Способ и установка для отливки анодов
Формула / Реферат
1. Способ отливки анодов, включающий:
a) заливку определенного количества жидкого металла в открытую форму;
b) охлаждение анода, отлитого в форму, на стадиях охлаждения, в ходе которых на верхнюю поверхность анода распыляют воду, и указанные стадии охлаждения включают одну или более стадий интенсивного охлаждения, в ходе которых воду распыляют на верхнюю поверхность анода при высоком давлении и по меньшей мере одной струей распыленной воды, которая направлена наклонно на верхнюю поверхность анода, а объемный расход и давление этой струи распыленной воды выбирают так, что струя распыленной воды проникает в слой пара, находящийся над поверхностью, и приходит в контакт с поверхностью анода,
c) удаление затвердевшего анода из формы;
d) повторение стадий а)-с);
отличающийся тем, что на стадии охлаждения b) указанную по меньшей мере одну струю распыленной воды направляют мимо проушин для подъема анода и зоны кромок формы, окружающей проушины для подъема, по существу, не касаясь их, а объемный расход и давление струи распыленной воды выбирают так, что вода отскакивает от поверхности анода и перемещается над зонами кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу, не омывая и не охлаждая указанные зоны кромки формы.
2. Способ по п.1, отличающийся тем, что на стадии интенсивного охлаждения струю распыленной воды направляют под углом 5-80° по отношению к верхней поверхности анода.
3. Способ по п.1 или 2, отличающийся тем, что на стадии интенсивного охлаждения воду, которая отскакивает от анода, собирают и направляют вниз, мимо формы, по существу, не касаясь формы.
4. Способ по любому из пп.1-3, отличающийся тем, что на стадии интенсивного охлаждения струе распыленной воды, которую распыляют на анод, придают форму плоской струи распыленной воды.
5. Способ по любому из пп.1-4, отличающийся тем, что на стадии интенсивного охлаждения воду распыляют при объемном расходе, который составляет порядка 100-3000 л/мин/м2, и под давлением 0,2-0,7 МПа (2-7 бар).
6. Способ по любому из пп.1-5, отличающийся тем, что на стадии интенсивного охлаждения воду распыляют на поверхность анода в течение 5-40 с.
7. Способ по любому из пп.1-6, отличающийся тем, что на стадии интенсивного охлаждения зона соприкосновения струи распыленной воды с поверхностью анода является, по существу, удлиненной, в частности, прямоугольной, линейной или эллиптической.
8. Способ по любому из пп.1-7, отличающийся тем, что на стадии интенсивного охлаждения воду распыляют струями распыленной воды, зоны соприкосновения которых с поверхностью анода, по существу, прилегают друг к другу и покрывают всю площадь верхней поверхности анода.
9. Способ по любому из пп.1-8, отличающийся тем, что после окончания стадии интенсивного охлаждения предотвращают отекание остаточной воды на анод и на форму.
10. Установка для отливки анодов, включающая:
питающее устройство 1 для подачи жидкого металла;
открытые формы 2 для приема жидкого металла из питающего устройства 1, при этом каждая форма включает углубление 3 для формирования горизонтального анода 4 в виде пластины, и это углубление 3 окружено, по существу, горизонтальными зонами 5 кромки формы, а в одном конце углубления 3 обеспечены зоны 6 проушин для формирования проушин 7 для подъема анода, и
охлаждающее устройство 8 для охлаждения анода, отлитого в форму, струями распыленной воды, где охлаждающее устройство 8 включает по меньшей мере одно средство 9 для интенсивного охлаждения, которое выполнено для распыления воды на верхнюю поверхность анода 4 при высоком давлении по меньшей мере одной струей 10 распыленной воды, которая направлена на верхнюю поверхность анода 4 наклонно, при этом объемный расход и давление струи 10 распыленной воды выбрано так, что струя распыленной воды проникает в слой пара, находящийся над поверхностью анода, и приходит в контакт с поверхностью анода, отличающаяся тем, что средство 9 для интенсивного охлаждения выполнено с возможностью направления указанной струи распыленной воды мимо зон 5 кромки формы и проушин 7 для подъема анода, по существу, не касаясь их, и обеспечения объемного расхода и давления струи 10 распыленной воды, достаточного для отскока струи распыленной воды от поверхности анода с последующим перемещением над зонами 5 кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу, не омывая и не охлаждая указанную зону кромки формы.
11. Установка для отливки анодов по п.10, отличающаяся тем, что средство 9 для интенсивного охлаждения включает по меньшей мере одно сопло 11 для распыления, которое направлено так, что вода распыляется под углом 5-80° по отношению к верхней поверхности анода.
12. Установка для отливки анодов по п.10 или 11, отличающаяся тем, что средство 9 для интенсивного охлаждения включает направляющую 12, которая установлена вблизи и над концом формы 4, чтобы собирать и направлять летящие вверх брызги воды со стадии интенсивного охлаждения вниз, мимо формы, по существу, не затрагивая форму.
13. Установка для отливки анодов по п.12, отличающаяся тем, что направляющая 12 имеет форму желоба, открытой частью направленного вниз.
14. Установка для отливки анодов по любому из пп.10-14, отличающаяся тем, что распыляющее сопло 11 выполнено так, что формирует струю 10 распыленной воды, зона соприкосновения которой с поверхностью анода является, по существу, удлиненной, в частности, линейной, прямоугольной или же имеет форму плоского эллипса.
15. Установка для отливки анодов по п.14, отличающаяся тем, что распыляющее сопло 11 выполнено так, что формирует веерообразную или плоскую струю распыленной воды.
16. Установка для отливки анодов по любому из пп.10-15, отличающаяся тем, что средство 9 для интенсивного охлаждения выполнено так, что распыляет воду на поверхность анода с объемным расходом 100-3000 л/мин/м2 и под давлением 0,2-0,7 МПа (2-7 бар).
17. Установка для отливки анодов по любому из пп.10-16, отличающаяся тем, что средство 9 для интенсивного охлаждения выполнено так, что распыляет воду на анод в течение 5-40 с за раз.
18. Установка для отливки анодов по любому из пп.10-17, отличающаяся тем, что средство интенсивного охлаждения включает более одного распылительного сопла 11 для направления более чем одной струи 10 распыленной воды на анод 4 так, что зоны соприкосновения струй распыленной воды с поверхностью анода расположены, по существу, рядом друг с другом и покрывают всю площадь верхней поверхности анода.
19. Установка для отливки анодов по любому из пп.10-18, отличающаяся тем, что средство 9 для интенсивного охлаждения включает байпасный коллектор 13 для распределения воды для интенсивного охлаждения по нескольким распылительным соплам 11, причем распылительные сопла 11 расположены на расстоянии друг от друга по длине байпасного коллектора 13.
20. Установка для отливки анодов по п.19, отличающаяся тем, что байпасный коллектор 13 расположен, по меньшей мере частично, над анодом 4, который должен быть охлажден, при этом каждое распылительное сопло 11 соединено с байпасным коллектором 13 изогнутой трубкой 14, которая открывается в верхнюю часть байпасного трубопровода.
21. Установка для отливки анодов по п.20, отличающаяся тем, что байпасный коллектор 13 является вертикальным и расположен по отношению к форме 2 таким образом, что распылительные сопла 11 выступают не далее вертикальной плоскости, которая расположена на расстоянии S от формы 2, в результате чего после распыления для интенсивного охлаждения вся остаточная вода, которая может вытекать из распылительных сопел 11, стекает мимо формы, не касаясь и не охлаждая ее.
22. Установка для отливки анодов по любому из пп.10-21, отличающаяся тем, что области 6 проушин формы 2 расположены на стороне периферии круговой траектории, а струи 10 распыленной воды направлены к центру этой круговой траектории.
23. Установка для отливки анодов по п.22, отличающаяся тем, что она включает выполненный с возможностью вращения литьевой стол 15, на котором расположены по кругу формы 2, причем области 6 проушин форм 2 находятся на стороне периферии литьевого стола, а струи 10 распыленной воды направлены к центру литьевого стола.
