Устройство для литья металлических анодов в установке для литья анодов
Формула / Реферат
1. Устройство для литья металлических анодов в установке для литья анодов, включающее
анодную печь (2), выполненную с возможностью наклона относительно оси (1), для плавки металла; причем указанная анодная печь (2) включает литейное отверстие (3) для подачи расплавленного металла (27) из анодной печи (2),
литейную форму (4) для литья металлического анода и
проводящую систему (6) для направления расплавленного металла (27) из анодной печи (2) в литейную форму (4) для анода,
где проводящая система (6) включает
желоб (7) для направления расплавленного металла (27) из литейного отверстия (3) анодной печи (2) в ковш (8; 8а; 8b), относящийся к проводящей системе (6),
и желоб (7) включает входной конец (29) для приема расплавленного металла (27) из литейного отверстия (3) анодной печи (2) и выходной конец (30) для подачи расплавленного металла (27) из желоба (7) в ковш (8; 8а; 8b),
отличающееся тем, что
устройство включает опорную раму (9) желоба для поддерживания желоба (7) и опорный элемент (10) для поддерживания опорной рамы (9) желоба,
желоб (7) вставлен в опорную раму (9) желоба,
опорная рама (9) желоба подвижно соединена с опорным элементом (10) с помощью первого плеча (11) рычага, которое поддерживает опорную раму (9) желоба, так что входной конец (29) желоба (7), по меньшей мере, на участке наклона анодной печи (2) располагается у литейного отверстия (3) анодной печи (2) и во время указанного наклона расплавленный металл (27) может поступать из литейного отверстия (3) анодной печи (2) в желоб (7),
опорная рама (9) желоба подвижно соединена с опорным элементом (10) с помощью элемента (12; 12а; 12b) подвески, который поддерживает опорную раму (9) желоба, так что выходной конец (30) желоба (7), по меньшей мере, на участке, относящемся к наклону анодной печи (2), располагается у ковша (8; 8а; 8b) и во время указанного наклона расплавленный металл (27) может поступать из желоба (7) в ковш (8),
первое плечо (11) рычага установлено между опорной рамой (9) желоба и опорным элементом (10) таким образом, что первое плечо (11) рычага соединено с возможностью поворота с опорным элементом (10) через первое шарнирное соединение (13), и таким образом, что опорная рама (9) желоба соединена с возможностью поворота с первым плечом (11) рычага через второе шарнирное соединение (14), которое расположено на расстоянии от первого шарнирного соединения (13),
элемент (12; 12а; 12b) подвески установлен между опорной рамой (9) желоба и опорным элементом (10) и
устройство включает направляющее оборудование (15) для управления опорной рамой (9) желоба во время наклона анодной печи (2) относительно опорного элемента (10), так что входной конец (29) желоба (7), по меньшей мере, на участке наклона анодной печи (2) располагается у литейного отверстия (3) анодной печи (2), и выходной конец (30) желоба (7), по меньшей мере, на участке, относящемся к наклону анодной печи (2), располагается у ковша (8; 8а; 8b).
2. Устройство по п.1, отличающееся тем, что элемент подвески представляет собой второе плечо (12а) рычага, которое установлено между опорной рамой (9) желоба и опорным элементом (10) таким образом, что второе плечо (12а) рычага соединено с возможностью поворота с опорным элементом (10) через третье шарнирное соединение (16), и таким образом, что опорная рама (9) желоба соединена с возможностью поворота со вторым плечом (12а) рычага через четвертое шарнирное соединение (17), которое расположено на расстоянии от третьего шарнирного соединения (16).
3. Устройство по п.2, отличающееся тем, что
опорная рама (9) желоба включает лоток (21), в который вставлен желоб (7), и
лоток (21) с помощью первого элемента (22) подвески и второго элемента (23) подвески подвешен к опорной раме (9) желоба в двух местах.
4. Устройство по п.3, отличающееся тем, что
первый элемент (22) подвески включает шаровой шарнир (24) и
второй элемент (23) подвески включает шаровой шарнир (24).
5. Устройство по п.1, отличающееся тем, что элемент подвески представляет собой цепь или аналогичный гибкий элемент подвески, с помощью которого опорная рама (9) желоба подвешена к опорному элементу (10).
6. Устройство по п.1, отличающееся тем, что элемент подвески представляет собой вытянутый стержнеобразный элемент, с помощью которого опорная рама (9) желоба с применением по меньшей мере одного шарового шарнира (24) или аналогичного шарнирного элемента подвижно соединена с опорным элементом (10).
7. Устройство по п.5 или 6, отличающееся тем, что опорная рама (9) желоба включает лоток (21), в который вставлен желоб (7).
8. Устройство по любому из пп.1-7, отличающееся тем, что
направляющее оборудование (15) включает ролик (18), который установлен в желобе (7) или в опорной раме (9) желоба, и направляющий элемент (19), установленный в анодной печи (2), для ролика (18), и
направляющее оборудование (15) включает упругий элемент (20) для удержания ролика (18) напротив направляющего элемента (19), установленного в анодной печи (2), так что при наклоне анодной печи (2) относительно оси (1) ее наклона, входной конец (29) желоба (7) следует за литейным отверстием (3) анодной печи (2), по меньшей мере, на участке, относящемся к наклону анодной печи (2).
9. Устройство по п.8, отличающееся тем, что упругий элемент (20) установлен между опорной рамой (9) желоба и опорным элементом (10).
10. Устройство по п.8 или 9, отличающееся тем, что упругий элемент (20) представляет собой пневматический амортизатор.
11. Устройство по любому из пп.8-10, отличающееся тем, что ролик (18) касается направляющего элемента (19), за исключением по меньшей мере второго крайнего положения наклона печи, где ролик (18) освобождается от управления направляющего элемента (19), а упругий элемент (20) поднимает входной конец (29) желоба (7) в его крайнее положение для слива из желоба (7) расплавленного металла (27), возможно, содержащегося в нем.
12. Устройство по любому из пп.1-11, отличающееся тем, что входной конец (29) желоба (7) включает чашу (26) желоба для приема расплавленного металла (27) из анодной печи (2).
13. Устройство по любому из пп.1-12, отличающееся тем, что ковш представляет собой сборный резервуар (8b), из которого расплавленный металл подают в промежуточный ковш (8а), из которого расплавленный металл далее подают в литейный ковш (28), из которого расплавленный металл далее подают в литейную форму (4) для анода для литья металлического анода.
14. Устройство по любому из пп.1-12, отличающееся тем, что ковш представляет собой промежуточный ковш (8а), из которого расплавленный металл далее подают в литейный ковш (28), из которого расплавленный металл (27) далее подают в литейную форму (4) для анода для литья металлического анода.
15. Устройство по любому из пп.1-14, отличающееся тем, что оно представляет собой устройство для литья медных анодов в установке для литья анодов, причем металл представляет собой медь, а расплавленный металл представляет собой расплавленную медь.
16. Устройство по любому из пп.1-14, отличающееся тем, что оно представляет собой устройство для литья цинковых анодов в установке для литья анодов, причем металл представляет собой цинк, а расплавленный металл представляет собой расплавленный цинк.

