Способ получения поглощающего изделия
Формула / Реферат
1. Способ получения поглощающего изделия, содержащего область ножных отверстий, область (3) ластовицы и эластичный элемент, проходящий от области (2) ножных отверстий к области ластовицы, в котором
размещают непрерывный эластичный элемент (4А, 5А) в заданной форме, по меньшей мере, на поверхности первого полотна (7А), транспортируемого непрерывно, и располагая одновременно непрерывный эластичный элемент в направлении, пересекающем направление подачи полотна,
направляют первое полотно (7А), на котором размещен непрерывный эластичный элемент, между первым роликом (8), который вращают в направлении подачи полотна, и вторым роликом (9), и
сжимают непрерывный эластичный элемент и полотно между первым роликом и вторым роликом, в котором
по меньшей мере, на внешней поверхности первого ролика образовано углубление (20) заданной конфигурации, при этом
непрерывный эластичный элемент в области, соответствующей области ластовицы на поверхности полотна, попадает в указанное углубление (20), и полученное полотно соединяют со вторым полотном (7В).
2. Способ по п.1, в котором длину (L1) первого ролика выполняют приблизительно равной половине поглощающего изделия в поперечном направлении.
3. Способ по п.1 или 2, в котором первый ролик является ведомым роликом, а второй ролик является неприводным роликом.
4. Способ по любому одному из пп.1-3, в котором дополнительно охлаждают второй ролик.
5. Способ по любому одному из пп.1-4, в котором, по меньшей мере, на внешнюю поверхность второго ролика нанесен неадгезивный элемент.
6. Способ по п.4, в котором неадгезивный элемент является сменным.
7. Способ по п.6, в котором на внешнюю поверхность первого ролика нанесен неадгезивный элемент, который является сменным, и
толщина неадгезивного элемента второго ролика меньше толщины неадгезивного элемента первого ролика.
8. Способ по любому одному из пп.1-7, в котором непрерывный эластичный элемент состоит из двух частей, заданные формы которых отличаются друг от друга.

Текст
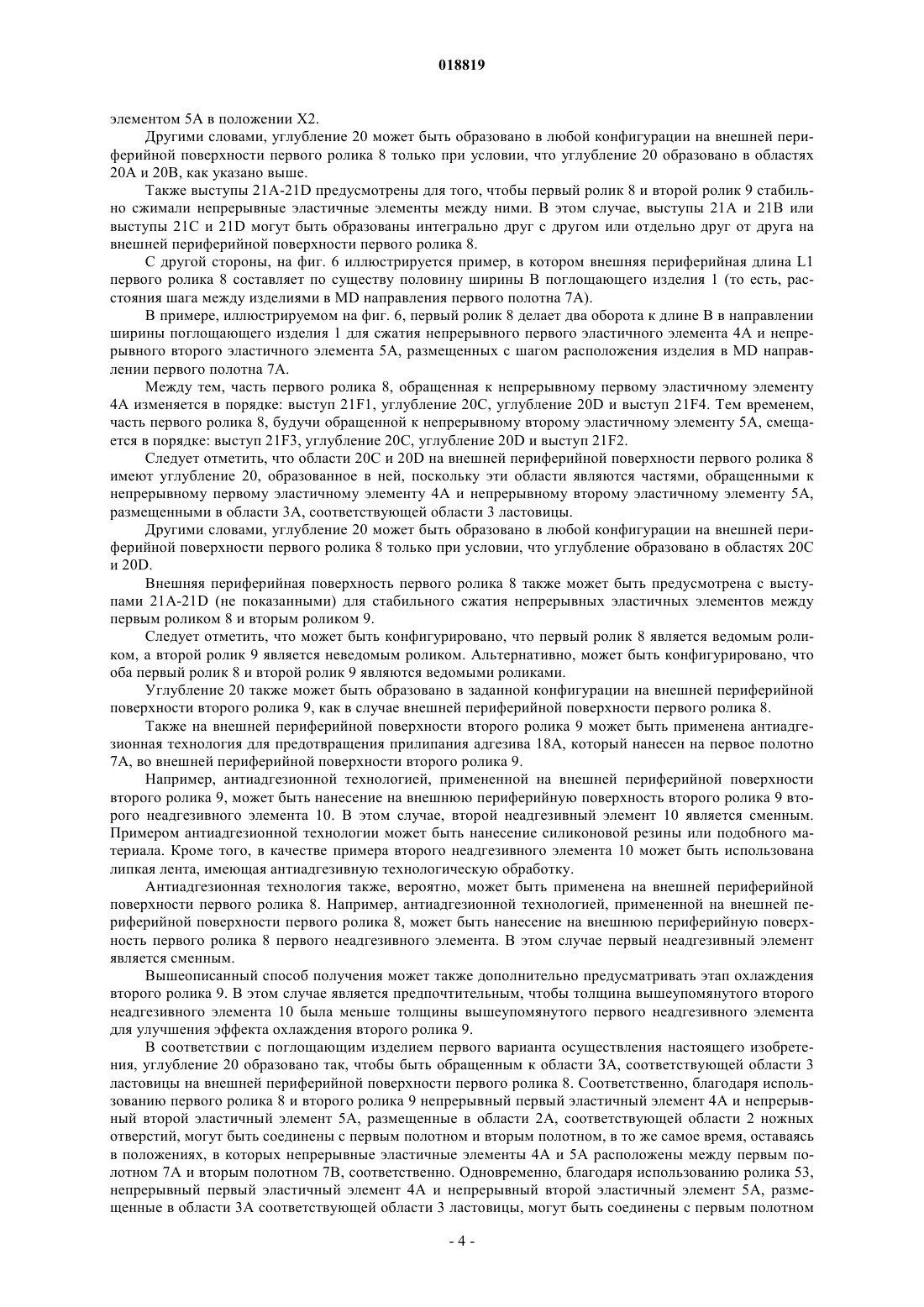
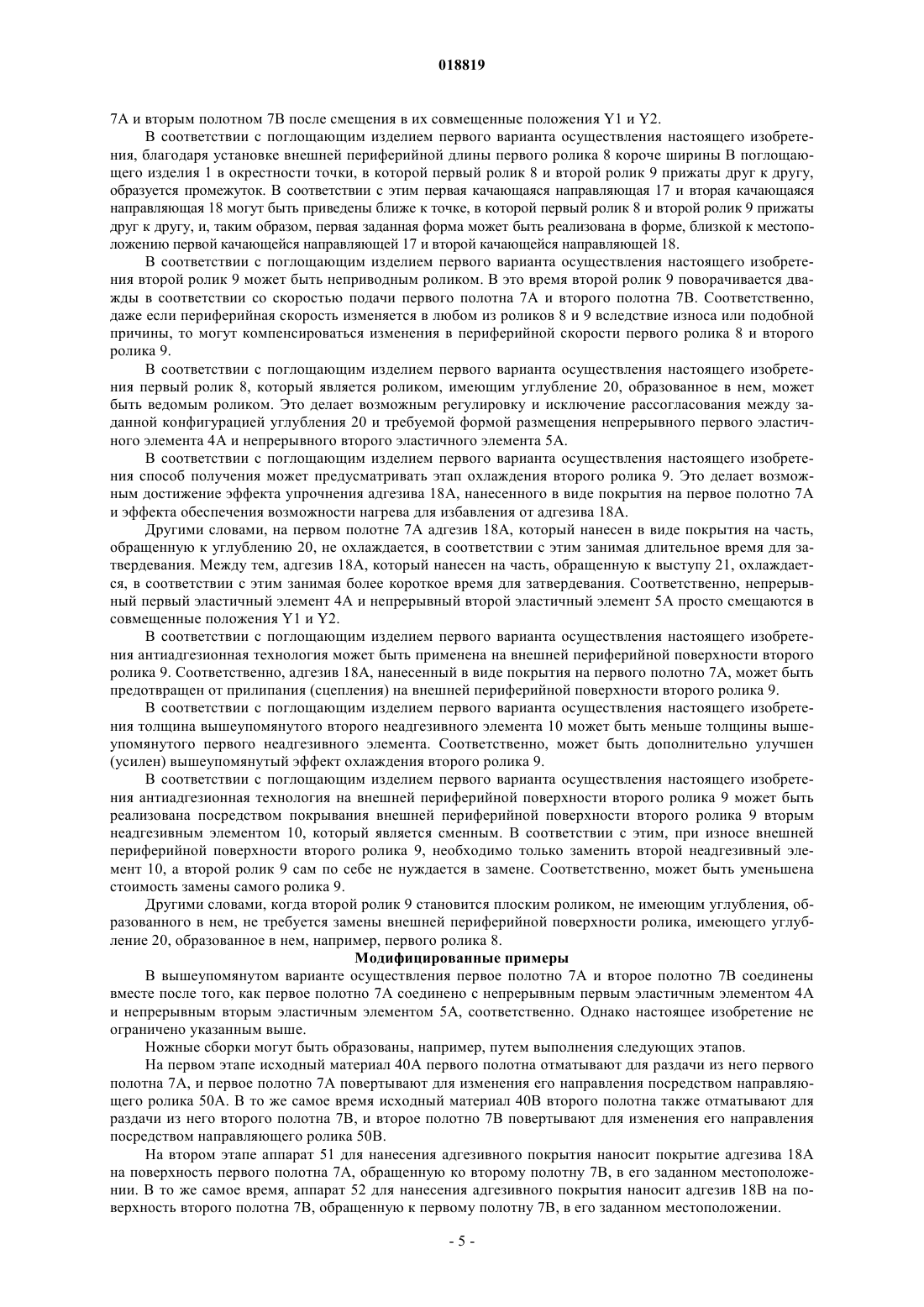
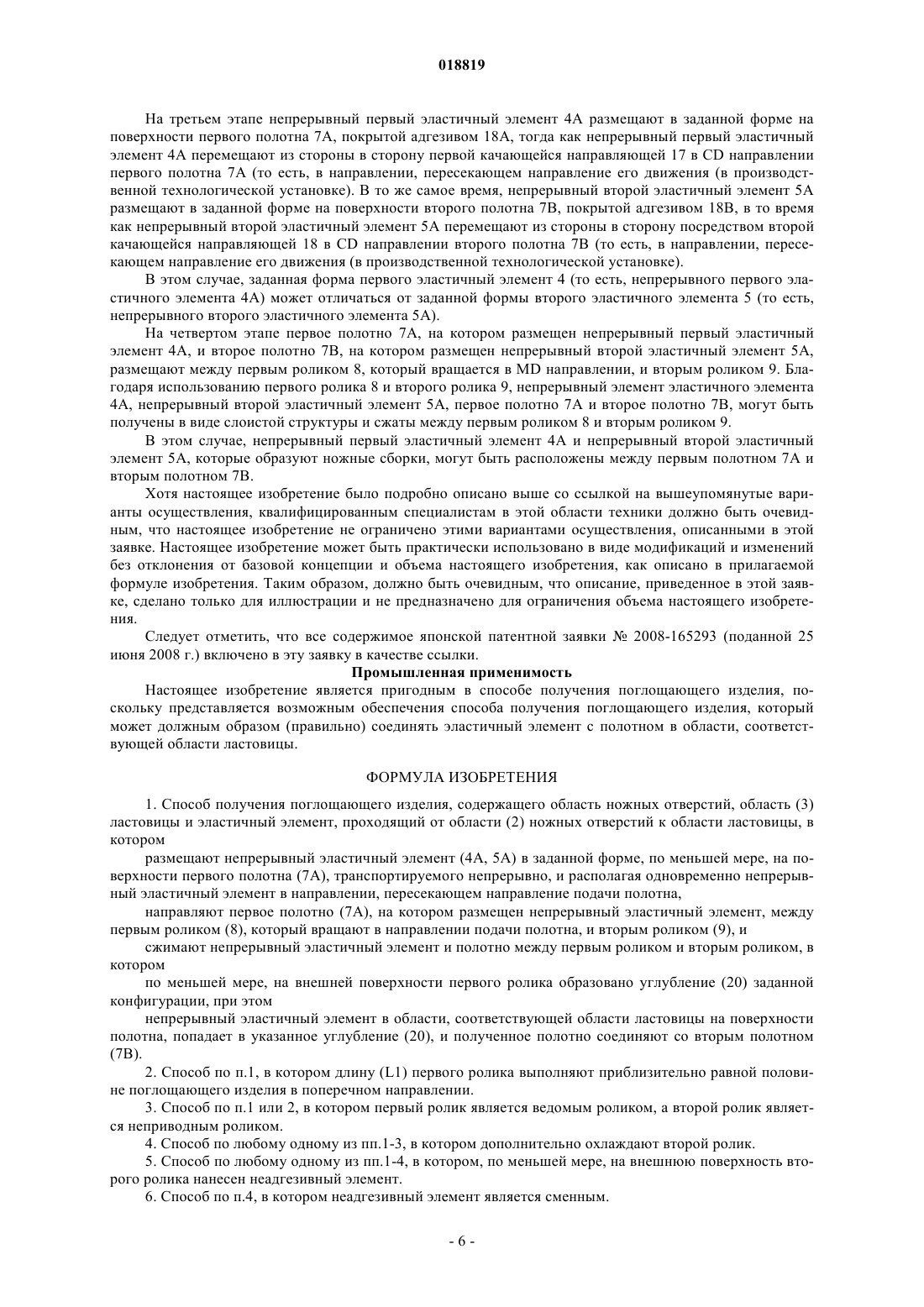
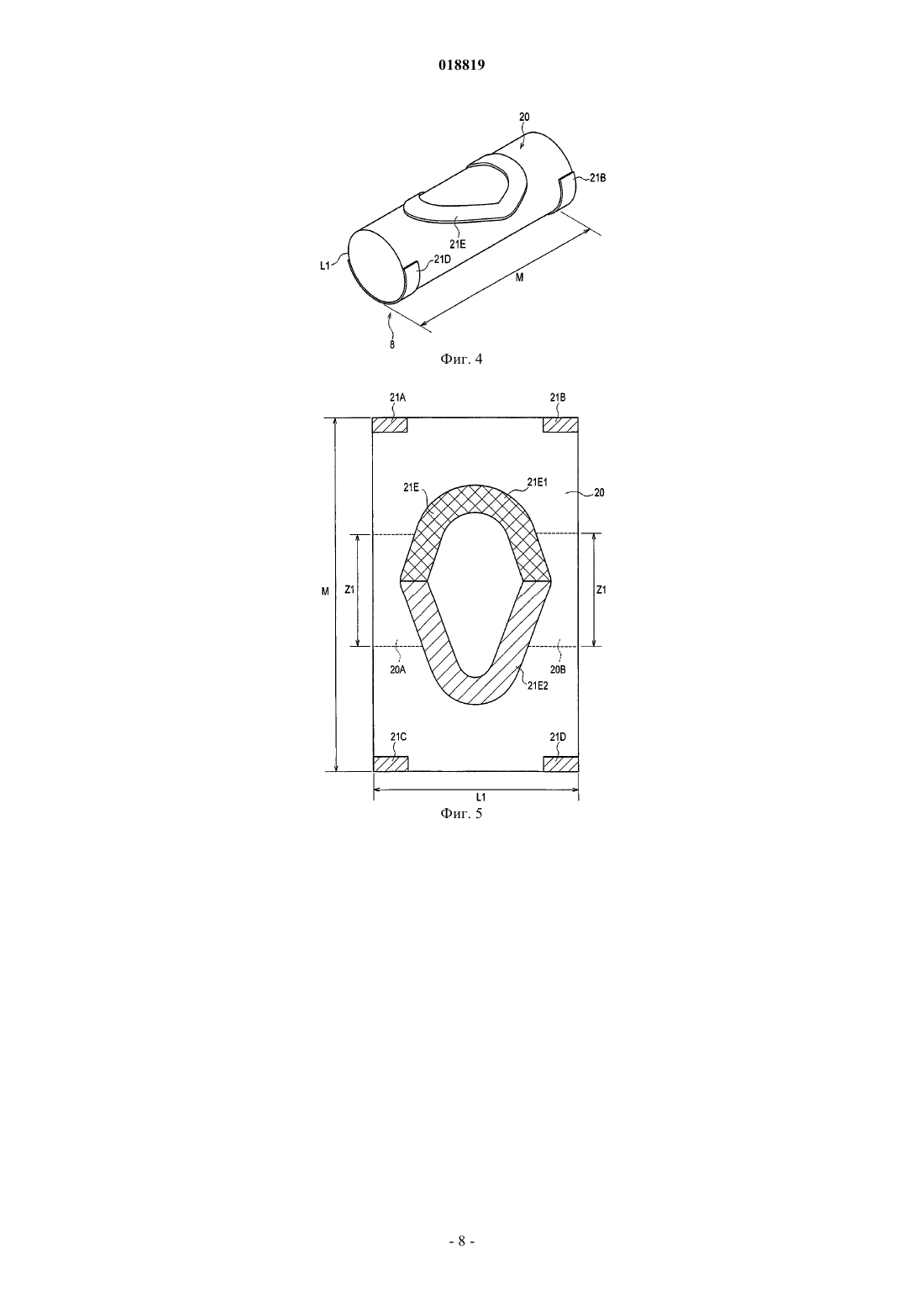
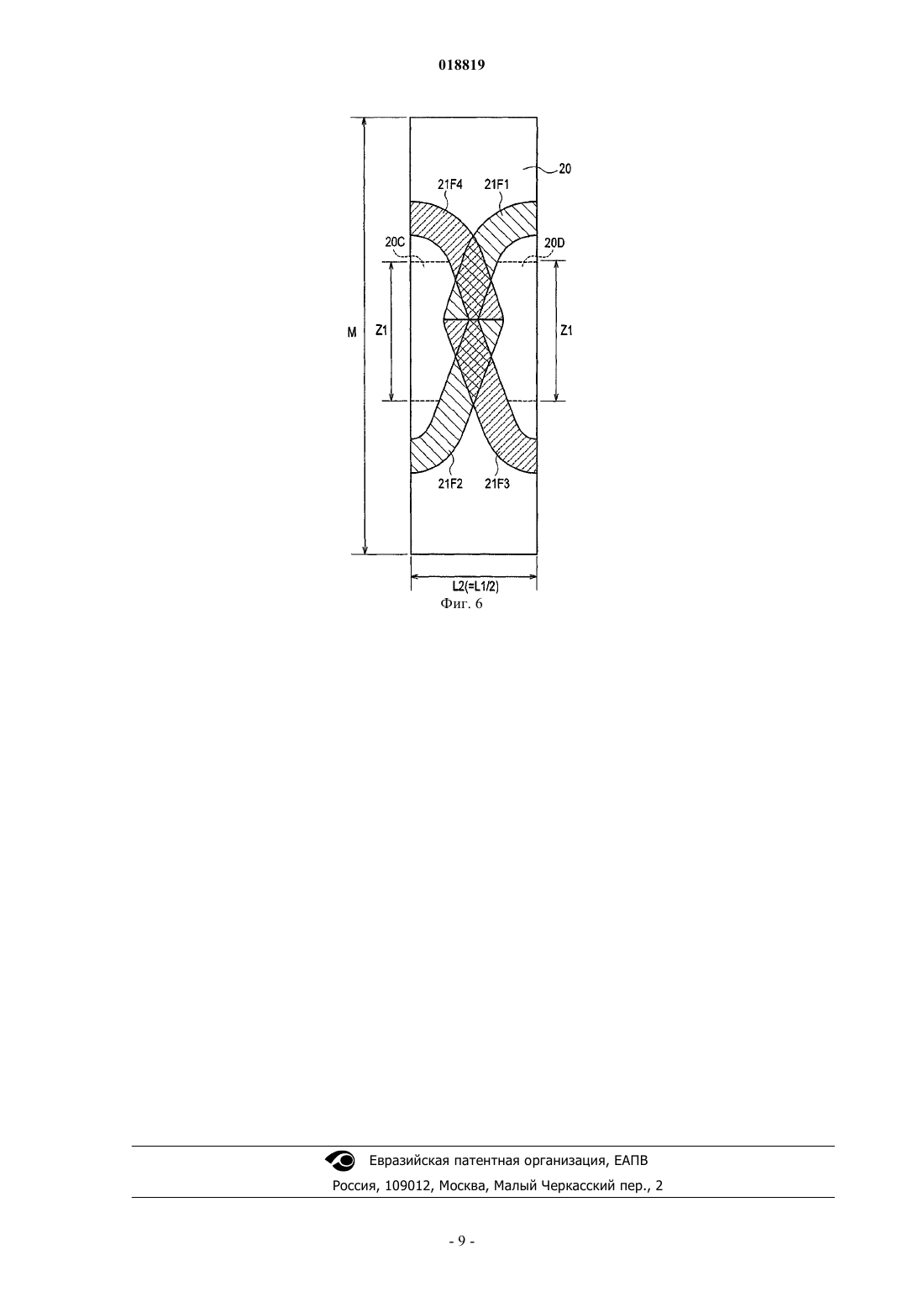
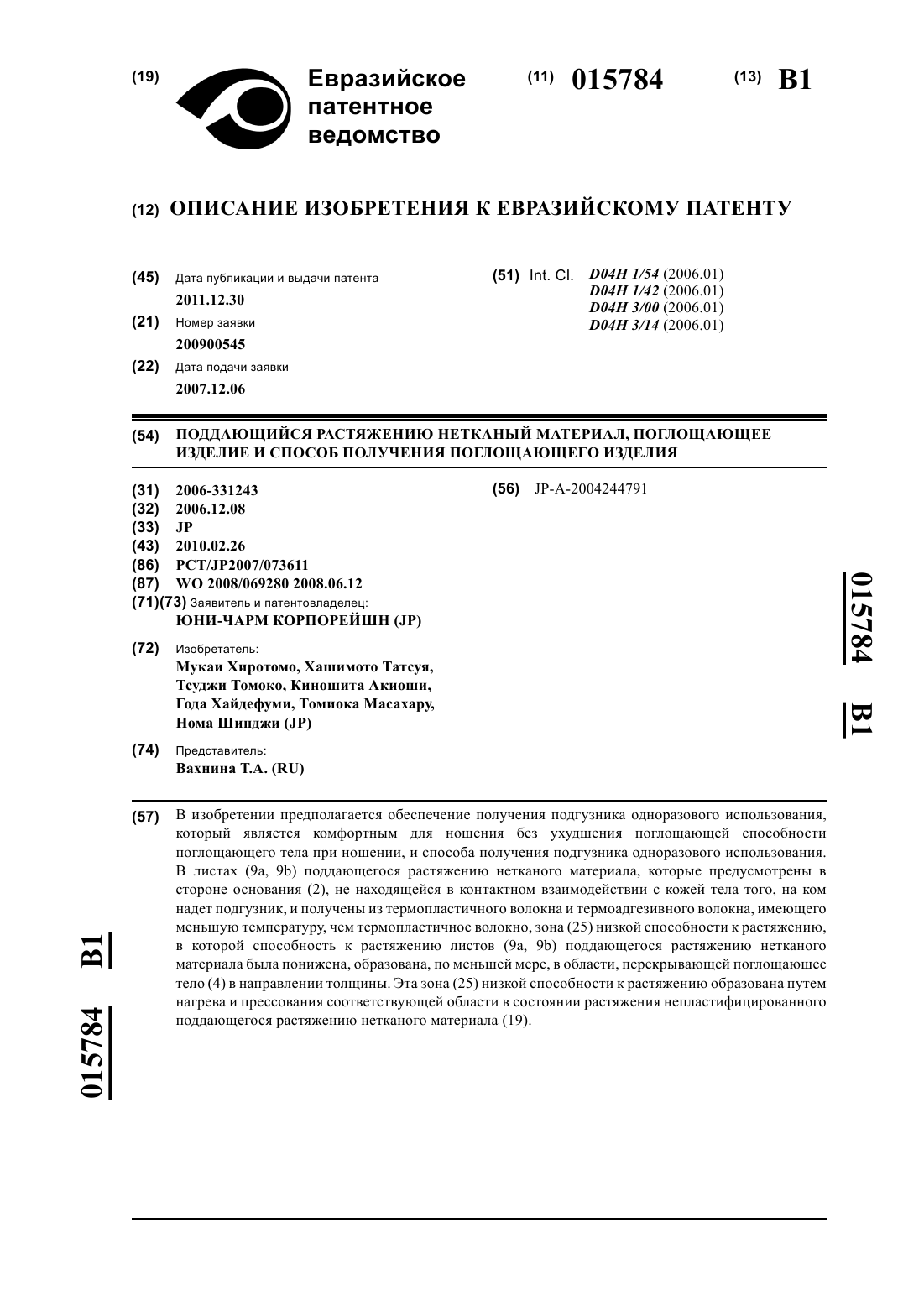
СПОСОБ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ Способ получения поглощающего изделия, содержащего область ножных отверстий, область ластовицы и эластичный элемент, проходящий от области ножных отверстий к области ластовицы,в котором размещают непрерывные эластичные элементы 4 А и 5 А в заданной форме, по меньшей мере, на поверхности первого полотна 7 А, транспортируемого непрерывно, и располагая одновременно непрерывные эластичные элементы 4 А и 5 А в направлении, пересекающем направление подачи полотна 7 А, направляют полотно 7 А, на котором размещены непрерывные эластичные элементы 4 А и 5 А, между первым роликом 8, который вращают в направлении подачи полотна, и вторым роликом 9, и сжимают непрерывные эластичные элементы 4 А и 5 А и полотно между первым роликом 8 и вторым роликом 9. По меньшей мере, на внешней поверхности первого ролика 8 образовано углубление 20 заданной конфигурации и непрерывные эластичные элементы 4 А и 5 А в области, соответствующей области ластовицы на поверхности полотна, попадают в указанное углубление 20, и полученное полотно 7 А соединяют со вторым полотном (7 В). Область техники, к которой относится настоящее изобоетение Настоящее изобретение относится к способу получения поглощающего изделия, включающего область ножных отверстий и область ластовицы и имеющего эластичный элемент, расположенный проходящим от области ножных отверстий к области ластовицы. Предшествующий уровень техники До сего времени известен способ получения подгузника одноразового использования, имеющего тканевый слоистый материал, между слоями которого вставлены первый эластичный элемент и второй эластичный элемент и соединены в заданной криволинейной конфигурации между первым полотном и вторым полотном (См. Патентный документ 1, например). В таком способе получения вышеупомянутый слоистый материал образован следующим образом. В частности, непрерывный (сплошная среда) первый эластичный элемент и непрерывный второй эластичный элемент размещают в требуемой топологии каждый, между первым полотном и вторым полотном,каждое из которых покрыто адгезивом, будучи раскачиваемыми в направлении (в дальнейшем, в CD направлении), пересекающем направление движения (в дальнейшем MD направление). Затем непрерывный первый эластичный элемент и непрерывный второй эластичный элемент размещают (между полотнами) и сжимают между зажимными роликами для соединения с первым полотном и вторым полотном. Патентный документ 1: японская публикация 2006-141642 первой патентной заявки. Краткое изложение сущности