Способ электроимпульсного изготовления бетонных изделий, операционная система и электроимпульсный вибрационный стол для осуществления способа
Номер патента: 14473
Опубликовано: 30.12.2010
Авторы: Кисленко Юрий Алексеевич, Мартиросян Арсен Мушегович
Формула / Реферат
1. Способ электроимпульсного изготовления бетонных изделий, включающий приготовление бетонной смеси, укладку ее в форму, уплотнение, обработку бетонной смеси вибрациями с импульсами потоков энергии от вибрационного стола, термообработку и распалубку, отличающийся тем, что процесс уплотнения смеси ведут упругобуферными колебаниями, формируемыми электромагнитом-вибратором при плавающих микроколебаниях платформы вибрационного стола.
2. Операционная система для осуществления способа по п.1 при помощи вибрационного стола и коммуникационного электронного инвертера, отличающаяся тем, что система включает операторы микроколебаний формирования упругобуферных микроколебаний с буферной задержкой актов уплотнения бетона и синхронизацией по сигналам нагрузки, задержки и разгрузки импульсов вибраций трапециевидной формы.
3. Электроимпульсный вибрационный стол для осуществления способа по п.1, включающий вибратор и платформу формовки, отличающийся тем, что стол выполнен с упругоплавающей платформой, наложенной на виброгасящие буферные подушки и пружины сжатия, установленные симметрично вертикальной оси электромагнита-вибратора с катушками, электрически связанными с упругобуферными операторами коммуникационного электронного инвертера, имеющего программу управления и ключ включения и отключения, вынесенных на дистанционный пульт управления работой стола.
4. Электроимпульсный вибрационный стол по п.3, отличающийся тем, что программа управления вибрациями стола и микроколебаниями в изделиях синхронизирована обратной связью контроля за квазитермодинамическим состоянием смесей для изделий относительно их влажности и микрогидратации.
5. Электроимпульсный вибрационный стол по п.3 или 4, отличающийся тем, что платформа формовки имеет ряд моделей, формирующих параметрический ряд.

Текст
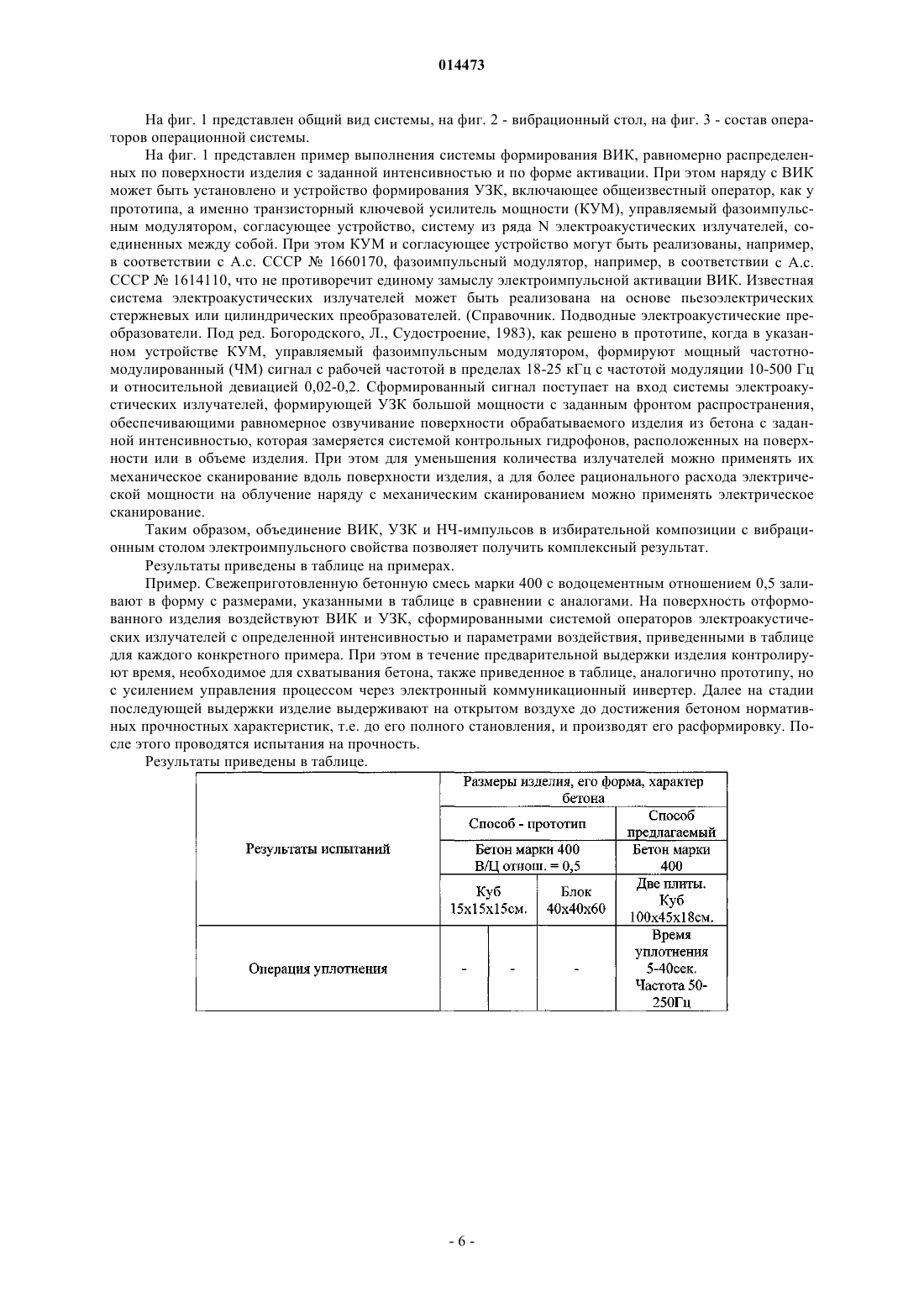
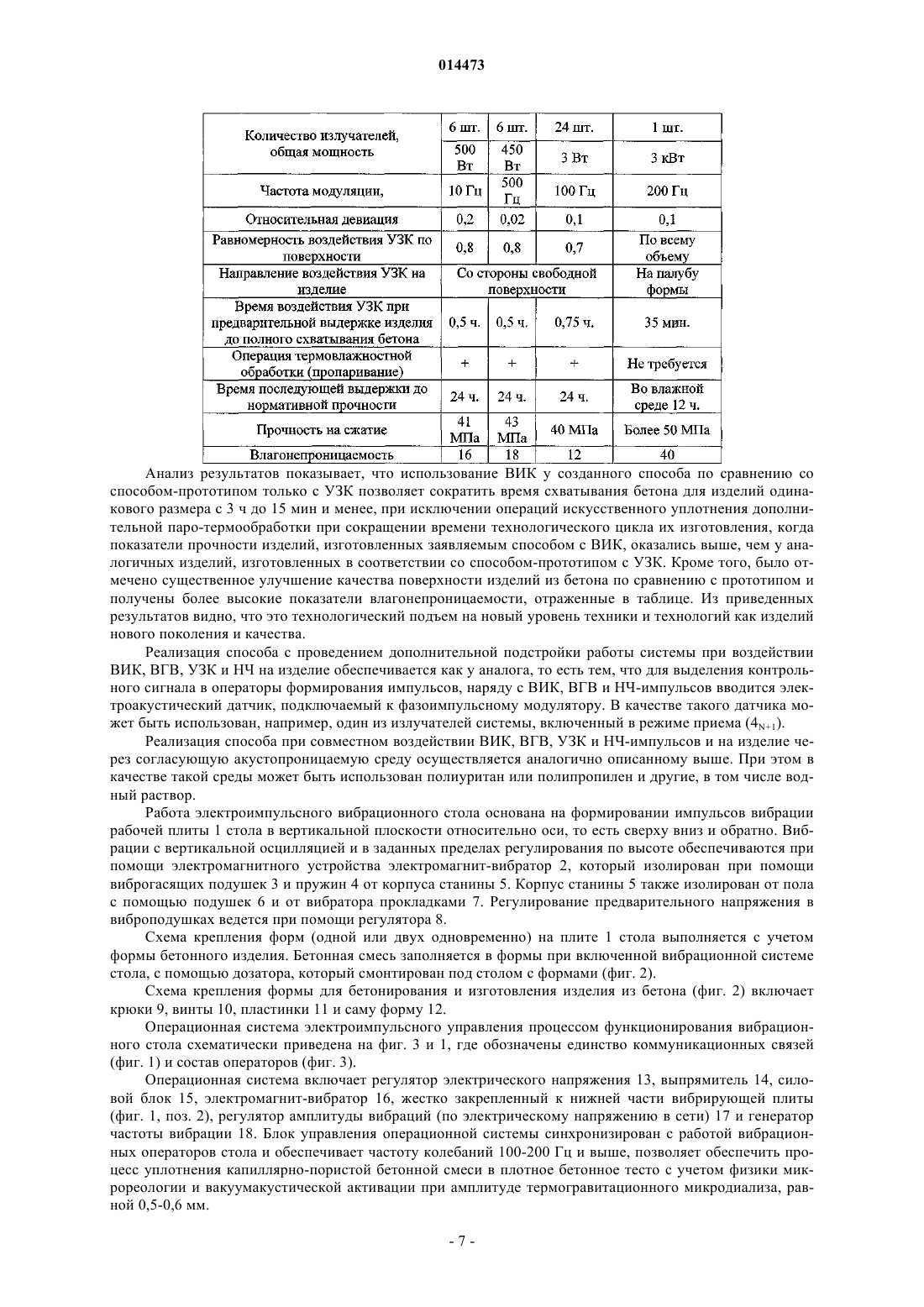
СПОСОБ ЭЛЕКТРОИМПУЛЬСНОГО ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ, ОПЕРАЦИОННАЯ СИСТЕМА И ЭЛЕКТРОИМПУЛЬСНЫЙ ВИБРАЦИОННЫЙ СТОЛ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА Способ электроимпульсного изготовления бетонных изделий, операционная система и электроимпульсный вибрационный стол относятся к строительству и могут быть использованы в строительной индустрии при монолитном бетонировании строительных изделий и при индивидуальном изготовлении их элементов. Способ изготовления изделий из бетонных смесей характеризуется применением импульсов пульсирующих потоков энергии широкого диапазона, начиная от вибраций инфразвукового диапазона до импульсов ультразвука, которые вводятся избирательно к типу и конструкции бетонных изделий; операционная система и вибрационный стол с коммуникационным электронным инвертером реализуют способ в соответствии с технологическим регламентом производства изделий из бетона или аналогичных смесей, который реализуется и управляется при помощи индивидуальной электронной программы и операторов электромагнитной индукции, встроенных в конструкцию электроимпульсного вибрационного стола. При этом осуществляются операции осциллирующего микроподъема функционирующей плоскости стола,а именно в вертикальной плоскости. На плоскости стола размещаются формы заготовок изделий,которые совершают колебания вверх-вниз и с гравитирующей частотой уплотнения увлажненной бетонной смеси до ее затвердения. Импульсы чередуются как в период подготовки смеси при заполнении формы, так и после установки привеса тяжести на ее поверхности. 014473 Изобретение относится к строительству и может быть использовано в строительной индустрии при монолитном бетонировании строительных изделий и при индивидуальном изготовлении их элементов. Способ, система и вибрационный стол с коммуникационным электронным инвертором относятся к строительству и могут быть использованы в строительной индустрии при бетонировании строительных элементов и при заводском их изготовлении. Способ изготовления изделий из бетонных смесей характеризуется применением импульсов пульсирующих потоков энергии широкого диапазона, начиная от вибраций инфразвукового диапазона до импульсов ультразвука, которые вводятся избирательно к типу и конструкции бетонных изделий. Операционная система и вибрационный стол с коммуникационным электронным инвертером реализуют способ в соответствии с технологическим регламентом производства изделий из бетона или аналогичных смесей, который реализуется и управляется при помощи индивидуальной электронной программы и операторов электромагнитной индукции, встроенных в конструкцию электроимпульсного вибрационного стола. При этом осуществляются операции осциллирующего микроподъема функционирующей плоскости стола, а именно в вертикальной плоскости. На плоскости стола размещаются формы заготовок изделий, которые совершают колебания снизу вверх и с гравитирующей частотой уплотнения увлажненной бетонной смеси до ее затвердения. Импульсы чередуются как в период подготовки смеси при заполнении формы, так и после установки привеса тяжести на ее поверхности. Ниже приведен анализ и доказательства преимуществ предложенного способа, его новизна по каждому объекту технологии,а именно по регламенту, по режиму, по управлению и по осуществлению, с приведением конкретных примеров. Традиционный способ изготовления бетонных изделий состоит из приготовления бетонной смеси,укладки ее в форму, вибрационного воздействия во время предварительной выдержки, которое осуществляют колебаниями, сформированными системой электроимпульсных операторов и распространяющимися в объеме изделия, при этом виброимпульсные колебания (ВИК) модулируют по частоте с относительной девиацией 0,1-0,3 и частотой модуляции 50-250 Гц и более, а также осуществляют последующую технологическую выдержку изделия. Изготовление изделий из бетона