Текст
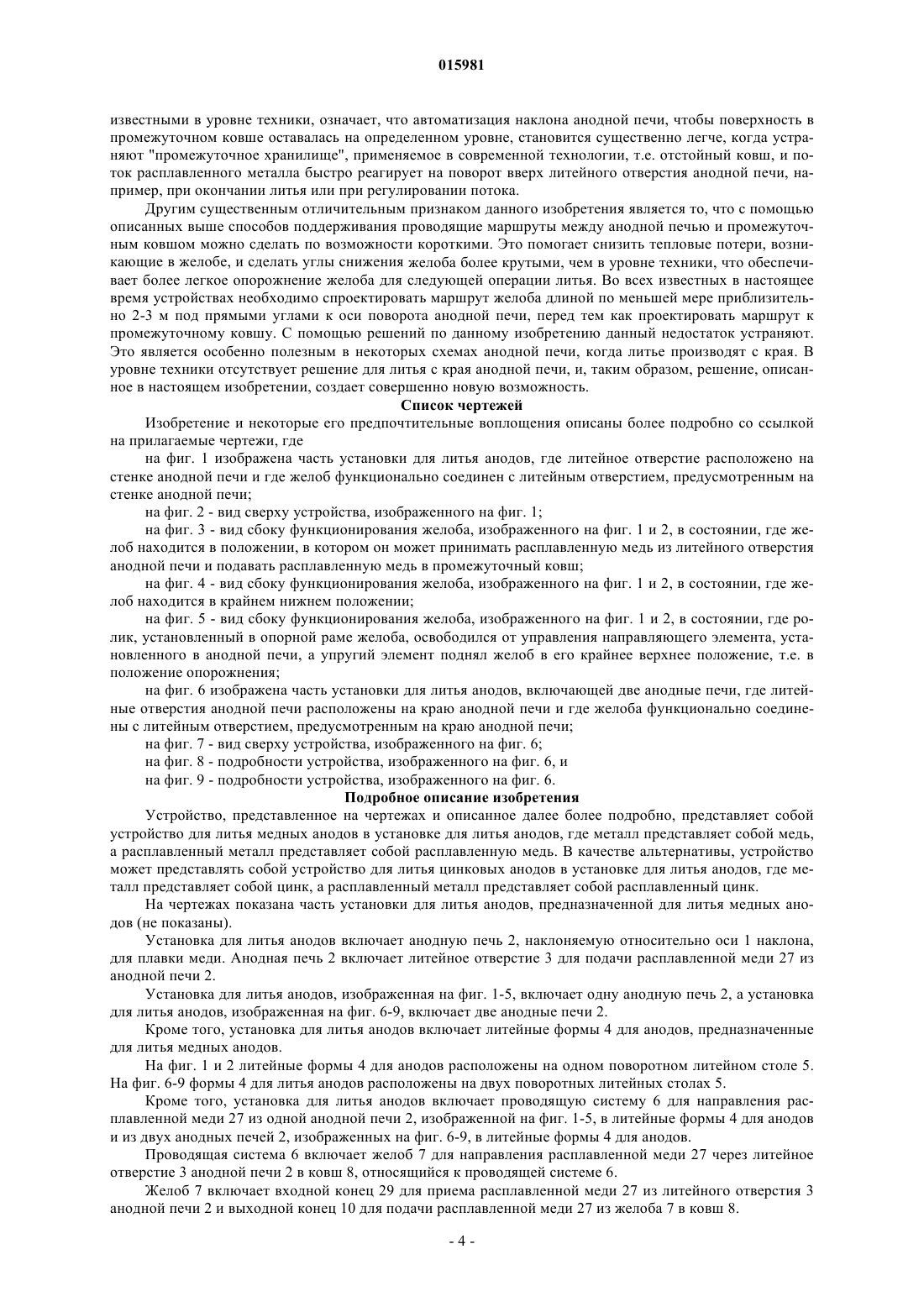
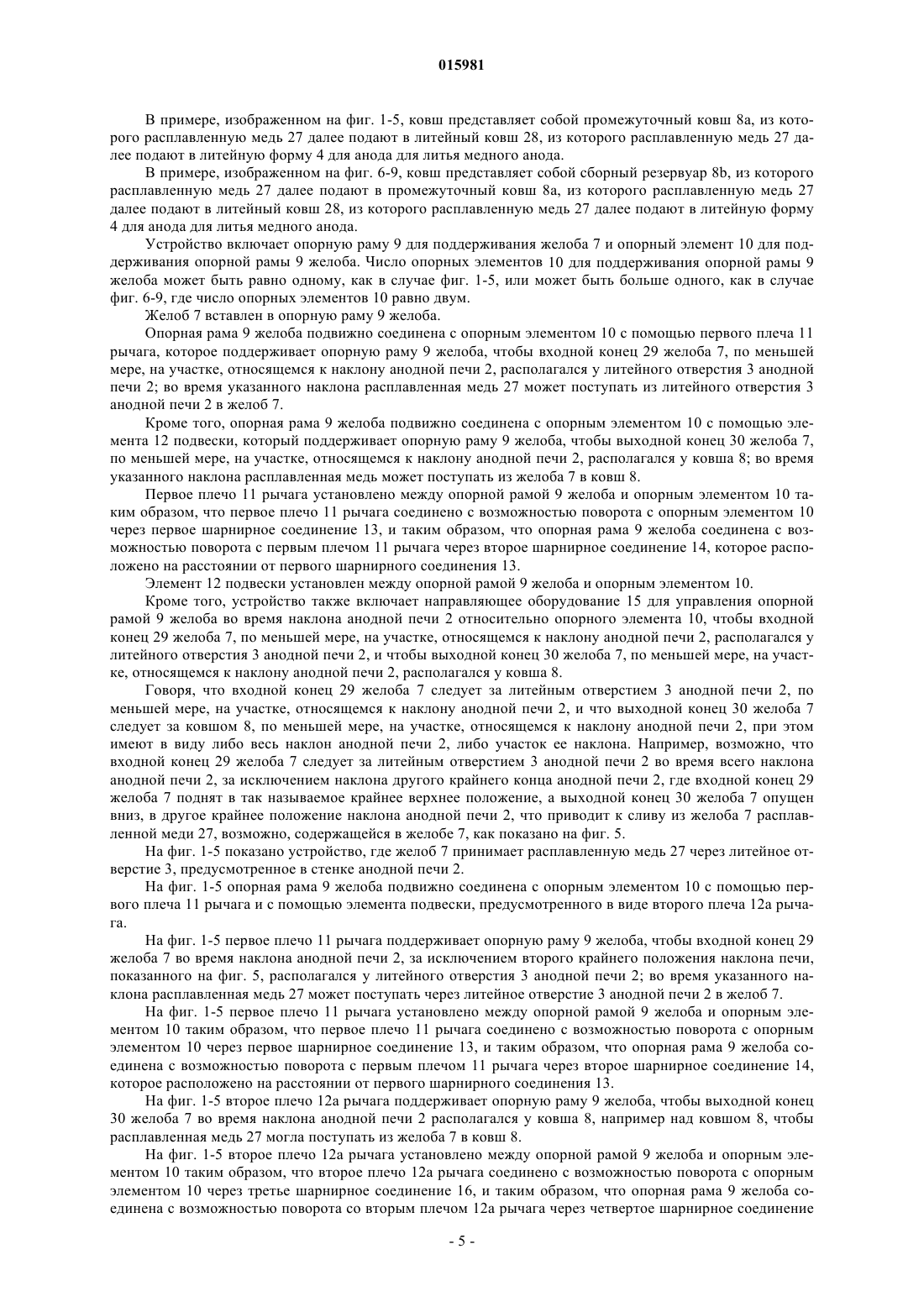
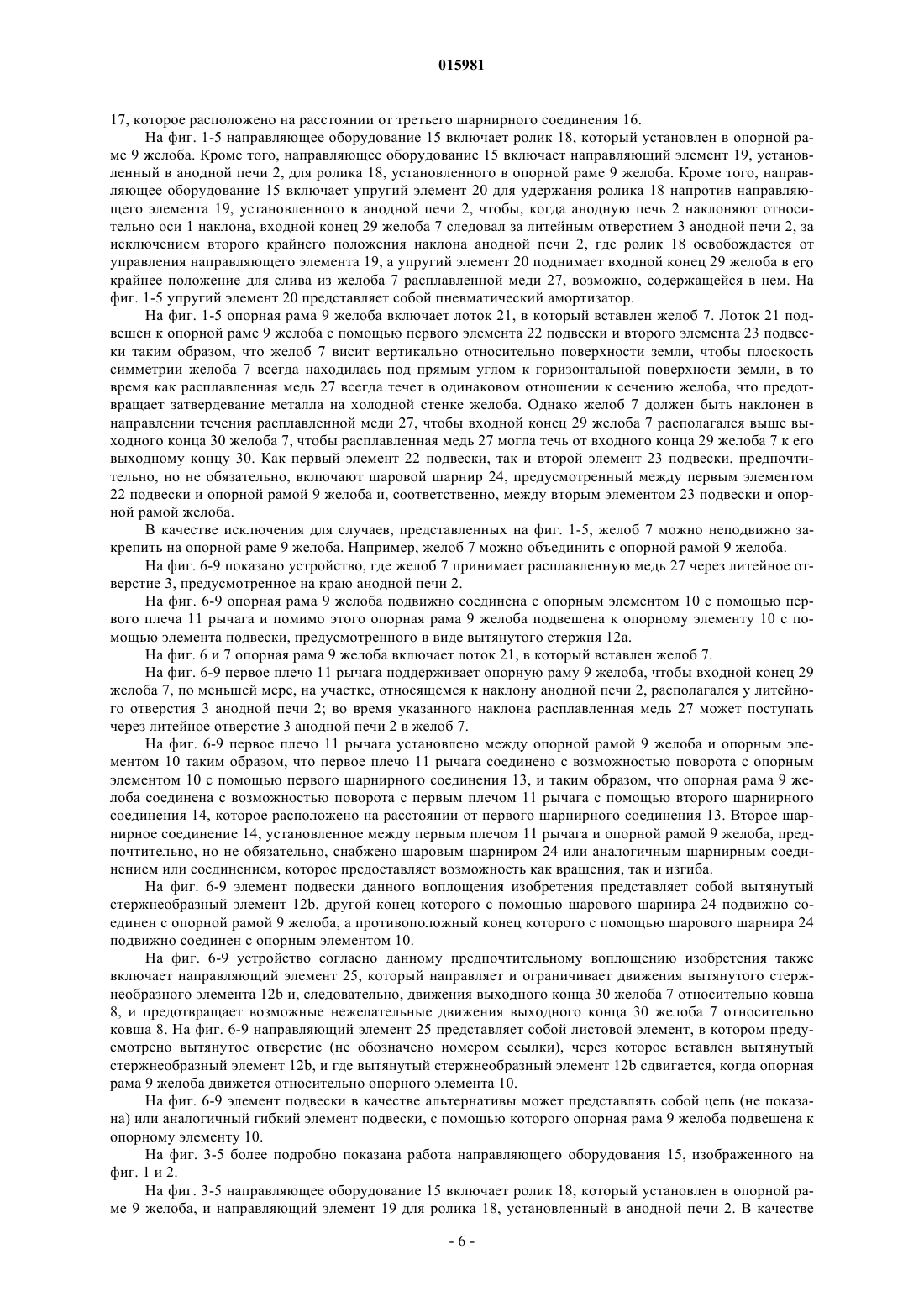
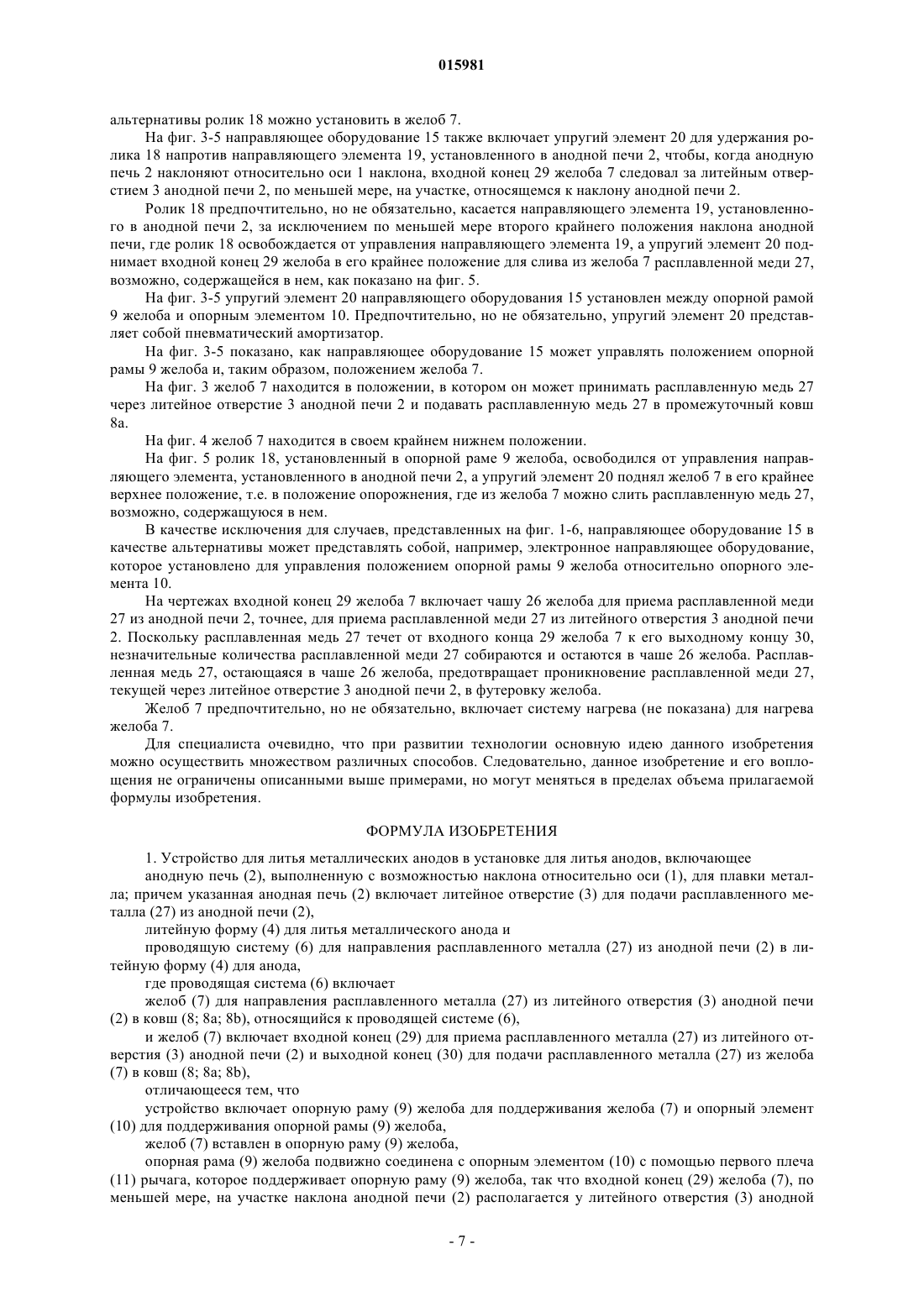
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ Дата публикации и выдачи патента УСТРОЙСТВО ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ АНОДОВ В УСТАНОВКЕ ДЛЯ ЛИТЬЯ АНОДОВ Изобретение относится к устройству для литья металлических анодов, включающему наклоняемую анодную печь (2). Анодная печь (2) оборудована литейным отверстием (3). Устройство включает опорную раму (9) для поддерживания желоба (7) и опорный элемент (10) для поддерживания опорной рамы (9) желоба. Опорная рама (9) желоба подвижно соединена с опорным элементом(10) с помощью первого плеча (11) рычага, чтобы входной конец (29) желоба (7) во время наклона анодной печи (2) располагался у литейного отверстия (3) анодной печи (2). Опорная рама (9) желоба подвижно соединена с опорным элементом (10), чтобы выходной конец (30) желоба (7) во время наклона анодной печи (2) располагался у ковша (8; 8 а; 8b). Также предусмотрено направляющее оборудование (15) для управления опорной рамой (9) желоба во время наклона анодной печи (2) относительно опорного элемента (10), чтобы входной конец (29) желоба (7) во время наклона анодной печи (2) располагался у литейного отверстия (3) анодной печи (2) и чтобы выходной конец(30) желоба (7) во время наклона анодной печи (2) располагался у ковша (8; 8 а; 8b). 015981 Изобретение относится к устройству согласно преамбуле п.1 формулы изобретения для литья металлических анодов в установке для литья анодов. Точнее, изобретение относится к проводящей системе для направления расплавленного металла из анодной печи в литейную форму для анода, где отливают металлический анод, подлежащий последующей переработке в процессе электролитической очистки. Изобретение относится, главным образом, к литью медных анодов, подлежащих последующей переработке в процессе электролитической очистки, в установке для литья анодов, но изобретение также можно применять для литья металлических анодов из других металлов, например цинковых анодов из цинка. Процесс технологической обработки меди включает стадию, на которой черновую медь отливают в приспособлении для литья в медные аноды для электролитической очистки меди. Из плавильной печи медь направляют и дозируют в литейную форму для анода с помощью системы, включающей желоба и ковши. Желоба, внешняя оболочка которых изготовлена из стали, облицованы огнеупорным материалом,и они либо являются открытыми, либо снабжены крышками. Желоба устанавливают с подходящим наклоном, чтобы расплавленная медь могла течь под действием силы тяжести. Для перемещения и дозирования расплавленной меди также необходимы ковши, например отстойный ковш, в которые наливают расплавленную медь из плавильной печи, и где движение расплавленной меди останавливают перед ее направлением в желоба. Также необходим дозирующий ковш, задача которого состоит в дозировании расплавленной меди в литейную форму для анода, а также промежуточный ковш для подачи расплавленной меди в дозирующий ковш. Традиционное устройство для направления расплавленной меди из анодной печи в литейную форму для анода функционирует следующим образом: сначала расплавленную медь выливают через литейное отверстие анодной печи в отстойный ковш, из которого расплавленную медь направляют по желобам в промежуточный ковш. Из промежуточного ковша расплавленную медь выливают в дозирующий ковш. Из дозирующего ковша расплавленную медь дозируют в литейный ковш, из которого расплавленную медь выливают в литейную форму для анода. В проводящей системе, которую в настоящее время применяют во многих установках для литья,сочетание отстойного ковша и желоба, расположенных между анодной печью и промежуточным ковшом, приводит к тому, что процесс литья нельзя прервать на какой-либо промежуток времени без того,чтобы медь в отстойном ковше не "схватилась"; в таком случае сначала необходимо удалить наплывы из отстойных ковшей, после чего необходимо изготовить новую поверхность футеровки и высушить ее, что требует времени. В настоящее время во многих установках для литья медь льют с достаточной высоты через литейное отверстие анодной печи в отстойный ковш, при этом расплавленная медь окисляется и существенно охлаждается во время всего процесса литья, что является вредным. В современной технологии необходимо обеспечить наличие слоя меди толщиной приблизительно 200-400 мм в месте, в которое попадает расплавленная медь, когда ее льют из литейного отверстия анодной печи, чтобы предотвратить разбрызгивание меди в ближайшей области и ее переливание через футеровку. Это осуществляют с помощью организации перевала, т.е. указанного "отстойного ковша", под литейным отверстием анодной печи. Обычно в устройствах, известных в уровне техники, указанный перевал нельзя опорожнять. Старая система с отстойным ковшом отнимает значительное количество тепла от меди в начале процесса литья. Отстойный ковш имеет большую площадь поверхности, и его нельзя закрыть изолирующей крышкой для предотвращения потерь тепла. Удаление наплывов меди из отстойного ковша после каждой операции литья является трудным и опасным делом. На ремонт расходуется дорогостоящий огнеупорный мертель. Ремонтный мертель представляет собой смесь с водой, по этой причине футеровку необходимо охладить, например, водой, ниже 100 С перед проведением ремонта (для предотвращения кипения на футеровке). Данная ситуация совершенно противоречит требованию, согласно которому при начале новой операции литья отстойный ковш должен быть по возможности сухим и горячим. Обычно в отстойном ковше не осуществляют отдельную операцию сушки, т.е. отремонтированной футеровке предоставляют возможность самоосушки под действием остаточного тепла из футеровки, выполняющей свою основной функцию. Сушка занимает много времени и расходует тепловую энергию отстойного ковша, что приводит к тому, что в начале литья футеровка поглощает тепло, содержащееся в меди. Краткое описание изобретения Целью данного изобретения является устранение вышеупомянутых проблем. Цели данного изобретения достигают с помощью устройства согласно независимому п.1 формулы изобретения. Предпочтительные воплощения данного изобретения представлены в зависимых пунктах формулы изобретения. Устройство согласно данному изобретению оборудовано желобом, входной конец которого следует за литейным отверстием анодной печи, которая наклоняется при наклоне по оси, по меньшей мере на участке наклона анодной печи, причем указанный выходной конец размещен у ковша, относящегося к-1 015981 проводящей системе. Здесь входной конец желоба означает конец желоба, в который льют расплавленный металл через литейное отверстие анодной печи и из которого расплавленный металл течет в желоб. Выходной конец желоба означает