Способ и устройство для цифрового нанесения покрытия на текстильный материал
Формула / Реферат
1. Способ цифрового формирования покрытия на волокнистом текстильном материале, имеющем ячеистые отверстия между смежными волокнами, предусматривающий
непрерывную подачу текстильного материала вдоль пути обработки, имеющего ряд статических покрывающих сопел, расположенных, в общем, поперечно этому пути, причем покрывающие сопла имеют диаметры наружных отверстий более 70 мкм;
снабжение сопел запасом покрывающего вещества;
отдельное управление соплами для обеспечения, по существу, непрерывного потока капель покрывающего вещества;
избирательное направление отдельных капель для падения на текстильный материал с образованием покрытия из пикселей, лежащих, в общем, на одной поверхности текстильного материала, причем каждый пиксель покрывает по меньшей мере четыре ячеистых отверстия и имеет диаметр более 100 мкм.
2. Способ по п.1, дополнительно предусматривающий подачу текстильного материала вдоль второго ряда статических сопел, также расположенных, в общем, поперечно пути, снабжение второго ряда сопел запасом второго вещества и отдельное управление соплами для обеспечения, по существу, непрерывного потока капель второго вещества на текстильный материал.
3. Способ по п.2, в котором второй ряд сопел содержит сопла, имеющие диаметры наружных отверстий более 50 мкм.
4. Способ по п.2 или 3, в котором второе вещество наносится перед покрывающим веществом и принимается волокнистой структурой.
5. Способ по п.2 или 3, в котором второе вещество наносится после покрывающего вещества и образует отдельные пиксели на покрытие.
6. Способ по любому предшествующему пункту, в котором сопла представляют собой тип сопел для непрерывной струи чернил с многоуровневым отклонением, при этом способ предусматривает электрический заряд или разряд капель, приложение электрического поля и изменение электрического поля так, чтобы отклонять капли, так что они отдельно размещаются в подходящих положениях на текстильном материале.
7. Способ по любому предшествующему пункту, в котором каждое сопло производит по меньшей мере 100000 капель в секунду.
8. Способ по любому предшествующему пункту, в котором сопла расположены по существу по всей ширине пути обработки и покрытие наносят по существу по всей ширине текстильного материала.
9. Способ по любому предшествующему пункту, в котором сопла обеспечены на обеих сторонах пути обработки, и способ дополнительно предусматривает нанесение покрытия на обе поверхности текстильного материала.
10. Способ по любому предшествующему пункту, в котором покрытие наносят в открытой структуре, содержащей промежутки между смежными пикселями.
11. Способ по любому предшествующему пункту, в котором покрытие представляет собой водоотталкивающее покрытие.
12. Способ по любому предшествующему пункту, в котором покрывающее вещество содержит эмульсию на основе фторуглерода или кремния, антипенную среду, электролит и загуститель.
13. Способ по любому предшествующему пункту, в котором покрывающее вещество имеет вязкость более 4 сантипуаз, измеренную вискозиметром Брукфильда.
14. Способ по любому предшествующему пункту, в котором путь обработки содержит конвейер, и текстильный материал прикреплен к конвейеру, чтобы по существу предотвратить относительно перемещение между ними.
15. Устройство для цифрового нанесения покрытия на текстильный материал, содержащее
конвейер для, по существу, непрерывной подачи текстильного материала вдоль пути обработки;
ряд статических покрывающих сопел, расположенных, в общем, поперечно этому пути, для нанесения покрывающего вещества по существу по всей ширине текстильного материала, при этом покрывающие сопла имеют диаметры выходных отверстий более 70 мкм, и отдельно управляемых для обеспечения по существу непрерывного потока капель, которые можно избирательно направлять для падения на текстильный материал.
16. Устройство по п.15, дополнительно содержащее второй ряд сопел, расположенных, в общем, поперечно пути, для нанесения дополнительного вещества на текстильный материал.
17. Устройство по п.16, в котором второй ряд сопел имеет диаметры выходных отверстий менее 70 мкм, и ими отдельно управляют для обеспечения, по существу, непрерывного потока капель, которые можно избирательно направлять для падения на текстильный материал.
18. Устройство по любому из пп.15-17, в котором ряды сопел расположены на обеих сторонах пути для нанесения веществ с обеих сторон текстильного материала.
19. Устройство по любому из пп.15-18, в котором каждый ряд сопел обеспечен на печатающей балке, содержащей множество головок для нанесения покрытия, причем каждая головка для нанесения покрытия содержит несколько сопел.
20. Устройство по любому из пп.15-19, в котором сопла представляют собой тип сопел для непрерывной струи чернил с многоуровневым отклонением, при этом положением капель на текстильном материале можно управлять.
21. Устройство по любому из пп.15-19, в котором сопла представляют собой тип сопел для струи чернил с двоичным отклонением, при этом капли, выходящие из сопла, можно избирательно направлять на текстильный материал или в коллектор.
22. Устройство по любому из пп.15-21, в котором соплами управляют так, чтобы каждое производило по меньшей мере 100000 капель в секунду.
23. Устройство по любому из пп.15-22, в котором конвейер установлен для работы со скоростью более 15 м в минуту.
24. Волокнистый текстильный материал с покрытием, нанесенным цифровым способом, имеющий ячеистые отверстия между смежными волокнами, причем волокна имеют среднее расстояние между ними более 40 мкм, при этом текстильный материал снабжен покрытием, содержащим множество пикселей покрывающего материала, лежащих по существу по меньшей мере на одной поверхности текстильного материала, причем каждый пиксель покрывает по меньшей мере четыре ячеистых отверстия и имеет диаметр более 10 мкм.
25. Волокнистый текстильный материал с покрытием, нанесенным цифровым способом по п.24, в котором текстильный материал является тканым или трикотажным.
26. Волокнистый текстильный материал с покрытием, нанесенным цифровым способом по п.24 или 25, в котором текстильный материал имеет ширину более 1,5 м.