Текст
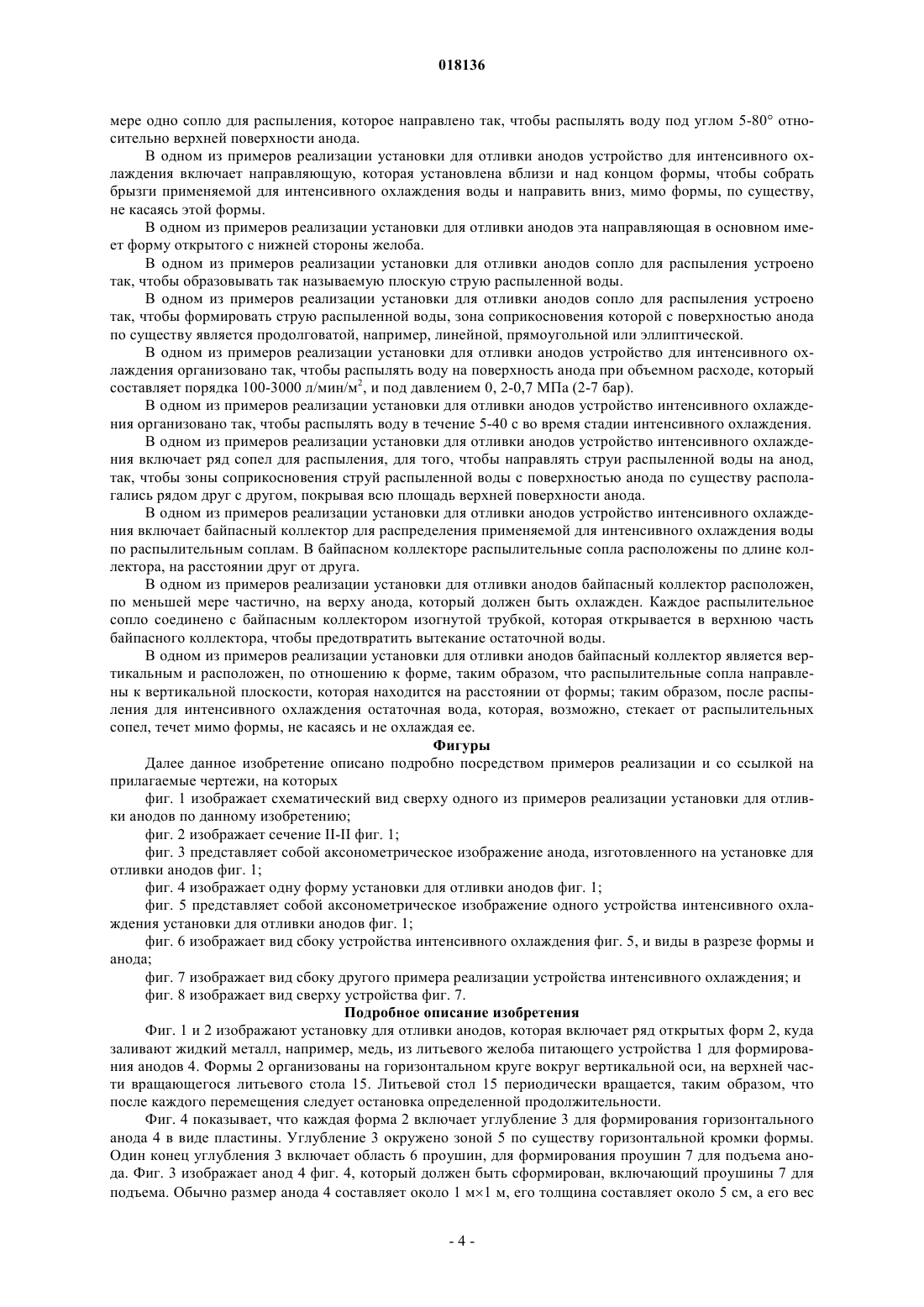
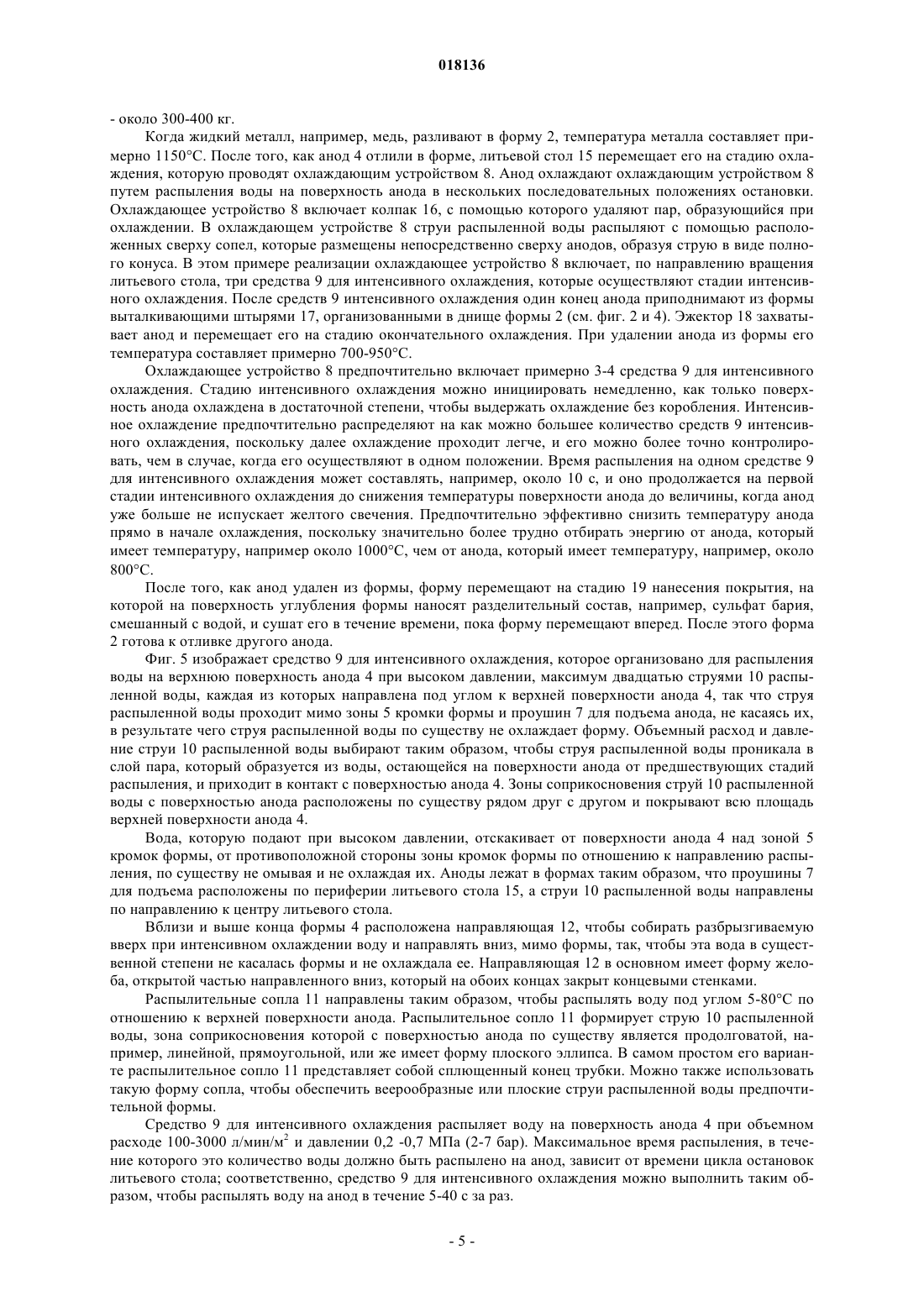
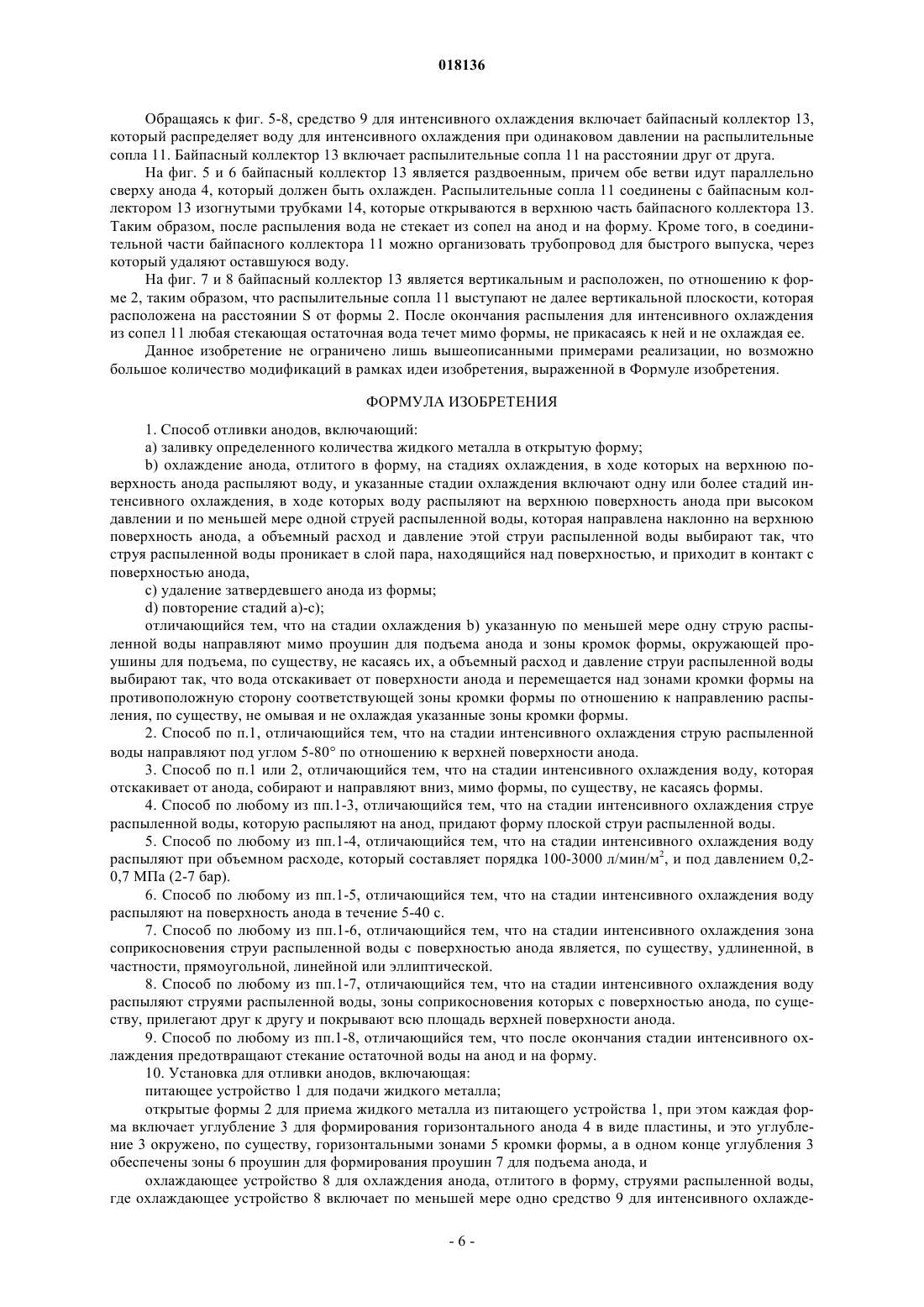
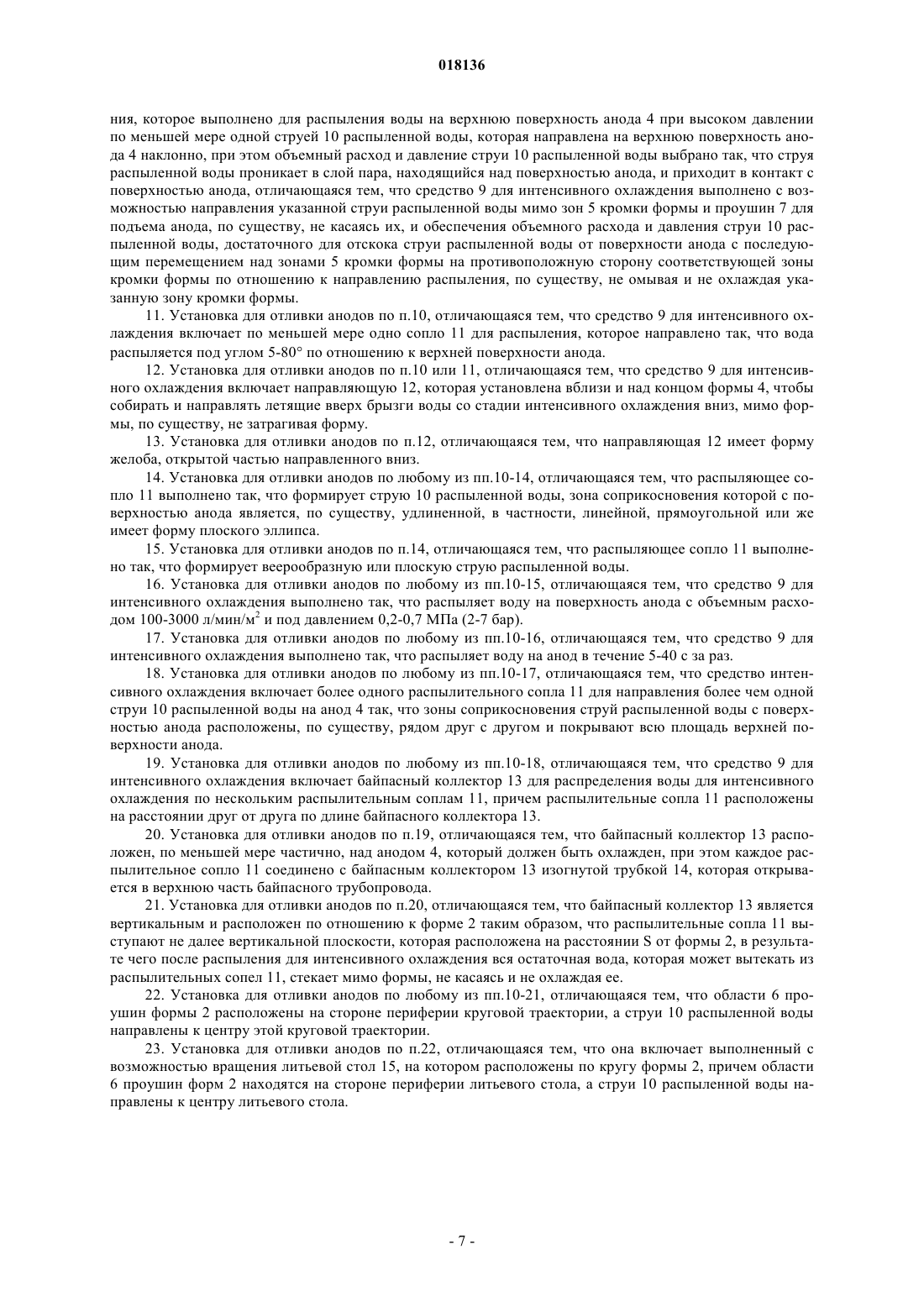
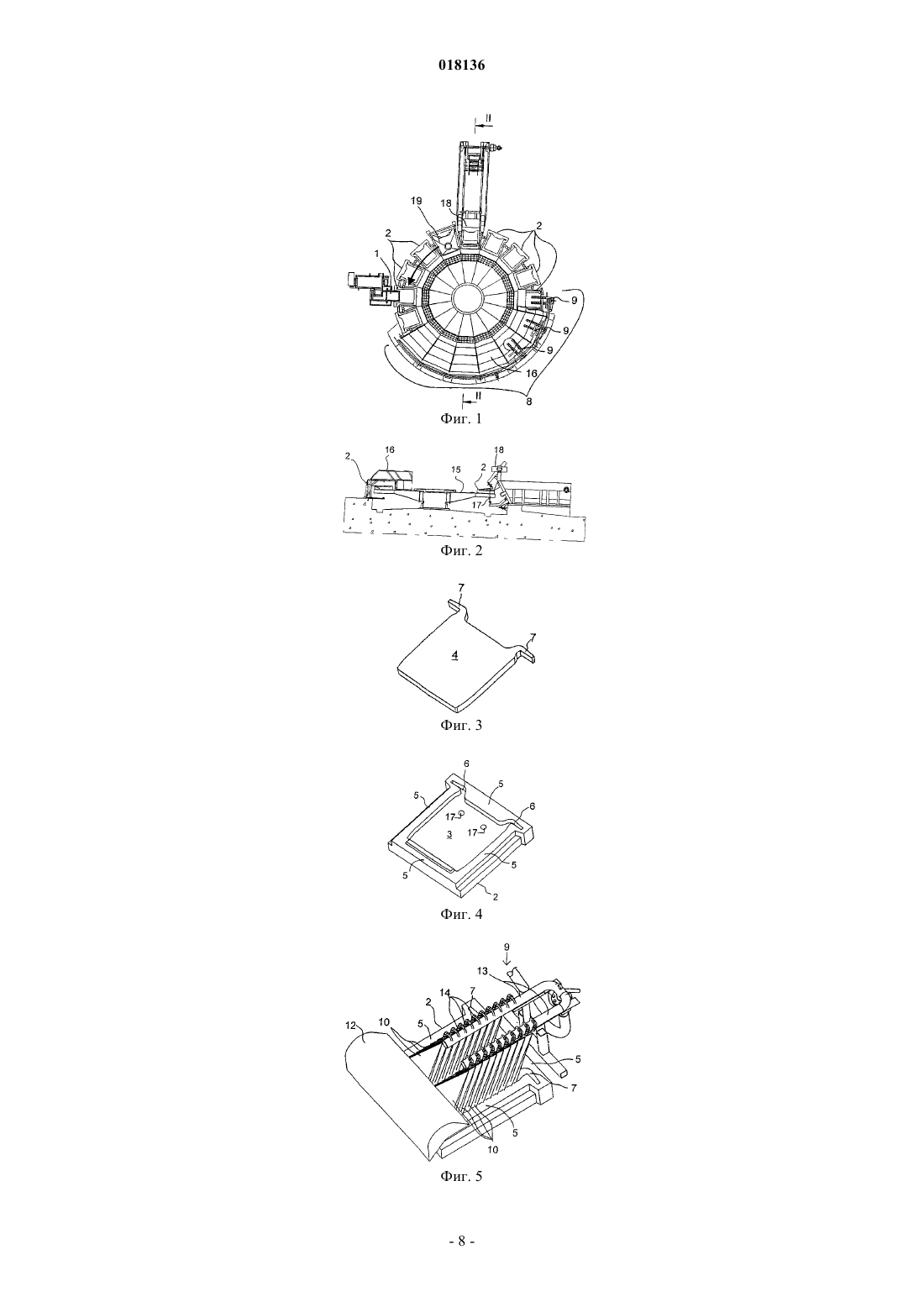
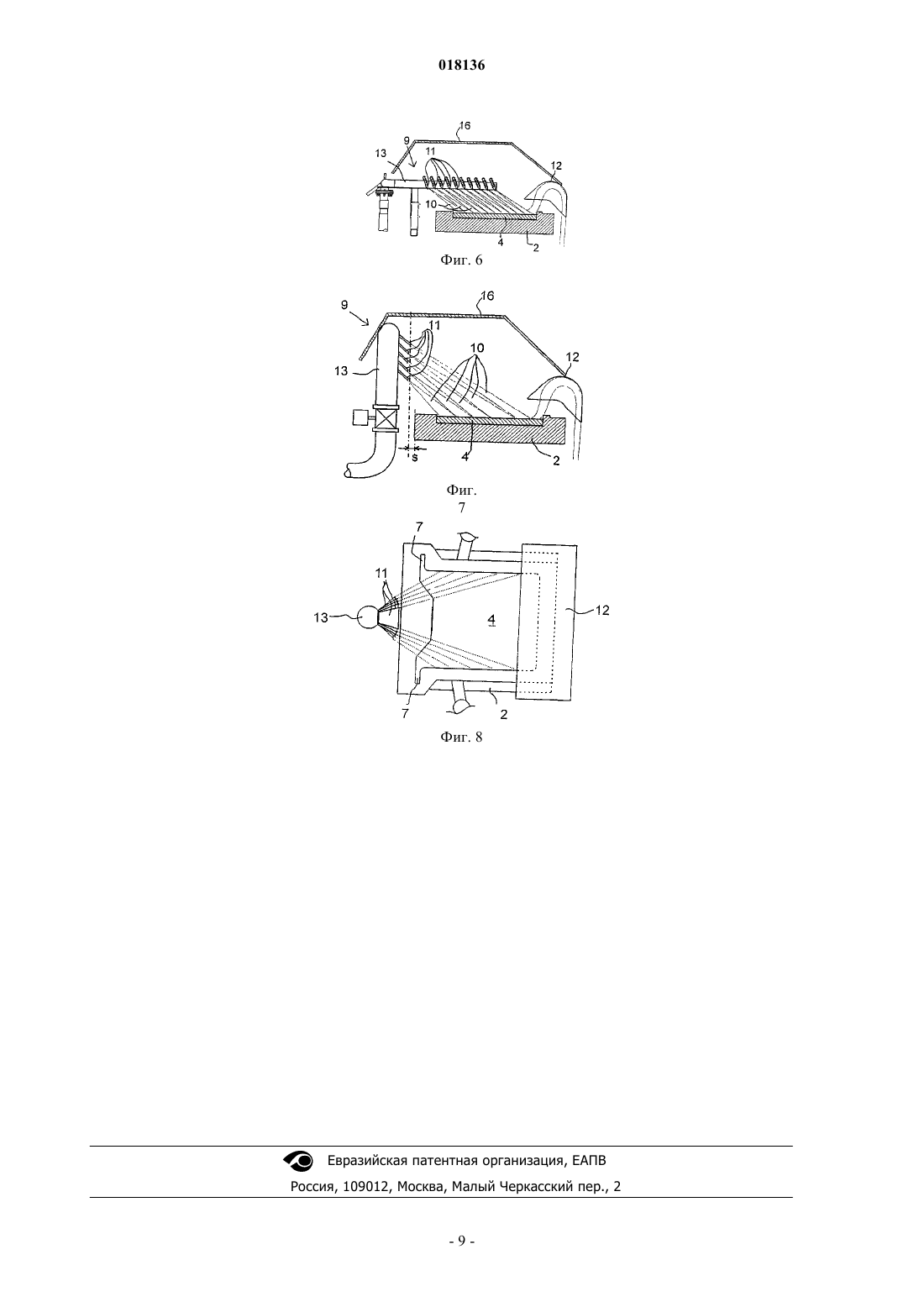
ИСПРАВЛЕННОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ 2009.02.26 СПОСОБ И УСТАНОВКА ДЛЯ ОТЛИВКИ АНОДОВ Данное изобретение относится к способу и установке для отливки анодов. Предложенный способ включает: a) заливку определенного количества жидкого металла в открытую форму; b) охлаждение анода, отлитого в форму, на стадиях охлаждения, в ходе которых на верхнюю поверхность анода распыляют воду, и указанные стадии охлаждения включают одну или более стадий интенсивного охлаждения, в ходе которых воду распыляют на верхнюю поверхность анода при высоком давлении и по меньшей мере одной струей распыленной воды, которая направлена наклонно на верхнюю поверхность анода, а объемный расход и давление этой струи распыленной воды выбирают так,что струя распыленной воды проникает в слой пара, находящийся над поверхностью, и приходит в контакт с поверхностью анода, с) удаление затвердевшего анода из формы; d) повторение стадий а)с); при этом способ отличается тем, что на стадии охлаждения b) указанную по меньшей мере одну струю распыленной воды направляют мимо проушин для подъема анода и зоны кромок формы,окружающей проушины для подъема, по существу, не касаясь их, а объемный расход и давление струи распыленной воды выбирают так, что вода отскакивает от поверхности анода и перемещается над зонами кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу, не омывая и не охлаждая указанные зоны кромки формы. В изобретении также раскрыта установка для отливки анодов. Примечание: библиография отражает состояние при переиздании Область техники, к которой относится изобретение Данное изобретение относится к способу, определенному в преамбуле п.1 формулы изобретения. Кроме того, данное изобретение относится к установке для отливки анодов, определенной в преамбуле п.10 формулы изобретения. Предпосылки создания изобретения Данное изобретение относится к изготовлению анодных пластин в процессе рафинирования металла, например меди, которое осуществляют после металлургического передела. Из печи для плавки во взвешенном состоянии получают продукт, содержащий, помимо меди, железо, серу и благородные металлы; железо и серу удаляют в ходе химической обработки посредством воздуха, обогащенного кислородом. Полученную таким образом медь из конвертера направляют в анодную печь, где ее дополнительно очищают, чтобы удалить серу. Серу, которая может оставаться после переработки в анодной печи,окисляют до диоксида серы, продувая воздух через жидкий металл. Затем кислород удаляют из расплава. Расплавленную медь из анодной печи отливают в виде анодных пластин с помощью установки для отливки анодов; содержание меди в анодных пластинах составляет примерно 99,5%. Обычно размер анодной пластины составляет около 11 м, а ее толщина составляет примерно 5 см. Анод обычно включает проушины для подъема, с помощью которых его можно поднимать и подвешивать в вертикальном положении для электролиза. Обычно вес анода составляет около 300-400 кг. Затем готовые анодные пластины превращают, в ходе очистки с помощью электролиза, в медные катоды, содержание меди в которых составляет 99,99%. Типом известного в настоящее время оборудования для отливки анодов, которое в основном применяют, является установка, включающая литьевой стол, который вращается вокруг вертикальной оси и содержит ряд открытых литейных форм, расположенных по кругу. Литьевой стол периодически поворачивается таким образом, что за каждым перемещением следует остановка конкретной продолжительности. В установке для отливки анодов медь подают из анодной печи по желобу в литейную установку, а затем в открытые литейные формы, которые изготовлены из меди. Расплавленную медь предохраняют от прилипания к формам путем смазки форм на каждом цикле составом для смазки форм или разделительным составом, который может включать, например, сульфат бария, смешанный с водой. Отливка включает следующие стадии: отливку, охлаждение, выемку из формы, перенос в охлаждающий резервуар и смазку формы. Отлитый в форме анод нельзя подвергнуть охлаждению до того, как его поверхность станет достаточно твердой. Непосредственно после отливки температура расплавленного анода в форме составляет около 1150C (температура его плавления составляет 1084C), и обычно его следует охладить в форме до температуры 700-950C, при которой он затвердевает в достаточной степени, чтобы его можно было отделить от формы. При начале процесса отливки температура медной формы, в которой отливают анод, в начале разливки составляет не ниже чем примерно 60C; обычно в течение трех циклов литьевого стола она достигает равновесия, при котором внутренняя ее температура составляет около 200C, а температура поверхности торца, измеренная в середине внешней поверхности стола, составляет около 150C. Теперь форма не должна быть слишком горячей, чтобы срок ее службы не стал слишком коротким. В этом случае разделительный состав на водной основе, который напыляют на поверхность формы после удаления анода,также высыхает достаточно для того, чтобы на кромках анода, который отлит в этой форме, не образовались сколы. Если разделительный состав напыляют на поверхность слишком холодной формы, она не успевает высохнуть до того, как начнется процесс отливки в рассматриваемой форме. Для полного охлаждения формы и анода существенно, чтобы форма сохраняла свои оптимальные температуры, и чтобы можно было отлить аноды для электролиза с соответствующим качеством. Анод должен быть охлажден так, чтобы он был достаточно твердым для того, чтобы его можно было вынуть из формы и перенести для охлаждения погружением в емкость для охлаждения, где происходит окончательное