Пакет из первого и второго слоев, панель и пуленепробиваемое изделие, состоящее из пакета или панели
Номер патента: 19783
Опубликовано: 30.06.2014
Авторы: Йонгедейк Марсел, Путтен Ван Кун, Эс Ван Мартин Антониус
Формула / Реферат
1. Пуленепробиваемый пакет, содержащий первый и второй слои, в котором первый слой включает вытянутые полимерные волокна и, при необходимости, связующее и второй слой включает вытянутые полимерные ленты, причем полимер первого слоя выбран из группы, состоящей из полиолефинов, полиэфиров, поливиниловых спиртов, полиакрилонитрилов, полиамидов, жидкокристаллических полимеров и лестничных полимеров, и полимер второго слоя выбран из группы, состоящей из полиолефинов, полиэфиров, поливиниловых спиртов, полиакрилонитрилов и полиамидов.
2. Пакет по п.1, в котором по меньшей мере один из первого и/или второго слоев включает тканый материал из вытянутых полимерных волокон и/или полимерных лент соответственно.
3. Пакет по пп.1, 2, в котором первый слой включает вытянутые полимерные волокна с параллельной ориентацией, причем ориентация указанных волокон в соседних первых слоях отличается на угол 20-160°.
4. Пакет по пп.1-3, в котором несколько первых и/или вторых слоев сгруппированы вместе.
5. Пакет по пп.1-4, в котором общая поверхностная плотность вторых слоев составляет 1-50% полной поверхностной плотности пакета.
6. Пакет по пп.1-5, в котором объемное процентное содержание вытянутых полимерных волокон в первом слое составляет 70-98%.
7. Пакет по пп.1-6, в котором полимер первого слоя выбран из группы, состоящей из поли(п-фенилентерефталамида), полибензимидазола, полибензоксазола, поли(1,4-фенил-2,6-бензо-бис-оксазола) или поли(2,6-диимидазо[4,5-b-4',5'-е]пиридилен-1,4-(2,5-дигидрокси)фенилена).
8. Пакет по п.1, в котором полимер в первом или втором слое является полиолефином, предпочтительно полиэтиленом.
9. Пакет по п.8, в котором полиэтилен является полиэтиленом сверхвысокой молекулярной массы.
10. Пакет по п.1, в котором волокна и ленты изготовлены из полиэтилена сверхвысокой молекулярной массы.
11. Пакет по п.1, в котором второй слой, содержащий вытянутые полимерные ленты, не содержит связующего.
12. Пуленепробиваемая панель, включающая пакеты по пп.1-11, соединенные прессованием.
13. Панель по п.12, в которой первый слой включает вытянутые полимерные волокна с параллельной ориентацией, помещенные в матрицу, и второй слой включает вытянутые полимерные ленты.
14. Пуленепробиваемое изделие, включающее пакет или панель по любому из предшествующих пунктов.
15. Пуленепробиваемое изделие по п.14, в котором несколько вторых слоев пакета сгруппированы вместе, причем эта группа вторых слоев размещена со стороны удара.

Текст
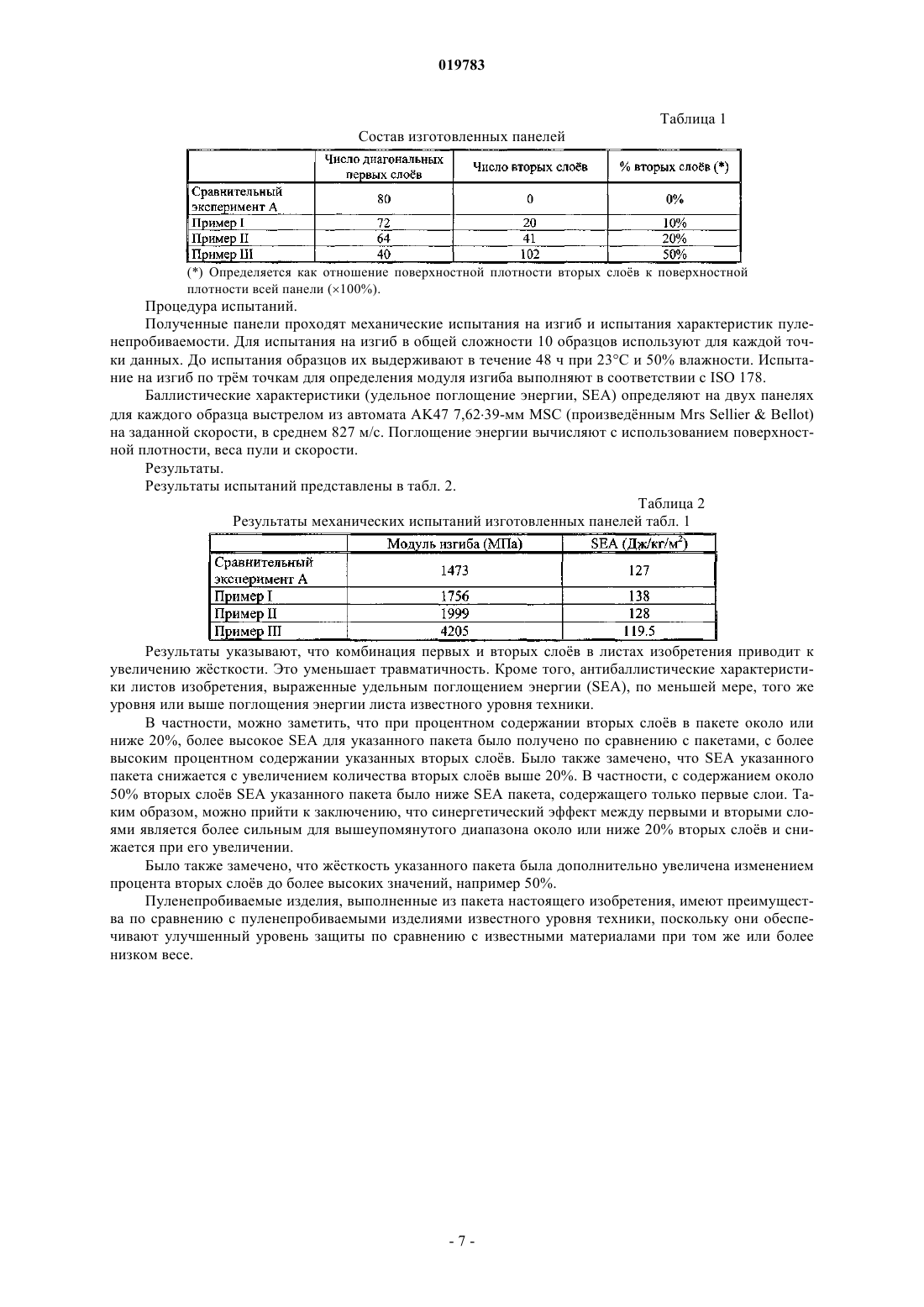
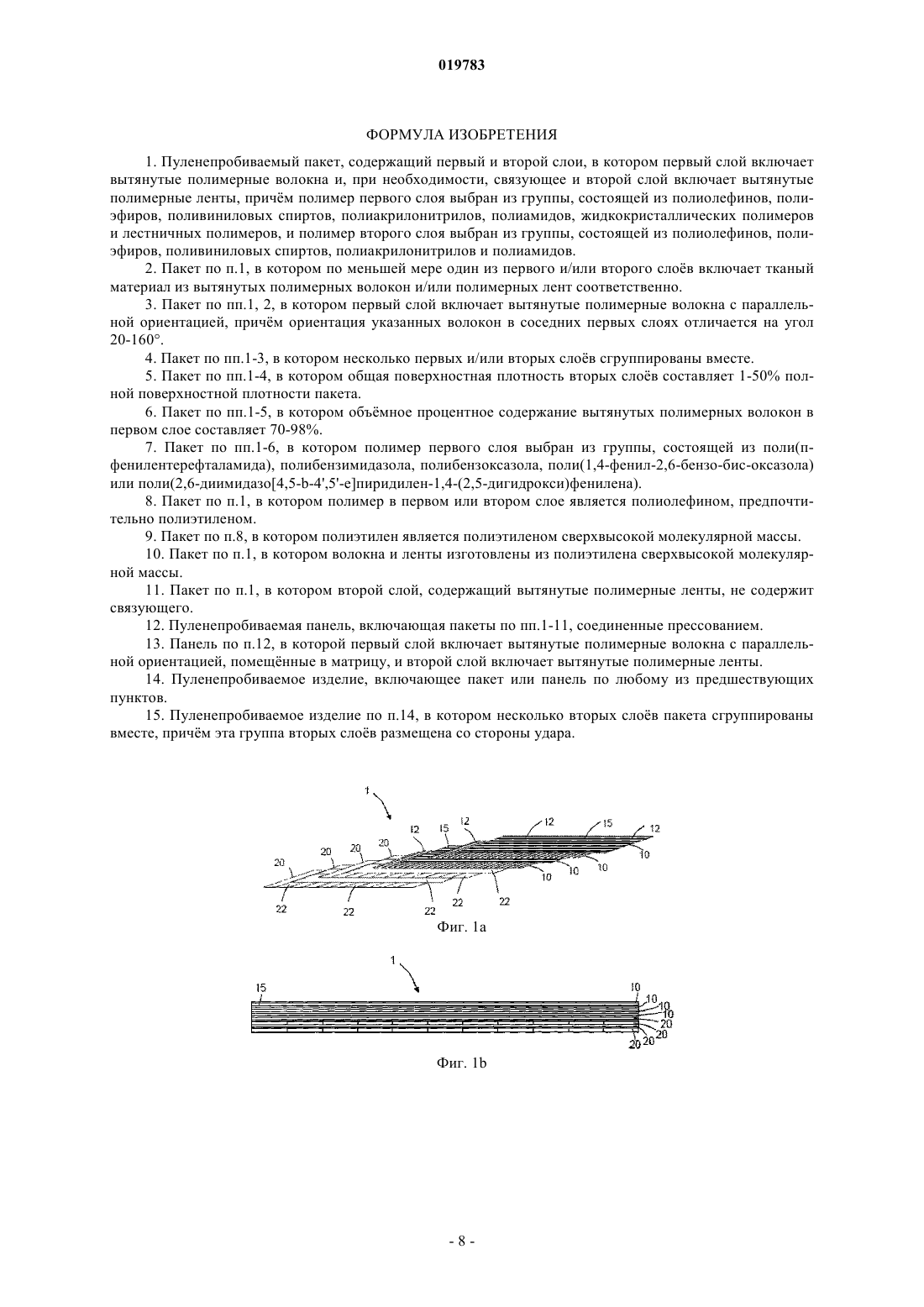
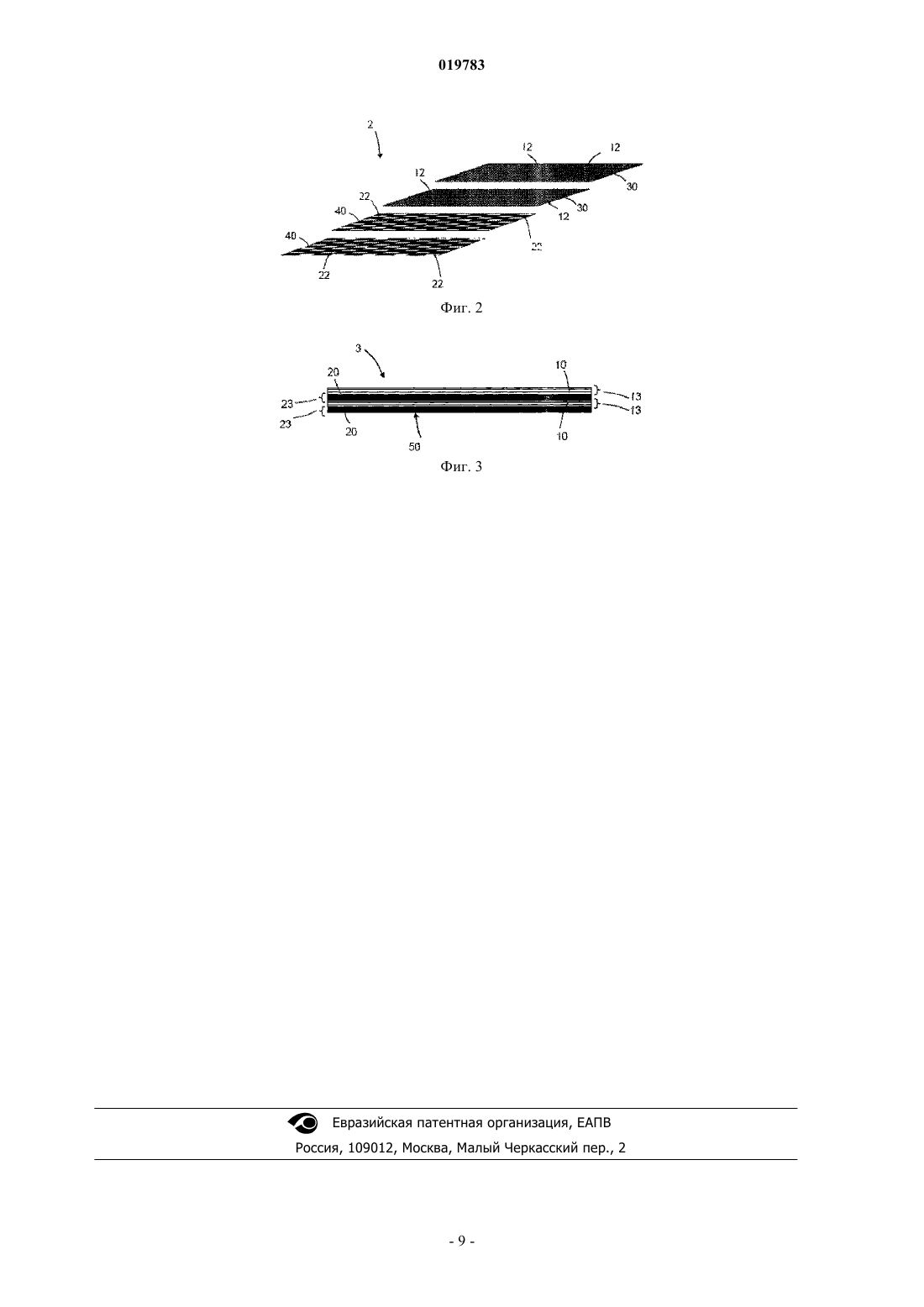
ПАКЕТ ИЗ ПЕРВОГО И ВТОРОГО СЛОВ, ПАНЕЛЬ И ПУЛЕНЕПРОБИВАЕМОЕ ИЗДЕЛИЕ, СОСТОЯЩЕЕ ИЗ ПАКЕТА ИЛИ ПАНЕЛИ Изобретение относится к пакету, содержащему первый и второй слои. Первые слои включают вытянутые полимерные волокна и при необходимости связующее, и вторые слои включают вытянутые полимерные ленты. Изобретение также относится к панели, включающей объединнный пакет, и к пуленепробиваемому изделию, включающему пакет или панель. Йонгедейк Марсел, Путтен ван Кун,Эс ван Мартин Антониус (NL) Воль О.И. (RU)(71)(73) Заявитель и патентовладелец: ДСМ АйПи АССЕТС Б.В. (NL) Изобретение относится к пакету, содержащему первый и второй слои, панели, содержащей объединнный пакет из таких первого и второго слов, и пуленепробиваемое изделие, включающее указанные пакет или панель. Объединнный пакет из первого и второго слов из вытянутых полимерных волокон известен изUS 6893704 B1. Эта публикация раскрывает пакет, содержащий множество слов, состоящих из волокон из полиэтилена сверхвысокой молекулярной массы с параллельной ориентацией, заделанных в связующую матрицу, причм направление или ориентация укладки волокон в двух последующих слоях различается. Пакет используют для изготовления панелей прессованием в так называемое жесткое пуленепробиваемое изделие. Пуленепробиваемое изделие с удовлетворительной жсткостью требует совмещения высокой жсткости с хорошей способностью поглощать энергию. Высокая жсткость обычно способствует снижению так называемой запреградной травмы, образующейся при воздействии на объект. Требования обладать жсткостью и способностью поглощать энергию в некоторой степени противоречивы, при оптимизации одного может быть ухудшено и обычно ухудшается другое. В связи с этим крайне желательно создание(объединнного) пакета и пуленепробиваемого изделия из него, которое совмещает оба требования. Хотя пакет в соответствии с US 6893704 В 1 демонстрирует удовлетворительные характеристики пуленепробиваемости, эти характеристики могут быть дополнительно улучшены. Целью изобретения является создание пакета, который может быть объединн, по меньшей мере, со свойствами, подобными пуленепробиваемости материала известного уровня техники, причм пакет или объединнная панель являются простыми в изготовлении. Эта цель достигается в изобретении созданием пакета, содержащего первый и второй слои, причм первый слой содержит вытянутые полимерные волокна и, при необходимости, связующее и второй слой содержит полимерные ленты. Комбинирование двух типов слов в пакет и объединение пакета неожиданно позволило создать панель, также называемую листом с соответствующим или улучшенным уровнем поглощения энергии и жсткостью. В отдельных осуществлениях настоящего изобретения, приведнных далее, пакет изобретения улучшает пуленепробиваемые свойства листа до неожиданно высокой степени по сравнению с известным уровнем техники. Предполагают, что