может производиться также при воздействии ВИК в импульсном и прерывистом режиме при осуществлении подстройки рабочей частоты ВИК, воздействующей на объем изделия, и при воздействии ВИК на изделие через согласующую звукопроницаемую среду. Использование способа позволяет за счет сокращения времени схватывания и ускоренного нарастания прочности бетона исключить из технологического процесса операции силового уплотнения бетонной смеси, а также термической влажностной обработки (пропарки) сформованных изделий, тем самым сократив общее время изготовления изделий при уменьшении энергоемкости процесса, а также обеспечивает повышение прочности и улучшение качества поверхности бетонных изделий. Объект включает электроимпульсный вибрационный стол и электронный коммуникационный инвертер и укомплектован операторами виброимпульсного модулирования фазово-частотных импульсов варьируемого диапазона и деструкции капиллярно-пористого теста бетонной смеси в режиме термогравитационного уплотнения в текстурах смеси с замкнутыми объемами формирования. Известно, что сопутствующие ультразвуковые колебания (УЗК) используют для интенсификации некоторых технологических процессов, в том числе и в технологии изготовления бетонных изделий. При этом было установлено, что воздействие УЗК повышает механическую прочность небольших образцов из бетона, увеличивает их твердость и плотность их поверхности, сокращает сроки схватывания и нарастания прочности бетонов [Ультразвук в технологии бетона. Госстрой издат., УССР, 1964 г.]. Вместе с тем установлено, что интенсивность ультразвуковой волны в жидкой бетонной смеси быстро падает с расстоянием. На основании полученных данных и с учетом возможностей техники для технологического процесса изготовления бетона авторы указанной книги рекомендовали осуществлять ультразвуковое воздействие на бетонную смесь после ее непосредственного приготовления и перед заливкой в формы. Между тем, облученная бетонная смесь схватывается значительно быстрее, что привело к нецелесообразности использования этого способа в условиях бетонного производства с высокой производительностью и продолжительным временем между приготовлением смеси и ее разливкой по формам. Поэтому такой способ не был реализован промышленным способом. Также известен способ воздействия ультразвуком на бетонную смесь, заливаемую в пространство между обсадной трубой и стенками скважины [Применение ультразвука в нефтяной промышленности. М: Недра, 1983 г.]. Этот способ основан на обработке свежего бетонного теста мощным акустическим полем частотой 20-100 кГц и интенсивностью более 5 кВт/м 2. При этом в зоне действия акустического излучения в процессе объемной кристаллизации раствора достигается сокращение срока схватывания и повышается прочность бетона. Однако в указанном способе акустическое воздействие ограничивалось временем, когда бетонная смесь находилась в стадии жидкой фазы, что привело к получению эффекта лишь вблизи излучателя. Для всестороннего длительного облучения этим способом бетонной смеси по всей длине скважины требовались гирлянды ультразвуковых излучателей длиной от 4 до 6 м, что тогда технически было неосуществимо. Таким образом, задача была поставлена, но не была решена.-1 014473 Наиболее близким к предлагаемому является способ изготовления бетонных и железобетонных изделий, в части наличия признака в виде пульсирующих потоков энергии [А.с.1815259, Кл. С 04 В 40/02, 1993 г.]. Этот способ включает приготовление бетонной смеси, укладку ее в форму, уплотнение, воздействие ультразвуковыми колебаниями на палубу формы в процессе предварительной выдержки отформованного изделия, термообработку и распалубку. При таком воздействии ультразвуком на поверхность формы, соприкасающейся с твердеющим после формования изделием, на поверхности палубы формы происходит образование слоя кавитационных пузырьков, которые, захлопываясь, нарушают образующиеся при твердении связи между опалубкой и изделием. Таким образом, достигается высокое качество поверхности изделия из бетона, что положительно сказывается на его прочности и влагонепроницаемости. При этом использование в этом способе одиночного излучателя УЗК не позволяет одновременно и равномерно воздействовать на крупногабаритные изделия из бетона. Это связано с тем, что, с одной стороны, интенсивность воздействия УЗК падает по мере увеличения расстояния от излучателя и требуется большая мощность воздействия. А с другой стороны, при воздействии УЗК на одной постоянной частоте в ограниченном объеме отформованного изделия возникают стоячие волны, что не обеспечивает равномерного воздействия на объем изделия и препятствует проникновению УЗК вглубь изделия. При этом даже в случае механического перемещения излучателя вдоль поверхности изделия не обеспечивается равномерная интенсивность воздействия УЗК, так как различные участки поверхности в этом случае подвергаются ультразвуковому воздействию на разных стадиях становления бетона. При больших размерах изделий УЗК недостаточно проникают в их объем вследствие указанных причин и не влияют на сроки схватывания бетона и повышение его прочности в объеме изделий. Для сокращения этих сроков в известном способе вынуждены после предварительной выдержки использовать энергоемкую операцию термообработки изделий (пропарку). Далее изделие подвергают последующей выдержке в соответствии со стандартным режимом. В основу данного изобретения поставлена задача сокращения времени технологического процесса за счет сокращения времени схватывания и времени нарастания прочности бетона по объему изделий, в том числе крупногабаритных, при уменьшении энергоемкости их изготовления и повышении качества. Задача достигается тем, что в предложенном способе изготовления бетонных и железобетонных изделий, включающем приготовление бетонной смеси, укладку ее в форму, уплотнение, обработку бетонной смеси вибрациями с импульсами потоков энергии от вибрационного стола, термообработку и распалубку, согласно изобретению, процесс уплотнения смеси ведут упругобуферными колебаниями, формируемыми