Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал
Номер патента: 4095
Опубликовано: 25.12.2003
Авторы: Мелешко Виктор Михайлович, Шитуева Ирина Владимировна, Ахапкин Константин Викторович, Грищенко Сергей Евгеньевич, Резник Валентин Юрьевич
Формула / Реферат
1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950шC с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон, который после термообработки при максимальной температуре выталкивают из печи и выдерживают при температуре окружающей среды в течение 80-90 с, охлаждая лицевую поверхность плит до 600-634шC с образованием поверхностного шероховатого слоя, затем помещают плиты в замкнутый теплоизолированный объем с термическим сопротивлением стенок, обеспечивающим охлаждение лицевой поверхности плиты до 100-140шC со средней скоростью охлаждения от 0,016 до 0,020 град./с.
2. Установка для непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, содержащая колпаковую печь, формы, установленные в теплоизолированных поддонах, снабженных теплоизолированными крышками, образующими при контакте друг с другом плотное соединение, устройство для шагового перемещения поддонов и механизм поджима их к колпаковой печи, отличающаяся тем, что установка дополнительно снабжена манипулятором для снятия крышки с поддона, в котором плиты прошли термическую обработку, и укладки ее на открытый поддон, вышедший из колпаковой печи, и задатчиком временного интервала укладки крышки на открытый поддон, причем устройство для шагового перемещения поддонов выполнено в виде замкнутого открытого горизонтального конвейера.
3. Установка по п.2, отличающаяся тем, что манипулятор содержит тележку, снабженную приводом с возможностью возвратно-поступательного горизонтального перемещения, рамку с ограничивающими направляющими с возможностью возвратно-поступательного перемещения в вертикальном направлении и привод вертикального перемещения.
4. Установка по п.2 или 3, отличающаяся тем, что манипулятор дополнительно содержит изогнутые тяги с захватами, шарнирно связанными с рамкой и приводом вертикального перемещения.
5. Установка по п.2, отличающаяся тем, что формы для термообработки исходной смеси выполнены из кварцевой керамики.
6. Установка по любому из пп.2 или 5, отличающаяся тем, что ширина теплоизоляции по периметру теплоизолированного поддона превышает толщину плит не менее, чем в 5 раз.
7. Установка по любому из пп.2, 5 или 6, отличающаяся тем, что соотношение термического сопротивления теплоизоляции по периметру теплоизолированного поддона и в центре него составляет от 2,8 до 3,0.
8. Декоративно-облицовочный материал на основе цветного стеклогранулята и огнеупорного наполнителя, полученный по грануло-порошковой технологии методом спекания с последующей кристаллизацией и отжигом, в виде плит с активно-шероховатой внутренней поверхностью, отличающийся тем, что лицевая поверхность плит выполнена шероховатой с максимальной высотой микронеровностей от 27 до 1560 мкм, полученной непосредственно в процессе термической обработки.
9. Материал по п.8, отличающийся тем, что лицевая поверхность одной и той же плиты одновременно содержит участки с различной степенью шероховатости.
10. Материал по п.8 или 9, отличающийся тем, что лицевой слой материала содержит огнеупорного наполнителя от 15 до 100 вес.%.
11. Материал по любому из пп.8-10, отличающийся тем, что лицевой слой материала имеет толщину от 1 до 20 мм.
12. Материал по любому из пп.8-11, отличающийся тем, что в качестве огнеупорного наполнителя использован кварцевый песок, глинозем, гранитная крошка с размером частиц от 0,15 до 1 мм.
Текст
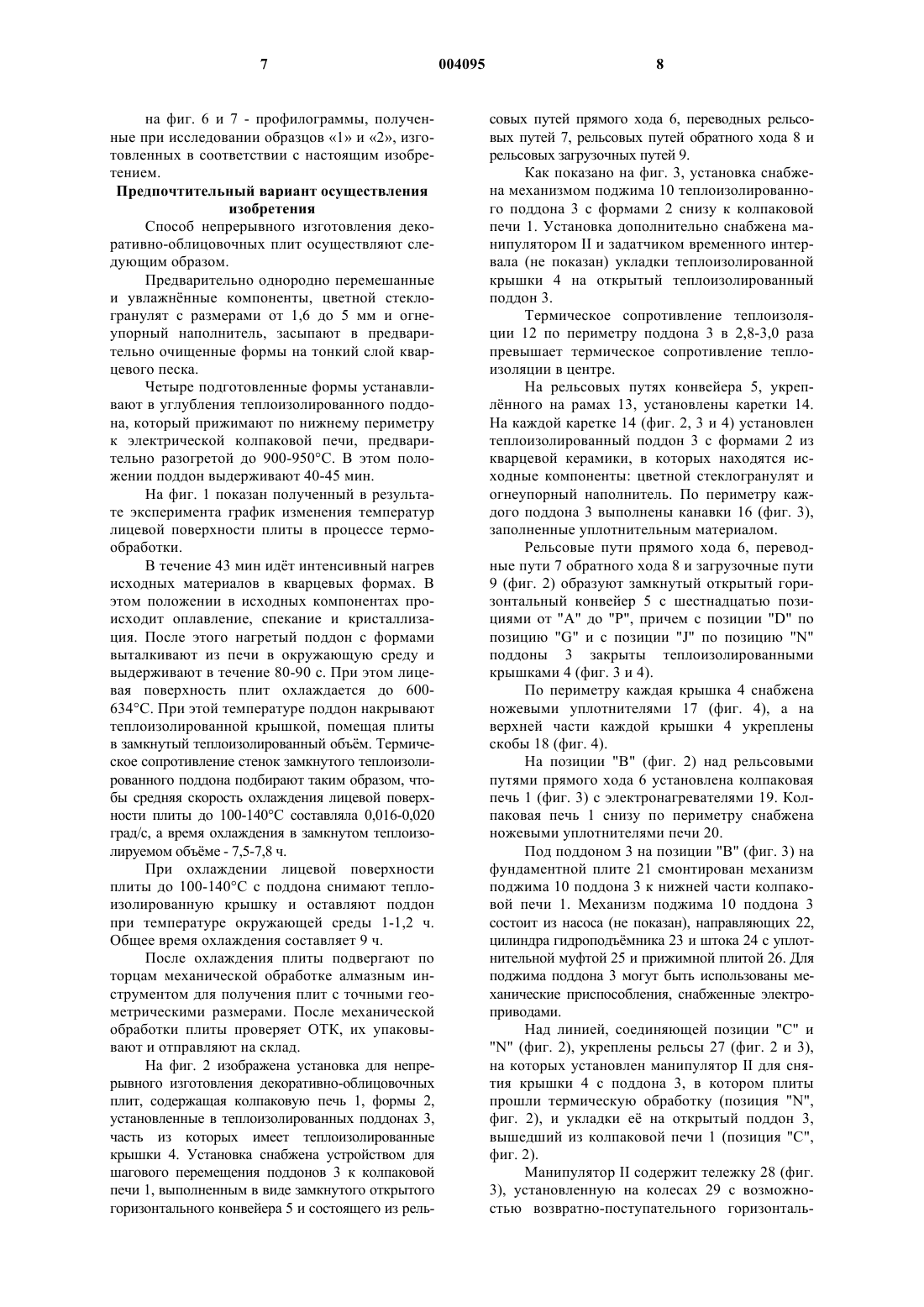
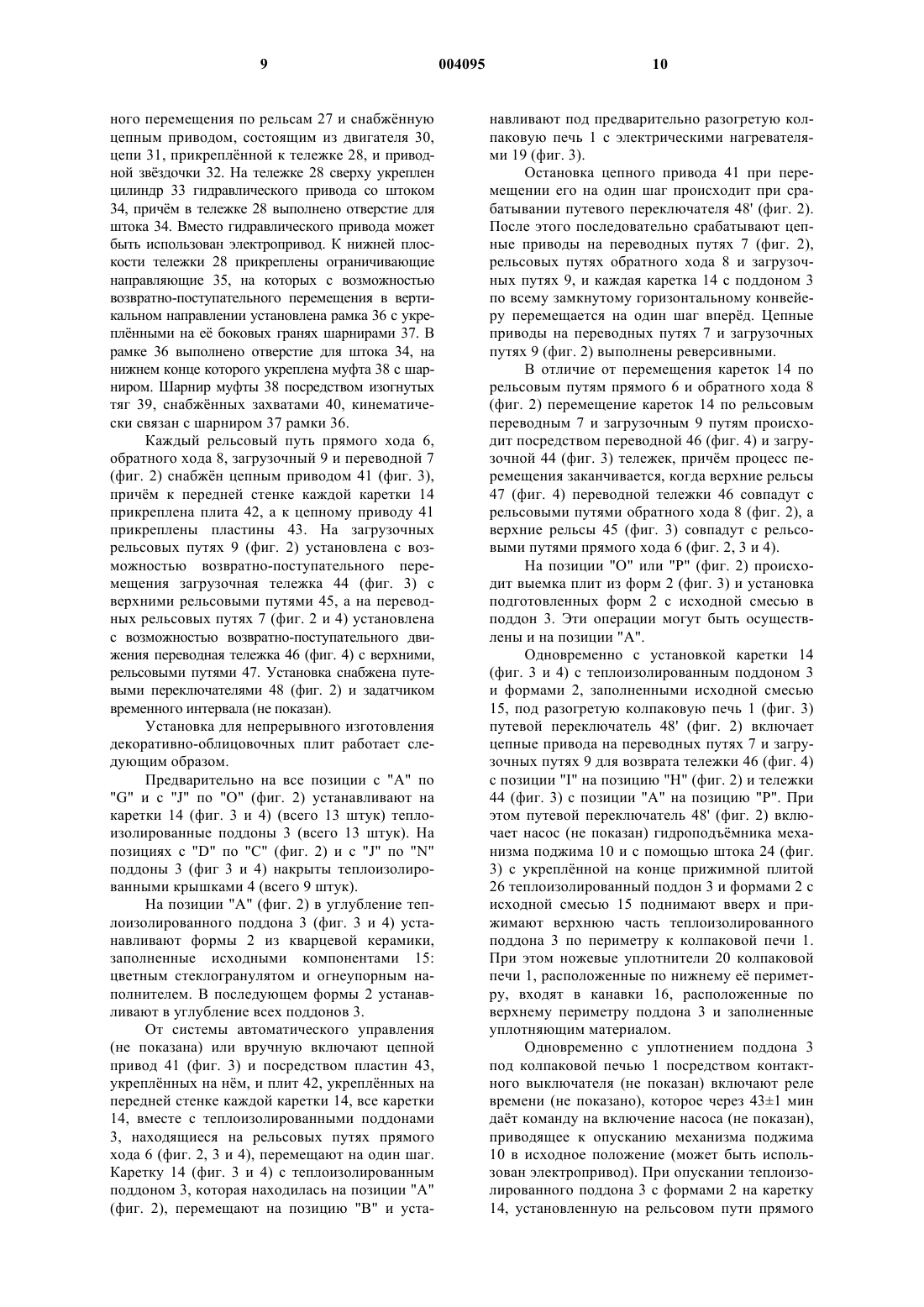
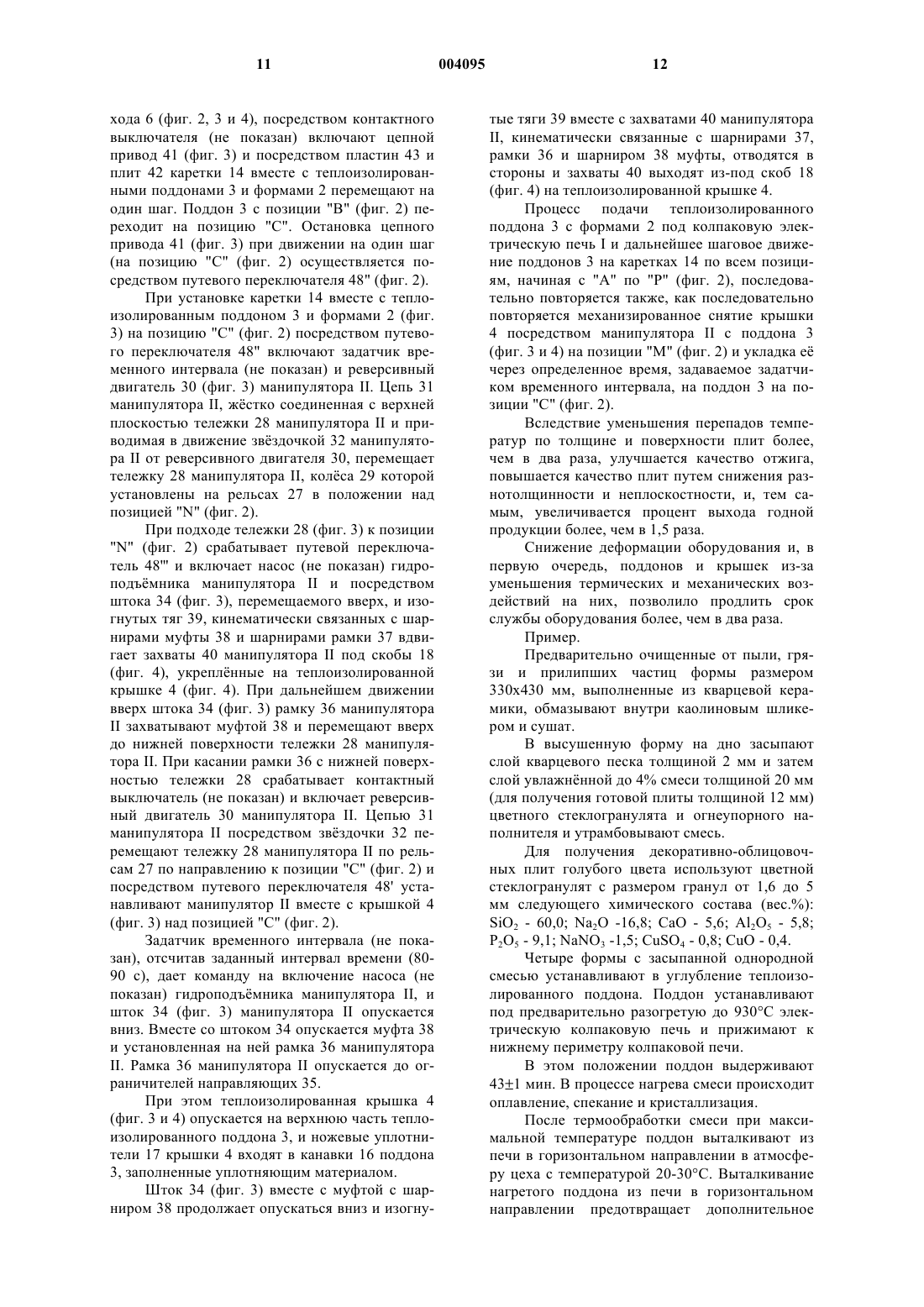
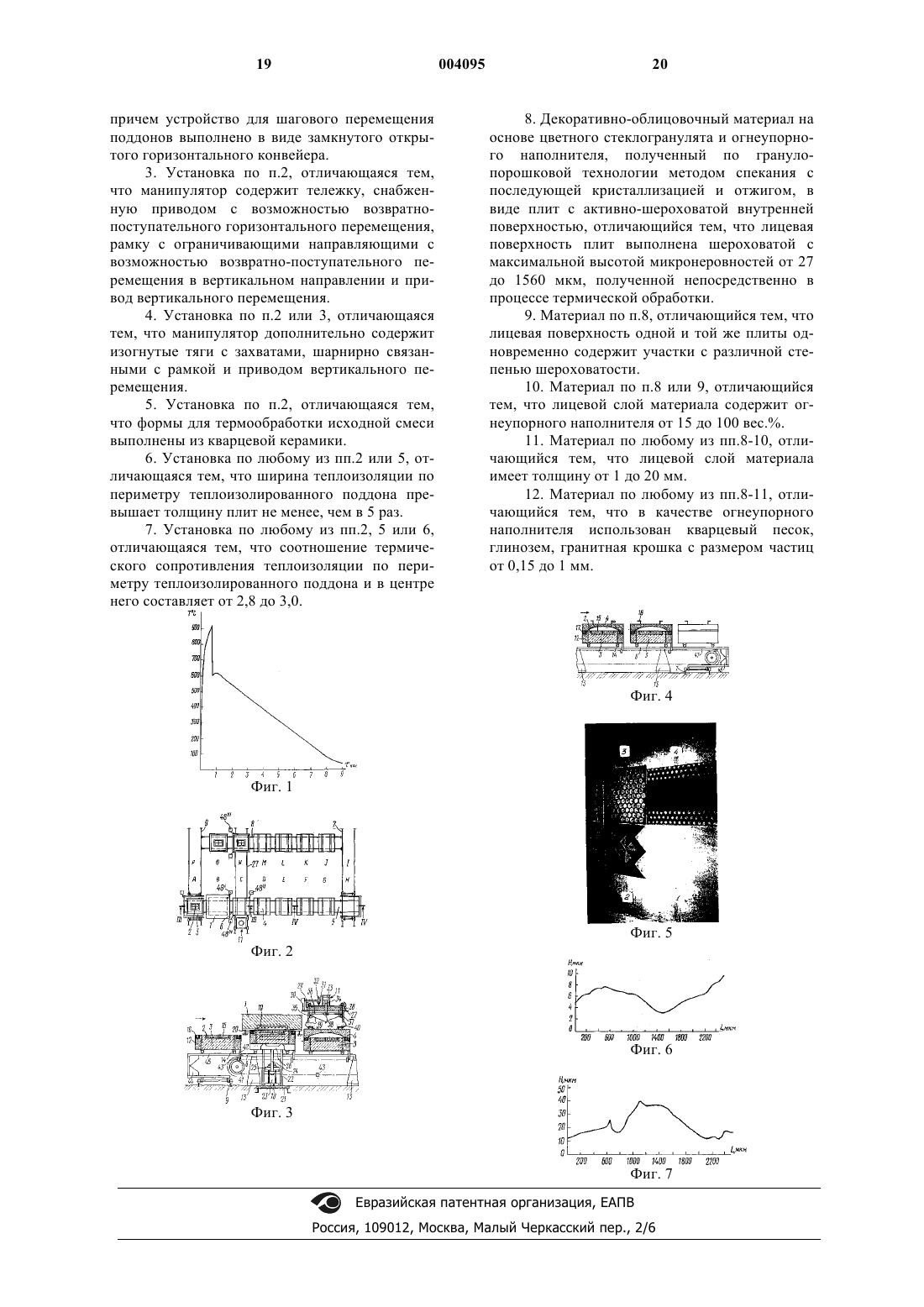
1 Область техники Изобретение относится к области производства декоративно-облицовочных материалов на основе стеклогранулята и огнеупорного наполнителя, в частности, к способу непрерывного изготовления декоративно-облицовочных плит и установки для его осуществления, а также к декоративно-облицовочному материалу. Уровень техники Известен способ непрерывного получения декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, например, кварцевого песка, включающий послойную укладку исходных компонентов в форму и последующую термообработку с оплавлением, спеканием и отжигом в туннельной печи (авторское свидетельство СССР 1546442, кл. С 03 В 31/00, 1990 г.). Недостатком известного способа является низкое качество полученных плит, а именно наличие искривлений и трещин из-за значительного перепада температур по толщине и поверхности плит в туннельной печи и подсосов холодного воздуха. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату в части способа является способ изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, в качестве которого использован кварцевый песок, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950 С с оплавлением, спеканием и кристаллизацией со снижением температуры перед отжигом до 700-650 С в течение 2-8 мин,то есть со средней скоростью 0,85 град./с, и последующим отжигом от температуры 650 до 450 С, который осуществляют в течение 30-40 мин, то есть со средней скоростью 0,097 град./с,а в интервале температур 450-50 С в течение 1015 мин, то есть со средней скоростью 0,555 град./с (авторское свидетельство СССР 925883, кл. С 03 В 31/00, 1982 г.). Недостатками известного способа изготовления декоративно-облицовочных плит являются низкое качество отжига плит из-за высокой скорости охлаждения, приводящей к большим перепадам температур как по толщине, так и по поверхности плит, как в процессе отжига (при появлении остаточных напряжений в материале), так и в процессе дальнейшего охлаждения(при появлении временных напряжений). Кроме того, невысокая скорость охлаждения на начальном этапе (до отжига) приводит к дополнительному воздействию высоких температур на формы, вызывая их деформацию и ухудшая качество плит вследствие увеличения их разнотолщинности и неплоскостности. Известна установка для непрерывного получения декоративно-облицовочных плит на 2 основе цветного стеклогранулята и огнеупорного наполнителя, в качестве которого использован кварцевый песок, включающая туннельную печь с зонами нагрева, отжига и охлаждения,снабженную роликовым транспортером для перемещения форм с исходным материалом (авторское свидетельство СССР 1546442, кл. С 03 В 31/00, 1990 г.). Недостатками известной установки является значительная энерго- и материалоемкость и низкое качество изделий из-за подсосов холодного воздуха и деформации форм и роликового транспортера