Способ уплотнения формовочной смеси, двусторонняя модельная плита и верхняя и нижняя опоки
Формула / Реферат
1. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют
первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и
вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения модельных частей двусторонней модельной плиты к каждой из верхней и нижней прессовых плит.
2. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют
первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и
вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к каждой из верхней и нижней прессовых плит посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу.
3. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют
первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу при поддержании постоянного расстояния между верхней и нижней опоками, и
вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к каждой из верхней и нижней прессовых плит посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу.
4. Двусторонняя модельная плита, предназначенная для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащая
модельные части, расположенные с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и
расширяющееся и сжимающееся средство, расположенное у периферийной границы модельной части, при этом расширяющееся и сжимающееся средство может быть расширено и сжато за счет того, что оно поджимается торцевыми поверхностями верхней и нижней опок, расположенными напротив двусторонней модельной плиты.
5. Двусторонняя модельная плита, предназначенная для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащая
модельные части, расположенные с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и
по меньшей мере одно приводное устройство, предназначенное для того, чтобы обеспечить перемещение модели модельной части отдельно от плиты модельной части, или по меньшей мере одно приводное устройство, предназначенное для обеспечения перемещения плиты модельной части отдельно от модели модельной части.
6. Двусторонняя модельная плита, предназначенная для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащая
модельные части, расположенные с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и
по меньшей мере одно приводное устройство, предназначенное для обеспечения перемещения модели и плиты модельной части по направлению к верхней и нижней прессовым плитам.
7. Способ уплотнения формовочной смеси, включающий в себя этапы, на которых осуществляют
операцию заполнения, предназначенную для заполнения формовочной смесью верхней и нижней формовочных зон, ограниченных любой из двусторонних модельных плит по пп.4-6, верхней и нижней опоками, верхней и нижней прессовыми плитами,
первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и
вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения модели и/или плиты модельных частей двусторонней модельной плиты к верхней и нижней прессовым плитам.
8. Верхняя и нижняя опоки, предназначенные для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащие
множество штифтов, контактирующих с обеими сторонами двусторонней модельной плиты, и
расширяющееся и сжимающееся средство, предназначенное для выдвигания и вдвигания штифтов за счет поджима их между верхней и нижней опоками и обеими сторонами двусторонней модельной плиты.
9. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют
первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и
вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к верхней и нижней прессовым плитам посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу, при этом верхняя и нижняя опоки состоят из множества штифтов, контактирующих с обеими сторонами двусторонней модельной плиты, и
расширяющегося и сжимающегося средства, предназначенного для выдвигания и вдвигания штифтов за счет поджима их между верхней и нижней опоками и обеими сторонами двусторонней модельной плиты.
10. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют
первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и
вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к каждой из верхней и нижней прессовых плит посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу, при этом верхняя и нижняя опоки состоят из множества штифтов, контактирующих с обеими сторонами двусторонней модельной плиты, и
расширяющегося и сжимающегося средства, предназначенного для выдвигания и вдвигания штифтов за счет поджима их между верхней и нижней опоками и обеими сторонами двусторонней модельной плиты,