электромагнитом-вибратором при плавающих микроколебаниях платформы вибрационного стола. Задача достигается за счет операционной системы для осуществления способа при помощи вибрационного стола и коммуникационного электронного инвертера, которая согласно изобретению включает операторы микроколебаний с буферной задержкой актов уплотнения бетона и синхронизацией по сигналам нагрузки, задержки и разгрузки импульсов вибраций трапециевидной формы. Задача достигается также путем использования электроимпульсного вибрационного стола для осуществления способа, включающего вибратор и платформу формовки, который, согласно изобретению,выполнен с упругоплавающей платформой (палубой), наложенной на виброгасящие подушки и пружины сжатия, установленные симметрично вертикальной оси электромагнитного вибратора с катушками, электрически связанными с операторами коммуникационного электронного инвертера, имеющего программу управления и ключ включения и отключения, вынесенных на дистанционный пульт управления работой стола. Упругобуферные колебания - это особого вида нагрузки на бетонное тесто, предназначенные для устранения обратного влияния последующих ступеней усилений и сопутствующих нагрузок на процесс затвердения бетона, в режиме его упругобуферной микродеструкции, а именно в актах буферной задержки актов уплотнения. Это обеспечивается буферными пружинами и амортизирующими подушками,с одной стороны, и за счет буферного каскада синхронизированных электрических элементов коммуникационного инвертера, с другой, обеспечивающих буферный режим стабилизации всех нагрузок в цепи электромагнит - виброплатформа - буферные подушки - бетонное тесто. Для этих целей главным является то, что упомянутые операторы системы - платформа - бетонное тесто совмещены с ритмом стабилизационного объединения импульсов в области отрицательных смещений электромагнитного потока, при разворотах в буферном каскаде магнитного поля на 180, формируя отрицательные акты, превращающие амплитуду усиливаемого переменного напряжения в трапециевидную форму нагрузки, задержки и разгрузки по всему объему бетонной массы. Все сказанное означает, что платформа с бетонным тестом избирательно колеблется, плавает и управляется по актам вибраций в режиме мягкого регулирования электромагнитом-вибратором и буферным каскадным усилителем инвертера при помощи встроенного в него буферного каскада электроэлементов буферного свойства, со ступенчатым формированием мод нагрузок по частоте, амплитуде и форме упругобуферных колебаний, с задержкой по высоте их амплитуд.-2 014473 При реализации изобретательского замысла в отношении упругобуферной микрореологии, дегидратации и мгновенного затвердения бетона до суперпрочного состояния, с избирательной микроструктурой и текстурой, при низких марках бетонов учитывается масса вибрирующей платформы стола и бетонного теста с позиций синергетики и микрореологической тиксотропии, с учетом их левитации и микрозависания (земной левитации). Также учтен резерв девиации и микродиализа пульсирующих потоков энергии из научного открытия 124 МААНОИ Явление вакуумакустической активации в жидкостных системах, автор академик,д.ф.т.н. Пащенко В.Л. (научный руководитель), когда капиллярно-пористые жидкофазные макросистемы подвергаются девиаторной деструкции и микрореологии и микрогидратации в процессах создания нанотекстур избирательного свойства и рисунка формовки мезомолекул в структурах бетонного теста. Существенные отличительные признаки заявляемых объектов Способа электроимпульсного изготовления бетонных изделий: процесс уплотнения смеси ведут в режиме упругобуферной микродеструкции бетонного теста при плавающих микроколебаниях платформы; отличие заключается в том, что в период уплотнения бетонной смеси и формирования бетонного теста процесс ведут при помощи вертикальных и горизонтальных актов вибраций и девиации по сдвигу и деформации, при этом миниколебания производят с буферной задержкой импульсов в нижних мертвых точках и формируют акты с трапециевидной формой нагрузки, задержки и разгрузки по всему объему бетонной массы; отличие заключается в том, что в период импульсного формирования бетонного изделия в тесте создают миниколебания и внутренние гравитационные волны (ВГВ), сопряженные в актах микродиализа задержки и разгрузки объема бетона и синхронизированные с кинетикой девиации уплотнения в актах нагрузки, уплотнения и сдвига как по вертикали, так и горизонтали и тангенциально в микроосциллирующем и упруго плавающем режимах микроколебаний. Операционной системы электроимпульсного изготовления бетонных изделий: система включает операторы микроколебаний с буферной задержкой актов уплотнения бетона и синхронизацией по сигналам нагрузки, задержки и разгрузки импульсов вибраций трапециевидной формы как в периоды нагружения, микросдвига и деструкции бетонного теста, так и по вертикали, горизонтали и тангенциально в боковой девиации сдвига смеси. Электроимпульсного вибрационного стола для изготовления бетонных изделий: стол выполнен с упругоплавающей платформой (палубой), наложенной на виброгасящие подушки и пружины сжатия, установленные симметрично вертикальной оси электромагнитного вибратора с катушками, электрически связанными с операторами коммуникационного электронного инвертера, имеющего программу управления и ключ включения и отключения, вынесенных на дистанционный пульт регулирования микроколебаниями платформы; стол снабжен элементами настройки микроколебаний по упругости и диапазонам вибрации, включающих виброгасящие подушки и пружины сжатия, установленные симметрично вертикальной оси электромагнитного вибратора и включающие винты стяжки, зацепы с пазами корпуса плавающей платформы, гайки настройки и плиту нагрузки, удерживающую форму(ы) изделия на палубе платформы. Программа управления вибрациями стола и микроколебаниями в изделиях синхронизирована обратной связью контроля за квазитермодинамическим состоянием смесей изделий относительно их влажности и микрогидратации. Использование этих систем электроимпульсных ВИК позволяет