Пленка
Номер патента: 10943
Опубликовано: 30.12.2008
Авторы: Фоллестад Арильд, Давикснес Ханс Георг, Скар Мерете, Йохансен Арно
Формула / Реферат
1. Многослойная пленка, включающая по меньшей мере три слоя: два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает компонент - линейный полиэтилен низкой плотности (ЛПЭНП), а указанный внутренний слой включает компонент - мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м3, а ТР2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин.
2. Многослойная пленка, включающая по меньшей мере три слоя: два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает компонент - ЛПЭНП, а указанный внутренний слой включает мультимодальный ЛПЭНП.
3. Пленка по п.1 или 2, в которой ЛПЭНП составляет по меньшей мере 50 мас.% от каждого наружного слоя и имеет плотность менее 940 кг/м3.
4. Пленка по любому из пп.1-3, в которой ЛПЭНП наружных слоев является линейный полиэтилен низкой плотности, полученный с металлоценовым катализатором (мЛПЭНП).
5. Пленка по п.4, в которой указанный мЛПЭНП является унимодальным.
6. Пленка по любому из пп.1-5, в которой каждый наружный слой дополнительно включает компонент - полиэтилен низкой плотности (ПЭНП).
7. Пленка по любому из пп.1-6, в которой внутренний слой включает бимодальный ЛПЭНП.
8. Пленка по п.7, в которой указанный бимодальный ЛПЭНП получен с использованием катализа Циглера-Натта.
9. Пленка по пп.1-8, в которой указанный мультимодальный полиэтилен получен двухстадийным способом.
10. Пленка по п.9, в которой мультимодальный полиэтилен получен двухстадийным способом, включающим полимеризацию в суспензионной фазе с последующей полимеризацией в газовой фазе.
11. Пленка по любому из пп.1-10, в которой внутренний слой дополнительно включает компонент - ПЭНП.
12. Пленка по любому из пп.1-11, в которой внутренний слой дополнительно включает компонент - унимодальный мЛПЭНП.
13. Пленка по любому из пп.1-12, в которой мультимодальный полиэтилен, используемый во внутреннем слое, включает компонент с более высокой молекулярной массой, являющийся сополимером этилена, и компонент с более низкой молекулярной массой, являющийся гомополимером этилена.
14. Пленка по п.13, в которой указанным сополимером является сополимер этилена с гексеном или сополимер этилена с бутеном.
15. Пленка по любому из пп.1-14, включающая 3 слоя.
16. Пленка по любому из пп.1-15, в которой наружные слои являются одинаковыми.
17. Пленка по любому из пп.1-16, ламинированная на барьерный слой.
18. Пакет, изготовленный из пленки по пп.1-17.
19. Пакет по п.18, являющийся стоячим пакетом.
20. Способ изготовления многослойной пленки по любому из пп.1-17, включающий совместную экструзию композиции, включающей компонент - ЛПЭНП для образования двух наружных слоев и компонент - мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м3, а ТР2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин, для образования внутреннего слоя.
21. Применение пленки по любому из пп.1-17 в качестве упаковочной пленки.
22. Упаковка для пищевого продукта или напитка, изготовленная из пленки по любому из пп.1-17.
23. Упаковка для медицинского прибора, изготовленная из пленки по любому из пп.1-17.
24. Упаковка для моющего средства, изготовленная из пленки по любому из пп.1-17.
Текст
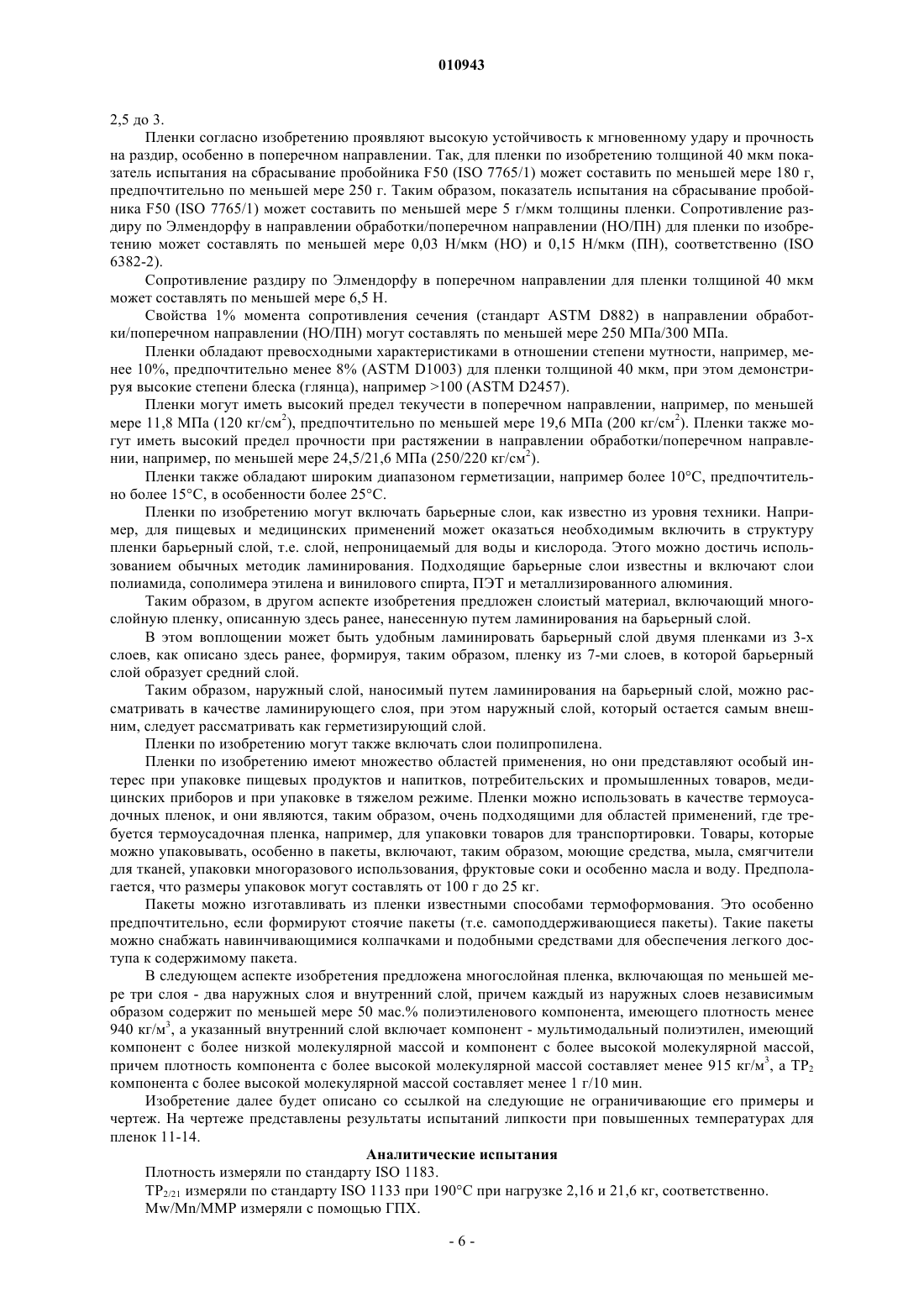
010943 Настоящее изобретение относится к многослойной пленке с отличными оптическими и механическими свойствами, которую можно формовать в виде емкости, например пакета, на основе легко обрабатываемых полиолефинов. В частности, изобретение касается многослойной пленки или сформованного из нее пакета, включающих слой мультимодального полиэтилена, например бимодального линейного полиэтилена низкой плотности (ЛПЭНП). Производителям полимерной пленки необходимы пленки, которые имеют отличные оптические свойства, хорошие герметизирующие свойства и отличные механические свойства, например, высокую ударную прочность и жесткость. Полимеры, используемые для изготовления пленки, должны также иметь хорошие технологические характеристики, т.е. во время операции экструзии образовавшийся рукав (пузырь) должен быть стабильным, а экструдированная пленка должна иметь равномерно распределенную толщину. В последние годы из многослойных пленок стали изготавливать стоячие пакеты. Спрос на стоячие пакеты быстро растет, поскольку все больше розничных торговцев предлагают свои продукты на продажу в таких пакетах. Особенно распространенным стало их использование в пищевой промышленности и в производстве напитков. Такие пакеты повсеместно заменяют на полках супермаркетов формованные раздувом полиолефиновые бутыли, поэтому розничный торговец ожидает, что пакеты, которые он использует, будут иметь свойства, сравнимые со свойствами таких бутылей, при более низкой стоимости. Эти пакеты изготавливают из многослойных полимерных пленок, от которых, чтобы они были эффективны, требуются определенные свойства. Так, подобно производителю пленки, производителю пакетов необходимо выпускать продукцию, обладающую превосходными механическими свойствами, например, высокой ударной прочностью, прочностью на раздир, прочностью на прокол и жесткостью. Жесткость является существенной для обеспечения возможности того, чтобы пакеты стояли, не сминаясь под действием собственного веса. Жесткость является также существенной для того, чтобы конечный потребитель мог опорожнять пакет, выливая из него содержимое и не деформируя его своим нажатием. Повышенная жесткость также позволяет увеличить производительность оборудования, изготавливающего пакеты. Пленка и, следовательно, стенки пакета, должны быть герметизируемыми, чтобы обеспечить формование пакетов из листовой пленки. Поэтому производителю пленок и пакетов необходима продукция с хорошей липкостью при высоких температурах и широкими диапазонами герметизации. Более того, как отмечено выше, полиолефины, используемые при изготовлении пленки и, следовательно, пакетов, должны легко подвергаться технологической обработке, например, должны легко подвергаться экструзии. К сожалению, специалист сталкивается с той проблемой, что при улучшении одного свойства неизбежно оказывается, что это отрицательно