Безоболочечная групповая упаковка
Формула / Реферат
1. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий; причем ряд изделий обернут листом полимерной пленки, имеющим длину и ширину; при этом длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; причем лист запечатан на себя в этой области с образованием охватывающего шва; при этом ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий, так чтобы обернутый и запечатанный охватывающим швом лист мог сгибаться и запечатываться на себя по меньшей мере на одном конце ряда изделий для обеспечения конвертного шва, при этом лист согнут и запечатан на себя в указанной области с получением конвертного шва; при этом лист по его длине или части или частей длины снабжен ослабленной линией, расположенной, по существу, выровнено с указанной границей раздела, причем ослабленная линия является неровной ослабленной линией.
2. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий; причем ряд изделий обернут листом полимерной пленки, имеющим длину и ширину; при этом длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда нескольких изделий, причем лист запечатан на себя в этой области с обеспечением охватывающего шва; при этом ширина листа, по существу, не больше длины ряда изделий, так что обернутый и запечатанный охватывающим швом лист образует открытый с концов рукав вокруг ряда изделий; причем лист по его длине или части или частей длины снабжен ослабленной линией, расположенной, по существу, выровнено с указанной границей раздела, причем ослабленная линия является неровной ослабленной линией.
3. Упаковка по п.1 или 2, в которой сгибание упаковки в области границы раздела вызывает отделение отдельного изделия или группы изделий от остальной части упаковки, при этом оставляя остальную часть упаковки, по существу, неповрежденной.
4. Упаковка по любому из пп.1-3, содержащая множество границ раздела между соседними парами отдельных изделий.
5. Упаковка по любому из пп.1-4, содержащая по меньшей мере две разнесенные ослабленные линии, причем указанные по меньшей мере две линии расположены, по существу, выровнено с соответствующей границей раздела.
6. Упаковка по п.5, содержащая первую ослабленную линию на расстоянии от второй ослабленной линии, причем первая ослабленная линия расположена с одной стороны соответствующей границы раздела, а вторая ослабленная линия расположена с противоположной стороны от соответствующей границы раздела.
7. Упаковка по п.4, содержащая множество ослабленных линий вдоль длины листа, причем каждая ослабленная линия расположена, по существу, выровнено с соответствующей границей раздела.
8. Способ производства безоболочечной групповой упаковки по п.1, включающий стадии:
a) обеспечения множества отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;
b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для образования области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий;
c) обеспечения неровной ослабленной линии по длине пленки;
d) по существу, совмещения неровной ослабленной линии с указанной по меньшей мере одной границей раздела;
e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя для обеспечения охватывающего шва;
f) сгибания и запечатывания пленки в области конвертного запечатывания для обеспечения конвертного шва.
9. Способ производства безоболочечной групповой упаковки по п.2, включающий стадии:
a) обеспечения множества отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий;
b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом ширина листа, по существу, не больше длины ряда изделий;
c) обеспечения неровной ослабленной линии по длине пленки;
d) по существу, совмещения неровной ослабленной линии с указанной по меньшей мере одной границей раздела;
e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя для обеспечения открытого с концов рукава, запечатанного охватывающим швом вокруг ряда изделий.
10. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий; причем указанный ряд изделий обернут листом полимерной пленки, имеющим длину и ширину, причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для получения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом этот лист запечатан на себя в этой области с получением охватывающего шва; при этом ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий, так чтобы обернутый лист, запечатанный охватывающим швом, мог сгибаться и запечатываться на себя по меньшей мере на одном конце ряда изделий с получением конвертного шва, при этом указанный лист снабжен вдоль его длины или части или частях его длины по меньшей мере двумя разнесенными друг от друга ослабленными линиями, причем указанные по меньшей мере две линии расположены, по существу, выровнено с соответствующей границей раздела.
11. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий; причем указанный ряд изделий обернут листом полимерной пленки, имеющим длину и ширину, причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для получения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом этот лист запечатан на себя в этой области с получением охватывающего шва; при этом ширина листа, по существу, не больше длины ряда изделий, так что обернутый и запечатанный охватывающим швом лист образует рукав с открытыми концами вокруг ряда изделий; при этом лист снабжен вдоль его длины или части или частей его длины по меньшей мере двумя разнесенными друг от друга ослабленными линиями, расположенными, по существу, выровнено с указанной границей раздела.
12. Упаковка по п.10 или 11, в которой сгибание этой упаковки в области границы раздела вызывает отделение отдельного изделия или группы изделий от остальной части упаковки, при этом оставляя остальную часть упаковки, по существу, неповрежденной.
13. Упаковка по любому из пп.10-12, содержащая множество границ раздела между соседними парами отдельных изделий.
14. Упаковка по любому из пп.10-13, содержащая первую ослабленную линию на расстоянии от второй ослабленной линии, причем первая ослабленная линия расположена с одной стороны соответствующей границы раздела, а вторая ослабленная линия расположена на противоположной стороне этой границы раздела.
15. Упаковка по п.13, содержащая множество ослабленных линий вдоль длины листа, причем каждая ослабленная линия расположена, по существу, выровнено с соответствующей границей раздела.
16. Упаковка по любому из пп.10-15, в которой ослабленные линии являются прямыми ослабленными линиями.
17. Упаковка по любому из пп.10-15, в которой ослабленные линии являются неровными ослабленными линиями.
18. Способ производства безоболочечной групповой упаковки по п.10, включающий стадии:
a) обеспечения множества отдельных изделий, размещенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;
b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий;
c) обеспечения по длине пленки по меньшей мере двух разнесенных друг от друга ослабленных линий;
d) по существу, выравнивания указанных ослабленных линий с указанной по меньшей мере одной границей раздела;
e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя с получением охватывающего шва;
f) сгибания и запечатывания пленки на себя в области конвертного запечатывания с получением конвертного шва.
19. Способ производства безоболочечной групповой упаковки по п.11, включающий стадии:
a) обеспечения множества отдельных изделий, размещенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;
b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа, по существу, не больше длины ряда изделий;
c) обеспечения по длине пленки по меньшей мере двух разнесенных друг от друга ослабленных линий;
d) по существу, выравнивания указанных ослабленных линий с указанной по меньшей мере одной границей раздела;
e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя с получением вокруг ряда изделий запечатанного охватывающим швом рукава с открытыми концами.