обеспечить воздействие ВИК большой мощности, с интенсивностью от 5 до 20-50 кВт/м 2, равномерно распределенной по поверхности изделия, что особенно важно для изделий средних размеров. При этом происходит равномерное проникновение ВИК и УЗК не только в узкий приповерхностный слой, но и в глубокие слои изделия, где также начинают происходить изменения, связанные с процессами микрореологии, девиации, диспергации и дегидратации, приводящие к сокращению времени схватывания бетона и времени нарастания его прочности в объеме изделия. Формирование комбинированных ВИК и УЗК с помощью системы вибрационных, электроимпульсных операторов и ультразвуковых излучателей обеспечивает также равномерность суммарного воздействия на изделие во времени для каждой стадии ускоренного процесса становления бетона. Таким образом, достигается микрореологическая и пространственно-временная равномерность импульсного воздействия ВИК и УЗК по объему изделия в режиме комбинированных пульсирующих потоков энергии резонаторных и фазово-частотных диапазонов. В свою очередь, частотная и резонансная модуляция формируемых колебаний позволяет устранить в объеме скопления узлы и пучности полей, возникающих у прототипа при воздействии УЗК с одной рабочей частотой. Эффект достигается при комбинировании микрокапиллярной и частотной модуляции с изменением длины волны на 30-35%, что в диапазоне ВИК и УЗК соответствует частоте модуляции 50250 Гц и более с относительной девиацией 0,1-0,3. Верхняя граница частотной девиации 0,3 определяется фазосдвиговым и частотным диапазонами эффективной работы системы операторов и микродевиаторов сдвига, напряжения и разряжения. При этом нижняя граница девиации 0,1 соответствует минимально-3 014473 необходимому изменению частот ВИК и УЗК для обеспечения равномерного капиллярно-пористого, поверхностного и объемного воздействия. Таким образом, комбинированное использование частотной и электроимпульсной модуляции вибрации позволяет еще больше повысить равномерность активации изделий в периоды капиллярно-пористой девиации и микрореологии, когда тензоры девиации синхронизированы с плотностью и весом. Равномерность распределения интенсивности в порах и по поверхности или в объеме количественно и качественно может быть оценена как отношение минимальной интенсивности импульсов к их максимальной, соответственно в капиллярах, на поверхности или в объеме бетонного изделия. В предлагаемом способе эти отношения достигают 0,9 на поверхности и 0,6 в объеме при фиксированном расстоянии облучаемой поверхности, а в способе-прототипе только 0,4 на поверхности и 0,2 в объеме, т.к. в нем отсутствует термогравитационный фактор с внутренними гравитационными волнами (ВГВ). Воздействие на изделие частотно-модулированных ВИК и УЗК большой мощности, при обеспечении пространственно-временной равномерности этого воздействия, с ВГВ приводит к тому, что процесс схватывания бетона и нарастание его прочности до нормативной величины успевает произойти за очень короткое время совместного воздействия ВИК, ВГВ и УЗК в период предварительной выдержки отформованных изделий и непродолжительное время при последующей выдержке и при обычной температуре. Это позволяет отказаться от энергоемкой операции их термовлажностной обработки (пропарки), что особенно актуально для габаритных изделий. Здесь развиты аспекты микродиализной термогравитации и микровакуумволновой деструкции и микрореологии научного открытия 124 МААНОИ. При этом, при воздействии частотно-модулированными ВИК, ВГВ и УЗК на бетонную смесь, которая из-за наличия многочисленных включений с разными акустическими сопротивлениями является нелинейной средой, в ней выделяется низкочастотный (НЧ) сигнал. Нелинейный эффект, связанный с изменением параметров скорости звука в многокомпонентной газожидкостной среде при больших мощностях импульсного и ультразвукового воздействия, в значительной степени усиливается как эффект с приповерхностной псевдокавитацией, так и кавитацией внутри пористостей объема изделия. Эффект нелинейности распространения ВИК и УЗК заключается в свободной передаче в среде полуволн сжатия и практически полном поглощении средой полуволн разрежения, когда усиливается термогравитация. Такое распространение частотно-модулированных ВИК, ВГВ, НЧ и УЗК приводит к эффекту микродиализа и детектирования, при котором огибающая высокочастотных колебаний может быть выделена в объеме изделия в виде низкочастотного вибрационного колебания с частотой модуляции 50-250 Гц. Это прямое наследие научного открытия 124 МААНОИ Явление вакуумакустической активации в жидкостных системах, в которой есть бетонная смесь. Воздействие такого НЧ - сигнала в течение всего времени предварительной выдержки отформованного изделия адекватно известному процессу уплотнения бетонной смеси, что позволяет в предложенном способе исключить операцию дополнительного уплотнения по сравнению со способом-прототипом. Возможно изготовление заявляемым способом изделий из железобетона, в котором будут происходить все физические процессы, указанные для бетона, так как металлическая арматура, входящая в состав железобетона, является идеальным проводником для вибраций и звука, что усиливает эффект от воздействия ВИК и УЗК. В связи с этим, все изложенное в способе в отношении изготовления изделий из бетона равным образом относится также к изготовлению изделий из железобетона, пенобетона и аналогичным смесям, которые сейчас распространены, например керамико-углеродные композиты. Таким образом, совокупность указанных признаков позволяет за счет сокращения времени схватывания и активации нарастания прочности бетона исключить операции отдельного механического уплотнения бетонной смеси и избирательной термообработки отформованных изделий, а также сократить время регламента технологического процесса и уменьшить энергоемкость изготовления бетонных и железобетонных изделий, в том числе изделий больших или емкостных размеров. Эти признаки обусловлены ВИК - активацией капиллярно-пористых сред бетонного класса, в сочетании с их