охлаждение. С другой стороны, избыточное охлаждение анода вызывает усадку анода в форме, и между проушинами может возникнуть трещина, что делает этот анод непригодным. Из приведенных выше соображений температура анода при извлечении его из формы предпочтительно составляет 700-950C. Известный способ и установка включают охлаждение анодов в формах при вращении литьевого стола, таким образом, что в нескольких местах в позициях остановки над траекторией движения формы и над анодами организованы так называемые сопла в форме полного конуса, и охлаждающую воду распыляют с помощью этих сопел на поверхность анода в виде конических потоков водяной пыли. В верхней части позиций охлаждения имеется колпак для сбора водяного пара. Такие расположенные сверху позиции охлаждения, непосредственно сфокусированные на анодах, обеспечены в области вытяжного колпака в каждой позиции остановки, начиная с которой анод является достаточно затвердевшим для того,чтобы распыленная вода, направленная на анод, не вызывала прогиба поверхности анода. Струя распыленной воды, сфокусированная непосредственно на аноде, представляет собой относи-1 018136 тельно эффективный способ удаления тепла от анода. С помощью распыления воды можно регулировать мощность охлаждения литьевого стола при кратковременных изменениях производительности разливки, так что можно удалить у анодов желаемое количество тепла до того, как их перемещают в емкость для охлаждения. Количество охлаждающей воды в известной установке для отливки анодов составляло около 20-30 л/мин на анод в каждом положении формы, и 210 л/мин на форму, а температуру формы регулировали,закрывая и открывая их по двухпозиционному принципу, так, чтобы в зависимости от обстоятельств отливки работало необходимое количество форм. Контроль подаваемой сверху воды осуществляли вручную посредством программы блока управления с помощью оператора. То и дело на литьевом столе возникают нарушения, при которых невозможно осуществлять разливку в формы, но стол продолжает вращаться в течение одного или более циклов отливки, без проведения отливки. Это происходит, например, если подъемные штыри анода в форме остаются поднятыми, и нет времени опустить их. Существующая в настоящее время система охлаждения сконструирована таким образом, что оператор процесса отливки изменяет состояние формы в автоматизированной системе, и охлаждение не прерывается в положении, в котором была остановлена форма, которую следует выдержать в сухом состоянии. Что касается мощности и практичности установки для отливки анодов, то выдержка форма в сухом состоянии, как упомянуто выше, имеет существенное значение. Если распыление осуществляют на пустую форму, то может случиться, что формы постепенно выходят из строя, и процесс отливки удлиняется,или даже прерывается. Пропитанные формы следует сушить отдельно, например, пропановыми горелками, между отливками. Количество подаваемой сверху воды, которую, в соответствии с существующей технологией, распыляют непосредственно на анод, должно было иметь максимум. Подводящие системы включали трубопровод и сопла, в которых количество воды увеличивалось по мере возрастания мощностей. Однако, при практической реализации, по различным причинам было необходимо регулировать положения сопел в сторону уменьшения, или полностью удалять их. Таким образом, проблема заключается в том, что, если для охлаждения используют чересчур большое сопло, то углубление анода заполнено кипящей водой. Если добавлять воду потом, на следующей позиции охлаждения, она все равно не проникнет к поверхности анода, поскольку изолирующий слой водяной пены уничтожает распыленную воду. В этом случае вода участвует лишь в сохранении слоя водяной пены. Другая проблема заключается в том, что на практике невозможно с помощью существующей технологии увеличить количество поступающей сверху воды, которая охлаждает анод, что ограничивает производительность литьевого стола. В общем, более высокая производительность означает создание большего по размеру литьевого стола, который содержит большее количество форм и занимает больше пространства. Невозможно автоматизировать подачу воды сверху, если общую производительность по подаваемой сверху воде используют при отливке. Автоматизация требовала бы большей мощности охлаждения, чтобы обеспечить допустимые пределы регулирования. В данный момент практически невозможно регулировать температуру анода при предельных производительностях, поскольку все расположенные сверху позиции для охлаждения задействованы. При охлаждении направленными сверху коническими струями распыленной воды, другими словами, посредством одного сопла, расположенного над анодом, вода переливается через кромки формы,равномерно в каждой точке, неблагоприятно омывая и охлаждая зоны кромок формы, включая области проушин формы. В области проушин для подъема анода форма сама по себе нагрета меньше, поэтому проушины избыточно охлаждаются. Слишком холодная форма в области проушин вызывает сколы анодных проушин, как и в случае холодных форм в начале отливки. Проблема заключается в том, что сколы следует удалять в ходе осуществляемой позже отдельной стадии механической обработки, поскольку, если оставить их, то они могут вызвать короткое замыкание на стадии электролиза, когда анодные пластины висят в вертикальном положении на очень малом расстоянии друг от друга. Цель изобретения Целью данного изобретения является устранение указанных выше недостатков. В частности, целью данного изобретения является описание способа и установки для отливки анодов, которые дают возможность увеличить мощность охлаждения и производительность установки для отливки анодов без увеличения числа форм. Дополнительной целью данного изобретения является описание способа и установки для отливки анодов, которые позволяют охлаждать аноды без охлаждения формы. Дополнительной целью данного изобретения является