воздействует на другое свойство. Например, на основе полиэтилена низкой плотности (ПЭНП) получают пленки, имеющие хорошие оптические свойства, и его можно перерабатывать при низких температурах и давлениях с сохранением прочности расплава, однако пленки, изготовленные из ПЭНП, обладают низкой жесткостью. Обычные унимодальные линейные полиэтилены низкой плотности (цнЛПЭНП), полученные с катализаторами Циглера-Натта, имеют превосходную прочность на разрыв и ударные свойства, но жесткость и ударопрочность остаются плохими, и пленки имеют тенденцию к высокой мутности. Оптические свойства улучшали путем использования линейных полиэтиленов низкой плотности, полученных с металлоценовыми катализаторами (мЛПЭНП), но за счет потери технологичности. Эти полимеры проявляют плохую стабильность рукава (пузыря) при раздуве пленки. В известных решениях предлагали различные смеси этих материалов, с целью максимального повышения качества пленки, путем сочетания полезных свойств определенных полимеров. Так, например,для получения пленок смешивали ПЭНП и мЛПЭНП, однако такие пленки имеют плохую жесткость. Для получения пленок также смешивали полиэтилен средней плотности, полученный путем катализа на металлоценах, с ПЭНП (ЕР-А-1108749). Поэтому химики-специалисты по полимерам продолжают поиск пленок и изготавливаемых из них пакетов, обладающих превосходными механическими и технологическими свойствами, например, отличающихся превосходной стабильностью рукава пленки во время экструзии. Кроме того, в отдельных областях применения пленок желательными являются улучшенные оптические свойства. Авторы настоящего изобретения неожиданно обнаружили, что этим требованиям может удовлетворять многослойная пленка, содержащая по меньшей мере три слоя. Эта пленка включает два наружных слоя, которые, предпочтительно, являются одинаковыми, и включает компонент - ЛПЭНП, который должен иметь хорошую липкость при высоких температурах и широкие диапазоны герметизации, например, компонент - мЛПЭНП, возможно, смешанный с компонентом - ПЭНП, причем внутренний слой,т.е. слой, заключенный между двумя наружными слоями, включает мультимодальный полиэтилен, предпочтительно изготовленный двухстадийным способом, например, мультимодальный ЛПЭНП, имеющий компонент низкой плотности с высокой молекулярной массой, возможно, смешанный с компонентами мЛПЭНП или ПЭНП. Поэтому в одном из аспектов изобретения предложена многослойная пленка, включающая по-1 010943 меньшей мере три слоя - два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает компонент - ЛПЭНП, например, по меньшей мере 50 мас.% компонента ЛПЭНП, предпочтительно имеющий плотность менее 940 кг/м 3, а указанный внутренний слой включает компонент - мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м 3, а TP2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин. В другом аспекте изобретения предложен способ приготовления многослойной пленки, описанной выше, включающий совместную экструзию композиции, включающей компонент - ЛПЭНП, предпочтительно имеющий плотность менее 940 кг/м 3, для образования двух наружных слоев, и компонент мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м 3, a TP2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин, для образования внутреннего слоя. В следующем аспекте изобретения предложено применение описанной выше многослойной пленки в упаковке, а также в качестве изделия, упакованного с использованием упомянутой пленки. Еще в одном аспекте изобретения предложен пакет, изготовленный из указанной многослойной пленки, предпочтительно, стоячий пакет. Многослойная пленка по изобретению имеет по меньшей мере три слоя, например 3, 5, 7 или 11 слоев. Однако предпочтительно, чтобы пленка включала только три слоя: два наружных слоя и внутренний слой и, возможно, барьерный слой, более подробно описываемый ниже. Под внутренним слоем понимают слой, не являющийся наружным, т.е. внутренний слой не находится на поверхности полученной пленки. Наружные слои могут иметь различающиеся составы, хотя предпочтительно, чтобы наружные слои были одинаковыми. По меньшей мере один из наружных слоев может служить в качестве герметизирующего слоя, обеспечивая возможность изготовления из пленки изделий, например пакетов. Другой наружный слой можно наносить путем ламинирования на барьерный слой. Наружные слои могут содержать по меньшей мере 50 мас.% компонента ЛПЭНП, имеющего плотность менее 940 кг/м 3. Предпочтительно, чтобы ЛПЭНП был унимодальным, особенно мЛПЭНП (т.е. изготовленным с использованием катализатора с одинаковыми центрами полимеризации, например, металлоценового катализатора), особенно унимодальным мЛПЭНП. Унимодальный означает, что распределение молекулярной массы полимера включает единственный пик, и что полимер получают в одном реакторе и с одним катализатором. Особенно предпочтительно, чтобы наружные слои включали компонент - унимодальный мЛПЭНП и компонент ПЭНП. ЛПЭНП должен предпочтительно составлять по меньшей мере 60 мас.%, более предпочтительно 75 мас.%, например по меньшей мере 80 мас.%, в особенности по меньшей мере 85 мас.% от каждого наружного слоя. ЛПЭНП может иметь плотность менее 945 кг/м 3, предпочтительно менее 940 кг/м 3, например 905940 кг/м 3, предпочтительно в диапазоне от 915 до 934 кг/м 3, такую как от 918 до 934 кг/м 3, например от 920 до 930 кг/м 3 (стандарт ISO 1183). ЛПЭНП наружного слоя получают из этилена по меньшей мере с одним С 3-12 альфа-олефиновым сомономером, например, с бутеном, гексеном или октеном. Предпочтительно, ЛПЭНП является сополимером этилена с гексеном, сополимером этилена с октеном или сополимером этилена с бутеном. Количество включаемого сомономера составляет предпочтительно от 0,5 до 12 мол.%, например,от 2 до 10 мол.% относительно этилена, особенно от 4 до 8 мол.%. Предпочтительное содержание сомономера может также составлять от 1,5 до 10 мас.%, особенно от 2 до 8 мас.