Способ изготовления зубной щетки
Формула / Реферат
1. Способ изготовления зубной щетки, отличающийся тем, что он включает
использование стопочного формовочного узла (1, 2, 3, 4), содержащего стопу по меньшей мере из трех формовочных блоков, расположенных при использовании на продольной оси (А-А) комплектования стопы и включающих два концевых формовочных блока (3, 4) и промежуточный формовочный блок (1, 2), расположенный в продольном направлении между двумя концевыми формовочными блоками (3, 4);
причем на поверхности одного концевого формовочного блока (3, 4) имеется по меньшей мере одна частичная формовочная полость (31, 41), которая сопрягается с частичной формовочной полостью (11А, 21), расположенной на обращенной к ней поверхности (1А, 1В, 2А, 2В) промежуточного формовочного блока (1, 2), когда указанный один концевой формовочный блок (3, 4) и промежуточный формовочный блок (1, 2) соединяют с образованием первой полости (11А, 21, 31), в которую может быть введен первый формовочный материал; а
на поверхности другого концевого формовочного блока (4) имеется по меньшей мере одна частичная формовочная полость (41), которая сопрягается с частичной формовочной полостью (11А, 21), расположенной в промежуточном формовочном блоке (1, 2), когда указанный другой концевой формовочный блок (4) и промежуточный формовочный блок (4) соединяют с образованием второй полости (41, 51), в которую может быть введен второй формовочный материал;
соединение указанного одного концевого формовочного блока (3) с промежуточным формовочным блоком (1, 2) с образованием тем самым первой полости (11А, 21);
введение в указанную первую полость (11А, 41) первого формовочного материала, который является пластическим материалом, подходящим для формования твердой пластмассовой части (105) головки и ручки зубной щетки;
по меньшей мере частичное заключение полученной таким образом твердой пластмассовой части (105) во вторую полость (41, 51), образованную путем соединения указанного другого концевого формовочного блока (4) и промежуточного формовочного блока (1, 2), и введение в эту полость второго формовочного материала, отличающегося от первого пластического материала и подходящего для формования части головки и/или ручки зубной щетки.
2. Способ по п.1, отличающийся тем, что полученную таким образом твердую пластмассовую часть (105) переносят в частичную формовочную полость (41) в указанном другом концевом формовочном блоке путем удержания по меньшей мере части этой твердой пластмассовой части (105) в частичной формовочной полости (11А) в промежуточном формовочном блоке (1, 2) и поворота этого промежуточного блока (1, 2) так, что его поверхность (1А), на которой расположена указанная частичная формовочная полость, оказывается обращенной к поверхности (4А) указанного другого концевого формовочного блока (4), на которой расположена частичная формовочная полость (41).
3. Способ по п.1 или 2, отличающийся тем, что он включает
использование формовочного узла (1, 2, 3, 4) для литья под давлением, содержащего
первый формовочный блок (1), имеющий по меньшей мере две первые частичные формовочные полости (11А), которые предназначены для формования части головки зубной щетки и по меньшей мере одна из которых расположена соответственно на каждой из двух обращенных в противоположные стороны поверхностей (1А, 1В) первого формовочного блока (1);
второй формовочный блок (2), имеющий по меньшей мере одну вторую частичную формовочную полость (21), предназначенную для формования части ручки зубной щетки, причем первая (11А) и вторая (21) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости (11А, 21), определяющей формуемую в ней часть головки и ручки зубной щетки;
третий формовочный блок (3), имеющий по меньшей мере одну третью частичную формовочную полость (31), которая предназначена для формования части зубной щетки и которая может быть сопряжена с указанными первой и второй частичными формовочными полостями (11А, 21) с образованием частичной формовочной полости (11А, 21, 31), определяющей формуемую в ней часть головки и ручки зубной щетки;
четвертый формовочный блок (4), имеющий по меньшей мере одну четвертую частичную формовочную полость (41), предназначенную для формования части зубной щетки, причем указанные четвертая (41) и первая (11А) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости (11А, 41), определяющей формуемую в ней часть головки и ручки зубной щетки;
причем первый (1), второй (2), третий (3) и четвертый (4) формовочные блоки расположены в стопочном формовочном узле так, что первый (1) и второй (2) формовочные блоки являются промежуточными в стопе между третьим (3) и четвертым (4) формовочными блоками;
пятую частичную формовочную полость (51), которая расположена в формовочном блоке (2) и которая может быть сопряжена с первой и четвертой частичными формовочными полостями (11А, 41) с образованием частичной формовочной полости (41, 51), определяющей формуемую в ней часть головки и ручки зубной щетки;
причем указанный способ включает также
(I) соединение первого (1), второго (2) и третьего (3) формовочных блоков, так что их соответствующие первая (11А), вторая (21) и третья (31) частичные формовочные полости сопрягаются с образованием формовочной полости (11А, 21, 31), предназначенной для формования части головки и ручки зубной щетки;
(II) введение в полученную таким образом формовочную полость (11А, 21, 31) первого текучего пластического материала для формования части (105) головки и ручки зубной щетки и обеспечение отверждения указанного материала;
(III) отделение третьего формовочного блока (3) от узла из первого (1) и второго (2) формовочных блоков с удержанием частично изготовленной зубной щетки (105) за ее головку (102) в первой частичной формовочной полости (11А) первого формовочного блока (1);
(IV) отделение второго формовочного блока (2) от первого формовочного блока (1) с продолжающимся удержанием частично изготовленной зубной щетки (105) за ее головку (102) в первой частичной формовочной полости (11А) первого формовочного блока (1);
(V) соединение первого формовочного блока (1) с четвертым формовочным блоком (4) с заключением отформованной таким образом головки (102) зубной щетки, удерживаемой в первой частичной формовочной полости (1), в полости (11А, 41), образованной между первым формовочным блоком (1) и четвертой частичной формовочной полостью (41) в четвертом формовочном блоке (4);
(VI) заключение частично отформованной ручки (105) зубной щетки в формовочную полость (41, 51) для ручки, образованную путем сопряжения четвертой формовочной полости (41) в четвертом формовочном блоке (4) с пятой формовочной полостью (51) в формовочном блоке (2), соединенном с указанным четвертым формовочным блоком (4), с удержанием при этом отформованной головки (102) зубной щетки в полости (11А, 51) между первым (1) и четвертым (4) формовочными блоками,
(VII) введение второго текучего материала в полученную таким образом формовочную полость (41, 51) для ручки и обеспечение отверждения этого материала с обеспечением формования частей зубной щетки (106), выполняемых из второго материала;
(VIII) удаление частично отформованной зубной щетки (105) из узла (1, 2, 4) формовочных блоков.
4. Способ по п.3, отличающийся тем, что третья частичная формовочная полость (31) в третьем формовочном блоке (3) определяет часть головки (102) и ручки (103) зубной щетки.
5. Способ по п.3 или 4, отличающийся тем, что второй формовочный блок (2) имеет пятую частичную формовочную полость (51), расположенную на поверхности (2В), противоположной поверхности (2А), на которой находится вторая частичная формовочная полость (21).
6. Способ по любому из пп.3 или 4, отличающийся тем, что используют пятый формовочный блок, имеющий указанную пятую частичную формовочную полость.
7. Способ по любому из пп.3-6, отличающийся тем, что этап (V) включает операцию поворота, в которой первый формовочный блок (1) с удерживаемой в нем частично отформованной зубной щеткой (105) поворачивают соответственно на 180ш так, что его первая частичная формовочная полость (первые частичные формовочные полости) (11А), в которой (которых) удерживается частично отформованная головка (102) зубной щетки, оказывается (оказываются) обращенной (обращенными) к четвертому формовочному блоку (4).
8. Способ по любому из пп.3-7, отличающийся тем, что первый формовочный блок (1В) имеет поверхность, противоположную той, на которой расположена первая частичная формовочная полость (11А), и на этой противоположной поверхности (1В) имеется по меньшей мере одна дополнительная первая частичная формовочная полость (11В).
9. Способ по п.8, отличающийся тем, что дополнительная первая частичная формовочная полость (11В) идентична первой частичной формовочной полости (11А).
10. Способ по п.8 или 9, отличающийся тем, что этап (VI) включает операцию, в которой указанную по меньшей мере одну дополнительную пустую первую частичную формовочную полость (11В) соединяют с пустой второй частичной формовочной полостью (21) во втором формовочном блоке (2).
11. Способ по любому из пп.3-10, отличающийся тем, что этапы (I) и (VI) выполняют, по существу, одновременно.
12. Способ по любому из пп.3-11, отличающийся тем, что этапы (II) и (VII) литья под давлением выполняют, по существу, одновременно с использованием первой (11А) и дополнительной первой (11В) частичных формовочных полостей, расположенных на противоположных сторонах (1А, 1В) первого формовочного блока (1).
13. Способ по любому из пп.3-12, отличающийся тем, что на этапе (III) головку (102) зубной щетки удерживают в первой частичной формовочной полости (11А) посредством выступающих в эту полость (11А) стержней (13) для имитации щетинок.
14. Способ по любому из предыдущих пунктов, отличающийся тем, что второй вводимый текучий материал является термопластичным эластомерным материалом.
15. Стопочный формовочный узел (1, 2, 3, 4), содержащий стопу по меньшей мере из трех формовочных блоков, расположенных при использовании на продольной оси (А-А) комплектования стопы и включающих два концевых формовочных блока (3, 4) и промежуточный формовочный блок (1, 2), расположенный в продольном направлении между двумя концевыми формовочными блоками (3, 4);
причем на поверхности одного концевого формовочного блока (3, 4) имеется по меньшей мере одна частичная формовочная полость (31, 41), которая может сопрягаться с частичной формовочной полостью (11А, 21), расположенной на обращенной к ней поверхности (1А, 1В, 2А, 2В) промежуточного формовочного блока (1, 2), когда указанный один концевой формовочный блок (3, 4) и промежуточный формовочный блок (1, 2) соединены с образованием первой полости (11А, 21, 31), которая определяет форму части зубной щетки и в которую может быть введен первый формовочный материал; а
на поверхности другого концевого формовочного блока (4) имеется по меньшей мере одна частичная формовочная полость (41), которая может сопрягаться с частичной формовочной полостью (11А, 21), расположенной в промежуточном формовочном блоке (1, 2), когда указанный другой концевой формовочный блок (4) и промежуточный формовочный блок (4) соединены с образованием второй полости (41, 51), которая определяет форму части зубной щетки и в которую может быть введен второй формовочный материал.
16. Стопочный формовочный узел (1, 2, 3, 4), содержащий
первый формовочный блок (1), имеющий по меньшей мере две первые частичные формовочные полости (11А), которые предназначены для формования части головки зубной щетки и по меньшей мере одна из которых расположена соответственно на каждой из двух обращенных в противоположные стороны поверхностей (1А, 1В) первого формовочного блока (1);
второй формовочный блок (2), имеющий по меньшей мере одну вторую частичную формовочную полость (21), предназначенную для формования части ручки зубной щетки, причем первая (11А) и вторая (21) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости (11А, 21), определяющей формуемую в ней часть головки и ручки зубной щетки;
третий формовочный блок (3), имеющий по меньшей мере одну третью частичную формовочную полость (31), которая предназначена для формования части зубной щетки и которая может быть сопряжена с указанными первой и второй частичными формовочными полостями (11А, 21) с образованием частичной формовочной полости (11А, 21, 31), определяющей формуемую в ней часть головки и ручки зубной щетки;
четвертый формовочный блок (4), имеющий по меньшей мере одну четвертую частичную формовочную полость (41), предназначенную для формования части зубной щетки, причем указанные четвертая (41) и первая (11А) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости (11А, 41), определяющей формуемую в ней часть головки и ручки зубной щетки;
при этом первый (1), второй (2), третий (3) и четвертый (4) формовочные блоки расположены в стопочном формовочном узле так, что первый (1) и второй (2) формовочные блоки являются промежуточными в стопе между третьим (3) и четвертым (4) формовочными блоками;
пятую частичную формовочную полость (51), которая расположена в формовочном блоке (2) и которая может быть сопряжена с первой и четвертой частичными формовочными полостями (11А, 41) с образованием частичной формовочной полости (41, 51), определяющей формуемую в ней часть головки и ручки зубной щетки.