описание способа и установки для отливки анодов, при которых проушины анодов не охлаждаются чрезмерно, в результате чего не образуются сколы, и на аноде не образуются трещины. Краткое описание изобретения Способ по данному изобретению включает: а) заливку определенного количества жидкого металла в открытую форму; b) охлаждение анода, отлитого в форму, на стадиях охлаждения, в ходе которых на верхнюю поверхность анода распыляют воду, и указанные стадии охлаждения включают одну или более стадий интенсивного охлаждения, в ходе которых воду распыляют на верхнюю поверхность анода при высоком давлении и по меньшей мере одной струей распыленной воды, которая направлена наклонно на верхнюю поверхность анода, а объемный расход и давление этой струи распыленной воды выбирают так,что струя распыленной воды проникает в слой пара, находящийся над поверхностью, и приходит в контакт с поверхностью анода, с) удаление затвердевшего анода из формы; d) повторение стадий а)-с). Предлагаемый способ отличается тем, что на стадии охлаждения b) указанную по меньшей мере одну струю распыленной воды направляют мимо проушин для подъема анода и зоны кромок формы, окружающей проушины для подъема, по существу не касаясь их, а объемный расход и давление струи распыленной воды выбирают так, что вода отскакивает от поверхности анода и перемещается над зонами кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу не омывая и не охлаждая указанные зоны кромки формы. Предлагаема по изобретению установка для отливки анодов включает: питающее устройство 1 для подачи жидкого металла; открытые формы 2 для приема жидкого металла из питающего устройства 1,при этом каждая форма включает углубление 3 для формирования горизонтального анода 4 в виде пластины, и это углубление 3 окружено по существу горизонтальными зонами 5 кромки формы, а в одном конце углубления 3 обеспечены зоны 6 проушин для формирования проушин 7 для подъема анода, и охлаждающее устройство 8 для охлаждения анода, отлитого в форму, струями распыленной воды, где охлаждающее устройство 8 включает по меньшей мере одно средство 9 для интенсивного охлаждения, которое выполнено для распыления воды на верхнюю поверхность анода 4 при высоком давлении по меньшей мере одной струей 10 распыленной воды, которая направлена на верхнюю поверхность анода 4 наклонно, при этом объемный расход и давление струи 10 распыленной воды выбрано так, что струя распыленной воды проникает в слой пара, находящийся над поверхностью анода, и приходит в контакт с поверхностью анода. Предлагаемая по изобретению установка для отливки анодов отличается тем, что средство 9 для интенсивного охлаждения выполнено с возможностью направления указанной струи распыленной воды мимо зон 5 кромки формы и проушин 7 для подъема анода, по существу не касаясь их, и обеспечения объемного расхода и давления струи 10 распыленной воды достаточного для отскока струи распыленной воды от поверхности анода с последующим перемещением над зонами 5 кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу не омывая и не охлаждая указанную зону кромки формы. Преимуществом данного изобретения является то, что охлаждение не направлено на проушины для подъема анода, что повышает качество анода и дает возможность распылять значительное количество воды на анод. При охлаждении анода на зоны кромок формы не направлено избыточного охлаждения,благодаря чему качество анода остается высоким. Данное изобретение обеспечивает возможность значительного увеличения мощности охлаждения существующей установки для отливки анодов, что дает возможность увеличить производительность литья без увеличения числа форм и размера литьевого стола. Дополнительным преимуществом данного изобретения является то, что на поверхность анода можно направить большие количества воды, чтобы обеспечить экономически значимые результаты охлаждения(адекватные увеличению производительности). Сильная, направленная под углом струя распыленной воды из расположенного сверху устройства для охлаждения проникает в слой пара, образованный водой на поверхности анода, вытесняя его. В одном из примеров реализации данного способа на стадии интенсивного охлаждения струю распыленной воды направляют под углом 5-80 по отношению к верхней поверхности анода. В одном из примеров реализации данного способа на стадии интенсивного охлаждения воду, которая отскакивает от анода, собирают и направляют вниз мимо анода, по существу не касаясь формы. В одном из примеров реализации данного способа на стадии интенсивного охлаждения струю распыленной воды, которую распыляют на анод, формируют в виде так называемой плоской струи распыленной воды. В одном из примеров реализации данного способа на стадии интенсивного охлаждения воду распыляют при объемном расходе, который составляет порядка 100-3000 л/мин/м 2, и под давлением 0,2-0,7 мПа (2-7 бар). В одном из примеров реализации данного способа на стадии интенсивного охлаждения воду распыляют на поверхность анода в течение 5-40 с. В одном из примеров реализации данного способа на стадии интенсивного охлаждения зона соприкосновения струи распыленной воды с поверхностью анода является по существу продолговатой, например, прямоугольной, линейной, эллиптической или т.