конец желоба, в который расплавленный металл течет из входного конца желоба и через который расплавленный металл удаляют из желоба. Устройство включает опорную раму для поддерживания желоба и опорный элемент для поддерживания опорной рамы желоба. Желоб вставлен в опорную раму желоба. Опорная рама желоба подвижно соединена с опорным элементом. В данном устройстве опорная рама желоба подвижно соединена с опорным элементом с помощью первого плеча рычага, которое поддерживает опорную раму желоба, так что входной конец желоба, по меньшей мере на участке, относящемся к наклону анодной печи, располагается у литейного отверстия анодной печи и во время указанного наклона анодной печи расплавленный металл может поступать через литейное отверстие анодной печи в желоб. Первое плечо рычага установлено между опорной рамой желоба и опорным элементом таким образом, что первое плечо рычага соединено с возможностью поворота с опорным элементом через первое шарнирное соединение, и таким образом, что опорная рама желоба соединена с возможностью поворота с первым плечом рычага через второе шарнирное соединение,которое расположено на расстоянии от первого шарнирного соединения. Кроме того, в данном устройстве опорная рама желоба также подвижно соединена с опорным элементом с помощью элемента подвески, который поддерживает опорную раму желоба, так что выходной конец желоба, по меньшей мере, на участке, относящемся к наклону анодной печи, располагается у ковша, относящегося к проводящей системе для расплавленного металла, и во время указанного наклона расплавленный металл может поступать из желоба в ковш. Другой элемент подвески установлен между опорной рамой желоба и опорным элементом. Данное устройство также включает направляющее оборудование для управления опорной рамой желоба во время наклона анодной печи относительно опорного элемента, так что входной конец желоба,вставленного в опорную раму желоба, по меньшей мере, на участке, относящемся к наклону анодной печи, располагается у литейного отверстия анодной печи, и выходной конец желоба, вставленного в опорную раму желоба, по меньшей мере, на участке, относящемся к наклону анодной печи, располагается у ковша. Поскольку опорная рама желоба и опорный элемент в описанном устройстве соединены с помощью первого плеча рычага и элемента подвески, входной конец желоба, благодаря направляющему оборудованию, по меньшей мере на участке, относящемся к наклону анодной печи, может следовать за литейным отверстием анодной печи как в вертикальном, так и в горизонтальном направлениях, в то время как выходной конец желоба может одновременно располагаться у ковша. Говоря, что входной конец желоба следует за литейным отверстием анодной печи, по меньшей мере на участке, относящемся к наклону анодной печи, и что выходной конец желоба следует за ковшом, по меньшей мере на участке, относящемся к наклону анодной печи, при этом имеют в виду либо весь наклон анодной печи, либо участок наклона анодной печи. Например, возможно, что входной конец желоба следует за литейным отверстием анодной печи во время всего наклона анодной печи, за исключением наклона другого крайнего конца анодной печи, где входной конец желоба поднят в так называемое крайнее верхнее положение, а выходной конец желоба опущен вниз, что приводит к сливу из желоба расплавленного металла, возможно, содержащегося в данном желобе. В первом предпочтительном воплощении устройства согласно данному изобретению входной конец желоба следует за литейным отверстием, предусмотренным в стенке анодной печи. В данном предпочтительном воплощении опорная рама желоба подвижно соединена с опорным элементом с помощью первого плеча рычага и опорного элемента в форме второго плеча рычага. Первое плечо рычага поддерживает опорную раму желоба, так что во время наклона анодной печи, за исключением второго крайнего положения наклона анодной печи, входной конец желоба располагается у литейного отверстия анодной печи и во время указанного наклона расплавленный металл может поступать из литейного отверстия анодной печи в желоб. Первое плечо рычага установлено между опорной рамой желоба и опорным элементом таким образом, что первое плечо рычага соединено с возможностью поворота с опорным элементом через первое шарнирное соединение, и таким образом, что опорная рама желоба соединена с возможностью поворота с первым плечом рычага через второе шарнирное соединение, которое расположено на расстоянии от первого шарнирного соединения. Второе плечо рычага поддерживает опорную раму желоба, так что выходной конец желоба во время наклона анодной печи располагается у ковша, например над ковшом, и расплавленный металл может поступать из желоба в ковш. Второе плечо рычага установлено между опорной рамой желоба и опорным элементом таким образом, что второе плечо рычага соединено с возможностью поворота с опорным элементом через третье шарнирное соединение, и таким образом, что опорная рама желоба соединена с возможностью поворота со вторым плечом рычага через четвертое шарнирное соединение, которое расположено на расстоянии от третьего шарнирного соединения. В данном предпочтительном воплощении опорная рама желоба включает лоток, в который вставлен желоб. Лоток подвешен к опорной раме желоба с помощью первого элемента подвески и второго элемента подвески таким образом, что лоток висит точно вертикально относительно поверхности земли, так-2 015981 что плоскость симметрии желоба всегда находится под прямым углом к горизонтальной поверхности земли, причем поток расплава всегда находится в одинаковом отношении к сечению желоба, чтобы предотвратить затвердевание металла на холодной стенке желоба. Однако желоб должен быть наклонен в направлении течения расплавленного металла, чтобы входной конец желоба располагался выше выходного конца желоба и расплавленный металл мог течь от входного конца желоба к выходному концу желоба. В данном воплощении направляющее оборудование включает ролик, который установлен в опорной раме желоба. В данном воплощении направляющее оборудование также включает направляющий элемент, установленный в анодной печи, для ролика, установленного в опорной раме желоба. Направляющее оборудование также включает упругий элемент для удержания ролика, установленного в опорной раме желоба, напротив направляющего элемента, установленного в анодной печи, чтобы, когда анодную печь наклоняют относительно ее оси наклона, входной конец желоба следовал за литейным отверстием анодной печи, за исключением наклона анодной печи в ее второе крайнее положение, где ролик освобождается от управления направляющего элемента, а упругий элемент поднимает входной конец желоба в крайнее положение для слива из желоба расплавленного металла, возможно, содержащегося в желобе, в ковш, расположенный у выходного конца желоба. В предпочтительном воплощении данного