настоящего изобретения В общем, в вышеупомянутом способе получения подгузника одноразового использования, непрерывный первый эластичный элемент и непрерывный второй эластичный элемент размещают в нежелательном местоположении в области ластовицы, когда они расположены в соответствии с конфигурацией области ножных отверстий. Как результат, напряжения вызываемые непрерывным первым эластичным элементом и непрерывным вторым эластичным элементом развиваются в направлениях ширины и длины подгузника одноразового использования, и поглощающий элемент вынужден деформироваться, вызывая,в соответствии с этим, просачивание жидких экссудатов тела. Таким образом, необходимо уменьшить напряжения, вызванные непрерывным первым эластичным элементов и непрерывным вторым эластичным элементом в области ластовицы. По этой причине желательно, чтобы, как показано на фиг. 1(а) и фиг. 1(b), непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, размещенные в области 3 А, соответствующей области 3 ластовицы, смещались посредством их соответствующих возвратных сил из положений Х 1 и Х 2 (в которых непрерывные первый и второй эластичные элементы размещены между первым полотном 7 А и вторым полотном 7 В) в положения Y1 и Y2 (в которых они находятся по возможности почти параллельно MD направлению первого полотна 7 А и второго полотна 7 В) (в дальнейшем называемые совмещенными положениями). Однако в вышеупомянутом способе получения непрерывного первого эластичного элемента 4 А и непрерывного второго эластичного элемента 5 А сжимаются между зажимными роликами непосредственно после размещения в заданной форме между первым полотном 7 А и вторым полотном 7 В, которые покрыты адгезивом. Соответственно, этот способ имеет следующую проблему. Другими словами, непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, размещенные в области 3 А, соответствующей области 3 ластовицы, будут соединены с первым полотном 7 А и вторым полотном 7 В, оставаясь в положениях Х 1 и Х 2, до смещения в совмещенные положения Y1 и Y2. Настоящее изобретение по этой причине было разработано при рассмотрении вышеописанных проблем, присущих предшествующему уровню техники. Объектом настоящего изобретения является обеспечение способа получения поглощающего изделия, который может должным образом соединять эластичный элемент с полотном в области, соответствующей области ластовицы. Первый аспект настоящего изобретения кратко формулируется как способ получения поглощающего изделия, содержащего область ножных отверстий, область ластовицы и эластичный элемент, проходящий от области ножных отверстий к области ластовицы. Этот способ включает в себя размещение непрерывного эластичного элемента в заданной форме, по меньшей мере, на поверхности первого полотна,транспортируемого непрерывно, при одновременном расположении непрерывного эластичного элемента в направлении, пересекающем направление подачи первого полотна (в производственной технологической установке); направляют первое полотно, на котором размещен непрерывный эластичный элемент,между первым роликом, который вращают в направлении подачи полотна (в производственной технологической установке) и вторым роликом; и сжатие непрерывного эластичный элемент и полотна между первым роликом и вторым роликом. По меньшей мере на внешней периферийной поверхности первого ролика образовано углубление заданной конфигурации, при этом непрерывный эластичный элемент,расположенный в области, соответствующей области ластовицы, на одной поверхности полотна, попадает в указанное углублению, и полученное полотно соединяют со вторым полотном. Как описано выше, настоящее изобретение может обеспечивать способ получения поглощающего изделия, который может должным образом соединять эластичный элемент с полотном в области, соответствующей области ластовицы. Краткое описание сопроводительных чертежей Фиг. 1 - развернутые изображения поглощающего изделия, получаемого способом получения, соответствующим первому варианту осуществления настоящего изобретения; фиг. 2 - изометрическое изображение, иллюстрирующее способ получения, соответствующий первому варианту осуществления настоящего изобретения; фиг. 3 - вид сбоку, иллюстрирующий способ получения, соответствующий первому варианту осуществления настоящего изобретения; фиг. 4 - изометрическое изображение первого ролика, используемого в способе получения, соответствующем первому варианту осуществления настоящего изобретения; фиг. 5 - развернутое изображение первого ролика, используемого в способе получения, соответствующем первому варианту осуществления настоящего изобретения; фиг. 6 - развернутое изображение первого ролика, используемого в способе получения, соответствующем первому варианту осуществления настоящего изобретения под контролем. Подробное описание вариантов осуществления настоящего изобретения(Способ получения, соответствующий