Способ и система устройств для получения отформованных и упакованных изделий из сахарной ваты

Формула / Реферат
1. Способ для получения отформованных и упакованных изделий из сахарной ваты, включающий операцию упаковки изделия, отличающийся тем, что осуществляют операции формования изделий и изготовления оболочек из термопластичной пленки для упаковки изделий; формование изделий осуществляется размещением порции из сахарной ваты в емкости полусферической формы и воздействием на нее механическими круговыми и осевыми усилиями с получением изделия в форме шара, изготовление оболочек из термопластичной пленки осуществляется формованием оболочки с помощью, по меньшей мере, одного формующего шаблона полусферической формы и кольцевой фильеры, с нагреванием пленочной заготовки, упаковка изделий осуществляется размещением изделия между двумя полусферическими оболочками из термопластичной пленки, зажимом краев оболочек между кольцевым столом с эластичной прокладкой и постоянно нагретым нагревателем, их сваркой с образованием упаковки с каналом в виде соска для ввода воздуха с избыточным давлением посредством иглы-воздуховода без ее вывода из канала при его запечатывании.
2. Способ по п.1, отличающийся тем, что при изготовлении оболочек из термопластичной пленки перед нагреванием пленочной заготовки ее размещают на столе, имеющем, по меньшей мере, одно базировочное гнездо, накрывают крышкой, оснащенной кольцевой фильерой и эластичной прокладкой, и зажимают, оставляя зазор между крышкой и формующим шаблоном, равный 12-15 мм, нагревание осуществляют через указанный зазор в течение 12-18 с, а формование оболочки осуществляют путем поэтапного ввода в контакт пленочной заготовки и формующего шаблона, а именно вначале в контакт вводят центральную часть заготовки со скоростью 20-30 мм/с, выдерживают в этом положении 1-1,5 с, а затем с той же скоростью в контакт с формующим шаблоном вводят остальную часть заготовки, после поэтапного ввода заготовку охлаждают с помощью вентилятора в течение 6-8 с, полученную готовую оболочку выводят из контакта с формующим шаблоном и снимают со стола.
3. Способ по п.1, отличающийся тем, что ввод воздуха и создание избыточного давления осуществляют посредством иглы-воздуховода через канал в упаковке, герметизацию упаковки осуществляют запечатыванием указанного канала, при этом сварку краев оболочек проводят независимо и одновременно с вводом воздуха в упаковку и ее герметизацией.
4. Устройство для формования изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 1), отличающееся тем, что включает основание, установленную на нем емкость полусферической формы и формующую крышку полусферической формы, оснащенную ручкой, с возможностью воздействия осевыми и круговыми усилиями на сахарную вату.
5. Устройство по п.4, отличающееся тем, что ручка размещена на вертикальной оси формующей крышки.
6. Устройство для формования изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 2), отличающееся тем, что включает основание, установленную на нем емкость полусферической формы, жестко связанную с ней стойками загрузочную воронку с формующим кольцом в нижней части и установленный на основании и связанный с емкостью посредством эксцентрика вибропривод.
7. Устройство для изготовления оболочек из термопластичной пленки для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 1), отличающееся тем, что содержит станину, закрепленный на ней на стойках стол с двумя базировочными гнездами, два формующих шаблона полусферической формы, расположенных соосно базировочным гнездам под ними и укрепленных с возможностью вертикального перемещения посредством втулок, установленных на направляющих, втулки осями шарнирно связаны с рычагами-каретками, оснащенными подвижными роликами и рукоятками, прикрепленными к ним с возможностью поворота в вертикальной плоскости, на столе в зоне гнезд шарнирно укреплены крышки с жестко закрепленными на них посредством стоек вентиляторами и запорными ручками, имеющими цапфы, в крышках выполнены кольцевые выточки с размещенными в них кольцевыми фильерами, на которых жестко закреплены эластичные прокладки, а на столе укреплены кронштейны со штифтами для взаимодействия с цапфами запорных ручек крышек и расположенная между базировочными гнездами опорная втулка, в которой с возможностью поворота вокруг вертикальной оси установлена стойка, оснащенная ручкой, причем на стойке с помощью траверсы укреплен нагреватель.
8. Устройство по п.7, отличающееся тем, что формующие шаблоны жестко соединены с втулками, направляющие неподвижно закреплены на станине.
9. Устройство для изготовления оболочек из термопластичной пленки для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 2), отличающееся тем, что содержит станину, неподвижно закрепленный на ней шаблон полусферической формы и установленный над ним на подпружиненных стойках с возможностью перемещения по ним и фиксации кольцевой стол, в котором выполнены базировочное гнездо и диаметрально расположенные пазы, в одном из которых размещена ось-зацеп, а в другом шарнирно закреплены кронштейн с вентилятором, связанный через ось-серьгу со станиной, и крышка, имеющая кольцевую выточку с размещенной в ней фильерой и оснащенная ручкой с запорной цапфой для взаимодействия с осью-зацепом стола, при этом в пазу одной из стоек шарнирно закреплен нагреватель.
10. Устройство для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты, включающее станину, неподвижный кольцевой стол с эластичной кольцевой прокладкой, иглу-воздуховод, проволочный электрод и эластичный элемент для поджима упаковки к электроду, отличающееся тем, что на станине смонтировано приспособление для сварки краев оболочек из термопластичной пленки с размещенным между ними изделием и приспособление для герметизации упаковки и ввода в нее воздуха для создания избыточного давления, включающее иглу-воздуховод, приспособление для сварки краев оболочек включает кольцевой стол с эластичной прокладкой и двумя диаметрально расположенными кронштейнами, на одном из которых шарнирно закреплена подпружиненная траверса, несущая закрепленный по карданному типу нагреватель для сварки краев оболочек и канала в виде соска для ввода воздуха, траверса оснащена ручкой с пазом для взаимодействия с осью-зацепом, расположенной на другом кронштейне, и электромагнит, кинематически связанный с ручкой траверсы в ее закрытом положении, приспособление для ввода воздуха в упаковку и ее герметизации содержит кольцевой стол с закрепленным на нем проволочным электродом, обеспечивающим запечатывание канала для ввода воздуха, узел управления подачей воздуха через иглу-воздуховод и узел управления процессом герметизации, содержащий корпус с кнопкой включения электрода и прижим, подпружиненный к ручке и оснащенный эластичным элементом для поджима упаковки к электроду, причем игла-воздуховод, прижим и ручка шарнирно закреплены на корпусе на одной оси, а к корпусу шарнирно прикреплен двуплечий рычаг для обеспечения кинематической связи ручки и кнопки включения электрода.
