработки при температурах и давлениях, соответствующих способу выдувного формования. Необходимо, чтобы указанный материал обладал способностью соответствующим образом растягиваться вместе с преформой, принимая в результате форму выдутого контейнера. В одном из вариантов осуществления покрывной материал содержит термопластичный эластомер. К примерам пригодных покрывных материалов относятся полиолефиновые эластомеры, полиолефиновые пластомеры, модифицированные производные указанных эластомеров и пластомеров, термопластичные уретановые эластомеры, а также комбинации перечисленных соединений. В одном из вариантов осуществления покрывной материал имеет плотность менее 1,00 г/см 3. Такая плотность позволяет облегчить утилизацию термопластичного полимера, осуществляемую, например,посредством водной процедуры погружения-всплытия. В основе указанной процедуры лежат различия плотности термопластичного полимера и покрывного материала. В альтернативных вариантах указанный материал может содержать одну или несколько добавок. К примерам таких возможных добавок относятся красители, вещества, блокирующие УФ-излучение, смазывающие вещества, агенты, понижающие трение, технологические добавки, стабилизаторы окисления(антиоксиданты), термостабилизаторы, а также комбинации перечисленных соединений. В одном из вариантов осуществления сформованный материал покрывного слоя покрывает основную часть наружной поверхности двухслойного контейнера. В другом своем аспекте изобретение обеспечивает создание выдувного контейнера. В одном из вариантов осуществления контейнер имеет тело, состоящее из наружной поверхности и внутреннего пространства. Указанное тело сформировано посредством выдувного формования термопластичной полимерной преформы, причем, по меньшей мере, к участку наружной поверхности тела присоединен наружный слой, охватывающий данный участок. В одном из вариантов осуществления изобретения контейнер представляет собой бутылку. Как один из вариантов бутылка имеет цилиндрическую форму и снабжена горлышком с наружной резьбой. Указанная резьба расположена между открытым оконечным отверстием и упорным фланцем. В одном из вариантов осуществления сформованный наружный слой состоит из формуемого покрывного материала,покрывающего основание и боковые стенки, причем кромка указанного слоя граничит с упорным фланцем. В другом варианте указанный слой покрывает основание, боковые стенки и упорный фланец. В следующем аспекте изобретения предлагается комплект упаковка-напиток. В одном из вариантов осуществления указанный комплект состоит из тела контейнера (причем оно имеет наружную поверхность и внутреннее пространство и сформировано посредством выдувного формования термопластичной полимерной преформы), формуемого наружного слоя, присоединенного, по меньшей мере, к участку наружной поверхности тела и охватывающего данный участок, и напитка, помещенного во внутреннее пространство контейнера. В одном из конкретных вариантов осуществления предлагается контейнер с напитком, представляющий собой бутылку, которая сформирована, по меньшей мере, из ПЭТ сополимера посредством выдувного формования, наружный слой состоит из этилен-альфа-олефинового полимера или каких-либо других полиолефиновых эластомеров или пластомеров, причем указанный слой присоединен, по меньшей мере, к участку наружной поверхности бутылки, охватывая данный участок, и напиток, помещенный в бутылку. В следующем своем аспекте изобретение предлагает способ утилизации двухслойного контейнера. В одном из вариантов осуществления указанный способ включает в себя этапы измельчения контейнера на множество кусков и отделения кусков слоя покрывного материала от кусков тела контейнера и термопластичного материала контейнера посредством способа физического разделения. Как один из примеров,способ физического разделения представляет собой пневматическое разделение или разделение посредством погружения-всплытия. Перечень фигур чертежей На фиг. 1 представлена схема технологического процесса для одного из вариантов осуществления способа изготовления двухслойного контейнера. На фиг. 2 в сечении представлен один из вариантов осуществления термопластичной полимерной преформы для изготовления бутылки. На фиг. 3 в сечении представлен один из вариантов осуществления двухслойной термопластичной полимерной преформы для изготовления бутылки.-2 012539 На фиг. 4 на виде спереди (фиг. 4 А) и в сечении (фиг. 4 В) представлен один из вариантов выполнения двухслойной бутылки, причем наружный слой покрывает только часть основного тела бутылки. На фиг. 5 на виде спереди (фиг. 5 А) и в сечении (фиг. 5 В) представлен один из вариантов осуществления двухслойной бутылки, причем наружный слой покрывает основное тело бутылки и граничит с нижней кромкой упорного фланца. На фиг. 6 в сечении представлен один из вариантов осуществления двухслойной бутылки, причем наружный слой покрывает основное тело бутылки и продолжается на упорный фланец. На фиг. 7 на виде спереди представлен один из вариантов осуществления изобретения, соответствующий упаковке напитка в двухслойную бутылку с точечным рисунком шероховатости на участке поверхности покрывного материала. На фиг. 8 представлена диаграмма, иллюстрирующая один из вариантов осуществления способа,применяемого для утилизации двухслойного термопластичного контейнера. На фиг. 9 представлен график (температура относительно времени), сопоставляющий термоизолирующие свойства двух модифицированных двухслойных термопластичных контейнеров и такие же свойства непокрытого ПЭТ контейнера. Сведения, подтверждающие возможность осуществления изобретения В рамках изобретения были разработаны конструкции двухслойных термопластиковых контейнеров и способы их изготовления. В предпочтительных вариантах осуществления способ по изобретению включает следующие этапы: обеспечение наличия преформы для контейнера, изготовленной из термопластичного полимера, формование эластомерного покрывного материала поверх, по меньшей мере,участка преформы с целью получения двухслойной преформы и, далее, обработка двухслойной преформы посредством выдувного формования с целью получения двухслойного контейнера (в частном случае контейнера для напитков). Предлагаемые новые способы позволяют организовать экономически выгодное производство широкого ассортимента контейнеров, имеющих наружное покрытие из мягкого на ощупь материала. Среди других преимуществ указанное производство может обеспечить улучшенные визуальные и тактильные характеристики (например, яркие расцветки, ощущение мягкого соприкосновения), инновационные упаковочные конструкции, улучшенные способность к захватываемости и/или термоизоляцию. При этом контейнеры можно с успехом использовать вторично, причем без негативного воздействия на технологию утилизации полимерного материала или на минимальном уровне такого воздействия. Одно из конкретных преимуществ заключается в том, что относительная мягкость эластомерного покрывного материала позволяет получить наружную поверхность двухслойного контейнера с мелкими деталями, т.