при этом двусторонняя модельная плита представляет собой любую из двусторонних модельных плит по пп.4-6.

Текст
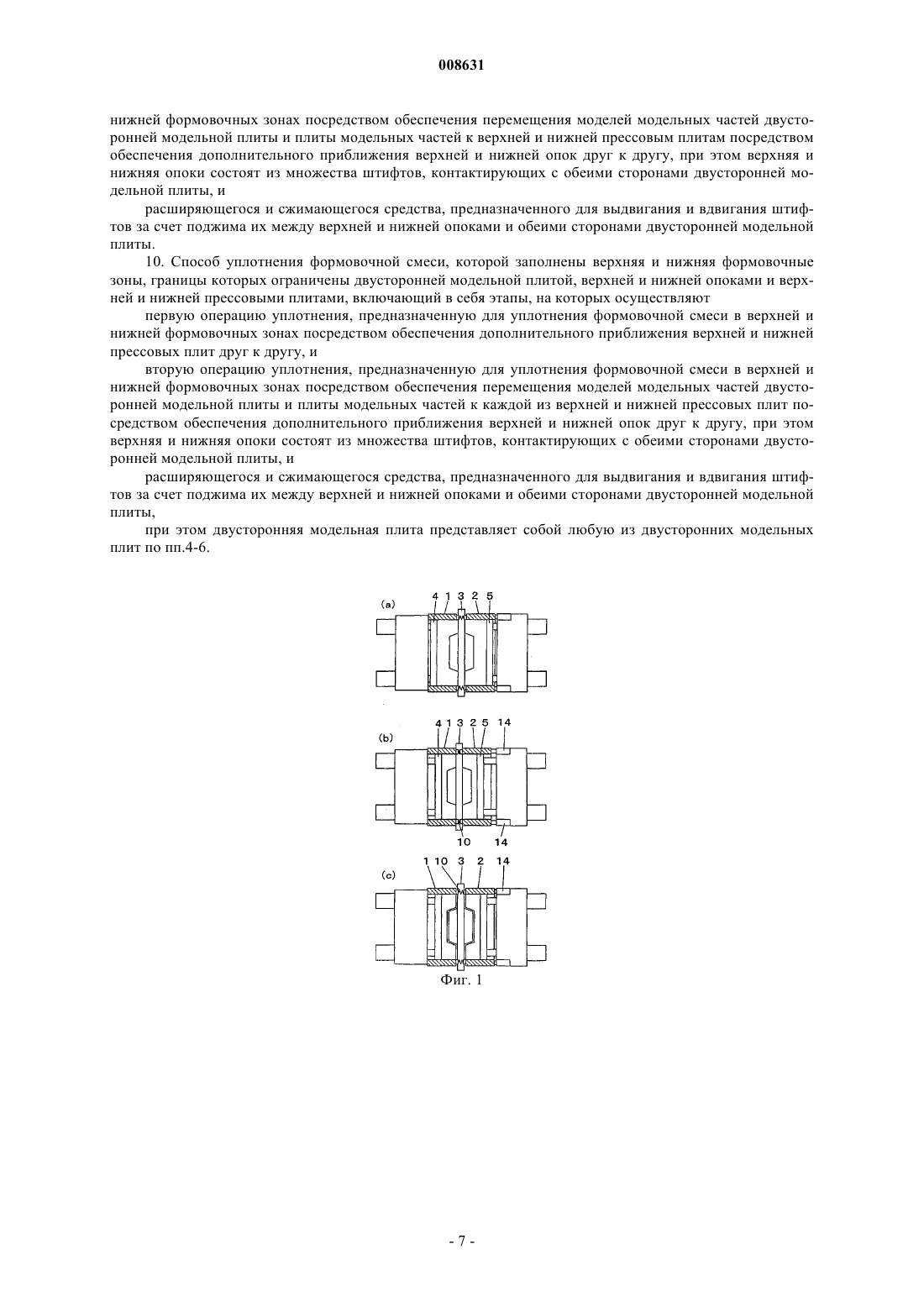
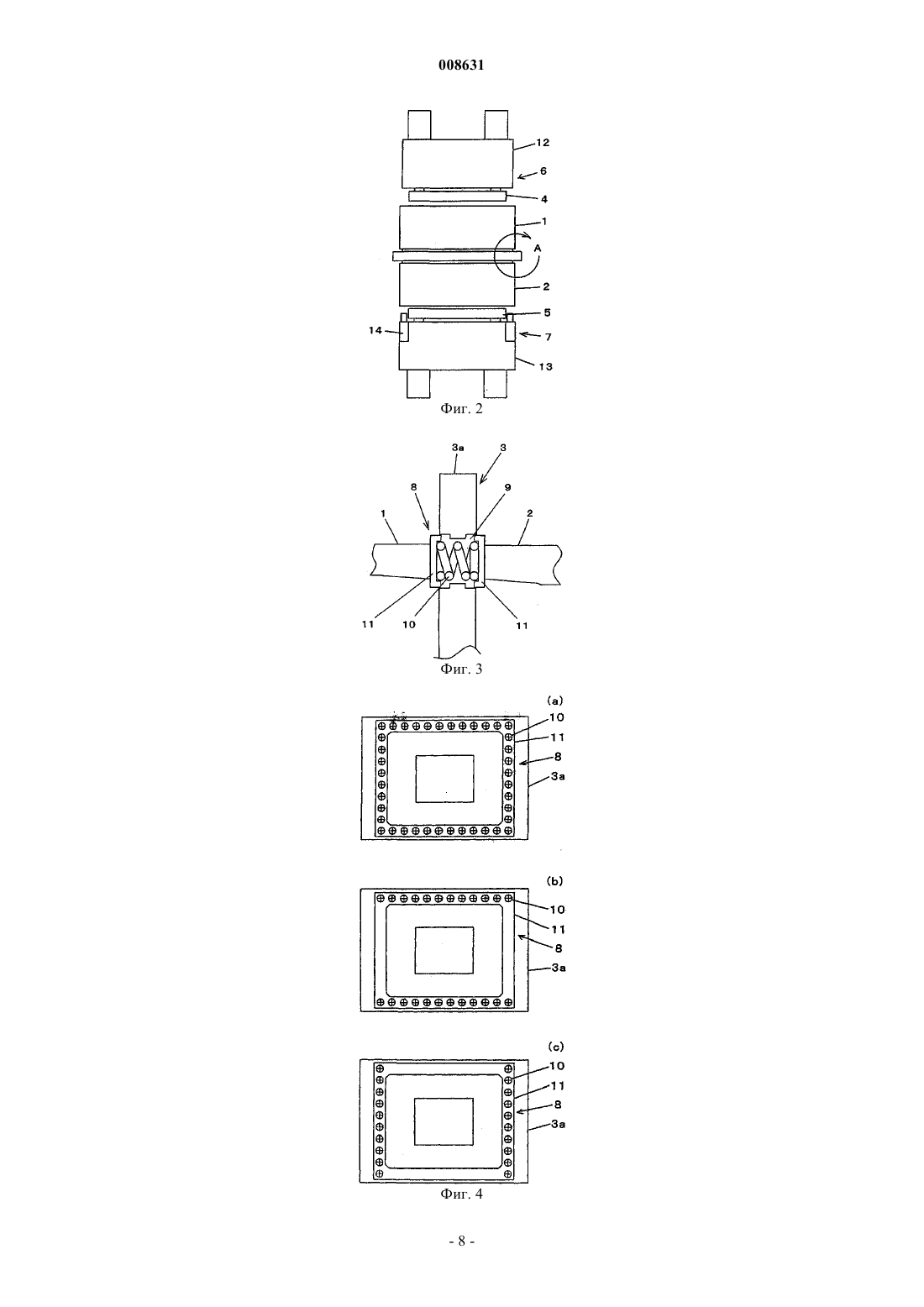
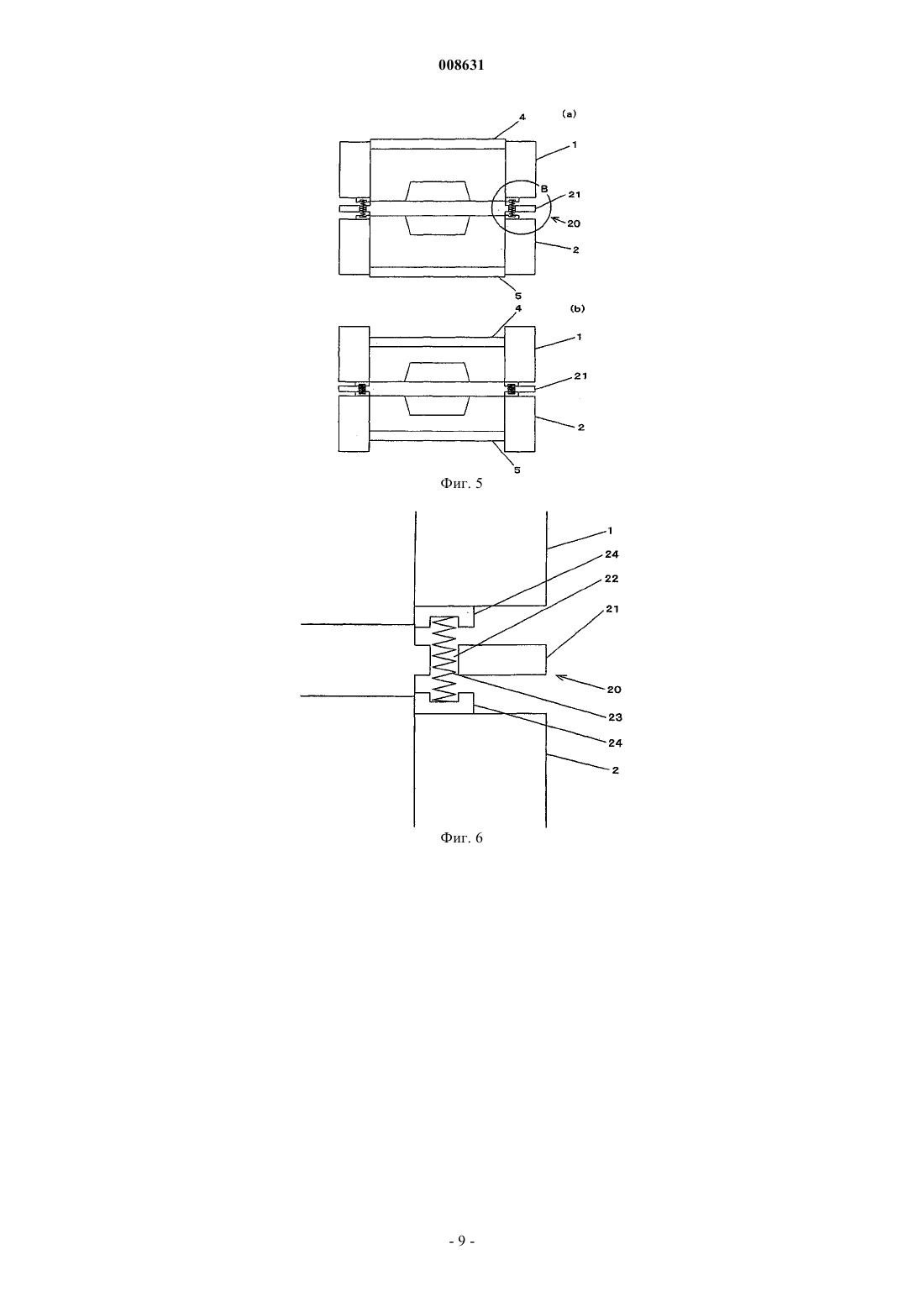
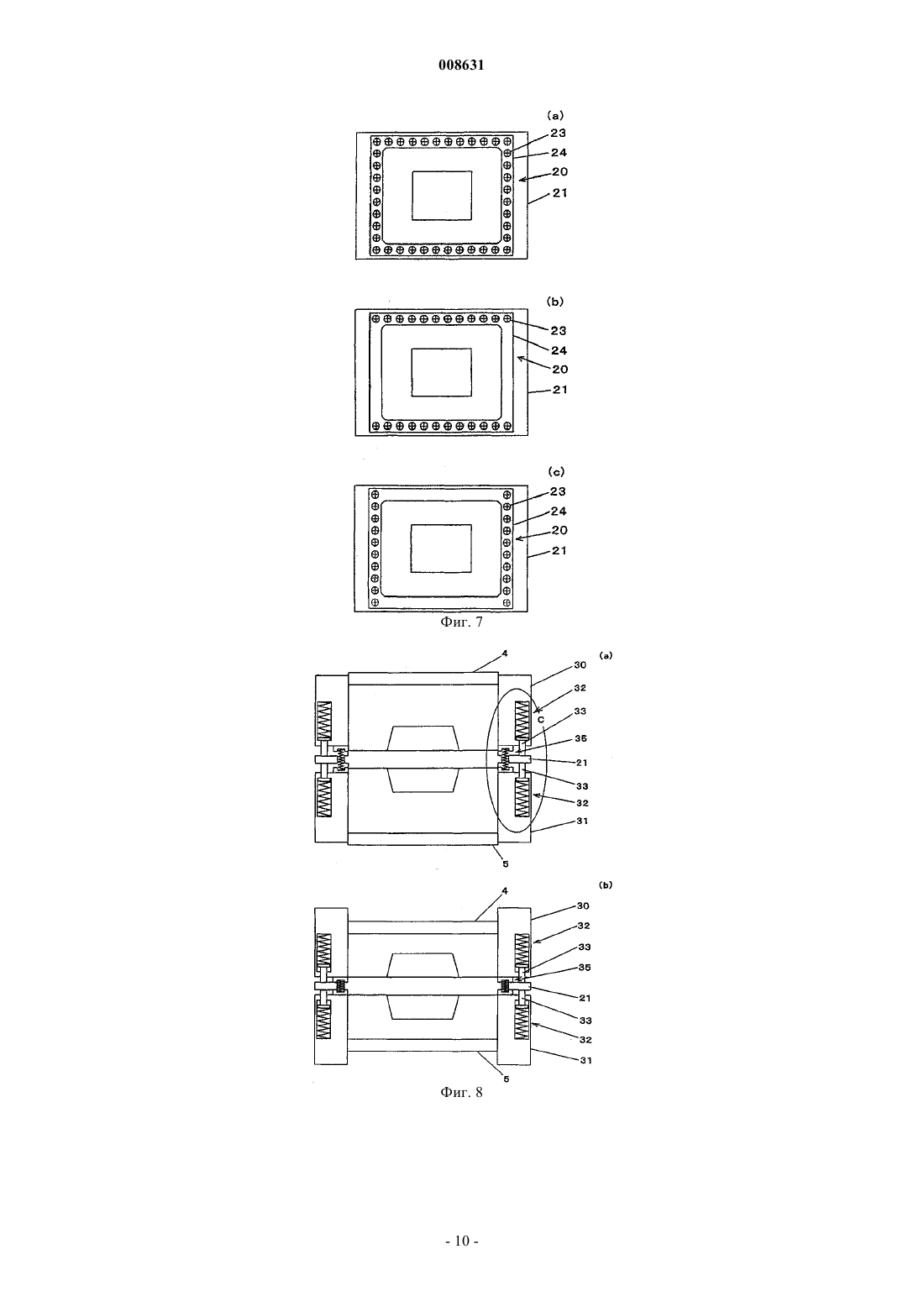
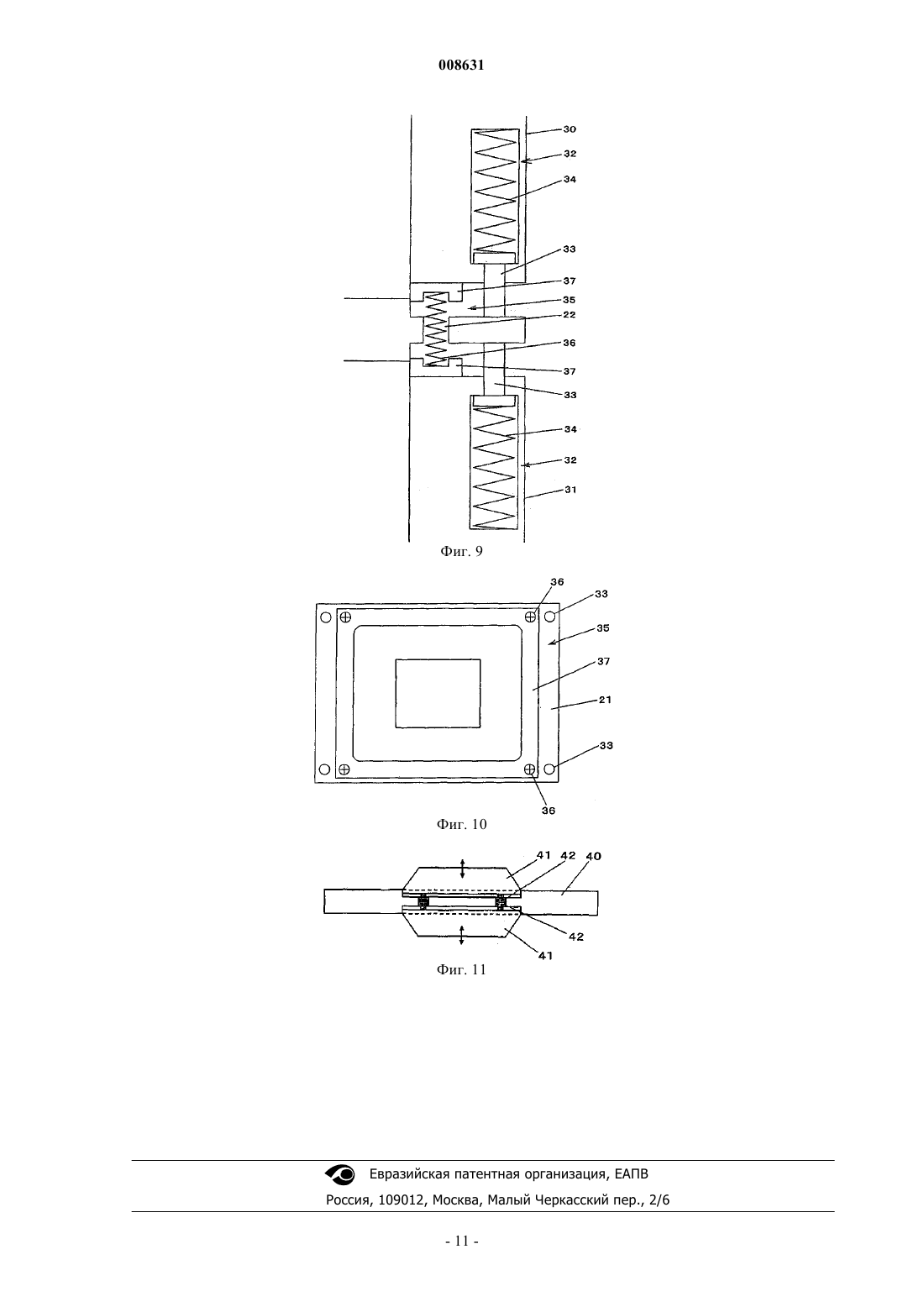
008631 Данное изобретение относится к способу уплотнения формовочной смеси и изготовления двусторонней модельной плиты. В частности, оно относится к способу уплотнения формовочной смеси, заполняющей верхнюю и нижнюю формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами. Кроме того, оно относится к двусторонней модельной плите и к верхней и нижней опокам. Было разработано описанное ниже устройство для формовки формы. Устройство состоит из верхней и нижней формовочных зон, механизма для аэрирования/разрыхления, предназначенного для выпуска формовочной смеси в формовочные зоны, и механизма для уплотнения, предназначенного для уплотнения формовочной смеси, в котором границы верхней и нижней формовочных зон определяются верхней и нижней опоками, каждая из которых имеет входные отверстия, расположенные на их боковых стенках и предназначенные для приема формовочной смеси,двусторонней модельной плитой, расположенной между верхней и нижней опоками, и механизмом для уплотнения, имеющим прессовые плиты, которые могут быть вставлены в отверстия верхней и нижней опок, не имеющие никакой двусторонней модельной плиты. После заполнения верхней и нижней формовочных зон формовочной смесью через входные отверстия верхней и нижней опок посредством механизма для аэрирования/разрыхления, механизм для уплотнения обеспечивает уплотнение формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу (см. патентные документы 1 и 2). Однако твердость и прочность верхней и нижней форм, которые получены посредством использования устройства, описанного выше, рядом с внутренней поверхностью, которая соответствует двусторонней модельной плите, недостаточно высоки. Патентный документ 1: выложенная заявка на патент Японии ПубликацияH06-277800 Патентный документ 2: выложенная заявка на патент Японии ПубликацияS59-024552 Задача настоящего изобретения заключается в том, что твердость и прочность верхней и нижней форм, которые получены посредством использования обычного устройства, которое может реализовать описанный ниже способ, рядом с внутренней поверхностью, которая соответствует двусторонней модельной плите, недостаточно высоки. Способ состоит из операции задания границ верхней и нижней формовочных зон посредством верхнего и нижнего уплотняющих средств, верхней и нижней опок и двусторонней модельной плиты,операции заполнения формовочных зон формовочной смесью и операции уплотнения формовочной смеси формовочных зон посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу. Для решения проблемы нижеописанный способ применяется в данном изобретении. А именно, это способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения модельных частей двусторонней модельной плиты к каждой из верхней и нижней прессовых плит. Кроме того, второй способ применяется в данном изобретении для решения указанной проблемы. А именно, способ уплотнения формовочной смеси, включающий в себя операцию заполнения, предназначенную для заполнения верхней и нижней формовочных зон, границы которых определяются любой из двусторонних модельных плит, верхней и нижней опоками и верхней и нижней прессовыми плитами, формовочной смесью, при этом двусторонняя модельная плита состоит из модельной части, расположенной с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и по меньшей мере одного приводного устройства, предназначенного для обеспечения перемещения модели и плиты модельной части по направлению к верхней и нижней прессовым плитам,первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения модели и/или плиты модельных частей двусторонней модельной плиты к каждой из верхней и нижней прессовых плит. Как разъяснено выше, данное изобретение заключается в следующем:-1 008631 способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны,границы которых заданы двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами,при этом способ дополнительно состоит из операции уплотнения формовочной смеси верхней и нижней формовочных зон посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу и операции уплотнения формовочной смеси верхней и нижней формовочных зон посредством обеспечения перемещения модельных частей двусторонней модельной плиты к каждой из верхней и нижней прессовых