это вызвано синергетическим эффектом между первым и вторым слоями. Первый слой пакета изобретения предпочтительно изготавливают расположением множества параллельно ориентированных вытянутых полимерных волокон на подходящей поверхности и их фиксацией вместе, например заделыванием волокон в подходящий материал матрицы. Другим способом изготовления первого слоя в соответствии с изобретением является совместная протяжка множества близко расположенных параллельных ориентированных волокон через подходящий материал матрицы и расположение волокон на подходящей поверхности. Для облегчения смачиваемости волокон вязкость материала матрицы может быть снижена нагревом или добавлением растворителей. В последнем случае растворители удаляются за счт испарения из первого слоя и могут быть использованы в дальнейших технологических процессах. Второй слой пакета изобретения предпочтительно изготавливают расположением множества вытянутых полимерных лент ориентированных параллельно с продольными кромками, расположенными как можно ближе друг к другу, предпочтительно вплоть до соприкосновения. Однако для возможного промышленного изготовления такого второго слоя с экономически приемлемой скоростью возможно наличие промежутка между соседними лентами, такой промежуток предпочтительно составляет менее 2 мм. Другой возможностью является частичное перекрывание лент вдоль продольной кромки. Ещ одной возможностью является расположение тонкой полимерной плнки над лентами для создания связанного второго слоя. Подходящей является полиолефиновая, предпочтительно полиэтиленовая плнка толщиной 5-15 мкм. Хотя второй слой в соответствии с изобретением предпочтительно изготавливают расположением множества лент с продольной кромкой друг против друга, второй слой, выполненный только из одной ленты (достаточно широкой), также входит в объм изобретения, если лента или плнка действительно обладает требуемыми механическими свойствами, указанными далее. В другом предпочтительном осуществлении второй слой может включать ленты, сплетнные в тканые структуры из лент,вместо параллельного расположения лент. Плнки второго слоя могут быть изготовлены вытяжкой плнки. Плнки могут быть изготовлены загрузкой порошка полимера между бесконечных лент, прямым прессованием порошка полимера при температуре ниже его точки плавления и прокаткой получаемого прямым прессованием полимера, с формированием при этом плнки. Другой предпочтительный процесс формирования плнок включает загрузку полимера в экструдер, экструзию плнки при температуре выше точки плавления полимера и вытяжку экструдированной полимерной плнки. При необходимости до загрузки полимера в экструдер полимер может быть смешан с подходящим жидким органическим соединением, например, для формирования геля, что предпочтительно в случае использования полиэтилена сверхвысокой молекулярной массы. Вытяжку, предпочтительно одноосную вытяжку, плнки для получения ленты можно проводить способами известного уровня техники. Такие способы включают экструзию с вытяжкой и упрочнением при растяжении на подходящем оборудовании. Для достижения повышенной механической прочности и жсткости вытяжку можно проводить в несколько стадий. Получаемые вытянутые ленты могут быть использованы как таковые для изготовления указанного второго слоя или они могут быть разрезаны до требуемой ширины или расщеплены по направлению вытяжки. Предпочтительно указанный второй слой получают из нерасщеплнных лент. Это приводит к снижению числа технологических стадий. Ширина изготовленных таким образом однонаправленных лент ограничена только шириной плнки, из которой они изготовлены. Предпочтительно ширина лент более 2 мм, более предпочтительно 5 мм и наиболее предпочтительно 30 мм. Поверхностная плотность лент слов может меняться в широких пределах, например между 5 и 200 г/м 2. Предпочтительно поверхностная плотность составляет 10-120 г/м 2, более предпочтительно 15-18 г/м 2 и наиболее предпочтительно 20-60 г/м 2. В случае, когда первый и/или второй слой включает волокна и/или ленты соответственно ориентированные параллельно - так называемое одноосное выравнивание - в предпочтительном осуществлении пакета изобретения направление выравнивания (т.е. ориентация волокон и лент соответственно) двух последовательных или соседних первого и/или второго слов в пакете различаются. Это дополнительно улучшает пуленепробиваемые свойства. Более предпочтительным является многослойный материал листа, причм направление выравнивания двух последовательных первого и/или второго слов в пакете отличается на угол 20-160, более предпочтительно 40-140 и более предпочтительно 70-110. Сборка двух первых или двух вторых соседних слов, в которых направление выравнивания двух слов на угол около 90, обычно называется диагональной. Создание пакета с использованием диагонального расположения предпочтительно в плане производительности. В другом предпочтительном осуществлении пакета в соответствии с изобретением по меньшей мере один из первых и/или вторых слов включает тканый материал из вытянутого полимерного волокна и/или вытянутых полимерных лент соответственно. В таком предпочтительно осуществлении первый слой может быть выполнен из множества вытянутых полимерных волокон, выровненных так, что они образуют тканую структуру, при этом второй слой также может быть выполнен из множества вытянутых полимерных лент выровненных так, что они образуют тканую структуру. Такой тканый материал в качестве первого и/или второго слов может быть изготовлен с применением ткацкого оборудования, например тканьем, плетением и т.