первому варианту осуществления настоящего изобретения) Подробное описание способа получения, соответствующего первому варианту осуществления настоящего изобретения, будет сделано со ссылкой на фиг. 1 А-6. На фиг. 1(а) приведено развернутое изображение поглощающего изделия 1, полученного способом получения, соответствующим первому варианту осуществления настоящего изобретения. На фиг. 1(b) приведено развернутое изображение поглощающего изделия 1 в процессе получения способом, соответствующим первому варианту осуществления настоящего изобретения. Следует отметить, что поглощающее изделие 1, полученное способом получения, соответствующим первому варианту осуществления настоящего изобретения, может быть подгузником типа трусов одноразового использования или подгузником открытого типа одноразового использования. Как показано на фиг. 1(а), поглощающее изделие 1, получаемое способом получения, соответствующим первому варианту осуществления настоящего изобретения, включает в себя проницаемый для жидкости верхний лист 6 А, непроницаемый для жидкости тыльный лист 6 В и поглощающий элемент 12,расположенный между верхним листом 6 А и тыльным листом 6 В. Поглощающее изделие 1 предусмотрено с областями 2 ножных отверстий, областью 3 ластовицы,передней поясной областью 15 линии талии и задней поясной областью 16 линии талии. В этом случае, поглощающее изделие 1 включает в себя один или более первых эластичных элементов 4 и один или более вторых эластичных элементов 5, расположенных проходящими от областей 2 ножных отверстий к области 3 ластовицы. Первый и второй упругие рабочие органы 4 и 5 образуют ножные сборки. Ножные сборки расположены вдоль части отверстий в областях 2 ножных отверстий. Следует отметить, что поглощающее изделие 1 может быть выполнено только с любым одним первым или вторым эластичным элементом 4 или 5, расположенных проходящими от частей 2 ножных отверстий к области 3 ластовицы. Поглощающее изделие 1 также включает в себя один или более третьих эластичных элементов 13,расположенных в передней поясной области 15 линии талии, и один или более четвертых эластичных элементов 14, расположенных в задней поясной области 16 линии талии. Третий и четвертый эластичные элементы 13 и 14, соответственно, образуют поясные сборки. Ниже приведено подробное описание способа получения поглощающего изделия 1, соответствующего первому варианту осуществления настоящего изобретения, сделанное со ссылкой на фиг. 1 А - 6. В частности, в способе получения поглощающего изделия 1, соответствующем первому варианту осуществления настоящего изобретения, описание будет сделано в отношении этапа образования ножных сборок, расположенных в областях 2 ножных отверстий поглощающего изделия 1. Следует отметить, что в этом способе получения, первое полотно 7 А транспортируют непрерывно. Кроме того, направление ширины (или CD направление) первого полотна 7 А соответствует продольному направлению поглощающего изделия 1, а продольное направление (или MD направление) первого полотна 7 А соответствует направлению ширины поглощающего изделия 1. Как показано на фиг. 2 и 3, на первом этапе исходный материал 40 А первого полотна сматывается для подачи первого полотна 7 А, и первое полотно 7 А поворачивается для изменения его направления посредством направляющего ролика 50 А. На втором этапе, аппарат 51 для нанесения адгезивного покрытия наносит покрытие из адгезива 18 А на поверхность первого полотна 7 А, обращенную ко второму полотну 7 В в его заданном местоположении. На третьем этапе, посредством первой качающейся направляющей 17 и второй качающейся направляющей 18, соответственно, непрерывного первого эластичного элемента 4 А и непрерывного второго эластичного элемента 5 А второго упругого рабочего органа размещают в заданной форме, по меньшей мере на одной поверхности первого полотна 7 А, покрытого адгезивом 18 А, располагая непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А в CD направлении первого полотна 7 А (то есть, в направлении, пересекающем его направление движения в производственной технологической установке). В этом случае, заданная форма первого эластичного элемента 4 (то есть, непрерывного первого эластичного элемента 4 А) может отличаться от заданной формы второго эластичного элемента 5 (то есть,непрерывного второго эластичного элемента 5 А). На четвертом этапе размещается первое полотно 7 А, на которое подаются непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, между первым роликом 8, который вращается в MD направлении, и вторым роликом 9. Непрерывный первый эластичный элемент 4 А,непрерывный второй эластичный элемент 5 А и первое полотно 7 А могут сжиматься между первым роликом 8 и вторым роликом 9. На пятом этапе аппарат 52 для нанесения адгезивного покрытия наносит покрытие из адгезива 18 В на поверхность второго полотна 7 