Текст
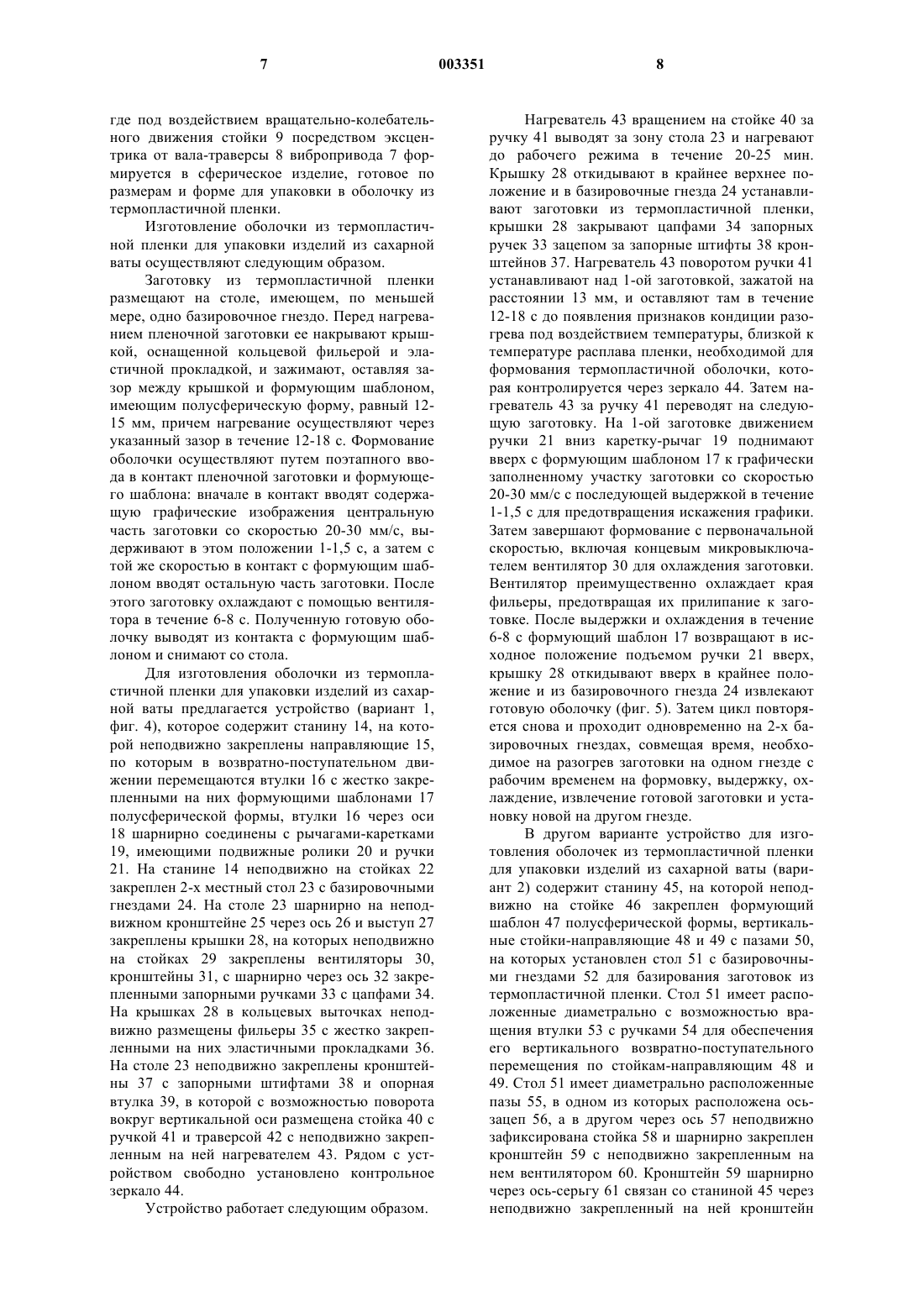
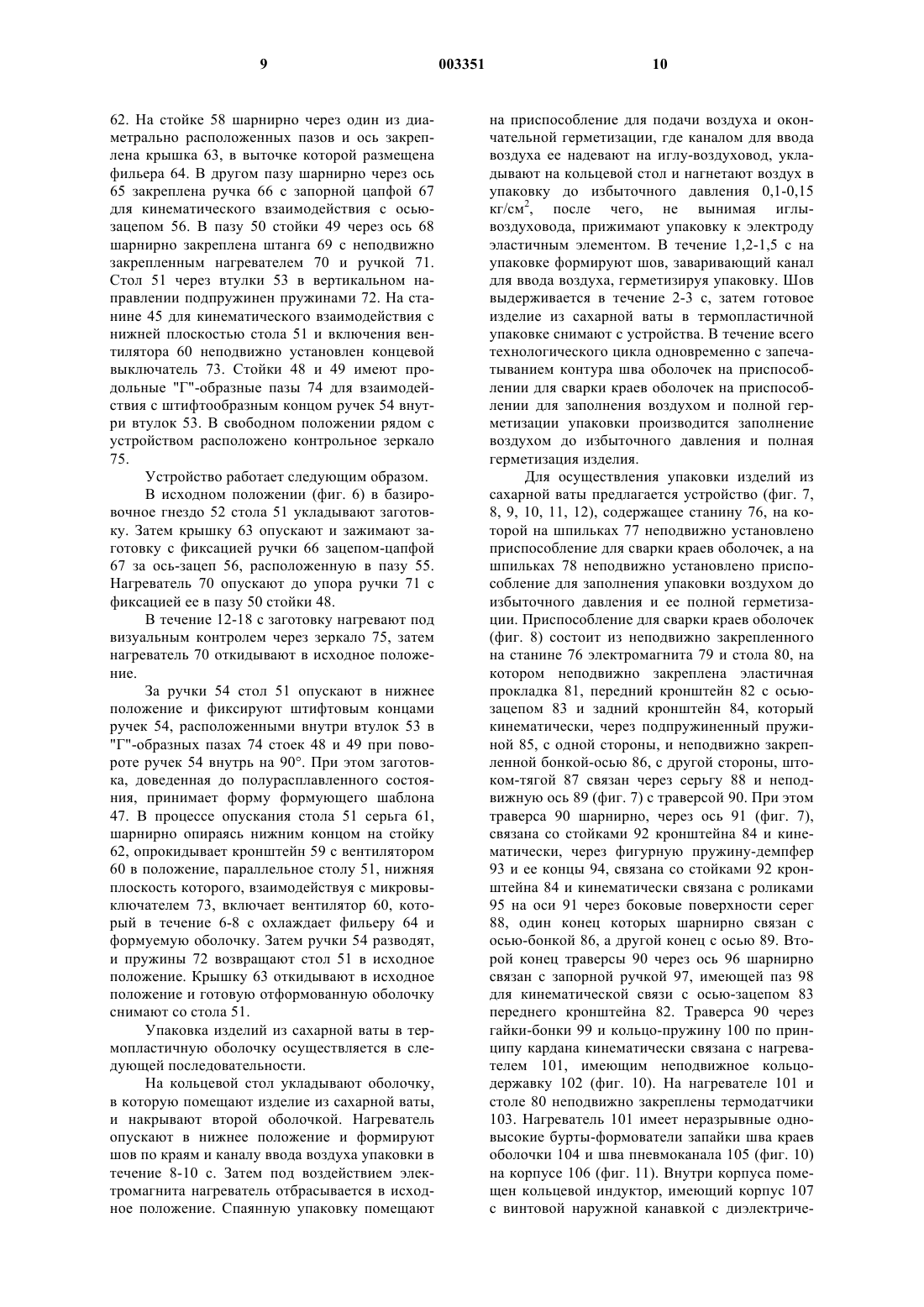
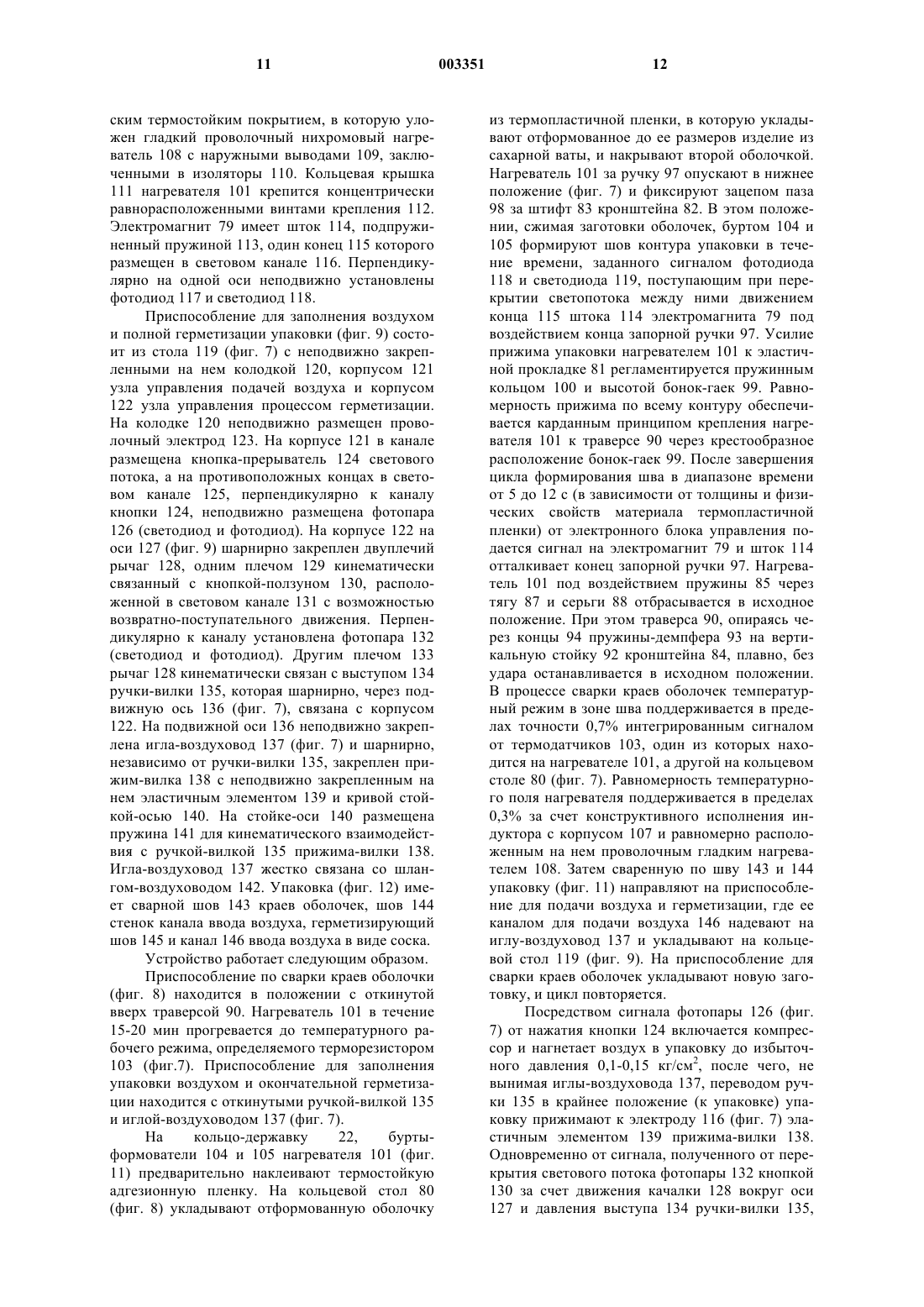
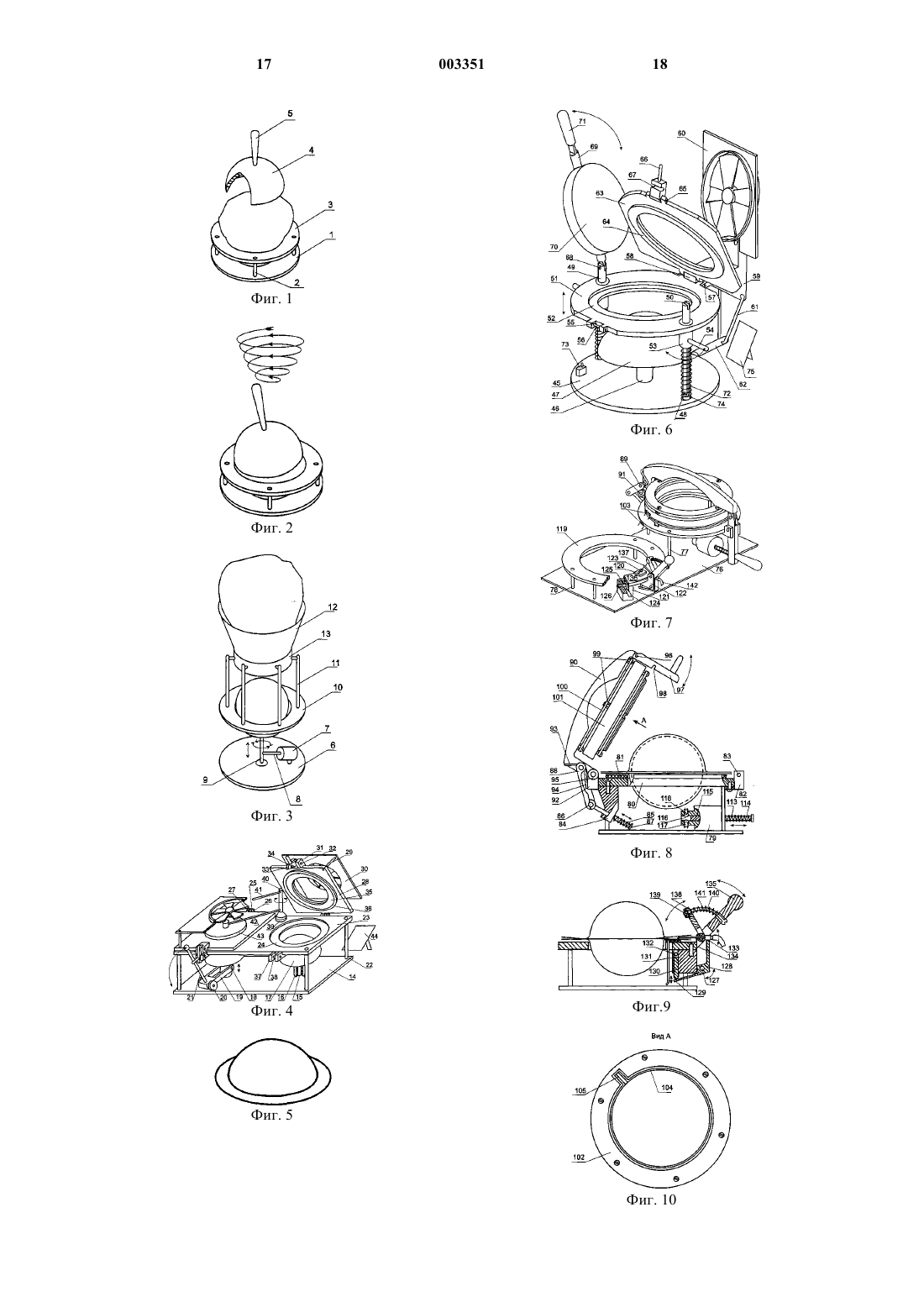
1 Область техники Изобретение относится к способу формования изделий из сахарной ваты, изготовления оболочек из термопластической пленки для упаковки этих изделий и собственно упаковки, а также к устройствам для осуществления указанного способа. Уровень техники Сахарную вату изготавливают в виде вытянутых сахарных нитей. Известны различные устройства для изготовления сахарной ваты: в виде вращающегося плоского гладкого металлического диска или в виде вращающегося барабана со щелями в стенке (патент СССР 1807851, кл. A 23G 3/00, опуб. в 1993 г., авт.св. СССР 266552. кл. A 23G 3/10, опуб. 1970). Полученные сахарные нити вручную наматывают на палочки и в таком виде реализуют. Понятно, что такое изделие можно употреблять только сразу после изготовления. Оно не подлежит хранению (из-за слипания нитей) и транспортировке, не имеет достаточной привлекательности. Известны способы и устройства для формирования тары из термопластичных материалов (авт.св. СССР 844485. кл. В 65 В 9/02,опуб. 1981), а также способы упаковки и устройства для упаковки легкоповреждаемых изделий (патент РФ 2111908, кл. В 65 В 31/04,опуб. 1998 г), принятые заявителем за наиболее близкий аналог, как в части способа, так и в части системы устройств для получения отформованных и упакованных изделий из сахарной ваты. Известное решение, принятое в качестве наиболее близкого аналога, не может обеспечить получение отформованных изделий из сахарной ваты определенной формы и размеров и их упаковки в специально изготовленные для этого оболочки. Сущность изобретения Техническая задача Задачей изобретения является создание способа и системы устройств, предназначенных для формирования изделий из сахарной ваты определенной формы и размеров и их упаковки в специально изготовленные для этого оболочки, что позволяет легко, с использованием несложного и недорогого оборудования, в условиях мелкосерийного производства и сфере семейного бизнеса, получать отформованные из сахарной ваты изделия в красочной, удобной,привлекательной и надежной упаковке, соответствующей необходимым санитарным нормам и другим требованиям к продукции. Совокупность существенных признаков Поставленная задача решается тем, что предложенный способ предусматривает операции формования изделий и изготовления оболочек из термопластичной пленки для упаковки изделий с последующей упаковкой изделия. 2 Формование изделия осуществляется размещением порции из сахарной ваты в емкости полусферической формы и воздействием на нее механическими круговыми и осевыми усилиями с получением изделия в форме шара. Изготовление оболочек из термопластичной пленки для упаковки изделий из сахарной ваты осуществляется формованием оболочки с помощью, по меньшей мере, одного формующего шаблона, имеющего полусферическую форму, с нагреванием пленочной заготовки и кольцевой фильеры. При этом перед нагреванием пленочной заготовки ее размещают на столе,имеющем, по меньшей мере, одно базировочное гнездо, накрывают крышкой, оснащенной кольцевой фильерой и эластичной прокладкой, и зажимают, оставляя зазор между крышкой и формующим шаблоном, равный 12-15 мм, причем нагревание осуществляют через указанный зазор в течение 12-18 с, а формование оболочки осуществляют путем поэтапного ввода в контакт пленочной заготовки и формующего шаблона, а именно вначале в контакт вводят центральную часть заготовки со скоростью 20-30 мм/с,выдерживают в этом положении 1-1,5 с, а затем с той же скоростью в контакт с формующим шаблоном вводят остальную часть заготовки. После поэтапного ввода заготовку охлаждают с помощью вентилятора в течение 6-8 с, а полученную готовую оболочку выводят из контакта с формующим шаблоном и снимают со стола. Упаковка изделий из сахарной ваты осуществляется размещением изделия между двумя полусферическими оболочками из термопластичной пленки, зажимом краев оболочек между кольцевым столом с эластичной прокладкой и постоянно нагретым нагревателем, сваркой оболочек при помощи нагревателя с образованием упаковки, имеющей канал в виде соска для ввода в нее воздуха до создания избыточного давления, и герметизацией упаковки. При этом ввод воздуха и создание избыточного давления осуществляют посредством иглы-воздуховода с точным позиционированием через канал в упаковке, герметизацию осуществляют путем запечатывания указанного канала без вывода из него иглы-воздуховода. При этом сварку краев оболочек проводят независимо и одновременно с вводом воздуха в упаковку и ее герметизацией. Для реализации указанного способа предложена система устройств, обеспечивающих выполнение операций формования, изготовления оболочек из термопластичной пленки и собственно упаковки. Устройство для формования изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты(вариант 1) включает основание, установленную на нем емкость полусферической формы и формующую крышку аналогичной формы, оснащенную ручкой, размещенной на вертикальной 3 оси формующей крышки для воздействия осевыми и круговыми усилиями на сахарную вату. Устройство для формования изделия в системе устройств для получения отформованных и упакованных изделий из сахарной ваты(вариант 2) включает основание, установленную на нем емкость полусферической формы, жестко связанную с ней стойками загрузочную воронку с формующим кольцом в нижней части и установленный на основании и связанный с емкостью посредством эксцентрика вибропривод. Устройство для изготовления оболочек из термопластичной пленки для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 1) содержит станину, закрепленный на ней на стойках стол с двумя базировочными гнездами, два формующих шаблона полусферической формы, расположенных соосно базировочным гнездам под ними и укрепленных с возможностью вертикального перемещения посредством втулок, установленных на направляющих, втулки осями шарнирно связаны с рычагами-каретками, оснащенными подвижными роликами и рукоятками, прикрепленными к ним с возможностью поворота в вертикальной плоскости, на столе в зоне гнезд шарнирно укреплены крышки с жестко закрепленными на них посредством стоек вентиляторами и запорными ручками, имеющими цапфы, в крышках выполнены кольцевые выточки с размещенными в них кольцевыми фильерами, на которых жестко закреплены эластичные прокладки, а на столе укреплены кронштейны со штифтами для взаимодействия с цапфами запорных ручек крышек и расположенная между базировочными гнездами опорная втулка, в которой с возможностью поворота вокруг вертикальной оси установлена