е. сформировать небольшой по площади, но заметно выступающий рельеф поверхности. Таким образом, для контейнера обеспечивается возможность иметь, например, поверхности со сложной текстурой, а также тексты или картинки, встроенные в наружную поверхность. В более жесткие материалы, например в обычный ПЭТ сополимер, такие рельефные детали посредством выдувного формования внедрить, как правило, невозможно. За исключением случаев, специально оговоренных в данном описании, слова "содержит", "содержащий", "включает" и "включающий" используются в качестве широких терминов, не вносящих какихлибо ограничений. Способы изготовления двухслойных контейнеров. Один из вариантов предлагаемого способа представлен на фиг. 1. На указанном чертеже изображены этапы способа 10 изготовления двухслойного термопластикового контейнера 20. Прежде всего, обеспечивается наличие надлежащей преформы 12, пригодной для формования на ней наружного слоя. Далее, применяя, например, литье под давлением, на преформе 12 создают наружный слой, состоящий из покрывного материала 14, получая в результате двухслойную преформу 16. Затем преформу 16 подвергают выдувному формованию, используя, например, его растягивающий (ориентированный) вариант. В предпочтительных вариантах осуществления изобретения преформу изготавливают из термопластичного полимерного состава посредством литья под давлением с применением технических приемов и оборудования, известных из уровня техники. В типичном варианте осуществления преформу контейнера изготавливают, отливая под давлением состав, содержащий сложные полиэфиры, в выдувную прессформу, которая имеет соответствующую конфигурацию. В альтернативном варианте преформу можно изготовить с помощью других известных технических приемов, таких как прессование. В предпочтительных вариантах осуществления изобретения формование наружного слоя осуществляют, отливая под давлением покрывной материал с применением технических приемов и оборудования,известных из уровня техники. В частности, формование наружного слоя можно провести в той же прессформе, в которой изготавливают преформу (например, используя двухэтапное литье или двухкомпонентное литье под давлением). В альтернативном варианте преформу для проведения этапа формования наружного слоя (например, с применением литья под давлением) можно перенести во вторую прессформу. В одном из вариантов осуществления этапа способа формования наружного слоя надлежащий эластомер расплавляют, а затем используют для литья под давлением поверх преформы, получая двухслойную преформу, у которой исходный корпус покрыт слоем эластомера. Толщину покрывного мате-3 012539 риала и площадь (площади) покрытой им поверхности можно изменять, например, в зависимости от конкретных конструктивных соображений относительно получаемого в итоге двухслойного контейнера. В альтернативном варианте осуществления изобретения предусмотрена возможность изготовить двухслойную преформу в ходе одного этапа. Например, можно применить известный из уровня техники способ совместного инжектирования, в ходе которого термопластичный полимер и эластомерный покрывной материал одновременно инжектируют в пресс-форму (пресс-формы), предназначенную (предназначенные) для получения структур как преформы, так и двухслойного объекта. В предпочтительных вариантах осуществления изобретения двухслойную преформу трансформируют в двухслойный контейнер, используя способ растягивающего выдувного формования с применением технических приемов и оборудования, известных из уровня техники. В частности, указанный этап способа может включать в себя нагрев двухслойной преформы (например, в инфракрасной печи) согласно тепловому режиму, аналогичному такому же режиму для материала непокрытой преформы, с последующим растягивающим выдувным формованием, примененным к двухслойной преформе и использующим сжатый воздух и растягивающий стержень. В результате получают контейнер в его конечном виде. В альтернативном варианте контейнер можно изготовить, применив одноэтапный способ выдувного формования, также хорошо известный специалистам в этой области. Для учета наличия слоя покрывного материала может потребоваться регулировка определенных параметров выдувного формования, но такие регулировки проводят в пределах интервала режимов обработки обычных термопластиков (в частности, ПЭТ). В конкретном варианте осуществления изобретения используемые способы адаптируют для изготовления контейнеров, предназначенных для упаковки газированных и негазированных безалкогольных напитков, а также пищевых продуктов. Обычный способ изготовления таких контейнеров включает литье под давлением соответствующих преформ с последующим изготовлением из них контейнеров на оборудовании для одностадийного или двухстадийного выдувного формования. Такие способы хорошо известны специалистам в данной области. Примеры возможных конструкций преформ и контейнеров приведены в патенте США 5888598, описание которого включено в настоящий документ путем ссылки на него. Указанные способы можно легко адаптировать для учета наличия слоя эластомера, сформованного на преформе контейнера. В одном из вариантов осуществления изобретения при изготовлении описанных в настоящем документе двухслойных контейнеров можно применить серийное оборудование,используемое при производстве тонкостенных одноразовых ПЭТ контейнеров для напитков. В другом варианте осуществления предусмотрена также возможность применения серийного