17. Пятый формовочный блок, имеющий пятую частичную формовочную полость и подходящий для использования в стопочном формовочном узле по п.16.


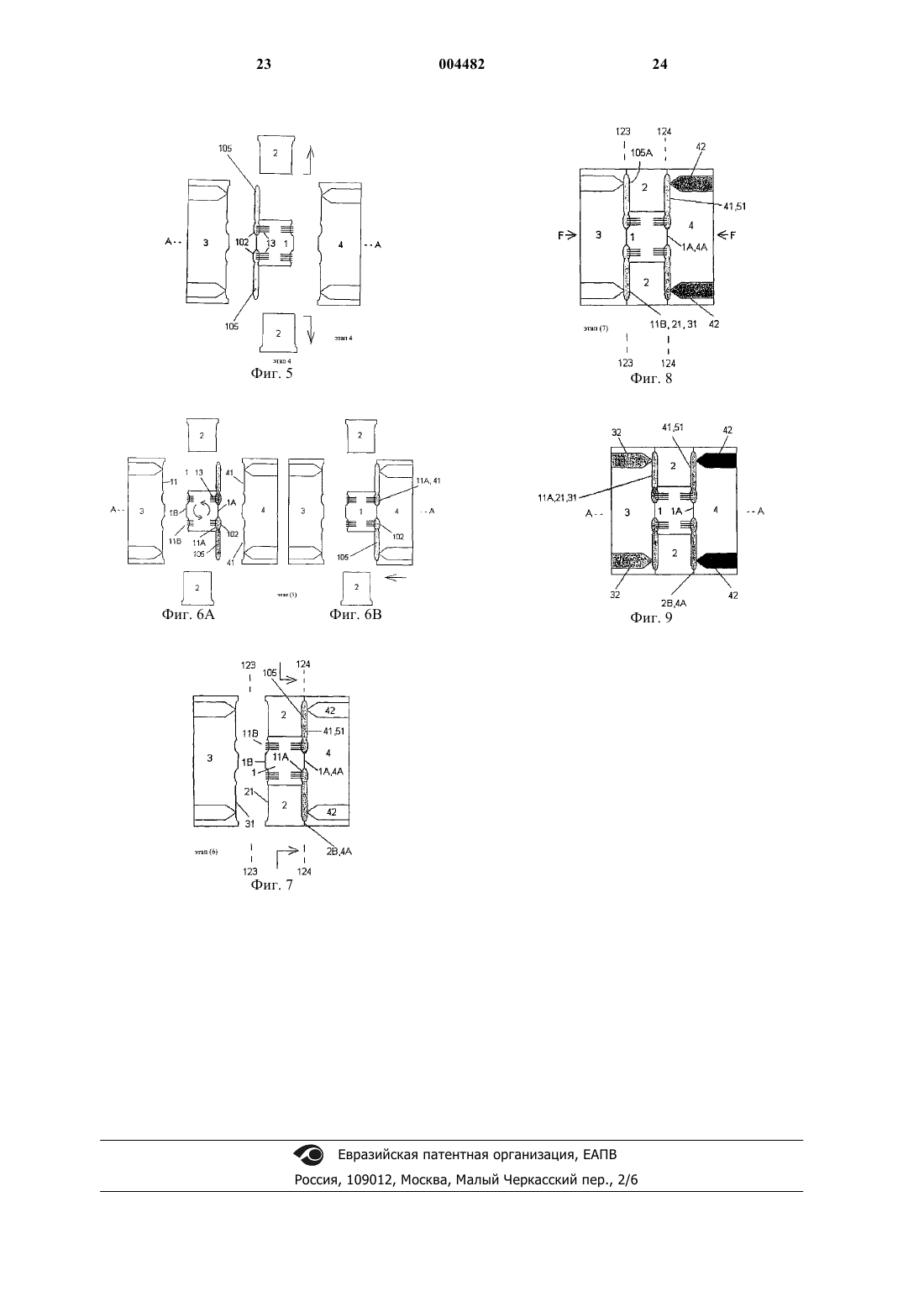
Текст
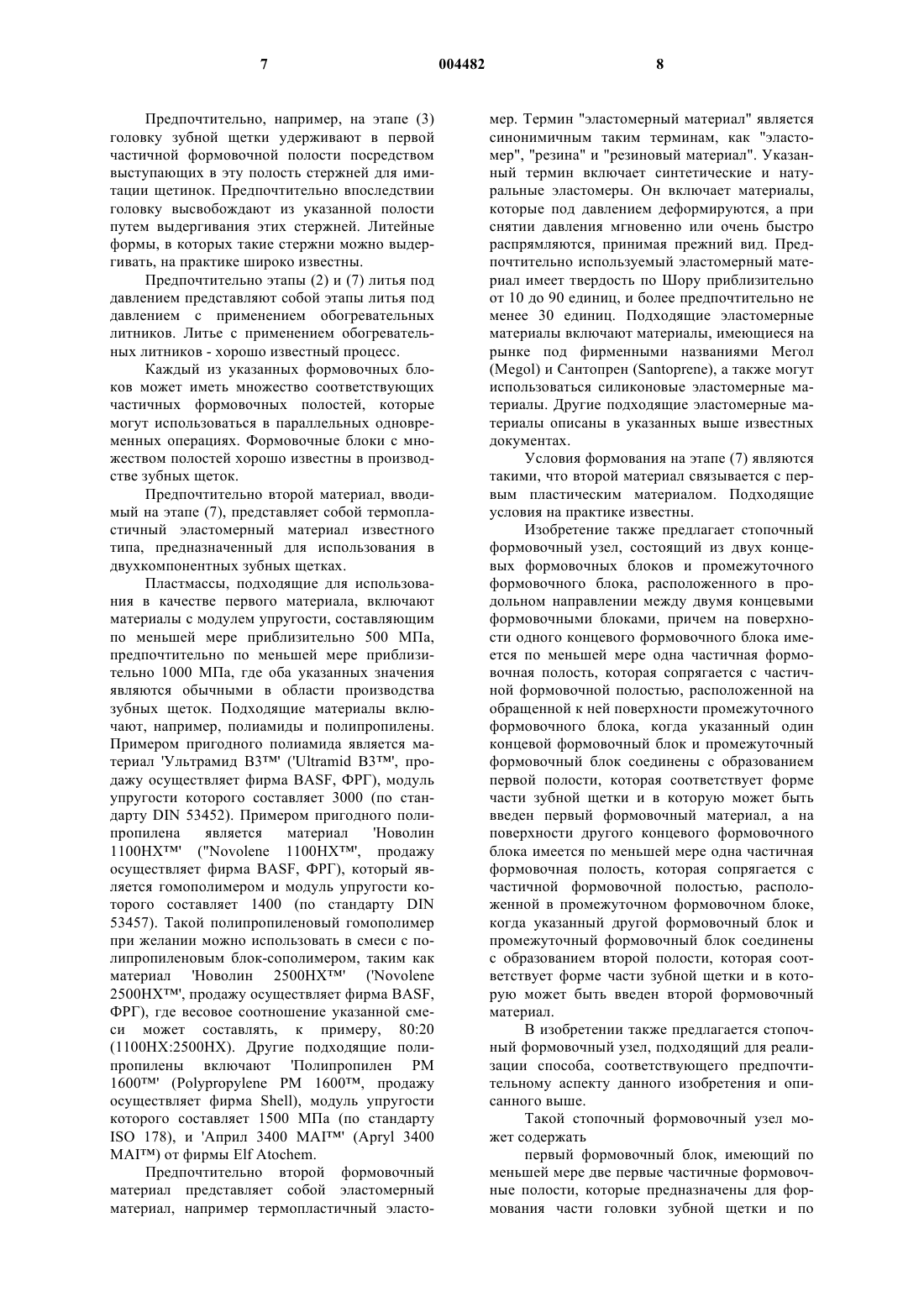
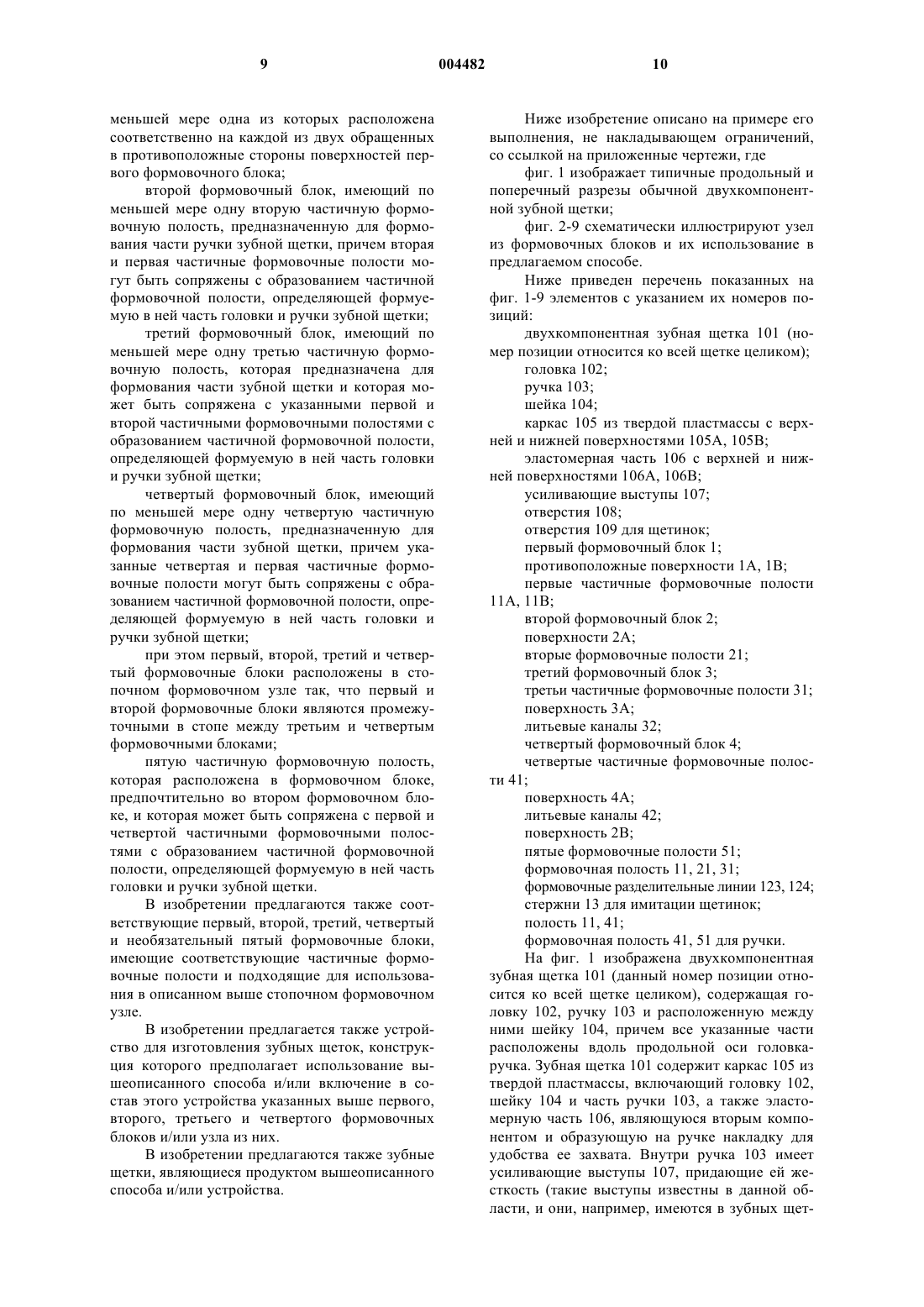
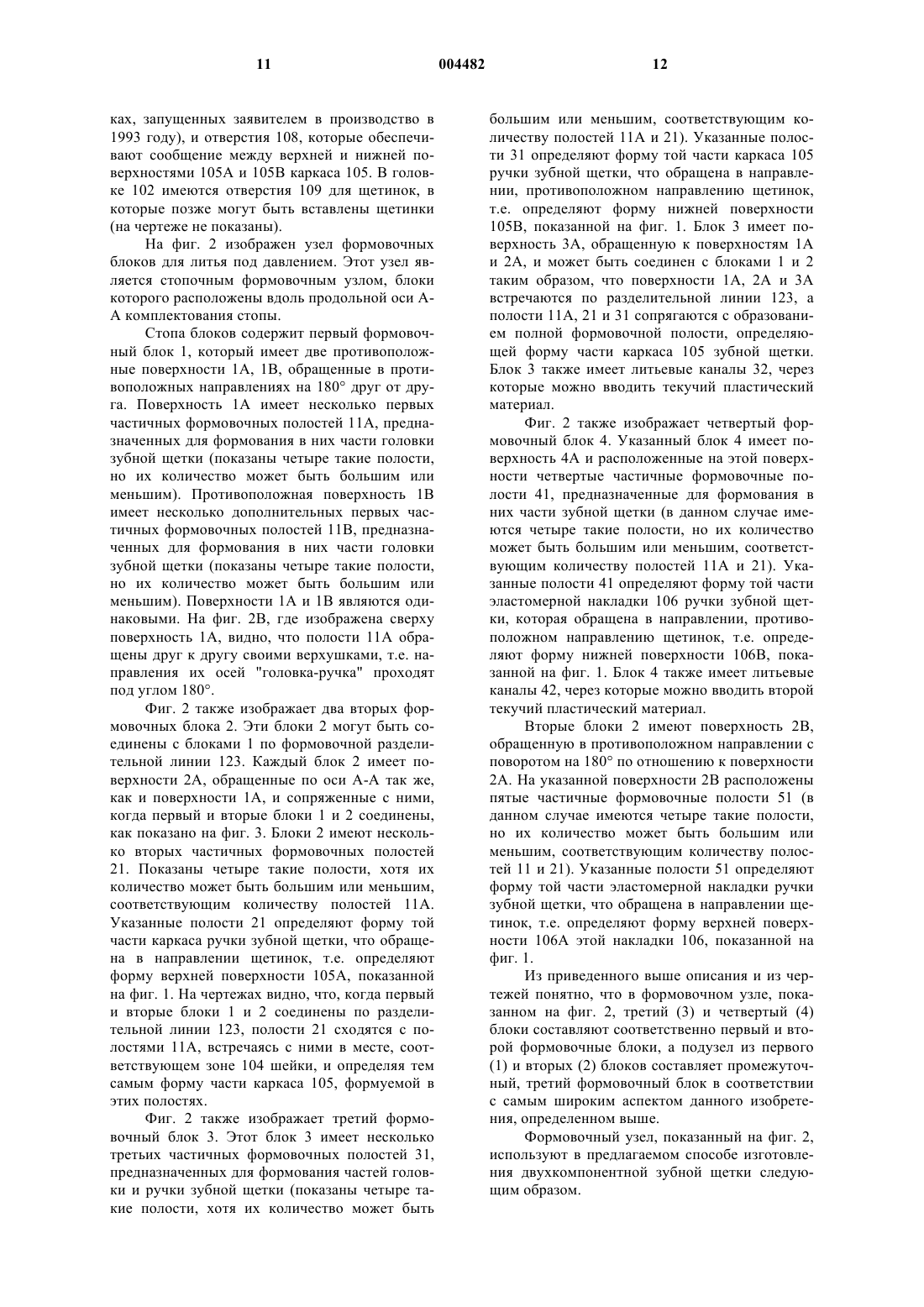
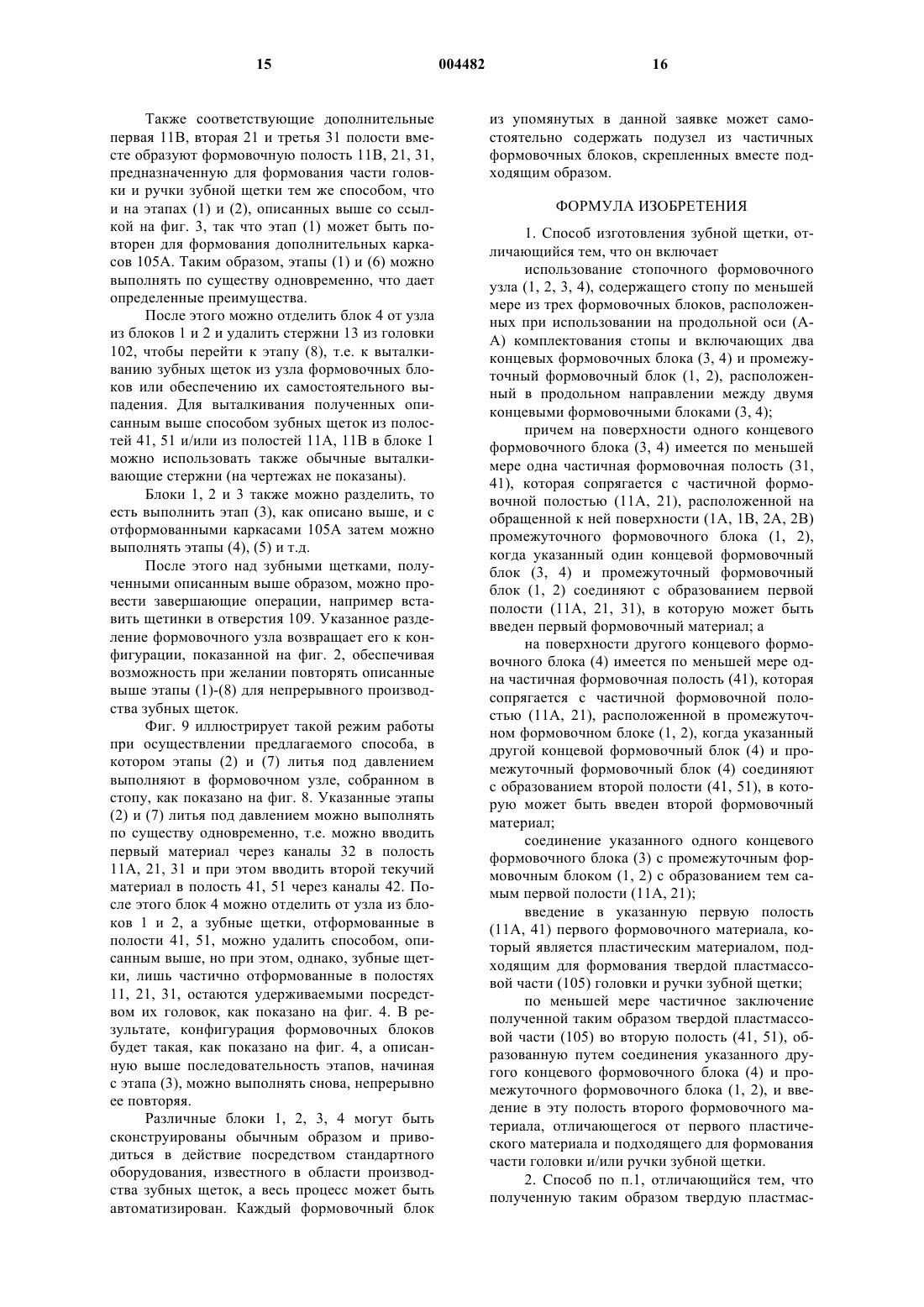
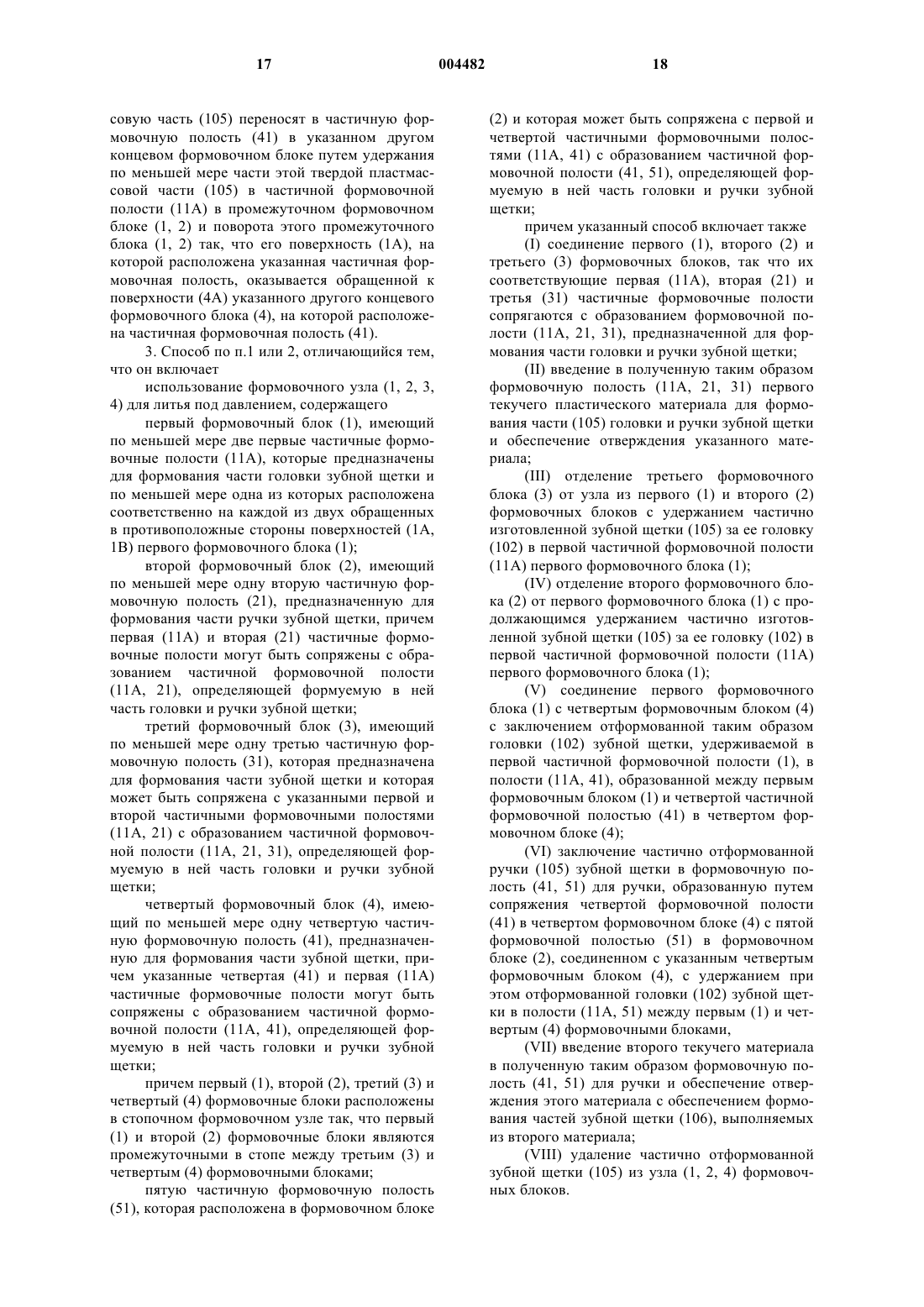
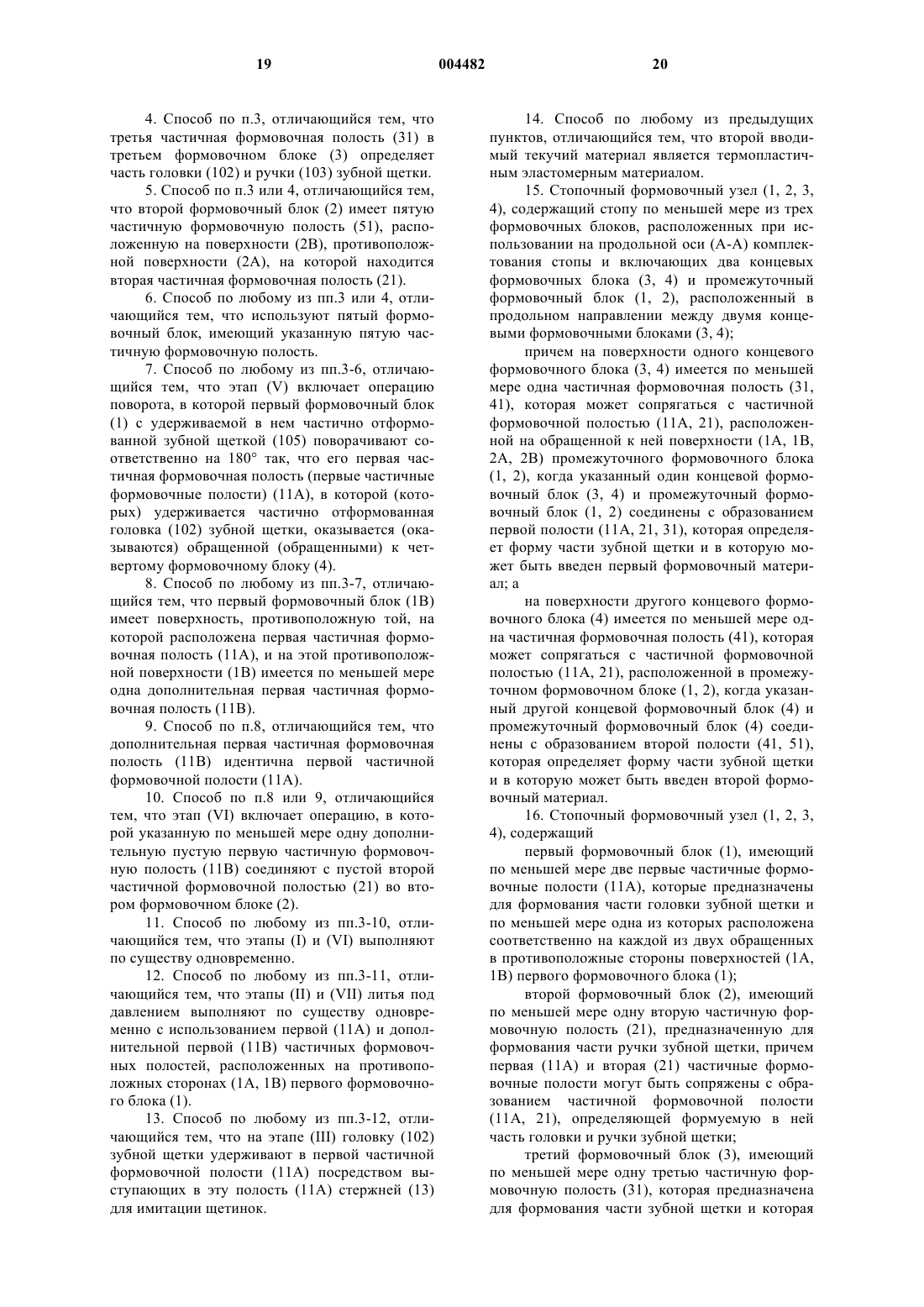
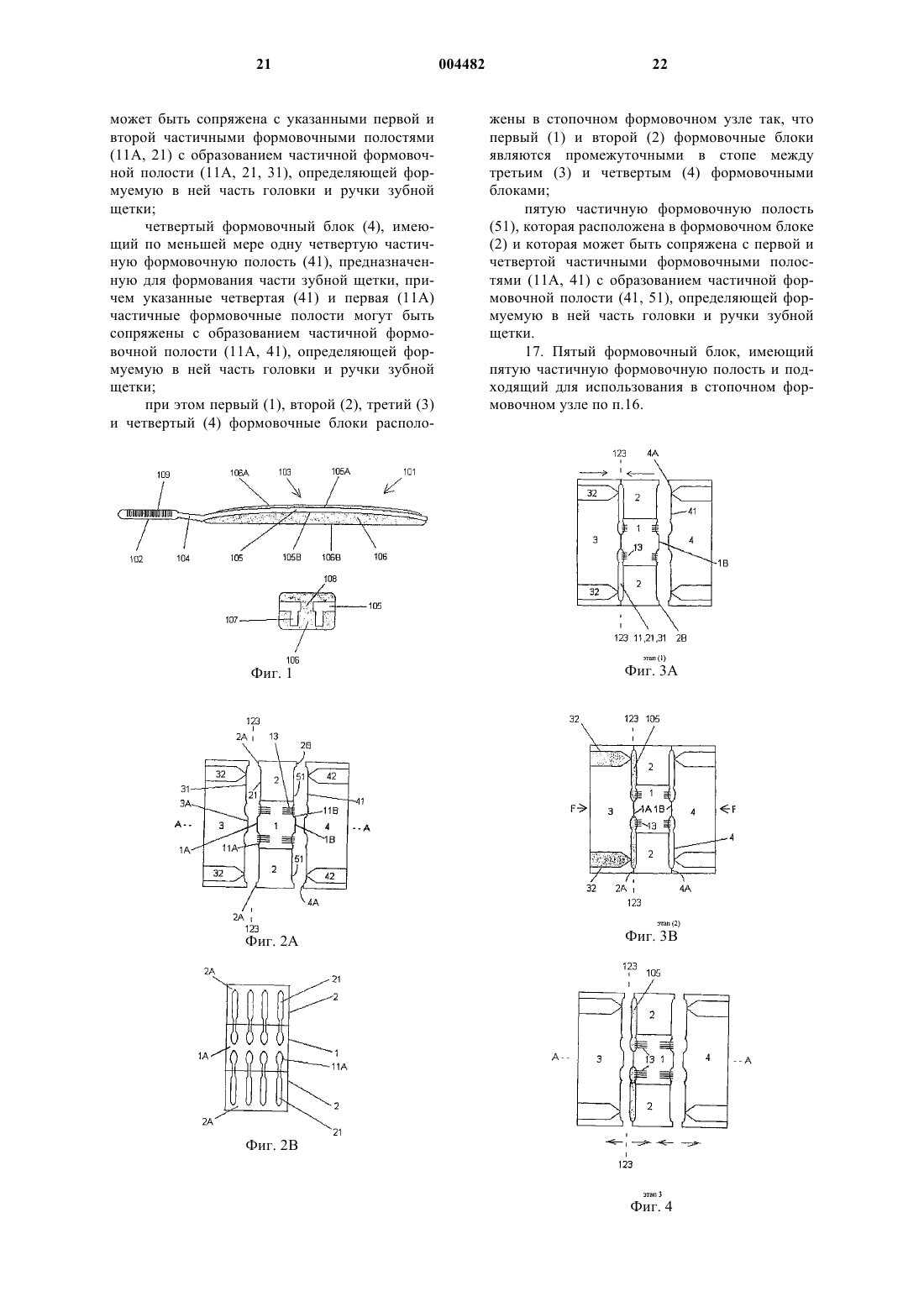
1 Изобретение относится к способу изготовления зубных щеток и особенно к способу их изготовления посредством литья под давлением. Зубные щетки являются хорошо известными предметами гигиены и обычно содержат головку и ручку, между которыми, как правило,имеется суженная зона шейки, причем все указанные части расположены вдоль продольной оси "головка-ручка". Зубные щетки изготавливают, главным образом, из твердой пластмассы,например из полипропилена или стиролакрилонитрола ("САН"). Широко распространены так называемые двухкомпонентные зубные щетки,содержащие части, выполненные из твердой пластмассы, например головку и основу конструкции, или "каркас" ручки, и части, выполненные из более мягкого, упругого эластомерного или резинового материала, такого как термопластичный эластомер, например Сантопрен(Santoprene), включающие, к примеру, часть ручки, служащую для удобства захвата, для придания эстетичного вида или для регулировки гибкости. Такие зубные щетки описаны, например, в патенте США 5054154 и вeвропейском патентном документе ЕР-А-0 336 641, а также в ряде других патентов. Зубные щетки обычно изготовляют способом литья под давлением. При этом способе твердую пластмассу, из которой выполняется основа конструкции указанных щеток, вводят в жидком состоянии в первую формовочную полость, точно определяющую форму части, формуемой из твердой пластмассы. Указанную формовочную полость, как правило, выполняют в формовочном блоке из твердого металла(обычно стали), применяя электроэрозионный способ, известный также под названием "обработка электрическим разрядом". Обычно, когда способом литья под давлением формуют головку зубной щетки, используются стержни(стержни для имитации щетинок), выступающие в ту часть полости, где формуется головка,для образования отверстий в пластмассе головки, в которых впоследствии могут быть закреплены пучки щетинок. При изготовлении двухкомпонентных зубных щеток вначале таким способом изготавливают "каркас" из твердой пластмассы, а затем этот каркас помещают во вторую формовочную полость и вводят в нее материал второго компонента в текучем состоянии для формования частей из этого второго компонента. Обычно каркас формуют с пустотами, заполняемыми указанным вторым материалом. Формы для литья под давлением представляют собой, как правило, формовочные узлы, содержащие по меньшей мере один формовочный блок, обычно два таких блока, в каждом из которых имеется частичная формовочная полость и которые, будучи соединены в собранную литейную форму, образуют между собой полную формовочную полость. Такие способы хорошо известны и описаны, наряду с подходя 004482 2 щим формовочным оборудованием для их реализации, в международной публикации WO-A94/05183, в европейских патентных документах ЕР-А-0 504 571 и ЕР-А-0 836 923 и в патентном документе Германии DE-A-195 22 122. Обычно в таких способах формования задействовано крупногабаритное и сложное оборудование, которое может занимать на предприятии большие производственные площади. Существует необходимость в создании усовершенствованного формовочного оборудования для реализации указанных способов. Известны так называемые стопочные литейные формы, которые могут быть очень компактными. Например,в патенте США 5069615 описана стопочная литейная форма, предназначенная для изготовления изделий из пластмассы. Если рассматривать данное изобретение в самом широком аспекте, то в нем предлагается основанный на использовании стопочной литейной формы способ изготовления двухкомпонентной зубной щетки, содержащей части, выполненные из твердой пластмассы, например головку и основу конструкции, или "каркас",ручки, и части, выполненные из более мягкого упругого эластомерного или резинового материала, такого как термопластичный эластомер, и включающие, например, захватную часть ручки,служащую для удобства захвата, придания эстетичного вида или регулировки гибкости. Следовательно, в изобретении предлагается также стопочная литейная форма, предназначенная и/или выполненная для осуществления указанного способа. Говоря более конкретно, предлагаемый способ изготовления зубной щетки включает использование стопочного формовочного узла, содержащего стопу по меньшей мере из трех формовочных блоков, расположенных при использовании на продольной оси комплектования стопы и включающих два концевых формовочных блока и промежуточный формовочный блок, расположенный в продольном направлении между двумя концевыми формовочными блоками; причем на поверхности одного концевого формовочного блока имеется по меньшей мере одна частичная формовочная полость, которая сопрягается с частичной формовочной полостью, расположенной на обращенной к ней поверхности промежуточного формовочного блока, когда указанный один концевой формовочный блок и промежуточный формовочный блок соединяют с образованием первой полости, в которую может быть введен первый формовочный материал; а на поверхности другого концевого формовочного блока имеется по меньшей мере одна частичная формовочная полость, которая сопрягается с частичной формовочной полостью, расположенной в промежуточном формовочном блоке, когда указанный другой концевой фор 3 мовочный блок и промежуточный формовочный блок соединяют с образованием второй полости,в которую может быть введен второй формовочный материал; соединение указанного одного концевого формовочного блока с промежуточным формовочным блоком с образованием тем самым первой полости; введение в указанную первую полость первого формовочного материала, который является пластическим материалом, подходящим для формования твердой пластмассовой части головки и ручки зубной щетки; по меньшей мере частичное заключение полученной таким образом твердой пластмассовой части во вторую полость, образованную путем соединения указанного другого концевого формовочного блока и промежуточного формовочного блока, и введение в эту полость второго формовочного материала, отличающегося от первого пластического материала и подходящего для формования части головки и/или ручки зубной щетки. Обычно до указанного по меньшей мере частичного заключения отформованной твердой пластмассовой части во вторую полость, полученную путем соединения указанного другого концевого и промежуточного формовочных блоков, указанный один концевой и промежуточный формовочные блоки разъединяют. Предпочтительно полученную таким образом твердую пластмассовую часть переносят в частичную формовочную полость в указанном другом концевом формовочном блоке путем удержания по меньшей мере части этой твердой пластмассовой части в частичной формовочной полости в промежуточном формовочном блоке и поворота этого промежуточного блока так, что его поверхность, на которой расположена указанная частичная формовочная полость, оказывается обращенной к поверхности указанного другого концевого формовочного блока, на которой расположена частичная формовочная полость. В соответствии с еще одним предпочтительным вариантом выполнения предлагаемого изобретения способ изготовления зубной щетки включает использование формовочного узла для литья под давлением, содержащего первый формовочный блок, имеющий по меньшей мере две первые частичные формовочные полости, которые предназначены для формования части головки зубной щетки и по меньшей мере одна из которых