вакуумакустической активацией возвратно-гравитирующего свойства. В предлагаемом способе изготовления бетонных изделий воздействие ВИК и УЗК на поверхность отформованного изделия можно осуществлять также в прерывистом и импульсном режимах, при длительности импульса излучения 1-50 мс и скважности 2-5. Эту функцию обеспечивает электронный коммуникационный инвертер и операторы вибрационного стола. Мощность импульсного воздействия, как правило, ограничена средней мощностью оператора, определяющей тепловой режим микродиализа. Однако мощность электроимпульсного ВИК достаточна для больших диапазонов реализации. В этом заключается технологическая емкость научного знания. Поэтому использование указанного режима работы равносильно использованию амплитудно-частотной и микрореологической модуляции, при которых граничные значения длительности импульсов в 1-50 мс определяются граничными значениями частоты огибающей несущего сигнала 50-250 Гц и более, с частотой модуляции при значении скважности 2-5. Увеличение скважности до 5 используется для улучшения теплового режима электроимпульсных систем, при соответствующем сокращении длительности импульсов модуляции вакуумакустического свойства, при микрореологической деструкции, с помощью комбини-4 014473 рованных ВИК и УЗК диапазонов. При этом комбинированный импульсный режим и фазово-частотный режим позволяет повысить максимальную мощность в импульсе и среднюю мощность импульсного воздействия, что усиливает проникновение ВИК и ВГВ вглубь обрабатываемого изделия и способствует ускорению времени схватывания и нарастания прочности бетона. Причем ВИК, ВГВ, УЗК и НЧ-импульсы воздействуют на капиллярно-пористое тесто бетонной смеси в режиме усиления термогравитации за счет вынужденного поглощения волн девиации. Кроме того, за счет детектирования средой комбинированных микроимпульсных сигналов, синхронизированных и смодулированных не только по частоте, но и по фазе и амплитуде, и выделения соответствующих НЧ, ВГВ-сигналов, происходит усиление эффекта уплотнения бетонной смеси. Эффект описывается следующими тензорами девиации. Синергетика тензорных деформаций и напряжений в механике сплошной среды определяется факторами самоорганизации или самодезорганизации девиаторов деформации (ij) и напряжения (ij), которые выражаются соответственно(В синергетике открытых систем, а именно в процессах образования, устойчивости и разрушения упорядоченных временных и пространственных структур в сложных неравновесных системах различной природы важнейшим является выявление общих закономерностей, свойств, явлений и их параметров состояния как при самоорганизации, так и при самодезорганизации после деструкции, и необходимо знать время релаксации метастабильности в режиме дипольной ориентации или переориентации молекул и атомов под воздействием различных физических полей, в том числе гравитационного, термогравитационного, вакуумного, вакуумакустического, звукового, вибрационного, электромагнитного, магнитоэлектрического, теплового, химического, квантово-механического, механического, а также совместных, то есть синергетических (synergetikos), как согласованно действующих при управлении их комбинационноквантовыми и дипольными состояниями на тензорных уровнях как по деформации, так и по напряжению участия в химических реакциях микро- и макроводных суспензий и эмульсий неорганического или органического свойства). В предлагаемом способе изготовления бетонных изделий в процессе воздействия ВИК, ВГВ, УЗК и НЧ-импульсов можно осуществлять подстройку частоты этих колебаний, исходя из условия обеспечения максимальной интенсивности импульсного и резонансного воздействия. Для этого выделяют и измеряют контрольный электрический сигнал, уровень которого пропорционален амплитуде ВИК, ВГВ и УЗК на поверхности изделия. Тогда и осуществляют подстройку частоты этих колебаний на резонаторный эффект внутренней конверсии и массообмена. Воздействие импульсными колебаниями на бетонную смесь, залитую в заданную форму, начинается тогда, когда бетон находится в жидкой фазе, а заканчивается на стадии практически твердой фазы. Это значит, что в период микроволновой активации постоянно меняется волновое сопротивление среды при распространении импульсов и происходит рассогласование рабочей частоты, вследствие чего падает интенсивность воздействия УЗК, а усиливается роль ВИК, ВГВ и НЧ-колебаний, как тензоров конверсионной девиации микрореологии. Указанная подстройка рабочей частоты ВИК и служит для обеспечения требуемой интенсивности импульсного воздействия на изделие во времени, т.е. для повышения временной равномерности, независимо от стадии становления бетона, как описано выше с тензорной моделью девиации и микродиализа при активации микрореологии. В предлагаемом способе изготовления бетонных изделий воздействие ВИК на изделие можно осуществлять также через согласующую звукопроницаемую среду, вводя соответствующие операторы и волноводы при необходимости. Использование согласующей звукопроницаемой среды улучшает пространственное согласование ВИК по всей поверхности изделия, контактирующей с этой средой и имеющей постоянное волновое сопротивление. При этом повышается пространственная равномерность ВИК-воздействия на поверхность изделия из бетона независимо от его формы. Кроме того, использование согласующей звукопроницаемой среды позволяет обеспечить и микроволновое воздействие одновременно на несколько отформованных изделий, размещенных в емкости с согласующей средой. Причем вакуумакустические и термогравитационные операторы организуются как установкой пригруза, так и параметрически.-5 014473 На фиг. 1 представлен общий вид системы, на фиг. 2 - вибрационный стол, на фиг. 3 - состав операторов операционной системы. На фиг. 1 представлен пример выполнения системы формирования ВИК, равномерно распределенных по поверхности изделия с заданной интенсивностью и по форме активации. При этом наряду с ВИК может быть установлено и устройство формирования УЗК, включающее общеизвестный оператор, как у прототипа, а именно транзисторный ключевой усилитель мощности (КУМ), управляемый фазоимпульсным модулятором, согласующее устройство, систему из ряда N электроакустических излучателей, соединенных между собой. При этом КУМ и согласующее устройство могут быть реализованы, например,в соответствии с А.