изобретения входной конец желоба следует за литейным отверстием, предусмотренным на краю анодной печи. В данном предпочтительном воплощении изобретения опорная рама желоба подвижно соединена с опорным элементом с помощью первого плеча рычага, и опорная рама желоба также подвешена к опорному элементу с помощью элемента подвески в форме вытянутого стержня. В данном воплощении изобретения опорная рама желоба включает лоток, в который вставлен желоб. Первое плечо рычага поддерживает опорную раму желоба, так что входной конец желоба, по меньшей мере, на участке, относящемся к наклону анодной печи, располагается у литейного отверстия анодной печи, и во время указанного наклона расплавленный металл может поступать из литейного отверстия анодной печи в желоб. Первое плечо рычага установлено между опорной рамой желоба и опорным элементом таким образом, что первое плечо рычага соединено с возможностью поворота с опорным элементом через первое шарнирное соединение, и таким образом, что опорная рама желоба соединена с возможностью поворота с первым плечом рычага через второе шарнирное соединение, которое расположено на расстоянии от первого шарнирного соединения. В данном воплощении изобретения элемент подвески представляет собой вытянутый стержнеобразный элемент, другой конец которого с помощью шарового шарнира подвижно соединен с опорной рамой желоба, противоположный конец которого с помощью шарового шарнира подвижно соединен с опорным элементом. В данном предпочтительном воплощении изобретения устройство также включает направляющий элемент, который ограничивает и направляет возможные опасные движения вытянутого стержнеобразного элемента в особых случаях, тогда как сила тяжести и форма опоры обычно обеспечивают движение и, таким образом, участвуют в осуществлении движения выходного конца желоба относительно ковша. С помощью данного устройства достигают различных преимуществ. Поскольку входной конец желоба, благодаря устройству согласно данному изобретению, может следовать за литейным отверстием анодной печи как в вертикальном, так и в горизонтальном направлениях, традиционный отстойный ковш, в который льют расплавленный металл из литейного отверстия анодной печи, не нужен в устройстве согласно данному изобретению. Это связано с тем, что в устройстве согласно данному изобретению расстояние между литейным отверстием и желобом мало по сравнению с традиционными устройствами. Поскольку устройство согласно данному изобретению делает необязательным отстойный ковш, в данном устройстве литье анодов можно начинать и заканчивать таким образом, что теперь обычное удаление наплывов из отстойного ковша можно пропустить. Данное решение основано на том, что старый металл благодаря подвижному желобу может течь из желоба и из возможной чаши желоба, которая заменяет отстойный ковш и имеет крайне малые размеры. В данном случае не требуется дополнительное повышение температуры металла для начала операции литья, поскольку желоб горячий и сухой после предыдущего литья.Не нужно производить ремонт футеровки. Возможная чаша желоба подвижного желоба может быть очень маленькой по сравнению с отстойными ковшами устройств, известных в уровне техники. Применение крышек приносит пользу для безопасности производства и экономии энергии, когда рабочую температуру анодной печи можно снизить. Поскольку желоб подвижен, после литья желоб можно опорожнить, например, автоматически, под управлением направляющего оборудования, и отдельное удаление наплывов не требуется. Таким образом, подвижный желоб можно сделать самоопорожняющимся, чтобы после окончания литья автоматически сливать старый металл из желоба под управлением направляющего оборудования. Количество металла, текущего в желобе, существенно снижается, когда нет отстойного ковша. В данном случае весь металл течет одновременно в желобе, приспособленном под промежуточный ковш. Это выгодно, поскольку, если неожиданно что-то происходит, и устройство для литья анодов останавливается, то поверхность металла в промежуточном ковше не поднимается слишком высоко, и металл не нужно зря сливать для опорожнения желобов. Меньшее количество расплавленного металла, текущего в желобе, по сравнению с устройствами,-3 015981 известными в уровне техники, означает, что автоматизация наклона анодной печи, чтобы поверхность в промежуточном ковше оставалась на определенном уровне, становится существенно легче, когда устраняют "промежуточное хранилище", применяемое в современной технологии, т.е. отстойный ковш, и поток расплавленного металла быстро реагирует на поворот вверх литейного отверстия анодной печи, например, при окончании литья или при регулировании потока. Другим существенным отличительным признаком данного изобретения является то, что с помощью описанных выше способов поддерживания проводящие маршруты между анодной печью и промежуточным ковшом можно сделать по возможности короткими. Это помогает снизить тепловые потери, возникающие в желобе, и сделать углы снижения желоба более крутыми, чем в уровне техники, что обеспечивает более легкое опорожнение желоба для следующей операции литья. Во всех известных в настоящее время устройствах необходимо спроектировать маршрут желоба длиной по меньшей мере приблизительно 2-3 м под прямыми углами к оси поворота анодной печи, перед тем как проектировать маршрут к промежуточному ковшу. С помощью решений по данному изобретению данный недостаток устраняют. Это является особенно полезным в некоторых схемах анодной печи, когда литье производят с края. В уровне техники отсутствует решение для литья с края анодной печи, и, таким образом, решение, описанное в настоящем изобретении, создает совершенно новую возможность. Список чертежей Изобретение и некоторые его предпочтительные воплощения описаны более подробно со ссылкой на прилагаемые чертежи, где на фиг. 1 изображена часть установки для литья анодов, где литейное отверстие расположено на стенке анодной печи и где желоб функционально соединен с литейным отверстием, предусмотренным на стенке анодной печи; на фиг. 2 - вид сверху устройства, изображенного на фиг. 1; на фиг. 3 - вид сбоку функционирования желоба, изображенного на фиг. 1 и 2, в состоянии, где желоб находится в положении, в котором он может принимать расплавленную медь из литейного отверстия анодной печи и подавать расплавленную медь в промежуточный ковш; на фиг. 4 - вид сбоку функционирования желоба, изображенного на фиг. 1 и 2, в состоянии, где желоб находится в крайнем нижнем положении; на фиг. 5 - вид сбоку функционирования желоба, изображенного на фиг. 1 и 2, в состоянии, где ролик, установленный в опорной раме желоба, освободился от управления направляющего элемента, установленного в анодной печи, а упругий элемент поднял желоб в его крайнее верхнее положение, т.