%.TP2 (текучесть расплава по ISO 1133 при 190C при нагрузке 2,16 кг) для ЛПЭНП должна предпочтительно находиться в интервале от 0,5 до 10, предпочтительно от 0,8 до 6,0, например от 0,9 до 2,0 г/10 мин. ЛПЭНП должен предпочтительно иметь среднемассовую молекулярную массу (Mw) 100000250000, например 110000-160000 (гельпроникающая хроматография, ГПХ). Величина отношения Mw/Mn(среднемассовая молекулярная масса/среднечисленная молекулярная масса) должна предпочтительно составлять от 2 до 20, например от 2,5 до 4, особенно от 3,0 до 3,5 (ГПХ). Идеально ЛПЭНП получают с использованием катализатора с одинаковыми центрами полимеризации, например, металлоценового катализатора и поэтому его обозначают мЛПЭНП. Использование металлоценовых катализаторов для производства ЛПЭНП хорошо известно и широко описано в литературе. В объем данного изобретения входит то, что ЛПЭНП является мультимодальным ЛПЭНП, например, бимодальным ЛПЭНП, как полностью описано ниже в связи с внутренним слоем. Оно охватывает также и возможность использования смесей ЛПЭНП, например, унимодального ЛПЭНП и бимодального ЛПЭНП. Подходящие ЛПЭНП коммерчески доступны, поставщиками являются Borealis и другие поставщи-2 010943 ки. Один или оба наружных слоя многослойной пленки по изобретению также могут содержать компонент - ПЭНП. ПЭНП получают с использованием хорошо известного радикального способа с использованием высокого давления, как известно специалистам, и он представляет собой полимер, отличный от ЛПЭНП. Количество присутствующего ПЭНП может составлять от 1 до 50 мас.%, например от 3 до 40 мас.%, предпочтительно от 5 до 35 мас.%, предпочтительно от 10 до 30 мас.%, особенно от 15 до 20 мас.% от рассматриваемого наружного слоя. Удобно поэтому, чтобы отношение ЛПЭНП к ПЭНП в наружном слое составляло приблизительно 9:1. ПЭНП может иметь плотность 915-935 кг/м 3, особенно 920-930 кг/м 3, например от 922 до 930 кг/м 3.TP2 ПЭНП может изменяться от 0,3 до 4 г/10 мин, например от 0,5 до 2,5 г/10 мин, например от 1,0 до 2,0 г/10 мин. Подходящие ПЭНП коммерчески доступны от Borealis и других поставщиков. Считается, что такое строение наружного слоя способствует низкой температуре начала герметизации и превосходным свойствам липкости при повышенных температурах. Наружные слои могут также содержать, если необходимо, другие полимерные компоненты и могут также содержать малые количества обычных добавок, таких как антиоксиданты, УФ-стабилизаторы, акцепторы кислоты, зародышеобразователи, антиадгезивы, добавки, понижающие трение и т.п., а также технологические добавки для полимеров (ТДДП). Технологические добавки для полимеров доступны от коммерческих поставщиков, таких как Dynamar и могут включать компонент-фторэластомер, и их можно добавлять к смеси наружного слоя в качестве части маточной смеси, как известно из уровня техники. Конкретная пленка может включать первый наружный слой, содержащий смесь унимодального ЛПЭНП и ПЭНП, причем другой наружный слой состоит из мультимодального ЛПЭНП, возможно, в сочетании с компонентом ПЭНП. Внутренний слой пленки согласно изобретению представляет собой слой, размещенный между двумя наружными слоями. Внутренний слой многослойной пленки по изобретению включает компонент-мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м 3, предпочтительно менее 905 кг/м 3, a TP2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин; например, им является бимодальный ЛПЭНП,предпочтительно бимодальный ЛПЭНП, полученный с использованием катализатора Циглера-Натта. Альтернативно, внутренний слой многослойной пленки по изобретению включает мультимодальный ЛПЭНП, т.е. содержащий компоненты с более высокой и более низкой молекулярными массами. Таким образом, в другом аспекте изобретения предложена многослойная пленка, включающая по меньшей мере три слоя - два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает компонент ЛПЭНП, а указанный внутренний слой включает мультимодальный компонент ЛПЭНП. Таким образом, пленка может, например, представлять собой многослойную пленку,включающую по меньшей мере три слоя - два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает унимодальный мЛПЭНП и ПЭНП, а указанный внутренний слой включает мультимодальный ЛПЭНП. Неожиданно было обнаружено, что полимер внутреннего слоя может придать пленке превосходные механические и технологические свойства. Более того, компонент мЛПЭНП, который можно использовать в наружных слоях, обеспечивает превосходные оптические свойства. Наружные слои также способствуют низкой температуре начала герметизации (110C) и превосходным свойствам липкости при повышенных температурах. Мультимодальный полиэтилен может быть единственным полиолефином, используемым во внутреннем слое, и предпочтительно, чтобы внутренний слой включал по меньшей мере 50 мас.%, например,по меньшей мере 60 мас.%, мультимодального полиэтилена. Кроме того, внутренний слой может включать до 50 мас.%, например до 40 мас.%, предпочтительно до 30 мас.% ПЭНП. Подходящие ПЭНП описаны выше в связи с наружными слоями многослойной пленки. Внутренний слой может, альтернативно, включать до 25 мас.%, например до 20 мас.% унимодального ЛПЭНП, например мЛПЭНП, как описано выше. Пленка в целом должна иметь содержание мультимодального полиэтилена между 30 и 40 мас.%,например, приблизительно 35 мас.%. Полиэтиленовый компонент, например ЛПЭНП, в этом внутреннем слое должен быть мультимодальным, предпочтительно бимодальным, т.е. его молекулярно-массовое распределение содержит не один пик, но включает сочетание из двух или более пиков (которые могут быть или не быть различимыми), центрированных около различных средних молекулярных масс, в результате того, что полимер включает два или более отдельно полученных компонента. Мультимодальные полиэтилены, как правило, производят в более чем одном реакторе, в каждом из которых созданы различные условия. Компоненты обычно столь различны, что проявляют более одного пика или плеча на графике, обычно получаемом в результате ГПХ (гель-проникающей хроматографии),где величина d(log(MM отложена по ординате относительно log(MM), где MM - это молекулярная мас-3 010943 са. Таким образом, мультимодальный полиэтилен включает компонент сболее высокой молекулярной массой, который предпочтительно соответствует сополимеру (или тройному сополимеру) этилена с высшим альфа-олефиновым сомономером, и компонент с более низкой молекулярной массой, который предпочтительно соответствует