из-за длительного воздействия высоких температур. Наиболее близкой к предлагаемому изобретению в части установки по технической сущности и достигаемому результату является установка для непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, в качестве которого использован кварцевый песок, включающая колпаковую печь, формы, установленные в теплоизолированных поддонах,снабженных теплоизолированными крышками, образующими при контакте друг с другом плотное соединение, устройство для шагового перемещения поддонов и механизм поджима их к колпаковой печи (патент RU2004507, кл. С 03 В 31/00, 1993). Недостатками известной установки для изготовления декоративно-облицовочных плит являются: большой перепад температур по толщине и поверхности плит из-за высокой скорости охлаждения при отжиге плит и после него и нерегулируемый перепад температур из-за подсосов холодного воздуха (при деформации крышек),краевых эффектов и теплового влияния поддонов друг на друга, что ухудшает отжиг и уменьшает процент выхода годной продукции, а также деформация поддонов и крышек из-за механических и длительных высокотемпературных воздействий, что снижает срок службы оборудования и ухудшает качество плит (увеличивает разнотолщинность и неплоскостность). Известен многослойный декоративно-облицовочный материал на основе цветного стеклогранулята и огнеупорного наполнителя, который в качестве стеклогранулята содержит отходы оптического стекла, а процентное содержание огнеупорного наполнителя в виде кварцевого песка в конструкционном, нижнем слое составляет 26-34 вес.% (авторское свидетельство СССР 1806107, кл С 03 С 14/00, 1993 г.). Известный материал имеет пониженные механические свойства, в частности, высокую истираемость. Наиболее близким к предлагаемому изобретению в части материала по технической сущности и достигаемому результату является многослойный декоративно-облицовочный ма 3 териал на основе цветного стеклогранулята и огнеупорного наполнителя, полученный по грануло-порошковой технологии методом спекания с последующей кристаллизацией и отжигом,который включает конструкционный слой из смеси стеклогранулята и огнеупорного наполнителя с содержанием огнеупорного наполнителя от 0 до 14,7 вес.% и декоративный слой, толщиной от 3 до 7 мм, состоящий из цветного стеклогранулята (Патент США 5649987, кл. 65/17,5, 1997). Недостатками известного декоративнооблицовочного материала, состоящего из двух разнородных слоев с верхним лицевым слоем из стеклогранулята, являются неоднородность структуры и оплавленная зеркальная лицевая поверхность, что приводит к снижению физикомеханических и термических свойств. Кроме того, единая зеркальная поверхность лицевого слоя при попадании света создает блики, ухудшая эстетическое восприятие декоративнооблицовочного материала, а в случае применения его на полах, приводит к значительному скольжению, делающему применение такого пола небезопасным. Сущность изобретения Технической задачей изобретения является создание способа непрерывного изготовления декоративно-облицовочных плит и установки для его осуществления, устраняющие вышеуказанные недостатки известных в настоящее время способов и установок путем уменьшения перепада температур по толщине и поверхности плит при охлаждении в процессе отжига и после него, а также создание декоративно-облицовочного материала с улучшенными физико-механическими, термическими и эстетическими свойствами, что позволяет расширить области его применения и увеличить дизайнерские возможности декоративно-облицовочного материала. Технический результат достигается тем,что в способе непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя,включающем загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950 С с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом,формы помещают в открытый теплоизолированный поддон, который после термообработки при максимальной температуре выталкивают из печи и выдерживают при температуре окружающей среды в течение 80-90 с, при этом лицевая поверхность охлаждается до 600-634 С,затем помещают плиты в замкнутый теплоизолированный объем с термическим сопротивлением стенок, обеспечивающим охлаждение до 100-140 С со средней скоростью охлаждения от 0,016 до 0,020 град./с. Технический результат также достигается тем, что установка для непрерывного изготов 004095 4 ления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, содержащая колпаковую печь,формы, установленные в теплоизолированных поддонах, снабженных теплоизолированными крышками, образующими при контакте друг с другом плотное соединение, устройство для шагового перемещения поддонов и механизма поджима их к колпаковой печи, дополнительно снабжена манипулятором для снятия крышки с поддона, в котором плиты прошли термическую обработку, и укладки ее на открытый поддон,вышедший из колпаковой печи, и задатчиком временного интервала укладки крышки на открытый поддон, причем устройство для шагового перемещения поддонов выполнено в виде замкнутого открытого горизонтального конвейера. Одним из вариантов осуществления изобретения является выполнение манипулятора,содержащего тележку, снабженную приводом, с возможностью возвратно-поступательного горизонтального перемещения, рамку с ограничивающими направляющими, с возможностью возвратно-поступательного перемещения в вертикальном направлении и привод вертикального перемещения. Еще одним вариантом осуществления изобретения является выполнение манипулятора с тягами с захватами, шарнирно связанными с рамкой и приводом вертикального перемещения. Целесообразным является выполнение форм для термообработки исходной смеси из кварцевой керамики. Возможным вариантом осуществления изобретения является выполнение ширины теплоизоляции, по периметру поддона превышающей толщину плит не менее, чем в 5 раз. Целесообразным также является соотношение термического сопротивления теплоизоляции по периметру поддона и в центре его от 2,8 до 3,0. Технический результат по третьему объекту достигается тем, что декоративнооблицовочный материал на основе цветного стеклогранулята и огнеупорного наполнителя,полученный по грануло-порошковой технологии методом спекания с последующей кристаллизацией и отжигом, в виде плит с активношероховатой внутренней поверхностью имеет лицевую поверхность плит, выполненную шероховатой с максимальной высотой микронеровностей от 27 до 1560 мкм, которая получена непосредственно в процессе термической обработки, причем лицевой слой материала может содержать огнеупорного наполнителя от 15 до 100 вес.%, иметь толщину от 1 до 20 мм, а лицевая поверхность одной и той же плиты может одновременно содержать участки с различной степенью шероховатости. 