расположена соответственно на каждой из двух обращенных в противоположные стороны поверхностей первого формовочного блока; второй формовочный блок, имеющий по меньшей мере одну вторую частичную формовочную полость, предназначенную для формования части ручки зубной щетки, причем первая 4 и вторая частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости, определяющей формуемую в ней часть головки и ручки зубной щетки; третий формовочный блок, имеющий по меньшей мере одну третью частичную формовочную полость, которая предназначена для формования части зубной щетки и которая может быть сопряжена с указанными первой и второй частичными формовочными полостями с образованием частичной формовочной полости,определяющей формуемую в ней часть головки и ручки зубной щетки; четвертый формовочный блок, имеющий по меньшей мере одну четвертую частичную формовочную полость, предназначенную для формования части зубной щетки, причем указанные четвертая и первая частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости, определяющей формуемую в ней часть головки и ручки зубной щетки; причем первый, второй, третий и четвертый формовочные блоки расположены в стопочном формовочном узле так, что первый и второй формовочные блоки являются промежуточными в стопе между третьим и четвертым формовочными блоками; пятую частичную формовочную полость,которая расположена в формовочном блоке и которая может быть сопряжена с первой и четвертой частичными формовочными полостями с образованием частичной формовочной полости,определяющей формуемую в ней часть головки и ручки зубной щетки; причем указанный способ включает(1) соединение первого, второго и третьего формовочных блоков, так что их соответствующие первая, вторая и третья частичные формовочные полости сопрягаются с образованием формовочной полости, предназначенной для формования части головки и ручки зубной щетки;(2) введение в полученную таким образом формовочную полость первого текучего пластического материала для формования части головки и ручки зубной щетки и обеспечение отверждения указанного первого материала;(3) отделение третьего формовочного блока от узла из первого и второго формовочных блоков с удержанием частично изготовленной зубной щетки за ее головку в первой частичной формовочной полости первого формовочного блока;(4) отделение второго формовочного блока от первого формовочного блока с продолжающимся удержанием частично изготовленной зубной щетки за ее головку в первой частичной формовочной полости первого формовочного блока;(5) соединение первого формовочного блока с четвертым формовочным блоком с за 5 ключением отформованной таким образом головки зубной щетки, удерживаемой в первой частичной формовочной полости, в полости,образованной между первым формовочным блоком и четвертой частичной формовочной полостью в четвертом формовочном блоке;(6) заключение частично отформованной ручки зубной щетки в формовочную полость для ручки, образованную путем сопряжения четвертой формовочной полости в четвертом формовочном блоке с пятой формовочной полостью в формовочном блоке, соединенном с указанным четвертым формовочным блоком, с удержанием при этом отформованной головки зубной щетки в полости между первым и четвертым формовочными блоками,(7) введение второго текучего материала в полученную таким образом формовочную полость для ручки и обеспечение отверждения этого материала с обеспечением формования частей зубной щетки, выполняемых из второго материала;(8) удаление частично отформованной зубной щетки из узла формовочных блоков. Вышеописанные этапы (1)-(8) при желании можно повторять для обеспечения непрерывного производства зубных щеток. Отформованная таким образом часть головки и ручки зубной щетки затем может быть удалена из узла формовочных блоков, и над ней можно провести завершающие операции, например вставить щетинки в головку и т.д. Как вариант, щетинки могут быть закреплены в головке на более раннем этапе, например во время формовочного процесса, в котором формуется головка, посредством известного так называемого "безанкерного" способа вставления щетинок в первую или вторую частичную формовочную полость, так что их концы входят в эту полость, и введения в нее первого пластического материала для формования головки и одновременно приваривания к ней концов щетинок. Такие способы описаны, к примеру, в европейских патентных документах ЕР-А-0 142 885, ЕР-А-0 197 384 и ЕР-А-0 326 634. Однако, как описано ниже, стержни для имитации щетинок, используемые для формования в головке отверстий, в которые впоследствии вставляются щетинки,обеспечивают удобный способ удержания частично отформованной зубной щетки в формовочной полости. Поэтому, если используется указанный "безанкерный" способ, может возникнуть необходимость в альтернативном способе удержания частично отформованной зубной щетки в формовочной полости. Предпочтительно третья частичная формовочная полость в третьем формовочном блоке определяет часть головки и ручки зубной щетки. Предпочтительно второй формовочный блок имеет пятую частичную формовочную полость, расположенную на поверхности, проти 004482 6 воположной поверхности, на которой находится вторая частичная формовочная полость. Как вариант, возможно наличие пятого формовочного блока, имеющего пятую частичную формовочную полость. Предпочтительно этап (5) включает операцию поворота, в которой первый формовочный блок с удерживаемой в нем частично отформованной зубной щеткой поворачивают соответственно на 180 так, что его первая частичная формовочная полость (первые частичные формовочные полости), в которой (которых) удерживается частично отформованная головка зубной щетки, оказывается (оказываются) обращенной (обращенными) к четвертому формовочному блоку. Для облегчения такой операции поворота необходимо обеспечить достаточно большое расстояние между указанными формовочными блоками, чтобы частично отформованная зубная щетка, удерживаемая в первом формовочном блоке, не наталкивалась на любой другой формовочный блок или любую другую часть используемого оборудования. Предпочтительно первый формовочный блок имеет поверхность, противоположную той,на которой выполнена первая частичная формовочная полость, и на этой противоположной поверхности имеется по меньшей мере одна дополнительная первая частичная формовочная полость. Указанная дополнительная полость соответственно идентична первой частичной формовочной полости. При такой конструкции этап (6) предпочтительно включает операцию, в которой указанную по меньшей мере одну дополнительную пустую первую частичную формовочную полость, расположенную на поверхности, противоположной той, на которой расположена (расположены) первая формовочная полость (первые формовочные полости), в которой(которых) удерживается частично отформованная зубная щетка, соединяют с пустой второй частичной формовочной полостью во втором формовочном блоке. Предпочтительно в указанной операции пустые первый, второй и третий формовочные блоки соединяют таким образом, что их соответственные дополнительная первая, вторая и третья частичные формовочные полости сопрягаются с образованием формовочной полости, предназначенной для формования части головки и ручки зубной щетки, то есть для осуществления описанного выше этапа(1). Таким образом, этапы (1) и (6) можно преимущественно выполнять по существу одновременно, и также можно выполнять по существу одновременно этапы (2) и (7) литья под давлением, используя первую и дополнительную первую частичные формовочные полости, расположенные на противоположных сторонах первого формовочного блока, и способствуя тем самым достижению высокой производительности всего процесса изготовления зубных щеток. 