гомополимеру этилена или сополимеру (или тройному сополимеру) этилена с низшим альфа-олефиновым сомономером. Предпочтительно, полиэтилен во внутреннем слое состоит из гомополимера этилена и из сополимера этилена с бутеном, этилена с октеном или этилена с гексеном. Такие мультимодальные полимеры можно получать, например, путем полимеризации в две или более стадии или путем использования двух или более различных катализаторов полимеризации при полимеризации в одну стадию. Можно также использовать катализатор с двумя типами активных центров полимеризации. Важно гарантировать, чтобы компоненты с более высокой и более низкой молекулярной массой были тщательно перемешаны перед экструзией, формирующей пленку. Наиболее эффективно этого достигают путем применения многостадийного способа или катализатора с двумя типами центров полимеризации, но этого можно достичь и посредством смешивания. Чтобы максимально увеличить однородность, особенно при использовании смеси, предпочтительно, если мультимодальный полиэтилен, используемый во внутреннем слое, экструдирован до того, как его экструдируют для изготовления пленки согласно изобретению. Эта стадия предварительной экструзии гарантирует то, что компонент с более высокой молекулярной массой однородно распределен по внутреннему слою, и сводит к минимуму возможность образования геля внутри пленки. Предпочтительно, мультимодальный полиэтилен получают путем двухстадийной полимеризации с использованием одного и того же катализатора, например, металлоценового катализатора или, предпочтительно, катализатора Циглера-Натта. Так, можно использовать два суспензионных реактора или два газофазных реактора. Предпочтительно, однако, мультимодальный полиэтилен получают путем суспензионной полимеризации в реакторе с циркуляцией и последующей газофазной полимеризации в газофазном реакторе. Систему реактор с циркуляцией - газофазный реактор поставляет на рынок Borealis A/S, Дания, под названием система реакторов BORSTAR. Таким образом, мультимодальный полиэтилен внутреннего слоя предпочтительно получают двухстадийным способом, включающим сначала суспензионную полимеризацию с циркуляцией, за которой следует газофазная полимеризация в присутствии катализатора Циглера-Натта. Условия, используемые в таком способе, хорошо известны. Для суспензионных реакторов температура реакции обычно составляет от 60 до 110C (например 85-110C), давление в реакторе обычно составляет от 0,5 до 8 МПа (от 5 до 80 бар), например 5-6,5 МПа (50-65 бар), а время пребывания обычно составляет от 0,3 до 5 ч (например, от 0,5 до 2 ч). Используемым разбавителем обычно является алифатический углеводород, имеющий температуру кипения от -70 до +100C. В таких реакторах полимеризацию можно осуществлять, если это желательно, при сверхкритических условиях. Суспензионную полимеризацию можно также проводить в массе, где реакционной средой является полимеризуемый мономер. Для газофазных реакторов используемая температура реакции обычно составляет от 60 до 115C(например, от 70 до 110C), давление в реакторе обычно составляет от 1 до 2,5 МПа (от 10 до 25 бар), а время пребывания обычно составляет от 1 до 8 ч. Используемым газом обычно является инертный газ,такой как азот, или углеводороды с низкой температурой кипения, такие как пропан, вместе с мономером(например, этиленом). Предпочтительно, чтобы фракцию полимера с более низкой молекулярной массой получали в реакторе непрерывного действия с циркуляцией, где этилен полимеризуют в присутствии катализатора полимеризации, указанного выше, и агента передачи цепи, такого как водород. Разбавителем обычно является инертный алифатический углеводород, предпочтительно изобутан или пропан. Компонент с более высокой молекулярной массой можно затем получать в газофазном реакторе с использованием того же самого катализатора. Компонент с более низкой молекулярной массой предпочтительно имеет TP2 по меньшей мере 50,предпочтительно по меньшей мере 100 г/10 мин, предпочтительно от 110 до 3000 г/10 мин; например от 110 до 500 г/10 мин, в особенности от 150 до 400 г/10 мин. Молекулярная масса компонента с низкой молекулярной массой должна предпочтительно находиться в интервале от 20000 до 50000, например от 25000 до 40000. Предпочтительные величины молекулярно-массового распределения для компонента с низкой молекулярной массой находятся в интервале от 2 до 15, например от 3 до 12, предпочтительно от 5 до 8. Плотность компонента с более низкой молекулярной массой может находиться в интервале от 940 до 980 кг/м 3, например от 945 до 975 кг/м 3, предпочтительно от 950 до 970 кг/м 3, в особенности от 960 до 970 кг/м 3. Компонент с более низкой молекулярной массой предпочтительно должен составлять от 30 до 70 мас.%, например от 40 до 60 мас.% мультимодального полиэтилена, а компонент с более высокой молекулярной массой составит от 70 до 30 мас.%, например от 40 до 60 мас.%.-4 010943 Компонент с более высокой молекулярной массой должен иметь более низкую ТР 2 и более низкую плотность, чем компонент с более низкой молекулярной массой. Компонент с более высокой молекулярной массой должен иметь ТР 2 менее 1 г/10 мин, предпочтительно менее 0,5 г/10 мин, в особенности менее 0,2 г/10 мин, и плотность менее 915 кг/м 3, например менее 910 кг/м 3, предпочтительно менее 905 кг/м 3. Mw компонента с более высокой молекулярной массой может находиться в диапазоне от 100000 до 1000000, предпочтительно от 250000 до 500000. Когда компонент с более высокой молекулярной массой получают вторым в ходе многостадийной полимеризации, невозможно непосредственно измерить его свойства. Однако специалист способен определить плотность, ТР 2 и т.