В, причем на поверхность, обращенную к первому полотну 7 А, в его заданном местоположении. В этом случае, второе полотно подается посредством отматывания исходного материала второго полотна 7 В. На шестом этапе посредством ролика 53 соединяют поверхность первого полотна 7 А, на которой соединены непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А,и поверхность второго полотна 7 В, на которую нанесен адгезив 18 В. В этом случае, непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, которые образуют ножные сборки, могут быть размещены между первым полотном 7 А и вторым полотном 7 В. В этом случае, как показано на фиг. 4, углубление 20 образовано в заданной конфигурации на внешней периферийной поверхности первого ролика 8. Следует отметить, что другие области, чем область углубления 20 на внешней периферийной поверхности первого ролика 8, будут в дальнейшем называться выступами 21 А-21 Е. На вышеуказанном четвертом этапе непрерывный первый эластичный элемент 4 А, непрерывный второй эластичный элемент 5 А и первое полотно 7 А образуют слоистую структуру, и сжимают между первым роликом 8 и вторым роликом 9. В этом случае непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, размещенные в области 3 А, соответствующей области ластовицы, на одной поверхности первого полотна 7 А, попадают в углубление 20, образованное во внешней периферийной поверхности первого ролика 8. Также на одной поверхности первого полотна 7 А непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, размещенные в области 2 А, соответствующей области ножных отверстий, попадают на выступы 21 Е, образованные на внешней периферийной поверхности первого ролика 8. Это делает возможным избежать соединения непрерывного первого эластичного элемента 4 А и непрерывного второго эластичного элемента 5 А, в области 3 А, соответствующей области 3 ластовицы, с первым полотном и вторым полотном, оставаясь в то же самое время в положениях Х 1 и Х 2 (в которых непрерывные первый и второй эластичные элементы 4 А и 5 А размещены между первым полотном 7 А и вторым полотном 7 В) до смещения в совмещенные положения Y1 и Y2. Другими словами, в соответствии с вышеописанным способом получения, благодаря использованию первого ролика 8 и второго ролика 9, первый непрерывный эластичный элемент 4 А и второй непрерывный эластичный элемент 5 А, которые размещены в области 2 А, соответствующей области ножного отверстия, могут быть соединены с первым полотном и вторым полотном, в то же самое время, оставаясь в положениях Х 1 и Х 2. Одновременно, благодаря использованию ролика 53, первый непрерывный эластичный элемент 4 А и второй непрерывный эластичный элемент 5 А могут быть соединены с первым полотном и вторым полотном после их перехода в совмещенные положения Y1 и Y2. На фиг. 5 и 6, например, ролик 8 иллюстрируется в развернутом виде. На фиг. 5 приведен пример, в котором внешняя периферийная длина L1 ролика 8 по существу равна ширине В поглощающего изделия(то есть, расстоянию шага между изделиями в MD направлении первого полотна 7 А). В примере, иллюстрируемом на фиг. 5, верхняя половина 21 Е 1 выступа 21 Е является частью, обращенной к непрерывному первому эластичному элементу 4 А, а нижняя половина 21 Е 2 выступа 21 Е является частью, обращенной к непрерывному второму эластичному элементу 5 А. Следует отметить, что области 20 А и 20 В на внешней периферийной поверхности первого ролика 8 имеют углубление 20, образованное в нем, поскольку эти области являются областями, обращенными к непрерывному первому эластичному элементу 4 А и непрерывному второму эластичному элементу 5 А,размещенными в области 3 А, соответствующей области 3 ластовицы. Более конкретно, непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, которые размещены на области 3 А, соответствующей области 3 ластовицы, обязательно должны входить в углубление 20, образованному во внешней периферийной поверхности первого ролика 8, при этом непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А находятся в положениях Х 1 и Х 2 или в положениях Y1 и Y2, как показано на фиг. 1(b). Таким образом, области 20 А и 20 В на внешней периферийной поверхности первого ролика 8 образованы так, чтобы ширина Z1 областей 20 А и 20 В в CD направлении была больше расстояния Z2 между непрерывным первым эластичным элементом 4 А в положении Х 1 и непрерывным вторым эластичным элементом 5 А в положении Х 2. Другими словами, углубление 20 может быть образовано в любой конфигурации на внешней периферийной поверхности первого ролика 8 только при условии, что углубление 20 образовано в областях 20 А и 20 В, как указано выше. Также выступы 21 А-21D предусмотрены для того, чтобы первый ролик 8 и второй ролик 9 стабильно сжимали непрерывные эластичные элементы между ними. В этом случае, выступы 21 А и 21 В или выступы 21 С и 21D могут быть образованы