Текст
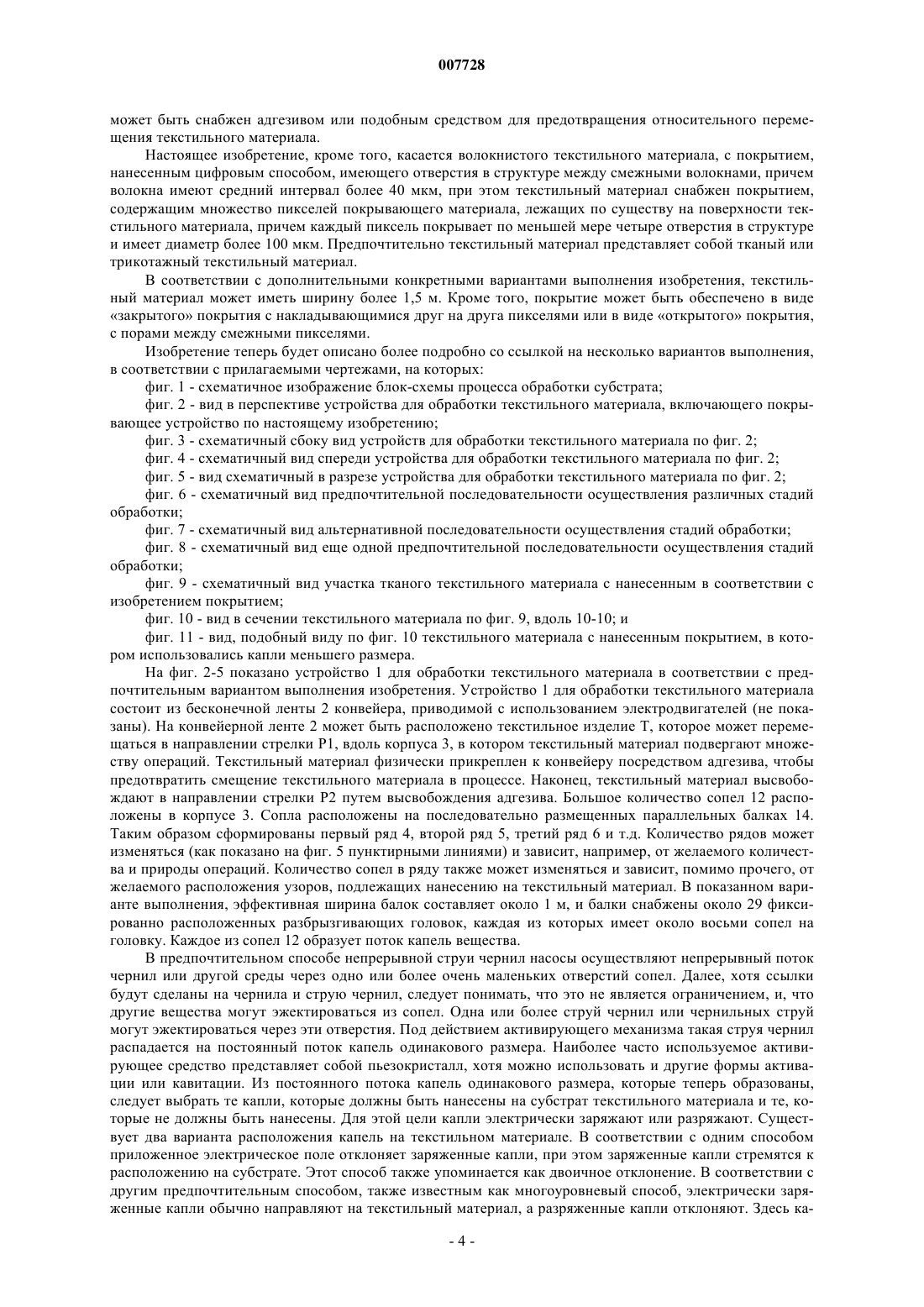
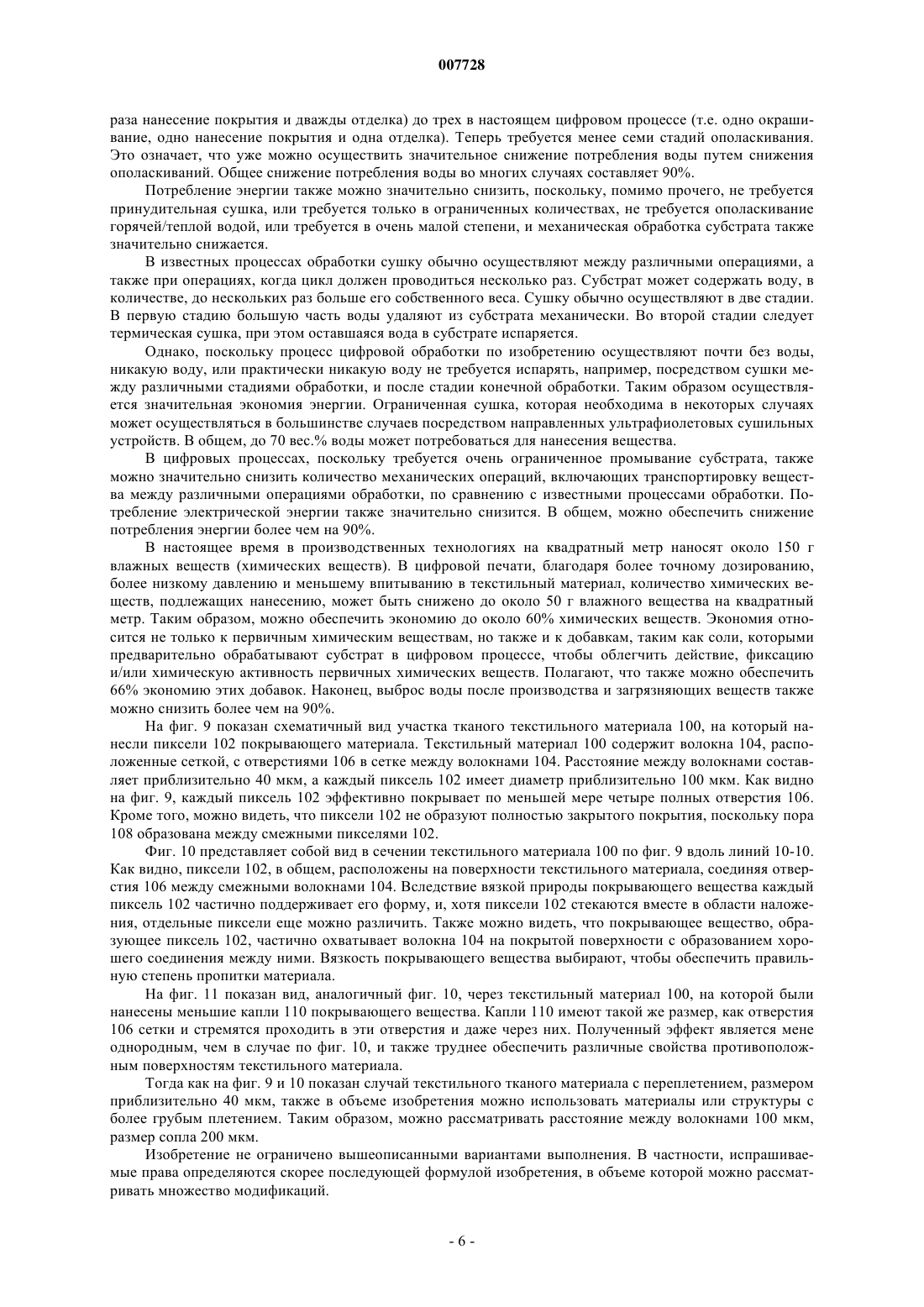
007728 Настоящая заявка имеет приоритет на основе нидерландской заявки 1024335, поданной 2 сентября 2003, а также на основе заявки РСТPCT/NL03/00841, поданной 28 ноября 2003, содержание которых включено сюда полностью посредством ссылки. Настоящее изобретение касается устройства для цифрового нанесения покрытия на текстильный материал. Более конкретно, оно касается устройства для нанесения покрытия на текстильный материал,при использовании технологии непрерывного потока струи чернил для обеспечения характеристик точного покрытия. Кроме того, оно касается способа нанесение покрытия на текстильный материал, использующего такую технологию, и текстиля, произведенного с его помощью. Нанесение покрытия является одной из операций, часто производимых при производстве текстиля. Приблизительно пять стадий можно отметить при таком производстве: производство волокна; прядение волокон; производство текстиля (например, тканых или трикотажных тканей, стеганых материалов или фетровых и нетканых материалов); обработку текстильного материала; и выполнение или производство конечных продуктов. Обработка текстильного материала предусматривает несколько операций, таких как подготовка, обесцвечивание, зрительное отбеливание; окрашивание (нанесение краски или печать),покрытие и отделка. Эти операции, в общем, предназначены для придания текстилю внешнего вида и физических характеристик, предпочтительных для пользователя. Нанесение покрытия на текстильный материал является одной из наиболее важных технологий обработки и может использоваться для придания различных особых характеристик конечному продукту. Его можно использовать, чтобы сделать субстрат огнеустойчивым или жароустойчивым, водоотталкивающим и/или маслонепроницаемым, не мнущимся, не подвергающимся усадке, устойчивым к разложению, не скользящим, удерживающим складки и/или антистатическим. Традиционные способы обработки текстильного материала предусматривают (фиг. 1) несколько способов или стадий обработки, т.е. предварительную обработку текстильного изделия (также упоминаемого как субстрат), окрашивание субстрата, нанесение покрытия на субстрат, отделка субстрата, и пост-обработку субстрата. Обычные технологии нанесения покрытия на растворителе или водной основе представляют собой так называемое нанесение ножом и валиком, погружением, обратными валиками для нанесения покрытия. Дисперсию полимерного вещества в воде обычно наносят на ткань, а лишнее покрытия затем удаляют ракельным ножом. Конкретных характеристик трудно достичь при использовании традиционных технологий покрытия, и их следует достигать посредством других технологий. Чтобы обеспечить полную окраску изделия, можно применить окрашивание путем погружения текстильного изделия в емкость с краской, при этом текстильный материал будет снабжен красящим веществом с обеих сторон. Для других эффектов можно использовать плюсование (пропитку и надавливание). Каждая стадия обработки, показанная на фиг. 1, состоит из нескольких операций. Требуются различные способы обработки различными типами химических вещества, в зависимости от природы субстрата и желаемого конечного результата. Для обрабатывающих стадий печати, окрашивания, нанесения покрытия и отделки, можно, в общем, отметить четыре повторяющиеся стадии, которые часто осуществляют в одной и той же последовательности. Эти способы обработки в профессиональной области упоминаются как отдельные технологические процессы. Это способы обработки пропитыванием (т.е. нанесением или введением химических веществ), реакции/фиксации (т.е. связывание химических веществ с субстратом), промывки (т.е. удаление избыточных химических веществ и дополнительных химических веществ) и сушки. Может также потребоваться повторение этих отдельных операций несколько раз для каждой стадии обработки, например повторение циклов промывки. В общем, используют большое количество химических реагентов и воды, которые приводят к относительно высокому воздействию на окружающую среду, длительному процессу производства и относительно высокой стоимости производства. Также в настоящее время часто различные стадии обработки текстильного материала выполняют в различных устройствах. Это означает, что, например, окрашивание осуществляют в нескольких емкостях с краской, специально приспособленных для этих целей, печать и нанесение покрытия осуществляют в отдельных печатных устройствах и машинах для нанесения печати, при этом отделку выполняют с помощью еще одного устройства. Поскольку различные операции осуществляют отдельно в различных устройствах, обработка текстильного материала требует относительно большой площади, обычно занимающей площадь нескольких помещений. Таким образом, предпочтительно обеспечить способы обработки, т.е. окраски, нанесения покрытия и отделки субстрата текстильного материала, в которых вышеупомянутые недостатки и другие недостатки, связанные с традиционными процессами, будут снижены. Были предприняты различные попытки для использования технологий струйной печати для осуществления стадий обработки. Более конкретно, были предложены струйные принтеры для печати изображения на текстильном материале. Было обнаружено, однако, что традиционные струйные технологии,известные для печати на бумажном материале, трудно применить для производства текстиля, поскольку ширина текстильного материала более 1 м является стандартной, и требуются скорости производства 20 м/мин и выше, чтобы процесс был эффективным. Более конкретно, традиционные струйные принтеры содержат печатающую головку, которая перемещается назад и вперед по материалу. Печатающая головка имеет множество сопел, через которые выходят потоки чернильных капель. Эти печатающие головки-1 007728 работают в соответствии с принципом точка по требованию, т.