7 Предпочтительно, например, на этапе (3) головку зубной щетки удерживают в первой частичной формовочной полости посредством выступающих в эту полость стержней для имитации щетинок. Предпочтительно впоследствии головку высвобождают из указанной полости путем выдергивания этих стержней. Литейные формы, в которых такие стержни можно выдергивать, на практике широко известны. Предпочтительно этапы (2) и (7) литья под давлением представляют собой этапы литья под давлением с применением обогревательных литников. Литье с применением обогревательных литников - хорошо известный процесс. Каждый из указанных формовочных блоков может иметь множество соответствующих частичных формовочных полостей, которые могут использоваться в параллельных одновременных операциях. Формовочные блоки с множеством полостей хорошо известны в производстве зубных щеток. Предпочтительно второй материал, вводимый на этапе (7), представляет собой термопластичный эластомерный материал известного типа, предназначенный для использования в двухкомпонентных зубных щетках. Пластмассы, подходящие для использования в качестве первого материала, включают материалы с модулем упругости, составляющим по меньшей мере приблизительно 500 МПа,предпочтительно по меньшей мере приблизительно 1000 МПа, где оба указанных значения являются обычными в области производства зубных щеток. Подходящие материалы включают, например, полиамиды и полипропилены. Примером пригодного полиамида является материал 'Ультрамид В 3' ('Ultramid B3', продажу осуществляет фирма BASF, ФРГ), модуль упругости которого составляет 3000 (по стандарту DIN 53452). Примером пригодного полипропилена является материал'Новолин 1100 НХ' ("Novolene 1100HX', продажу осуществляет фирма BASF, ФРГ), который является гомополимером и модуль упругости которого составляет 1400 (по стандарту DIN 53457). Такой полипропиленовый гомополимер при желании можно использовать в смеси с полипропиленовым блок-сополимером, таким как материал 'Новолин 2500 НХ' ('Novolene 2500HX', продажу осуществляет фирма BASF,ФРГ), где весовое соотношение указанной смеси может составлять, к примеру, 80:20(1100 НХ:2500 НХ). Другие подходящие полипропилены включают 'Полипропилен РМ 1600' (Polypropylene PM 1600, продажу осуществляет фирма Shell), модуль упругости которого составляет 1500 МПа (по стандартуMAI) от фирмы Elf Atochem. Предпочтительно второй формовочный материал представляет собой эластомерный материал, например термопластичный эласто 004482 8 мер. Термин "эластомерный материал" является синонимичным таким терминам, как "эластомер", "резина" и "резиновый материал". Указанный термин включает синтетические и натуральные эластомеры. Он включает материалы,которые под давлением деформируются, а при снятии давления мгновенно или очень быстро распрямляются, принимая прежний вид. Предпочтительно используемый эластомерный материал имеет твердость по Шору приблизительно от 10 до 90 единиц, и более предпочтительно не менее 30 единиц. Подходящие эластомерные материалы включают материалы, имеющиеся на рынке под фирменными названиями Мегол(Megol) и Сантопрен (Santoprene), а также могут использоваться силиконовые эластомерные материалы. Другие подходящие эластомерные материалы описаны в указанных выше известных документах. Условия формования на этапе (7) являются такими, что второй материал связывается с первым пластическим материалом. Подходящие условия на практике известны. Изобретение также предлагает стопочный формовочный узел, состоящий из двух концевых формовочных блоков и промежуточного формовочного блока, расположенного в продольном направлении между двумя концевыми формовочными блоками, причем на поверхности одного концевого формовочного блока имеется по меньшей мере одна частичная формовочная полость, которая сопрягается с частичной формовочной полостью, расположенной на обращенной к ней поверхности промежуточного формовочного блока, когда указанный один концевой формовочный блок и промежуточный формовочный блок соединены с образованием первой полости, которая соответствует форме части зубной щетки и в которую может быть введен первый формовочный материал, а на поверхности другого концевого формовочного блока имеется по меньшей мере одна частичная формовочная полость, которая сопрягается с частичной формовочной полостью, расположенной в промежуточном формовочном блоке,когда указанный другой формовочный блок и промежуточный формовочный блок соединены с образованием второй полости, которая соответствует форме части зубной щетки и в которую может быть введен второй формовочный материал. В изобретении также предлагается стопочный формовочный узел, подходящий для реализации способа, соответствующего предпочтительному аспекту данного изобретения и описанного выше. Такой стопочный формовочный узел может содержать первый формовочный блок, имеющий по меньшей мере две первые частичные формовочные полости, которые предназначены для формования части головки зубной щетки и по 9 меньшей мере одна из которых расположена соответственно на каждой из двух обращенных в противоположные стороны поверхностей первого формовочного блока; второй формовочный блок, имеющий по меньшей мере одну вторую частичную формовочную полость, предназначенную для формования части ручки зубной щетки, причем вторая и первая частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости, определяющей формуемую в ней часть головки и ручки зубной щетки; третий формовочный блок, имеющий по меньшей мере одну третью частичную формовочную полость, которая предназначена для формования части зубной щетки и которая может быть сопряжена с указанными первой и второй частичными формовочными полостями с образованием частичной формовочной полости,определяющей формуемую в ней часть головки и ручки зубной щетки; четвертый формовочный блок, имеющий по меньшей мере одну четвертую частичную формовочную полость, предназначенную для формования части зубной щетки, причем указанные четвертая и первая частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости, определяющей формуемую в ней часть головки и ручки зубной щетки; при этом первый, второй, третий и четвертый формовочные блоки расположены в стопочном формовочном узле так, что первый и второй формовочные блоки являются промежуточными в стопе между третьим и четвертым формовочными блоками; пятую частичную формовочную полость,которая расположена в формовочном блоке,предпочтительно во втором формовочном блоке, и которая может быть сопряжена с первой и четвертой частичными формовочными полостями с образованием частичной формовочной полости, определяющей формуемую в ней часть головки и ручки зубной щетки. В изобретении предлагаются также соответствующие первый, второй, третий, четвертый и необязательный пятый формовочные блоки,имеющие соответствующие частичные формовочные полости и подходящие для использования в описанном выше стопочном формовочном узле. В изобретении предлагается также устройство для изготовления зубных щеток, конструкция которого предполагает использование вышеописанного способа и/или включение в состав этого устройства указанных выше первого,второго, третьего и четвертого формовочных блоков и/или узла из них. В изобретении предлагаются также зубные щетки, являющиеся продуктом вышеописанного способа и/или устройства. 