интегрально друг с другом или отдельно друг от друга на внешней периферийной поверхности первого ролика 8. С другой стороны, на фиг. 6 иллюстрируется пример, в котором внешняя периферийная длина L1 первого ролика 8 составляет по существу половину ширины В поглощающего изделия 1 (то есть, расстояния шага между изделиями в MD направления первого полотна 7 А). В примере, иллюстрируемом на фиг. 6, первый ролик 8 делает два оборота к длине В в направлении ширины поглощающего изделия 1 для сжатия непрерывного первого эластичного элемента 4 А и непрерывного второго эластичного элемента 5 А, размещенных с шагом расположения изделия в MD направлении первого полотна 7 А. Между тем, часть первого ролика 8, обращенная к непрерывному первому эластичному элементу 4 А изменяется в порядке: выступ 21F1, углубление 20 С, углубление 20D и выступ 21F4. Тем временем,часть первого ролика 8, будучи обращенной к непрерывному второму эластичному элементу 5 А, смещается в порядке: выступ 21F3, углубление 20 С, углубление 20D и выступ 21F2. Следует отметить, что области 20 С и 20D на внешней периферийной поверхности первого ролика 8 имеют углубление 20, образованное в ней, поскольку эти области являются частями, обращенными к непрерывному первому эластичному элементу 4 А и непрерывному второму эластичному элементу 5 А,размещенными в области 3 А, соответствующей области 3 ластовицы. Другими словами, углубление 20 может быть образовано в любой конфигурации на внешней периферийной поверхности первого ролика 8 только при условии, что углубление образовано в областях 20 С и 20D. Внешняя периферийная поверхность первого ролика 8 также может быть предусмотрена с выступами 21 А-21D (не показанными) для стабильного сжатия непрерывных эластичных элементов между первым роликом 8 и вторым роликом 9. Следует отметить, что может быть конфигурировано, что первый ролик 8 является ведомым роликом, а второй ролик 9 является неведомым роликом. Альтернативно, может быть конфигурировано, что оба первый ролик 8 и второй ролик 9 являются ведомыми роликами. Углубление 20 также может быть образовано в заданной конфигурации на внешней периферийной поверхности второго ролика 9, как в случае внешней периферийной поверхности первого ролика 8. Также на внешней периферийной поверхности второго ролика 9 может быть применена антиадгезионная технология для предотвращения прилипания адгезива 18 А, который нанесен на первое полотно 7 А, во внешней периферийной поверхности второго ролика 9. Например, антиадгезионной технологией, примененной на внешней периферийной поверхности второго ролика 9, может быть нанесение на внешнюю периферийную поверхность второго ролика 9второго неадгезивного элемента 10. В этом случае, второй неадгезивный элемент 10 является сменным. Примером антиадгезионной технологии может быть нанесение силиконовой резины или подобного материала. Кроме того, в качестве примера второго неадгезивного элемента 10 может быть использована липкая лента, имеющая антиадгезивную технологическую обработку. Антиадгезионная технология также, вероятно, может быть применена на внешней периферийной поверхности первого ролика 8. Например, антиадгезионной технологией, примененной на внешней периферийной поверхности первого ролика 8, может быть нанесение на внешнюю периферийную поверхность первого ролика 8 первого неадгезивного элемента. В этом случае первый неадгезивный элемент является сменным. Вышеописанный способ получения может также дополнительно предусматривать этап охлаждения второго ролика 9. В этом случае является предпочтительным, чтобы толщина вышеупомянутого второго неадгезивного элемента 10 была меньше толщины вышеупомянутого первого неадгезивного элемента для улучшения эффекта охлаждения второго ролика 9. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения, углубление 20 образовано так, чтобы быть обращенным к области ЗА, соответствующей области 3 ластовицы на внешней периферийной поверхности первого ролика 8. Соответственно, благодаря использованию первого ролика 8 и второго ролика 9 непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, размещенные в области 2 А, соответствующей области 2 ножных отверстий, могут быть соединены с первым полотном и вторым полотном, в то же самое время, оставаясь в положениях, в которых непрерывные эластичные элементы 4 А и 5 А расположены между первым полотном 7 А и вторым полотном 7 В, соответственно. Одновременно, благодаря использованию ролика 53,непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, размещенные в области 3 А соответствующей области 3 ластовицы, могут быть соединены с первым полотном 7 А и вторым полотном 7 В после смещения в их совмещенные положения Y1 и Y2. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения, благодаря установке внешней периферийной длины первого ролика 8 короче ширины В поглощающего изделия 1 в окрестности точки, в которой первый ролик 8 и второй ролик 9 прижаты друг к другу,образуется промежуток. В соответствии с этим первая качающаяся направляющая 17 и вторая качающаяся направляющая 18 могут быть приведены ближе к точке, в которой первый ролик 8 и второй ролик 9 прижаты друг к другу, и, таким образом, первая заданная форма может быть реализована в форме, близкой к местоположению первой качающейся направляющей 17 и второй качающейся направляющей 18. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения второй ролик 9 может быть неприводным роликом. В это время второй ролик 9 поворачивается дважды в соответствии со скоростью подачи первого полотна 7 А и второго полотна 7 В. Соответственно,даже если периферийная скорость изменяется в любом из роликов 8 и 9 вследствие износа или подобной причины, то могут компенсироваться изменения в периферийной скорости первого ролика 8 и второго ролика 9. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения первый ролик 8, который является роликом, имеющим углубление 20, образованное в нем, может быть ведомым роликом. Это делает возможным регулировку и исключение рассогласования между заданной конфигурацией углубления 20 и требуемой формой размещения непрерывного первого эластичного элемента 4 А и непрерывного второго эластичного элемента 5 А. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения способ получения может предусматривать этап охлаждения второго ролика 9. Это делает возможным достижение эффекта упрочнения адгезива 18 А, нанесенного в виде покрытия на первое полотно 7 А и эффекта обеспечения возможности нагрева для избавления от адгезива 18 А. Другими словами, на первом полотне 7 А адгезив 18 А, который нанесен в виде покрытия на часть,обращенную к углублению 20, не охлаждается, в соответствии с этим занимая длительное время для затвердевания. Между тем, адгезив 18 А, который нанесен на часть, обращенную к выступу 21, охлаждается, в соответствии с этим занимая более короткое время для затвердевания. Соответственно, непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А просто смещаются в совмещенные положения Y1 и Y2. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения антиадгезионная технология может быть применена на внешней периферийной поверхности второго ролика 9. Соответственно, адгезив 18 А, нанесенный в виде покрытия на первого полотно 7 А, может быть предотвращен от прилипания (сцепления) на внешней периферийной поверхности второго ролика 9. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения толщина вышеупомянутого второго неадгезивного элемента 10 может быть меньше толщины вышеупомянутого первого неадгезивного элемента. Соответственно, может быть дополнительно улучшен(усилен) вышеупомянутый эффект охлаждения второго ролика 9. В соответствии с поглощающим изделием первого варианта осуществления настоящего изобретения антиадгезионная технология на внешней периферийной поверхности второго ролика 9 может быть реализована посредством покрывания внешней периферийной поверхности второго ролика 9 вторым неадгезивным элементом 10, который является сменным. В соответствии с этим, при износе внешней периферийной поверхности второго ролика 9, необходимо только заменить второй неадгезивный элемент 10, а второй ролик 9 сам по себе не нуждается в замене. Соответственно, может быть уменьшена стоимость замены самого ролика 9. Другими словами, когда второй ролик 9 становится плоским роликом, не имеющим углубления, образованного в нем, не требуется замены внешней периферийной поверхности ролика, имеющего углубление 20, образованное в нем, например, первого ролика 8. Модифицированные примеры В вышеупомянутом варианте осуществления первое полотно 7 А и второе полотно 7 В соединены вместе после того, как первое полотно 7 А соединено с непрерывным первым эластичным элементом 4 А и непрерывным вторым эластичным элементом 5 А, соответственно. Однако настоящее изобретение не ограничено указанным выше. Ножные сборки могут быть образованы, например, путем выполнения следующих этапов. На первом этапе исходный материал 40 А первого полотна отматывают для раздачи из него первого полотна 7 А, и первое полотно 7 А повертывают для изменения его направления посредством направляющего ролика 50 А. В то же самое время исходный материал 40 В второго полотна также отматывают для раздачи из него второго полотна 7 В, и второе полотно 7 В повертывают для изменения его направления посредством направляющего ролика 50 В. На втором этапе аппарат 51 для нанесения адгезивного покрытия наносит покрытие адгезива 18 А на поверхность первого полотна 7 А, обращенную ко второму полотну 7 В, в его заданном местоположении. В то же самое время, аппарат 52 для нанесения адгезивного покрытия наносит адгезив 18 В на поверхность второго полотна 7 В, обращенную к первому полотну 7 В, в его заданном