оборудования, подобного используемому при производстве повторно заполняемых ПЭТ контейнеров с обычной толщиной стенок. Термопластичный полимер и преформа. Для изготовления преформы можно использовать различные термопластичные полимеры. В одном из вариантов такой полимер содержит один или несколько сложных полиэфиров. В другом варианте он представляет собой полипропилен. В предпочтительном варианте термопластичный полимер представляет собой или содержит ПЭТ сополимер. В одном из вариантов осуществления изобретения для создания упаковки для газированных и негазированных напитков, а также напитков или пищевых продуктов,чувствительных к кислороду, используются сложные полиэфиры. Перечень пригодных полиэфиров включает в себя ПЭТ сополимеры, полиэтиленнафталат (ПЭН), полиэтиленизофталат, аморфный ПЭТ сополимер, модифицированный гликолем (коммерческое название полиэтилентерефталат-гликоль,ПЭТГ), аморфный ПЭТ сополимер, модифицированный двухосновной кислотой, и другие подобные соединения. Особенно полезны ПЭТ сополимеры, поскольку их можно использовать во многих приложениях, связанных с изготовлением контейнеров. В данном случае термин "ПЭТ сополимеры" относится к составам, содержащим диоловый компонент с повторяющимися звеньями в виде этиленгликоля и компонент, представляющий собой двухосновную кислоту, в котором повторяются звенья в виде терефталевой кислоты. Для некоторых вариантов изобретения желательно, чтобы в составе ПЭТ сополимера компонент в виде двухосновной кислоты составлял менее 20%, а диоловый компонент - 10% или менее (за основу приняты 100 мол.% как первого, так и второго из указанных компонентов). Такие ПЭТ сополимеры хорошо известны. В случае необходимости можно применить многослойную преформу. Например, она может представлять собой трех- или пятислойную конструкцию, известную из уровня техники. В одном из вариантов осуществления трехслойной конструкции преформы средний слой является барьерным, а наружный слой и слой, контактирующий с продуктом, состоят из сложных полиэфиров. В одном из вариантов осуществления пятислойной конструкции преформы внутренний и наружный слои состоят из немодифицированного сложного эфира, второй и четвертый слои представляют собой повторно используемый ПЭТ,а третий слой является барьерным. В предпочтительном варианте осуществления преформа представляет собой цилиндрический корпус, полученный посредством литья под давлением и имеющий открытые верхнюю часть и горлышко. В одном из вариантов преформа дополнительно содержит суженый участок, цилиндрический средний участок, по существу, постоянного диаметра и участок, формирующий основание. Во многих вариантах-4 012539 осуществления преформа аморфна и, по существу, прозрачна. Один из вариантов выполнения преформы представлен на фиг. 2. Преформа 30, изготовленная из полимера на основе ПЭТ посредством литья под давлением, имеет горлышко 32, снабженное резьбой и ограниченное у своего нижнего конца упорным фланцем 34. Ниже указанного фланца расположена часть 35, имеющая, в целом, цилиндрическую форму и граничащая с частью 36, наружный диаметр которой плавно увеличивается, чем обеспечивается рост толщины стенок. Под частью 36 находится удлиненная часть 38 тела преформы. Покрывной материал и способ формования наружного слоя. В предпочтительных вариантах осуществления изобретения этап формования наружного слоя включает в себя формирование эластомерного покрывного материала вместе с преформой контейнера посредством литья под давлением или отливку указанного материала под давлением на этой преформе. Выбор эластомерного формуемого покрывного материала в данном случае зависит от конкретного функционального назначения рассматриваемого варианта. Например, состав покрывного материала можно выбрать соответствующим образом для получения желаемой структуры или ощущения мягкости при удерживании в руке, заданной способности к захватываемости или каких-либо других функциональных качеств. Кроме того, на указанный выбор влияют учет технологических моментов и другие факторы. В частности, в зависимости от характера конечного использования или конструктивных ограничений, накладываемых на двухслойный контейнер, можно изменять такие параметры, как, например, плотность,способность к растяжению, окраска, стоимость и пригодность к утилизации различных покрывных материалов. Размер перекрываемой покрывным материалом поверхности преформы можно изменять, например,в зависимости от конкретной конструкции изготавливаемого контейнера. В одном из вариантов осуществления изобретения сформованный покрывной материал покрывает основную часть наружной поверхности двухслойного контейнера. В частности, указанный материал может покрывать 50-95% площади наружной поверхности преформы. В других вариантах осуществления покрывают менее 50% указанной поверхности. В данном случае термин "эластомерный покрывной материал" относится к составу, содержащему термопластичный эластомер, из которого можно сформовать наружный слой в условиях, совместимых с преформой и со способом выдувного формования. В предпочтительных вариантах осуществления изобретения покрывной материал выбирают, исходя из условия его технологичности при температурах и давлениях, совместимых с указанным способом, причем материал должен обладать способностью вытягиваться в соответствии с изменениями преформы и принимать форму конечного выдувного контейнера. Слой эластомерного сформованного покрывного материала прикрепляют с возможностью последующего отделения к находящейся под ним термопластиковой полимерной конструкции посредством механического сцепления за счет шероховатой поверхности или связывания через функциональные группы эластомеров. Эластомерный сформованный покрывной материал выбирают, исходя из условия достаточной мягкости, позволяющей ему воспроизводить конфигурацию пресс-формы во время обработки и после нее. Расположенный ниже термопластичный полимер, охладившись после выдувного формования, имеет жесткость, достаточную для удерживания эластомерного покрывного материала в его растянутой сформованной конфигурации. В данном случае термин "термопластичный эластомер" охватывает известные из уровня техники эластомеры, пластомеры, модифицированные эластомеры и модифицированные пластомеры. К