д. волокон (для первого слоя) или небольших полос вытянутого полимера(для второго слоя). В частности, вторые слои предпочтительно состыкованы так, что ленты из соседних слов не находятся друг над другом, а предпочтительно промежутки между различными лентами находятся в шахматном порядке, тем самым дополнительно улучшаются пуленепробиваемые свойства. Первый и второй слои в принципе могут быть пакетированы в любом порядке. Например, их можно пакетировать попеременно. В предпочтительном осуществлении пакет изобретения характеризуется тем, что число первых и/или вторых слов увеличено. Такая конфигурация легко осуществима и дат улучшенные свойства пуленепробиваемости. Более предпочтительно пакет включает по меньшей мере 20% общей поверхностной плотности первого и/или второго слов с кластерной конфигурацией, более предпочтительно 50% общей поверхностной плотности первого и/или второго слов и наиболее предпочтительно 95% общей поверхностной плотности первых и/или вторых слов. В частности, последнее осуществление дат хорошую комбинацию пуленепробиваемых свойств и пониженную травматичность благодаря улучшенной жсткости. Относительная поверхностная плотность первого и второго слов в пакете может в принципе меняться в широких пределах при условии наличия обоих слов. В частности, хорошие пуленепробиваемые свойства достигаются с пакетом, в котором поверхностная плотность вторых слов составляет 1-50%,предпочтительно 3-30% и более предпочтительно 5-20% общей поверхностной плотности многослойного материала листа. Поверхностная плотность материала листа определяется как его масса на квадратный метр. Общее число первых и вторых слов в пакете зависит от применения, но преимущественно составляет по меньшей мере 2, предпочтительно по меньшей мере 10 и наиболее предпочтительно по меньшей мере 25. Эти предпочтительные осуществления предлагают прочный и жсткий многослойный материал листа, который, кроме того, обладает малым весом. Малый вес обеспечивает комфортное применение в случае использования людьми. Другое особенно предпочтительное осуществление многослойного материала листа в соответствии с изобретением характеризуется тем, что волокна первого слоя изготовлены из полимера, выбранного из группы, состоящей из полиолефинов, полиэфиров, поливиниловых спиртов, полиакрилонитрилов, полиамидов, в частности поли(п-фенилентерефталамида), жидкокристаллических полимеров и лестничных полимеров, например полибензимидазола или полибензоксазола, в частности поли(1,4-фенилен-2,6 бензо-бис-оксазола) или поли(2,6-диимидазо[4,5-b-4',5'-е]пиридинилен-1,4-(2,5-дигидрокси)фенилена), и полимер второго слоя выбран из группы, состоящей из полиолефинов, полиэфиров, поливиниловых спиртов, полиакрилонитрилов и полиамидов. Ленты, волокна и слои из этих полимеров предпочтительно являются высокоориентированными вытяжкой, например плнок, лент или волокон при подходящей температуре для получения одноориентированного материала. Одноориентированные ленты, волокна и слои в контексте настоящей заявки означают ленты, волокна и слои с предпочтительной ориентацией полимерных цепей в одном направлении, т.е. в направлении вытяжки. Такие плнки, ленты, волокна и слои могут быть изготовлены вытяжкой, предпочтительно одноосной вытяжкой, и обладать анизотропными механическими свойствами. Предпочтительно осуществление пакета изобретения включает первый и/или второй слои из полиэтилена сверхвысокой молекулярной массы (UHMWPE), т.е. волокна и/или ленты, содержащиеся в указанных слоях, изготовлены из UHMWPE. UHMWPE может быть линейным или разветвлнным, хотя предпочтительно используется линейный полиэтилен. Линейный полиэтилен в описании означает полиэтилен менее чем с 1 боковой цепью на 100 атомов углерода и предпочтительно менее чем с 1 боковой цепью на 300 атомов углерода; боковая цепь обычно содержит по меньшей мере 10 атомов углерода. Боковые цепи могут быть определены инфракрасной Фурье-спектроскопией (FTIR) на плнке, формованной прессованием, толщиной 2 мм, как указано, например, в патенте ЕР 0269151. Линейный полиэтилен может дополнительно содержать до 5 мол.% одного или большего числа других алкенов, которые сополимеризуются с ним, например пропен, бутен, пентен, 4-метилпентен, октен. Предпочтительно линейный полиэтилен имеет высокую молекулярную массу с характеристической вязкостью (IV, определнная в растворе в декалине при 135 С) по меньшей мере 4 дл/г. Такой полиэтилен также обозначается какUHMWPE. Характеристическая вязкость является мерой молекулярной массы, которая определяется более просто, чем истинная молекулярная масса, такая как Mn и Mw. Использование UHMWPE волокон и/или лент дат особенно хорошие пуленепробиваемые свойства. Предпочтительно используются UHMWPE волокна, нить которых изготавливают формованием геля. Подходящий процесс формования геля описан, например, в GB-A-2042414, GB-A-2051667,ЕР 0205960 А, WO 01/73173 А 1 и в "Advanced Fiber Spinning Technology (Новейшая технология формования волокна)", Ed. T. Nakajima, Woodhead Publ. Ltd (1994), ISBN 185573 1827. Прочность на разрывUHMWPE волокна может быть определена в соответствии с ASTM D885M, используемым для комплексной нити. Вкратце, процесс формования геля включает приготовление раствора полиолефина с высокой характеристической вязкостью, формование раствора в нить при температуре выше температуры растворения, охлаждения нити ниже температуры гелирования, тем самым, по меньшей мере, частичным гелированием нити и вытяжки нити до, во время и/или после, по меньшей мере, частичного удаления растворителя. В некоторых осуществлениях первый и/или второй слой может включать связующее, которое применяется в определнном месте для связывания и укрепления множества одноориентированных волокон и/или лент так, что структура первого и/или второго слоя удерживается при обработке