местоположении. На третьем этапе непрерывный первый эластичный элемент 4 А размещают в заданной форме на поверхности первого полотна 7 А, покрытой адгезивом 18 А, тогда как непрерывный первый эластичный элемент 4 А перемещают из стороны в сторону первой качающейся направляющей 17 в CD направлении первого полотна 7 А (то есть, в направлении, пересекающем направление его движения (в производственной технологической установке). В то же самое время, непрерывный второй эластичный элемент 5 А размещают в заданной форме на поверхности второго полотна 7 В, покрытой адгезивом 18 В, в то время как непрерывный второй эластичный элемент 5 А перемещают из стороны в сторону посредством второй качающейся направляющей 18 в CD направлении второго полотна 7 В (то есть, в направлении, пересекающем направление его движения (в производственной технологической установке). В этом случае, заданная форма первого эластичный элемент 4 (то есть, непрерывного первого эластичного элемента 4 А) может отличаться от заданной формы второго эластичного элемента 5 (то есть,непрерывного второго эластичного элемента 5 А). На четвертом этапе первое полотно 7 А, на котором размещен непрерывный первый эластичный элемент 4 А, и второе полотно 7 В, на котором размещен непрерывный второй эластичный элемент 5 А,размещают между первым роликом 8, который вращается в MD направлении, и вторым роликом 9. Благодаря использованию первого ролика 8 и второго ролика 9, непрерывный элемент эластичного элемента 4 А, непрерывный второй эластичный элемент 5 А, первое полотно 7 А и второе полотно 7 В, могут быть получены в виде слоистой структуры и сжаты между первым роликом 8 и вторым роликом 9. В этом случае, непрерывный первый эластичный элемент 4 А и непрерывный второй эластичный элемент 5 А, которые образуют ножные сборки, могут быть расположены между первым полотном 7 А и вторым полотном 7 В. Хотя настоящее изобретение было подробно описано выше со ссылкой на вышеупомянутые варианты осуществления, квалифицированным специалистам в этой области техники должно быть очевидным, что настоящее изобретение не ограничено этими вариантами осуществления, описанными в этой заявке. Настоящее изобретение может быть практически использовано в виде модификаций и изменений без отклонения от базовой концепции и объема настоящего изобретения, как описано в прилагаемой формуле изобретения. Таким образом, должно быть очевидным, что описание, приведенное в этой заявке, сделано только для иллюстрации и не предназначено для ограничения объема настоящего изобретения. Следует отметить, что все содержимое японской патентной заявки 2008-165293 (поданной 25 июня 2008 г.) включено в эту заявку в качестве ссылки. Промышленная применимость Настоящее изобретение является пригодным в способе получения поглощающего изделия, поскольку представляется возможным обеспечения способа получения поглощающего изделия, который может должным образом (правильно) соединять эластичный элемент с полотном в области, соответствующей области ластовицы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения поглощающего изделия, содержащего область ножных отверстий, область (3) ластовицы и эластичный элемент, проходящий от области (2) ножных отверстий к области ластовицы, в котором размещают непрерывный эластичный элемент (4 А, 5 А) в заданной форме, по меньшей мере, на поверхности первого полотна (7 А), транспортируемого непрерывно, и располагая одновременно непрерывный эластичный элемент в направлении, пересекающем направление подачи полотна,направляют первое полотно (7 А), на котором размещен непрерывный эластичный элемент, между первым роликом (8), который вращают в направлении подачи полотна, и вторым роликом (9), и сжимают непрерывный эластичный элемент и полотно между первым роликом и вторым роликом, в котором по меньшей мере, на внешней поверхности первого ролика образовано углубление (20) заданной конфигурации, при этом непрерывный эластичный элемент в области, соответствующей области ластовицы на поверхности полотна, попадает в указанное углубление (20), и полученное полотно соединяют со вторым полотном(7 В). 2. Способ по п.1, в котором длину (L1) первого ролика выполняют приблизительно равной половине поглощающего изделия в поперечном направлении. 3. Способ по п.1 или 2, в котором первый ролик является ведомым роликом, а второй ролик является неприводным роликом. 4. Способ по любому одному из пп.1-3, в котором дополнительно охлаждают второй ролик. 5. Способ по любому одному из пп.1-4, в котором, по меньшей мере, на внешнюю поверхность второго ролика нанесен неадгезивный элемент. 6. Способ по п.4, в котором неадгезивный элемент является сменным. 7. Способ по п.6, в котором на внешнюю поверхность первого ролика нанесен неадгезивный элемент, который является сменным, и толщина неадгезивного элемента второго ролика меньше толщины неадгезивного элемента первого ролика. 8. Способ по любому одному из пп.1-7, в котором непрерывный эластичный элемент состоит из двух частей, заданные формы которых отличаются друг от друга.