характерным примерам пригодных термопластичных эластомеров, которые можно использовать совместно с обычным оборудованием для литья под давлением, относятся полиолефиновые эластомеры (такие как смеси этилен-пропилен), полиолефиновые пластомеры, модифицированные полиолефиновые эластомеры (такие как тройные сополимеры этилена, пропилена и стирола), модифицированные полиолефиновые пластомеры, термопластичные уретановые эластомеры, акрилолефиновые сополимерные эластомеры,эластомеры из сложных полиэфиров, а также комбинации перечисленных соединений. Характерными,но не имеющими ограничительного характера примерами серийно выпускаемых покрывных материалов являются пластомер VERSIFY и эластомеры AFFINITY, поставляемые фирмой DOW Chemical Company, Sarlink и Versalloy фирмы DSM, Dynaflex, Kraton и Versaflex фирмы GLS Corpotation,Santoprene фирмы Exxon Mobil, Uniprene, Tekbond, Elexar, Monprene и Tekron фирмы Teknor Apex, а также другие соединения подобного типа. Некоторые из перечисленных материалов описаны в публикации Batistiny, Macromol. Symp., 100: 137-142 (1995). Для одного из вариантов осуществления изобретения желательно, чтобы плотность термопластичного эластомера составляла менее 1,00 г/см 3. Это позволяет облегчить отделение и утилизацию термопластичного полимера и/или покрывного материала. В другом варианте осуществления слой сформованного покрывного материала на двухслойном контейнере имеет толщину 0,1-5 мм, предпочтительно 0,1-3 мм. Желательно, чтобы термопластичный эластомер имел мягкость/твердость менее D45 по методу-5 012539 Шора, предпочтительно менее D30. В альтернативных вариантах осуществления изобретения покрывной материал может содержать одну или несколько добавок. К возможным добавкам относятся известные из уровня техники пигменты и другие красители, вещества, блокирующие УФ-излучение, смазывающие вещества или агенты, понижающие трение, технологические добавки, антиоксиданты, антимикробные добавки, термостабилизаторы, а также комбинации перечисленных соединений. В одном из вариантов осуществления агент, понижающий трение, добавляют для оптимизации трения бутылки о бутылку, имеющего место на технологической линии (например, на пневматическом конвейере). В другом варианте осуществления покрывной материал, если это требуется, может содержать соединения, функциональные группы которых улучшают адгезию между покрывным слоем и расположенным ниже слоем термопластика. Как будет очевидно из следующего далее описания, при желании способ формования наружного слоя может включать в себя не одну, а несколько операций, обеспечивающих получение двухслойных преформ, в которых использовано два или несколько покрывающих составов. В частности, различные зоны преформы можно покрыть эластомерными полимерами двух или нескольких типов или двух или нескольких окрасок. В указанном варианте полученный в итоге выдувной контейнер имеет части, различающиеся на взгляд или на ощупь. Один из вариантов осуществления двухслойной преформы 40 представлен на фиг. 3. Изображенная на чертеже преформа состоит из базовой преформы 30, показанной на фиг. 2 и дополненной на части 38 и части 36 эластомерным покрывным материалом 42. В других вариантах осуществления (не показаны) материал 42 можно сформировать в виде наружного слоя таким образом, чтобы он, в зависимости от конструктивных соображений, связанных с продуктом, помещаемым в контейнер, покрывал базовую преформу в большей или меньшей степени (например, покрывал только часть части 38 или полностью части 38, 36, 35 и т. д.). Выдувное формование. Как правило, варианты осуществления данного изобретения можно реализовать посредством выдувного формования. Различные модификации данного метода хорошо известны. В предпочтительном варианте осуществления он включает хорошо известный из уровня техники процесс выдувного формования растягиваемой предварительно нагретой преформы. В одном из вариантов осуществления преформу помещают в выдувную машину, имеющую верхнюю формующую секцию, которая контактирует с горлышком, среднюю формующую секцию, образующую внутреннюю полость, задающую конфигурацию боковой стенки контейнера, и нижнюю формующую секцию, верхняя поверхность которой формирует вогнутый куполообразный участок основания контейнера. В предпочтительном варианте осуществления базовым материалом является ПЭТ сополимер. В соответствии с обычным способом выдувного формования, использующим предварительный нагрев и растягивание, преформу, полученную посредством литья под давлением, сначала предварительно нагревают до температуры, обеспечивающей растягивание и ориентацию (например, до 80-130 С), помещают в выдувную пресс-форму, а затем вставляют в верхний открытый конец растягивающий стержень и перемещают его вниз для растягивания преформы по оси. Одновременно с этим или последовательным образом во внутренний объем преформы вводят расширяющий газ с целью радиального вытягивания участков, формирующих плечо, боковую стенку и основание, в наружном направлении с приведением в контакт с внутренними поверхностями секций пресс-формы. Полученный в результате выдувной контейнер имеет такие же, как у преформы, горлышко с наружной резьбой и расположенный ниже фланец. Остальную часть бутылки подвергают растягиванию, хотя и в различной степени. Обычно покрывной материал расширяется и растягивается пропорционально изменениям базовой преформы. Двухслойные контейнеры. Двухслойные выдувные контейнеры можно изготовить в широком ассортименте. Такой контейнер можно использовать, по существу, для любого пищевого продукта, напитка, предмета личной гигиены или фармацевтического препарата. К характерным примерам пригодных типов двухслойных контейнеров относятся бутылки, банки, баллоны, графины и охлаждающие емкости (кулеры). В одном из вариантов осуществления изобретения контейнер имеет тело, образующее наружную поверхность и внутреннее пространство. Указанное тело сформировано посредством выдувного формования термопластичной полимерной преформы, причем наружный слой прикрепляется, по меньшей мере, к участку наружной поверхности тела контейнера, охватывая этот участок. В другом варианте осуществления тело контейнера имеет основание, открытое оконечное отверстие и расположенные между ними боковые