стойка, оснащенная ручкой, причем на стойке с помощью траверсы укреплен нагреватель. При этом формующие шаблоны жестко соединены с втулками, направляющие, по которым вертикально перемещаются втулки, неподвижно закреплены на станине. Устройство для изготовления оболочек из термопластичной пленки для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 2) содержит станину, неподвижно закрепленный на ней шаблон полусферической формы и установленный над ним на подпружиненных стойках с возможностью перемещения по ним и фиксации кольцевой стол, в котором выполнен базировочное гнездо и диаметрально расположенные пазы, в одном из которых размещена ось-зацеп, а в другом шарнирно закреплены кронштейн с вентилятором, связанный через ось-серьгу со станиной, и крышка, имеющая кольцевую выточку с размещенной в ней фильерой и оснащенная ручкой с запорной цапфой для взаимодействия с осью-зацепом стола, 003351 4 при этом в пазу одной из стоек шарнирно закреплен нагреватель. Устройство для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты содержит станину, на которой смонтировано приспособление для сварки краев оболочек из термопластичной пленки и приспособление для герметизации упаковки и ввода в нее воздуха до создания избыточного давления, включающее иглу-воздуховод. Приспособление для сварки краев оболочек включает кольцевой стол с эластичной прокладкой и двумя диаметрально расположенными кронштейнами, на одном из которых шарнирно закреплена подпружиненная траверса, несущая закрепленный по карданному типу нагреватель и оснащенная ручкой с пазом для взаимодействия с осью-зацепом, расположенной на другом кронштейне, и электромагнит, кинематически связанный с ручкой траверсы в ее закрытом положении. Приспособление для ввода воздуха в упаковку и ее герметизации содержит кольцевой стол с закрепленным на нем проволочным электродом, узел управления подачей воздуха через иглу-воздуховод и узел управления процессом герметизации, содержащий корпус с кнопкой включения электрода и прижим, подпружиненный к ручке и оснащенный эластичным элементом для поджима упаковки к электроду, причем игла-воздуховод,прижим и ручка шарнирно закреплены на корпусе на одной оси, а к корпусу шарнирно прикреплен двуплечий рычаг для обеспечения кинематической связи ручки и кнопки включения электрода. Перечень фигур чертежей Заявленное изобретение иллюстрируется чертежами, где на фиг. 1 изображено устройство для формования изделий из сахарной ваты в начале цикла формования (1-й вариант); на фиг. 2 - то же, в конце цикла формования; на фиг. 3 - устройство для формования изделий из сахарной ваты (2-й вариант); на фиг. 4 - устройство для изготовления оболочек для упаковки изделий из сахарной ваты (1-й вариант); на фиг. 5 - оболочка; на фиг. 6 - устройство для изготовления оболочек для упаковки изделий из сахарной ваты (2-й вариант); на фиг. 7 - устройство для упаковки изделий из сахарной ваты (приспособление для сварки краев оболочек в рабочем состоянии,приспособление для ввода воздуха в упаковку и ее герметизации - в подготовленном к работе состоянии); на фиг. 8 - приспособление для ввода воздуха в упаковку и ее герметизации, вид сбоку в подготовленном к работе состоянии; на фиг. 9 - то же, в момент подачи воздуха; 5 на фиг. 10 - нагреватель, вид снизу; на фиг. 11 - нагреватель, общий вид; на фиг. 12 - готовая упаковка,где поз. 1 - основание устройства для формования изделий из сахарной ваты (вариант 1), поз. 2 шпилька, поз. 3 - емкость полусферической формы, поз. 4 - формующая крышка, поз. 5 - ручка,поз. 6 - основание устройства для формования изделий из сахарной ваты (вариант 2), поз. 7 вибропривод, поз. 8 - вал-траверса, поз. 9 стойка, поз. 10 - емкость полусферической формы, поз. 11 - стойка, поз. 12 - загрузочная воронка, поз. 13 - формующее кольцо, поз. 14 - станина устройства для изготовления оболочки из термопластичной пленки (вариант 1), поз. 15 направляющая, поз. 16 - втулка, поз. 17 - формующий шаблон полусферической формы, поз. 18 ось, поз. 19 - рычаг-каретка, поз. 20 - ролики,поз. 21 - ручка, поз. 22 - стойка, поз. 23 - 2-х местный стол, поз. 24 - базировочное гнездо,поз. 25 - кронштейн, поз. 26 - ось, поз. 27 - выступ, поз. 28 - крышка, поз. 29 - стойка, поз. 30 вентилятор, поз. 31 - кронштейн, поз. 32 - ось,поз. 33 - запорная ручка, поз. 34 - цапфа, поз. 35 фильера, поз. 36 - эластичная прокладка, поз. 37 кронштейн, поз. 38 - штифт запорный, поз. 39 опорная втулка, поз. 40 - стойка, поз. 41 - ручка,поз. 42 - траверса, поз. 43 - нагреватель, поз. 44 контрольное зеркало, поз. 45 - станина устройства для изготовления оболочек из термопластичной пленки (вариант 2), поз. 46 - стойка,поз. 47 - формующий шаблон полусферической формы, поз. 48, 49 - стойки-направляющие, поз. 50 паз, поз. 51 - стол, поз. 52 - базировочное гнездо, поз. 53 - втулка, поз. 54 - ручка, поз. 55 - паз,поз. 56 - ось-зацеп, поз. 57 - ось, поз. 58 - стойка,поз. 59 - кронштейн, поз. 60 - вентилятор, поз. 61 ось-серьга, поз. 62 - кронштейн, поз. 63 - крышка, поз. 64 - фильера, поз. 65 - ось, поз. 66 ручка, поз. 67 - цапфа, поз. 68 - ось, поз. 69 штанга, поз. 70 - нагреватель, поз. 71 - ручка,поз. 72 - пружина, поз. 73 - концевой выключатель, поз. 74 - "Г"-образные пазы, поз. 75 контрольное зеркало, поз. 76 - станина устройства для упаковки изделий из сахарной ваты,поз. 77 - шпилька, поз. 78 - шпилька, поз. 79 электромагнит, поз. 80 - стол, поз. 81 - эластичная прокладка, поз. 82 - кронштейн, поз. 83 ось-зацеп, поз. 84 - кронштейн, поз. 85 пружина, поз. 86 - бонка-ось, поз. 87 - штоктяга, поз. 88 - серьга, поз. 89 - ось, поз. 90 траверса, поз. 91 - ось, поз. 92 - стойка, поз. 93 пружина, поз. 94 - концы пружины, поз. 95 ролики, поз. 96 - ось, поз. 97 - ручка запорная,поз. 98 - паз, поз. 99 - гайка-бонка, поз. 100 кольцо-пружина, поз. 101 - нагреватель, 102 кольцо-державка, поз. 103 - термодатчик, поз. 104 - бурт-формователь запайки шва краев оболочки, поз. 105 - бурт-формователь запайки шва пневмоканала, поз. 106 - корпус, поз. 107 - корпус индуктора, поз. 108 - нагреватель, поз. 109 выводы, поз. 110 - изолятор, поз. 111 - крышка, 003351 6 поз. 112 - винт, поз. 113 - пружина, поз. 114 шток, поз. 115 - конец штока, поз. 116 - световой канал, поз. 117 - фотодиод, поз. 118 - светодиод, 119 - стол, поз. 120 - колодка, поз. 121 корпус узла управления подачей воздуха, поз. 122 - корпус узла управления процессом герметизации, поз. 123 - электрод, поз. 124 - кнопкапрерыватель, поз. 125 - световой канал, поз. 126 фотопара, поз. 127 - ось, поз. 128 - рычаг, поз. 129 плечо рычага, поз. 130 - кнопка-ползун, поз. 131 световой канал, поз. 132 - фотопара (фотодиод и светодиод), поз. 133 - плечо рычага, поз. 134 выступ ручки-вилки, поз. 135 - ручка-вилка, поз. 136 - ось, поз. 137 - игла-воздуховод, поз. 138 прижим-вилка, поз. 139 - эластичный элемент,поз. 140 - стойка-ось, поз. 141 - пружина, поз. 142 - шланг-воздуховод, поз. 143 - сварной шов краев оболочки, поз. 144 - шов стенок канала ввода воздуха, поз. 145 - герметизирующий шов,146 - канал ввода воздуха. Описание способа, системы устройств и промышленная применимость Способ формования изделий из сахарной ваты осуществляют следующим образом. Порцию сахарной ваты размещают на соответствующей по размерам будущей упаковке емкости полусферической формы и затем, под воздействием механических круговых и осевых усилий,формируют изделие в форме шара. Устройство для формования изделий из сахарной ваты (вариант 1) содержит (фиг. 1 и 2) неподвижное основание 1, на котором жестко на шпильках 2 закреплена емкость 3 полусферической формы, и формующую крышку 4 аналогичной формы с неподвижной ручкой 5. Устройство работает следующим образом. На емкость 3 полусферической формы(фиг. 1) укладывают порцию сахарной ваты,которая при помощи движения формующей крышки 4 по спирально-конической снижающейся траектории (фиг. 2) отформовывается до сферической формы, соответствующей размерам емкости. Отформованное изделие из сахарной ваты вынимают из емкости 3 готовым для упаковки в оболочку из термопластичной пленки. В другом варианте (вариант 2) предлагаемое устройство для формования изделий из сахарной ваты содержит неподвижное основание 6 с жестко закрепленным виброприводом 7, кинематически, посредством эксцентрика, через вал-траверсу 8 связанным со стойкой 9, которая установлена на основании 6 и имеет жестко закрепленную емкость 10 полусферической формы, на которой на неподвижных стойках 11 жестко закреплена загрузочная воронка 12 с формующим кольцом 13 в нижней ее части. Устройство работает следующим образом. В загрузочную воронку 12 закладывают порцию сахарной ваты, которая под воздействием вибрации через формующее кольцо 13 опускается в емкость 10 полусферической формы, 7 где под воздействием вращательно-колебательного движения стойки 9 посредством эксцентрика от вала-траверсы 8 вибропривода 7 формируется в сферическое изделие, готовое по размерам и форме для упаковки в оболочку из термопластичной пленки. Изготовление оболочки из термопластичной пленки для упаковки изделий из сахарной ваты осуществляют следующим образом. Заготовку из термопластичной пленки размещают на столе, имеющем, по меньшей мере, одно базировочное гнездо. Перед нагреванием пленочной заготовки ее накрывают крышкой, оснащенной кольцевой фильерой и эластичной прокладкой, и зажимают, оставляя зазор между крышкой и формующим шаблоном,имеющим полусферическую форму, равный 1215 мм, причем нагревание осуществляют через указанный зазор в течение 12-18 с. Формование оболочки осуществляют путем поэтапного ввода в контакт пленочной заготовки и формующего шаблона: вначале в контакт вводят содержащую графические изображения центральную часть заготовки со скоростью 20-30 мм/с, выдерживают в этом положении 1-1,5 с, а затем с той же скоростью в контакт с формующим шаблоном вводят остальную часть заготовки. После этого заготовку охлаждают с помощью вентилятора в течение 6-8 с. Полученную готовую оболочку выводят из контакта с формующим шаблоном и снимают со стола. Для изготовления оболочки из термопластичной пленки для упаковки изделий из сахарной ваты предлагается устройство (вариант 1,фиг. 4), которое содержит станину 14, на которой неподвижно закреплены направляющие 15,по которым в возвратно-поступательном движении перемещаются втулки 16 с жестко закрепленными на них формующими шаблонами 17 полусферической формы, втулки 16 через оси 18 шарнирно соединены с рычагами-каретками 19, имеющими подвижные ролики 20 и ручки 21. На станине 14 неподвижно на стойках 22 закреплен 2-х местный стол 23 с базировочными гнездами 24. На столе 23 шарнирно на неподвижном кронштейне 25 через ось 26 и выступ 27 закреплены крышки 28, на которых неподвижно на стойках 29 закреплены вентиляторы 30,кронштейны 31, с шарнирно через ось 32 закрепленными запорными ручками 33 с цапфами 34. На крышках 28 в кольцевых выточках неподвижно размещены фильеры 35 с жестко закрепленными на них эластичными прокладками 36. На столе 23 неподвижно закреплены кронштейны 37 с запорными штифтами 38 и опорная втулка 39, в которой с возможностью поворота вокруг вертикальной оси размещена стойка 40 с ручкой 41 и траверсой 42 с неподвижно закрепленным на ней нагревателем 43. Рядом с устройством свободно установлено контрольное зеркало 44. Устройство работает следующим образом. 8 Нагреватель 43 вращением на стойке 40 за ручку 41 выводят за зону стола 23 и нагревают до рабочего режима в течение 20-25 мин. Крышку 28 откидывают в крайнее верхнее положение и в базировочные гнезда 24 устанавливают заготовки из термопластичной пленки,крышки 28 закрывают цапфами 34 запорных ручек 33 зацепом за запорные штифты 38 кронштейнов 37. Нагреватель 43 поворотом ручки 41 устанавливают над 1-ой заготовкой, зажатой на расстоянии 13 мм, и оставляют там в течение 12-18 с до появления признаков кондиции разогрева под воздействием температуры, близкой к температуре расплава пленки, необходимой для формования термопластичной оболочки, которая контролируется через зеркало 44. Затем нагреватель 43 за ручку 41 переводят на следующую заготовку. На 1-ой заготовке движением ручки 21 вниз каретку-рычаг 19 поднимают вверх с формующим шаблоном 17 к графически заполненному участку заготовки со скоростью 20-30 мм/с с последующей выдержкой в течение 1-1,5 с для предотвращения искажения графики. Затем завершают формование с первоначальной скоростью, включая концевым микровыключателем вентилятор 30 для охлаждения заготовки. Вентилятор преимущественно охлаждает края фильеры, предотвращая их прилипание к заготовке. После выдержки и охлаждения в течение 6-8 с формующий шаблон 17 возвращают в исходное положение подъемом ручки 21 вверх,крышку 28 откидывают вверх в крайнее положение и из базировочного гнезда 24 извлекают готовую оболочку (фиг. 5). Затем цикл повторяется снова и проходит одновременно на 2-х базировочных гнездах, совмещая время, необходимое на разогрев заготовки на одном гнезде с рабочим временем на формовку, выдержку, охлаждение, извлечение готовой заготовки и установку новой на другом гнезде. В другом варианте устройство для изготовления оболочек из термопластичной пленки для упаковки изделий из сахарной ваты (вариант 2) содержит станину 45, на которой неподвижно на стойке 46 закреплен формующий шаблон 47 полусферической