10 Ниже изобретение описано на примере его выполнения, не накладывающем ограничений,со ссылкой на приложенные чертежи, где фиг. 1 изображает типичные продольный и поперечный разрезы обычной двухкомпонентной зубной щетки; фиг. 2-9 схематически иллюстрируют узел из формовочных блоков и их использование в предлагаемом способе. Ниже приведен перечень показанных на фиг. 1-9 элементов с указанием их номеров позиций: двухкомпонентная зубная щетка 101 (номер позиции относится ко всей щетке целиком); головка 102; ручка 103; шейка 104; каркас 105 из твердой пластмассы с верхней и нижней поверхностями 105 А, 105 В; эластомерная часть 106 с верхней и нижней поверхностями 106 А, 106 В; усиливающие выступы 107; отверстия 108; отверстия 109 для щетинок; первый формовочный блок 1; противоположные поверхности 1 А, 1 В; первые частичные формовочные полости 11 А, 11 В; второй формовочный блок 2; поверхности 2 А; вторые формовочные полости 21; третий формовочный блок 3; третьи частичные формовочные полости 31; поверхность 3 А; литьевые каналы 32; четвертый формовочный блок 4; четвертые частичные формовочные полости 41; поверхность 4 А; литьевые каналы 42; поверхность 2 В; пятые формовочные полости 51; формовочная полость 11, 21, 31; формовочные разделительные линии 123, 124; стержни 13 для имитации щетинок; полость 11, 41; формовочная полость 41, 51 для ручки. На фиг. 1 изображена двухкомпонентная зубная щетка 101 (данный номер позиции относится ко всей щетке целиком), содержащая головку 102, ручку 103 и расположенную между ними шейку 104, причем все указанные части расположены вдоль продольной оси головкаручка. Зубная щетка 101 содержит каркас 105 из твердой пластмассы, включающий головку 102,шейку 104 и часть ручки 103, а также эластомерную часть 106, являющуюся вторым компонентом и образующую на ручке накладку для удобства ее захвата. Внутри ручка 103 имеет усиливающие выступы 107, придающие ей жесткость (такие выступы известны в данной области, и они, например, имеются в зубных щет 11 ках, запущенных заявителем в производство в 1993 году), и отверстия 108, которые обеспечивают сообщение между верхней и нижней поверхностями 105 А и 105 В каркаса 105. В головке 102 имеются отверстия 109 для щетинок, в которые позже могут быть вставлены щетинки(на чертеже не показаны). На фиг. 2 изображен узел формовочных блоков для литья под давлением. Этот узел является стопочным формовочным узлом, блоки которого расположены вдоль продольной оси АА комплектования стопы. Стопа блоков содержит первый формовочный блок 1, который имеет две противоположные поверхности 1 А, 1 В, обращенные в противоположных направлениях на 180 друг от друга. Поверхность 1 А имеет несколько первых частичных формовочных полостей 11 А, предназначенных для формования в них части головки зубной щетки (показаны четыре такие полости,но их количество может быть большим или меньшим). Противоположная поверхность 1 В имеет несколько дополнительных первых частичных формовочных полостей 11 В, предназначенных для формования в них части головки зубной щетки (показаны четыре такие полости,но их количество может быть большим или меньшим). Поверхности 1 А и 1 В являются одинаковыми. На фиг. 2 В, где изображена сверху поверхность 1 А, видно, что полости 11 А обращены друг к другу своими верхушками, т.е. направления их осей "головка-ручка" проходят под углом 180. Фиг. 2 также изображает два вторых формовочных блока 2. Эти блоки 2 могут быть соединены с блоками 1 по формовочной разделительной линии 123. Каждый блок 2 имеет поверхности 2 А, обращенные по оси А-А так же,как и поверхности 1 А, и сопряженные с ними,когда первый и вторые блоки 1 и 2 соединены,как показано на фиг. 3. Блоки 2 имеют несколько вторых частичных формовочных полостей 21. Показаны четыре такие полости, хотя их количество может быть большим или меньшим,соответствующим количеству полостей 11 А. Указанные полости 21 определяют форму той части каркаса ручки зубной щетки, что обращена в направлении щетинок, т.е. определяют форму верхней поверхности 105 А, показанной на фиг. 1. На чертежах видно, что, когда первый и вторые блоки 1 и 2 соединены по разделительной линии 123, полости 21 сходятся с полостями 11 А, встречаясь с ними в месте, соответствующем зоне 104 шейки, и определяя тем самым форму части каркаса 105, формуемой в этих полостях. Фиг. 2 также изображает третий формовочный блок 3. Этот блок 3 имеет несколько третьих частичных формовочных полостей 31,предназначенных для формования частей головки и ручки зубной щетки (показаны четыре такие полости, хотя их количество может быть 12 большим или меньшим, соответствующим количеству полостей 11 А и 21). Указанные полости 31 определяют форму той части каркаса 105 ручки зубной щетки, что обращена в направлении, противоположном направлению щетинок,т.е. определяют форму нижней поверхности 105 В, показанной на фиг. 1. Блок 3 имеет поверхность 3 А, обращенную к поверхностям 1 А и 2 А, и может быть соединен с блоками 1 и 2 таким образом, что поверхности 1 А, 2 А и 3 А встречаются по разделительной линии 123, а полости 11 А, 21 и 31 сопрягаются с образованием полной формовочной полости, определяющей форму части каркаса 105 зубной щетки. Блок 3 также имеет литьевые каналы 32, через которые можно вводить текучий пластический материал. Фиг. 2 также изображает четвертый формовочный блок 4. Указанный блок 4 имеет поверхность 4 А и расположенные на этой поверхности четвертые частичные формовочные полости 41, предназначенные для формования в них части зубной щетки (в данном случае имеются четыре такие полости, но их количество может быть большим или меньшим, соответствующим количеству полостей 11 А и 21). Указанные полости 41 определяют форму той части эластомерной накладки 106 ручки зубной щетки, которая обращена в направлении, противоположном направлению щетинок, т.е. определяют форму нижней поверхности 106 В, показанной на фиг. 1. Блок 4 также имеет литьевые каналы 42, через которые можно вводить второй текучий пластический материал. Вторые блоки 2 имеют поверхность 2 В,обращенную в противоположном направлении с поворотом на 180 по отношению к поверхности 2 А. На указанной поверхности 2 В расположены пятые частичные формовочные полости 51 (в данном случае имеются четыре такие полости,но их количество может быть большим или меньшим, соответствующим количеству полостей 11 и 21). Указанные полости 51 определяют форму той части эластомерной накладки ручки зубной щетки, что обращена в направлении щетинок, т.е. определяют форму верхней поверхности 106 А этой накладки 106, показанной на фиг. 1. Из приведенного выше описания и из чертежей понятно, что в формовочном узле, показанном на фиг. 2, третий (3) и четвертый (4) блоки составляют соответственно первый и второй формовочные блоки, а подузел из первого(1) и вторых (2) блоков составляет промежуточный, третий формовочный блок в соответствии с самым широким аспектом данного изобретения, определенном выше. Формовочный узел, показанный на фиг. 2,используют в предлагаемом способе изготовления двухкомпонентной зубной щетки следующим образом.(2). На фиг. 3 А первый 1, вторые 2 и третий 3 блоки соединяют путем относительного перемещения в направлении, показанном стрелками,в результате чего их соответственные первая 11 А, вторая 21 и третья 31 полости вместе образуют формовочную полость 11 А, 21, 31, предназначенную для формования в ней части каркаса 105 головки и ручки зубной щетки. В этой операции поверхности 1 А, 2 А и 3 А блоков 1, 2 и 3 встречаются по разделительной линии 123. Как показано на фиг. 3 В, в полученную таким образом полость 11 А, 21, 31 через литьевые каналы 32 введен первый, пластический материал, находящийся в текучем состоянии, для формования в этой полости каркаса 105 головки и ручки зубной щетки. После введения указанного первого материала обеспечивают его отверждение. На фиг. 2 и 3 показаны стержни 13, выступающие в полость 11 А, 21, 31 так, что в отформованной головке 102 остаются отверстия 109. На фиг. 3 В показано также, что до введения пластического материала через канал 32 четвертый блок 4 соединяют с узлом из блоков 1, 2 и 3 с образованием стопы. В этой операции поверхность 4 А блока 4 входит в соприкосновение с соответствующими поверхностями 1 В и 2 В блоков 1 и 2, являющимися