Текст
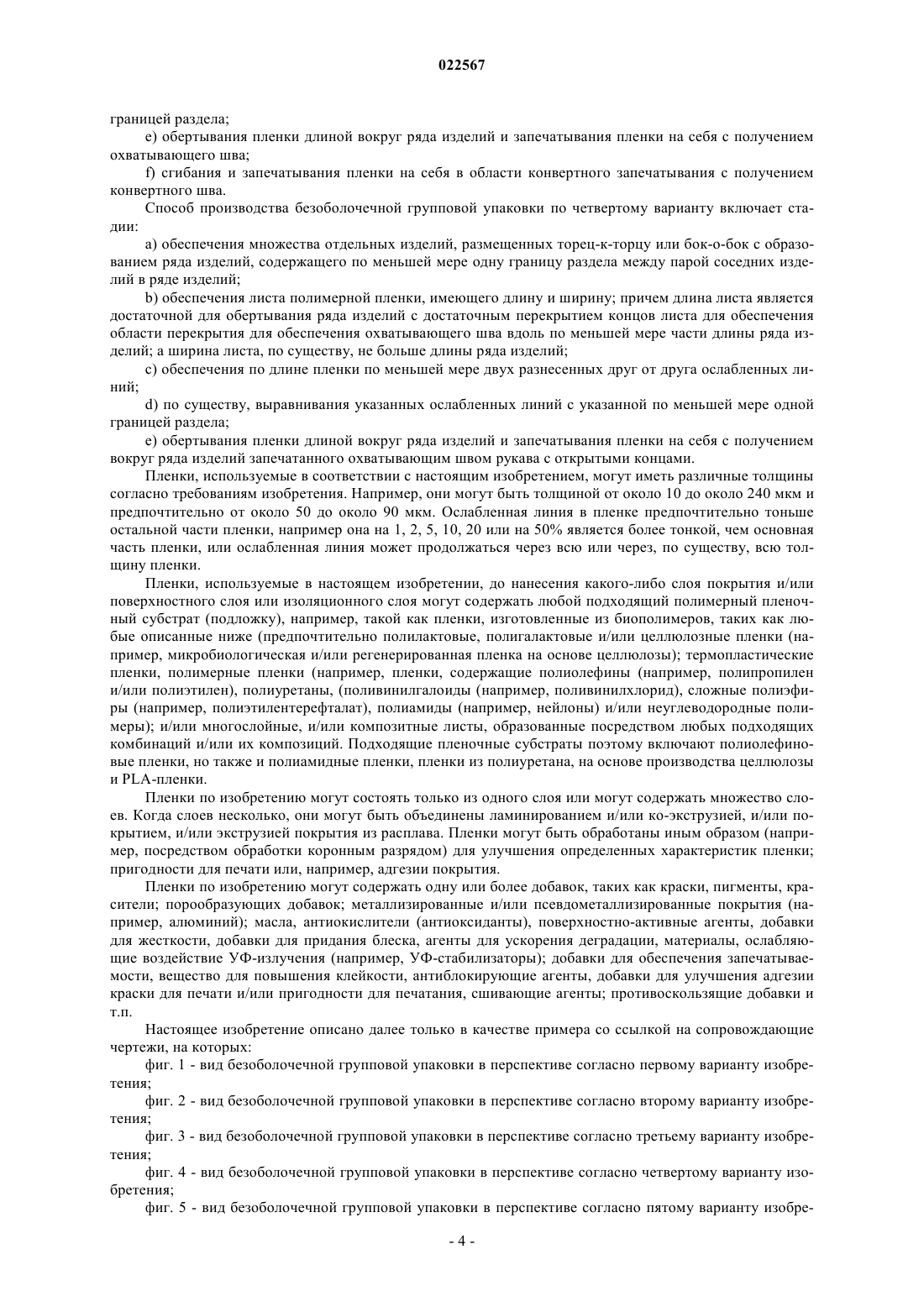
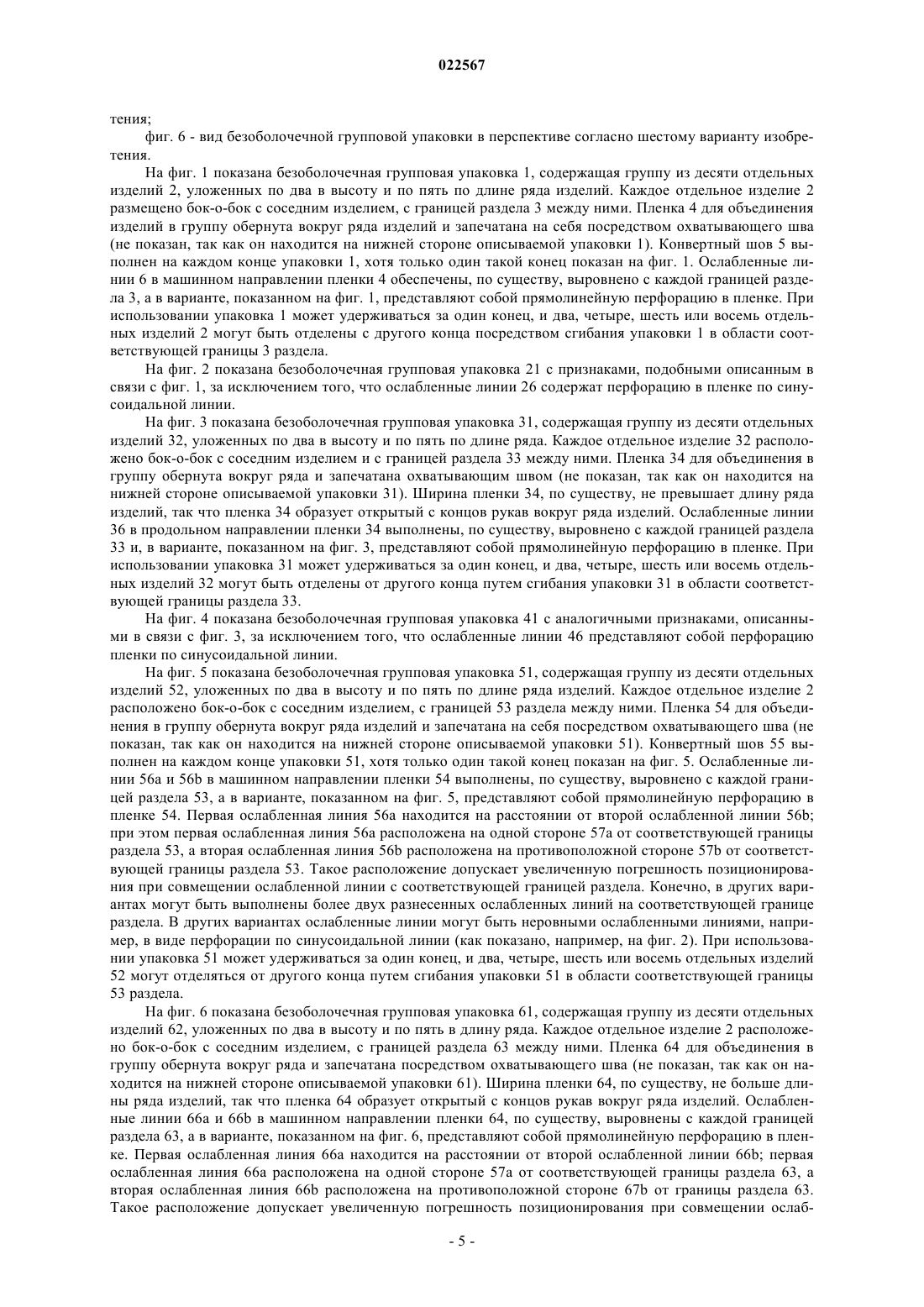
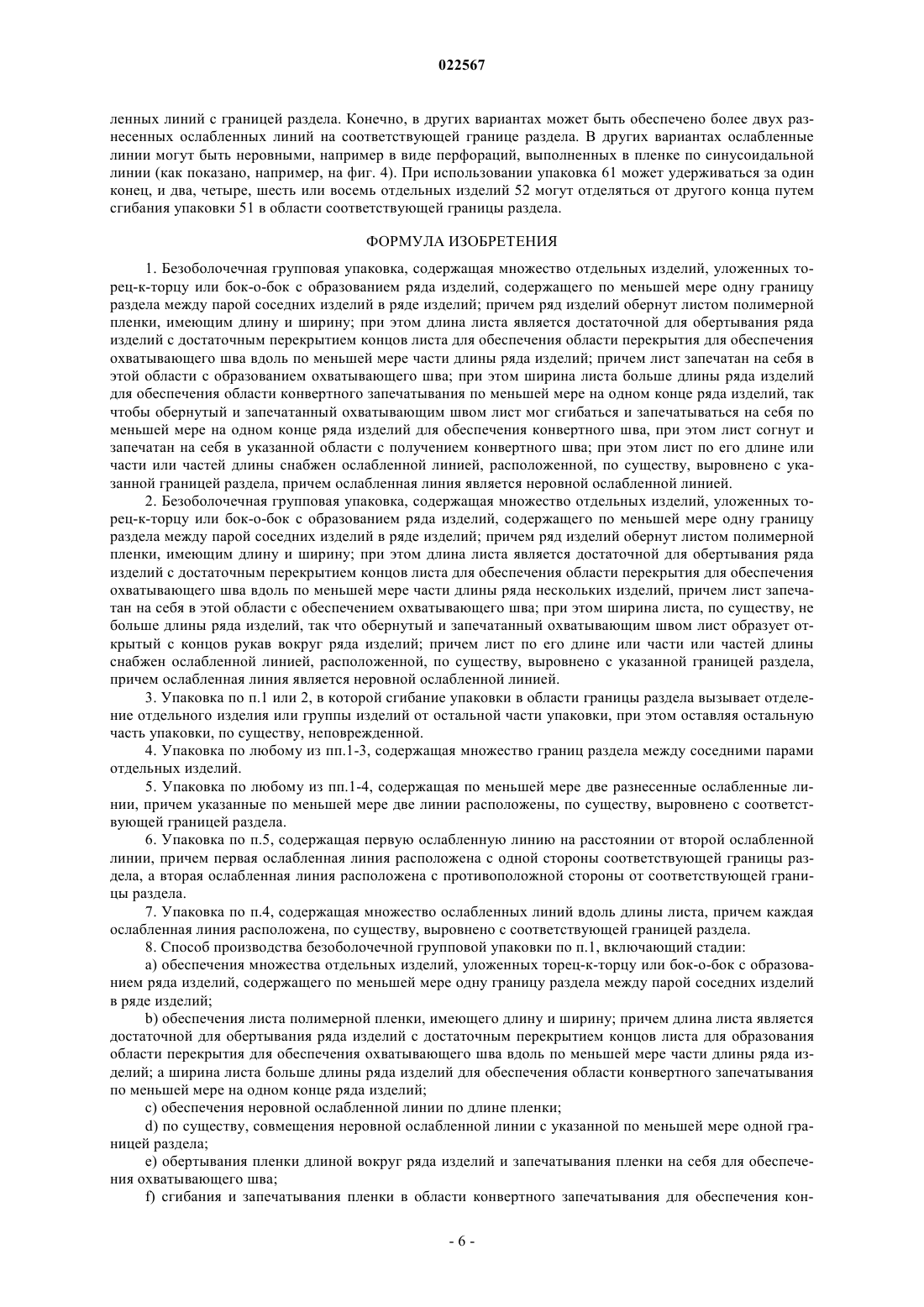
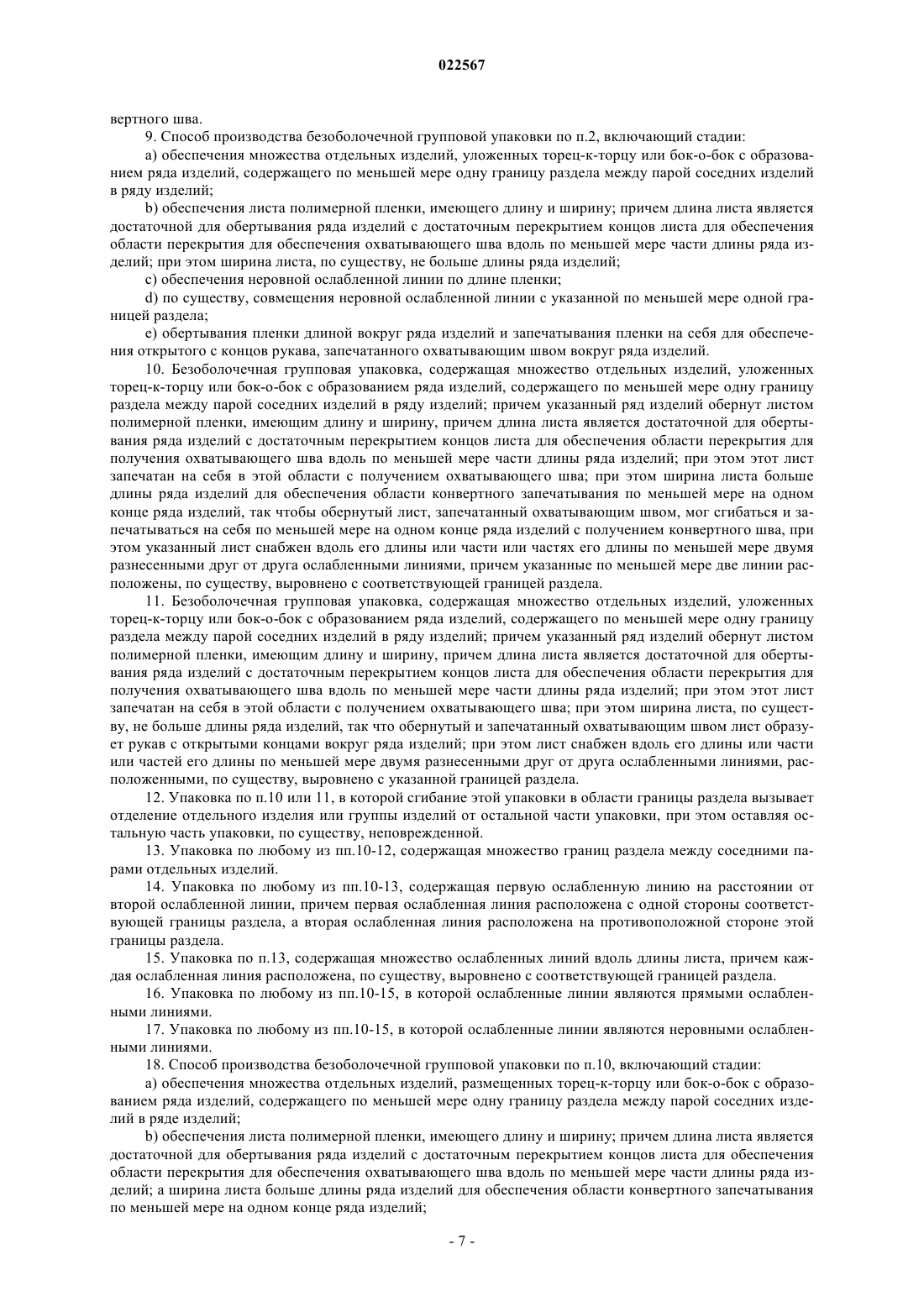
Изобретение касается вариантов безоболочечной групповой упаковки (1, 21, 31, 41, 51),содержащей множество отдельных изделий (2, 32, 52), уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий. Безоболочечная упаковка по изобретению содержит по меньшей мере одну границу раздела (3, 33, 63) между парой соседних изделий в ряде изделий; причем ряд изделий обвернут листом полимерной пленки, который по его длине, или части или частей длины, снабжен одной или по меньшей мере двумя разнесенными друг от друга ослабленными линиями, расположенными, по существу, выровненно с границей раздела, причем указанные ослабленные линии являются неровными ослабленными линиями. Изобретение также касается способов получения указанных безоболочечных групповых упаковок.(71)(73) Заявитель и патентовладелец: ИННОВИА ФИЛМС ЛИМИТЕД (GB) Настоящее изобретение относится к безоболочечной групповой упаковке. Объединение элементов без использования оболочки осуществляют с использованием способа упаковки, в котором множество отдельных элементов (обычно коммерческих изделий) объединяют, а затем непосредственно обертывают в пленку без какой-либо промежуточной упаковки, такой как коробка или труба ("рукав"). Посредством этой упаковочной пленки сгруппированные изделия удерживаются вместе в полученной безоболочечной групповой упаковке. Безоболочечное объединение изделий предоставляет ряд преимуществ, в том числе уменьшение количества упаковочного материала (благодаря исключению потребности в промежуточной упаковке), а в варианте с прозрачной упаковочной пленкой позволяет видеть отдельные изделия. Способ упаковки с безоболочечным объединением изделий особенно полезен для упаковывания относительно жестких изделий и/или изделий, которые не очень подвержены сгибанию, например блоки сигарет, фармацевтические препараты, помещенные в коробки, игральные карты, духи и косметика в упаковках, CD футляры, DVD футляры и т.п. Хотя в этом нет необходимости, обычно такие готовые изделия, по существу, представляют собой блок, обернутый пленкой, так что непосредственно после извлечения из безоболочечной групповой упаковки они затем, например, готовы для помещения на витрину для розничной продажи. Проблеме предотвращения приваривания наружной пленки групповой упаковки к пленочной обертке отдельных изделий посвящена, например, заявка PCT/GB2008/050662 (заявитель). Настоящее изобретение также предусматривает извлечение отдельных изделий из безоболочечной групповой упаковки несложным образом, предпочтительно позволяя извлекать отдельные изделия или группы из безоболочечной групповой упаковки без нарушения целостности остальной части упаковки. Обычно в безоболочечной групповой упаковке, как во многих других типах упаковок, используют термоусадочную пленку для обеспечения тугой обертки. Тугая обертка, требуемая как с практической,так и с эстетической точки зрения, обеспечивается с помощью термоусадочной пленки или другими средствами, но при этом конечные пользователи или розничные продавцы часто испытывают затруднения при извлечении отдельных изделий или групп из безоболочечной групповой упаковки в целом. Причиной этого является то, что пленка может быть настолько туго обернута вокруг сгруппированных изделий, что пользователь не может найти на пленке точку приложения сил для разрывания и удаления наружной пленки. Пользователь может прибегнуть к использованию острого инструмента или большого усилия для содействия процессу открывания, но это может привести к повреждению отдельных изделий или всей упаковки, и в связи с этим привести к высвобождению и рассыпанию всех изделий, хотя пользователь намеревался извлечь из упаковки только одно или несколько изделий. В безоболочечной групповой упаковке отдельные изделия (такие, например, как индивидуально обернутые сигаретные пачки) обычно сгруппированы, состыкованы концами, а затем обернуты в лист упаковочной пленки. Толщина упаковки может варьировать от толщины одного изделия до толщины стопки из двух или трех изделий. Длина упаковки может вмещать от двух до приблизительно двадцати изделий или более, но часто находится в диапазоне от около трех до десяти изделий. Упаковки, вмещающие в длину от приблизительно четырех до приблизительно семи изделий, например, являются обычными для всех безоболочечных блоков сигаретных пачек. В безоболочечных групповых упаковках существует риск повреждения упакованного изделия при использовании, например, острых инструментов для прорывания пленки внешней обертки; и было бы желательно обеспечить готовое средство для открывания таких упаковок вручную. Также было бы желательным обеспечить средства отделения одиночных изделий или групп изделий от основной части упаковки, в то же время сохраняя остальные упакованные изделия, по существу, в неповрежденной упаковке. Настоящее изобретение предлагает несколько вариантов безоболочечной групповой упаковки. Первый вариант безоболочечной групповой упаковки, содержащей множество отдельных изделий,уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержит по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий; причем ряд изделий обернут листом полимерной пленки, имеющим длину и ширину; при этом длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; причем лист запечатан на себя в этой области с образованием охватывающего шва; при этом ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий, так чтобы обернутый и запечатанный охватывающим швом лист мог сгибаться и запечатываться на себя по меньшей мере на одном конце ряда изделий для обеспечения конвертного шва, при этом лист согнут и запечатан на себя в указанной области с получением конвертного шва; при этом лист по его длине или части или частей длины снабжен ослабленной линией, расположенной, по существу,выровнено с указанной границей раздела, причем ослабленная линия является неровной ослабленной линией. Второй вариант безоболочечной групповой упаковки, содержащей множество отдельных изделий,-1 022567 уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержит по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий; причем ряд изделий обернут листом полимерной пленки, имеющим длину и ширину; при этом длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда нескольких изделий, причем лист запечатан на себя в этой области с обеспечением охватывающего шва; при этом ширина листа, по существу, не больше длины ряда изделий, так что обернутый и запечатанный охватывающим швом лист образует открытый с концов рукав вокруг ряда изделий; причем лист по его длине или части или частей длины снабжен ослабленной линией, расположенной, по существу, выровнено с указанной границей раздела, причем ослабленная линия является неровной ослабленной линией. Третий вариант безоболочечной групповой упаковки, содержащей множество отдельных изделий,уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержит по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий; причем указанный ряд изделий обернут листом полимерной пленки, имеющего длину и ширину, причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для получения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом этот лист запечатан на себя в этой области с получением охватывающего шва; при этом ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий, так чтобы обернутый лист, запечатанный охватывающим швом, мог сгибаться и запечатываться на себя по меньшей мере на одном конце ряда изделий с получением конвертного шва, при этом указанный лист снабжен вдоль его длины или части или частях его длины по меньшей мере двумя разнесенными друг от друга ослабленными линиями, причем указанные по меньшей мере две линии расположены, по существу, выровнено с соответствующей границей раздела. Четвертый вариант безоболочечной групповой упаковки, содержащей множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержит по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий; причем указанный ряд изделий обернут листом полимерной пленки, имеющего длину и ширину, причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для получения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом этот лист запечатан на себя в этой области с получением охватывающего шва; при этом ширина листа, по существу, не больше длины ряда изделий, так что обернутый и запечатанный охватывающим швом лист образует рукав с открытыми концами вокруг ряда изделий; при этом лист снабжен вдоль его длины или части или частей его длины по меньшей мере двумя разнесенными друг от друга ослабленными линиями, расположенными, по существу, выровнено с указанной границей раздела. Безоболочечные групповые упаковки по изобретению обеспечивают преимущество, состоящее в том, что посредством сгибания упаковки в области границы раздела отдельное изделие или группа изделий могут быть оторваны от остальной части упаковки, оставляя эту часть, по существу, неповрежденной. Ряд изделий содержит по меньшей мере два отдельных изделия, но может, например, содержать по меньшей мере три или по меньшей мере приблизительно четыре или пять отдельных изделий. Толщина ряда изделий может соответствовать толщине одного изделия или, например, может соответствовать толщине стопки из двух или трех изделий. Когда ряд изделий содержит более двух изделий, возникает соответствующее множество границ раздела в парах соседних изделий. При этом предпочтительно обеспечено множество ослабленных линий вдоль длины листа; причем каждая ослабленная линия расположена, по существу, выровнено с соответствующей границей раздела. Безоболочечная групповая упаковка может содержать по меньшей мере две ослабленные линии,разнесенные друг от друга, причем указанные по меньшей мере две линии расположены, по существу,выровнено с соответствующей границей раздела. Безоболочечная групповая упаковка может содержать первую ослабленную линию на расстоянии от второй ослабленной линии, причем первая ослабленная линия расположена с одной стороны соответствующей границы раздела, а вторая ослабленная линия расположена на противоположной стороне этой границы раздела. Такое расположение допускает более значительную погрешность позиционирования при совмещении ослабленных линий с соответствующей