формы, вертикальные стойки-направляющие 48 и 49 с пазами 50,на которых установлен стол 51 с базировочными гнездами 52 для базирования заготовок из термопластичной пленки. Стол 51 имеет расположенные диаметрально с возможностью вращения втулки 53 с ручками 54 для обеспечения его вертикального возвратно-поступательного перемещения по стойкам-направляющим 48 и 49. Стол 51 имеет диаметрально расположенные пазы 55, в одном из которых расположена осьзацеп 56, а в другом через ось 57 неподвижно зафиксирована стойка 58 и шарнирно закреплен кронштейн 59 с неподвижно закрепленным на нем вентилятором 60. Кронштейн 59 шарнирно через ось-серьгу 61 связан со станиной 45 через неподвижно закрепленный на ней кронштейн 9 62. На стойке 58 шарнирно через один из диаметрально расположенных пазов и ось закреплена крышка 63, в выточке которой размещена фильера 64. В другом пазу шарнирно через ось 65 закреплена ручка 66 с запорной цапфой 67 для кинематического взаимодействия с осьюзацепом 56. В пазу 50 стойки 49 через ось 68 шарнирно закреплена штанга 69 с неподвижно закрепленным нагревателем 70 и ручкой 71. Стол 51 через втулки 53 в вертикальном направлении подпружинен пружинами 72. На станине 45 для кинематического взаимодействия с нижней плоскостью стола 51 и включения вентилятора 60 неподвижно установлен концевой выключатель 73. Стойки 48 и 49 имеют продольные "Г"-образные пазы 74 для взаимодействия с штифтообразным концом ручек 54 внутри втулок 53. В свободном положении рядом с устройством расположено контрольное зеркало 75. Устройство работает следующим образом. В исходном положении (фиг. 6) в базировочное гнездо 52 стола 51 укладывают заготовку. Затем крышку 63 опускают и зажимают заготовку с фиксацией ручки 66 зацепом-цапфой 67 за ось-зацеп 56, расположенную в пазу 55. Нагреватель 70 опускают до упора ручки 71 с фиксацией ее в пазу 50 стойки 48. В течение 12-18 с заготовку нагревают под визуальным контролем через зеркало 75, затем нагреватель 70 откидывают в исходное положение. За ручки 54 стол 51 опускают в нижнее положение и фиксируют штифтовым концами ручек 54, расположенными внутри втулок 53 в"Г"-образных пазах 74 стоек 48 и 49 при повороте ручек 54 внутрь на 90. При этом заготовка, доведенная до полурасплавленного состояния, принимает форму формующего шаблона 47. В процессе опускания стола 51 серьга 61,шарнирно опираясь нижним концом на стойку 62, опрокидывает кронштейн 59 с вентилятором 60 в положение, параллельное столу 51, нижняя плоскость которого, взаимодействуя с микровыключателем 73, включает вентилятор 60, который в течение 6-8 с охлаждает фильеру 64 и формуемую оболочку. Затем ручки 54 разводят,и пружины 72 возвращают стол 51 в исходное положение. Крышку 63 откидывают в исходное положение и готовую отформованную оболочку снимают со стола 51. Упаковка изделий из сахарной ваты в термопластичную оболочку осуществляется в следующей последовательности. На кольцевой стол укладывают оболочку,в которую помещают изделие из сахарной ваты,и накрывают второй оболочкой. Нагреватель опускают в нижнее положение и формируют шов по краям и каналу ввода воздуха упаковки в течение 8-10 с. Затем под воздействием электромагнита нагреватель отбрасывается в исходное положение. Спаянную упаковку помещают 10 на приспособление для подачи воздуха и окончательной герметизации, где каналом для ввода воздуха ее надевают на иглу-воздуховод, укладывают на кольцевой стол и нагнетают воздух в упаковку до избыточного давления 0,1-0,15 кг/см 2, после чего, не вынимая иглывоздуховода, прижимают упаковку к электроду эластичным элементом. В течение 1,2-1,5 с на упаковке формируют шов, заваривающий канал для ввода воздуха, герметизируя упаковку. Шов выдерживается в течение 2-3 с, затем готовое изделие из сахарной ваты в термопластичной упаковке снимают с устройства. В течение всего технологического цикла одновременно с запечатыванием контура шва оболочек на приспособлении для сварки краев оболочек на приспособлении для заполнения воздухом и полной герметизации упаковки производится заполнение воздухом до избыточного давления и полная герметизация изделия. Для осуществления упаковки изделий из сахарной ваты предлагается устройство (фиг. 7,8, 9, 10, 11, 12), содержащее станину 76, на которой на шпильках 77 неподвижно установлено приспособление для сварки краев оболочек, а на шпильках 78 неподвижно установлено приспособление для заполнения упаковки воздухом до избыточного давления и ее полной герметизации. Приспособление для сварки краев оболочек(фиг. 8) состоит из неподвижно закрепленного на станине 76 электромагнита 79 и стола 80, на котором неподвижно закреплена эластичная прокладка 81, передний кронштейн 82 с осьюзацепом 83 и задний кронштейн 84, который кинематически, через подпружиненный пружиной 85, с одной стороны, и неподвижно закрепленной бонкой-осью 86, с другой стороны, штоком-тягой 87 связан через серьгу 88 и неподвижную ось 89 (фиг. 7) с траверсой 90. При этом траверса 90 шарнирно, через ось 91 (фиг. 7),связана со стойками 92 кронштейна 84 и кинематически, через фигурную пружину-демпфер 93 и ее концы 94, связана со стойками 92 кронштейна 84 и кинематически связана с роликами 95 на оси 91 через боковые поверхности серег 88, один конец которых шарнирно связан с осью-бонкой 86, а другой конец с осью 89. Второй конец траверсы 90 через ось 96 шарнирно связан с запорной ручкой 97, имеющей паз 98 для кинематической связи с осью-зацепом 83 переднего кронштейна 82. Траверса 90 через гайки-бонки 99 и кольцо-пружину 100 по принципу кардана кинематически связана с нагревателем 101, имеющим неподвижное кольцодержавку 102 (фиг. 10). На нагревателе 101 и столе 80 неподвижно закреплены термодатчики 103. Нагреватель 101 имеет неразрывные одновысокие бурты-формователи запайки шва краев оболочки 104 и шва пневмоканала 105 (фиг. 10) на корпусе 106 (фиг. 11). Внутри корпуса помещен кольцевой индуктор, имеющий корпус 107 с винтовой наружной канавкой с диэлектриче 11 ским термостойким покрытием, в которую уложен гладкий проволочный нихромовый нагреватель 108 с наружными выводами 109, заключенными в изоляторы 110. Кольцевая крышка 111 нагревателя 101 крепится концентрически равнорасположенными винтами крепления 112. Электромагнит 79 имеет шток 114, подпружиненный пружиной 113, один конец 115 которого размещен в световом канале 116. Перпендикулярно на одной оси неподвижно установлены фотодиод 117 и светодиод 118. Приспособление для заполнения воздухом и полной герметизации упаковки (фиг. 9) состоит из стола 119 (фиг. 7) с неподвижно закрепленными на нем колодкой 120, корпусом 121 узла управления подачей воздуха и