п. В одном из примеров реализации данного способа на стадии интенсивного охлаждения воду распыляют струями распыленной воды, зоны соприкосновения которых с поверхностью анода по существу прилегают друг к другу и покрывают всю площадь верхней поверхности анода. В одном из примеров реализации данного способа после завершения стадии интенсивного охлаждения анод и форму предохраняют от попадания на них оставшейся воды. В одном из примеров реализации установки для отливки анодов установка включает по меньшей мере одно сопло для распыления, которое направлено так, чтобы распылять воду под углом 5-80 относительно верхней поверхности анода. В одном из примеров реализации установки для отливки анодов устройство для интенсивного охлаждения включает направляющую, которая установлена вблизи и над концом формы, чтобы собрать брызги применяемой для интенсивного охлаждения воды и направить вниз, мимо формы, по существу,не касаясь этой формы. В одном из примеров реализации установки для отливки анодов эта направляющая в основном имеет форму открытого с нижней стороны желоба. В одном из примеров реализации установки для отливки анодов сопло для распыления устроено так, чтобы образовывать так называемую плоскую струю распыленной воды. В одном из примеров реализации установки для отливки анодов сопло для распыления устроено так, чтобы формировать струю распыленной воды, зона соприкосновения которой с поверхностью анода по существу является продолговатой, например, линейной, прямоугольной или эллиптической. В одном из примеров реализации установки для отливки анодов устройство для интенсивного охлаждения организовано так, чтобы распылять воду на поверхность анода при объемном расходе, который составляет порядка 100-3000 л/мин/м 2, и под давлением 0, 2-0,7 МПа (2-7 бар). В одном из примеров реализации установки для отливки анодов устройство интенсивного охлаждения организовано так, чтобы распылять воду в течение 5-40 с во время стадии интенсивного охлаждения. В одном из примеров реализации установки для отливки анодов устройство интенсивного охлаждения включает ряд сопел для распыления, для того, чтобы направлять струи распыленной воды на анод,так, чтобы зоны соприкосновения струй распыленной воды с поверхностью анода по существу располагались рядом друг с другом, покрывая всю площадь верхней поверхности анода. В одном из примеров реализации установки для отливки анодов устройство интенсивного охлаждения включает байпасный коллектор для распределения применяемой для интенсивного охлаждения воды по распылительным соплам. В байпасном коллекторе распылительные сопла расположены по длине коллектора, на расстоянии друг от друга. В одном из примеров реализации установки для отливки анодов байпасный коллектор расположен,по меньшей мере частично, на верху анода, который должен быть охлажден. Каждое распылительное сопло соединено с байпасным коллектором изогнутой трубкой, которая открывается в верхнюю часть байпасного коллектора, чтобы предотвратить вытекание остаточной воды. В одном из примеров реализации установки для отливки анодов байпасный коллектор является вертикальным и расположен, по отношению к форме, таким образом, что распылительные сопла направлены к вертикальной плоскости, которая находится на расстоянии от формы; таким образом, после распыления для интенсивного охлаждения остаточная вода, которая, возможно, стекает от распылительных сопел, течет мимо формы, не касаясь и не охлаждая ее. Фигуры Далее данное изобретение описано подробно посредством примеров реализации и со ссылкой на прилагаемые чертежи, на которых фиг. 1 изображает схематический вид сверху одного из примеров реализации установки для отливки анодов по данному изобретению; фиг. 2 изображает сечение II-II фиг. 1; фиг. 3 представляет собой аксонометрическое изображение анода, изготовленного на установке для отливки анодов фиг. 1; фиг. 4 изображает одну форму установки для отливки анодов фиг. 1; фиг. 5 представляет собой аксонометрическое изображение одного устройства интенсивного охлаждения установки для отливки анодов фиг. 1; фиг. 6 изображает вид сбоку устройства интенсивного охлаждения фиг. 5, и виды в разрезе формы и анода; фиг. 7 изображает вид сбоку другого примера реализации устройства интенсивного охлаждения; и фиг. 8 изображает вид сверху устройства фиг. 7. Подробное описание изобретения Фиг. 1 и 2 изображают установку для отливки анодов, которая включает ряд открытых форм 2, куда заливают жидкий металл, например, медь, из литьевого желоба питающего устройства 1 для формирования анодов 4. Формы 2 организованы на горизонтальном круге вокруг вертикальной оси, на верхней части вращающегося литьевого стола 15. Литьевой стол 15 периодически вращается, таким образом, что после каждого перемещения следует остановка определенной продолжительности. Фиг. 4 показывает, что каждая форма 2 включает углубление 3 для формирования горизонтального анода 4 в виде пластины. Углубление 3 окружено зоной 5 по существу горизонтальной кромки формы. Один конец углубления 3 включает область 6 проушин, для формирования проушин 7 для подъема анода. Фиг. 3 изображает анод 4 фиг. 4, который должен быть сформирован, включающий проушины 7 для подъема. Обычно размер анода 4 составляет около 1 м 1 м, его толщина составляет около 5 см, а его вес- около 300-400 кг. Когда жидкий металл, например, медь, разливают в форму 2, температура металла составляет примерно 1150C. После того, как анод 4 отлили в форме, литьевой стол 15 перемещает его на стадию охлаждения, которую проводят охлаждающим устройством 8. Анод охлаждают охлаждающим устройством 8 путем распыления воды на поверхность анода в нескольких последовательных положениях остановки. Охлаждающее устройство 8 включает колпак 16, с помощью которого удаляют пар, образующийся при охлаждении. В охлаждающем устройстве 8 струи распыленной воды распыляют с помощью расположенных сверху сопел, которые размещены непосредственно сверху анодов, образуя струю в виде полного конуса. В этом примере реализации охлаждающее устройство 8 включает, по направлению вращения литьевого стола, три средства 9 для интенсивного охлаждения, которые осуществляют стадии интенсивного охлаждения. После средств 9 интенсивного охлаждения один конец анода приподнимают из формы выталкивающими штырями 17, организованными в днище формы 2 (см. фиг. 2 и 4). Эжектор 18 захватывает анод и перемещает его на стадию окончательного охлаждения. При удалении анода из формы его температура составляет примерно 700-950C. Охлаждающее устройство 8 предпочтительно