и изготовлении таких первого и/или второго слов. Подходящие связующие, часто также обозначаемые как матрица,раскрыты, например, в ЕР 0191306 В 1, ЕР 1170925 А 1, ЕР 0683374 В 1 и ЕР 1144740 А 1. Связующее может применяться в различных формах и различными способами, например как поперечная связывающая лента (поперечная относительно направления ориентированных волокон или лент). Применение связующего во время формирования второго слоя преимущественно стабилизирует ленты, что ускоряет производственный цикл, устраняя перехлст между смежными лентами. Поскольку роль связующего состоит в сохранении и стабилизации множества одноориентированных лент во время обработки и изготовления одноориентированных листов, предпочтительно локальное использование связующего. В альтернативных осуществлениях могут использоваться такие средства связывания, как точечная сварка для периодической плавки секций продольных крав смежных одноориентированных лент для удержания их параллельно. Толщина первого и/или второго слов пакета в принципе может быть выбрана в широких пределах. Однако предпочтительно пакет в соответствии с изобретением характеризуется тем, что толщина по меньшей мере одного первого и/или второго слоя, предпочтительно, по существу, всех, не превышает 120 мкм, более предпочтительно не превышает 50 мкм и наиболее предпочтительно не превышает 29 мкм. Ограничивая толщину по меньшей мере одного первого и/или второго слов в пакете до заявляемой толщины, неожиданно достигает достаточных пуленепробиваемых свойств даже со слоями довольно ограниченной прочности. Прочность волокон в первом слое в значительной степени зависит от полимера, из которого он произведн, и одноосного относительного удлинения. Прочность волокон составляет по меньшей мере 0,75 ГПа, предпочтительно по меньшей мере 0,9 ГПа, более предпочтительно по меньшей мере 1,2 ГПа,ещ более предпочтительно по меньшей мере 1,5 ГПа, ещ более предпочтительно по меньшей мере 1,8 ГПа и ещ более предпочтительно по меньшей мере 2,1 ГПа и наиболее предпочтительно по меньшей мере 3 ГПа. Прочность волокон может быть определена любым способом известного уровня техники,например ASTM D2256-02 (2008). Прочность первого слоя зависит от объмной доли волокон в первом слое. Объмная доля волокон в первом слое предпочтительно составляет 70-98%, более предпочтительно 80-95% и наиболее предпочтительно 85-92%, остающийся объм содержит связующее и/или другие обычно используемые добавки. Прочность лент во втором слое в значительной степени зависит от полимера, из которого он произведн, и одноосного относительного удлинения. Прочность лент (и второго слоя) составляет по меньшей мере 0,75 ГПа, предпочтительно по меньшей мере 0,9 ГПа, более предпочтительно по меньшей мере 1,2 ГПа, ещ более предпочтительно по меньшей мере 1,5 ГПа, ещ более предпочтительно по меньшей мере 1,8 Гпа, ещ более предпочтительно по меньшей мере 2,1 ГПа и наиболее предпочтительно по меньшей мере 3 ГПа. Прочность лент может быть определена любым методом известного уровня техники, например растяжением ленты длиной 25 см, зажатой в держателе со скоростью, например, 25 см/мин в динамометре Instron. Предпочтительно одноориентированные слои достаточно взаимосвязаны друг с другом, что означает, что одноориентированные слои не расслаиваются при нормальных условиях использования, например, таких как комнатная температура. Пакет в соответствии с изобретением особенно полезен при изготовлении тврдых пуленепробиваемых изделий, таких как бронированные пластины или панели, например, укреплнных прессованием. Баллистические применения включают использование при баллистической угрозе против летящих предметов различного вида, включая пули и тврдые частицы, такие как, например, осколки и шрапнель. В предпочтительном варианте осуществления пуленепробиваемого изделия, включающего пакет или панель в соответствии с изобретением, некоторое количество вторых слов в пакете сгруппированы,причм группу вторых слов помещают на внешней части пакета или панели, по меньшей мере, со стороны удара. Более предпочтительно по меньшей мере 20%, ещ более предпочтительно по меньшей мере 50% и наиболее предпочтительно по меньшей мере 95% общей поверхностной плотности вторых слов пакета сгруппированы, причм группу вторых слов помещают с внешней стороны пакета, по меньшей мере, со стороны удара. Пуленепробиваемое изделие или панель с этими техническими средствами демонстрируют улучшенное поглощение энергии и увеличенную жсткость. Пуленепробиваемое изделие в соответствии с изобретением может дополнительно включать лист из неорганического материала, выбранного из группы, состоящей из керамики; металла, предпочтительно алюминия, магния, титана, никеля, хрома и железа или их сплавов; стекла; графита или их комбинаций. В частности, предпочтительным является металл. В таком случае точка плавления металла в металлическом листе предпочтительно составляет по меньшей мере 350 С, более предпочтительно по меньшей мере 500 С, наиболее предпочтительно по меньшей мере 600 С. Подходящие металлы включают алюминий, магний, титан, медь, никель, хром, бериллий, железо и медь, включая их сплавы, как, например, сталь и нержавеющая сталь и сплавы алюминия с магнием (так называемый алюминий серии 5000) и сплавы алюминия с цинком и магнием или с цинком, магнием и медью (так называемый алюминий серий 7000). В указанных сплавах количество, например, алюминия, магния, титана и железа предпочтительно составляет по меньшей мере 50 мас.