е. они являются электронноуправляемыми для нанесения чернил, или не соответствуют изображению, которое требуется напечатать. Материал подается вперед с перерывами после каждого прохождения печатающей головки. Как подача с перерывами, так и управление типа точка по требованию приводит к тому, что процесс становится слишком долгим для практического использования. В настоящее время при использовании таких способов для печати на ткани можно достичь скоростей подачи 2 м/мин. Известен способ в соответствии с патентом СШАUS 4702742, в котором используют традиционное печатающее устройство для печати на белых листах ткани. Кроме того, способ предложен в патентной заявке ГерманииDE 19930866, в котором и чернила, и фиксирующий раствор наносят на текстильный материал при использовании традиционной головки для струи чернил. Более конкретно, было обнаружено, что традиционные струйные печатающие устройства не подходят для нанесения покрытия на текстильные материалы. В частности, в случае, когда используют волокнистые текстильные материалы, в которых имеются промежутки между смежными волокнами, особенно для грубо (крупно) сотканных или связанных текстильных материалов. Обычные диаметры сопел, используемые в традиционных струйных устройствах являются относительно маленькими, чтобы обеспечить высокую четкость изображения. Было обнаружено, что капли, производимые такими соплами стремятся к прохождению в промежутки или даже через них, обеспечивая не соответствующую отделку поверхности. Также было обнаружено, что, несмотря на преимущества печати на текстильных материалах при использовании струйных технологий, разрешение изображения, выполняемого на грубых текстильных материалах, часто имеет дефекты из-за шероховатости структуры волокон, и других эффектов, таких как затекание, которое может не быть равномерным во всех направлениях. В соответствии с изобретением обеспечивается способ цифрового образования покрытия на волокнистом текстильном материале, имеющем ячеистые отверстия между смежными волокнами, причем способ предусматривает непрерывную подачу текстильного материала вдоль пути обработки, имеющего ряд статических покрывающих сопел, расположенных, в общем, поперечно этому пути, причем покрывающие сопла имеют диаметры выходных отверстий более около 70 мкм, снабжение сопел веществом для покрытия, отдельное управление соплами для обеспечения, по существу, непрерывного потока капель вещества для покрытия и селективное направление отдельных капель для падения на текстильный материал с образованием покрытия из минимальных элементов изображения (пикселей), расположенных, в общем, на поверхности текстильного материала, причем каждый пиксель покрывает по меньшей мере четыре ячеистых отверстия между волокнами и имеет диаметр более 100 мкм. Таким образом, при использовании большого сопла и производстве капель размера, достаточного для покрытия четырех отверстий между волокнами, капля соответствующим образом поддерживается и распределяется или становится плоской на поверхности текстильного материала. В данном контексте, пиксель, образованный каплей, рассматривается расположенным, в общем, на поверхности, но может также входить в промежутки между волокнами, и может также частично окружать волокно, по меньшей мере, на стороне одной поверхности, с образованием соответствующего соединения с ним. Этот способ в частности может применяться для тканых и трикотажных текстильных материалов. Предпочтительно способ дополнительно предусматривает подачу текстильного материала вдоль второго ряда статических сопел, также расположенных, в общем, поперечно пути, обеспечение для второго ряда сопел подачи второго вещества и отдельное управление соплами для обеспечения, по существу, непрерывного потока капель второго вещества на текстильный материал. Второй ряд сопел можно использовать для другой отдельной стадии обработки, в частности, их можно использовать для печати,окрашивания или сушки ткани. Более конкретно, второй ряд сопел может содержать сопла, имеющие диаметры выходных отверстий менее 50 мкм для обеспечения более высокого разрешения. В примерном варианте выполнения струйную печать с высоким разрешением можно осуществлять на поверхности после того, как текстильный материал прошел первый ряд сопел. Альтернативно, второе вещество может быть нанесено перед покрывающим веществом. В этом случае, волокнистая структура может, например,принимать и впитывать его, а покрытие может формировать на ней защитный слой. В другом варианте выполнения, второй ряд сопел может быть обеспечен на противоположной стороне пути обработки от первого ряда сопел. В этом случае, второй ряд может быть, по существу, подобен первому ряду, и способ может предусматривать нанесение покрытии на обе поверхности текстильного материала. Альтернативно, второй ряд можно использовать для нанесения другого вещества на вторую поверхность текстильного материала, при этом готовый текстильный материал демонстрирует различные характеристики на каждой стороне. Кроме того, ряды сопел могут быть обеспечены в соответствии с требуемой обработкой. Было обнаружено, что предпочтительно использовать сопла типа сопел непрерывной подачи чернил с многоуровневым отклонением. Этот способ, таким образом, предусматривает электрический заряд или разряд капель; приложение электрического поля, и изменение электрического поля, так чтобы отклонять капли, так что они отдельно размещаются в подходящих положениях на текстильном материале. Таким образом, точным положением каждого пикселя можно тщательно управлять, например, степенью наложения или расстоянием между ними. При использовании таких технологий, каждое сопло может-2 007728 производить 100000 капель в секунду. В случае нескольких рядов сопел, некоторые ряды могут быть типа рядов с многоуровневым отклонением, тогда как другие ряды могут быть двухуровневыми рядами. Предпочтительно, сопла расположены по существу по всей ширине пути обработки, и покрытие наносят по существу по всей ширине текстильного материала. Эта ширина может быть более 1 м, однако обычно производят текстильный материал, имеющий ширину до 2,5 м. В предпочтительном варианте выполнения, покрытие представляет собой водоотталкивающее покрытие, а покрывающее вещество может содержать эмульсию на основе фторуглерода или кремния, антипенную среду, электролит и загуститель. Путем нанесения такого покрытия в открытой структуре с порами между смежными пикселями, можно обеспечить воздухопроницаемую структуру. Предпочтительно, покрывающее вещество имеет вязкость более 4 сантипуаз, измеренную вискозиметром Брукфильда. Было обнаружено, что использование таких вязкостей в соплах, диаметром 70 мкм или выше, обеспечивает образование капель, имеющих соответствующую устойчивость формы, соударении с текстильным материалом, при этом достигается желаемая форма пикселя. Более низкие вязкости могут привести к большему растеканию покрывающего вещества вдоль волокнистой структуры и вокруг нее. В соответствии с важным признаком настоящего изобретения, путь обработки может содержать конвейер и текстильный материал может быть прикреплен к конвейеру, при этом может поддерживаться положение текстильного материала относительно конвейера. Таким образом, когда важно точное положение каждого пикселя, можно предотвратить смещение текстильного материала. Это особенно важно,когда обработка предусматривает печать с использованием различных цветов, наносимых с помощью различных рядов сопел. Текстильный материал может быть прикреплен к конвейеру посредством адгезива или т.