д. компонента с более высокой молекулярной массой, используя уравненияOn-line Inference of Polymer Properties in an Industrial Polyethelene Reactor, AIChE Journal, June 1991, Vol. 37,6, pages 825-835. Плотность рассчитывают по уравнению 37 статьи McAuley, если конечная плотность и плотность после первого реактора известны. Величину ТР 2 рассчитывают по уравнению 25 статьи McAuley, если конечная величина TP2 и TP2 после первого реактора уже рассчитаны. Использование этих уравнений для расчета свойств полимера в мультимодальных полимерах является общепринятым. Мультимодальный полиэтилен в общем может иметь плотность 900-945 кг/м 3, например, от 910 до 940 кг/м 3, предпочтительно от 915 до 935 кг/м 3, предпочтительно от 920 до 930 кг/м 3. Величина TP2 должна составлять от 0,05 до 1,2 г/10 мин, например 0,1-0,8 г/10 мин. Величина ТР 21 должна составлять от 5 до 100, предпочтительно от 10 до 60 г/10 мин, например от 15 до 30 г/10 мин. Величина Mw мультимодального полиэтилена должна составлять от 150000 до 300000, предпочтительно от 230000 до 270000. Отношение Mw/Mn должно составлять от 10 до 25, например от 15 до 25. Сомономером, используемым в мультимодальном полиэтилене, предпочтительно является С 3-12 альфа-олефин или смесь двух или более С 3-12 альфа-олефинов, например, 1-бутен, 1-пентен, 1-гексен, 4 метил-1-пентен, 1-гептен, 1-октен, 1-нонен и 1-децен, причем предпочтительными являются 1-бутен и 1 гексен. Количество включаемого сомономера предпочтительно составляет от 2 до 10 мол.% относительно этилена, например, от 2 до 8 мол.%, предпочтительно от 4 до 6 мол.%. Предпочтительное содержание сомономера также может составлять от 1,5 до 10 мас.%, в особенности от 2 до 8 мас.%. Мультимодальный полиэтилен можно изготавливать с использованием обычного катализатора с единым центром полимеризации или катализатора Циглера-Натта, как известно в уровне техники. Можно использовать обычные сокатализаторы, подложки/носители, доноры электронов и т.д. Многие мультимодальные или бимодальные ЛПЭНП имеются в продаже. При необходимости внутренний слой также может включать другие полимерные компоненты и обычные добавки, такие как антиоксиданты, УФ-стабилизаторы, акцепторы кислоты, зародышеобразователи, антиадгезивы (вещества, препятствующие слипанию) и т.д., а также технологические добавки для полимеров (ТДДП) как описано выше в связи с наружными слоями. Количества используемой ТДДП могут быть такими же, как в наружном слое, и ее, как известно из уровня техники, можно добавлять к смеси внутреннего слоя в качестве составной части маточной смеси. Считается, что ТДДП играет роль смазки, мигрируя во время экструзии на поверхность полимера и предотвращая прилипание экструдата к форме. Пленки согласно изобретению могут иметь толщину от 10 до 250 мкм, предпочтительно от 20 до 200 мкм, например от 30 до 150 мкм, как например от 30 до 50 мкм, предпочтительно от 80 до 135 мкм. Наружные слои и внутренний слой могут иметь одинаковую толщину или, альтернативно, внутренний слой может быть толще, чем каждый из наружных слоев. Подходящая пленка включает два наружных слоя, каждый из которых составляет от 10 до 35%, например от 15 до 25% толщины пленки, а остальную толщину, например от 30 до 70%, занимает внутренний слой. Для образования пленки с использованием смеси полимеров важно тщательно перемешивать различные полимерные компоненты до экструзии и раздува пленки, поскольку в противном случае существует риск возникновения неоднородностей, например, гелей, появляющихся внутри пленки. Поэтому особенно предпочтительно тщательно смешивать компоненты, например, используя двухшнековый экструдер, предпочтительно экструдер со встречным вращением, перед экструдированием и раздувом пленки. Удовлетворительной однородности также можно достичь путем выбора конструкции шнека для пленочного экструдера, специально сконструированного для хорошего смешивания и гомогенизации. Пленку согласно изобретению изготавливают, как правило, путем экструзии сквозь кольцеобразную фильеру, раздува трубчатой пленки с образованием рукава пленки, который сжимают между прижимными роликами после затвердевания. Затем, по желанию, эту пленку можно нарезать полосами, разрезать или трансформировать (например, загибать). В этом плане можно применять обычные методики производства пленки. Обычно смеси для наружного и внутреннего слоя совместно экструдируют при температуре от 160 до 240C и охлаждают продувкой газа (обычно воздуха) при температуре от 10 до 50C, чтобы обеспечить высоту линии застывания, составляющую по величине от 1-2 до 8 диаметров фильеры. Степень раздува обычно должна составлять от 1,5 до 4, например от 2 до 4, предпочтительно от-5 010943 2,5 до 3. Пленки согласно изобретению проявляют высокую устойчивость к мгновенному удару и прочность на раздир, особенно в поперечном направлении. Так, для пленки по изобретению толщиной 40 мкм показатель испытания на сбрасывание пробойника F50 (ISO 7765/1) может составить по меньшей мере 180 г,предпочтительно по меньшей мере 250 г. Таким образом, показатель испытания на сбрасывание пробойника F50 (ISO 7765/1) может составить по меньшей мере 5 г/мкм толщины пленки. Сопротивление раздиру по Элмендорфу в направлении обработки/поперечном направлении (НО/ПН) для пленки по изобретению может составлять по меньшей мере 0,03 Н/мкм (НО) и 0,15 Н/мкм (ПН), соответственно (ISO 6382-2). Сопротивление раздиру по Элмендорфу в поперечном направлении для пленки толщиной 40 мкм может составлять по меньшей мере 6,5 H. Свойства 1% момента сопротивления сечения (стандарт ASTM D882) в направлении обработки/поперечном направлении (НО/ПН) могут составлять по меньшей мере 250 МПа/300 МПа. Пленки обладают превосходными характеристиками в отношении степени мутности, например, менее 10%, предпочтительно менее 8% (ASTM D1003) для пленки толщиной 40 мкм, при этом демонстрируя высокие степени блеска (глянца), например 100 (ASTM D2457). Пленки могут иметь высокий предел текучести в поперечном направлении, например, по меньшей мере 11,8 МПа (120 кг/см 2), предпочтительно по меньшей мере 19,6 МПа (200 кг/см 2). Пленки также могут иметь высокий предел прочности при растяжении в направлении обработки/поперечном направлении, например, по меньшей мере 24,5/21,6 МПа (250/220 кг/см 2). Пленки также обладают широким диапазоном герметизации, например более 10C, предпочтительно более 15 С, в особенности более 25 С. Пленки по изобретению могут включать барьерные слои, как известно из уровня техники. Например, для пищевых и медицинских применений может оказаться необходимым включить в структуру пленки барьерный слой, т.