границей раздела. Одна или каждая ослабленная линия может быть обеспечена в листе любыми подходящими средствами, такими как, например, вырубка, надрез или перфорация. Обычно лист выполнен из полимерной пленки, имеющей машинное направление и поперечное направление. Предпочтительно длина листа расположена в машинном направлении и одна или каждая ослабленная линия обеспечена посредством подачи листа в виде полотна к подходящему инструменту для вырубки, надрезания или перфорирования, так что одна или каждая ослабленная линия обеспечена в продольном направлении. Предпочтительно пленка является термоусадочной пленкой, так чтобы после или во время запечатывания пленки вокруг ряда изделий пленка могла быть усажена для плотной посадки. Предпочтительно каждое отдельное изделие имеет, по существу, такую же форму и размеры, что и любое другое отдельное изделие в упаковке. Также предпочтительно, чтобы каждое отдельное изделие имело, по существу, правильную форму, а одна или каждая граница раздела между соседними изделиями была, по существу, прямолинейной границей раздела. Одна или каждая ослабленная линия, выполненная, по существу, выровнено с границей раздела между соседними упаковками, может быть, по существу, прямолинейной ослабленной линией. Однако авторами обнаружено, что особенно предпочтительно, если одна или каждая ослабленная линия имеет неровную конфигурацию. Например, одна или каждая ослабленная линия может быть зигзагообразной или, например, синусоидальной. Это допускает более значительные погрешности позиционирования при совмещении одной или каждой ослабленных линий с границей раздела. Одна или каждая ослабленная линия является непрерывной или прерывистой и может содержать ряд повторяющихся участков. Предпочтительно одна или каждая ослабленная линия является неровной ослабленной линией. Более предпочтительно одна или каждая ослабленная линия является неровной ослабленной линией, повторяющей неровность изделия, если оно само является неровным. Под "неровностью" предпочтительно следует понимать, что одна или каждая ослабленная линия продолжается последовательно то выше, то ниже продольной оси, проходящей вдоль длины одной или каждой ослабленной линии через ее центр. Изобретение также обеспечивает способы изготовления безоболочечных упаковок по каждому из четырех вышеуказанных вариантов. Способ производства безоболочечной групповой упаковки по первому варианту включает стадии:a) обеспечения множества отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для образования области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий;c) обеспечения неровной ослабленной линии по длине пленки;d) по существу, совмещения неровной ослабленной линии с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя для обеспечения охватывающего шва;f) сгибания и запечатывания пленки в области конвертного запечатывания для обеспечения конвертного шва. Способ производства безоболочечной групповой упаковки по второму варианту включает стадии: а) обеспечения множества отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом ширина листа, по существу, не больше длины ряда изделий;c) обеспечения неровной ослабленной линии по длине пленки;d) по существу, совмещения неровной ослабленной линии с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя для обеспечения открытого с концов рукава, запечатанного охватывающим швом вокруг ряда изделий. Способ производства безоболочечной групповой упаковки по третьему варианту включает стадии:a) обеспечения множества отдельных изделий, размещенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий;c) обеспечения по длине пленки по меньшей мере двух разнесенных друг от друга ослабленных линий;d) по существу, выравнивания указанных ослабленных линий с указанной по меньшей мере однойe) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя с получением охватывающего шва;f) сгибания и запечатывания пленки на себя в области конвертного запечатывания с получением конвертного шва. Способ производства безоболочечной групповой упаковки по четвертому варианту включает стадии:a) обеспечения множества отдельных изделий, размещенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа, по существу, не больше длины ряда изделий;c) обеспечения по длине пленки по меньшей мере двух разнесенных друг от друга ослабленных линий;d) по существу, выравнивания указанных ослабленных линий с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя с получением вокруг ряда изделий запечатанного охватывающим швом рукава с открытыми концами. Пленки, используемые в соответствии с настоящим изобретением, могут иметь различные толщины согласно требованиям изобретения. Например, они могут быть толщиной от около 10 до около 240 мкм и предпочтительно от около 50 до около 90 мкм. Ослабленная линия в пленке предпочтительно тоньше остальной части пленки, например она на 1, 2, 5, 10, 20 или на 50% является более тонкой, чем основная часть пленки, или ослабленная линия может продолжаться через всю или через, по существу, всю толщину пленки. Пленки, используемые в настоящем изобретении, до нанесения какого-либо слоя покрытия и/или поверхностного слоя или изоляционного