п. Настоящее изобретение также касается устройства для нанесения покрытия на текстильный материал цифровым способом, причем устройство содержит конвейер для, по существу, непрерывной подачи текстильного материала вдоль пути обработки, ряд статических покрывающих сопел, расположенных, в общем, поперечно пути, для нанесения покрывающего вещества по существу по всей ширине текстильного материала, при этом покрывающие сопла имеют диаметр выходных отверстий более 70 мкм и являются отдельно управляемыми, чтобы обеспечить, по существу, непрерывный поток капель, которые могут быть селективно направлены для взаимодействия с текстильным материалом. В настоящем контексте выражение статический предназначено для того, чтобы показать, что сопла физически перемещаются через путь обработки от одной стороны к другой. Кроме того, выражение непрерывный предназначено для обозначения того, что поток капель является непрерывным в процессе работы устройства,причем те капли, которые не потребуются, отводят в собирающее устройство. Такое определение предназначено для более ясного отличия так называемой системы капля по требованию. В соответствии с предпочтительным вариантом выполнения устройство может дополнительно содержать второй или еще дополнительный ряд сопел, расположенных, в общем, поперечно пути, для нанесения еще одного вещества на текстильный материал. Для осуществления различных стадий отделки,таких как сушка или печать, второй ряд сопел может иметь размеры выходных отверстий менее 70 мкм,предпочтительно около 50 мкм. Они предпочтительно являются отдельно управляемыми, чтобы обеспечить по существу непрерывный поток капель, которые могут быть селективно направлены для падения на текстильный материал. В соответствии с конкретным вариантом выполнения устройства, ряды сопел могут быть расположены на обеих сторонах пути для покрытия или нанесения другим способом веществ на обе стороны текстильного материала. Чтобы соответствующим и точным образом осуществить операцию по всей ширине текстильного материала, каждый ряд сопел обеспечен на печатающей балке, стягивающей путь обработки. Предпочтительно, каждая балка содержит множество головок, причем каждая головка содержит несколько сопел. При использовании отдельных головок, распределением давления между отдельными соплами можно точно управлять. В частности, используя около восьми сопел на головку, обеспечивают соответствующее управление давлением для каждого сопла. В таком случае, в общем, между 10 и 100 головками можно обеспечить на каждой балке. В соответствии с предпочтительным вариантом выполнения, сопла представляют собой сопла типа подачи струи чернил с многоуровневым отклонением, при этом положением капли на текстильном материала можно управлять. Альтернативно, некоторые или все ряды сопел могут иметь двоичное отклонение струи чернил, причем капля, выходящая из сопла, может быть избирательно направлена на текстильный материал или в коллектор. Какой бы типа сопел не использовался, желательно, чтобы ими можно было управлять, чтобы каждое производило по меньшей мере 100000 капель в секунду, чтобы обеспечить требуемую скорость процесса. Предпочтительно, конвейер является достаточно широким для приема текстильного материала,шириной более 1 м, более предпочтительно шириной до около 2 м. Также он должен быть приспособлен для работы со скоростью более 15 м в минуту, более предпочтительно более 25 м в минуту. Также он-3 007728 может быть снабжен адгезивом или подобным средством для предотвращения относительного перемещения текстильного материала. Настоящее изобретение, кроме того, касается волокнистого текстильного материала, с покрытием,нанесенным цифровым способом, имеющего отверстия в структуре между смежными волокнами, причем волокна имеют средний интервал более 40 мкм, при этом текстильный материал снабжен покрытием,содержащим множество пикселей покрывающего материала, лежащих по существу на поверхности текстильного материала, причем каждый пиксель покрывает по меньшей мере четыре отверстия в структуре и имеет диаметр более 100 мкм. Предпочтительно текстильный материал представляет собой тканый или трикотажный текстильный материал. В соответствии с дополнительными конкретными вариантами выполнения изобретения, текстильный материал может иметь ширину более 1,5 м. Кроме того, покрытие может быть обеспечено в виде закрытого покрытия с накладывающимися друг на друга пикселями или в виде открытого покрытия,с порами между смежными пикселями. Изобретение теперь будет описано более подробно со ссылкой на несколько вариантов выполнения,в соответствии с прилагаемыми чертежами, на которых: фиг. 1 - схематичное изображение блок-схемы процесса обработки субстрата; фиг. 2 - вид в перспективе устройства для обработки текстильного материала, включающего покрывающее устройство по настоящему изобретению; фиг. 3 - схематичный сбоку вид устройств для обработки текстильного материала по фиг. 2; фиг. 4 - схематичный вид спереди устройства для обработки текстильного материала по фиг. 2; фиг. 5 - вид схематичный в разрезе устройства для обработки текстильного материала по фиг. 2; фиг. 6 - схематичный вид предпочтительной последовательности осуществления различных стадий обработки; фиг. 7 - схематичный вид альтернативной последовательности осуществления стадий обработки; фиг. 8 - схематичный вид еще одной предпочтительной последовательности осуществления стадий обработки; фиг. 9 - схематичный вид участка тканого текстильного материала с нанесенным в соответствии с изобретением покрытием; фиг. 10 - вид в сечении текстильного материала по фиг. 9, вдоль 10-10; и фиг. 11 - вид, подобный виду по фиг. 10 текстильного материала с нанесенным покрытием, в котором использовались капли меньшего размера. На фиг. 2-5 показано устройство 1 для обработки текстильного материала в соответствии с предпочтительным вариантом выполнения изобретения. Устройство 1 для обработки текстильного материала состоит из бесконечной ленты 2 конвейера, приводимой с использованием электродвигателей (не показаны). На конвейерной ленте 2 может быть расположено текстильное изделие Т, которое может перемещаться в направлении стрелки Р 1, вдоль корпуса 3, в котором текстильный материал подвергают множеству операций. Текстильный материал физически прикреплен к конвейеру посредством адгезива, чтобы предотвратить смещение текстильного материала в процессе. Наконец, текстильный материал высвобождают в направлении стрелки Р 2 путем высвобождения адгезива. Большое количество сопел 12 расположены в корпусе 3. Сопла расположены на последовательно размещенных параллельных балках 14. Таким образом сформированы первый ряд 4, второй ряд 5, третий ряд 6 и т.