%. Предпочтительные металлические листы содержат алюминий, магний, титан, никель, хром, бериллий, железо, включая их сплавы. Более предпочтительными являются металлические листы на основе алюминия, магния, титана, никеля, хрома, железа и их сплавов. Это приводит к лгким пуленепробиваемым изделиям с хорошей долговечностью. Ещ более предпочтительно в металлическом листе железо и его сплавы с тврдостью по Бринеллю по меньшей мере 500. Наиболее предпочтительным является металлический лист на основе алюминия, магния, титана и их сплавов. Это приводит к самому лгкому пуленепробиваемому изделию с самой высокой долговечностью. Долговечность в настоящем описании означает срок службы композита в условиях воздействия нагрева, влажности, света и УФ облучения. Хотя дополнительный лист из неорганического материала может быть помещн в любом месте в пакете слов, предпочтительное пуленепробиваемое изделие характеризуется тем, что дополнительный лист из неорганического материала помещают с внешней стороны пакета или панели с первыми и вторыми слоями, наиболее предпочтительно, по меньшей мере, со стороны удара. Толщина неорганического листа может меняться в широких пределах и предпочтительно составляет 1-50 мм, более предпочтительно 2-30 мм. Предпочтительно помещать дополнительный лист из неорганического материала с внешней стороны пакета, по меньшей мере, со стороны удара. Такой неорганический лист со стороны удара пуленепробиваемого изделия обеспечивает дополнительную защиту от баллистической угрозы, в частности против так называемого бронебойного ("АР") воздействия или пули. Дополнительный лист из неорганического материала при необходимости может быть предварительно обработан для улучшения адгезии с (объединнным) пакетом. Подходящая предобработка дополнительного листа включает механическую обработку, например придание шероховатости или очистку его поверхности пескоструйной обработкой или шлифовкой, химическим травлением, например, азотной кислотой и покрытие полиэтиленовой плнкой. В другом осуществлении пуленепробиваемого изделия может быть нанесн соединяющий слой, например, адгезива между дополнительным листом и пакетом или панелью. Такой адгезив может содержать эпоксидную смолу, полиэфирную смолу, полиуретановую смолу или винилэфирную смолу. В другом предпочтительном осуществлении соединяющий слой может дополнительно включать тканый или нетканый слой из неорганического волокна, например стекловолокна или углеродного волокна. Также возможно прикрепить дополнительный лист к пакету или панели механическими средствами, такими как, например, винты, болты и защлки. Когда пуленепробиваемое изделие в соответствии с изобретени-4 019783 ем используется в баллистических применениях с угрозой АР пуль, осколков или самодельных взрывных устройств, дополнительный лист предпочтительно включает металлический лист, покрытый керамическим слоем. Таким образом, получается пуленепробиваемое изделие со следующей слоистой структурой(начиная со стороны удара): керамический слой/металлический лист/первые и вторые слои. Подходящие керамические материалы включают, например, оксид алюминия, оксид титана, диоксид кремния, карбид кремния и карбид бора. Толщина листа неорганического слоя, в частности толщина керамического слоя,зависит от уровня баллистической угрозы, но обычно составляет 2-30 мм. В одном осуществлении настоящего изобретения предложен способ изготовления пуленепробиваемого изделия, в частности панели, включающей (а) укладку множества первых и вторых слов и (b) объединение уложенных слов при нагреве и давлении для формирования панели. Предпочтительно дополнительный лист из материала, выбранного из группы, состоящей из керамики, стали, алюминия, титана,стекла и графита или их комбинаций, собирают с объединнным пакетом первых и вторых слов. В предпочтительном осуществлении настоящего изобретения предложен способ изготовления пуленепробиваемого изделия, включающий (а) укладку множества первых и вторых слов, в результате чего сгруппированы по меньшей мере 95% первых и вторых слов, причм группу вторых слов предпочтительно помещают с внешней стороны пакета, по меньшей мере, со стороны удара; и (b) объединение уложенных первых и вторых слов при нагреве и давлении. В альтернативном способе объединенный 2- или 4-слойный пакет первых и/или вторых слов используется для создания панели. Объединение во всех вышеописанных процессах соответственно может быть выполнено гидравлическим прессом. Под объединением подразумевается, что первые и вторые слои относительно плотно присоединены друг к другу для формирования одного элемента. Температуру во время объединения обычно регулируют по температуре пресса. Минимальную температуру обычно выбирают так, чтобы получалась разумная скорость объединения. В этом отношении 80 С является подходящим нижним температурным пределом, предпочтительно этот нижний предел составляет по меньшей мере 100 С, более предпочтительно по меньшей мере 120 С, наиболее предпочтительно по меньшей мере 140 С. Максимальную температуру выбирают ниже температуры, при которой вытянутый полимер первых и вторых слов теряет свои высокие механические характеристики, например из-за плавления. Предпочтительно температура по меньшей мере на 10 С, предпочтительно по меньшей мере на 15 С и даже по меньшей мере на 20 С ниже температуры плавления слоя вытянутого полимера. В случае отсутствия у вытянутого полимера в первом и втором слоях чткой температуры плавления, вместо температуры плавления следует учитывать температуру, при которой слой вытянутого полимера начинает терять свои механические свойства. В случае предпочтительного полиэтилена сверхвысокой молекулярной массы обычно выбирается температура ниже 145 С. Давление при объединении предпочтительно составляет по меньшей мере 7 МПа, более предпочтительно по меньшей мере 15 МПа, ещ более предпочтительно по меньшей мере 20 МПа и наиболее предпочтительно