корпусом 122 узла управления процессом герметизации. На колодке 120 неподвижно размещен проволочный электрод 123. На корпусе 121 в канале размещена кнопка-прерыватель 124 светового потока, а на противоположных концах в световом канале 125, перпендикулярно к каналу кнопки 124, неподвижно размещена фотопара 126 (светодиод и фотодиод). На корпусе 122 на оси 127 (фиг. 9) шарнирно закреплен двуплечий рычаг 128, одним плечом 129 кинематически связанный с кнопкой-ползуном 130, расположенной в световом канале 131 с возможностью возвратно-поступательного движения. Перпендикулярно к каналу установлена фотопара 132(светодиод и фотодиод). Другим плечом 133 рычаг 128 кинематически связан с выступом 134 ручки-вилки 135, которая шарнирно, через подвижную ось 136 (фиг. 7), связана с корпусом 122. На подвижной оси 136 неподвижно закреплена игла-воздуховод 137 (фиг. 7) и шарнирно,независимо от ручки-вилки 135, закреплен прижим-вилка 138 с неподвижно закрепленным на нем эластичным элементом 139 и кривой стойкой-осью 140. На стойке-оси 140 размещена пружина 141 для кинематического взаимодействия с ручкой-вилкой 135 прижима-вилки 138. Игла-воздуховод 137 жестко связана со шлангом-воздуховодом 142. Упаковка (фиг. 12) имеет сварной шов 143 краев оболочек, шов 144 стенок канала ввода воздуха, герметизирующий шов 145 и канал 146 ввода воздуха в виде соска. Устройство работает следующим образом. Приспособление по сварки краев оболочки(фиг. 8) находится в положении с откинутой вверх траверсой 90. Нагреватель 101 в течение 15-20 мин прогревается до температурного рабочего режима, определяемого терморезистором 103 (фиг.7). Приспособление для заполнения упаковки воздухом и окончательной герметизации находится с откинутыми ручкой-вилкой 135 и иглой-воздуховодом 137 (фиг. 7). На кольцо-державку 22,буртыформователи 104 и 105 нагревателя 101 (фиг. 11) предварительно наклеивают термостойкую адгезионную пленку. На кольцевой стол 80 12 из термопластичной пленки, в которую укладывают отформованное до ее размеров изделие из сахарной ваты, и накрывают второй оболочкой. Нагреватель 101 за ручку 97 опускают в нижнее положение (фиг. 7) и фиксируют зацепом паза 98 за штифт 83 кронштейна 82. В этом положении, сжимая заготовки оболочек, буртом 104 и 105 формируют шов контура упаковки в течение времени, заданного сигналом фотодиода 118 и светодиода 119, поступающим при перекрытии светопотока между ними движением конца 115 штока 114 электромагнита 79 под воздействием конца запорной ручки 97. Усилие прижима упаковки нагревателем 101 к эластичной прокладке 81 регламентируется пружинным кольцом 100 и высотой бонок-гаек 99. Равномерность прижима по всему контуру обеспечивается карданным принципом крепления нагревателя 101 к траверсе 90 через крестообразное расположение бонок-гаек 99. После завершения цикла формирования шва в диапазоне времени от 5 до 12 с (в зависимости от толщины и физических свойств материала термопластичной пленки) от электронного блока управления подается сигнал на электромагнит 79 и шток 114 отталкивает конец запорной ручки 97. Нагреватель 101 под воздействием пружины 85 через тягу 87 и серьги 88 отбрасывается в исходное положение. При этом траверса 90, опираясь через концы 94 пружины-демпфера 93 на вертикальную стойку 92 кронштейна 84, плавно, без удара останавливается в исходном положении. В процессе сварки краев оболочек температурный режим в зоне шва поддерживается в пределах точности 0,7% интегрированным сигналом от термодатчиков 103, один из которых находится на нагревателе 101, а другой на кольцевом столе 80 (фиг. 7). Равномерность температурного поля нагревателя поддерживается в пределах 0,3% за счет конструктивного исполнения индуктора с корпусом 107 и равномерно расположенным на нем проволочным гладким нагревателем 108. Затем сваренную по шву 143 и 144 упаковку (фиг. 11) направляют на приспособление для подачи воздуха и герметизации, где ее каналом для подачи воздуха 146 надевают на иглу-воздуховод 137 и укладывают на кольцевой стол 119 (фиг. 9). На приспособление для сварки краев оболочек укладывают новую заготовку, и цикл повторяется. Посредством сигнала фотопары 126 (фиг. 7) от нажатия кнопки 124 включается компрессор и нагнетает воздух в упаковку до избыточного давления 0,1-0,15 кг/см 2, после чего, не вынимая иглы-воздуховода 137, переводом ручки 135 в крайнее положение (к упаковке) упаковку прижимают к электроду 116 (фиг. 7) эластичным элементом 139 прижима-вилки 138. Одновременно от сигнала, полученного от перекрытия светового потока фотопары 132 кнопкой 130 за счет движения качалки 128 вокруг оси 127 и давления выступа 134 ручки-вилки 135, 13 подается напряжение на электрод 123 и в течение 0,5-1,4 с (в зависимости от физических свойств термопластичной пленки) по сигналу от электронного блока управления на упаковке формируется шов 145 (фиг. 12), герметизируя упаковку. Шов выдерживают в течение 2-3 с,ручку-вилку 135 возвращают в исходное положение, а готовое изделие из сахарной ваты в упаковке снимают с устройства. В результате применения предложенного способа и системы устройств для изготовления оболочек для упаковки изделий из сахарной ваты за счет постепенного, послойного охлаждения оболочки формующим шаблоном достигается высокий уровень качества за счет получения необходимой равнотолщинности оболочки, что является исключительно важным условием, обеспечивающим отсутствие пузырей при создании избыточного давления в упаковке. Кроме того, за счет регламентирования режимов динамики формования (время, скорость, температура, выдержка) изменение графических рисунков на упаковке выдерживается в приемлемых пределах. Применение предложенного способа и системы устройств упаковки изделий из сахарной ваты приводит к значительному улучшению качества сварного шва и герметизации за счет изменения конструкции шва посредством введения канала для ввода воздуха, снимающего проблему строгого позиционирования иглывоздуховода и ее выемки при запайке; улучшения равномерности давления нагревателя на упаковку из-за карданного принципа крепления; равномерности температурного поля шва за счет особой конструкции нагревателя; поддержания точного температурного режима при заварке шва за счет надежного, по тепловому контакту, расположения интегрированных датчиков температуры. Автоматическое отбрасывание нагревателя электромагнитом, размещение узла управления подачей воздуха на устройстве, совмещение на узле управления процессом герметизации функций включения электрода запайки, канала ввода воздуха и прижима упаковки к электроду при герметизации создает улучшенные условия труда для оператора. Одновременное выполнение технологических циклов по заварке краев оболочек на одном приспособлении устройства с заполнением воздухом и герметизацией на другом приспособлении одним оператором вдвое повышает производительность труда. Описанные устройства предназначены для использования в условиях мелкосерийного производства, мелкого частного бизнеса, поскольку имеют небольшие габариты, достаточно просты и надежны в эксплуатации и не требуют высокой квалификации обслуживающего персонала. 