е. слой, непроницаемый для воды и кислорода. Этого можно достичь использованием обычных методик ламинирования. Подходящие барьерные слои известны и включают слои полиамида, сополимера этилена и винилового спирта, ПЭТ и металлизированного алюминия. Таким образом, в другом аспекте изобретения предложен слоистый материал, включающий многослойную пленку, описанную здесь ранее, нанесенную путем ламинирования на барьерный слой. В этом воплощении может быть удобным ламинировать барьерный слой двумя пленками из 3-х слоев, как описано здесь ранее, формируя, таким образом, пленку из 7-ми слоев, в которой барьерный слой образует средний слой. Таким образом, наружный слой, наносимый путем ламинирования на барьерный слой, можно рассматривать в качестве ламинирующего слоя, при этом наружный слой, который остается самым внешним, следует рассматривать как герметизирующий слой. Пленки по изобретению могут также включать слои полипропилена. Пленки по изобретению имеют множество областей применения, но они представляют особый интерес при упаковке пищевых продуктов и напитков, потребительских и промышленных товаров, медицинских приборов и при упаковке в тяжелом режиме. Пленки можно использовать в качестве термоусадочных пленок, и они являются, таким образом, очень подходящими для областей применений, где требуется термоусадочная пленка, например, для упаковки товаров для транспортировки. Товары, которые можно упаковывать, особенно в пакеты, включают, таким образом, моющие средства, мыла, смягчители для тканей, упаковки многоразового использования, фруктовые соки и особенно масла и воду. Предполагается, что размеры упаковок могут составлять от 100 г до 25 кг. Пакеты можно изготавливать из пленки известными способами термоформования. Это особенно предпочтительно, если формируют стоячие пакеты (т.е. самоподдерживающиеся пакеты). Такие пакеты можно снабжать навинчивающимися колпачками и подобными средствами для обеспечения легкого доступа к содержимому пакета. В следующем аспекте изобретения предложена многослойная пленка, включающая по меньшей мере три слоя - два наружных слоя и внутренний слой, причем каждый из наружных слоев независимым образом содержит по меньшей мере 50 мас.% полиэтиленового компонента, имеющего плотность менее 940 кг/м 3, а указанный внутренний слой включает компонент - мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой,причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м 3, а ТР 2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин. Изобретение далее будет описано со ссылкой на следующие не ограничивающие его примеры и чертеж. На чертеже представлены результаты испытаний липкости при повышенных температурах для пленок 11-14. Аналитические испытания Плотность измеряли по стандарту ISO 1183. ТР 2/21 измеряли по стандарту ISO 1133 при 190C при нагрузке 2,16 и 21,6 кг, соответственно.-6 010943 Степень мутности измеряли по стандарту ASTM D 1003. Степень блеска измеряли в соответствии с ASTM D 2457. Относительное удлинение при разрыве измеряли по ASTM D 882. Относительную деформацию растяжения при разрыве и прочность на растяжение измеряли в соответствии со стандартом ISO 527-3. Момент сопротивления сечения измеряли в соответствии с ASTM D 882-А. Растягивающее напряжение предела текучести измеряли в соответствии с ISO 527-3. Сопротивление удару (ударную вязкость) определяли с помощью испытания методом падающего ударника (г/50%). Показатель испытания методом падающего ударника измеряли с использованием стандарта ISO 7765-1, способ "А". Ударник диаметром 38 мм с полусферической головкой бросали с высоты 0,66 м на пленку, прижатую к отверстию. Если образец повреждался, массу ударника снижали, а если он выдерживал испытание, массу увеличивали. Проводили испытания по меньшей мере 20 образцов. Вычисляли массу, при которой не повреждалось 50% образцов. Прочность на прокол определяли по проколу шара (энергия/Дж) при +23C. Способ соответствует стандарту ASTM D 5748. Характеристики прочности на прокол (сопротивление, энергия разрыва, глубина проникновения) определяли по сопротивлению пленки проникновению пробника (диаметром 19 мм) при данной скорости (250 мм/мин). Сопротивление раздиру (определяемое как раздир по Элмендорфу (H: прочность на раздир измеряли с использованием способа по ISO 6383. Силу, требуемую для распространения раздира образца пленки в поперечном направлении, измеряли с помощью маятникового устройства. Маятник раскачивался под действием силы тяжести по дуге, разрывая образец предварительно отрезанной полосы. Образец закрепляли одной стороной к маятнику, а другой стороной к стационарному зажиму. Прочность на раздир - это сила, требуемая для раздира образца. Липкость при повышенных температурах: липкость при повышенных температурах - это способ испытания для измерения прочности герметизации пленки сразу после герметизации, пока герметизирующий шов еще горячий. Эту характеристику измеряли с помощью Международного тестера липкости при повышенных температурах DTC, модель 52-D, w-4236 в соответствии с собственной методикой. Нарезали образцы шириной 15 мм. Время герметизации составляло 0,5 с, время задержки составляло 0,1 с, а герметизирующее давление составляло 90 H. Герметизацию измеряли при различных температурах, и при каждой температуре испытания выполняли по 5 параллельных тестов. Перед испытанием образцы кондиционировали как минимум 24 ч. Пример 1. В примерах 1 и 2 использовали следующие коммерчески доступные сорта полимеров Borealis: Таблица 1. Свойства сортов полимеров 89 мас.%. сорта А, 10 мас.% сорта В и 1% ТДДП (Dynamar FX-5922X - добавляли в виде маточной смеси) смешивали в двух пленочных экструдерах. Дополнительно 81 мас.% сорта D, 18 мас.%. сорта А и 1% ТДДП (Dynamar FX-5922X) смешивали в пленочном экструдере. Пленку совместно экструдировали с помощью 3-х слойной линии для совместной экструзии WindmollerMoller с фильерой диаметром 200 мм, при степени раздува 2,5, высоте линии застывания 600 мм, ширине зазора фильеры 2,6 мм, установке температуры экструдера 210C, с получением пленки толщиной 40 мкм. Далее аналогичным образом изготавливали пленки 2-7 толщиной 40 мкм. Пленка 1. Наружные слои: 89% сорт А + 10% сорт В. Внутренний слой: 81% сорт D + 18% сорт А. Пленка 2. Наружные слои: 89% сорт С + 10% сорт В. Внутренний слой: 81% морт D + 18% сорт С. Пленка 3. Наружные слои: 89% сорт С + 10% сорт В. Внутренний слой: 81% сорт D + 18% сорт С. Пленка 4.