д. Количество рядов может изменяться (как показано на фиг. 5 пунктирными линиями) и зависит, например, от желаемого количества и природы операций. Количество сопел в ряду также может изменяться и зависит, помимо прочего, от желаемого расположения узоров, подлежащих нанесению на текстильный материал. В показанном варианте выполнения, эффективная ширина балок составляет около 1 м, и балки снабжены около 29 фиксированно расположенных разбрызгивающих головок, каждая из которых имеет около восьми сопел на головку. Каждое из сопел 12 образует поток капель вещества. В предпочтительном способе непрерывной струи чернил насосы осуществляют непрерывный поток чернил или другой среды через одно или более очень маленьких отверстий сопел. Далее, хотя ссылки будут сделаны на чернила и струю чернил, следует понимать, что это не является ограничением, и, что другие вещества могут эжектироваться из сопел. Одна или более струй чернил или чернильных струй могут эжектироваться через эти отверстия. Под действием активирующего механизма такая струя чернил распадается на постоянный поток капель одинакового размера. Наиболее часто используемое активирующее средство представляет собой пьезокристалл, хотя можно использовать и другие формы активации или кавитации. Из постоянного потока капель одинакового размера, которые теперь образованы,следует выбрать те капли, которые должны быть нанесены на субстрат текстильного материала и те, которые не должны быть нанесены. Для этой цели капли электрически заряжают или разряжают. Существует два варианта расположения капель на текстильном материале. В соответствии с одним способом приложенное электрическое поле отклоняет заряженные капли, при этом заряженные капли стремятся к расположению на субстрате. Этот способ также упоминается как двоичное отклонение. В соответствии с другим предпочтительным способом, также известным как многоуровневый способ, электрически заряженные капли обычно направляют на текстильный материал, а разряженные капли отклоняют. Здесь ка-4 007728 пли подвергают воздействию электрического поля, которое изменяется между множеством уровней, так что можно регулировать конечное положение, в котором различные капли располагаются на субстрате. На фиг. 5 показано пунктирными линиями, что различные сопла 12 соединены электрическим или беспроводным способом посредством сети 15 с центральным узлом 16 управления, который содержит,например, микроконтроллер или компьютер. Привод ленты 2 конвейера также соединен с узлом управления посредством сети 15'. Узел управления теперь может приводить в действие привод и отдельные сопла, по требованию. Также двойной резервуар установлен для каждого ряда сопел 4-11, в котором хранят вещество,подлежащее нанесению. Первый ряд сопел 4 снабжен резервуарами 14 а, 14b, второй ряд снабжен резервуарами 15 а, 15b, третий ряд 6 снабжен резервуарами 16 а, 16b, и т.д. Соответствующее вещество расположено в по меньшей мере одном из двух резервуаров ряда. Разные резервуары заполнены соответствующими веществами, а сопла 12, расположенные в разных рядах, направлены так, что текстильное изделие подвергается правильной обработке. В случае, показанном на фиг. 6, резервуар 14 а первого ряда 4 содержит чернила голубого цвета, резервуар 15 второго ряда содержит чернила пурпурного цвета, резервуар 16 а третьего ряда содержит чернила желтого цвета, а резервуар 17 а четвертого ряда 7 содержит чернила черного цвета. Текстильное изделие снабжают узорами в рядах 4-7 при обработке нанесением рисунка/печати. Сопла в этих рядах имеют выходные отверстия, диаметрами около 50 мкм. Резервуары трех последующих рядов 8-10 содержат одно или более вещество, которым может быть покрыто обрабатываемое текстильное изделие в трех проходах, для покрытия текстильного материала, причем сопла в рядах 8-10 имеют диаметры выходных отверстий 70 мкм. Восьмой резервуар 11 содержит вещество, которым можно отделывать (завершать обработку) текстильного материала с нанесенной печатью и покрытием. В этом варианте выполнения текстильное изделие Т предпочтительно обрабатывают в положении от пятого до восьмого ряда, инфракрасным излучением,поступающим от источника 13 света, чтобы воздействовать на покрытие для отделки. На фиг. 7 показана другая ситуация, в которой текстильный материал подвергается обработке в другой последовательности. Текстильное изделие Т сначала окрашивают путем направления текстильного материала вдоль первого ряда 4 и второго ряда 5 сопел. Эти ряды 4, 5 имеют сопла 70 мкм и наносят относительно равномерно окрашенное покрытие на текстильный материал. В третьем-пятом рядах 6-8 окрашенный текстильный материал затем покрывают, как указано выше, после чего осуществляют стадию отделки в шестом и седьмом рядах 9, 10. В варианте выполнения, показанном на фиг. 8, текстильное изделие прежде всего направляют вдоль первого ряда 4 сопел. Сопла в ряду 4 имеют размер около 70 мкм и обеспечивают равномерный фоновый цвет по всей ширине текстильного материала. Текстильное изделие затем направляют вдоль второго ряда 5 и третьего ряда 6 посредством конвейерной ленты, при этом на подготовленной поверхности печатают узоры. Хорошей четкости можно достичь в стадиях печати в рядах 5 и 6 при использовании тонких сопел, размером между 30 и 50 мкм. Текстильный материал затем направляют вдоль четвертого-шестого рядов 7-9, чтобы нанести покрытие на окрашенный текстильный материал с нанесенной печатью в три прохода, а затем в седьмом и восьмом рядах 10, 11 осуществляют конечную отделочную обработку. Можно различными способами обрабатывать текстильные изделия, последовательно различным образом, в некоторых случаях, даже без необходимости прекращения транспортировки в них текстильного материала. Например, это возможно при помощи компьютерного управления соплами 12, чтобы обеспечить последовательно подаваемые текстильные изделия с разными рисунками, которые отличаются в каждом случае. Также можно обеспечить различные вещества, наносимые на текстильный материал посредством соответствующего выбора резервуаров. Первые резервуары 14 а, 