МПК / Метки
МПК: A61F 13/15, A61F 13/49
Метки: поглощающего, получения, способ, изделия
Код ссылки
<a href="https://eas.patents.su/10-18819-sposob-polucheniya-pogloshhayushhego-izdeliya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения поглощающего изделия</a>
Поддающийся растяжению нетканый материал, поглощающее изделие и способ получения поглощающего изделия
Номер патента: 15784
Опубликовано: 30.12.2011
Авторы: Года Хайдефуми, Нома Шинджи, Томиока Масахару, Киношита Акиоши, Тсуджи Томоко, Мукаи Хиротомо, Хашимото Татсуя
МПК: D04H 1/42, D04H 3/00, D04H 1/54...
Метки: поддающийся, поглощающее, получения, изделие, материал, нетканый, изделия, поглощающего, растяжению, способ
Формула / Реферат:
1. Поддающийся растяжению нетканый материал, содержащийподдающиеся растяжению термопластичные волокна;термоадгезивные волокна, имеющие более низкую температуру плавления, чем поддающиеся растяжению термопластичные волокна; изоны низкой способности к растяжению в средней области материала, образованные посредством сплавления между собой, по меньшей мере, термоадгезивных волокон, в которых способность к растяжению ниже, чем способность к...
Изделие, включающее подложку с нанесенным экструзионным способом покрытием, способ получения изделия и применение изделия
Номер патента: 18273
Опубликовано: 28.06.2013
Авторы: Кирхбергер Манфред, Эрнст Эберхард, Штадльбауэр Манфред
МПК: C08L 23/10, C09D 123/10, B29C 47/00...
Метки: покрытием, включающее, нанесенным, подложку, способом, экструзионным, применение, изделие, способ, изделия, получения
Формула / Реферат:
1. Изделие, включающее подложку, на которую нанесен в виде покрытия экструзионным способом пропиленовый полимер, который имеет индекс деформационного упрочнения (SHI@1 c-1) по меньшей мере 0,30, измеренный по скорости деформации de/dt, равной 1,00 с-1, при температуре 180°С, где индекс деформационного упрочнения (SHI) определен как наклон логарифма с основанием 10 функции роста растягивающего напряжения (lg(ηЕ+)) как функции логарифма с...
Способ получения поглощающего покрытия на основе золь-гель технологии для гелиотермических систем
Номер патента: 14263
Опубликовано: 29.10.2010
Автор: Эс-Зоуни Мохаммед
МПК: C23C 18/02, F24J 2/48
Метки: способ, золь-гель, основе, получения, гелиотермических, систем, поглощающего, покрытия, технологии
Формула / Реферат:
1. Способ получения поглощающего солнечное излучение покрытия, при осуществлении которого на подложку по золь-гель технологии наносят покрытие из раствора титансодержащего предшественника с получением слоя из диоксида титана и покрытую подложку подвергают термической обработке для пиролиза и кристаллизации нанесенного на нее слоя, отличающийся тем, что к раствору титансодержащего предшественника перед нанесением покрытия добавляют ионы серебра в...
Способ получения изделия
Номер патента: 18382
Опубликовано: 30.07.2013
Авторы: Хэмптон Найджел, Смедберг Анника
МПК: C08L 23/00
Метки: способ, изделия, получения
Формула / Реферат:
1. Способ получения изделия, содержащий следующие стадии:(a) обеспечение компонента (i), который содержит смесь(a1) первого ненасыщенного полиолефина, имеющего общее количество m1 двойных связей углерод-углерод/1000 углеродных атомов в диапазоне от 0,2 до 2,0,(а2) сшивающего агента,(а3) необязательно ненасыщенного низкомолекулярного соединения, имеющего молекулярную массу менее 1000 г/моль и общее количество m2 двойных связей...
Полиэтиленовая композиция (варианты), способ ее получения, изделие, включающее указанную композицию, способ получения указанного изделия и применение композиции
Номер патента: 11457
Опубликовано: 28.04.2009
Авторы: Бэкманн Матс, Вальтон Давид, Ховгард Бо, Макголдрик Джеймс, Лидауэр Давид
МПК: C08L 23/04, C08L 23/06, C08F 10/02...
Метки: получения, применение, полиэтиленовая, композиция, варианты, указанного, способ, изделие, композиции, композицию, включающее, изделия, указанную
Формула / Реферат:
1. Полиэтиленовая композиция, содержащая основную смолу, включающую: (А) первую полиэтиленовую фракцию и (Б) вторую полиэтиленовую фракцию, где скорость течения расплава СТР5/190шC первой фракции выше, чем скорость течения расплава СТР5/190шC второй фракции; отношение скорости растекания ОСР21/5 полиэтиленовой композиции, определенное как отношение скорости течения расплава CTP21,6/190шC к скорости течения расплава СТР5/190шC, находится в...
Предыдущий патент: Удаление зараженных фузариозом зерен из зерновой культуры
Следующий патент: Способ изготовления теплоизолированной гибкой трубы
Случайный патент: Устройство формирования многонаправленного изображения, использующее множество передающих изображение камер