5 В качестве огнеупорного наполнителя может быть использован кварцевый песок, глинозем, гранитная крошка с размером частиц от 0,15 до 1 мм. В предложенном способе непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя благодаря снижению средней скорости охлаждения в зоне ответственного охлаждения более, чем в 5 раз, а в процессе дальнейшего охлаждения более, чем в 30 раз по сравнению с известным способом, были снижены перепады температур по толщине изделия и улучшено качество отжига, что дало увеличение выхода годной продукции. Этого удалось достичь благодаря проведению отжига изделий не в туннельной печи, а путем помещения форм с материалом в процессе отжига в замкнутый теплоизолированный объем с соответствующим подбором теплоизоляции стенок поддона и крышки без дополнительного подвода тепла, то есть без дополнительных затрат энергии. Снижение в предложенном способе температуры поверхности заготовки перед отжигом до 600-634 С (в прототипе до 650-700 С) со скоростью почти в 3 раза большей, чем в прототипе, позволило снизить тепловое воздействие на оборудование, в том числе, на поддоны и крышки, предотвратить их деформацию, и, тем самым, исключить неупорядоченное попадание холодного воздуха на горячую заготовку в процессе отжига и уменьшить перепад температур по толщине и поверхности изделий. Предотвращение деформации поддонов и крышек уменьшает разнотолщинность и неплоскостность заготовок, улучшая качество плит и увеличивая процент выхода годной продукции. Это же увеличивает срок службы оборудования. Предлагаемая установка для непрерывного изготовления декоративно-облицовочных плит позволяет уменьшить перепад температур по толщине и поверхности изделий в процессе отжига и после него, за счет чего улучшается отжиг и увеличивается процент выхода годных изделий. Кроме того, предлагаемая установка позволяет уменьшить деформацию поддонов и крышек, что улучшает качество отжига и геометрию плит, а также продлевает срок службы оборудования. Применение в предлагаемой установке манипулятора для снятия крышки с поддона, в котором плиты прошли термическую обработку,и укладки ее на открытый поддон, вышедший из колпаковой печи, в сочетании с задатчиком временного интервала позволяет быстро охладить изделие до требуемой температуры и охлаждение изделия в замкнутом объеме начать с более низкой контролируемой температуры, что при оптимально подобранном времени охлаждения позволяет значительно снизить среднюю 6 скорость охлаждения изделия как в процессе отжига, так и после него, и тем самым, улучшить качество отжига. Кроме того, применение манипулятора и задатчика временного интервала позволило избежать длительного воздействия высоких температур на оборудование, в частности, на металлические своды крышек, что предотвращает их деформацию и исключает неупорядоченное попадание холодного воздуха на горячую заготовку в процессе отжига и, тем самым, уменьшая перепад температур по толщине и поверхности изделия, улучшить отжиг. Выполнение устройства для шагового перемещения поддонов в виде замкнутого открытого горизонтального конвейера позволяет избежать тепловых воздействий и уменьшить деформацию поддонов как из-за термических, так и механических воздействий поддонов друг на друга, что улучшает качество отжига и геометрические параметры изделий и, тем самым, увеличивает процент выхода годных изделий и срок службы оборудования. Выполнение форм для термообработки исходных компонентов из кварцевой керамики позволяет уменьшить дополнительное охлаждение краев изделия и избежать влияния деформаций и разрушений форм при периодических термоударах, когда форма выходит из нагретой колпаковой печи и попадает в атмосферу цеха,что увеличивает срок службы оборудования. Кроме того, форма из кварцевой керамики имеет минимальный коэффициент теплового расширения и при остывании формы с заготовкой практически не уменьшается в линейных размерах, что позволяет легко извлекать заготовку из формы. Выполнение ширины теплоизоляции, по периметру поддона в 5 раз превышающей толщину плит, позволяет снизить краевые эффекты и уменьшить охлаждение торцов плит, тем самым, улучшить отжиг. Этот эффект усиливается при использовании соотношения термических сопротивлений теплоизоляции по периметру поддона и в центре его от 2,8 до 3,0. Описание чертежей Сущность изобретения поясняется чертежами, на которых изображено на фиг. 1 - график изменения температур лицевой поверхности плиты в процессе термообработки; на фиг. 2 - схематичный план установки для непрерывного изготовления декоративнооблицовочных плит; на фиг. 3 - поперечный разрез установки по III-III на фиг. 2; на фиг. 4 - поперечный разрез установки по IY-IY на фиг. 2; на фиг. 5 - плиты из декоративнооблицовочного материала, изготовленные в соответствии с настоящим изобретением; 7 на фиг. 6 и 7 - профилограммы, полученные при исследовании образцов 1 и 2, изготовленных в соответствии с настоящим изобретением. Предпочтительный вариант осуществления изобретения Способ непрерывного изготовления декоративно-облицовочных плит осуществляют следующим образом. Предварительно однородно перемешанные и увлажннные компоненты, цветной стеклогранулят с размерами от 1,6 до 5 мм и огнеупорный наполнитель, засыпают в предварительно очищенные формы на тонкий слой кварцевого песка. Четыре подготовленные формы устанавливают в углубления теплоизолированного поддона, который прижимают по нижнему периметру к электрической колпаковой печи, предварительно разогретой до 900-950 С. В этом положении поддон выдерживают 40-45 мин. На фиг. 1 показан полученный в результате эксперимента график изменения температур лицевой поверхности плиты в процессе термообработки. В течение 43 мин идт интенсивный нагрев исходных материалов в кварцевых формах. В этом положении в исходных компонентах происходит оплавление, спекание и кристаллизация. После этого нагретый поддон с формами выталкивают из печи в окружающую среду и выдерживают в течение 80-90 с. При этом лицевая поверхность плит охлаждается до 600634 С. При этой температуре поддон накрывают теплоизолированной крышкой, помещая плиты в замкнутый теплоизолированный объм. Термическое сопротивление стенок замкнутого теплоизолированного поддона подбирают таким образом, чтобы средняя скорость охлаждения лицевой поверхности плиты до 100-140 С составляла 0,016-0,020 град/с, а время охлаждения в замкнутом теплоизолируемом объме - 7,5-7,8 ч. При охлаждении лицевой поверхности плиты до 100-140 С с поддона снимают теплоизолированную крышку и оставляют поддон при температуре окружающей