е. в положение опорожнения; на фиг. 6 изображена часть установки для литья анодов, включающей две анодные печи, где литейные отверстия анодной печи расположены на краю анодной печи и где желоба функционально соединены с литейным отверстием, предусмотренным на краю анодной печи; на фиг. 7 - вид сверху устройства, изображенного на фиг. 6; на фиг. 8 - подробности устройства, изображенного на фиг. 6, и на фиг. 9 - подробности устройства, изображенного на фиг. 6. Подробное описание изобретения Устройство, представленное на чертежах и описанное далее более подробно, представляет собой устройство для литья медных анодов в установке для литья анодов, где металл представляет собой медь,а расплавленный металл представляет собой расплавленную медь. В качестве альтернативы, устройство может представлять собой устройство для литья цинковых анодов в установке для литья анодов, где металл представляет собой цинк, а расплавленный металл представляет собой расплавленный цинк. На чертежах показана часть установки для литья анодов, предназначенной для литья медных анодов (не показаны). Установка для литья анодов включает анодную печь 2, наклоняемую относительно оси 1 наклона,для плавки меди. Анодная печь 2 включает литейное отверстие 3 для подачи расплавленной меди 27 из анодной печи 2. Установка для литья анодов, изображенная на фиг. 1-5, включает одну анодную печь 2, а установка для литья анодов, изображенная на фиг. 6-9, включает две анодные печи 2. Кроме того, установка для литья анодов включает литейные формы 4 для анодов, предназначенные для литья медных анодов. На фиг. 1 и 2 литейные формы 4 для анодов расположены на одном поворотном литейном столе 5. На фиг. 6-9 формы 4 для литья анодов расположены на двух поворотных литейных столах 5. Кроме того, установка для литья анодов включает проводящую систему 6 для направления расплавленной меди 27 из одной анодной печи 2, изображенной на фиг. 1-5, в литейные формы 4 для анодов и из двух анодных печей 2, изображенных на фиг. 6-9, в литейные формы 4 для анодов. Проводящая система 6 включает желоб 7 для направления расплавленной меди 27 через литейное отверстие 3 анодной печи 2 в ковш 8, относящийся к проводящей системе 6. Желоб 7 включает входной конец 29 для приема расплавленной меди 27 из литейного отверстия 3 анодной печи 2 и выходной конец 10 для подачи расплавленной меди 27 из желоба 7 в ковш 8.-4 015981 В примере, изображенном на фиг. 1-5, ковш представляет собой промежуточный ковш 8 а, из которого расплавленную медь 27 далее подают в литейный ковш 28, из которого расплавленную медь 27 далее подают в литейную форму 4 для анода для литья медного анода. В примере, изображенном на фиг. 6-9, ковш представляет собой сборный резервуар 8b, из которого расплавленную медь 27 далее подают в промежуточный ковш 8 а, из которого расплавленную медь 27 далее подают в литейный ковш 28, из которого расплавленную медь 27 далее подают в литейную форму 4 для анода для литья медного анода. Устройство включает опорную раму 9 для поддерживания желоба 7 и опорный элемент 10 для поддерживания опорной рамы 9 желоба. Число опорных элементов 10 для поддерживания опорной рамы 9 желоба может быть равно одному, как в случае фиг. 1-5, или может быть больше одного, как в случае фиг. 6-9, где число опорных элементов 10 равно двум. Желоб 7 вставлен в опорную раму 9 желоба. Опорная рама 9 желоба подвижно соединена с опорным элементом 10 с помощью первого плеча 11 рычага, которое поддерживает опорную раму 9 желоба, чтобы входной конец 29 желоба 7, по меньшей мере, на участке, относящемся к наклону анодной печи 2, располагался у литейного отверстия 3 анодной печи 2; во время указанного наклона расплавленная медь 27 может поступать из литейного отверстия 3 анодной печи 2 в желоб 7. Кроме того, опорная рама 9 желоба подвижно соединена с опорным элементом 10 с помощью элемента 12 подвески, который поддерживает опорную раму 9 желоба, чтобы выходной конец 30 желоба 7,по меньшей мере, на участке, относящемся к наклону анодной печи 2, располагался у ковша 8; во время указанного наклона расплавленная медь может поступать из желоба 7 в ковш 8. Первое плечо 11 рычага установлено между опорной рамой 9 желоба и опорным элементом 10 таким образом, что первое плечо 11 рычага соединено с возможностью поворота с опорным элементом 10 через первое шарнирное соединение 13, и таким образом, что опорная рама 9 желоба соединена с возможностью поворота с первым плечом 11 рычага через второе шарнирное соединение 14, которое расположено на расстоянии от первого шарнирного соединения 13. Элемент 12 подвески установлен между опорной рамой 9 желоба и опорным элементом 10. Кроме того, устройство также включает направляющее оборудование 15 для управления опорной рамой 9 желоба во время наклона анодной печи 2 относительно опорного элемента 10, чтобы входной конец 29 желоба 7, по меньшей мере, на участке, относящемся к наклону анодной печи 2, располагался у литейного отверстия 3 анодной печи 2, и чтобы выходной конец 30 желоба 7, по меньшей мере, на участке, относящемся к наклону анодной печи 2, располагался у ковша 8. Говоря, что входной конец 29 желоба 7 следует за литейным отверстием 3 анодной печи 2, по меньшей мере, на участке, относящемся к наклону анодной печи 2, и что выходной конец 30 желоба 7 следует за ковшом 8, по меньшей мере, на участке, относящемся к наклону анодной печи 2, при этом имеют в виду либо весь наклон анодной печи 2, либо участок ее наклона. Например, возможно, что входной конец 29 желоба 7 следует за литейным отверстием 3 анодной печи 2 во время всего наклона анодной печи 2, за исключением наклона другого крайнего конца анодной печи 2, где входной конец 29 желоба 7 поднят в так называемое крайнее верхнее положение, а выходной конец 30 желоба 7 опущен вниз, в другое крайнее положение наклона анодной печи 2, что приводит к сливу из желоба 7 расплавленной меди 27, возможно, содержащейся в желобе 7, как показано на фиг. 5. На фиг. 1-5 показано устройство, где желоб 7 принимает расплавленную медь 27 через литейное отверстие 3, предусмотренное в стенке анодной печи 2. На фиг. 1-5 опорная рама 9 желоба подвижно соединена с опорным элементом 10 с помощью первого плеча 11 рычага и с помощью элемента подвески, предусмотренного в виде второго плеча 12 а рычага. На фиг. 1-5 первое плечо 11 рычага поддерживает опорную раму 9 желоба, чтобы входной конец 29 желоба 7 во время наклона анодной печи 2, за исключением второго крайнего положения наклона печи,показанного на фиг. 5, располагался у литейного отверстия 3 анодной печи 2; во время указанного наклона расплавленная медь 27 может поступать через литейное отверстие 3 анодной печи 2 в желоб 7. На фиг. 1-5 первое плечо 11 рычага установлено между опорной рамой 9 желоба и опорным элементом 10 таким образом, что первое плечо 11 рычага соединено с возможностью поворота с опорным элементом 10 через первое шарнирное