с. СССР 1660170, фазоимпульсный модулятор, например, в соответствии с А.с. СССР 1614110, что не противоречит единому замыслу электроимпульсной активации ВИК. Известная система электроакустических излучателей может быть реализована на основе пьезоэлектрических стержневых или цилиндрических преобразователей. (Справочник. Подводные электроакустические преобразователи. Под ред. Богородского, Л., Судостроение, 1983), как решено в прототипе, когда в указанном устройстве КУМ, управляемый фазоимпульсным модулятором, формируют мощный частотномодулированный (ЧМ) сигнал с рабочей частотой в пределах 18-25 кГц с частотой модуляции 10-500 Гц и относительной девиацией 0,02-0,2. Сформированный сигнал поступает на вход системы электроакустических излучателей, формирующей УЗК большой мощности с заданным фронтом распространения,обеспечивающими равномерное озвучивание поверхности обрабатываемого изделия из бетона с заданной интенсивностью, которая замеряется системой контрольных гидрофонов, расположенных на поверхности или в объеме изделия. При этом для уменьшения количества излучателей можно применять их механическое сканирование вдоль поверхности изделия, а для более рационального расхода электрической мощности на облучение наряду с механическим сканированием можно применять электрическое сканирование. Таким образом, объединение ВИК, УЗК и НЧ-импульсов в избирательной композиции с вибрационным столом электроимпульсного свойства позволяет получить комплексный результат. Результаты приведены в таблице на примерах. Пример. Свежеприготовленную бетонную смесь марки 400 с водоцементным отношением 0,5 заливают в форму с размерами, указанными в таблице в сравнении с аналогами. На поверхность отформованного изделия воздействуют ВИК и УЗК, сформированными системой операторов электроакустических излучателей с определенной интенсивностью и параметрами воздействия, приведенными в таблице для каждого конкретного примера. При этом в течение предварительной выдержки изделия контролируют время, необходимое для схватывания бетона, также приведенное в таблице, аналогично прототипу, но с усилением управления процессом через электронный коммуникационный инвертер. Далее на стадии последующей выдержки изделие выдерживают на открытом воздухе до достижения бетоном нормативных прочностных характеристик, т.е. до его полного становления, и производят его расформировку. После этого проводятся испытания на прочность. Результаты приведены в таблице. Анализ результатов показывает, что использование ВИК у созданного способа по сравнению со способом-прототипом только с УЗК позволяет сократить время схватывания бетона для изделий одинакового размера с 3 ч до 15 мин и менее, при исключении операций искусственного уплотнения дополнительной паро-термообработки при сокращении времени технологического цикла их изготовления, когда показатели прочности изделий, изготовленных заявляемым способом с ВИК, оказались выше, чем у аналогичных изделий, изготовленных в соответствии со способом-прототипом с УЗК. Кроме того, было отмечено существенное улучшение качества поверхности изделий из бетона по сравнению с прототипом и получены более высокие показатели влагонепроницаемости, отраженные в таблице. Из приведенных результатов видно, что это технологический подъем на новый уровень техники и технологий как изделий нового поколения и качества. Реализация способа с проведением дополнительной подстройки работы системы при воздействии ВИК, ВГВ, УЗК и НЧ на изделие обеспечивается как у аналога, то есть тем, что для выделения контрольного сигнала в операторы формирования импульсов, наряду с ВИК, ВГВ и НЧ-импульсов вводится электроакустический датчик, подключаемый к фазоимпульсному модулятору. В качестве такого датчика может быть использован, например, один из излучателей системы, включенный в режиме приема (4N+1). Реализация способа при совместном воздействии ВИК, ВГВ, УЗК и НЧ-импульсов и на изделие через согласующую акустопроницаемую среду осуществляется аналогично описанному выше. При этом в качестве такой среды может быть использован полиуритан или полипропилен и другие, в том числе водный раствор. Работа электроимпульсного вибрационного стола основана на формировании импульсов вибрации рабочей плиты 1 стола в вертикальной плоскости относительно оси, то есть сверху вниз и обратно. Вибрации с вертикальной осцилляцией и в заданных пределах регулирования по высоте обеспечиваются при помощи электромагнитного устройства электромагнит-вибратор 2, который изолирован при помощи виброгасящих подушек 3 и пружин 4 от корпуса станины 5. Корпус станины 5 также изолирован от пола с помощью подушек 6 и от вибратора прокладками 7. Регулирование предварительного напряжения в виброподушках ведется при помощи регулятора 8. Схема крепления форм (одной или двух одновременно) на плите 1 стола выполняется с учетом формы бетонного изделия. Бетонная смесь заполняется в формы при включенной вибрационной системе стола, с помощью дозатора, который смонтирован под столом с формами (фиг. 2). Схема крепления формы для бетонирования и изготовления изделия из бетона (фиг. 2) включает крюки 9, винты 10, пластинки 11 и саму форму 12. Операционная система электроимпульсного управления процессом функционирования вибрационного стола схематически приведена на фиг. 3 и 1, где обозначены единство коммуникационных связей(фиг. 1) и состав операторов (фиг. 3). Операционная система включает регулятор электрического напряжения 13, выпрямитель 14, силовой блок 15, электромагнит-вибратор 16, жестко закрепленный к нижней части вибрирующей плиты(фиг. 1, поз. 2), регулятор амплитуды вибраций (по электрическому напряжению в сети) 17 и генератор частоты вибрации 18. Блок управления операционной системы синхронизирован с работой вибрационных операторов стола и обеспечивает частоту колебаний 100-200 Гц и выше, позволяет обеспечить процесс уплотнения капиллярно-пористой бетонной смеси в плотное бетонное тесто с учетом физики микрореологии и вакуумакустической активации при амплитуде термогравитационного микродиализа, равной 0,5-0,6 мм.