среды 1-1,2 ч. Общее время охлаждения составляет 9 ч. После охлаждения плиты подвергают по торцам механической обработке алмазным инструментом для получения плит с точными геометрическими размерами. После механической обработки плиты проверяет ОТК, их упаковывают и отправляют на склад. На фиг. 2 изображена установка для непрерывного изготовления декоративно-облицовочных плит, содержащая колпаковую печь 1, формы 2,установленные в теплоизолированных поддонах 3,часть из которых имеет теплоизолированные крышки 4. Установка снабжена устройством для шагового перемещения поддонов 3 к колпаковой печи 1, выполненным в виде замкнутого открытого горизонтального конвейера 5 и состоящего из рель 004095 8 совых путей прямого хода 6, переводных рельсовых путей 7, рельсовых путей обратного хода 8 и рельсовых загрузочных путей 9. Как показано на фиг. 3, установка снабжена механизмом поджима 10 теплоизолированного поддона 3 с формами 2 снизу к колпаковой печи 1. Установка дополнительно снабжена манипулятором II и задатчиком временного интервала (не показан) укладки теплоизолированной крышки 4 на открытый теплоизолированный поддон 3. Термическое сопротивление теплоизоляции 12 по периметру поддона 3 в 2,8-3,0 раза превышает термическое сопротивление теплоизоляции в центре. На рельсовых путях конвейера 5, укреплнного на рамах 13, установлены каретки 14. На каждой каретке 14 (фиг. 2, 3 и 4) установлен теплоизолированный поддон 3 с формами 2 из кварцевой керамики, в которых находятся исходные компоненты: цветной стеклогранулят и огнеупорный наполнитель. По периметру каждого поддона 3 выполнены канавки 16 (фиг. 3),заполненные уплотнительным материалом. Рельсовые пути прямого хода 6, переводные пути 7 обратного хода 8 и загрузочные пути 9 (фиг. 2) образуют замкнутый открытый горизонтальный конвейер 5 с шестнадцатью позициями от "А" до "Р", причем с позиции "D" по позицию "G" и с позиции "J" по позицию "N" поддоны 3 закрыты теплоизолированными крышками 4 (фиг. 3 и 4). По периметру каждая крышка 4 снабжена ножевыми уплотнителями 17 (фиг. 4), а на верхней части каждой крышки 4 укреплены скобы 18 (фиг. 4). На позиции "В" (фиг. 2) над рельсовыми путями прямого хода 6 установлена колпаковая печь 1 (фиг. 3) с электронагревателями 19. Колпаковая печь 1 снизу по периметру снабжена ножевыми уплотнителями печи 20. Под поддоном 3 на позиции "В" (фиг. 3) на фундаментной плите 21 смонтирован механизм поджима 10 поддона 3 к нижней части колпаковой печи 1. Механизм поджима 10 поддона 3 состоит из насоса (не показан), направляющих 22,цилиндра гидроподъмника 23 и штока 24 с уплотнительной муфтой 25 и прижимной плитой 26. Для поджима поддона 3 могут быть использованы механические приспособления, снабженные электроприводами. Над линией, соединяющей позиции "С" и"N" (фиг. 2), укреплены рельсы 27 (фиг. 2 и 3),на которых установлен манипулятор II для снятия крышки 4 с поддона 3, в котором плиты прошли термическую обработку (позиция "N",фиг. 2), и укладки е на открытый поддон 3,вышедший из колпаковой печи 1 (позиция "С",фиг. 2). Манипулятор II содержит тележку 28 (фиг. 3), установленную на колесах 29 с возможностью возвратно-поступательного горизонталь 9 ного перемещения по рельсам 27 и снабжнную цепным приводом, состоящим из двигателя 30,цепи 31, прикреплнной к тележке 28, и приводной звздочки 32. На тележке 28 сверху укреплен цилиндр 33 гидравлического привода со штоком 34, причм в тележке 28 выполнено отверстие для штока 34. Вместо гидравлического привода может быть использован электропривод. К нижней плоскости тележки 28 прикреплены ограничивающие направляющие 35, на которых с возможностью возвратно-поступательного перемещения в вертикальном направлении установлена рамка 36 с укреплнными на е боковых гранях шарнирами 37. В рамке 36 выполнено отверстие для штока 34, на нижнем конце которого укреплена муфта 38 с шарниром. Шарнир муфты 38 посредством изогнутых тяг 39, снабжнных захватами 40, кинематически связан с шарниром 37 рамки 36. Каждый рельсовый путь прямого хода 6,обратного хода 8, загрузочный 9 и переводной 7(фиг. 2) снабжн цепным приводом 41 (фиг. 3),причм к передней стенке каждой каретки 14 прикреплена плита 42, а к цепному приводу 41 прикреплены пластины 43. На загрузочных рельсовых путях 9 (фиг. 2) установлена с возможностью возвратно-поступательного перемещения загрузочная тележка 44 (фиг. 3) с верхними рельсовыми путями 45, а на переводных рельсовых путях 7 (фиг. 2 и 4) установлена с возможностью возвратно-поступательного движения переводная тележка 46 (фиг. 4) с верхними,рельсовыми путями 47. Установка снабжена путевыми переключателями 48 (фиг. 2) и задатчиком временного интервала (не показан). Установка для непрерывного изготовления декоративно-облицовочных плит работает следующим образом. Предварительно на все позиции с "А" по"G" и с "J" по "О" (фиг. 2) устанавливают на каретки 14 (фиг. 3 и 4) (всего 13 штук) теплоизолированные поддоны 3 (всего 13 штук). На позициях с "D" по "С" (фиг. 2) и с "J" по "N" поддоны 3 (фиг 3 и 4) накрыты теплоизолированными крышками 4 (всего 9 штук). На позиции "А" (фиг. 2) в углубление теплоизолированного поддона 3 (фиг. 3 и 4) устанавливают формы 2 из кварцевой керамики,заполненные исходными компонентами 15: цветным стеклогранулятом и огнеупорным наполнителем. В последующем формы 2 устанавливают в углубление всех поддонов 3. От системы автоматического управления(не показана) или вручную включают цепной привод 41 (фиг. 3) и посредством пластин 43,укреплнных на нм, и плит 42, укреплнных на передней стенке каждой каретки 14, все каретки 14, вместе с теплоизолированными поддонами 3, находящиеся на рельсовых путях прямого хода 6 (фиг. 2, 3 и 4), перемещают на один шаг. Каретку 14 (фиг. 3 и 4) с теплоизолированным поддоном 3, которая находилась на позиции "А"(фиг. 2), перемещают на позицию "В" и уста 004095 10 навливают под предварительно разогретую колпаковую печь 1 с электрическими нагревателями 19 (фиг. 3). Остановка цепного привода 41 при перемещении его на один шаг происходит при срабатывании путевого переключателя 48' (фиг. 2). После этого последовательно срабатывают цепные приводы на переводных путях 7 (фиг. 2),рельсовых путях обратного хода 8 и загрузочных путях 9, и каждая каретка 14 с поддоном 3 по всему замкнутому горизонтальному конвейеру перемещается на один шаг вперд. Цепные приводы на переводных путях 7 и загрузочных путях 9 (фиг. 2) выполнены реверсивными. В отличие от перемещения кареток 14 по рельсовым путям прямого 6 и обратного хода 8(фиг. 2) перемещение кареток 14 по рельсовым переводным 7 и загрузочным 9 путям происходит