15 а, 16 а, например, используют в каждом случае для первого типа текстильного материала, при этом вторые резервуары 14b, 15b,16b используют для другого типа текстильного материала. Чтобы определить преимущества настоящего изобретения в отношении окружающей среды, можно использовать пример показательного процесса обработки, в котором субстрат проходит через четыре цикла отдельных операций для окрашивания, с последующими четырьмя циклами для покрытия и, наконец, двумя циклами для отделки. Квантификация основана на производстве субстрата длиной 1800 м и шириной 1,6 м из выбеленного и высушенного хлопка, весом 100 г/м 2 субстрата. Каждую стадию, окрашивание, нанесение покрытия и отделка здесь осуществляют в один проход процесса, с необходимыми последующими обработками и/или предварительными обработками между этими проходами процесса. Если эти обработки можно осуществлять в один проход процесса, преимущества в отношении окружающей среды даже возрастут. В традиционном процессе обработки, практически каждая составляющая стадия (окрашивание, нанесение покрытия и отделка) осуществляется в высоко водном растворе и/или с его помощью. В цифровом процессе по изобретению, сильно концентрированный раствор разбрызгивают непосредственно на субстрат, точно управляемыми порциями. При этом используют меньше воды. Для ополаскивания/смывания избыточных химических веществ и дополнительных химических веществ, практически каждый цикл отдельных операций предусматривает стадию ополаскивания. Количество стадий ополаскивания может быть снижено от десяти в существующих процессах (четыре раза окрашивание, четыре-5 007728 раза нанесение покрытия и дважды отделка) до трех в настоящем цифровом процессе (т.е. одно окрашивание, одно нанесение покрытия и одна отделка). Теперь требуется менее семи стадий ополаскивания. Это означает, что уже можно осуществить значительное снижение потребления воды путем снижения ополаскиваний. Общее снижение потребления воды во многих случаях составляет 90%. Потребление энергии также можно значительно снизить, поскольку, помимо прочего, не требуется принудительная сушка, или требуется только в ограниченных количествах, не требуется ополаскивание горячей/теплой водой, или требуется в очень малой степени, и механическая обработка субстрата также значительно снижается. В известных процессах обработки сушку обычно осуществляют между различными операциями, а также при операциях, когда цикл должен проводиться несколько раз. Субстрат может содержать воду, в количестве, до нескольких раз больше его собственного веса. Сушку обычно осуществляют в две стадии. В первую стадию большую часть воды удаляют из субстрата механически. Во второй стадии следует термическая сушка, при этом оставшаяся вода в субстрате испаряется. Однако, поскольку процесс цифровой обработки по изобретению осуществляют почти без воды,никакую воду, или практически никакую воду не требуется испарять, например, посредством сушки между различными стадиями обработки, и после стадии конечной обработки. Таким образом осуществляется значительная экономия энергии. Ограниченная сушка, которая необходима в некоторых случаях может осуществляться в большинстве случаев посредством направленных ультрафиолетовых сушильных устройств. В общем, до 70 вес.% воды может потребоваться для нанесения вещества. В цифровых процессах, поскольку требуется очень ограниченное промывание субстрата, также можно значительно снизить количество механических операций, включающих транспортировку вещества между различными операциями обработки, по сравнению с известными процессами обработки. Потребление электрической энергии также значительно снизится. В общем, можно обеспечить снижение потребления энергии более чем на 90%. В настоящее время в производственных технологиях на квадратный метр наносят около 150 г влажных веществ (химических веществ). В цифровой печати, благодаря более точному дозированию,более низкому давлению и меньшему впитыванию в текстильный материал, количество химических веществ, подлежащих нанесению, может быть снижено до около 50 г влажного вещества на квадратный метр. Таким образом, можно обеспечить экономию до около 60% химических веществ. Экономия относится не только к первичным химическим веществам, но также и к добавкам, таким как соли, которыми предварительно обрабатывают субстрат в цифровом процессе, чтобы облегчить действие, фиксацию и/или химическую активность первичных химических веществ. Полагают, что также можно обеспечить 66% экономию этих добавок. Наконец, выброс воды после производства и загрязняющих веществ также можно снизить более чем на 90%. На фиг. 9 показан схематичный вид участка тканого текстильного материала 100, на который нанесли пиксели 102 покрывающего материала. Текстильный материал 100 содержит волокна 104, расположенные сеткой, с отверстиями 106 в сетке между волокнами 104. Расстояние между волокнами составляет приблизительно 40 мкм, а каждый пиксель 102 имеет диаметр приблизительно 100 мкм. Как видно на фиг. 9, каждый пиксель 102 эффективно покрывает по меньшей мере четыре полных отверстия 106. Кроме того, можно видеть, что пиксели 102 не образуют полностью закрытого покрытия, поскольку пора 108 образована между смежными пикселями 102. Фиг. 10 представляет собой вид в сечении текстильного материала 100 по фиг. 9 вдоль линий 10-10. Как видно, пиксели 102, в общем, расположены на поверхности текстильного материала, соединяя отверстия 106 между смежными волокнами 104. Вследствие вязкой природы покрывающего вещества каждый пиксель 102 частично поддерживает его форму, и, хотя пиксели 102 стекаются вместе в области наложения, отдельные пиксели еще можно различить. Также можно видеть, что покрывающее вещество, образующее пиксель 102, частично охватывает волокна 104 на покрытой поверхности с образованием хорошего соединения между ними. Вязкость покрывающего вещества выбирают, чтобы обеспечить правильную степень пропитки материала. На фиг. 11 показан вид, аналогичный фиг. 10, через текстильный материал 100, на которой были нанесены меньшие капли 110 покрывающего вещества. Капли 110 имеют такой же размер, как отверстия 106 сетки и стремятся проходить в эти отверстия и даже через них. Полученный эффект является мене однородным, чем в случае по фиг. 10, и также труднее обеспечить различные свойства противоположным поверхностям текстильного материала. Тогда как на фиг. 9 и 10 показан случай текстильного тканого материала с переплетением, размером приблизительно 40 мкм, также в объеме изобретения можно использовать материалы или структуры с более грубым плетением. Таким образом, можно рассматривать расстояние между волокнами 100 мкм,размер сопла 200 мкм. Изобретение не ограничено вышеописанными вариантами выполнения. В частности, испрашиваемые права определяются скорее последующей формулой изобретения, в объеме которой можно рассматривать множество модификаций.