плит. Таким образом, поскольку становится возможным обеспечить дополнительное уплотнение формовочной смеси рядом с внутренней поверхностью верхней и нижней опок, которая соответствует двусторонней модельной плите, посредством обеспечения перемещения модельных частей двусторонней модельной плиты к каждой из верхней и нижней прессовых плит, существует возможность получения верхней и нижней форм, имеющих желательную твердость и прочность рядом с внутренней поверхностью верхней и нижней опоки. А именно, данное изобретение имеет практическую отдачу и обеспечивает очень хорошие результаты. На чертежах изображено фиг. 1 - схематическое изображение для разъяснения способов по предпочтительным вариантам осуществления данного изобретения; фиг. 2 - вертикальный вид основной части устройства для формовки верхней и нижней форм, не имеющих опоки (безопочных форм), которое используется в данном изобретении; фиг. 3 - увеличенный вид части "А" по фиг. 2; фиг. 4(а) - вид в плане, показывающий вариант осуществления схемы расположения цилиндрических винтовых пружин 10, 10 сжатия; фиг. 4(b) - вид в плане, показывающий другой вариант осуществления схемы расположения цилиндрических винтовых пружин 10, 10 сжатия; фиг. 4(с) - вид в плане, показывающий еще один вариант осуществления схемы расположения цилиндрических винтовых пружин 10, 10 сжатия; фиг. 5(а) - вертикальное сечение, показывающее состояние перед уплотнением формовочной смеси в одном варианте осуществления данного изобретения; фиг. 5(b) - вертикальное сечение, показывающее состояние во время уплотнения формовочной смеси в одном варианте осуществления данного изобретения; фиг. 6 - увеличенный вид части "В" по фиг. 5(а); фиг. 7(а) - вид в плане, показывающий вариант осуществления схемы расположения цилиндрических винтовых пружин 23, 23 сжатия; фиг. 7(b) - вид в плане, показывающий другой вариант осуществления схемы расположения цилиндрических винтовых пружин 23, 23 сжатия; фиг. 7(с) - вид в плане, показывающий еще один вариант осуществления схемы расположения цилиндрических винтовых пружин 23, 23 сжатия; фиг. 8(а) - вертикальное сечение, показывающее состояние перед уплотнением формовочной смеси в одном варианте осуществления данного изобретения; фиг. 8(b) - вертикальное сечение, показывающее состояние во время уплотнения формовочной смеси в одном варианте осуществления данного изобретения; фиг. 9 - увеличенный вид части "С" по фиг. 8(а); фиг. 10 - вид в плане, показывающий вариант осуществления схемы расположения штифтов 33, 33 и цилиндрических винтовых пружин 23, 23 сжатия; фиг. 11 - вертикальное сечение еще одного варианта осуществления данного изобретения. Настоящее изобретение, в котором используется устройство для формовки верхней и нижней форм,не имеющих опок (безопочных форм), разъясняется далее подробно на основе фиг. 2. Основная часть устройства, предназначенного для формовки верхней и нижней форм, не имеющих опок, которое используется в данном изобретении, показана на фиг. 2. Устройство состоит из верхней и нижней опок 1, 2, каждая из которых имеет входные отверстия, расположенные в их боковых стенках и предназначенные для формовочной смеси,двусторонней модельной плиты 3, которая удерживается между верхней и нижней опоками 1, 2 и которая имеет специальный механизм,верхнего и нижнего уплотняющих средств 6, 7, имеющих прессовые плиты 4, 5, которые могут быть вставлены в отверстия верхней и нижней опок 1, 2, не имеющие двусторонней модельной плиты 3,верхней и нижней подъемных и опускающих рам 12, 13, снабженных верхним и нижним уплотняющими средствами 6, 7, и цилиндров 14, 14, которые смонтированы на нижней подъемной и опускающей раме 13 для поджима нижней опоки 2 по направлению к двусторонней модельной плите 3. В данном изобретении устройство для формовки форм, в котором используется двусторонняя мо-2 008631 дельная плита, может использоваться независимо от того, имеют ли формы опоку. Кроме того, данное изобретение может применяться для устройства для формовки форм, имеющих не только один комплект опок, но также два комплекта опок. Уплотняющее средство по данному изобретению состоит из приводных устройств и прессовых плит или прессовых лапок. Уплотняющие средства могут по отдельности уплотнять формовочную смесь. Приводные устройства, которые приводятся в действие за счет гидравлического давления, давления воздуха и электрических двигателей, могут быть использованы в качестве приводных устройств. Предпочтительно использовать приводные устройства, приводимые