посредством переводной 46 (фиг. 4) и загрузочной 44 (фиг. 3) тележек, причм процесс перемещения заканчивается, когда верхние рельсы 47 (фиг. 4) переводной тележки 46 совпадут с рельсовыми путями обратного хода 8 (фиг. 2), а верхние рельсы 45 (фиг. 3) совпадут с рельсовыми путями прямого хода 6 (фиг. 2, 3 и 4). На позиции "О" или "Р" (фиг. 2) происходит выемка плит из форм 2 (фиг. 3) и установка подготовленных форм 2 с исходной смесью в поддон 3. Эти операции могут быть осуществлены и на позиции "А". Одновременно с установкой каретки 14(фиг. 3 и 4) с теплоизолированным поддоном 3 и формами 2, заполненными исходной смесью 15, под разогретую колпаковую печь 1 (фиг. 3) путевой переключатель 48' (фиг. 2) включает цепные привода на переводных путях 7 и загрузочных путях 9 для возврата тележки 46 (фиг. 4) с позиции "I" на позицию "Н" (фиг. 2) и тележки 44 (фиг. 3) с позиции "А" на позицию "Р". При этом путевой переключатель 48' (фиг. 2) включает насос (не показан) гидроподъмника механизма поджима 10 и с помощью штока 24 (фиг. 3) с укреплнной на конце прижимной плитой 26 теплоизолированный поддон 3 и формами 2 с исходной смесью 15 поднимают вверх и прижимают верхнюю часть теплоизолированного поддона 3 по периметру к колпаковой печи 1. При этом ножевые уплотнители 20 колпаковой печи 1, расположенные по нижнему е периметру, входят в канавки 16, расположенные по верхнему периметру поддона 3 и заполненные уплотняющим материалом. Одновременно с уплотнением поддона 3 под колпаковой печью 1 посредством контактного выключателя (не показан) включают реле времени (не показано), которое через 431 мин дат команду на включение насоса (не показан),приводящее к опусканию механизма поджима 10 в исходное положение (может быть использован электропривод). При опускании теплоизолированного поддона 3 с формами 2 на каретку 14, установленную на рельсовом пути прямого 11 хода 6 (фиг. 2, 3 и 4), посредством контактного выключателя (не показан) включают цепной привод 41 (фиг. 3) и посредством пластин 43 и плит 42 каретки 14 вместе с теплоизолированными поддонами 3 и формами 2 перемещают на один шаг. Поддон 3 с позиции "В" (фиг. 2) переходит на позицию "С". Остановка цепного привода 41 (фиг. 3) при движении на один шаг(на позицию "С" (фиг. 2) осуществляется посредством путевого переключателя 48" (фиг. 2). При установке каретки 14 вместе с теплоизолированным поддоном 3 и формами 2 (фиг. 3) на позицию "С" (фиг. 2) посредством путевого переключателя 48" включают задатчик временного интервала (не показан) и реверсивный двигатель 30 (фиг. 3) манипулятора II. Цепь 31 манипулятора II, жстко соединенная с верхней плоскостью тележки 28 манипулятора II и приводимая в движение звздочкой 32 манипулятора II от реверсивного двигателя 30, перемещает тележку 28 манипулятора II, колса 29 которой установлены на рельсах 27 в положении над позицией "N" (фиг. 2). При подходе тележки 28 (фиг. 3) к позиции"N" (фиг. 2) срабатывает путевой переключатель 48 и включает насос (не показан) гидроподъмника манипулятора II и посредством штока 34 (фиг. 3), перемещаемого вверх, и изогнутых тяг 39, кинематически связанных с шарнирами муфты 38 и шарнирами рамки 37 вдвигает захваты 40 манипулятора II под скобы 18(фиг. 4), укреплнные на теплоизолированной крышке 4 (фиг. 4). При дальнейшем движении вверх штока 34 (фиг. 3) рамку 36 манипулятораII захватывают муфтой 38 и перемещают вверх до нижней поверхности тележки 28 манипулятора II. При касании рамки 36 с нижней поверхностью тележки 28 срабатывает контактный выключатель (не показан) и включает реверсивный двигатель 30 манипулятора II. Цепью 31 манипулятора II посредством звздочки 32 перемещают тележку 28 манипулятора II по рельсам 27 по направлению к позиции "С" (фиг. 2) и посредством путевого переключателя 48' устанавливают манипулятор II вместе с крышкой 4(фиг. 3) над позицией "С" (фиг. 2). Задатчик временного интервала (не показан), отсчитав заданный интервал времени (8090 с), дает команду на включение насоса (не показан) гидроподъмника манипулятора II, и шток 34 (фиг. 3) манипулятора II опускается вниз. Вместе со штоком 34 опускается муфта 38 и установленная на ней рамка 36 манипулятораII. Рамка 36 манипулятора II опускается до ограничителей направляющих 35. При этом теплоизолированная крышка 4(фиг. 3 и 4) опускается на верхнюю часть теплоизолированного поддона 3, и ножевые уплотнители 17 крышки 4 входят в канавки 16 поддона 3, заполненные уплотняющим материалом. Шток 34 (фиг. 3) вместе с муфтой с шарниром 38 продолжает опускаться вниз и изогну 004095(фиг. 4) на теплоизолированной крышке 4. Процесс подачи теплоизолированного поддона 3 с формами 2 под колпаковую электрическую печь I и дальнейшее шаговое движение поддонов 3 на каретках 14 по всем позициям, начиная с "А" по "Р" (фиг. 2), последовательно повторяется также, как последовательно повторяется механизированное снятие крышки 4 посредством манипулятора II с поддона 3(фиг. 3 и 4) на позиции "М" (фиг. 2) и укладка е через определенное время, задаваемое задатчиком временного интервала, на поддон 3 на позиции "С" (фиг. 2). Вследствие уменьшения перепадов температур по толщине и поверхности плит более,чем в два раза, улучшается качество отжига,повышается качество плит путем снижения разнотолщинности и неплоскостности, и, тем самым, увеличивается процент выхода годной продукции более, чем в 1,5 раза. Снижение деформации оборудования и, в первую очередь, поддонов и крышек из-за уменьшения термических и механических воздействий на них, позволило продлить срок службы оборудования более, чем в два раза. Пример. Предварительно очищенные от пыли, грязи и прилипших частиц формы размером 330 х 430 мм, выполненные из кварцевой керамики, обмазывают внутри каолиновым шликером и сушат. В высушенную форму на дно засыпают слой кварцевого песка толщиной 2 мм и затем слой увлажннной до 4% смеси толщиной 20 мм(для получения готовой плиты толщиной 12 мм) цветного стеклогранулята и огнеупорного наполнителя и утрамбовывают смесь. Для получения декоративно-облицовочных плит голубого цвета используют цветной стеклогранулят с размером гранул от 1,6 до 5 мм следующего химического состава (вес.