стенки. В предпочтительном варианте осуществления контейнер представляет собой бутылку. В одном из вариантов бутылка имеет цилиндрическую форму с горлышком, снабженным наружной резьбой и расположенным между открытым оконечным отверстием и упорным фланцем. В другом варианте сформованный покрывной материал покрывает основание и боковые стенки, причем его кромка граничит с упорным фланцем. Еще в одном варианте указанный материал покрывает основание, боковые стенки и указанный фланец. На фиг. 4 А, 4 В представлен один из вариантов осуществления двухслойного контейнера. Контей-6 012539 нер 50 содержит термопластичное полимерное тело 52, которое состоит из горлышка 54, снабженного резьбой и задающего отверстие 56, упорного фланца 58, расположенного под горлышком, суживающейся части 60, смежной с упорным фланцем, части 62, расположенной ниже части 60, и основания 64 у дна контейнера. Указанный контейнер содержит также наружный слой 66, который покрывает часть 62, но не затрагивает часть 60. После заполнения контейнера продуктом (например, напитком) отверстие 56 контейнера герметично закрывают крышкой 68. Другой вариант осуществления двухслойного контейнера показан на фиг. 5 А, 5 В. Контейнер 70 также содержит термопластичное полимерное тело 52, которое состоит из горлышка 54, снабженного резьбой и задающего отверстие 56, упорного фланца 58, расположенного под горлышком, суживающейся части 60, смежной с упорным фланцем, части 62, расположенной ниже части 60, и основания 64 у дна контейнера. Указанный контейнер содержит также формуемый наружный слой 72, который покрывает части 62 и 60, оканчиваясь под фланцем 58. После заполнения контейнера продуктом (например, напитком) отверстие 56 контейнера герметично закрывают крышкой 68. Следующий вариант осуществления двухслойного контейнера показан на фиг. 6. Контейнер 80 содержит термопластичное полимерное тело 52, которое состоит из горлышка 54, снабженного резьбой и задающего отверстие 56, упорного фланца 58, расположенного под горлышком, суживающейся части 60,смежной с упорным фланцем, части 62, расположенной ниже части 60, и основания 64 у дна контейнера. Указанный контейнер содержит также формуемый наружный слой 82, который покрывает части 62, 60 и заходит на фланец 58. Комплект упаковка-напиток. В одном из конкретных вариантов осуществления изобретения предлагается комплект упаковканапиток, содержащий двухслойный контейнер. Продукт в виде напитка может находиться под повышенным давлением (представляя собой, например, газированный безалкогольный напиток или пиво) или иметь нормальное давление (представляя собой, например, негазированную воду, сок, напиток для спортсменов). Предусмотрена возможность использовать двухслойный контейнер для заполнения как холодными, так и горячими продуктами. В одном из вариантов осуществления изобретения в комплект упаковка-напиток входит тело контейнера, имеющее наружную поверхность и внутреннее пространство и сформированное посредством выдувного формования термопластичной полимерной преформы. Кроме того, в состав комплекта входит наружный слой, присоединенный, по меньшей мере, к участку наружной поверхности тела, охватывая данный участок, и напиток, помещенный во внутреннем пространстве контейнера. Обычно тело контейнера имеет отверстие и соответствующую крышку, которую можно прикрепить съемным образом. В одном из конкретных вариантов осуществления предлагается контейнер с напитком, представляющий собой бутылку, которая сформирована, по меньшей мере, из ПЭТ сополимера посредством выдувного формования, наружный слой, состоящий из термопластичного эластомера на основе олефина и присоединенный, по меньшей мере, к участку наружной поверхности бутылки, охватывая данный участок, и напиток, помещенный в бутылку. Один из вариантов осуществления комплекта упаковка-напиток представлен на фиг. 7. В указанный комплект 90 входит двухслойная бутылка 94, состоящая из термопластикового полимерного тела 52, на котором сформован наружный слой с шероховатой зоной 95, сформированной в процессе литья на участке поверхности покрывного материала 92. Изображенная на фиг. 7 шероховатость представляет собой только один из примеров мелкомасштабной детали, которую можно встроить в поверхность покрывного материала, используя при этом более высокий уровень его мягкости и формуемости по сравнению с соответствующими параметрами жесткого термопластичного полимера, расположенного ниже. Шероховатость или какие-либо другие сформированные текстуры можно использовать в эстетических целях, а также для улучшения способности бутылки или какого-либо другого контейнера к захватываемости в руке. В других примерах такие детали можно сформировать на других зонах наружного слоя. В добавление к сказанному, подобные детали могут иметь форму текста или картинок. Обычно указанные мелкие встроенные детали формируют только в покрывном материале, т.е. они не присутствуют в расположенном ниже термопластичном полимере. Способы утилизации. К преимуществам изобретения относится возможность утилизации двухслойных контейнеров. В предпочтительных вариантах осуществления способы указанного назначения включают технологический этап, в ходе которого покрывной материал и термопластичный полимер (предпочтительно ПЭТ сополимер) физически разделяют, применяя при этом, например, один или несколько стандартных технических приемов, известных для способов утилизации ПЭТ. В одном из вариантов осуществления изобретения такой способ включает этап измельчения контейнеров на множество кусков (например, размалывание, расщепление, разрезание и другие процедуры такого типа). Иногда такие куски называют хлопьями. На следующем этапе куски слоя покрывного материала отделяют от кусков тела контейнера и термопластичного материала контейнера посредством какого-либо способа физического разделения. Как один из примеров такой способ представляет собой пневматическое разделение или разделение посредством-7 012539 погружения-всплытия. В одном из вариантов воплощения способа разделения посредством погружениявсплытия в водяной ванне куски эластомерного покрывного материала всплывают на поверхность, в то время как куски полимера на основе термопластика (в частности, ПЭТ сополимера) оседают на дно. Один