-6 007728 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ цифрового формирования покрытия на волокнистом текстильном материале, имеющем ячеистые отверстия между смежными волокнами, предусматривающий непрерывную подачу текстильного материала вдоль пути обработки, имеющего ряд статических покрывающих сопел, расположенных, в общем, поперечно этому пути, причем покрывающие сопла имеют диаметры наружных отверстий более 70 мкм; снабжение сопел запасом покрывающего вещества; отдельное управление соплами для обеспечения, по существу, непрерывного потока капель покрывающего вещества; избирательное направление отдельных капель для падения на текстильный материал с образованием покрытия из пикселей, лежащих, в общем, на одной поверхности текстильного материала, причем каждый пиксель покрывает по меньшей мере четыре ячеистых отверстия и имеет диаметр более 100 мкм. 2. Способ по п.1, дополнительно предусматривающий подачу текстильного материала вдоль второго ряда статических сопел, также расположенных, в общем, поперечно пути, снабжение второго ряда сопел запасом второго вещества и отдельное управление соплами для обеспечения, по существу, непрерывного потока капель второго вещества на текстильный материал. 3. Способ по п.2, в котором второй ряд сопел содержит сопла, имеющие диаметры наружных отверстий более 50 мкм. 4. Способ по п.2 или 3, в котором второе вещество наносится перед покрывающим веществом и принимается волокнистой структурой. 5. Способ по п.2 или 3, в котором второе вещество наносится после покрывающего вещества и образует отдельные пиксели на покрытие. 6. Способ по любому предшествующему пункту, в котором сопла представляют собой тип сопел для непрерывной струи чернил с многоуровневым отклонением, при этом способ предусматривает электрический заряд или разряд капель, приложение электрического поля и изменение электрического поля так, чтобы отклонять капли, так что они отдельно размещаются в подходящих положениях на текстильном материале. 7. Способ по любому предшествующему пункту, в котором каждое сопло производит по меньшей мере 100000 капель в секунду. 8. Способ по любому предшествующему пункту, в котором сопла расположены по существу по всей ширине пути обработки и покрытие наносят по существу по всей ширине текстильного материала. 9. Способ по любому предшествующему пункту, в котором сопла обеспечены на обеих сторонах пути обработки, и способ дополнительно предусматривает нанесение покрытия на обе поверхности текстильного материала. 10. Способ по любому предшествующему пункту, в котором покрытие наносят в открытой структуре, содержащей промежутки между смежными пикселями. 11. Способ по любому предшествующему пункту, в котором покрытие представляет собой водоотталкивающее покрытие. 12. Способ по любому предшествующему пункту, в котором покрывающее вещество содержит эмульсию на основе фторуглерода или кремния, антипенную среду, электролит и загуститель. 13. Способ по любому предшествующему пункту, в котором покрывающее вещество имеет вязкость более 4 сантипуаз, измеренную вискозиметром Брукфильда. 14. Способ по любому предшествующему пункту, в котором путь обработки содержит конвейер, и текстильный материал прикреплен к конвейеру, чтобы по существу предотвратить относительно перемещение между ними. 15. Устройство для цифрового нанесения покрытия на текстильный материал, содержащее конвейер для, по существу, непрерывной подачи текстильного материала вдоль пути обработки; ряд статических покрывающих сопел, расположенных, в общем, поперечно этому пути, для нанесения покрывающего вещества по существу по всей ширине текстильного материала, при этом покрывающие сопла имеют диаметры выходных отверстий более 70 мкм, и отдельно управляемых для обеспечения по существу непрерывного потока капель, которые можно избирательно направлять для падения на текстильный материал. 16. Устройство по п.15, дополнительно содержащее второй ряд сопел, расположенных, в общем,поперечно пути, для нанесения дополнительного вещества на текстильный материал. 17. Устройство по п.16, в котором второй ряд сопел имеет диаметры выходных отверстий менее 70 мкм, и ими отдельно управляют для обеспечения, по существу, непрерывного потока капель, которые можно избирательно направлять для падения на текстильный материал. 18. Устройство по любому из пп.15-17, в котором ряды сопел расположены на обеих сторонах пути для нанесения веществ с обеих сторон текстильного материала.-7 007728 19. Устройство по любому из пп.15-18, в котором каждый ряд сопел обеспечен на печатающей балке, содержащей множество головок для нанесения покрытия, причем каждая головка для нанесения покрытия содержит несколько сопел. 20. Устройство по любому из пп.15-19, в котором сопла представляют собой тип сопел для непрерывной струи чернил с многоуровневым отклонением, при этом положением капель на текстильном материале можно управлять. 21. Устройство по любому из пп.15-19, в котором сопла представляют собой тип сопел для струи чернил с двоичным отклонением, при этом капли, выходящие из сопла, можно избирательно направлять на текстильный материал или в коллектор. 22. Устройство по любому из пп.15-21, в котором соплами управляют так, чтобы каждое производило по меньшей мере 100000 капель в секунду. 23. Устройство по любому из пп.15-22, в котором конвейер установлен для работы со скоростью более 15 м в минуту. 24. Волокнистый текстильный материал с покрытием, нанесенным цифровым способом, имеющий ячеистые отверстия между смежными волокнами, причем волокна имеют среднее расстояние между ними более 40 мкм, при этом текстильный материал снабжен покрытием, содержащим множество пикселей покрывающего материала, лежащих по существу по меньшей мере на одной поверхности текстильного материала, причем каждый пиксель покрывает по меньшей мере четыре ячеистых отверстия и имеет диаметр более 10 мкм. 25. Волокнистый текстильный материал с покрытием, нанесенным цифровым способом по п.24, в котором текстильный материал является тканым или трикотажным. 26. Волокнистый текстильный материал с покрытием, нанесенным цифровым способом по п.24 или 25, в котором текстильный материал имеет ширину более 1,5 м.