%):P2O5 - 9,1; NaNO3 -1,5; CuSO4 - 0,8; CuO - 0,4. Четыре формы с засыпанной однородной смесью устанавливают в углубление теплоизолированного поддона. Поддон устанавливают под предварительно разогретую до 930 С электрическую колпаковую печь и прижимают к нижнему периметру колпаковой печи. В этом положении поддон выдерживают 431 мин. В процессе нагрева смеси происходит оплавление, спекание и кристаллизация. После термообработки смеси при максимальной температуре поддон выталкивают из печи в горизонтальном направлении в атмосферу цеха с температурой 20-30 С. Выталкивание нагретого поддона из печи в горизонтальном направлении предотвращает дополнительное 13 тепловое воздействие печи на плиты, что обеспечивает максимальную скорость охлаждения плит до 600-634 С. Кроме того, исключается неконтролируемое тепловое воздействие поддонов друг на друга (этот эффект имеет место,если поддон выталкивают не в горизонтальном направлении) и механическое воздействие их друг на друга. При температуре окружающей среды поддон выдерживают 80-90 с, при этом поверхность плит охлаждается до 600-634 С. Выдержка поддона с плитами при температуре окружающей среды более 90 с приводит к охлаждению плит ниже 600 С, что становится опасно для плит изза возникновения в плитах остаточных напряжений. Снижение времени охлаждения при температуре окружающей среды менее 80 с приводит к повышению температуры поверхности плит, что, в свою очередь, увеличивает скорость охлаждения плит в процессе отжига и тепловую нагрузку на металлический экран теплоизолированной крышки поддона (после закрытия поддона крышкой) из-за более высокой температуры плиты и большего времени воздействия. Перегрев экрана крышки приводит к е деформации и неконтролируемым подсосам холодного воздуха к нагретой плите, что ухудшает качество отжига и уменьшает срок службы оборудования. После выдержки плит в течение 80-90 с при температуре окружающей среды поддон с нагретыми плитами накрывают теплоизолированной крышкой, помещая плиты в замкнутый теплоизолированный объем. Замкнутый теплоизолированный объем имеет такое термическое сопротивление стенок, что обеспечивает среднюю скорость охлаждения плит от 600-634 С до 100-140 С от 0,016 до 0,020 град./с (при этом время охлаждения плит составляет 7,5-7,8 ч). После охлаждения плит до 100-140 С с поддона снимают теплоизолированную крышку и оставляют его при температуре окружающей среды 1-1,2 ч. Общее время охлаждения плит составляет 8,5-9 ч. Эксперименты показали, что при такой средней скорости охлаждения плит процент выхода годной продукции увеличивается в 1,5 раза. Уменьшение времени воздействия высоких температур на оборудование, в первую очередь, на крышки и поддоны и исключение механического воздействия поддонов друг на друга увеличивает срок службы оборудования в два раза. Декоративно-облицовочный материал получают следующим образом. Предварительно перемешанные и увлажннные компоненты: цветной стеклогранулят и огнеупорный наполнитель, например, кварцевый песок, которые в смесителе образуют однородную смесь равномерно распределенных частиц, засыпают в 14 предварительно очищенные формы на тонкий слой кварцевого песка в виде однородного слоя. Количество огнеупорного наполнителя,например, кварцевого песка, в лицевом слое декоративно-облицовочного материала, может колебаться от 15 до 100 вес.%, при толщине лицевого слоя от 1 до 20 мм. В одном из вариантов на всю лицевую поверхность однородного слоя из смеси цветного стеклогранулята и кварцевого песка дополнительно насыпают равномерный слой огнеупорного наполнителя, например, кварцевого песка. В другом варианте только на часть участков лицевой поверхности однородного слоя дополнительно насыпают равномерно слой кварцевого песка с помощью трафарета. В качестве огнеупорного наполнителя может быть использован кварцевый песок, глинозм, гранитная крошка с размером частиц от 0,15 до 1 мм. Формы устанавливают в углубление теплоизолированного поддона, который подводят снизу, и поджимают по периметру к электрической колпаковой печи, предварительно нагретой до 900-950 С. После оплавления, спекания и кристаллизации, которые происходят с исходным материалом при выдержке под колпаковой печью в течение 40-45 мин, поддон с формами выводят из-под колпаковой печи и накрывают теплоизолирующей крышкой. В замкнутом объме происходит отжиг заготовки и охлаждение до комнатной температуры. После охлаждения плиты декоративнооблицовочного материала извлекают из форм и торцевые поверхности плит подвергают механической обработке для получения точных габаритных размеров плит. Пример 1 (фиг. 5, поз. 2 и 4, чрные участки). Предварительно подготовленный цветной стеклогранулят (химический состав и коэффициенты линейного теплового расширения приведены в табл. 1) с размерами гранул от 1,6 до 5,0 мм и кварцевый песок (процентное содержание в смеси указаны в табл. 1) с размерами гранул от 0,15 до 0,4 мм загружают в тарированные мкости; тару-бункер для стеклогранулята (мкость 150 кг) и тару для кварцевого песка (мкость 40 кг). Весовое количество кварцевого песка в декоративно-облицовочном материале составляло 22,5 кг. Предварительно в смеситель, в качестве которого использовали бетоносмеситель СБР 200, подают отдозированное количество стеклогранулята, который увлажняют до 4% и перемешивают в течение 5 мин (перед включением окно бетоносмесителя плотно закрывают). Затем мерной мкостью загружают кварцевый песок и дополнительно перемешивают еще 10 мин до получения однородной смеси с 15 равномерно распределнными частицами стеклогранулята и кварцевого песка. Перед засыпкой однородной смеси в формы последние тщательно очищают от пыли,грязи и прилипших гранул, а внутренние стенки форм обмазывают каолиновым шликером. После высыхания на дно формы засыпают слой кварцевого песка толщиной 2 мм. После этого в форму засыпают однородный слой толщиной 20 мм смеси равномерно распределнных частиц стеклогранулята и кварцевого песка(для получения готовых плит толщиной 12 мм). После установки четырех подготовленных форм с исходной смесью в теплоизолированный поддон его подводят снизу под предварительно разогретую электрическую колпаковую печь и прижимают к ней. Температуру в колпаковой печи устанавливают равной 930 С, время выдержки - 431 мин. После термообработки, в процессе которой происходит оплавление, спекание и кристаллизация, поддон с формами выводят из-под колпаковой печи и накрывают теплоизолированной крышкой. В таком состоянии поддон с формами и крышкой выдерживают 7,5-7,8 ч, в течение которых происходит отжиг и охлаждение плит. После этого снимают теплоизолированную крышку и охлаждают плиты декоративнооблицовочного материала до температуры окружающей среды. После охлаждения плиты извлекают из форм и торцевые поверхности плит подвергают механической обработке для получения плит с точными размерами 300 х 400 х 12 мм. Пример 2 (фиг. 5, поз. 1). Проделывают все операции, что и в примере 1, но перед установкой форм в углубление теплоизолированного поддона на всю лицевую поверхность однородного слоя из смеси цветного гранулята и кварцевого песка дополнительно насыпают равномерный слой кварцевого песка,толщиной 1-3 мм. После спекания избыток кварцевого песка из верхнего слоя легко удаляется жсткой щткой. При этом образуется поверхностный шероховатый слой с содержанием кварцевого песка 100 вес.