из примеров способа утилизации двухслойного контейнера иллюстрируется фиг. 8. Контейнеры 100 подвергают процессу измельчения, в ходе которого их разрезают, измельчают, расщепляют или размалывают на множество мелких кусков или частей. Затем полученную таким образом субстанцию подвергают процессу разделения, в ходе которого куски 102 покрывного материала (например, эластомера) отделяются от кусков 104 термопластичного полимера (в частности, ПЭТ сополимера). Особенности предлагаемых способов и готовых изделий будут более понятны из приведенных далее примеров, не имеющих ограничительного характера. Пример 1. Двухслойная ПЭТ бутылка 500 мл со слоем из Affinity PF 1140G. Двухслойную бутылку емкостью 500 мл изготовили следующим образом. Всю процедуру литья под давлением проводили в однополостной лабораторной литьевой машине Arburg. Прежде всего изготовили преформу из серийно выпускаемого ПЭТ марки CSD (Invista, Spartanburg), который сушили в вакуумной печи при 140 С в течение ночи до уровня влажности менее 50 м.д. ПЭТ преформу с массой 16 г изготовили посредством литья под давлением при температуре плавления 270 С. В качестве покрывного материала использовали полимер марки Affinity PF 1140G (термопластичный пластомер на основе этилена) (Dow Chemical Company). На этапе формования наружного слоя ПЭТ преформу помещали в полость, в которую затем инжектировали на поверхность преформы под давлением покрывной материал при температуре резервуара 212 С. Двухслойные бутылки красного и серебряного цвета изготавливали посредством добавления соответствующих красителей к Affinity PF 1140G перед формованием наружного слоя на выбранных для этого бутылках. Далее двухслойную преформу переместили в лабораторную машину SBO 1 для выдувного формования, нагрели до температуры 90-100 С и подвергли выдуву с получением бутылки 500 мл в прессформе, рассчитанной на данный объем бутылки. Двухслойные термопластиковые бутылки отличались хорошей способностью к захватываемости и распознаваемостью красного и серебряного цветов в окрашенных образцах. Пример 2. Двухслойная ПЭТ бутылка 500 мл со слоем из Tekbond 6000-45. Повторили процесс, описанный в примере 1, но с применением полимера Tekbond 6000-45 (термопластичный эластомер) (Teknor Apex) в качестве покрывного материала, формуемого при температуре резервуара 158-165 С. Затем двухслойную преформу подвергли выдувному формованию с получением бутылки 500 мл в бутылочной пресс-форме такого же объема. Окрашенные двухслойные бутылки изготавливали посредством добавления красного или серебряного красителей к Tekbond 6000-45 перед формованием наружного слоя. Двухслойные бутылки отличались хорошими способностью к захватываемости, окраской и мягким на ощупь ощущением в руке. Пример 3. Термоизолирующая характеристика двухслойного контейнера. Контейнеры, изготовление которых описано в примере 2, были протестированы, чтобы определить,насколько хорошо они могли бы понизить уровень передачи тепла в их внутренний объем. Двухслойные контейнеры и непокрытые ПЭТ контейнеры заполнили охлажденной водой и предоставили им возможность нагреться до комнатной температуры. Для построения графика зависимости температуры воды от времени проводили соответствующие замеры. Как показано на фиг. 9, двухслойный ПЭТ контейнер продемонстрировал способность удерживать пониженную температуру дольше, чем непокрытый ПЭТ контейнер, проявив улучшенные теплоизолирующие свойства. Пример 4. Утилизация ПЭТ бутылки с наружным слоем из Affinity PF 1140G. Имитируя процесс утилизации, двухслойные бутылки, изготовленные в примере 1, разрезали на куски и погрузили в воду. Красные или серебряные куски полимера Affinity PF 1140G всплывали на поверхность воды, а очищенные куски ПЭТ сразу же опускались по направлению к дну. Куски сформованного полимера и ПЭТ разделялись водой без какого-либо труда. Такой процесс имитировал операцию погружения-всплытия при обычном разделении для утилизации ПЭТ. Пример 5. Утилизация ПЭТ бутылки с наружным слоем из Tekbond 6000-45. Имитируя процесс утилизации, двухслойные бутылки, изготовленные в примере 2, разрезали на куски и погрузили в воду. Красные или серебряные куски полимера Tekbond 6000-45 всплывали на поверхность воды, а очищенные куски ПЭТ сразу же опускались по направлению к дну. Куски сформованного полимера и ПЭТ разделялись водой без какого-либо труда. Такой процесс имитировал операцию погружения-всплытия при обычном разделении для утилизации ПЭТ. Пример 6. Различные структуры и полимеры двухслойных бутылок. Основные процедуры, описанные в примерах 1 и 2, повторили с использованием различных красителей (в том числе черного, желтого и синего) и бутылок различной формы, причем изменяли величины площади покрытия при формовании наружного слоя на бутылках. Кроме того, применяли различные эластомеры, в том числе акрилолефиновые сополимеры. В некоторых случаях формуемым наружным слоем покрывали, по существу, всю бутылку ниже ли-8 012539 нии горлышка, а в других - только нижнюю половину бутылки. Публикации, процитированные в настоящем документе, включены в него путем ссылок. Для специалистов в этой области из подробного описания, приведенного выше, будут очевидны возможные модификации и изменения предлагаемых способов и устройств. Подразумевается, что такие модификации и изменения лежат в границах прилагаемой формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления двухслойного контейнера, включающий обеспечение наличия преформы для контейнера, состоящей из термопластичного полимера,формование наружного слоя эластомерного покрывного материала поверх, по меньшей мере, участка преформы с формированием двухслойной преформы и выдувное формование двухслойной преформы методом растягивающего выдувного формования,при этом сформованный покрывной материал растягивается в соответствии с преформой с получением двухслойного контейнера. 2. Способ по п.1, отличающийся тем, что двухслойный контейнер представляет собой контейнер для напитка. 3. Способ по п.1, отличающийся тем, что термопластичный полимер содержит один или несколько сложных полиэфиров. 4. Способ по п.3, отличающийся тем, что термопластичный полимер представляет собой сополимер полиэтилентерефталата (ПЭТ). 