в действие посредством гидравлического давления, с точки зрения величины выходной мощности. Кроме того, предпочтительно использовать приводные устройства, приводимые в действие электрическими двигателями, поскольку они не требуют системы трубопроводов для обеспечения гидравлического давления. В данном изобретении предпочтительно использовать сырую формовочную смесь в качестве формовочной смеси, при этом в указанной формовочной смеси бентонит используется в качестве связующего. Вариант 1 осуществления Ниже вариант осуществления способа уплотнения формовочной смеси и двусторонней модельной плиты по данному изобретению разъясняется подробно на основе фиг. 1-4. Расширяющееся и сжимающееся средство 8 расположено у периферийной границы модельной части корпуса 3 а двусторонней модельной плиты, как показано на фиг. 2-4, при этом расширяющееся и сжимающееся средство 8 может быть расширено и сжато за счет поджима его к торцевым поверхностям верхней и нижней опок 1,2, при этом указанные поверхности расположены напротив двусторонней модельной плиты 3. Как показано на фиг. 3, расширяющееся и сжимающееся средство 8 состоит из множества цилиндрических винтовых пружин 10, 10 сжатия, расположенных в множестве сквозных отверстий 9, 9, образованных в корпусе 3 а двусторонней модельной плиты, и из опорных элементов 11, 11, имеющих подобную раме конструкцию для удерживания множества цилиндрических винтовых пружин 10, 10 сжатия посредством сжатия их с обеих сторон цилиндрических винтовых пружин 10, 10, при этом опорные элементы 11, 11 смонтированы на корпусе 3 а двусторонней модельной плиты. Как показано на фиг. 4, существует возможность размещения множества цилиндрических винтовых пружин 10,10 сжатия, предусмотренных в расширяющемся и сжимающемся средстве 8, со следующими схемами расположения: размещением их у всей периферийной границы модельной части с одинаковыми интервалами, как показано на фиг. 4(а), размещением их у двух продольных сторон периферийной границы модельной части с равными интервалами, как показано на фиг. 4(b), или размещением их у двух боковых (поперечных) сторон периферийной границы модельной части с равными интервалами, как показано на фиг. 4(с). При всех схемах расположения цилиндрических винтовых пружин сжатия, которые разъяснены выше на основе фиг. 4(а), (b) и (с), результирующее усилие, действующее со стороны цилиндрических винтовых пружин, должно быть больше усилия, которое может обеспечивать опору для веса верхней и нижней опок 1, 2. Ниже способ формовки форм посредством использования устройства по варианту 1 осуществления разъясняется подробно. Формовочной смесью заполняют верхнюю и нижнюю формовочные зоны, границы которых определяются двусторонней модельной плитой 3, верхней и нижней опоками 1, 2 и верхней и нижней прессовыми плитами 4, 5, как показано на фиг. 1(а). Затем формовочную смесь в верхней и нижней формовочных зонах уплотняют посредством обеспечения дополнительного приближения верхней и нижней прессовых плит 4, 5 друг к другу, как показано на фиг. 1(b). Далее цилиндрические винтовые пружины 10, 10 сжатия, предусмотренные в расширяющемся и сжимающемся средстве 8 двусторонней модельной плиты 3, сжимают посредством поджима нижней опоки 2 по направлению к двусторонней модельной плите 3 за счет обеспечения "расширения" цилиндров 14. Когда цилиндрические винтовые пружины 10 сжатия сжимаются, каждая из модельных частей двусторонней модельной плиты 3 совершает относительное перемещение по направлению к верхней и нижней прессовым плитам 4, 5. Следовательно, формовочная смесь в верхней и нижней формовочных зонах дополнительно уплотняется. В этот момент верхняя и нижняя подъемные и опускающие рамы 12, 13 фиксируются посредством стяжных тяг (не показанных). Затем, когда цилиндры 14, 14 "сжимаются", верхняя и нижняя опоки 1, 2 разделяются за счет силы реакции цилиндрических винтовых пружин 10, 10 сжатия, предусмотренных в расширяющемся и сжимающемся средстве 8. Следовательно, отформованные формы, образованные посредством уплотнения формовочной смеси, отделяются от двусторонней модельной плиты 3. Вариант 2 осуществления Ниже вариант осуществления, в котором используется другое расширяющееся и сжимающееся средство, разъясняется на основе фиг. 5-7. Расширяющееся и сжимающееся средство 20 расположено у периферийной границы модельной части двусторонней модельной плиты 21, как показано на фиг. 5-7,при этом расширяющееся и сжимающееся средство 20 может быть расширено и сжато посредством поджима