-7 010943 Наружные слои: 89% сорт А + 10% сорт В. Внутренний слой: 100% сорт E. Пленка 5 Наружные слои: 80% сорт J + 20% K. Внутренний слой: 80% cорт D + 20% cорт А. Пленка 6. Наружные слои: 80% cорт J + 20% cорт K. Внутренний слой: 80% Сорт G + 20% Сорт А Пленка 7. Наружные слои: 75% cорт А + 25% cорт В. Внутренний слой: 100% Сорт H. Изготовленные пленки подвергали испытаниям, результаты представлены ниже в табл. 2. Таблица 2 Пример 2. Проводили качественное сравнение пленок по изобретению с другими пленками, как описано ниже в табл. 3. Таблица 3-8 010943 Пример 3. Следующие сорта использовали для изготовления пленки в примерах 3-5. Таблица 4 ТР 21 Сорт D - это бимодальный полиэтилен, в котором фракция с более низкой молекулярной массой имеет TP2 400 г/10 мин и плотность 970 кг/м 3, а фракция с более высокой молекулярной массой имеетTP2 0,037 г/10 мин и плотность 902 кг/м 3. Следующие пленки были изготовлены раздувом пленки при степени раздува (CP) 2,5:1, при температурном профиле 190-225C и с выходной частью фильеры 2,2 мм. Пленка 8. А: 25% - герметизирующий слой, 60/40 Siam 2045G/Cosmothene F210-6. В: 50% - 60/30/10 сорт D/ Cosmothene F210-6/ белая маточная смесь. С: 25% - сторона ламинирования, как слой А. Пленка 9. А: 25% - Герметизирующий слой, 60/40 Siam 2045G/Cosmothene F210-6. В: 45% - 60/30/10 сорт D/ Cosmothene F210-6/ белая маточная смесь. С: 30% - сторона ламинирования, сорт D - 100%. Пленка 10. А: 33% - герметизирующий слой, 60/40 Siam 2045G/Cosmothene F210-6. В: 33% - 60/30/10 сорт D/ Cosmothene F210-6/ Белая маточная смесь. С: 33% - сторона ламинирования, как слой А. Изготовленные пленки подвергали испытаниям, результаты представлены ниже в табл. 5. Таблица 5 Пример 4. Следующие пленки изготавливали в тех же условиях раздува пленки, как в примере 3, в котором герметизирующий слой во всех пленках имел такой же состав, как в пленке 8 из примера 3, но внутренние слои изменялись. Были изготовлены четыре пленки. Пленка 11. Внутренний слой составлял 50% толщины пленки и состоял из 65% Siam 2045G, 25% ПЭВП (табл. 4) и 10% белой маточной смеси (MC). Каждый из наружных слоев был таким же, как герметизирующий слой (всего 0% сорта D). Каждый наружный слой составлял 25% от толщины пленки. Пленка 12. Внутренний слой составлял 34% толщины пленки и состоял из 50% сорта D, 40% Cosmothene F-210-6 и 10% белой MC. Наружный слой такой же, как герметизирующий слой. Каждый наружный слой составлял 33% от толщины пленки (всего 17 мас.% сорта D). Пленка 13. Внутренний слой составлял 50% толщины пленки и состоял из 60% сорта D, 30% Cosmothene F-210-6 и 10% белой MC. Наружный слой такой же, как герметизирующий слой. Каждый наружный слой составлял 25% от толщины пленки (всего 30 мас.% сорта D). Пленка 14. Внутренний слой составлял 45% толщины пленки и состоял из 60% сорта D; 30% Cosmothene F-210-6 и 10% белой MC. Герметизирующий слой (составлявший 30% от толщины пленки) был таким же, как в пленке 8, но наружный слой (сторона ламинирования) был на 100% из сорта D и составлял 25% от толщины пленки (всего 57% сорта D).-9 010943 Свойства липкости этих пленок при повышенных температурах показаны на чертеже. Более высокое содержание сорта D расширяет диапазон герметизации и придает более высокую прочность герметизации. Пример 5. Еще две пленки были приготовлены с использованием условий раздува пленок из примера 3. Сравнительная пленка 15: совместная экструзия ПЭНП (Cosmothene F210-6/C4-ЛПЭНП/С 6 мЛПЭНП). Пленка 16. Cовместная экструзия Сорт D/Сорт D/С 6-мЛПЭНП. Таблица 6 Пленки согласно изобретению демонстрируют превосходную жесткость, ударную вязкость по методу падающего ударника, прочность на раздир, прочность на прокол, герметизируемость и технологичность. Обычные пленки не обладают всеми этими свойствами. Так, в то время как пленки мЛПЭНП имеют превосходную ударную вязкость по методу падающего ударника, прочность на раздир, прочность на прокол и герметизируемость, они обладают плохой технологичностью и жесткостью. Пленки ПЭНП нежесткие, имеют плохую ударную вязкость по методу падающего ударника и недостаточные герметизирующие свойства. Пленки ПЭВП имеют плохую ударную вязкость по методу падающего ударника, прочность на раздир, прочность на прокол и герметизируемость. Даже слоистый материал ПЭВП/ЛПЭНП+ПЭНП/мЛПЭНП демонстрирует плохую ударную вязкость по методу падающего ударника и прочность на раздир. Пленки согласно изобретению также имеют лучшие показатели прочности на прокол, герметизируемости и технологичности, чем такая слоистая пленка. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Многослойная пленка, включающая по меньшей мере три слоя: два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает компонент - линейный полиэтилен низкой плотности (ЛПЭНП), а указанный внутренний слой включает компонент - мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м 3, а ТР 2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин. 2. Многослойная пленка, включающая по меньшей мере три слоя: два наружных слоя и внутренний слой, причем каждый наружный слой независимым образом включает компонент - ЛПЭНП, а указанный внутренний слой включает мультимодальный ЛПЭНП. 3. Пленка по п.1 или 2, в которой ЛПЭНП составляет по меньшей мере 50 мас.% от каждого наружного слоя и имеет плотность менее 940 кг/м 3. 4. Пленка по любому из пп.1-3, в которой ЛПЭНП наружных слоев является линейный полиэтилен низкой плотности, полученный с металлоценовым катализатором (мЛПЭНП). 5. Пленка по п.4, в которой указанный мЛПЭНП является унимодальным. 6. Пленка по любому из пп.1-5, в которой каждый наружный слой дополнительно включает компонент - полиэтилен низкой плотности (ПЭНП). 7. Пленка по любому из пп.1-6, в которой внутренний слой включает бимодальный ЛПЭНП. 8. Пленка по п.7, в которой указанный бимодальный ЛПЭНП получен с использованием катализа Циглера-Натта. 9. Пленка по пп.1-8, в которой указанный мультимодальный полиэтилен получен двухстадийным способом. 