5. Способ по п.1, отличающийся тем, что покрывной материал представляет собой термопластичный эластомер. 6. Способ по п.1, отличающийся тем, что покрывной материал выбирают из группы, состоящей из полиолефиновых эластомеров, полиолефиновых пластомеров, модифицированных полиолефиновых эластомеров, модифицированных полиолефиновых пластомеров и их комбинаций. 7. Способ по п.1, отличающийся тем, что покрывной материал выбирают из группы, состоящей из акрилолефиновых сополимерных эластомеров, эластомеров, состоящих из сложных полиэфиров, и их комбинаций. 8. Способ по п.1, отличающийся тем, что покрывной материал имеет плотность менее 1,0 г/см 3. 9. Способ по п.1, отличающийся тем, что покрывной материал дополнительно содержит одну или несколько добавок. 10. Способ по п.9, отличающийся тем, что одну или несколько добавок выбирают из группы, состоящей из красителей, веществ, блокирующих УФ-излучение, смазывающих веществ, агентов, понижающих трение, технологических добавок, антиоксидантов, антимикробных агентов, термостабилизаторов и их комбинаций. 11. Способ по п.1, отличающийся тем, что способ выдувного формования включает в себя предварительный нагрев двухслойной преформы, а затем растягивающее выдувное формование предварительно нагретой преформы. 12. Способ по п.1, отличающийся тем, что сформованный покрывной материал покрывает основную часть наружной поверхности двухслойного контейнера. 13. Контейнер, изготовленный посредством выдувного формования и имеющий тело контейнера,образующее наружную поверхность и внутреннее пространство, причем тело контейнера сформировано посредством выдувного формования термопластичной полимерной преформы, и сформованный наружный слой, который состоит из термопластичного эластомера, соответствующим образом растягивающегося и присоединенного с возможностью отделения посредством растягивающего выдувного формования, по меньшей мере, к участку наружной поверхности тела контейнера. 14. Контейнер по п.13, отличающийся тем, что представляет собой бутылку. 15. Контейнер по п.13, отличающийся тем, что термопластичный полимер содержит один или несколько сложных полиэфиров. 16. Контейнер по п.13, отличающийся тем, что термопластичный полимер представляет собой сополимер ПЭТ. 17. Контейнер по п.13, отличающийся тем, что сформованный наружный слой состоит из покрывного материала, выбранного из группы, состоящей из полиолефиновых эластомеров, полиолефиновых пластомеров, модифицированных полиолефиновых эластомеров, модифицированных полиолефиновых пластомеров и их комбинаций. 18. Контейнер по п.13, отличающийся тем, что сформованный наружный слой состоит из покрывного материала, выбранного из группы, состоящей из акрилолефиновых сополимерных эластомеров,эластомеров, состоящих из сложных полиэфиров, и их комбинаций. 19. Контейнер по п.13, отличающийся тем, что сформованный наружный слой состоит из покрывного материала, имеющего плотность менее 1,0 г/см 3. 20. Контейнер по п.13, отличающийся тем, что сформованный наружный слой дополнительно со-9 012539 держит одну или несколько добавок. 21. Контейнер по п.20, отличающийся тем, что одна или несколько добавок выбраны из группы, состоящей из красителей, веществ, блокирующих УФ-излучение, смазывающих веществ, агентов, понижающих трение, технологических добавок, антиоксидантов, антимикробных агентов, термостабилизаторов и их комбинаций. 22. Контейнер по п.13, отличающийся тем, что сформованный наружный слой покрывает основную часть наружной поверхности двухслойного контейнера. 23. Контейнер по п.13, отличающийся тем, что сформованный наружный слой имеет толщину 0,1-5 мм. 24. Контейнер по п.14, отличающийся тем, что бутылка имеет цилиндрическую форму и содержит горлышко с наружной резьбой, расположенное между открытым оконечным отверстием и упорным фланцем. 25. Контейнер по п.24, отличающийся тем, что сформованный наружный слой покрывает основание и боковые стенки, а кромка сформованного наружного слоя граничит с упорным фланцем. 26. Контейнер по п.24, отличающийся тем, что сформованный наружный слой покрывает основание, боковые стенки и упорный фланец. 27. Контейнер по п.13, отличающийся тем, что сформованный наружный слой имеет твердость менее D30 по методу Шора. 28. Контейнер по п.14, отличающийся тем, что во внутреннее пространство бутылки помещен напиток. 29. Комплект упаковка-напиток, содержащий бутылку, изготовленную посредством выдувного формования, по меньшей мере, из ПЭТ сополимера,наружный слой, содержащий термопластичный эластомер, причем наружный слой соответствующим образом растянут и присоединен посредством растягивающего выдувного формования поверх, по меньшей мере, участка наружной поверхности бутылки, и напиток, помещенный внутрь бутылки. 30. Комплект по п.29, отличающийся тем, что бутылка, изготовленная посредством выдувного формования, имеет основание, боковую стенку и горлышко с наружной резьбой, расположенное между открытым оконечным отверстием и упорным фланцем, а сформованный покрывной материал имеет верхнюю кромку, граничащую с упорным фланцем или расположенную ниже него. 31. Комплект по п.29, отличающийся тем, что термопластичный эластомер содержит полиолефиновый пластомер. 32. Комплект по п.29, отличающийся тем, что наружный слой выполнен отделяемым механическим путем от ПЭТ сополимера. 33. Способ утилизации двухслойного контейнера, включающий измельчение контейнера, выполненного в соответствии с п.13, на множество кусков и применение способа физической сепарации для отделения кусков наружного слоя от кусков тела контейнера. 34. Способ по п.33, отличающийся тем, что способ физической сепарации представляет собой способ пневматической сепарации или способ сепарации посредством погружения-всплытия. 35. Двухслойная преформа, содержащая преформу из термопластичного полимера, пригодную для преобразования посредством выдувного формования в бутылку, имеющую основание, боковую стенку и горлышко с наружной резьбой, расположенное между открытым оконечным отверстием и упорным фланцем, и покрывной материал, который состоит из термопластичного эластомера и сформован поверх, по меньшей мере, основания и участка боковой стенки преформы, причем сформованный покрывной материал имеет верхнюю кромку, расположенную на упорном фланце или ниже него.