слоя могут содержать любой подходящий полимерный пленочный субстрат (подложку), например, такой как пленки, изготовленные из биополимеров, таких как любые описанные ниже (предпочтительно полилактовые, полигалактовые и/или целлюлозные пленки (например, микробиологическая и/или регенерированная пленка на основе целлюлозы); термопластические пленки, полимерные пленки (например, пленки, содержащие полиолефины (например, полипропилен и/или полиэтилен), полиуретаны, (поливинилгалоиды (например, поливинилхлорид), сложные полиэфиры (например, полиэтилентерефталат), полиамиды (например, нейлоны) и/или неуглеводородные полимеры); и/или многослойные, и/или композитные листы, образованные посредством любых подходящих комбинаций и/или их композиций. Подходящие пленочные субстраты поэтому включают полиолефиновые пленки, но также и полиамидные пленки, пленки из полиуретана, на основе производства целлюлозы и PLA-пленки. Пленки по изобретению могут состоять только из одного слоя или могут содержать множество слоев. Когда слоев несколько, они могут быть объединены ламинированием и/или ко-экструзией, и/или покрытием, и/или экструзией покрытия из расплава. Пленки могут быть обработаны иным образом (например, посредством обработки коронным разрядом) для улучшения определенных характеристик пленки; пригодности для печати или, например, адгезии покрытия. Пленки по изобретению могут содержать одну или более добавок, таких как краски, пигменты, красители; порообразующих добавок; металлизированные и/или псевдометаллизированные покрытия (например, алюминий); масла, антиокислители (антиоксиданты), поверхностно-активные агенты, добавки для жесткости, добавки для придания блеска, агенты для ускорения деградации, материалы, ослабляющие воздействие УФ-излучения (например, УФ-стабилизаторы); добавки для обеспечения запечатываемости, вещество для повышения клейкости, антиблокирующие агенты, добавки для улучшения адгезии краски для печати и/или пригодности для печатания, сшивающие агенты; противоскользящие добавки и т.п. Настоящее изобретение описано далее только в качестве примера со ссылкой на сопровождающие чертежи, на которых: фиг. 1 - вид безоболочечной групповой упаковки в перспективе согласно первому варианту изобретения; фиг. 2 - вид безоболочечной групповой упаковки в перспективе согласно второму варианту изобретения; фиг. 3 - вид безоболочечной групповой упаковки в перспективе согласно третьему варианту изобретения; фиг. 4 - вид безоболочечной групповой упаковки в перспективе согласно четвертому варианту изобретения; фиг. 5 - вид безоболочечной групповой упаковки в перспективе согласно пятому варианту изобре-4 022567 тения; фиг. 6 - вид безоболочечной групповой упаковки в перспективе согласно шестому варианту изобретения. На фиг. 1 показана безоболочечная групповая упаковка 1, содержащая группу из десяти отдельных изделий 2, уложенных по два в высоту и по пять по длине ряда изделий. Каждое отдельное изделие 2 размещено бок-о-бок с соседним изделием, с границей раздела 3 между ними. Пленка 4 для объединения изделий в группу обернута вокруг ряда изделий и запечатана на себя посредством охватывающего шва(не показан, так как он находится на нижней стороне описываемой упаковки 1). Конвертный шов 5 выполнен на каждом конце упаковки 1, хотя только один такой конец показан на фиг. 1. Ослабленные линии 6 в машинном направлении пленки 4 обеспечены, по существу, выровнено с каждой границей раздела 3, а в варианте, показанном на фиг. 1, представляют собой прямолинейную перфорацию в пленке. При использовании упаковка 1 может удерживаться за один конец, и два, четыре, шесть или восемь отдельных изделий 2 могут быть отделены с другого конца посредством сгибания упаковки 1 в области соответствующей границы 3 раздела. На фиг. 2 показана безоболочечная групповая упаковка 21 с признаками, подобными описанным в связи с фиг. 1, за исключением того, что ослабленные линии 26 содержат перфорацию в пленке по синусоидальной линии. На фиг. 3 показана безоболочечная групповая упаковка 31, содержащая группу из десяти отдельных изделий 32, уложенных по два в высоту и по пять по длине ряда. Каждое отдельное изделие 32 расположено бок-о-бок с соседним изделием и с границей раздела 33 между ними. Пленка 34 для объединения в группу обернута вокруг ряда и запечатана охватывающим швом (не показан, так как он находится на нижней стороне описываемой упаковки 31). Ширина пленки 34, по существу, не превышает длину ряда изделий, так что пленка 34 образует открытый с концов рукав вокруг ряда изделий. Ослабленные линии 36 в продольном направлении пленки 34 выполнены, по существу, выровнено с каждой границей раздела 33 и, в варианте, показанном на фиг. 3, представляют собой прямолинейную перфорацию в пленке. При использовании упаковка 31 может удерживаться за один конец, и два, четыре, шесть или восемь отдельных изделий 32 могут быть отделены от другого конца путем сгибания упаковки 31 в области соответствующей границы раздела 33. На фиг. 4 показана безоболочечная групповая упаковка 41 с аналогичными признаками, описанными в связи с фиг. 3, за исключением того, что ослабленные линии 46 представляют собой