включает примерно 3-4 средства 9 для интенсивного охлаждения. Стадию интенсивного охлаждения можно инициировать немедленно, как только поверхность анода охлаждена в достаточной степени, чтобы выдержать охлаждение без коробления. Интенсивное охлаждение предпочтительно распределяют на как можно большее количество средств 9 интенсивного охлаждения, поскольку далее охлаждение проходит легче, и его можно более точно контролировать, чем в случае, когда его осуществляют в одном положении. Время распыления на одном средстве 9 для интенсивного охлаждения может составлять, например, около 10 с, и оно продолжается на первой стадии интенсивного охлаждения до снижения температуры поверхности анода до величины, когда анод уже больше не испускает желтого свечения. Предпочтительно эффективно снизить температуру анода прямо в начале охлаждения, поскольку значительно более трудно отбирать энергию от анода, который имеет температуру, например около 1000C, чем от анода, который имеет температуру, например, около 800C. После того, как анод удален из формы, форму перемещают на стадию 19 нанесения покрытия, на которой на поверхность углубления формы наносят разделительный состав, например, сульфат бария,смешанный с водой, и сушат его в течение времени, пока форму перемещают вперед. После этого форма 2 готова к отливке другого анода. Фиг. 5 изображает средство 9 для интенсивного охлаждения, которое организовано для распыления воды на верхнюю поверхность анода 4 при высоком давлении, максимум двадцатью струями 10 распыленной воды, каждая из которых направлена под углом к верхней поверхности анода 4, так что струя распыленной воды проходит мимо зоны 5 кромки формы и проушин 7 для подъема анода, не касаясь их,в результате чего струя распыленной воды по существу не охлаждает форму. Объемный расход и давление струи 10 распыленной воды выбирают таким образом, чтобы струя распыленной воды проникала в слой пара, который образуется из воды, остающейся на поверхности анода от предшествующих стадий распыления, и приходит в контакт с поверхностью анода 4. Зоны соприкосновения струй 10 распыленной воды с поверхностью анода расположены по существу рядом друг с другом и покрывают всю площадь верхней поверхности анода 4. Вода, которую подают при высоком давлении, отскакивает от поверхности анода 4 над зоной 5 кромок формы, от противоположной стороны зоны кромок формы по отношению к направлению распыления, по существу не омывая и не охлаждая их. Аноды лежат в формах таким образом, что проушины 7 для подъема расположены по периферии литьевого стола 15, а струи 10 распыленной воды направлены по направлению к центру литьевого стола. Вблизи и выше конца формы 4 расположена направляющая 12, чтобы собирать разбрызгиваемую вверх при интенсивном охлаждении воду и направлять вниз, мимо формы, так, чтобы эта вода в существенной степени не касалась формы и не охлаждала ее. Направляющая 12 в основном имеет форму желоба, открытой частью направленного вниз, который на обоих концах закрыт концевыми стенками. Распылительные сопла 11 направлены таким образом, чтобы распылять воду под углом 5-80C по отношению к верхней поверхности анода. Распылительное сопло 11 формирует струю 10 распыленной воды, зона соприкосновения которой с поверхностью анода по существу является продолговатой, например, линейной, прямоугольной, или же имеет форму плоского эллипса. В самом простом его варианте распылительное сопло 11 представляет собой сплющенный конец трубки. Можно также использовать такую форму сопла, чтобы обеспечить веерообразные или плоские струи распыленной воды предпочтительной формы. Средство 9 для интенсивного охлаждения распыляет воду на поверхность анода 4 при объемном расходе 100-3000 л/мин/м 2 и давлении 0,2 -0,7 МПа (2-7 бар). Максимальное время распыления, в течение которого это количество воды должно быть распылено на анод, зависит от времени цикла остановок литьевого стола; соответственно, средство 9 для интенсивного охлаждения можно выполнить таким образом, чтобы распылять воду на анод в течение 5-40 с за раз. Обращаясь к фиг. 5-8, средство 9 для интенсивного охлаждения включает байпасный коллектор 13,который распределяет воду для интенсивного охлаждения при одинаковом давлении на распылительные сопла 11. Байпасный коллектор 13 включает распылительные сопла 11 на расстоянии друг от друга. На фиг. 5 и 6 байпасный коллектор 13 является раздвоенным, причем обе ветви идут параллельно сверху анода 4, который должен быть охлажден. Распылительные сопла 11 соединены с байпасным коллектором 13 изогнутыми трубками 14, которые открываются в верхнюю часть байпасного коллектора 13. Таким образом, после распыления вода не стекает из сопел на анод и на форму. Кроме того, в соединительной части байпасного коллектора 11 можно организовать трубопровод для быстрого выпуска, через который удаляют оставшуюся воду. На фиг. 7 и 8 байпасный коллектор 13 является вертикальным и расположен, по отношению к форме 2, таким образом, что распылительные сопла 11 выступают не далее вертикальной плоскости, которая расположена на расстоянии S от формы 2. После окончания распыления для интенсивного охлаждения из сопел 11 любая стекающая остаточная вода течет мимо формы, не прикасаясь к ней и не охлаждая ее. Данное изобретение не ограничено лишь вышеописанными примерами реализации, но возможно большое количество модификаций в рамках идеи изобретения, выраженной в Формуле изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ отливки анодов, включающий:a) заливку определенного количества жидкого металла в открытую форму;b) охлаждение анода, отлитого в форму, на стадиях охлаждения, в ходе которых на верхнюю поверхность анода распыляют воду, и указанные стадии охлаждения включают одну или более стадий интенсивного охлаждения, в ходе которых воду распыляют на верхнюю поверхность анода при высоком давлении и по меньшей мере одной струей распыленной воды, которая направлена наклонно на верхнюю поверхность анода, а объемный расход и давление этой струи распыленной воды выбирают так, что струя распыленной воды проникает в слой пара, находящийся над поверхностью, и приходит в контакт с поверхностью анода,c) удаление затвердевшего анода из формы;d) повторение стадий а)-с); отличающийся тем, что на стадии охлаждения b) указанную по меньшей мере одну струю распыленной воды направляют мимо проушин для подъема анода и зоны кромок формы, окружающей проушины для подъема, по существу, не касаясь их, а объемный расход и давление струи распыленной воды выбирают так, что вода отскакивает от поверхности анода и перемещается над зонами кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу, не омывая и не охлаждая указанные зоны кромки формы. 