%, вплавленный в стеклогранулят. Пример 3 (фиг. 5, поз. 2, 3 и 4, серые участки). Проделывают все операции, что и в примере 1, но перед установкой форм в углубления теплоизолированного поддона на часть участков лицевой поверхности однородного слоя из смеси цветного гранулята и кварцевого песка дополнительно насыпают равномерный слой кварцевого песка посредством трафарета. При этом количество кварцевого песка в различных частях лицевого слоя будет составлять от 15 до 100 вес.%. В табл. 1 приведен состав зелного стеклогранулята с содержанием в исходной смеси кварцевого песка 15,0 вес.%. 16 Из табл. 1 видно, что однослойный декоративно-облицовочный материал, полученный в этом примере, имеет коэффициент линейного теплового расширения 102,5 х 10-7 1/С и отличается от коэффициента линейного теплового расширения бетона (Куазис А.П. "Железобетонные и каменные конструкции" М. 1998 г. с. 30) не более, чем на 2,5%, что обеспечивает монолитную конструкцию декоративнооблицовочного материала и бетона, а это, в свою очередь, в несколько раз повышает эксплуатационные свойства (срок службы) облицовки из предложенного декоративнооблицовочного материала на бетоне. Была установлена зависимость шероховатости поверхности от предварительной толщины слоя кварцевого песка на поверхности плиты и величины гранул стеклогранулята. Чем толще слой наносимого кварцевого песка и крупнее частицы стеклогранулята, тем более шероховатая лицевая поверхность декоративнооблицовочного материала. Максимально, шероховатую поверхность лицевой поверхности декоративно-облицовочного материала, которую удалось получить,имеет шероховатость Rmах 1560 (ГОСТ 2789-73),т.е. исследование лицевой поверхности плит на универсальном измерительном микроскопе дало высоту профиля шероховатости "Н" или расстояние между самой верхней и самой нижней точками поверхности образцов 1560 мкм. Исследование максимальной шероховатости лицевой поверхности известного двухслойного декоративно-облицовочного материала с лицевым слоем из стеклогранулята (стеклокремнезит") с зеркальным блеском поверхности(образец 1) - прототип было проведено, на профилографе-профилометре модели 252. Профилограммы, полученные при исследовании образца "1", приведены на фиг. 6 при вертикальном увеличении 5000, а горизонтальным увеличением 50. Максимальная высота шероховатости лицевой зеркальной поверхности составляла 6,4 мкм. Состав цветного стеклогранулята-компонентыF2 Коэффициент линейного теплового расширения цветного стеклогранулята х 10-7 1/С Содержание кварцевого песка в смеси (вес.%) Коэффициент линейного теплового расширения декоративно-облицовочного материала х 10-7 1/С Таблица 1 Состав стеклогранулята зеленого цвета (вес.%) 66,3 1,5 5,4 18,5 2,0 0,7 1,0 4,6 101 15 102,5 На фиг. 7 приведены профилограммы образца 2 (пример 1) (черные участки на фиг. 5,поз. 2). Максимальная высота шероховатости лицевой поверхности составила 27 мкм. При этом плиты имели матовую (с диффузным рассеянием света), слегка шероховатую на ощупь поверхность. Зеркальный блеск фактически отсутствовал. По фактуре плиты, полученные из однородной смеси на основе гранул черного стекла в смеси с кварцевым песком (15 вес.%),приближались к природному граниту габбро. Декоративно-облицовочный материал, полученный из однородной смеси белого глушенного стеклогранулята в смеси с кварцевым песком (15 вес.%)б по фактуре приближался к белому природному мрамору. На фиг. 5 (поз. 2, 3 и 4) показан пример 3,когда только на отдельные участки поверхности отформованной плиты по трафарету до спекания и кристаллизации наносили равномерный слой кварцевого песка (100 вес.%). После спекания избыток кварцевого песка из верхнего(трафаретного) слоя легко удалялся жесткой щеткой. При этом на поверхности получали рисунок из комбинации поверхностей с различной степенью шероховатости. На фиг. 5 (поз. 3) показан каменный коврик (поз. 4) - каменная дорожка. Аналогичным способом были получены ступени с шероховатой полосой и другие элементы настенного и напольного дизайна. В табл. 2 приведены сравнительные физикомеханические, термические и эксплуатационные свойства предложенного однослойного декоративно-облицовочного материала и известного двухслойного декоративно-облицовочного материала% 0,24 (3) 0,13 Предел прочно 2 3 260 (3) 320 кг/см сти на сжатие Коэффициент линейного 4 97,5-102,5 х 10-7 1C 116-124 (4) теплового расширения 5 Термостойкость С 300 (4) 450 6 Истираемость г/см 2 0,81 (I) 0,06(1) Авторское свидетельство СССР 1806107, кл. С 03 С 14/00, 1993 г.(3) Авторское свидетельство СССР 546569, кл. С 03 В, 5/00, 1974 г. Из табл. 2 следует, что предложенный в изобретении однослойный по всей толщине декоративно-облицовочный материал с равномер 18 но распределенными компонентами: цветным стеклогранулятом и огнеупорным наполнителем с содержанием последнего от 15 до 100 вес.% с различной шероховатостью лицевой поверхностью представляет собой материал, который не расслаивается, диффузно отражает световые лучи, не скользит, а по характеристикам превосходит известный двухслойный декоративнооблицовочный материал стеклокремнезит: по пределу прочности на сжатие в 1,23 раза, по термостойкости - в 2,1 раза, по водопоглощению - в 1,85 раза и по истираемости - в 13,5 раза. Промышленная применимость Настоящее изобретение может быть использовано в гражданском и промышленном строительстве, в частности, для облицовки наружных и внутренних стен зданий, в качестве напольного покрытия, а также для мебельной промышленности, в частности, для изготовления столешниц, для изготовления долговечных художественных изделий и тому подобного. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950 С с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон,который после термообработки при максимальной температуре выталкивают из печи и выдерживают при температуре окружающей среды в течение 80-90 с, охлаждая лицевую поверхность плит до 600-634 С с образованием поверхностного шероховатого слоя, затем помещают плиты в замкнутый теплоизолированный объем с термическим сопротивлением стенок, обеспечивающим охлаждение лицевой поверхности плиты до 100-140 С со средней скоростью охлаждения от 0,016 до 0,020 град./с. 2. Установка для непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, содержащая колпаковую печь, формы, установленные в теплоизолированных поддонах,снабженных теплоизолированными крышками, образующими при контакте друг с другом плотное соединение, устройство для шагового перемещения поддонов и механизм поджима их к колпаковой печи, отличающаяся тем, что установка дополнительно снабжена манипулятором для снятия крышки с поддона, в котором плиты прошли термическую обработку,и укладки ее на открытый поддон, вышедший из колпаковой печи, и задатчиком временного интервала укладки крышки на открытый поддон, 19 причем устройство для шагового перемещения поддонов выполнено в виде замкнутого открытого горизонтального конвейера. 