14 Изготовленные и упакованные таким способом изделия из сахарной ваты достаточно долго хранятся и транспортируются на значительные расстояния. К тому же они приобретают функции веселой, яркой, привлекательной и съедобной игрушки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ для получения отформованных и упакованных изделий из сахарной ваты, включающий операцию упаковки изделия, отличающийся тем, что осуществляют операции формования изделий и изготовления оболочек из термопластичной пленки для упаковки изделий; формование изделий осуществляется размещением порции из сахарной ваты в емкости полусферической формы и воздействием на нее механическими круговыми и осевыми усилиями с получением изделия в форме шара, изготовление оболочек из термопластичной пленки осуществляется формованием оболочки с помощью, по меньшей мере, одного формующего шаблона полусферической формы и кольцевой фильеры, с нагреванием пленочной заготовки,упаковка изделий осуществляется размещением изделия между двумя полусферическими оболочками из термопластичной пленки, зажимом краев оболочек между кольцевым столом с эластичной прокладкой и постоянно нагретым нагревателем, их сваркой с образованием упаковки с каналом в виде соска для ввода воздуха с избыточным давлением посредством иглывоздуховода без ее вывода из канала при его запечатывании. 2. Способ по п.1, отличающийся тем, что при изготовлении оболочек из термопластичной пленки перед нагреванием пленочной заготовки ее размещают на столе, имеющем, по меньшей мере, одно базировочное гнездо, накрывают крышкой, оснащенной кольцевой фильерой и эластичной прокладкой, и зажимают, оставляя зазор между крышкой и формующим шаблоном,равный 12-15 мм, нагревание осуществляют через указанный зазор в течение 12-18 с, а формование оболочки осуществляют путем поэтапного ввода в контакт пленочной заготовки и формующего шаблона, а именно вначале в контакт вводят центральную часть заготовки со скоростью 20-30 мм/с, выдерживают в этом положении 1-1,5 с, а затем с той же скоростью в контакт с формующим шаблоном вводят остальную часть заготовки, после поэтапного ввода заготовку охлаждают с помощью вентилятора в течение 6-8 с, полученную готовую оболочку выводят из контакта с формующим шаблоном и снимают со стола. 3. Способ по п.1, отличающийся тем, что ввод воздуха и создание избыточного давления осуществляют посредством иглы-воздуховода через канал в упаковке, герметизацию упаковки осуществляют запечатыванием указанного ка 15 нала, при этом сварку краев оболочек проводят независимо и одновременно с вводом воздуха в упаковку и ее герметизацией. 4. Устройство для формования изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты(вариант 1), отличающееся тем, что включает основание, установленную на нем емкость полусферической формы и формующую крышку полусферической формы, оснащенную ручкой, с возможностью воздействия осевыми и круговыми усилиями на сахарную вату. 5. Устройство по п.4, отличающееся тем,что ручка размещена на вертикальной оси формующей крышки. 6. Устройство для формования изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты(вариант 2), отличающееся тем, что включает основание, установленную на нем емкость полусферической формы, жестко связанную с ней стойками загрузочную воронку с формующим кольцом в нижней части и установленный на основании и связанный с емкостью посредством эксцентрика вибропривод. 7. Устройство для изготовления оболочек из термопластичной пленки для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 1), отличающееся тем, что содержит станину, закрепленный на ней на стойках стол с двумя базировочными гнездами, два формующих шаблона полусферической формы,расположенных соосно базировочным гнездам под ними и укрепленных с возможностью вертикального перемещения посредством втулок,установленных на направляющих, втулки осями шарнирно связаны с рычагами-каретками, оснащенными подвижными роликами и рукоятками, прикрепленными к ним с возможностью поворота в вертикальной плоскости, на столе в зоне гнезд шарнирно укреплены крышки с жестко закрепленными на них посредством стоек вентиляторами и запорными ручками, имеющими цапфы, в крышках выполнены кольцевые выточки с размещенными в них кольцевыми фильерами, на которых жестко закреплены эластичные прокладки, а на столе укреплены кронштейны со штифтами для взаимодействия с цапфами запорных ручек крышек и расположенная между базировочными гнездами опорная втулка, в которой с возможностью поворота вокруг вертикальной оси установлена стойка,оснащенная ручкой, причем на стойке с помощью траверсы укреплен нагреватель. 8. Устройство по п.7, отличающееся тем,что формующие шаблоны жестко соединены с втулками, направляющие неподвижно закреплены на станине. 9. Устройство для изготовления оболочек из термопластичной пленки для упаковки изде 003351 16 лий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты (вариант 2), отличающееся тем, что содержит станину, неподвижно закрепленный на ней шаблон полусферической формы и установленный над ним на подпружиненных стойках с возможностью перемещения по ним и фиксации кольцевой стол, в котором выполнены базировочное гнездо и диаметрально расположенные пазы, в одном из которых размещена ось-зацеп,а в другом шарнирно закреплены кронштейн с вентилятором, связанный через ось-серьгу со станиной, и крышка, имеющая кольцевую выточку с размещенной в ней фильерой и оснащенная ручкой с запорной цапфой для взаимодействия с осью-зацепом стола, при этом в пазу одной из стоек шарнирно закреплен нагреватель. 