2. Способ по п.1, отличающийся тем, что на стадии интенсивного охлаждения струю распыленной воды направляют под углом 5-80 по отношению к верхней поверхности анода. 3. Способ по п.1 или 2, отличающийся тем, что на стадии интенсивного охлаждения воду, которая отскакивает от анода, собирают и направляют вниз, мимо формы, по существу, не касаясь формы. 4. Способ по любому из пп.1-3, отличающийся тем, что на стадии интенсивного охлаждения струе распыленной воды, которую распыляют на анод, придают форму плоской струи распыленной воды. 5. Способ по любому из пп.1-4, отличающийся тем, что на стадии интенсивного охлаждения воду распыляют при объемном расходе, который составляет порядка 100-3000 л/мин/м 2, и под давлением 0,20,7 МПа (2-7 бар). 6. Способ по любому из пп.1-5, отличающийся тем, что на стадии интенсивного охлаждения воду распыляют на поверхность анода в течение 5-40 с. 7. Способ по любому из пп.1-6, отличающийся тем, что на стадии интенсивного охлаждения зона соприкосновения струи распыленной воды с поверхностью анода является, по существу, удлиненной, в частности, прямоугольной, линейной или эллиптической. 8. Способ по любому из пп.1-7, отличающийся тем, что на стадии интенсивного охлаждения воду распыляют струями распыленной воды, зоны соприкосновения которых с поверхностью анода, по существу, прилегают друг к другу и покрывают всю площадь верхней поверхности анода. 9. Способ по любому из пп.1-8, отличающийся тем, что после окончания стадии интенсивного охлаждения предотвращают стекание остаточной воды на анод и на форму. 10. Установка для отливки анодов, включающая: питающее устройство 1 для подачи жидкого металла; открытые формы 2 для приема жидкого металла из питающего устройства 1, при этом каждая форма включает углубление 3 для формирования горизонтального анода 4 в виде пластины, и это углубление 3 окружено, по существу, горизонтальными зонами 5 кромки формы, а в одном конце углубления 3 обеспечены зоны 6 проушин для формирования проушин 7 для подъема анода, и охлаждающее устройство 8 для охлаждения анода, отлитого в форму, струями распыленной воды,где охлаждающее устройство 8 включает по меньшей мере одно средство 9 для интенсивного охлажде-6 018136 ния, которое выполнено для распыления воды на верхнюю поверхность анода 4 при высоком давлении по меньшей мере одной струей 10 распыленной воды, которая направлена на верхнюю поверхность анода 4 наклонно, при этом объемный расход и давление струи 10 распыленной воды выбрано так, что струя распыленной воды проникает в слой пара, находящийся над поверхностью анода, и приходит в контакт с поверхностью анода, отличающаяся тем, что средство 9 для интенсивного охлаждения выполнено с возможностью направления указанной струи распыленной воды мимо зон 5 кромки формы и проушин 7 для подъема анода, по существу, не касаясь их, и обеспечения объемного расхода и давления струи 10 распыленной воды, достаточного для отскока струи распыленной воды от поверхности анода с последующим перемещением над зонами 5 кромки формы на противоположную сторону соответствующей зоны кромки формы по отношению к направлению распыления, по существу, не омывая и не охлаждая указанную зону кромки формы. 11. Установка для отливки анодов по п.10, отличающаяся тем, что средство 9 для интенсивного охлаждения включает по меньшей мере одно сопло 11 для распыления, которое направлено так, что вода распыляется под углом 5-80 по отношению к верхней поверхности анода. 12. Установка для отливки анодов по п.10 или 11, отличающаяся тем, что средство 9 для интенсивного охлаждения включает направляющую 12, которая установлена вблизи и над концом формы 4, чтобы собирать и направлять летящие вверх брызги воды со стадии интенсивного охлаждения вниз, мимо формы, по существу, не затрагивая форму. 13. Установка для отливки анодов по п.12, отличающаяся тем, что направляющая 12 имеет форму желоба, открытой частью направленного вниз. 14. Установка для отливки анодов по любому из пп.10-14, отличающаяся тем, что распыляющее сопло 11 выполнено так, что формирует струю 10 распыленной воды, зона соприкосновения которой с поверхностью анода является, по существу, удлиненной, в частности, линейной, прямоугольной или же имеет форму плоского эллипса. 15. Установка для отливки анодов по п.14, отличающаяся тем, что распыляющее сопло 11 выполнено так, что формирует веерообразную или плоскую струю распыленной воды. 16. Установка для отливки анодов по любому из пп.10-15, отличающаяся тем, что средство 9 для интенсивного охлаждения выполнено так, что распыляет воду на поверхность анода с объемным расходом 100-3000 л/мин/м 2 и под давлением 0,2-0,7 МПа (2-7 бар). 17. Установка для отливки анодов по любому из пп.10-16, отличающаяся тем, что средство 9 для интенсивного охлаждения выполнено так, что распыляет воду на анод в течение 5-40 с за раз. 18. Установка для отливки анодов по любому из пп.10-17, отличающаяся тем, что средство интенсивного охлаждения включает более одного распылительного сопла 11 для направления более чем одной струи 10 распыленной воды на анод 4 так, что зоны соприкосновения струй распыленной воды с поверхностью анода расположены, по существу, рядом друг с другом и покрывают всю площадь верхней поверхности анода. 