соединение 13, и таким образом, что опорная рама 9 желоба соединена с возможностью поворота с первым плечом 11 рычага через второе шарнирное соединение 14,которое расположено на расстоянии от первого шарнирного соединения 13. На фиг. 1-5 второе плечо 12 а рычага поддерживает опорную раму 9 желоба, чтобы выходной конец 30 желоба 7 во время наклона анодной печи 2 располагался у ковша 8, например над ковшом 8, чтобы расплавленная медь 27 могла поступать из желоба 7 в ковш 8. На фиг. 1-5 второе плечо 12 а рычага установлено между опорной рамой 9 желоба и опорным элементом 10 таким образом, что второе плечо 12 а рычага соединено с возможностью поворота с опорным элементом 10 через третье шарнирное соединение 16, и таким образом, что опорная рама 9 желоба соединена с возможностью поворота со вторым плечом 12 а рычага через четвертое шарнирное соединение-5 015981 17, которое расположено на расстоянии от третьего шарнирного соединения 16. На фиг. 1-5 направляющее оборудование 15 включает ролик 18, который установлен в опорной раме 9 желоба. Кроме того, направляющее оборудование 15 включает направляющий элемент 19, установленный в анодной печи 2, для ролика 18, установленного в опорной раме 9 желоба. Кроме того, направляющее оборудование 15 включает упругий элемент 20 для удержания ролика 18 напротив направляющего элемента 19, установленного в анодной печи 2, чтобы, когда анодную печь 2 наклоняют относительно оси 1 наклона, входной конец 29 желоба 7 следовал за литейным отверстием 3 анодной печи 2, за исключением второго крайнего положения наклона анодной печи 2, где ролик 18 освобождается от управления направляющего элемента 19, а упругий элемент 20 поднимает входной конец 29 желоба в его крайнее положение для слива из желоба 7 расплавленной меди 27, возможно, содержащейся в нем. На фиг. 1-5 упругий элемент 20 представляет собой пневматический амортизатор. На фиг. 1-5 опорная рама 9 желоба включает лоток 21, в который вставлен желоб 7. Лоток 21 подвешен к опорной раме 9 желоба с помощью первого элемента 22 подвески и второго элемента 23 подвески таким образом, что желоб 7 висит вертикально относительно поверхности земли, чтобы плоскость симметрии желоба 7 всегда находилась под прямым углом к горизонтальной поверхности земли, в то время как расплавленная медь 27 всегда течет в одинаковом отношении к сечению желоба, что предотвращает затвердевание металла на холодной стенке желоба. Однако желоб 7 должен быть наклонен в направлении течения расплавленной меди 27, чтобы входной конец 29 желоба 7 располагался выше выходного конца 30 желоба 7, чтобы расплавленная медь 27 могла течь от входного конца 29 желоба 7 к его выходному концу 30. Как первый элемент 22 подвески, так и второй элемент 23 подвески, предпочтительно, но не обязательно, включают шаровой шарнир 24, предусмотренный между первым элементом 22 подвески и опорной рамой 9 желоба и, соответственно, между вторым элементом 23 подвески и опорной рамой желоба. В качестве исключения для случаев, представленных на фиг. 1-5, желоб 7 можно неподвижно закрепить на опорной раме 9 желоба. Например, желоб 7 можно объединить с опорной рамой 9 желоба. На фиг. 6-9 показано устройство, где желоб 7 принимает расплавленную медь 27 через литейное отверстие 3, предусмотренное на краю анодной печи 2. На фиг. 6-9 опорная рама 9 желоба подвижно соединена с опорным элементом 10 с помощью первого плеча 11 рычага и помимо этого опорная рама 9 желоба подвешена к опорному элементу 10 с помощью элемента подвески, предусмотренного в виде вытянутого стержня 12 а. На фиг. 6 и 7 опорная рама 9 желоба включает лоток 21, в который вставлен желоб 7. На фиг. 6-9 первое плечо 11 рычага поддерживает опорную раму 9 желоба, чтобы входной конец 29 желоба 7, по меньшей мере, на участке, относящемся к наклону анодной печи 2, располагался у литейного отверстия 3 анодной печи 2; во время указанного наклона расплавленная медь 27 может поступать через литейное отверстие 3 анодной печи 2 в желоб 7. На фиг. 6-9 первое плечо 11 рычага установлено между опорной рамой 9 желоба и опорным элементом 10 таким образом, что первое плечо 11 рычага соединено с возможностью поворота с опорным элементом 10 с помощью первого шарнирного соединения 13, и таким образом, что опорная рама 9 желоба соединена с возможностью поворота с первым плечом 11 рычага с помощью второго шарнирного соединения 14, которое расположено на расстоянии от первого шарнирного соединения 13. Второе шарнирное соединение 14, установленное между первым плечом 11 рычага и опорной рамой 9 желоба, предпочтительно, но не обязательно, снабжено шаровым шарниром 24 или аналогичным шарнирным соединением или соединением, которое предоставляет возможность как вращения, так и изгиба. На фиг. 6-9 элемент подвески данного воплощения изобретения представляет собой вытянутый стержнеобразный элемент 12b, другой конец которого с помощью шарового шарнира 24 подвижно соединен с опорной рамой 9 желоба, а противоположный конец которого с помощью шарового шарнира 24 подвижно соединен с опорным элементом 10. На фиг. 6-9 устройство согласно данному предпочтительному воплощению изобретения также включает направляющий элемент 25, который направляет и ограничивает движения вытянутого стержнеобразного элемента 12b и, следовательно, движения выходного конца 30 желоба 7 относительно ковша 8, и предотвращает возможные нежелательные движения выходного конца 30 желоба 7 относительно ковша 8. На фиг. 6-9 направляющий элемент 25 представляет собой листовой элемент, в котором предусмотрено вытянутое отверстие (не обозначено номером ссылки), через которое вставлен вытянутый стержнеобразный элемент 12b, и где вытянутый стержнеобразный элемент 12b сдвигается, когда опорная рама 9 желоба движется относительно опорного элемента 10. На фиг. 6-9 элемент подвески в качестве альтернативы может представлять собой цепь (не показана) или аналогичный гибкий элемент подвески, с помощью которого опорная рама 9 желоба подвешена к опорному элементу 10. На фиг. 3-5 более подробно показана работа направляющего оборудования 15, изображенного на фиг. 1 и 2. На фиг. 3-5 направляющее оборудование 15 включает ролик 18, который установлен в опорной раме 9 желоба, и направляющий элемент 19 для ролика 18, установленный в анодной печи 2. В качестве-6 015981 альтернативы ролик 18 можно установить в желоб 7. На фиг. 3-5 направляющее оборудование 15 также включает упругий элемент 20 для удержания ролика 18 напротив направляющего элемента 19, установленного в анодной печи 2, чтобы, когда анодную печь 2 наклоняют относительно оси 1 наклона, входной конец 29 желоба 7 следовал за литейным отверстием 3 анодной печи 2, по меньшей мере, на участке, относящемся к наклону анодной печи 2. Ролик 18 предпочтительно, но не обязательно, касается направляющего элемента 19, установленного в анодной печи 