-7 014473 Отличительными особенностями созданных объектов технологии (способа), операционной системы и электроимпульсного вибрационного стола для изготовления изделий из бетона и аналогичных смесей являются наличие упругобуферных колебаний в исполнительной операционной системе; наличие процесса вакуумакустической активации микродиализа в капиллярно-пористых макросистемах из бетона и аналогичных смесей; наличие упругой фиксация форм с наполнителем в плоскости вибраций; наличие мягкого регулируемого диапазона вибраций до 100-200 Гц и более, при которых обеспечивается вакуумакустическая активация мягкой микрореологии уплотнения бетонного теста по всему объему; обеспечиваются плоско-параллельные резонаторные макродиализные процессы волнового наращивания уплотнения от начала и до завершения микрореологического и автосинхронного доуплотнения в объеме бетонной смеси, когда волны реологии формируют объединенные солитоновые текстуры упругости, сплетенные в единую композиционную макроструктуру прочности. Наличие операционной системы и вибростола у которых электронная система и ее операторы как коммуникационного инвертера, так и вибростола объединены в фазово-частотное и упругобуферное сопровождение по сигналу, по фазе, по модуляции, частоте и по трапециеобразному импульсу и обеспечивают мягкие характеристики девиации до 0,1-0,3, частотной модуляции от 50-250 Гц и более, при скважинности деструкции 1-50 мс; электростол и его операторы девиации и микродиализа смонтированы по центру симметрии вибраций; электростол снабжен комплексными гасителями вибраций как по контуру рабочей плиты (палубы),так и по регулируемому электровибрационному электромагниту, что обеспечивает исключение резких амплитуд шума и звука. Слышно только тихое эхо подшумов; электростол и коммуникационный электронный инвертер выполнены с максимальной простотой и энерговооруженностью, компактны и наделены эксплуатационным дизайном как по исполнению, так и по виду; электростол и операционная система весьма просты и имеют малую себестоимость при большой наукоемкости. При размерах (1004518) см изделий из бетона марки 400 время уплотнения лежит в диапазоне 5-40 с, частота колебаний плиты (палубы) - 50-250 Гц и более с модуляцией до 200 Гц и относительной девиацией - 0,1. Равномерность вибраций на изделие - равномерная при предварительной выдержке изделия до полного схватывания бетона - до 35 мин. В результате прочность на сжатие находится в пределах 50 МПа и более, а влагопроницаемость составляет 40. Причем девиации сдвига и напряжений формируются как в вертикальной, так и в горизонтальной плоскостях из-за особенностей крепления плиты (палубы) вибрационного стола со станиной, а именно через виброгасящие подушки и пружины сжатия, обеспечивающие формирование термогравитационных внутренних волн и вакуумакустический микродиализ в текстурах бетонной смеси (теста), в периоды формирования вибраций электромагнитом-вибратором принудительно вниз и упруго - вверх. Система содержит дозатор бетонной смеси для заполнения формы и ограничительную планку формовки. Таким образом, создан способ изготовления бетонных изделий, который включает приготовление бетонной смеси, укладку ее в форму, предварительную выдержку отформованных изделий, пульсирующее воздействие на поверхность изделия во время предварительной выдержки и последующую выдержку формы, заключающийся в том, что пульсирующее воздействие осуществляют комбинированными упругобуферными колебаниями, сформированными в электроимпульсных операторах непосредственного воздействия и гравитирующего свойства, распространяющих в объеме изделия. При этом упругобуферные импульсы колебаний модулируют по частоте с относительной девиацией 0,1-0,3 и частотой модуляции 50-250 Гц и более и регулируют при помощи коммуникационного электронного инвертера, сопряженного с электроимпульсным вибрационным столом при помощи электрических кабелей. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ электроимпульсного изготовления бетонных изделий, включающий приготовление бетонной смеси, укладку ее в форму, уплотнение, обработку бетонной смеси вибрациями с импульсами потоков энергии от вибрационного стола, термообработку и распалубку, отличающийся тем, что процесс уплотнения смеси ведут упругобуферными колебаниями, формируемыми электромагнитом-вибратором при плавающих микроколебаниях платформы вибрационного стола. 2. Операционная система для осуществления способа по п.1 при помощи вибрационного стола и коммуникационного электронного инвертера, отличающаяся тем, что система включает операторы микроколебаний формирования упругобуферных микроколебаний с буферной задержкой актов уплотнения бетона и синхронизацией по сигналам нагрузки, задержки и разгрузки импульсов вибраций трапециевидной формы.-8 014473 3. Электроимпульсный вибрационный стол для осуществления способа по п.1, включающий вибратор и платформу формовки, отличающийся тем, что стол выполнен с упругоплавающей платформой,наложенной на виброгасящие буферные подушки и пружины сжатия, установленные симметрично вертикальной оси электромагнита-вибратора с катушками, электрически связанными с упругобуферными операторами коммуникационного электронного инвертера, имеющего программу управления и ключ включения и отключения, вынесенных на дистанционный пульт управления работой стола. 4. Электроимпульсный вибрационный стол по п.3, отличающийся тем, что программа управления вибрациями стола и микроколебаниями в изделиях синхронизирована обратной связью контроля за квазитермодинамическим состоянием смесей для изделий относительно их влажности и микрогидратации. 5. Электроимпульсный вибрационный стол по п.3 или 4, отличающийся тем, что платформа формовки имеет ряд моделей, формирующих параметрический ряд.