МПК / Метки
МПК: B65D 1/02, B29B 11/08, B29C 49/22, B29C 49/08, B29B 11/14, B29C 49/06
Метки: изготовления, способом, изготовленный, контейнер, способ, заполненный, двухслойного, этим, данного, контейнера, утилизации
Код ссылки
<a href="https://eas.patents.su/15-12539-sposob-izgotovleniya-dvuhslojjnogo-kontejjnera-zapolnennyjj-kontejjner-izgotovlennyjj-etim-sposobom-i-sposob-utilizacii-dannogo-kontejjnera.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления двухслойного контейнера, заполненный контейнер, изготовленный этим способом, и способ утилизации данного контейнера</a>
Способ изготовления композиционного материала алмаз-карбид кремния-кремний и композиционный материал, изготовленный этим способом
Номер патента: 3437
Опубликовано: 24.04.2003
Авторы: Гордеев Сергей Константинович, Экстрем Томми, Жуков Сергей Германович, Данчукова Лия Владимировна
МПК: B23B 27/14, C04B 37/00, C04B 35/573...
Метки: этим, изготовленный, композиционного, способом, материала, изготовления, композиционный, алмаз-карбид, кремния-кремний, материал, способ
Формула / Реферат:
1. Способ изготовления композиционного материала алмаз-карбид кремния-кремний, включающий формование заготовки из зерен алмаза и связывание их пропиткой кремнием при давлении ниже 1000 мм рт.ст. и нагревании до температуры выше 1000шC, отличающийся тем, что заготовку формуют с пористостью 25-60 об.%, а в процессе нагревания температуру, время и среду контролируют для образования полуфабриката с содержанием графита в количестве 1-50 мас.% от...
Способ и установка для изготовления строительных элементов, а также строительный элемент, изготовленный этим способом на этой установке
Номер патента: 6403
Опубликовано: 29.12.2005
Автор: Риттер Клаус
МПК: B21F 27/12
Метки: элементов, строительных, элемент, установке, этим, способом, способ, изготовленный, строительный, также, установка, этой, изготовления
Формула / Реферат:
1. Способ непрерывного изготовления строительных элементов, которые состоят из двух параллельных, плоских сетчатых матов из перекрещивающихся и сваренных между собой в точках пересечения продольных и поперечных проволок, из удерживающих сетчатые маты на заданном взаимном расстоянии прямых перемычковых проволок и из расположенного между сетчатыми матами, пронизанного перемычковыми проволоками изолирующего тела, отличающийся тем, что два сетчатых...
Способ изготовления контейнера и контейнер с теплообменником
Номер патента: 3498
Опубликовано: 26.06.2003
Автор: Чен Джефри У.
МПК: B23B 11/00, B21D 39/00
Метки: контейнер, контейнера, изготовления, теплообменником, способ
Формула / Реферат:
1. Способ изготовления контейнера (10), содержащего емкость 12 для напитков с верхней частью и дном, и теплообменник (16, 18, 32), имеющий чашку (22) клапана и установленный внутри емкости для напитков прикрепленным к ее дну, отличающийся тем, что вначале удаляют заданное количество материала из центральной части упомянутого дна упомянутой емкости с образованием в нем отверстия (72), затем из материала, окружающего упомянутое отверстие,...
Способ изготовления контейнера и сам контейнер
Номер патента: 1461
Опубликовано: 23.04.2001
Авторы: Штрут Райнхард, Глушке Конрад
МПК: G21F 5/00
Метки: контейнера, способ, контейнер, изготовления
Формула / Реферат:
1. Способ изготовления контейнера для транспортировки и хранения радиоактивного материала, заключающийся в том, что в металлическую наружную трубу вставляют металлическую внутреннюю трубу с образованием между внутренней и наружной трубами кольцевого зазора постоянной ширины, после этого кольцевой зазор заполняют заполнителем или смесью заполнителей с минимальной крупностью зерна 2 мм и максимальной крупностью зерна 20 мм, при этом, по меньшей...
Способ изготовления брошюры, страница с данными и брошюра, изготовленная этим способом
Номер патента: 6884
Опубликовано: 28.04.2006
Авторы: Штутц Кристоф, Фанкхаузер Оливер, Эгли Штефан, Хофштеттер Штефан, Кристен Пауль
МПК: B42D 15/10
Метки: брошюра, изготовленная, способ, страница, способом, данными, брошюры, этим, изготовления
Формула / Реферат:
1. Способ изготовления брошюры (1), в особенности, удостоверения личности, содержащей множество листов (31) в обложке (23), причем каждый лист имеет лицевую сторону и обратную сторону, в котором обеспечивают по меньшей мере одну страницу (2, 24-27, 37) с данными, жестко прикрепляемую к обложке (23) и имеющую по меньшей мере один гибкий слой (3-7, 38), выступающий одним участком (3b, 4b, 5b, 6b, 7b) от носителя (9, 11, 13, 14, 18, 41) данных, при...
Предыдущий патент: Модельный элементарный флексор
Случайный патент: Способ получения бензоксаборолов