2, за исключением по меньшей мере второго крайнего положения наклона анодной печи, где ролик 18 освобождается от управления направляющего элемента 19, а упругий элемент 20 поднимает входной конец 29 желоба в его крайнее положение для слива из желоба 7 расплавленной меди 27,возможно, содержащейся в нем, как показано на фиг. 5. На фиг. 3-5 упругий элемент 20 направляющего оборудования 15 установлен между опорной рамой 9 желоба и опорным элементом 10. Предпочтительно, но не обязательно, упругий элемент 20 представляет собой пневматический амортизатор. На фиг. 3-5 показано, как направляющее оборудование 15 может управлять положением опорной рамы 9 желоба и, таким образом, положением желоба 7. На фиг. 3 желоб 7 находится в положении, в котором он может принимать расплавленную медь 27 через литейное отверстие 3 анодной печи 2 и подавать расплавленную медь 27 в промежуточный ковш 8 а. На фиг. 4 желоб 7 находится в своем крайнем нижнем положении. На фиг. 5 ролик 18, установленный в опорной раме 9 желоба, освободился от управления направляющего элемента, установленного в анодной печи 2, а упругий элемент 20 поднял желоб 7 в его крайнее верхнее положение, т.е. в положение опорожнения, где из желоба 7 можно слить расплавленную медь 27,возможно, содержащуюся в нем. В качестве исключения для случаев, представленных на фиг. 1-6, направляющее оборудование 15 в качестве альтернативы может представлять собой, например, электронное направляющее оборудование,которое установлено для управления положением опорной рамы 9 желоба относительно опорного элемента 10. На чертежах входной конец 29 желоба 7 включает чашу 26 желоба для приема расплавленной меди 27 из анодной печи 2, точнее, для приема расплавленной меди 27 из литейного отверстия 3 анодной печи 2. Поскольку расплавленная медь 27 течет от входного конца 29 желоба 7 к его выходному концу 30,незначительные количества расплавленной меди 27 собираются и остаются в чаше 26 желоба. Расплавленная медь 27, остающаяся в чаше 26 желоба, предотвращает проникновение расплавленной меди 27,текущей через литейное отверстие 3 анодной печи 2, в футеровку желоба. Желоб 7 предпочтительно, но не обязательно, включает систему нагрева (не показана) для нагрева желоба 7. Для специалиста очевидно, что при развитии технологии основную идею данного изобретения можно осуществить множеством различных способов. Следовательно, данное изобретение и его воплощения не ограничены описанными выше примерами, но могут меняться в пределах объема прилагаемой формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для литья металлических анодов в установке для литья анодов, включающее анодную печь (2), выполненную с возможностью наклона относительно оси (1), для плавки металла; причем указанная анодная печь (2) включает литейное отверстие (3) для подачи расплавленного металла (27) из анодной печи (2),литейную форму (4) для литья металлического анода и проводящую систему (6) для направления расплавленного металла (27) из анодной печи (2) в литейную форму (4) для анода,где проводящая система (6) включает желоб (7) для направления расплавленного металла (27) из литейного отверстия (3) анодной печи(2) в ковш (8; 8 а; 8b), относящийся к проводящей системе (6),и желоб (7) включает входной конец (29) для приема расплавленного металла (27) из литейного отверстия (3) анодной печи (2) и выходной конец (30) для подачи расплавленного металла (27) из желоба(7) в ковш (8; 8 а; 8b),отличающееся тем, что устройство включает опорную раму (9) желоба для поддерживания желоба (7) и опорный элемент(10) для поддерживания опорной рамы (9) желоба,желоб (7) вставлен в опорную раму (9) желоба,опорная рама (9) желоба подвижно соединена с опорным элементом (10) с помощью первого плеча(11) рычага, которое поддерживает опорную раму (9) желоба, так что входной конец (29) желоба (7), по меньшей мере, на участке наклона анодной печи (2) располагается у литейного отверстия (3) анодной-7 015981 печи (2) и во время указанного наклона расплавленный металл (27) может поступать из литейного отверстия (3) анодной печи (2) в желоб (7),опорная рама (9) желоба подвижно соединена с опорным элементом (10) с помощью элемента (12; 12 а; 12b) подвески, который поддерживает опорную раму (9) желоба, так что выходной конец (30) желоба (7), по меньшей мере, на участке, относящемся к наклону анодной печи (2), располагается у ковша (8; 8 а; 8b) и во время указанного наклона расплавленный металл (27) может поступать из желоба (7) в ковш(8),первое плечо (11) рычага установлено между опорной рамой (9) желоба и опорным элементом (10) таким образом, что первое плечо (11) рычага соединено с возможностью поворота с опорным элементом(10) через первое шарнирное соединение (13), и таким образом, что опорная рама (9) желоба соединена с возможностью поворота с первым плечом (11) рычага через второе шарнирное соединение (14), которое расположено на расстоянии от первого шарнирного соединения (13),элемент (12; 12 а; 12b) подвески установлен между опорной рамой (9) желоба и опорным элементом(10) и устройство включает направляющее оборудование (15) для управления опорной рамой (9) желоба во время наклона анодной печи (2) относительно опорного элемента (10), так что входной конец (29) желоба (7), по меньшей мере, на участке наклона анодной печи (2) располагается у литейного отверстия (3) анодной печи (2), и выходной конец (30) желоба (7), по меньшей мере, на участке, относящемся к наклону анодной печи (2), располагается у ковша (8; 8 а; 8b). 2. Устройство по п.1, отличающееся тем, что элемент подвески представляет собой второе плечо(12 а) рычага, которое установлено между опорной рамой (9) желоба и опорным элементом (10) таким образом, что второе плечо (12 а) рычага соединено с возможностью поворота с опорным элементом (10) через третье шарнирное соединение (16), и таким образом, что опорная рама (9) желоба соединена с возможностью поворота со вторым плечом (12 а) рычага через четвертое шарнирное соединение (17), которое расположено на расстоянии от третьего шарнирного соединения (16). 3. Устройство по п.2, отличающееся тем, что опорная рама (9) желоба включает лоток (21), в который вставлен желоб (7), и лоток (21) с помощью первого элемента (22) подвески и второго элемента (23) подвески подвешен к опорной раме (9) желоба в двух местах. 4. Устройство по п.3, отличающееся тем, что первый элемент (22) подвески включает шаровой шарнир (24) и второй элемент (23) подвески включает шаровой шарнир (24). 5. Устройство по п.1, отличающееся тем, что элемент подвески представляет собой цепь или аналогичный гибкий элемент подвески, с помощью которого опорная рама (9) желоба подвешена к опорному элементу (10). 6. Устройство по п.1, отличающееся тем, что элемент подвески представляет собой вытянутый стержнеобразный элемент, с помощью которого опорная рама (9) желоба с применением по меньшей мере одного шарового шарнира (24) или аналогичного шарнирного элемента подвижно соединена с опорным элементом (10). 