по меньшей мере 35 МПа. Таким образом, получается тврдое пуленепробиваемое изделие. Оптимальное время для объединения обычно составляет 5-120 мин, в зависимости от условий,таких как температура, давление и толщина частей, и может быть проверено обычным экспериментированием. Если необходимо изготовить криволинейное пуленепробиваемое изделие, может быть удобно сначала предварительно придать дополнительному листу из материала требуемую форму, с последующим объединением с первыми и вторыми слоями. Для достижения высокой баллистической стойкости предпочтительно также охлаждать изделие под давлением после прямого прессования, выполняемого при высокой температуре. Давление предпочтительно поддерживать, по меньшей мере, до тех пор, пока температура станет достаточно низкой, например 80 С или менее, для предотвращения релаксации. Эта температура может быть определена специалистом в данной области техники. При изготовлении пуленепробиваемого изделия, содержащего слои из полиэтилена сверхвысокой молекулярной массы, обычный диапазон температур прессования составляет 90-150 С, предпочтительно 115-130 С. Типичное давление прессования составляет 100-300 бар, предпочтительно 100-180 бар, более предпочтительно 120-160 бар, тогда как длительность прессования обычно составляет 40-180 мин. Пакет, панель и пуленепробиваемое изделие настоящего изобретения имеют преимущества по сравнению с пуленепробиваемыми изделиями известного уровня техники, поскольку они обеспечивают,по меньшей мере, тот же уровень защиты, что и известные изделия при значительно более низком весе,или улучшенные баллистические характеристики при равном весе по сравнению с известными изделиями. Исходные материалы недороги, и способ изготовления относительно короткий и, таким образом,экономичен. Так как могут использоваться различные полимеры для изготовления продуктов изобретения, свойства могут быть оптимизированы в соответствии с конкретным применением. Изобретение будет теперь объяснено более детально посредством прилагаемых фигур, однако изобретение не ограничено ими. На фигурах показано: фиг. 1 а - схематическое изображение в разобранном виде осуществления пакета согласно настоящему изобретению; фиг. 1b - схематическое поперечное сечение объединнного пакета, представленного на фиг. 1 а; фиг. 2 - схематическое изображение в разобранном виде другого осуществления пакета согласно настоящему изобретению; фиг. 3 - схематическое поперечное сечение пуленепробиваемого изделия согласно изобретению,причм около 50% первых и вторых слов сгруппированы. На фиг. 1 а пакет (1) согласно изобретению включает 4 первых слоя (10) и 4 вторых слоя (20). Первые слои (10) включают множество расположенных параллельно вытянутых полимерных волокон (12),заключнных в матрицу (15). Вторые слои (20) включают множество расположенных параллельно вытянутых полимерных лент (22). Направление вытяжки двух размещнных рядом первого и второго слов(10, 20) отличается на угол 90. После размещения множества слов (10, 20) в предпочтительной последовательности сформированный таким образом пакет объединяют под давлением и при повышенной температуре. Результатом является объединнный пакет или панель (1), поперечное сечение которых показано на фиг. 1b. На фиг. 2 представлено другое осуществление пакета (2) согласно настоящему изобретению. Пакет(2) включает два первых слоя (30) и два вторых слоя (40). Первые слои (30) включают тканую структуру из вытянутых волокон (12), тогда как вторые слои (40) включают тканую структуру из лент (22). Слои(30) и (40) сложены и могут быть объединены для формирования панели, как описано выше. Другое предпочтительное осуществление относится к пакету, включающему первые слои (10),включающие волокна с параллельной ориентацией, посредством чего последующие слои расположены диагонально, как представлено позицией (10) на фиг. 1, и вторые слои, включающие сотканные ленты,как представлено позицией (40) на фиг. 2. На фиг. 3 представлено другое осуществление пакета (3) согласно настоящему изобретению. Пакет(3) включает некоторое количество объединенных первых и вторых слов (10, 20), причм около 50% поверхностной плотности составляют сгруппированные первые и вторые слои. В представленном осуществлении изобретения две группы (13) сформированы некоторым количеством расположенных рядом первых слов (10) и две группы (23) сформированы некоторым количеством расположенных рядом вторых слов (20). Настоящее осуществление многослойного листа особенно полезно в качестве пуленепробиваемого изделия. Особенно полезная комбинация свойств получена, когда группа (23) помещена со стороны удара (50) пуленепробиваемого изделия или панели. Настоящее изобретение будет далее объяснено с помощью примера и сравнительного эксперимента, но не ограничено ими. Пример I. Изготавливают объединнные панели, включающие первые и вторые слои. Поверхностная плотность (масса на квадратный метр листа из многослойного материала) панелей составляет 21 кг/м 2. Процентное содержание вторых слов (определяемое как поверхностная плотность вторых слов/поверхностная плотность листа 100%) составляет 10%. Пакеты получают сложением 72 словDyneema HB26 (включающих диагональные слои однонаправлено ориентированных полиэтиленовых волокон с прочностью 3,5 ГПа и матрицу - первые слои и слои из сотканных вытянутых лент из полиэтилена сверхвысокой молекулярной массы с прочностью 1,8 ГПа - вторые слои). Некоторое количество диагональных первых слов и сотканные вторые слои складывают, как указано в табл. 1. Первые и вторые слои группируют в двух промежуточных пакетах, причм группу вторых слов размещают со стороны удара (как показано на фиг. 3). Объединение выполняют под давлением 165 