МПК / Метки
МПК: B41J 11/00, B41J 3/407, D06B 11/00
Метки: цифрового, текстильный, покрытия, нанесения, способ, устройство, материал
Код ссылки
<a href="https://eas.patents.su/11-7728-sposob-i-ustrojjstvo-dlya-cifrovogo-naneseniya-pokrytiya-na-tekstilnyjj-material.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для цифрового нанесения покрытия на текстильный материал</a>
Суспензия, содержащая фибриноген, тромбин и спирт, способ её получения, способ нанесения покрытия, способ сушки покрытия и коллагеновая губка с покрытием
Номер патента: 6686
Опубликовано: 24.02.2006
Автор: Шауфлер Альфред
МПК: A61L 15/32, A61L 24/10
Метки: покрытия, способ, губка, покрытием, суспензия, коллагеновая, спирт, нанесения, сушки, получения, содержащая, фибриноген, тромбин
Формула / Реферат:
1. Суспензия, содержащая фибриноген, тромбин и спирт, причем способ, которым указанную суспензию получают, включает в себя следующее: приготовление смеси фибриногена и спирта; приготовление смеси тромбина и спирта; смешивание смеси фибриногена и смеси тромбина для получения указанной суспензии, причем указанная суспензия содержит частицы фибриногена и тромбина со средним диаметром частиц по Folk Ward в пределах 25-100 мкм. 2. Суспензия по п.1,...
Передатчик энергии для использования в агрегатах для нанесения покрытий и/или в сушильных установках, в частности, для нанесения лакового покрытия
Номер патента: 7500
Опубликовано: 27.10.2006
Автор: Райхельт Хельмут
Метки: установках, лакового, нанесения, использования, передатчик, агрегатах, энергии, покрытий, сушильных, частности, покрытия
Формула / Реферат:
1. Передатчик энергии для использования в агрегатах для нанесения покрытия и/или в сушильных установках, в частности, для нанесения лакового покрытия, содержащий по меньшей мере один плоский элемент, который содержит несущую пластину, имеющую на задней поверхности излучающий слой, причем соответствующий излучающий слой посредством устройства управления возбуждается для излучения по меньшей мере в одной полосе частот и полоса частот перекрывает...
Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб
Номер патента: 5729
Опубликовано: 30.06.2005
Автор: Вершинин Иван Иванович
МПК: B08B 9/055, B05C 7/08
Метки: защитного, нанесения, устройство, поверхность, труб, внутренней, очистки, внутреннюю, поверхности, покрытия
Формула / Реферат:
1. Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб представляет собой изделие цилиндрической формы, любой длины, с торцами любой формы, выполненное из упругого, воздухонепроницаемого или водонепроницаемого материала, способное сжиматься под воздействием внешних сил и восстанавливать свою форму, и на его поверхности выполнены по крайней мере одна канавка или углубление любой...
Способ нанесения покрытия на копченые колбасы и твердые сыры
Номер патента: 957
Опубликовано: 28.08.2000
Авторы: Штеммлер Хейнц, Штеммлер Андреас
МПК: A22C 13/00
Метки: сыры, способ, твердые, колбасы, покрытия, нанесения, копченые
Формула / Реферат:
1. Способ нанесения на продукты питания, выбранные из группы, включающей копченые колбасы, имеющие оболочку из натуральных кишок или из синтетического материала, и твердые сыры, устойчивого, равномерного покрытия с помощью композиции, содержащей а) 1-99 мас.% шеллака и б) 99-1 мас.% полиамида, путем обработки поверхности колбас или сыров композицией, содержащей в водно-этанольном растворе а) 1-99 мас.% шеллака и б) 99-1 мас.%, по меньшей...
Способ нанесения покрытия на металлическую ленту погружением и установка для его осуществления
Номер патента: 4448
Опубликовано: 29.04.2004
Авторы: Прижан Ив, Люка Патрис, Гаше Лоран, Боден Юг, Дошелль Дидье
МПК: C23C 2/00
Метки: нанесения, покрытия, способ, ленту, металлическую, установка, осуществления, погружением
Формула / Реферат:
1. Способ непрерывного нанесения покрытия на металлическую ленту (1) путем погружения в емкость (11) с ванной жидкого металла, при котором металлическую ленту (1) непрерывно протягивают внутри кожуха (13) с защитной атмосферой, нижняя часть (13a) которого погружена в ванну (12) жидкого металла для образования с поверхностью этой ванны жидкостного герметичного затвора (14) внутри кожуха (13), отклоняют металлическую ленту (1) с помощью...
Предыдущий патент: Усовершенствованное поворотное окно с по меньшей мере одним вспомогательным открывающим устройством и средством фиксации
Следующий патент: Хирургическое устройство для эндопротезирования тазобедренного сустава
Случайный патент: Короткая внутренне сегментированная интерферирующая рнк