его к торцевым поверхностям верхней и нижней опок 1, 2, при этом указанные поверхности расположены напротив двусторонней модельной плиты 21. Как показано на фиг. 6, расширяющееся и сжи-3 008631 мающееся средство 20 состоит из множества цилиндрических винтовых пружин 23, 23 сжатия, расположенных в множестве сквозных отверстий 22, 22, образованных в двусторонней модельной плите 21, и из опорных элементов 24, 24, имеющих подобную раме конструкцию и U-образную конфигурацию в их поперечном сечении и предназначенных для удерживания множества цилиндрических винтовых пружин 23, 23 сжатия посредством сжатия их с обеих сторон цилиндрических винтовых пружин 23, 23. Как показано на фиг. 7, существует возможность размещения множества цилиндрических винтовых пружин 23,23 сжатия, предусмотренных в расширяющемся и сжимающемся средстве 20, со следующими схемами расположения: размещением их у всей периферийной границы модельной части с одинаковыми интервалами, как показано на фиг. 7(а), размещением их у двух продольных сторон периферийной границы модельной части с равными интервалами, как показано на фиг. 7(b), и размещением их у двух боковых (поперечных) сторон периферийной границы модельной части с равными интервалами, как показано на фиг. 7(с). При всех схемах расположения цилиндрических винтовых пружин сжатия, которые разъяснены выше на основе фиг. 7(а), (b) и (c), результирующее усилие, действующее со стороны цилиндрических винтовых пружин, должно быть больше усилия, которое может обеспечивать опору для веса верхней и нижней опок 1, 2. Ниже способ формовки форм посредством использования устройства по варианту 2 осуществления разъясняется подробно. Формовочной смесью заполняют верхнюю и нижнюю формовочные зоны, границы которых определяются двусторонней модельной плитой 21, верхней и нижней опоками 1, 2 и верхней и нижней прессовыми плитами 4, 5, как показано на фиг. 5(а). Затем формовочную смесь в верхней и нижней формовочных зонах уплотняют посредством обеспечения дополнительного приближения верхней и нижней прессовых плит 4, 5 друг к другу, как показано на фиг. 5(b). Далее цилиндрические винтовые пружины 23, 23 сжатия, предусмотренные в расширяющемся и сжимающемся средстве 20 двусторонней модельной плиты 21, сжимают посредством поджима нижней опоки 2 по направлению к двусторонней модельной плите 21 до тех пор, пока концы опорных элементов 24, 24 не войдут в контакт с обеими концевыми поверхностями двусторонней модельной плиты 21. Когда цилиндрические винтовые пружины 23, 23 сжатия сжимаются, каждая из модельных частей двусторонней модельной плиты 21 совершает относительное перемещение по направлению к верхней и нижней прессовым плитам 4, 5. Следовательно, формовочная смесь в верхней и нижней формовочных зонах дополнительно уплотняется. Вариант 3 осуществления Ниже вариант осуществления, в котором используется еще одно расширяющееся и сжимающееся средство, разъясняется на основе фиг. 8-10. Первое расширяющееся и сжимающееся средство 32 расположено на торцевых поверхностях верхней и нижней опок 30, 31, при этом указанные поверхности расположены напротив двусторонней модельной плиты 21, как показано на фиг. 8-10, при этом первое расширяющееся и сжимающееся средство 32 может быть расширено и сжато посредством поджима его к торцевым поверхностям верхней и нижней опок 30, 31, при этом указанные поверхности расположены напротив двусторонней модельной плиты 21. Как показано на фиг. 9, первое расширяющееся и сжимающееся средство 32 состоит из штифтов 33, которые расположены с возможностью плавного смещения в верхней и нижней опоках 30, 31 и выступают из опок, и из множества цилиндрических винтовых пружин 34, 34 сжатия, предназначенных для приложения усилия таким образом, чтобы штифты 33, 33 выдвигались. Торцевые поверхности штифтов 33, 33 выступают по направлению к концевым поверхностям и контактируют с концевыми поверхностями двусторонней модельной плиты 21. Штифты 33, 33, расположенные в первом расширяющемся и сжимающемся средстве 32, контактируют с четырьмя углами двусторонней модельной плиты, как показано на фиг. 10. Второе расширяющееся и сжимающееся средство 35 расположено у периферийной границы модельной части двусторонней модельной плиты 21, как показано на фиг. 8-10. Второе расширяющееся и сжимающееся средство 35 может быть расширено и сжато посредством поджима его к торцевым поверхностям верхней и нижней опок 30, 31, при этом указанные поверхности расположены напротив двусторонней модельной плиты 21. Как