10. Пленка по п.9, в которой мультимодальный полиэтилен получен двухстадийным способом,включающим полимеризацию в суспензионной фазе с последующей полимеризацией в газовой фазе. 11. Пленка по любому из пп.1-10, в которой внутренний слой дополнительно включает компонент ПЭНП.- 10010943 12. Пленка по любому из пп.1-11, в которой внутренний слой дополнительно включает компонент унимодальный мЛПЭНП. 13. Пленка по любому из пп.1-12, в которой мультимодальный полиэтилен, используемый во внутреннем слое, включает компонент с более высокой молекулярной массой, являющийся сополимером этилена, и компонент с более низкой молекулярной массой, являющийся гомополимером этилена. 14. Пленка по п.13, в которой указанным сополимером является сополимер этилена с гексеном или сополимер этилена с бутеном. 15. Пленка по любому из пп.1-14, включающая 3 слоя. 16. Пленка по любому из пп.1-15, в которой наружные слои являются одинаковыми. 17. Пленка по любому из пп.1-16, ламинированная на барьерный слой. 18. Пакет, изготовленный из пленки по пп.1-17. 19. Пакет по п.18, являющийся стоячим пакетом. 20. Способ изготовления многослойной пленки по любому из пп.1-17, включающий совместную экструзию композиции, включающей компонент - ЛПЭНП для образования двух наружных слоев и компонент - мультимодальный полиэтилен, имеющий компонент с более низкой молекулярной массой и компонент с более высокой молекулярной массой, причем плотность компонента с более высокой молекулярной массой составляет менее 915 кг/м 3, а ТР 2 компонента с более высокой молекулярной массой составляет менее 1 г/10 мин, для образования внутреннего слоя. 21. Применение пленки по любому из пп.1-17 в качестве упаковочной пленки. 22. Упаковка для пищевого продукта или напитка, изготовленная из пленки по любому из пп.1-17. 23. Упаковка для медицинского прибора, изготовленная из пленки по любому из пп.1-17. 24. Упаковка для моющего средства, изготовленная из пленки по любому из пп.1-17.
МПК / Метки
МПК: B32B 27/32
Метки: пленка
Код ссылки
<a href="https://eas.patents.su/12-10943-plenka.html" rel="bookmark" title="База патентов Евразийского Союза">Пленка</a>
Термоусадочная плёнка
Номер патента: 8042
Опубликовано: 27.02.2007
Авторы: Скар Мерете, Давикнес Ханс Георг, Брове Кьетил Ларсен, Мюре Оле Ян, Йохансен Гейр Мортен
МПК: C08L 23/08, C08F 297/08
Метки: термоусадочная, плёнка
Формула / Реферат:
1. Термоусадочная пленка, включающая полиэтиленовую пленку, отличающаяся тем, что указанный полиэтилен является смесью сополимеров этилена, имеющей молекулярно-массовое распределение в интервале от 10 до 35, плотность от 915 до 940 кг/м3, среднемассовую молекулярную массу по меньшей мере 100000 Да и СТР2.16 (190шС) от 0,1 до 0,9 кг/м3, причем эту смесь сополимеров получают сополимеризацией в две или более стадии этилена и от 2 до 10 мол.% по...
Многослойная пленка для нанесения защитной информации методом горячего тиснения и способ ее изготовления
Номер патента: 6753
Опубликовано: 28.04.2006
Авторы: Вихарев Сергей Александрович, Шарашкин Сергей Николаевич, Павлов Алексей Викторович
МПК: B42D 15/00, B32B 27/30
Метки: нанесения, способ, пленка, горячего, многослойная, тиснения, методоm, защитной, изготовления, информации
Формула / Реферат:
1. Многослойная пленка для нанесения защитной информации на объект методом горячего тиснения, состоящая из базовой пленки-основы с антиадгезионным покрытием, информационного слоя, который нанесен со стороны антиадгезионного покрытия, и термоактивируемого клеевого слоя, при этом информационный слой представляет собой слой из изотропного прозрачного термостойкого полимера, имеющего степень кристалличности не менее 30%, в котором сформировано...
Пленка, лента или пряжа из полиолефина
Номер патента: 5449
Опубликовано: 24.02.2005
Авторы: Шимански Тило, Лоос Йоахим, Пейс Антониус Андреас Йоханнес Мария, Якобс Йоханнес Антониус Йосеф
МПК: B29C 55/06, B32B 27/32, D01D 5/253...
Метки: пленка, пряжа, лента, полиолефина
Формула / Реферат:
1. Моноаксиально вытянутая полиолефиновая многослойная пленка, лента или пряжа AB или ABA типа, имеющая общую степень растяжения более 12, значение E-модуля по меньшей мере 10 ГПа, в основном состоящая из центрального слоя (B) из полиолефина, выбранного из полиэтилена и полипропилена, и одного или двух других слоев (A) из полиолефина того же класса, что и материал центрального слоя B, причем DSC температура плавления материала указанных других...
Прокладочная шайба и композитная пленка для закрытия емкости
Номер патента: 3180
Опубликовано: 27.02.2003
Авторы: Вининг Хайнц-Рудольф, Тромбах Хорст
МПК: B65D 77/20
Метки: шайба, прокладочная, закрытия, пленка, емкости, композитная
Формула / Реферат:
1 .Композитная пленка для закрытия емкости с отверстием, ограниченным краем, состоящая из нескольких слоев, и между верхним слоем и лежащим под ним слоем, по крайней мере, на части поверхности помещен клеевой слой, характеризующаяся тем, что верхний слой композитной пленки имеет направленный наверх выступ. 2. Композитная пленка по п.1, характеризующаяся тем, что она состоит, по крайней мере, из трех слоев, где нижний слой является...
Складывающаяся плёнка из двухосно-ориентированного пропилена для упаковки жировых продуктов
Номер патента: 5668
Опубликовано: 28.04.2005
Авторы: Озер Фахри, Килеси Некдет, Камбер Хасан
МПК: B65D 65/40, C08J 5/18, B32B 27/32...
Метки: продуктов, плёнка, пропилена, двухосно-ориентированного, жировых, упаковки, складывающаяся
Формула / Реферат:
1. Пленка из ориентированного по двум осям полипропилена (BOPP), полученная совместной экструзией, для упаковки пищевых продуктов, таких как маргарин, масло или подобные продукты, имеющая слои A/B/C/D/E, причем базовый слой C состоит из полипропиленового гомополимера, углеводородной смолы и наполнителя, отличается тем, что внешний слой A содержит полипропиленовый гомополимер, углеводородную смолу и наполнитель; внутренний слой (B) содержит...
Предыдущий патент: Способ извлечения меди из медьсодержащего материала
Следующий патент: Способ производства твердых спеченных керамических частиц и полученные этим способом частицы
Случайный патент: Способ и реактор для получения метанола