перфорацию пленки по синусоидальной линии. На фиг. 5 показана безоболочечная групповая упаковка 51, содержащая группу из десяти отдельных изделий 52, уложенных по два в высоту и по пять по длине ряда изделий. Каждое отдельное изделие 2 расположено бок-о-бок с соседним изделием, с границей 53 раздела между ними. Пленка 54 для объединения в группу обернута вокруг ряда изделий и запечатана на себя посредством охватывающего шва (не показан, так как он находится на нижней стороне описываемой упаковки 51). Конвертный шов 55 выполнен на каждом конце упаковки 51, хотя только один такой конец показан на фиг. 5. Ослабленные линии 56 а и 56b в машинном направлении пленки 54 выполнены, по существу, выровнено с каждой границей раздела 53, а в варианте, показанном на фиг. 5, представляют собой прямолинейную перфорацию в пленке 54. Первая ослабленная линия 56 а находится на расстоянии от второй ослабленной линии 56b; при этом первая ослабленная линия 56 а расположена на одной стороне 57 а от соответствующей границы раздела 53, а вторая ослабленная линия 56b расположена на противоположной стороне 57b от соответствующей границы раздела 53. Такое расположение допускает увеличенную погрешность позиционирования при совмещении ослабленной линии с соответствующей границей раздела. Конечно, в других вариантах могут быть выполнены более двух разнесенных ослабленных линий на соответствующей границе раздела. В других вариантах ослабленные линии могут быть неровными ослабленными линиями, например, в виде перфорации по синусоидальной линии (как показано, например, на фиг. 2). При использовании упаковка 51 может удерживаться за один конец, и два, четыре, шесть или восемь отдельных изделий 52 могут отделяться от другого конца путем сгибания упаковки 51 в области соответствующей границы 53 раздела. На фиг. 6 показана безоболочечная групповая упаковка 61, содержащая группу из десяти отдельных изделий 62, уложенных по два в высоту и по пять в длину ряда. Каждое отдельное изделие 2 расположено бок-о-бок с соседним изделием, с границей раздела 63 между ними. Пленка 64 для объединения в группу обернута вокруг ряда и запечатана посредством охватывающего шва (не показан, так как он находится на нижней стороне описываемой упаковки 61). Ширина пленки 64, по существу, не больше длины ряда изделий, так что пленка 64 образует открытый с концов рукав вокруг ряда изделий. Ослабленные линии 66 а и 66b в машинном направлении пленки 64, по существу, выровнены с каждой границей раздела 63, а в варианте, показанном на фиг. 6, представляют собой прямолинейную перфорацию в пленке. Первая ослабленная линия 66 а находится на расстоянии от второй ослабленной линии 66b; первая ослабленная линия 66 а расположена на одной стороне 57 а от соответствующей границы раздела 63, а вторая ослабленная линия 66b расположена на противоположной стороне 67b от границы раздела 63. Такое расположение допускает увеличенную погрешность позиционирования при совмещении ослаб-5 022567 ленных линий с границей раздела. Конечно, в других вариантах может быть обеспечено более двух разнесенных ослабленных линий на соответствующей границе раздела. В других вариантах ослабленные линии могут быть неровными, например в виде перфораций, выполненных в пленке по синусоидальной линии (как показано, например, на фиг. 4). При использовании упаковка 61 может удерживаться за один конец, и два, четыре, шесть или восемь отдельных изделий 52 могут отделяться от другого конца путем сгибания упаковки 51 в области соответствующей границы раздела. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий; причем ряд изделий обернут листом полимерной пленки, имеющим длину и ширину; при этом длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; причем лист запечатан на себя в этой области с образованием охватывающего шва; при этом ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий, так чтобы обернутый и запечатанный охватывающим швом лист мог сгибаться и запечатываться на себя по меньшей мере на одном конце ряда изделий для обеспечения конвертного шва, при этом лист согнут и запечатан на себя в указанной области с получением конвертного шва; при этом лист по его длине или части или частей длины снабжен ослабленной линией, расположенной, по существу, выровнено с указанной границей раздела, причем ослабленная линия является неровной ослабленной линией. 2. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий; причем ряд изделий обернут листом полимерной пленки, имеющим длину и ширину; при этом длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда нескольких изделий, причем лист запечатан на себя в этой области с обеспечением охватывающего шва; при этом ширина листа, по существу, не больше длины ряда изделий, так что обернутый и запечатанный охватывающим швом лист образует открытый с концов рукав вокруг ряда изделий; причем лист по его длине или части или частей длины снабжен ослабленной линией, расположенной, по существу, выровнено с указанной границей раздела,причем ослабленная линия является неровной ослабленной линией. 