показано на фиг. 9, второе расширяющееся и сжимающееся средство 35 состоит из множества цилиндрических винтовых пружин 36, 36 сжатия, расположенных в множестве сквозных отверстий 22, 22, образованных в двусторонней модельной плите 21, и из опорных элементов 37, 37, имеющих подобную раме конструкцию и U-образную конфигурацию в их поперечном сечении и предназначенных для удерживания множества цилиндрических винтовых пружин 23, 23 сжатия посредством сжатия их с обеих сторон цилиндрических винтовых пружин 23, 23. Множество цилиндрических винтовых пружин сжатия, расположенных во втором расширяющемся и сжимающемся средстве 35, расположены у четырех углов опорных элементов 37, 37, как показано на фиг. 10. Ниже способ формовки форм посредством использования устройства по варианту 3 осуществления разъясняется подробно. Формовочной смесью заполняют верхнюю и нижнюю формовочные зоны, границы которых определяются двусторонней модельной плитой 21, верхней и нижней опоками 30, 31 и верхней и нижней прессовыми плитами 4, 5, как показано на фиг. 8(а). Затем формовочную смесь в верхней и нижней формовочных зонах уплотняют посредством обеспечения дополнительного приближения верхней и нижней-4 008631 прессовых плит 4, 5 друг к другу, как показано на фиг. 8(b). Далее цилиндрические винтовые пружины 36, 36 сжатия, предусмотренные во втором расширяющемся и сжимающемся средстве 35, сжимают посредством поджима нижней опоки 31 по направлению к двусторонней модельной плите 21 до тех пор,пока концы опорных элементов 37, 37 не войдут в контакт с обеими концевыми поверхностями двусторонней модельной плиты 21. Штифты 33, 33 первого расширяющегося и сжимающегося средства 32 вталкиваются в верхнюю и нижнюю опоры 30, 31. Следовательно, цилиндрические винтовые пружины 34, 34 сжатия сжимаются. Каждая из модельных частей двусторонней модельной плиты 21 совершает относительное перемещение по направлению к верхней и нижней прессовым плитам 4,5 за счет силы реакции цилиндрических винтовых пружин 34, 34 и 36, 36 сжатия. Следовательно, формовочная смесь в верхней и нижней формовочных зонах дополнительно уплотняется. Поскольку цилиндрические винтовые пружины сжатия, предусмотренные в первом расширяющемся и сжимающемся средстве 32, расположены в верхней и нижней опоках 30, 31 и поскольку длина данных цилиндрических винтовых пружин может быть больше длины цилиндрических винтовых пружин второго расширяющегося и сжимающегося средства 35, существует возможность увеличения усилия,действующего со стороны цилиндрических винтовых пружин. Таким образом, существует возможность уменьшения количества цилиндрических винтовых пружин, которые необходимы для создания усилия для обеспечения опоры для веса верхней и нижней опок. В описанных выше трех вариантах осуществления формовочная смесь в верхней и нижней формовочных зонах уплотняется за счет перемещения верхней и нижней опок и модельной части двусторонней модельной плиты друг относительно друга. Однако способ уплотнения формовочной смеси не ограничен данными вариантами осуществления. Также существует возможность уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством перемещения модельных частей 41, 41 двусторонней модельной плиты 40 по отдельности с помощью любого из приводных устройств 42, 42, как показано на фиг. 11. Кроме того, в вышеописанных трех вариантах осуществления при уплотнении формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит 4, 5 друг к другу существует возможность эффективного и дополнительного повышения твердости и прочности форм в зоне рядом с внутренними поверхностями верхней и нижней опок посредством поддержания постоянного расстояния между верхней и нижней опоками. В вышеописанных трех вариантах осуществления способа цилиндрические винтовые пружины сжатия используются в качестве расширяющегося и сжимающегося средства. Однако расширяющееся и сжимающееся средство не ограничено цилиндрическими винтовыми пружинами сжатия. Также можно использовать гидроцилиндры или пневматические пружины в качестве расширяющихся и сжимающихся средств. Данное изобретение может применяться в широких масштабах для формовочной машины, имеющей двустороннюю модельную плиту, такой как формовочная машина, предназначенная для получения формы, имеющей опоку или не имеющей опоки. Кроме того, при заполнении формовочной смесью или уплотнении формовочной смеси можно свободно задавать положение верхней и нижней опок. Например,верхняя и нижняя опоки могут быть расположены горизонтально или вертикально. Кроме того, существует возможность обеспечить то, что положение верхней и нижней опок друг относительно друга во время заполнения их формовочной смесью будет отличаться от их положения друг относительно друга во время уплотнения формовочной смеси. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения модельных частей двусторонней модельной плиты к каждой из верхней и нижней прессовых плит. 2. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусто-5 008631 ронней модельной плиты и плиты модельных частей к каждой из верхней и нижней прессовых плит посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу. 3. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу при поддержании постоянного расстояния между верхней и нижней опоками, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к каждой из верхней и нижней прессовых плит посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу. 4. Двусторонняя модельная плита, предназначенная для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащая модельные части, расположенные с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и расширяющееся и сжимающееся средство, расположенное у периферийной границы модельной части, при этом расширяющееся и сжимающееся средство может быть расширено и сжато за счет того,что оно поджимается торцевыми поверхностями верхней и нижней опок, расположенными напротив двусторонней модельной плиты. 5. Двусторонняя модельная плита, предназначенная для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащая модельные части, расположенные с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и по меньшей мере одно приводное устройство, предназначенное для того, чтобы обеспечить перемещение модели модельной части отдельно от плиты модельной части, или по меньшей мере одно приводное устройство, предназначенное для обеспечения перемещения плиты модельной части отдельно от модели модельной части. 6. Двусторонняя модельная плита, предназначенная для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащая модельные части, расположенные с обеих сторон двусторонней модельной плиты, при этом обе стороны контактируют с торцевыми поверхностями верхней и нижней опок, и по меньшей мере одно приводное устройство, предназначенное для обеспечения перемещения модели и плиты модельной части по направлению к верхней и нижней прессовым плитам. 7. Способ уплотнения формовочной смеси, включающий в себя этапы, на которых осуществляют операцию заполнения, предназначенную для заполнения формовочной смесью верхней и нижней формовочных зон, ограниченных любой из двусторонних модельных плит по пп.4-6, верхней и нижней опоками, верхней и нижней прессовыми плитами,первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения модели и/или плиты модельных частей двусторонней модельной плиты к верхней и нижней прессовым плитам. 8. Верхняя и нижняя опоки, предназначенные для уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, содержащие множество штифтов, контактирующих с обеими сторонами двусторонней модельной плиты, и расширяющееся и сжимающееся средство, предназначенное для выдвигания и вдвигания штифтов за счет поджима их между верхней и нижней опоками и обеими сторонами двусторонней модельной плиты. 9. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и-6 008631 нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к верхней и нижней прессовым плитам посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу, при этом верхняя и нижняя опоки состоят из множества штифтов, контактирующих с обеими сторонами двусторонней модельной плиты, и расширяющегося и сжимающегося средства, предназначенного для выдвигания и вдвигания штифтов за счет поджима их между верхней и нижней опоками и обеими сторонами двусторонней модельной плиты. 10. Способ уплотнения формовочной смеси, которой заполнены верхняя и нижняя формовочные зоны, границы которых ограничены двусторонней модельной плитой, верхней и нижней опоками и верхней и нижней прессовыми плитами, включающий в себя этапы, на которых осуществляют первую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения дополнительного приближения верхней и нижней прессовых плит друг к другу, и вторую операцию уплотнения, предназначенную для уплотнения формовочной смеси в верхней и нижней формовочных зонах посредством обеспечения перемещения моделей модельных частей двусторонней модельной плиты и плиты модельных частей к каждой из верхней и нижней прессовых плит посредством обеспечения дополнительного приближения верхней и нижней опок друг к другу, при этом верхняя и нижняя опоки состоят из множества штифтов, контактирующих с обеими сторонами двусторонней модельной плиты, и расширяющегося и сжимающегося средства, предназначенного для выдвигания и вдвигания штифтов за счет поджима их между верхней и нижней опоками и обеими сторонами двусторонней модельной плиты,при этом двусторонняя модельная плита представляет собой любую из двусторонних модельных плит по пп.4-6.