МПК / Метки
МПК: B28B 1/08
Метки: электроимпульсного, операционная, способ, стол, изготовления, осуществления, система, способа, электроимпульсный, вибрационный, изделий, бетонных
Код ссылки
<a href="https://eas.patents.su/11-14473-sposob-elektroimpulsnogo-izgotovleniya-betonnyh-izdelijj-operacionnaya-sistema-i-elektroimpulsnyjj-vibracionnyjj-stol-dlya-osushhestvleniya-sposoba.html" rel="bookmark" title="База патентов Евразийского Союза">Способ электроимпульсного изготовления бетонных изделий, операционная система и электроимпульсный вибрационный стол для осуществления способа</a>
Способ формования для изготовления полимерных изделий и устройство для осуществления способа
Номер патента: 2876
Опубликовано: 31.10.2002
Автор: Штемке Лотар
МПК: B29C 45/02
Метки: изготовления, изделий, формования, осуществления, полимерных, способ, устройство, способа
Формула / Реферат:
1. Способ формования для изготовления полимерных изделий, при котором расплавленную формовочную массу перед формованием в оформляющей полости (KV) помещают в почти совпадающую по своему объему с объемом оформляющей полости (KV) резервную полость (А), которая выполнена в виде цилиндра и сообщена с оформляющей полостью (KV) таким образом, что заканчивается в ней без перехода, и формовочную массу посредством установленного в резервной полости (А) с...
Способ и вспомогательные средства для изготовления бетонных элементов, в частности бетонных полуфабрикатов и/или бетонных плит, и также вспомогательные средства для изготовления бетонных плит
Номер патента: 8297
Опубликовано: 27.04.2007
Авторы: Хааг Фолькер, Хаузер Алекс, Крецов Деян, Пфеффер Карстен
МПК: E04B 5/38, B28B 23/00, E04B 5/32...
Метки: также, плит, средства, изготовления, полуфабрикатов, элементов, частности, вспомогательные, способ, бетонных
Формула / Реферат:
1. Способ изготовления бетонных элементов, в частности бетонных полуфабрикатов, при котором первый слой бетонной массы заливают в опалубку, и слой начинает схватываться; арматурную сетку помещают на наполовину схватившийся первый слой, при этом арматурная сетка предпочтительно является обычной сварной проволочной сеткой; второй слой бетонной массы заливают в опалубку сверху первого слоя и арматурной сетки, и второй слой начинает схватываться;...
Способ изготовления строительных изделий с рельефной поверхностью из жёсткой бетонной смеси и формооснастка для его осуществления
Номер патента: 13048
Опубликовано: 26.02.2010
Авторы: Бродский Вадим Владимирович, Маковей Виктор, Бродский Владимир Исакович
МПК: B28B 1/08
Метки: жёсткой, смеси, формооснастка, бетонной, изготовления, осуществления, изделий, поверхностью, способ, строительных, рельефной
Формула / Реферат:
1. Способ изготовления строительных изделий с рельефной поверхностью из жесткой бетонной смеси, включающий загрузку смеси в установленную на поддоне бездонную матрицу формооснастки вибропресса, у которой одна из стенок выполнена с рельефообразующей поверхностью, формование изделия путем уплотнения бетонной смеси в матрице вибропрессованием, распалубку отформованного изделия и его удаление вместе с поддоном из вибропресса, отличающийся тем, что в...
Способ изготовления цемента, бетона на его основе и бетонных и железобетонных изделий и монолитных конструкций из полученного бетона
Номер патента: 2673
Опубликовано: 29.08.2002
Авторы: Зубехин Сергей Алексеевич, Юдович Борис Эммануилович, Диденко Вячеслав Анатольевич
МПК: C04B 40/00, C04B 28/00, C04B 38/10...
Метки: полученного, основе, бетонных, конструкций, цемента, изготовления, изделий, способ, железобетонных, монолитных, бетона
Формула / Реферат:
1. Способ изготовления цемента, образующего быстрорастворимый и взаимодействующий цементирующий материал с высокой ранней прочностью после перемешивания с жидкостью, путём спекания в клинкерообжигательной печи с использованием твердого, и/или жидкого, и/или газообразного топлива или другого источника энергии цементной сырьевой смеси, включающей в минеральных формах главные оксиды из группы: оксид кальция, оксид кремния, оксид алюминия, оксид...
Способ изготовления формованных изделий и установка для его осуществления
Номер патента: 4153
Опубликовано: 26.02.2004
Автор: Дю Туа Питер Вутер
МПК: B29C 45/46
Метки: формованных, изделий, установка, осуществления, изготовления, способ
Формула / Реферат:
1. Способ изготовления формованных изделий, который предусматривает составление смеси формуемого материала и наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель, причем формуемый материал с распределенным в нем наполнителем затем выпускают из рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей...
Предыдущий патент: Безопасная система досмотра и комплект для ее формирования
Следующий патент: Поршень для двигателя внутреннего сгорания
Случайный патент: Способ получения силилхроматного катализатора