бар и при температуре 130 С в течение 35 мин. Объединнные листы охлаждают под давлением. Пример II. Повторяют пример I, за исключением использования 64 диагональных первых слов и 41 второго слоя для изготовления пакета, что дат процентное содержание вторых слов в пакете 20%. Пример III. Повторяют пример I, за исключением использования 40 диагональных первых слов и 102 вторых слоев для изготовления пакета, что дат процентное содержание вторых слов в пакете 50%. Сравнительный эксперимент А. Объединнный пакет изготавливают так же, как описано выше, единственное различие состоит в том, что пакет выполнен только из первых слов (содержащих только Dyneema HB26; 0% вторых слов). Поверхностная плотность полученных листов составляет 21 кг/м 2. Определяется как отношение поверхностной плотности вторых слов к поверхностной плотности всей панели (100%). Процедура испытаний. Полученные панели проходят механические испытания на изгиб и испытания характеристик пуленепробиваемости. Для испытания на изгиб в общей сложности 10 образцов используют для каждой точки данных. До испытания образцов их выдерживают в течение 48 ч при 23 С и 50% влажности. Испытание на изгиб по трм точкам для определения модуля изгиба выполняют в соответствии с ISO 178. Баллистические характеристики (удельное поглощение энергии, SEA) определяют на двух панелях для каждого образца выстрелом из автомата AK47 7,6239-мм MSC (произведнным Mrs SellierBellot) на заданной скорости, в среднем 827 м/с. Поглощение энергии вычисляют с использованием поверхностной плотности, веса пули и скорости. Результаты. Результаты испытаний представлены в табл. 2. Таблица 2 Результаты механических испытаний изготовленных панелей табл. 1 Результаты указывают, что комбинация первых и вторых слов в листах изобретения приводит к увеличению жсткости. Это уменьшает травматичность. Кроме того, антибаллистические характеристики листов изобретения, выраженные удельным поглощением энергии (SEA), по меньшей мере, того же уровня или выше поглощения энергии листа известного уровня техники. В частности, можно заметить, что при процентном содержании вторых слов в пакете около или ниже 20%, более высокое SEA для указанного пакета было получено по сравнению с пакетами, с более высоким процентном содержании указанных вторых слов. Было также замечено, что SEA указанного пакета снижается с увеличением количества вторых слов выше 20%. В частности, с содержанием около 50% вторых слов SEA указанного пакета было ниже SEA пакета, содержащего только первые слои. Таким образом, можно прийти к заключению, что синергетический эффект между первыми и вторыми слоями является более сильным для вышеупомянутого диапазона около или ниже 20% вторых слов и снижается при его увеличении. Было также замечено, что жсткость указанного пакета была дополнительно увеличена изменением процента вторых слов до более высоких значений, например 50%. Пуленепробиваемые изделия, выполненные из пакета настоящего изобретения, имеют преимущества по сравнению с пуленепробиваемыми изделиями известного уровня техники, поскольку они обеспечивают улучшенный уровень защиты по сравнению с известными материалами при том же или более низком весе. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Пуленепробиваемый пакет, содержащий первый и второй слои, в котором первый слой включает вытянутые полимерные волокна и, при необходимости, связующее и второй слой включает вытянутые полимерные ленты, причм полимер первого слоя выбран из группы, состоящей из полиолефинов, полиэфиров, поливиниловых спиртов, полиакрилонитрилов, полиамидов, жидкокристаллических полимеров и лестничных полимеров, и полимер второго слоя выбран из группы, состоящей из полиолефинов, полиэфиров, поливиниловых спиртов, полиакрилонитрилов и полиамидов. 2. Пакет по п.1, в котором по меньшей мере один из первого и/или второго слов включает тканый материал из вытянутых полимерных волокон и/или полимерных лент соответственно. 3. Пакет по пп.1, 2, в котором первый слой включает вытянутые полимерные волокна с параллельной ориентацией, причм ориентация указанных волокон в соседних первых слоях отличается на угол 20-160. 4. Пакет по пп.1-3, в котором несколько первых и/или вторых слов сгруппированы вместе. 5. Пакет по пп.1-4, в котором общая поверхностная плотность вторых слов составляет 1-50% полной поверхностной плотности пакета. 6. Пакет по пп.1-5, в котором объмное процентное содержание вытянутых полимерных волокон в первом слое составляет 70-98%. 7. Пакет по пп.1-6, в котором полимер первого слоя выбран из группы, состоящей из поли(пфенилентерефталамида), полибензимидазола, полибензоксазола, поли(1,4-фенил-2,6-бензо-бис-оксазола) или поли(2,6-диимидазо[4,5-b-4',5'-е]пиридилен-1,4-(2,5-дигидрокси)фенилена). 8. Пакет по п.1, в котором полимер в первом или втором слое является полиолефином, предпочтительно полиэтиленом. 9. Пакет по п.8, в котором полиэтилен является полиэтиленом сверхвысокой молекулярной массы. 10. Пакет по п.1, в котором волокна и ленты изготовлены из полиэтилена сверхвысокой молекулярной массы. 11. Пакет по п.1, в котором второй слой, содержащий вытянутые полимерные ленты, не содержит связующего. 12. Пуленепробиваемая панель, включающая пакеты по пп.1-11, соединенные прессованием. 13. Панель по п.12, в которой первый слой включает вытянутые полимерные волокна с параллельной ориентацией, помещнные в матрицу, и второй слой включает вытянутые полимерные ленты. 14. Пуленепробиваемое изделие, включающее пакет или панель по любому из предшествующих пунктов. 15. Пуленепробиваемое изделие по п.14, в котором несколько вторых слов пакета сгруппированы вместе, причм эта группа вторых слов размещена со стороны удара.