противоположными по отношению к поверхностям 1 А и 2 А,на которых расположены полости 11 А, 21 А. Это позволяет прикладывать зажимающее усилие F в направлении показанных стрелок, чтобы таким образом дать возможность указанному узлу выдерживать давление, создаваемое в полости 11 А, 21, 31 при введении в нее пластического материала. На фиг. 4 проиллюстрирован этап (3). Третий блок 3 отделяют от узла из первого 1 и вторых 2 блоков, при этом каркас 105 зубной щетки, включающий в себя части как головки, так и ручки, удерживают в блоке 1 посредством головки 102. Указанное отделение достигается относительным перемещением блоков 1, 2 и 3 в направлении, показанном стрелками. Каркас 105 удерживают в блоке 1 посредством стержней 13,заделанных в отформованную головку 102 зубной щетки. Указанные стержни 13 установлены с возможностью их втягивания внутрь блока 1 посредством механизма известного типа (механизм на чертеже не показан). Частью этой же самой операции является отделение блока 4 от узла из блоков 1 и 2 посредством его относительного перемещения в направлении, показанном стрелками. На фиг. 5 проиллюстрирован этап (4). Блоки 2 отделяют от блока 1, при этом каркас 105 зубной щетки продолжает удерживаться в первой полости 11 А блока 1 посредством отформованной головки 102 и заделанных в эту головку стержней 13. Указанное отделение осуществляют путем перемещения блока 2, как показано стрелками, причем вначале выполняют переме 004482 14 щение в направлении А-А, а затем в направлении, поперечном первому. На фиг. 6 проиллюстрирован этап (5). На фиг. 6 А показано, что блок 1 повернули на 180 в плоскости чертежа, так что поверхность 1 А, на которой образована (образованы) первая полость (первые полости) 11 А и на которой удерживается частично отформованная головка 102 зубной щетки, обращена к блоку 4. Видно, что благодаря указанному повороту поверхность 1 В блока 1, на которой находятся дополнительные первые полости 11 В, теперь обращена к блоку 3. Блоки 2 и 3 (а также блок 4) должны находиться на достаточном удалении от поворачивающегося блока 1, чтобы удерживаемый в нем каркас (удерживаемые в нем каркасы) 105 мог (могли) поворачиваться свободно, как показано на чертеже. Блоки 1 и 4 соединяют с тем, чтобы частично отформованную зубную щетку 105,удерживаемую за ее головку 102 в первой полости 11 А, частично заключить в полости 11 А,41, образованной между блоком 1 и четвертой полостью 41 в блоке 4. После этого выполняют этап (6), проиллюстрированный на фиг. 7. Как показано на этом чертеже, частично отформованную ручку зубной щетки, т.е. ту часть каркаса 105, что содержит ручка 103, заключают в полость 41, 51 для формования ручки, образованную между четвертой полостью 41 в блоке 4 и пятой полостью 51 в блоке 2. Это достигается путем перемещения указанного блока 2 так, как показано стрелками, в результате чего поверхности 1 А, 2 В и 4 А соответствующих блоков 1, 2 и 4 встречаются. Теперь выполняют этап (7), который проиллюстрирован на фиг. 8 и который заключается в том, что в полученную описанным выше образом формовочную полость 41, 51 для формования ручки через литьевые каналы 42 вводят второй текучий материал, являющийся эластомерным материалом. Для простоты на фиг. 2-8 не показано, что полости 41 и 51 имеют такую форму, которая обеспечивает наличие пустот вокруг внешней поверхности каркаса 105, когда он заключен в эти полости. Второй материал,вводимый в полость 41, 51, может затекать в указанные пустоты, образуя эластомерные части 106 зубной щетки 101. После этого обеспечивают возможностью отверждения указанного материала. На фиг. 8 показано также, что до введения пластического материала через каналы 42 блок 3 соединяют с узлом из блоков 1 и 2, чтобы получить стопу. Это позволяет прикладывать зажимающее усилие F в направлении показанных на чертеже стрелок, чтобы таким образом дать возможность указанному узлу выдерживать давление, создаваемое в полости 41, 51 посредством введения в нее эластомерного материала 106. 15 Также соответствующие дополнительные первая 11 В, вторая 21 и третья 31 полости вместе образуют формовочную полость 11 В, 21, 31,предназначенную для формования части головки и ручки зубной щетки тем же способом, что и на этапах (1) и (2), описанных выше со ссылкой на фиг. 3, так что этап (1) может быть повторен для формования дополнительных каркасов 105 А. Таким образом, этапы (1) и (6) можно выполнять по существу одновременно, что дает определенные преимущества. После этого можно отделить блок 4 от узла из блоков 1 и 2 и удалить стержни 13 из головки 102, чтобы перейти к этапу (8), т.е. к выталкиванию зубных щеток из узла формовочных блоков или обеспечению их самостоятельного выпадения. Для выталкивания полученных описанным выше способом зубных щеток из полостей 41, 51 и/или из полостей 11 А, 11 В в блоке 1 можно использовать также обычные выталкивающие стержни (на чертежах не показаны). Блоки 1, 2 и 3 также можно разделить, то есть выполнить этап (3), как описано выше, и с отформованными каркасами 105 А затем можно выполнять этапы (4), (5) и т.д. После этого над зубными щетками, полученными описанным выше образом, можно провести завершающие операции, например вставить щетинки в отверстия 109. Указанное разделение формовочного узла возвращает его к конфигурации, показанной на фиг. 2, обеспечивая возможность при желании повторять описанные выше этапы (1)-(8) для непрерывного производства зубных щеток. Фиг. 9 иллюстрирует такой режим работы при осуществлении предлагаемого способа, в котором этапы (2) и (7) литья под давлением выполняют в формовочном узле, собранном в стопу, как показано на фиг. 8. Указанные этапы(2) и (7) литья под давлением можно выполнять по существу одновременно, т.е. можно вводить первый материал через каналы 32 в полость 11 А, 21, 31 и при этом вводить второй текучий материал в полость 41, 51 через каналы 42. После этого блок 4 можно отделить от узла из блоков 1 и 2, а зубные щетки, отформованные в полости 41, 51, можно удалить способом, описанным выше, но при этом, однако, зубные щетки, лишь частично отформованные в полостях 11, 21, 31, остаются удерживаемыми посредством их головок, как показано на фиг. 4. В результате, конфигурация формовочных блоков будет такая, как показано на фиг. 4, а описанную выше последовательность этапов, начиная с этапа (3), можно выполнять снова, непрерывно ее повторяя. Различные блоки 1, 2, 3, 4 могут быть сконструированы обычным образом и приводиться в действие посредством стандартного оборудования, известного в области производства зубных щеток, а весь процесс может быть автоматизирован. Каждый формовочный блок 16 из упомянутых в данной заявке может самостоятельно содержать подузел из частичных формовочных блоков, скрепленных вместе подходящим образом. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления зубной щетки, отличающийся тем, что он включает использование стопочного формовочного узла (1, 2, 3, 4), содержащего стопу по меньшей мере из трех формовочных блоков, расположенных при использовании на продольной оси (АА) комплектования стопы и включающих два концевых формовочных блока (3, 4) и промежуточный формовочный блок (1, 2), расположенный в продольном направлении между двумя концевыми формовочными блоками (3, 4); причем на поверхности одного концевого формовочного блока (3, 4) имеется по меньшей мере одна частичная формовочная полость (31,41), которая сопрягается с частичной формовочной полостью (11 А, 21), расположенной на обращенной к ней поверхности (1 А, 1 В, 2 А, 2 В) промежуточного формовочного блока (1, 2),когда указанный один концевой формовочный блок (3, 4) и промежуточный формовочный блок (1, 2) соединяют с образованием первой полости (11 А, 21, 31), в которую может быть введен первый формовочный материал; а на поверхности другого концевого формовочного блока (4) имеется по меньшей мере одна частичная формовочная полость (41), которая сопрягается с частичной формовочной полостью (11 А, 21), расположенной в промежуточном формовочном блоке (1, 2), когда указанный другой концевой формовочный блок (4) и промежуточный формовочный блок (4) соединяют с образованием второй полости (41, 51), в которую может быть введен второй формовочный материал; соединение указанного одного концевого формовочного блока (3) с промежуточным формовочным блоком (1, 2) с образованием тем самым первой полости (11 А, 21); введение в указанную первую полость(11 А, 41) первого формовочного материала, который является пластическим материалом, подходящим для формования твердой пластмассовой части (105) головки и ручки зубной щетки; по меньшей мере частичное заключение полученной таким образом твердой пластмассовой части (105) во вторую полость (41, 51), образованную путем соединения указанного другого концевого формовочного блока (4) и промежуточного формовочного блока (1, 2), и введение в эту полость второго формовочного материала, отличающегося от первого пластического материала и подходящего для формования части головки и/или ручки зубной щетки. 2. Способ по п.1, отличающийся тем, что полученную таким образом твердую пластмас 17 совую часть (105) переносят в частичную формовочную полость (41) в указанном другом концевом формовочном блоке путем удержания по меньшей мере части этой твердой пластмассовой части (105) в частичной формовочной полости (11 А) в промежуточном формовочном блоке (1, 2) и поворота этого промежуточного блока (1, 2) так, что его поверхность (1 А), на которой расположена указанная частичная формовочная полость, оказывается обращенной к поверхности (4 А) указанного другого концевого формовочного блока (4), на которой расположена частичная формовочная полость (41). 3. Способ по п.1 или 2, отличающийся тем,что он включает использование формовочного узла (1, 2, 3,4) для литья под давлением, содержащего первый формовочный блок (1), имеющий по меньшей мере две первые частичные формовочные полости (11 А), которые предназначены для формования части головки зубной щетки и по меньшей мере одна из которых расположена соответственно на каждой из двух обращенных в противоположные стороны поверхностей (1 А,1 В) первого формовочного блока (1); второй формовочный блок (2), имеющий по меньшей мере одну вторую частичную формовочную полость (21), предназначенную для формования части ручки зубной щетки, причем первая (11 А) и вторая (21) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости(11 А, 21), определяющей формуемую в ней часть головки и ручки зубной щетки; третий формовочный блок (3), имеющий по меньшей мере одну третью частичную формовочную полость (31), которая предназначена для формования части зубной щетки и которая может быть сопряжена с указанными первой и второй частичными формовочными полостями(11 А, 21) с образованием частичной формовочной полости (11 А, 21, 31), определяющей формуемую в ней часть головки и ручки зубной щетки; четвертый формовочный блок (4), имеющий по меньшей мере одну четвертую частичную формовочную полость (41), предназначенную для формования части зубной щетки, причем указанные четвертая (41) и первая (11 А) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости (11 А, 41), определяющей формуемую в ней часть головки и ручки зубной щетки; причем первый (1), второй (2), третий (3) и четвертый (4) формовочные блоки расположены в стопочном формовочном узле так, что первый(1) и второй (2) формовочные блоки являются промежуточными в стопе между третьим (3) и четвертым (4) формовочными блоками; пятую частичную формовочную полость(2) и которая может быть сопряжена с первой и четвертой частичными формовочными полостями (11 А, 41) с образованием частичной формовочной полости (41, 51), определяющей формуемую в ней часть головки и ручки зубной щетки; причем указанный способ включает также(I) соединение первого (1), второго (2) и третьего (3) формовочных блоков, так что их соответствующие первая (11 А), вторая (21) и третья (31) частичные формовочные полости сопрягаются с образованием формовочной полости (11 А, 21, 31), предназначенной для формования части головки и ручки зубной щетки;(II) введение в полученную таким образом формовочную полость (11 А, 21, 31) первого текучего пластического материала для формования части (105) головки и ручки зубной щетки и обеспечение отверждения указанного материала;(III) отделение третьего формовочного блока (3) от узла из первого (1) и второго (2) формовочных блоков с удержанием частично изготовленной зубной щетки (105) за ее головку(102) в первой частичной формовочной полости(11 А) первого формовочного блока (1);(IV) отделение второго формовочного блока (2) от первого формовочного блока (1) с продолжающимся удержанием частично изготовленной зубной щетки (105) за ее головку (102) в первой частичной формовочной полости (11 А) первого формовочного блока (1);(V) соединение первого формовочного блока (1) с четвертым формовочным блоком (4) с заключением отформованной таким образом головки (102) зубной щетки, удерживаемой в первой частичной формовочной полости (1), в полости (11 А, 41), образованной между первым формовочным блоком (1) и четвертой частичной формовочной полостью (41) в четвертом формовочном блоке (4);(VI) заключение частично отформованной ручки (105) зубной щетки в формовочную полость (41, 51) для ручки, образованную путем сопряжения четвертой формовочной полости(41) в четвертом формовочном блоке (4) с пятой формовочной полостью (51) в формовочном блоке (2), соединенном с указанным четвертым формовочным блоком (4), с удержанием при этом отформованной головки (102) зубной щетки в полости (11 А, 51) между первым (1) и четвертым (4) формовочными блоками,(VII) введение второго текучего материала в полученную таким образом формовочную полость (41, 51) для ручки и обеспечение отверждения этого материала с обеспечением формования частей зубной щетки (106), выполняемых из второго материала;(VIII) удаление частично отформованной зубной щетки (105) из узла (1, 2, 4) формовочных блоков. 19 4. Способ по п.3, отличающийся тем, что третья частичная формовочная полость (31) в третьем формовочном блоке (3) определяет часть головки (102) и ручки (103) зубной щетки. 5. Способ по п.3 или 4, отличающийся тем,что второй формовочный блок (2) имеет пятую частичную формовочную полость (51), расположенную на поверхности (2 В), противоположной поверхности (2 А), на которой находится вторая частичная формовочная полость (21). 6. Способ по любому из пп.3 или 4, отличающийся тем, что используют пятый формовочный блок, имеющий указанную пятую частичную формовочную полость. 7. Способ по любому из пп.3-6, отличающийся тем, что этап (V) включает операцию поворота, в которой первый формовочный блок(1) с удерживаемой в нем частично отформованной зубной щеткой (105) поворачивают соответственно на 180 так, что его первая частичная формовочная полость (первые частичные формовочные полости) (11 А), в которой (которых) удерживается частично отформованная головка (102) зубной щетки, оказывается (оказываются) обращенной (обращенными) к четвертому формовочному блоку (4). 8. Способ по любому из пп.3-7, отличающийся тем, что первый формовочный блок (1 В) имеет поверхность, противоположную той, на которой расположена первая частичная формовочная полость (11 А), и на этой противоположной поверхности (1 В) имеется по меньшей мере одна дополнительная первая частичная формовочная полость (11 В). 9. Способ по п.8, отличающийся тем, что дополнительная первая частичная формовочная полость (11 В) идентична первой частичной формовочной полости (11 А). 