19. Установка для отливки анодов по любому из пп.10-18, отличающаяся тем, что средство 9 для интенсивного охлаждения включает байпасный коллектор 13 для распределения воды для интенсивного охлаждения по нескольким распылительным соплам 11, причем распылительные сопла 11 расположены на расстоянии друг от друга по длине байпасного коллектора 13. 20. Установка для отливки анодов по п.19, отличающаяся тем, что байпасный коллектор 13 расположен, по меньшей мере частично, над анодом 4, который должен быть охлажден, при этом каждое распылительное сопло 11 соединено с байпасным коллектором 13 изогнутой трубкой 14, которая открывается в верхнюю часть байпасного трубопровода. 21. Установка для отливки анодов по п.20, отличающаяся тем, что байпасный коллектор 13 является вертикальным и расположен по отношению к форме 2 таким образом, что распылительные сопла 11 выступают не далее вертикальной плоскости, которая расположена на расстоянии S от формы 2, в результате чего после распыления для интенсивного охлаждения вся остаточная вода, которая может вытекать из распылительных сопел 11, стекает мимо формы, не касаясь и не охлаждая ее. 22. Установка для отливки анодов по любому из пп.10-21, отличающаяся тем, что области 6 проушин формы 2 расположены на стороне периферии круговой траектории, а струи 10 распыленной воды направлены к центру этой круговой траектории. 23. Установка для отливки анодов по п.22, отличающаяся тем, что она включает выполненный с возможностью вращения литьевой стол 15, на котором расположены по кругу формы 2, причем области 6 проушин форм 2 находятся на стороне периферии литьевого стола, а струи 10 распыленной воды направлены к центру литьевого стола.
МПК / Метки
МПК: B22D 30/00, B22D 5/02, B22D 25/04
Метки: способ, анодов, установка, отливки
Код ссылки
<a href="https://eas.patents.su/10-18136-sposob-i-ustanovka-dlya-otlivki-anodov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и установка для отливки анодов</a>
Способ и установка для охлаждения анодов
Номер патента: 13363
Опубликовано: 30.04.2010
Автор: Лумппио Юха
МПК: B22D 5/02, B22D 25/04
Метки: анодов, способ, охлаждения, установка
Формула / Реферат:
1. Способ охлаждения анодов (4) в связи с отливкой (1) анодов, в котором расплавленный металл отливают в литейную форму (3) колеса (2) для отливки анодов; указанное колесо для отливки анодов транспортирует анод в литейной форме в блок (5) охлаждения, где анод (4) охлаждают подачей воды на поверхность (6) анода по меньшей мере в две стадии; после охлаждения анод (4) отделяют от литейной формы в блоке (10) отделения; отличающийся тем, что в блоке...
Устройство для литья металлических анодов в установке для литья анодов
Номер патента: 15981
Опубликовано: 30.01.2012
Автор: Лумппио Юха
МПК: B22D 37/00, B22D 35/04
Метки: установке, анодов, литья, металлических, устройство
Формула / Реферат:
1. Устройство для литья металлических анодов в установке для литья анодов, включающееанодную печь (2), выполненную с возможностью наклона относительно оси (1), для плавки металла; причем указанная анодная печь (2) включает литейное отверстие (3) для подачи расплавленного металла (27) из анодной печи (2),литейную форму (4) для литья металлического анода ипроводящую систему (6) для направления расплавленного металла (27) из анодной печи (2) в...
Литейный желоб и способ литья медных анодов
Номер патента: 8872
Опубликовано: 31.08.2007
Автор: Лумппио Юха
МПК: B22D 35/04, B22D 37/00, B22D 39/04...
Метки: медных, литейный, литья, анодов, желоб, способ
Формула / Реферат:
1. Литейный желоб для литья металла в литейную форму, где указанный литейный желоб включает днище, носок, боковые стенки и расположенную напротив носка заднюю стенку, причем литейный желоб имеет разливочный механизм, снабженный по меньшей мере одним датчиком массы для точной подачи металла в литейную форму, отличающийся тем, что носок включает поверхность слива, которая расширяется к сливному краю носка и направлена вниз по отношению к...
Устройство, система и способ продления срока службы расходуемых анодов на системах катодной защиты
Номер патента: 12935
Опубликовано: 26.02.2010
Автор: Даулинг Дэвид Б.
МПК: C23F 13/00
Метки: анодов, способ, система, срока, защиты, катодной, продления, устройство, системах, расходуемых, службы
Формула / Реферат:
1. Система для продления срока службы одного или более анодов системы катодной коррозионной защиты для управления коррозией проводящей конструкции в контакте с коррозийной окружающей средой, содержащая:один или более анодов, электрически соединенный с упомянутой проводящей конструкцией;фильтр, соединенный по меньшей мере с одним из следующего: упомянутая проводящая конструкция, упомянутый один или более анод или их сочетание и имеющий...
Способ и устройство для отливки металлических изделий
Номер патента: 9004
Опубликовано: 26.10.2007
Автор: Рэффл Мэри Томас Гиллс
МПК: B22D 21/00, B22D 17/22
Метки: способ, металлических, изделий, отливки, устройство
Формула / Реферат:
1. Способ отливки металлического объекта путем загрузки кокиля или кристаллизатора расплавленным металлом и обеспечения кристаллизации металла в кокиле или кристаллизаторе с образованием объекта, при этом проводят нагревание кокиля или кристаллизатора при помощи индукционного нагрева до повышенной температуры до загрузки кокиля или кристаллизатора расплавленным металлом, отличающийся тем, что индукционный нагрев используют для создания внутри...
Предыдущий патент: Способ и установка для производства листового материала для экстракционных пакетиков
Следующий патент: Композиции, содержащие пневмококковые антигены
Случайный патент: Производные бициклического амида для усиления глутаматергических синаптических ответов