3. Упаковка по п.1 или 2, в которой сгибание упаковки в области границы раздела вызывает отделение отдельного изделия или группы изделий от остальной части упаковки, при этом оставляя остальную часть упаковки, по существу, неповрежденной. 4. Упаковка по любому из пп.1-3, содержащая множество границ раздела между соседними парами отдельных изделий. 5. Упаковка по любому из пп.1-4, содержащая по меньшей мере две разнесенные ослабленные линии, причем указанные по меньшей мере две линии расположены, по существу, выровнено с соответствующей границей раздела. 6. Упаковка по п.5, содержащая первую ослабленную линию на расстоянии от второй ослабленной линии, причем первая ослабленная линия расположена с одной стороны соответствующей границы раздела, а вторая ослабленная линия расположена с противоположной стороны от соответствующей границы раздела. 7. Упаковка по п.4, содержащая множество ослабленных линий вдоль длины листа, причем каждая ослабленная линия расположена, по существу, выровнено с соответствующей границей раздела. 8. Способ производства безоболочечной групповой упаковки по п.1, включающий стадии:a) обеспечения множества отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для образования области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий;c) обеспечения неровной ослабленной линии по длине пленки;d) по существу, совмещения неровной ослабленной линии с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя для обеспечения охватывающего шва;f) сгибания и запечатывания пленки в области конвертного запечатывания для обеспечения кон-6 022567 вертного шва. 9. Способ производства безоболочечной групповой упаковки по п.2, включающий стадии:a) обеспечения множества отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом ширина листа, по существу, не больше длины ряда изделий;c) обеспечения неровной ослабленной линии по длине пленки;d) по существу, совмещения неровной ослабленной линии с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя для обеспечения открытого с концов рукава, запечатанного охватывающим швом вокруг ряда изделий. 10. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий; причем указанный ряд изделий обернут листом полимерной пленки, имеющим длину и ширину, причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для получения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом этот лист запечатан на себя в этой области с получением охватывающего шва; при этом ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий, так чтобы обернутый лист, запечатанный охватывающим швом, мог сгибаться и запечатываться на себя по меньшей мере на одном конце ряда изделий с получением конвертного шва, при этом указанный лист снабжен вдоль его длины или части или частях его длины по меньшей мере двумя разнесенными друг от друга ослабленными линиями, причем указанные по меньшей мере две линии расположены, по существу, выровнено с соответствующей границей раздела. 11. Безоболочечная групповая упаковка, содержащая множество отдельных изделий, уложенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряду изделий; причем указанный ряд изделий обернут листом полимерной пленки, имеющим длину и ширину, причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для получения охватывающего шва вдоль по меньшей мере части длины ряда изделий; при этом этот лист запечатан на себя в этой области с получением охватывающего шва; при этом ширина листа, по существу, не больше длины ряда изделий, так что обернутый и запечатанный охватывающим швом лист образует рукав с открытыми концами вокруг ряда изделий; при этом лист снабжен вдоль его длины или части или частей его длины по меньшей мере двумя разнесенными друг от друга ослабленными линиями, расположенными, по существу, выровнено с указанной границей раздела. 12. Упаковка по п.10 или 11, в которой сгибание этой упаковки в области границы раздела вызывает отделение отдельного изделия или группы изделий от остальной части упаковки, при этом оставляя остальную часть упаковки, по существу, неповрежденной. 13. Упаковка по любому из пп.10-12, содержащая множество границ раздела между соседними парами отдельных изделий. 14. Упаковка по любому из пп.10-13, содержащая первую ослабленную линию на расстоянии от второй ослабленной линии, причем первая ослабленная линия расположена с одной стороны соответствующей границы раздела, а вторая ослабленная линия расположена на противоположной стороне этой границы раздела. 15. Упаковка по п.13, содержащая множество ослабленных линий вдоль длины листа, причем каждая ослабленная линия расположена, по существу, выровнено с соответствующей границей раздела. 16. Упаковка по любому из пп.10-15, в которой ослабленные линии являются прямыми ослабленными линиями. 17. Упаковка по любому из пп.10-15, в которой ослабленные линии являются неровными ослабленными линиями. 