10. Способ по п.8 или 9, отличающийся тем, что этап (VI) включает операцию, в которой указанную по меньшей мере одну дополнительную пустую первую частичную формовочную полость (11 В) соединяют с пустой второй частичной формовочной полостью (21) во втором формовочном блоке (2). 11. Способ по любому из пп.3-10, отличающийся тем, что этапы (I) и (VI) выполняют по существу одновременно. 12. Способ по любому из пп.3-11, отличающийся тем, что этапы (II) и (VII) литья под давлением выполняют по существу одновременно с использованием первой (11 А) и дополнительной первой (11 В) частичных формовочных полостей, расположенных на противоположных сторонах (1 А, 1 В) первого формовочного блока (1). 13. Способ по любому из пп.3-12, отличающийся тем, что на этапе (III) головку (102) зубной щетки удерживают в первой частичной формовочной полости (11 А) посредством выступающих в эту полость (11 А) стержней (13) для имитации щетинок. 20 14. Способ по любому из предыдущих пунктов, отличающийся тем, что второй вводимый текучий материал является термопластичным эластомерным материалом. 15. Стопочный формовочный узел (1, 2, 3,4), содержащий стопу по меньшей мере из трех формовочных блоков, расположенных при использовании на продольной оси (А-А) комплектования стопы и включающих два концевых формовочных блока (3, 4) и промежуточный формовочный блок (1, 2), расположенный в продольном направлении между двумя концевыми формовочными блоками (3, 4); причем на поверхности одного концевого формовочного блока (3, 4) имеется по меньшей мере одна частичная формовочная полость (31,41), которая может сопрягаться с частичной формовочной полостью (11 А, 21), расположенной на обращенной к ней поверхности (1 А, 1 В,2 А, 2 В) промежуточного формовочного блока(1, 2), когда указанный один концевой формовочный блок (3, 4) и промежуточный формовочный блок (1, 2) соединены с образованием первой полости (11 А, 21, 31), которая определяет форму части зубной щетки и в которую может быть введен первый формовочный материал; а на поверхности другого концевого формовочного блока (4) имеется по меньшей мере одна частичная формовочная полость (41), которая может сопрягаться с частичной формовочной полостью (11 А, 21), расположенной в промежуточном формовочном блоке (1, 2), когда указанный другой концевой формовочный блок (4) и промежуточный формовочный блок (4) соединены с образованием второй полости (41, 51),которая определяет форму части зубной щетки и в которую может быть введен второй формовочный материал. 16. Стопочный формовочный узел (1, 2, 3,4), содержащий первый формовочный блок (1), имеющий по меньшей мере две первые частичные формовочные полости (11 А), которые предназначены для формования части головки зубной щетки и по меньшей мере одна из которых расположена соответственно на каждой из двух обращенных в противоположные стороны поверхностей (1 А,1 В) первого формовочного блока (1); второй формовочный блок (2), имеющий по меньшей мере одну вторую частичную формовочную полость (21), предназначенную для формования части ручки зубной щетки, причем первая (11 А) и вторая (21) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости(11 А, 21), определяющей формуемую в ней часть головки и ручки зубной щетки; третий формовочный блок (3), имеющий по меньшей мере одну третью частичную формовочную полость (31), которая предназначена для формования части зубной щетки и которая может быть сопряжена с указанными первой и второй частичными формовочными полостями(11 А, 21) с образованием частичной формовочной полости (11 А, 21, 31), определяющей формуемую в ней часть головки и ручки зубной щетки; четвертый формовочный блок (4), имеющий по меньшей мере одну четвертую частичную формовочную полость (41), предназначенную для формования части зубной щетки, причем указанные четвертая (41) и первая (11 А) частичные формовочные полости могут быть сопряжены с образованием частичной формовочной полости (11 А, 41), определяющей формуемую в ней часть головки и ручки зубной щетки; при этом первый (1), второй (2), третий (3) и четвертый (4) формовочные блоки располо жены в стопочном формовочном узле так, что первый (1) и второй (2) формовочные блоки являются промежуточными в стопе между третьим (3) и четвертым (4) формовочными блоками; пятую частичную формовочную полость(2) и которая может быть сопряжена с первой и четвертой частичными формовочными полостями (11 А, 41) с образованием частичной формовочной полости (41, 51), определяющей формуемую в ней часть головки и ручки зубной щетки. 17. Пятый формовочный блок, имеющий пятую частичную формовочную полость и подходящий для использования в стопочном формовочном узле по п.16.
МПК / Метки
МПК: A46D 3/00
Метки: щетки, изготовления, способ, зубной
Код ссылки
<a href="https://eas.patents.su/13-4482-sposob-izgotovleniya-zubnojj-shhetki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления зубной щетки</a>
Щетинное изделие типа щетки, кисти и т.п.
Номер патента: 1737
Опубликовано: 27.08.2001
Автор: Вайраух Георг
МПК: A46B 9/00
Метки: кисти, щетинное, т.п, изделие, щетки, типа
Формула / Реферат:
1. Щетинное изделие, например щетка, кисть, подверженное при использовании воздействию влаги и содержащее держатель щетины и набор щетины, состоящий из отдельно стоящих близко одна к другой не соприкасающихся пластмассовых щетинок, отличающееся тем, что расстояние между щетинками составляет 0,5-4 диаметра щетинок и щетинки закреплены в держателе щетины облицовкой экструзией и заделаны в держатель 1 щетины на длину, меньшую 4 диаметров щетинки,...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: изготовления, способ, литья, компонентов, двух, устройство, давлением, изделий
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Разъемный зубной имплантат (его варианты)
Номер патента: 1319
Опубликовано: 26.02.2001
Авторы: Параскевич Владимир Леонидович, Максименко Леонид Леонидович, Веранчик Евгений Александрович
МПК: A61C 8/00
Метки: имплантат, зубной, разъемный, его, варианты
Формула / Реферат:
1. Разъемный зубной имплантат, состоящий из внутрикостной и сменной частей, снабженных резьбой и коническим запирающим элементом, отличающийся тем, что резьба выполнена по образующей поверхности конического запирающего элемента и образует беззазорное соединение по торцевому периметру внутренней резьбы имплантата. 2. Разъемный зубной имплантат, состоящий из внутрикостной и сменной частей, связанных друг с другом посредством резьбового соединения...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: щетинное, устройство, изготовленное, способом, способ, данным, изделий, щетинных, изготовления, варианты, изделие
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Способ и устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой
Номер патента: 1743
Опубликовано: 27.08.2001
Автор: Алкио Йоуни Алекси
МПК: B29D 23/00, B29C 45/14, F16L 47/02...
Метки: устройство, способ, трубами, электросваркой, соединяемых, фитингов, пластмассовых, изготовления
Формула / Реферат:
1. Способ изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, включающий навивку на стержень предназначенной для электронагрева проволоки сопротивления, присоединение концов проволоки сопротивления к штырям, вставку пальцев в углубления или отверстия, выполненные в стержне, и удерживание штырей на стержне при помощи соединенных с ними пальцев, отличающийся тем, что в контакте с каждым пальцем и соединенным с ним штырем...
Предыдущий патент: Устройство для ввинчивания подготовленных в магазине крепежных элементов
Следующий патент: Курительное изделие, содержащее табачный фильтр с пустотелым мундштуком
Случайный патент: Способ осуществления электромагнитной разведки с управляемым источником с использованием множественных передатчиков