10. Устройство для упаковки изделий в системе устройств для получения отформованных и упакованных изделий из сахарной ваты,включающее станину, неподвижный кольцевой стол с эластичной кольцевой прокладкой, иглувоздуховод, проволочный электрод и эластичный элемент для поджима упаковки к электроду, отличающееся тем, что на станине смонтировано приспособление для сварки краев оболочек из термопластичной пленки с размещенным между ними изделием и приспособление для герметизации упаковки и ввода в нее воздуха для создания избыточного давления, включающее иглу-воздуховод, приспособление для сварки краев оболочек включает кольцевой стол с эластичной прокладкой и двумя диаметрально расположенными кронштейнами, на одном из которых шарнирно закреплена подпружиненная траверса, несущая закрепленный по карданному типу нагреватель для сварки краев оболочек и канала в виде соска для ввода воздуха, траверса оснащена ручкой с пазом для взаимодействия с осью-зацепом, расположенной на другом кронштейне, и электромагнит, кинематически связанный с ручкой траверсы в ее закрытом положении, приспособление для ввода воздуха в упаковку и ее герметизации содержит кольцевой стол с закрепленным на нем проволочным электродом, обеспечивающим запечатывание канала для ввода воздуха, узел управления подачей воздуха через иглу-воздуховод и узел управления процессом герметизации, содержащий корпус с кнопкой включения электрода и прижим, подпружиненный к ручке и оснащенный эластичным элементом для поджима упаковки к электроду, причем игла-воздуховод,прижим и ручка шарнирно закреплены на корпусе на одной оси, а к корпусу шарнирно прикреплен двуплечий рычаг для обеспечения кинематической связи ручки и кнопки включения электрода.
МПК / Метки
МПК: A23G 3/00, B65B 31/04, B65B 9/02
Метки: ваты, способ, изделий, система, получения, отформованных, упакованных, устройств, сахарной
Код ссылки
<a href="https://eas.patents.su/11-3351-sposob-i-sistema-ustrojjstv-dlya-polucheniya-otformovannyh-i-upakovannyh-izdelijj-iz-saharnojj-vaty.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и система устройств для получения отформованных и упакованных изделий из сахарной ваты</a>
Линия клеток растения сахарной свеклы и растение сахарной свеклы, устойчивые к имидазолиноновому гербициду, семена указанного растения, способы получения указанной клеточной линии и гибридных растенийсвеклы, устойчивых к данному гербициду, и применение указанного гербицида для борьбы с сорняками, растущими на полях с указанными растениями сахарной свеклы
Номер патента: 3296
Опубликовано: 24.04.2003
Авторы: Пеннер Доналд, Райт Терри Р.
Метки: семена, гербицида, полях, указанными, указанного, растениями, устойчивые, растение, указанной, имидазолиноновому, линия, данному, свеклы, гибридных, применение, борьбы, клеток, способы, гербициду, растенийсвеклы, получения, растения, устойчивых, сахарной, клеточной, сорняками, линии, растущими
Формула / Реферат:
1. Линия клеток растения сахарной свеклы с мутированным геном ацетолактатсинтазы, в котором в положении 337 гуанин замещен на аденин, устойчивая к имидазолиноновому гербициду, способная регенерировать в растение сахарной свеклы, причем указанная устойчивость передается при общепринятом кроссбридинге регенерированных растений с растениями, чувствительными к данному гербициду. 2. Линия клеток по п.1, которая получена из чувствительных клеток...
Линия клеток растения сахарной свеклы и растение сахарной свеклы, устойчивые к имидазолиноновым и сульфонилмочевинным гербицидам, семена указанного растения, способы получения указанной клеточной линии и гибридных растений свеклы, устойчивых к данным гербицидам, и применение имидазолинонового гербицида для борьбы с сорняками, растущими на полях с указанными растениями сахарной свеклы
Номер патента: 3297
Опубликовано: 24.04.2003
Авторы: Пеннер Доналд, Райт Терри Р.
Метки: имидазолиноновым, растений, растения, борьбы, клеток, растениями, указанными, клеточной, семена, данным, устойчивые, растение, свеклы, линия, способы, линии, гербицидам, получения, полях, имидазолинонового, сорняками, растущими, гербицида, сахарной, указанной, гибридных, указанного, применение, сульфонилмочевинным, устойчивых
Формула / Реферат:
1. Линия клеток растения сахарной свеклы с мутированным геном ацетолактатсинтазы, в котором в положении 562 цитозин замещен на тимин и в положении 337 гуанин замещен на аденин, устойчивая к имидазолиноновым и сульфонилмочевинным гербицидам, способная регенерировать в растение сахарной свеклы, причем указанная устойчивость передается при общепринятом кроссбридинге регенерированных растений с растениями, чувствительными к данным гербицидам. 2....
Способ приготовления материала на основе минеральной ваты
Номер патента: 379
Опубликовано: 24.06.1999
Авторы: Кюйперс Жан Мари Вильхельмус, Хейс Матейс Йоханнус Антониус Мария, Хусемон Тор
МПК: C03C 25/02
Метки: материала, способ, основе, ваты, минеральной, приготовления
Формула / Реферат:
1. Способ приготовления материала на основе минеральной ваты, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6, аммиак и сахар, нанесение этой дисперсии на минеральную вату и отверждение. 2. Способ по п.1, включающий приготовление водной дисперсии, содержащей фенолформальдегидную смолу с отношением фенола к формальдегиду от 1:2,8 до 1:6 и аммиак, смешивание...
Переносимая защищенная система осуществления транзакций для программируемых устройств с микропроцессорами
Номер патента: 1598
Опубликовано: 25.06.2001
Авторы: Хейнс Гидо, Йоханнес Петер
МПК: G06K 19/07, G07F 7/10
Метки: микропроцессорами, осуществления, защищенная, устройств, переносимая, программируемых, транзакций, система
Формула / Реферат:
1. Система управления транзакциями, предназначенная для осуществления транзакций между первым устройством и вторым устройством, причем указанные первое и второе устройства выполнены с возможностью обмена информацией друг с другом и, по меньшей мере, одно из указанных первого и второго устройств представляет собой карточку с интегральной схемой, при этом упомянутая система содержит по меньшей мере, одно устройство ввода/вывода, переносимую...
Система маркировки и идентификации изделий
Номер патента: 2696
Опубликовано: 29.08.2002
Авторы: Богданов Владимир Николаевич, Пьянков Владимир Михайлович, Гиричев Борис Иванович, Филин Юрий Петрович, Смирнов Петр Александрович, Калашников Антон Сергеевич, Симонов Михаил Владимирович, Костюк Константин Вячеславович, Тэтянко Кирилл Вадимович, Вихлянцев Петр Сергеевич
Метки: изделий, система, идентификации, маркировки
Формула / Реферат:
1. Система маркировки и идентификации зарегистрированных изделий, включающая центральную базу данных, n рабочих баз данных, n устройств обращения к ним, где n =1, 2, ... , первый выход каждого из них соединен с управляющим входом соответствующей рабочей базы данных, информационный выход которой соединен с первым входом устройства обращения к рабочей базе данных, устройство ввода данных, выход которого подключен ко входу записи данных центральной...
Предыдущий патент: Устройство для извлечения вещества для приготовления напитка
Следующий патент: Лебедка колесного тягача
Случайный патент: Акриламидопроизводные, применимые как ингибиторы перехода митохондриальной проницаемости