3. Установка по п.2, отличающаяся тем,что манипулятор содержит тележку, снабженную приводом с возможностью возвратнопоступательного горизонтального перемещения,рамку с ограничивающими направляющими с возможностью возвратно-поступательного перемещения в вертикальном направлении и привод вертикального перемещения. 4. Установка по п.2 или 3, отличающаяся тем, что манипулятор дополнительно содержит изогнутые тяги с захватами, шарнирно связанными с рамкой и приводом вертикального перемещения. 5. Установка по п.2, отличающаяся тем,что формы для термообработки исходной смеси выполнены из кварцевой керамики. 6. Установка по любому из пп.2 или 5, отличающаяся тем, что ширина теплоизоляции по периметру теплоизолированного поддона превышает толщину плит не менее, чем в 5 раз. 7. Установка по любому из пп.2, 5 или 6,отличающаяся тем, что соотношение термического сопротивления теплоизоляции по периметру теплоизолированного поддона и в центре него составляет от 2,8 до 3,0. 20 8. Декоративно-облицовочный материал на основе цветного стеклогранулята и огнеупорного наполнителя, полученный по гранулопорошковой технологии методом спекания с последующей кристаллизацией и отжигом, в виде плит с активно-шероховатой внутренней поверхностью, отличающийся тем, что лицевая поверхность плит выполнена шероховатой с максимальной высотой микронеровностей от 27 до 1560 мкм, полученной непосредственно в процессе термической обработки. 9. Материал по п.8, отличающийся тем, что лицевая поверхность одной и той же плиты одновременно содержит участки с различной степенью шероховатости. 10. Материал по п.8 или 9, отличающийся тем, что лицевой слой материала содержит огнеупорного наполнителя от 15 до 100 вес.%. 11. Материал по любому из пп.8-10, отличающийся тем, что лицевой слой материала имеет толщину от 1 до 20 мм. 12. Материал по любому из пп.8-11, отличающийся тем, что в качестве огнеупорного наполнителя использован кварцевый песок,глинозем, гранитная крошка с размером частиц от 0,15 до 1 мм.
МПК / Метки
МПК: C03B 19/09
Метки: декоративно-облицовочный, плит, способ, материал, установка, декоративно-облицовочных, изготовления, осуществления, непрерывного
Код ссылки
<a href="https://eas.patents.su/11-4095-sposob-nepreryvnogo-izgotovleniya-dekorativno-oblicovochnyh-plit-i-ustanovka-dlya-ego-osushhestvleniya-dekorativno-oblicovochnyjj-material.html" rel="bookmark" title="База патентов Евразийского Союза">Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал</a>
Способ изготовления декоративно-облицовочных плит на основе гранулопорошкового стеклобоя и модульная установка для их поточного производства
Номер патента: 2569
Опубликовано: 27.06.2002
Авторы: Никитин Александр Иванович, Тепляков Александр Михайлович
МПК: C03B 19/09
Метки: декоративно-облицовочных, плит, производства, основе, установка, стеклобоя, изготовления, гранулопорошкового, модульная, способ, поточного
Формула / Реферат:
1. Способ изготовления декоративно-облицовочных плит на основе гранулопорошкового стеклобоя, включающий укладку компонентов заготовок на дно термоформы, поочередное размещение последних в первичном замкнутом тепловом объеме под нагревателем, проплавление первой заготовки, ввод очередной заготовки под нагреватель и охлаждение проплавленной заготовки за пределами первичного теплового объема, отличающийся тем, что на заготовку в первичном замкнутом...
Плиточный декоративно-отделочный материал и способ его получения
Номер патента: 39
Опубликовано: 26.02.1998
Авторы: Лингарт Юрий Карлович, Клабачка Антонин
МПК: C03B 31/00
Метки: плиточный, декоративно-отделочный, получения, способ, материал
Формула / Реферат:
1. Плиточный декоративно-отделочный материал, содержащий бесцветное и/или окрашенное стекло, простые и /или сложные силикаты, отличающийся тем, что верхний слой материала, составляющий 0,15-0,35 его толщины, является частично стабилизированным и содержит в объеме маточной аморфной стеклофазы частицы стеклогранулята иного химического состава размером 0,1-15 мм, создающие заданные декоративные свойства поверхности, и хаотически ориентированные...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: интерьерно-облицовочных, изготовления, гипсосодержащих, способ, материалов, форма, изделий
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления негорючих формованных изделий, в частности строительных плит
Номер патента: 460
Опубликовано: 26.08.1999
Автор: Томандл Эрвин
МПК: C04B 14/20
Метки: плит, изделий, частности, способ, негорючих, формованных, строительных, изготовления
Формула / Реферат:
1. Способ изготовления негорючих формованных изделий, в частности строительных плит, при осуществлении которого гранулированный вермикулит подвергают вспучиванию при повышенной температуре, на гранулы вспученного вермикулита наносят раствор неорганического связующего, после чего гранулированный вермикулит непрерывно или периодически подпрессовывают, раскраивают его на заготовки требуемой формы и периодически прессуют эти заготовки при...
Способ изготовления декоративных облицовочных элементов
Номер патента: 3560
Опубликовано: 26.06.2003
Авторы: Убайдуллаев Акрам Насруллоевич, Мирзоалиев Исроил
МПК: B44C 5/04
Метки: элементов, декоративных, способ, изготовления, облицовочных
Формула / Реферат:
1. Способ изготовления декоративных облицовочных элементов из натуральных и синтетических камней, наполнителя и связующего, отличающийся тем, что заготовки, полученные распиловкой отходов самоцветных камней, укладывают на ровную поверхность внутри рамки нужной формы и размера, а стыки между кусками заполняют измельченными частицами того же камня, поверхность которых сверху заполняют самотвердеющей смесью до нужной толщины. 2. Способ по п.1,...
Предыдущий патент: Усовершенствования модульных зданий, конструктивные элементы, способы и материалы для них
Следующий патент: Устройство и способ электрического подогрева скважины
Случайный патент: Новые таксоиды,их получение и содержащие их фармацевтические композиции