18. Способ производства безоболочечной групповой упаковки по п.10, включающий стадии:a) обеспечения множества отдельных изделий, размещенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа больше длины ряда изделий для обеспечения области конвертного запечатывания по меньшей мере на одном конце ряда изделий;c) обеспечения по длине пленки по меньшей мере двух разнесенных друг от друга ослабленных линий;d) по существу, выравнивания указанных ослабленных линий с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя с получением охватывающего шва;f) сгибания и запечатывания пленки на себя в области конвертного запечатывания с получением конвертного шва. 19. Способ производства безоболочечной групповой упаковки по п.11, включающий стадии:a) обеспечения множества отдельных изделий, размещенных торец-к-торцу или бок-о-бок с образованием ряда изделий, содержащего по меньшей мере одну границу раздела между парой соседних изделий в ряде изделий;b) обеспечения листа полимерной пленки, имеющего длину и ширину; причем длина листа является достаточной для обертывания ряда изделий с достаточным перекрытием концов листа для обеспечения области перекрытия для обеспечения охватывающего шва вдоль по меньшей мере части длины ряда изделий; а ширина листа, по существу, не больше длины ряда изделий;c) обеспечения по длине пленки по меньшей мере двух разнесенных друг от друга ослабленных линий;d) по существу, выравнивания указанных ослабленных линий с указанной по меньшей мере одной границей раздела;e) обертывания пленки длиной вокруг ряда изделий и запечатывания пленки на себя с получением вокруг ряда изделий запечатанного охватывающим швом рукава с открытыми концами.
МПК / Метки
МПК: B65D 85/10, B65D 5/54, B65D 75/58, B65B 11/00, B65B 11/48
Метки: упаковка, групповая, безоболочечная
Код ссылки
<a href="https://eas.patents.su/10-22567-bezobolochechnaya-gruppovaya-upakovka.html" rel="bookmark" title="База патентов Евразийского Союза">Безоболочечная групповая упаковка</a>
Бескорпусная групповая упаковка
Номер патента: 17241
Опубликовано: 30.10.2012
Авторы: Йешке Майкл, Сингх Шалендра
МПК: B65D 71/00, B32B 27/32
Метки: бескорпусная, групповая, упаковка
Формула / Реферат:
1. Способ получения бескорпусной групповой упаковки из упорядоченных упаковок, индивидуально обернутых в пленочный полиолефиновый материал с использованием пленки для бескорпусной групповой упаковки, включающей полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А на внутренней поверхности пленки для бескорпусной групповой упаковки и полиолефиновый наружный свариваемый слой В на наружной поверхности пленки для бескорпусной...
Антикоррозионная упаковка
Номер патента: 19216
Опубликовано: 28.02.2014
Авторы: Блик Юрий Анатольевич, Ласкевич Александр Исаевич
МПК: B65D 81/26, C23F 11/02
Метки: антикоррозионная, упаковка
Формула / Реферат:
Антикоррозионная упаковка, состоящая из упаковочного материала и ингибитора коррозии, отличающаяся тем, что в качестве упаковочного материала содержит полиэтилен, включающий в свой состав ингибитор коррозии, а в качестве ингибитора содержит лауриновую кислоту, каприловую кислоту и морфолин, при следующем соотношении компонентов, мас.%:
лауриновая кислота - 20,5,
каприловая кислота - 44,0,
морфолин - 35,5.
Упаковка для курительных изделий
Номер патента: 6729
Опубликовано: 28.04.2006
Авторы: Брей Эндрью Джонатан, Холфорд Стивен, Стьюарт-Кокс Адриан Рой, Тирл Алан Дуглас
МПК: B65D 85/10
Метки: курительных, упаковка, изделий
Формула / Реферат:
1. Упаковка с откидной крышкой для курительных изделий, у которой угол Ф, образованный двумя прямыми линиями, одна из которых представляет собой край задней стенки коробки упаковки, а вторая линия проходит через ось поворота откидной крышки и верхний край передней стенки коробки, составляет менее 30ш. 2. Упаковка по п.1, у которой отношение расстояния от верхнего края передней стенки коробки до нижней точки верхнего края вкладыша к высоте...
Сохраняющая свежесть упаковка для удлиненных изделий
Номер патента: 10192
Опубликовано: 30.06.2008
Авторы: Хоулдсворт Майкл, Шемла Марк, Вайсс Жак, Стротерс Саймон, Бейли Томас
МПК: B65D 85/10
Метки: сохраняющая, упаковка, удлиненных, изделий, свежесть
Формула / Реферат:
1. Упаковка (10), содержащая удлиненное изделие или множество удлиненных изделий, при этом упаковка (10) находится под давлением до первого открывания. 2. Упаковка (10) по п.1, отличающаяся тем, что перед первым открыванием давление внутри упаковки (10) превышает давление снаружи упаковки (10). 3. Упаковка (10) по любому из пп.1 или 2, отличающаяся тем, что давление внутри упаковки (10) на по меньшей мере около 50 мбар, предпочтительно на менее...
Упаковка
Номер патента: 16991
Опубликовано: 30.08.2012
Автор: Кумасака Ёсинори
МПК: B65D 33/00, B65D 30/10, B65D 33/28...
Метки: упаковка
Формула / Реферат:
1. Упаковка для хранения изделий, содержащая пакет с расположенным внутри контейнером для хранения изделий и соединенный с контейнером в его средней части, в котором удлиненная часть пакета выступает наружу контейнера от его средней части в продольном направлении, при этомудлиненная часть пакета выполнена с возможностью изменения положения из первого состояния, в котором удлиненная часть пакета выступает наружу контейнера, к второму состоянию, в...
Предыдущий патент: Катионный фторированный полимер и способ обработки нефтегазоносного пласта с его использованием
Следующий патент: Способ и система для непрерывной упаковки в мешки
Случайный патент: Легкий элемент конструкции для строительства зданий и способ строительства зданий с его применением