МПК / Метки
Метки: второго, панель, пакет, слоев, первого, изделие, пакета, панели, состоящее, пуленепробиваемое
Код ссылки
<a href="https://eas.patents.su/10-19783-paket-iz-pervogo-i-vtorogo-sloev-panel-i-puleneprobivaemoe-izdelie-sostoyashhee-iz-paketa-ili-paneli.html" rel="bookmark" title="База патентов Евразийского Союза">Пакет из первого и второго слоев, панель и пуленепробиваемое изделие, состоящее из пакета или панели</a>
Способ определения расстояний от устройства до, по меньшей мере, первого и второго слоев в формации
Номер патента: 11963
Опубликовано: 30.06.2009
Авторы: Баннинг Эрик Ян, Хагивара Терухико, Остермейер Ричард Мартин
МПК: G01V 3/38
Метки: до, расстояний, слоев, способ, формации, мере, меньшей, первого, устройства, второго, определения
Формула / Реферат:
1. Способ определения, по меньшей мере, первого и второго расстояний от устройства до, по меньшей мере, первого слоя и второго слоя в формации, при этом по меньшей мере один из первого и второго слоев содержит аномалию электромагнитной индукции, устройство содержит излучатель для излучения электромагнитных сигналов через формацию и приемник для обнаружения откликов, способ содержит этапы, при выполнении которых доставляют устройство внутрь...
Пуленепробиваемое формованное изделие и способ получения такого изделия
Номер патента: 15767
Опубликовано: 30.12.2011
Авторы: Роверс Уильям Адрианус Корнелис, Ван Эс Мартин Антониус, Ван Элбург Йохан
МПК: B29C 70/20, B29C 70/44
Метки: такого, изделия, формованное, пуленепробиваемое, изделие, способ, получения
Формула / Реферат:
1. Способ изготовления пуленепробиваемого формованного изделия, содержащий стадии на которых:а) формируют стопку путем укладки 2 или больше листов, содержащих монослои однонаправленных армирующих волокон, имеющих прочность при растяжении по меньшей мере примерно 1,2 ГПа и модуль упругости при растяжении по меньшей мере 40 ГПа, и необязательно связующего материала;в) осуществляют изостатическое прессование;г) осуществляют затвердевание стопки при...
Устройство для первого элемента и второго элемента, а также насос, содержащий такое устройство
Номер патента: 14659
Опубликовано: 30.12.2010
Автор: Халлгрен Герт
МПК: F04D 29/20, F16D 1/097
Метки: второго, устройство, также, элемента, первого, содержащий, насос, такое
Формула / Реферат:
1. Устройство (3) для соединения первого элемента (2) и второго элемента (1) друг с другом для передачи вращательного движения, содержащее осевое сквозное отверстие, которое простирается от первого конца ко второму концу и образует трубчатую стенку (4), имеющую круглую внутреннюю поверхность, часть которой вблизи указанного первого конца выполнена с возможностью соприкасаться с указанным первым элементом (2), и имеющую круглую наружную...
Сборная панель для домостроения и способ изготовления такой панели
Номер патента: 15993
Опубликовано: 30.01.2012
Автор: Малапер Филипп
МПК: E04C 2/288
Метки: панель, домостроения, сборная, способ, панели, изготовления
Формула / Реферат:
1. Сборная панель (1) для домостроения, имеющая заполненную теплоизоляционным материалом сердцевину (2) в форме плиты, две фронтальные поверхности которой покрыты равномерным слоем (3А, 3В) бетона, отличающаяся тем, что упомянутая плита образует сердцевину (2) панели (1) и имеетпервый ряд расположенных вблизи одной фронтальной стороны плиты (2) вертикально протяженных гнезд (4) и размещенные в них вертикальные элементы (5) арматуры, образующие...
Опорный каркас электрически активной панели, такой как фотоэлектрическая панель
Номер патента: 16066
Опубликовано: 30.01.2012
Авторы: Жотар Ив, Рейаль Жан-Пьер
МПК: H01L 31/02, H01L 31/048, H01L 31/042...
Метки: опорный, электрически, фотоэлектрическая, панель, панели, активной, каркас
Формула / Реферат:
1. Опорный каркас электрически активной панели, внешняя часть (1) которого предназначена для установки на ней электрически активной панели (20), при этом внешняя часть (1) содержит внутреннее средство (14) электрического подключения, соединяющее установленную на каркасе электрически активную панель (20) по меньшей мере с одним первым наружным средством (16) электрического подключения, обеспечивающим соединение с первым средством, внешним по...
Предыдущий патент: Гербицидная смесь
Следующий патент: Соли ингибитора янус-киназы (r)-3-(4-(7h-пирроло[2,3-d]пиримидин-4-ил)-1h-пиразол-1-ил)-3-циклопентилпропаннитрила
Случайный патент: Усиленное системное всасывание веществ, введённых интрадермальным путём