МПК / Метки
МПК: B22C 15/02
Метки: плита, смеси, уплотнения, модельная, формовочной, нижняя, способ, двусторонняя, опоки, верхняя
Код ссылки
<a href="https://eas.patents.su/12-8631-sposob-uplotneniya-formovochnojj-smesi-dvustoronnyaya-modelnaya-plita-i-verhnyaya-i-nizhnyaya-opoki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ уплотнения формовочной смеси, двусторонняя модельная плита и верхняя и нижняя опоки</a>
Смеситель для приготовления формовочной смеси
Номер патента: 8029
Опубликовано: 27.02.2007
Авторы: Лутц Рудольф Рудольфович, Дегтяренко Геннадий Иванович, Волков Вадим Николаевич, Бех Николай Иванович, Волкомич Анатолий Александрович
МПК: B22C 5/04
Метки: смеси, формовочной, смеситель, приготовления
Формула / Реферат:
1. Смеситель для приготовления формовочной смеси, содержащий неподвижную чашу, расположенные внутри чаши вращающийся относительно центральной оси чаши блок из трех плужков и эксцентрично установленные одну или несколько вихревых головок, на каждой из которых закреплены лопатки, направление вращения которых противоположно направлению вращения блока плужков, отличающийся тем, что лопатки вихревых головок расположены по спирали со смещением каждой...
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Накадзима Хисаси, Кода Хидеаки
МПК: B29C 45/00
Метки: способ, формовочной, заготовки, изготовления
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.
Устройство и способ переработки неорганического и органического мусора и получения формовочной пасты для различных приложений
Номер патента: 7242
Опубликовано: 25.08.2006
Авторы: Гонсалес Пресиадо Франсиско Эдуардо, Гонсалес Салазар Хосе Луис
МПК: B29B 17/00
Метки: органического, различных, устройство, способ, пасты, получения, приложений, переработки, формовочной, неорганического, мусора
Формула / Реферат:
1. Реактор для переработки неорганических и органических отходов для получения формовочной пасты, представляющий собой емкость, образованную полыми стенками, разделенными на две камеры, через которые из одной в другую протекает теплоноситель, проходя через соединительные трубки, расположенные в несколько слоев, таким образом равномерно распределяя тепло в сырье, размягчая и склеивая его, и вынуждая пасту следовать по различным траекториям, пока...
Древесная плита и способ ее изготовления
Номер патента: 8415
Опубликовано: 27.04.2007
Авторы: Веншотт Дирк, Хольм Андреас, Хофманн Михаэль
МПК: B27N 3/00
Метки: древесная, изготовления, способ, плита
Формула / Реферат:
1. Древесная плита, полученная методом горячего прессования древесного волокна или древесной стружки, частиц или волокон синтетической пластмассы и связующего вещества, отличающаяся тем, что часть древесной стружки или древесных волокон заменена размолотым или фибриллированным агломератом из смеси отходов пластмассы и размеры частиц древесной стружки или древесного волокна с одной стороны и размолотого агломерата с другой стороны примерно...
Армированная стеклом гипсовая плита и способ её изготовления
Номер патента: 6830
Опубликовано: 28.04.2006
Авторы: Фейхи Майкл П., Сандерс Кристофер Дж., Хобер Роберт Дж., Хеннис Марк Э.
МПК: B28B 11/08, B28B 19/00, B32B 13/00...
Метки: гипсовая, плита, способ, армированная, изготовления, стеклом
Формула / Реферат:
1. Способ изготовления гипсовой плиты, имеющей облицовочные листы из неорганических волокон, содержащий стадии пропитки первой гипсовой суспензией по меньшей мере одного листа из неорганических волокон путем пропускания указанного листа через участок нанесения гипса, имеющий два валика для нанесения покрытия, при прохождении между которыми листа обеспечивается проникновение первой гипсовой суспензии через промежутки между неорганическими...
Предыдущий патент: Устройство для крепления струйной детали
Следующий патент: Способ сооружения плиты проезжей части в тоннеле с двумя и более пролетами под плитой и устройство для его реализации
Случайный патент: Эритроциты, имеющие ферментативно уменьшенный уровень экспрессии антигена группы крови системы аво, способ их получения и применение