7. Устройство по п.5 или 6, отличающееся тем, что опорная рама (9) желоба включает лоток (21), в который вставлен желоб (7). 8. Устройство по любому из пп.1-7, отличающееся тем, что направляющее оборудование (15) включает ролик (18), который установлен в желобе (7) или в опорной раме (9) желоба, и направляющий элемент (19), установленный в анодной печи (2), для ролика(18), и направляющее оборудование (15) включает упругий элемент (20) для удержания ролика (18) напротив направляющего элемента (19), установленного в анодной печи (2), так что при наклоне анодной печи(2) относительно оси (1) ее наклона, входной конец (29) желоба (7) следует за литейным отверстием (3) анодной печи (2), по меньшей мере, на участке, относящемся к наклону анодной печи (2). 9. Устройство по п.8, отличающееся тем, что упругий элемент (20) установлен между опорной рамой (9) желоба и опорным элементом (10). 10. Устройство по п.8 или 9, отличающееся тем, что упругий элемент (20) представляет собой пневматический амортизатор. 11. Устройство по любому из пп.8-10, отличающееся тем, что ролик (18) касается направляющего элемента (19), за исключением по меньшей мере второго крайнего положения наклона печи, где ролик(18) освобождается от управления направляющего элемента (19), а упругий элемент (20) поднимает входной конец (29) желоба (7) в его крайнее положение для слива из желоба (7) расплавленного металла(27), возможно, содержащегося в нем. 12. Устройство по любому из пп.1-11, отличающееся тем, что входной конец (29) желоба (7) включает чашу (26) желоба для приема расплавленного металла (27) из анодной печи (2). 13. Устройство по любому из пп.1-12, отличающееся тем, что ковш представляет собой сборный резервуар (8b), из которого расплавленный металл подают в промежуточный ковш (8 а), из которого рас-8 015981 плавленный металл далее подают в литейный ковш (28), из которого расплавленный металл далее подают в литейную форму (4) для анода для литья металлического анода. 14. Устройство по любому из пп.1-12, отличающееся тем, что ковш представляет собой промежуточный ковш (8 а), из которого расплавленный металл далее подают в литейный ковш (28), из которого расплавленный металл (27) далее подают в литейную форму (4) для анода для литья металлического анода. 15. Устройство по любому из пп.1-14, отличающееся тем, что оно представляет собой устройство для литья медных анодов в установке для литья анодов, причем металл представляет собой медь, а расплавленный металл представляет собой расплавленную медь. 16. Устройство по любому из пп.1-14, отличающееся тем, что оно представляет собой устройство для литья цинковых анодов в установке для литья анодов, причем металл представляет собой цинк, а расплавленный металл представляет собой расплавленный цинк.
МПК / Метки
МПК: B22D 37/00, B22D 35/04
Метки: установке, анодов, устройство, металлических, литья
Код ссылки
<a href="https://eas.patents.su/14-15981-ustrojjstvo-dlya-litya-metallicheskih-anodov-v-ustanovke-dlya-litya-anodov.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для литья металлических анодов в установке для литья анодов</a>
Литейный желоб и способ литья медных анодов
Номер патента: 8872
Опубликовано: 31.08.2007
Автор: Лумппио Юха
МПК: B22D 37/00, B22D 35/04, B22D 39/04...
Метки: литья, медных, способ, желоб, анодов, литейный
Формула / Реферат:
1. Литейный желоб для литья металла в литейную форму, где указанный литейный желоб включает днище, носок, боковые стенки и расположенную напротив носка заднюю стенку, причем литейный желоб имеет разливочный механизм, снабженный по меньшей мере одним датчиком массы для точной подачи металла в литейную форму, отличающийся тем, что носок включает поверхность слива, которая расширяется к сливному краю носка и направлена вниз по отношению к...
Устройство для непрерывного литья металлических полос
Номер патента: 5759
Опубликовано: 30.06.2005
Авторы: Сивессон Патрик, Эстлунд Стуре
МПК: B22D 11/041
Метки: полос, металлических, непрерывного, литья, устройство
Формула / Реферат:
1. Устройство для непрерывного вертикального литья металлических полос, содержащее литейную форму (10), которая имеет верхний и нижний концы и полость (C) с открытыми концами, имеющую входное отверстие (E) литейной формы, расположенное на указанном верхнем конце, и выходное отверстие для полосы, расположенное на указанном нижнем конце; промежуточный ковш (11), предназначенный для удержания жидкого металла и имеющий выпускное отверстие (11A),...
Литейная форма для непрерывного литья металлических полос
Номер патента: 5756
Опубликовано: 30.06.2005
Авторы: Вестман Бертил, Эстлунд Стуре
МПК: B22D 11/055
Метки: металлических, полос, непрерывного, литейная, форма, литья
Формула / Реферат:
1. Литейная форма для непрерывного литья металлических полос, содержащая две боковые стенки (11), которые расположены на противоположных сторонах сквозной полости (C) литейной формы, имеющей входной конец (E) для непрерывного приема жидкого металла и выходной конец (D) для непрерывного выпуска движущейся затвердевшей полосы (D), отформованной из указанного жидкого металла, и каждая из которых содержит графитовый блок (13), и охлаждающую систему,...
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Зобхани Мохаммад Эгбал, Хентош Дэниэл Патрик, Мэджерус Норберт, Рекс Вилльям Аллен, Вольфе Дэвид Лоуэлл, Лаурих Томас Эндрю, Йовичин Альберт Джеймс, Тайер Ронда Рени Бейер, Макезих Вальтер Джордж, Бенедикт Роберт Леон, Члебина Лоренс Эдвард, Руни Тимоти Майкл, Рамбахер Джон Сильвестер, Джэкобс Бернард Байрон
МПК: B29C 45/27
Метки: литья, кольцевой, детали, устройство, давлением, шины, варианты, способ
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Способ охлаждения и устройство для непрерывного литья металлов восходящим потоком
Номер патента: 4125
Опубликовано: 25.12.2003
Авторы: Койвисто Маркку, Пиетиля Сеппо
МПК: B22D 11/04
Метки: восходящим, охлаждения, устройство, металлов, способ, непрерывного, литья, потоком
Формула / Реферат:
1. Способ охлаждения отлитого изделия в процессе непрерывного литья металлов, по существу, с вертикальным потоком, проходящим по направлению вверх, в частности, при непрерывной отливке проводов, стержней или трубок из цветных металлов, причем согласно способу разливочный стакан и первичный охладитель, по меньшей мере, частично погружены в расплав внутри печи, и металл разливается через них, посредством чего отлитое изделие сначала охлаждается...
Предыдущий патент: Машина и метод захватывания щебеночного балласта рельсового пути
Следующий патент: Щебеночный плуг для балластировки щебнем железнодорожного пути
Случайный патент: Способ подачи и распределения воздуха в камере сгорания и котёл отопления